
パターン印刷を用いて可溶性不織芯地を作製する方法
パターン印刷によって製造される可溶性不織芯地、及び、この可溶性不織芯地を製造する方法が開示される。より詳細には、ステープル・ファイバーを処理して弾性不織布を製造するステップと、この不織布上にパターン印刷するステップと、接着剤を塗布するステップとを含む、可溶性不織芯地を製造する方法、及び、この方法によって製造される可溶性不織芯地が開示される。従って、単純で迅速な製造工程によって、様々に形状の強化された可溶性不織芯地を提供することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パターン印刷によって製造される可溶性不織芯地(nonwoven fusible interlining)、及び、この可溶性不織芯地を製造する方法に関し、より詳細には、ステープル・ファイバーを処理して弾性ベース不織布(elastic nonwoven base fabric)を製造するステップと、このベース不織布上にパターン印刷するステップと、接着剤を塗布するステップとを含む、可溶性不織芯地を製造する方法、及び、この方法によって製造される可溶性不織芯地に関する。
【背景技術】
【0002】
芯地は、様々な衣服に用いられ、衣服の形状を保つ。この芯地は、方向によって形状安定性がもたらされるかどうかに応じ、安定性(stable)芯地、二方向弾性(bi-elastic)芯地、及び一方向弾性(mono-elastic)芯地に分けられ、衣服の生地及びタイプに応じて選択されるべきである。
【0003】
この芯地に広く用いられている材料として、織物(textile)、編物(knitted goods)、及び不織布(nonwoven)が挙げられるが、これらはそれぞれ固有の特徴を備える。不織布は、単純な工程によって製造されるため、様々なパターンをもたらすのに限界がある。これに対し、織物及び編物には、糸のタイプ及び織目によって様々な特性をもたらすことができるという利点がある。更に、織物及び編物は、耐性が優れており、触感が柔らかい。一方、不織布は、触感が柔らかいと、耐性が悪い。
【0004】
一般的に、芯地に用いられる不織布は、ポリエステルとナイロンを混合してカレンダリングすることによって製造され、長手方向においては安定しており、幅方向においては伸縮性がある。衣服の芯地に用いられるこの不織布は、ステープル・ファイバーをカーディングし熱接合した後、これに熱可塑性接着剤を塗布することによって、製造される。ファイバーの混合比及び熱接合パターンを変更すれば、様々な形状安定性及び触感を備えた不織芯地を製造することができる。更に、この不織芯地は、触感を高めたり色を付けたりするために、含浸法を用いて薬品(mediclinical stuffs)で処理してもよい。更に、この不織芯地は、通常の不織芯地に機能をもたらすために、機能材料を塗布してもよいし、ドット状に処理してもよい。しかしながら、これらの処理は、不織芯地が硬い又は柔らかい触感を備えるか或いは機能を備えるようにするためのものであるので、適用が限定される。
【0005】
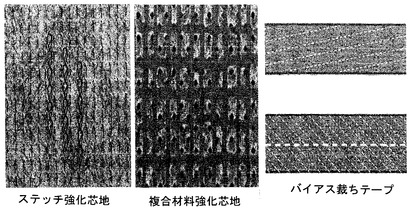
更に、不織芯地の強度を強化するために、ステッチ強化法又は複合材料強化法が用いられる(図6参照)。ステッチ強化法は、ベース不織布を糸で縫うことにより、長手方向における強度を強化するか或いは幅方向における弾性をもたらす方法であって、不織布に柔らかい触感と優れた形状安定性をもたらすことができるため、広く用いられている。複合材料強化法は、不織布の中間層に他の材料(例えば、弾性又は形状安定性の優れた織物、スパンボンドなど)を挿入することにより、不織芯地を製造する方法である。しかしながら、これらの方法は、物理的特性の優れた製品を製造することができるが、製造速度が基本的に遅く、複雑な処理が必要とされるため、織物よりもコスト競争力が低い。更に、これらの方法には、バイアス方向における強度を強化しにくい(図6参照)という欠点がある。
【0006】
ゆえに、本発明は、上記問題を解決するために発明された。本発明は、パターン印刷によって、従来の不織芯地の比較的単純な物理的特性を様々に変更することにより、より優れた衣服の製造に貢献すると共に、織物及び編物の利点を備えた不織芯地を提供する。
【発明の概要】
【発明が解決しようとする課題】
【0007】
従って、本発明は、上述した問題を考慮して成された。本発明の目的は、パターン印刷を用いて製造される様々な物理的特性を備えた不織芯地、及び、この不織芯地を製造する方法を提供することである。
【0008】
具体的には、本発明の目的は、様々なパターン印刷を用いて、不織芯地の形状を所望の方向において強化することであり、特に、本発明は、バイアス方向において強度を強化することができる。
【0009】
本発明の別の目的は、厚さや弾性などが調整可能であり耐性が高められる不織芯地を提供することであり、これにより、様々な物理的特性を備えた不織芯地が製造される。
【0010】
本発明の別の目的は、織物及び編物よりもはるかに速い比較的単純な製造工程によって、不織芯地の製造コストをかなり下げることである。
【課題を解決するための手段】
【0011】
本発明の一態様によれば、(a)ステープル・ファイバーを混合し、カーディング装置を用いて混合した前記ステープル・ファイバーをランダム・ウェブの形状に処理し、カレンダ・ロールに前記ランダム・ウェブを通して熱接合することによって、弾性ベース不織布を製造するステップと、(b)製造した前記ベース不織布上にパターン印刷するステップと、(c)パターン印刷された前記ベース不織布に、ドット状に接着剤を塗布するステップと、を含む、可溶性不織芯地を製造する方法が提供される。
【0012】
好ましくは、前記ステップ(a)で混合された前記ステープル・ファイバーは、ポリアミド、ポリエステル、ポリトリメチレン・テレフタレート(PTT)、及びポリプロピレンから成る群から選択される熱収縮性のステープル・ファイバーを含む。
【0013】
好ましくは、前記熱収縮性のステープル・ファイバーは、前記不織布の全重量に対し40〜100%の量で混合される。
【0014】
より好ましくは、前記パターン印刷は、回転スクリーン法、凸版印刷法、凹版印刷法、及び平版印刷法から成る群から選択されるいずれか1つの方法によって行われる。
【0015】
より好ましくは、前記パターン印刷は、前記回転スクリーン法によって行われる。
【0016】
好ましくは、前記パターン印刷は、アクリルベースの樹脂、ウレタンベースの樹脂、ポリエステルベースの樹脂、グリオキサル樹脂、ポリオレフィンベースの樹脂、及び紫外線硬化樹脂から成る群から選択される樹脂を用いて行われる。
【0017】
より好ましくは、前記パターン印刷は、前記アクリルベースの樹脂又は前記ウレタンベースの樹脂を用いて行われる。
【0018】
好ましくは、前記接着剤は、コポリエステル、コポリアミド、ポリウレタン、及びポリオレフィンから成る群から選択される。
【0019】
より好ましくは、前記接着剤は、前記ベース不織布の領域に対し5〜35g/m2の量で用いられる。
【0020】
好ましくは、前記接着剤は、粉末散乱法(powder scattering method)、ペースト印刷法(paste printing method)、粉末ポイント法(powder point method)、ペースト粉末ポイント法(paste-powder-point method)、又は溶融印刷法(melt printing method)から成る群から選択されるいずれか1つの方法によって塗布される。
【0021】
より好ましくは、前記接着剤は、前記ペースト印刷法によって塗布される。
【0022】
更に、本発明は、上記製造方法によって製造された可溶性不織芯地に関する。
【0023】
以下、本発明を詳細に説明する。
【0024】
本発明による可溶性不織芯地の製造方法は、弾性ベース不織布を製造するステップと、このベース不織布に形状安定性をもたらすためにパターン印刷するステップと、接着剤を塗布するステップとを含む。
【0025】
ベース不織布を製造する際、ベース不織布に弾性をもたらすため、一般的なステープル・ファイバーに熱収縮性のステープル・ファイバーを混ぜた方がよく、このとき、熱収縮性のステープル・ファイバーは、不織布の全重量に対し40%〜100%の量で用いるのが好ましい。更に、この不織布を製造するには、厚さが0.7〜3.0デニールで長さが30〜64mmのステープル・ファイバーを用いるのが好ましい。
【0026】
このステープル・ファイバーは、カーディング(carding)処理、カレンダリング(calendering)処理、及び熱収縮処理によって、ベース不織布にされる。カレンダリング処理において、カレンダ・ロールは、接合領域のおよそ8〜20%であるパターンを用いる。更に、熱収縮処理では、温風ドライヤ又は赤外線ヒータが用いられ、150℃〜250℃の結合温度(combining temperature)が好ましい。
【0027】
製造されたこの可溶性不織芯地に対し、回転スクリーン法、凹版印刷法、凸版印刷法、又は平版印刷法のうちのいずれか1つを用いて、パターン印刷処理が行われる。
【0028】
このパターン印刷は、連続印刷法を用いることによって、不織芯地の迅速な製造工程に適するのが好ましい。パターン印刷に適するに、樹脂は、洗濯耐性が優れている方がよく、樹脂の接合重量は、使用法に応じて調整可能であり、乾燥後の樹脂の重量は、約5〜30g/m2である。
【0029】
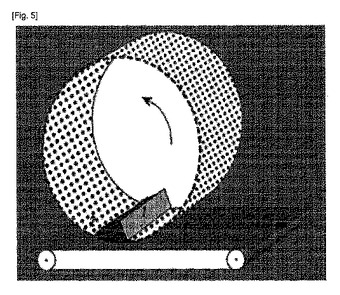
一般的には、パターン印刷は、凹版印刷法、凸版印刷法、又は平版印刷法を用い得る。回転スクリーン法は、ペースト材料をスクリーン目からナイフによって押し出される方式である(図5参照)。この回転スクリーン法は、所望の様々なパターンを容易にデザインすることができ、様々な材料に容易に用いることができ、処理に向けて望まれる材料の重量及び厚さを調整することができるため、本発明に用いるのに最も適している。使用するスクリーンは、目が40〜155メッシュであり厚さが50〜200μmであるのが好ましい。
【0030】
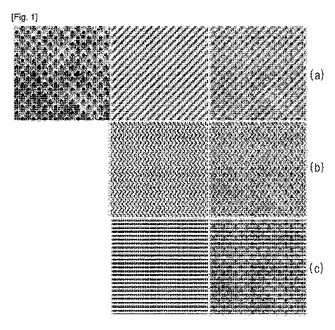
所定の方向において不織芯地に形状安定性をもたらすパターンを選択することは、非常に重要である。基本的に、パターンは、長手方向、幅方向、及びバイアス方向に安定性をもたらすものに分類され、様々なパターンが、所望の方向に形状安定性をもたらすように繰り返して用いられる。このパターンは、様々な形状にデザインすることができ、バイアス方向における角度を制御することによって、ステッチ強化芯地をバイアス裁ちした従来の製品(図6参照)に代わり得る製品を製造することができる。
【0031】
接着剤は、粉末散乱法、ペースト印刷法、粉末ポイント法、ペースト粉末ポイント法、又は溶融印刷法によって塗布され得る。
【0032】
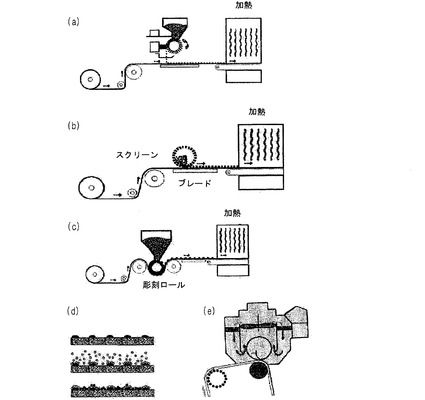
粉末散乱法は、粉末状の接着剤をベース不織布上に均一に散布して落とし、この接着剤を熱で溶かして接合することにより、行われる(図7(a))。ペースト印刷法は、ペースト状に加工された接着剤をベース不織布に、穴の開いたスクリーン及びブレードを用いて均一に塗布し、この接着剤を加熱乾燥させて接合することにより、行われる(図7(b))。粉末ポイント法は、粉末状の接着剤をベース不織布上に、彫刻ロールを用いて均一に転写し、この接着剤を熱で溶かして接合することにより、行われる(図7(c))。ペースト粉末ポイント法は、ペースト状のバインダをペースト上に印刷し、この上に粉末状の接着剤を塗布することにより、行われる(図7(d))。溶融印刷法は、熱可塑性接着剤を流体になるように溶かし、この溶かした接着剤を、スクリーンを用いて均一に塗布し、凍らせて接合することにより、行われる(図7(e))。
【0033】
接着剤は、ベース不織布の領域に対し5〜35g/m2の量で用いられることが好ましく、パターンによって様々であり得る。この接着剤は、コポリエステル、コポリアミド、ポリウレタン、及びポリオレフィンから成る群から選択され、ポリウレタンには、熱可塑性ポリウレタンを用いるのが好ましい。
【発明の効果】
【0034】
本発明による製造方法は、パターン印刷法によって、様々な使用法に向けた不織芯地を容易に製造することができる。
【0035】
つまり、従来の強化芯地は、複雑な製造工程によって製造され、単純な方向においてのみ形状を強化することができる。一方、本発明による製造方法は、弾性を備えたファイバー材料を用い、比較的単純な製造工程によって、長手方向にも幅方向にも弾性を備えると共に、バイアス方向にさえも強度が強化された、ベース不織布を製造することができる。更に、本発明による製造方法は、ベース不織布上に様々なパターンを印刷することによって、生地、衣服のタイプ、及び利用分野(application area)に適した、様々な形状安定性を備えるベース不織布を製造することができる。従って、本発明は、劇的に生産性を高め製造コストを下げることができ、更に、不織芯地は耐剥離性が低いため高価な織物芯地又は編物芯地のみを必要としている分野に不織芯地を利用することができ、これにより、衣服の副材料のコストを下げることができる。
【図面の簡単な説明】
【0036】
【図1】本発明による芯地の構造を示す図であり、(a)はバイアス方向において強度が強化された芯地であり、(b)は長手方向において弾性が強化された芯地であり、(c)は幅方向において強度が強化された芯地である。
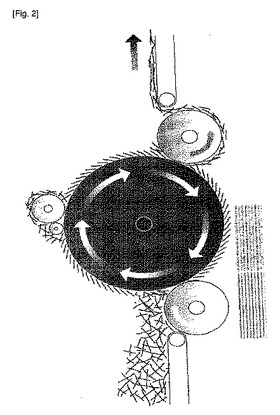
【図2】本発明の不織芯地の製造工程におけるカーディング処理を示す図である。
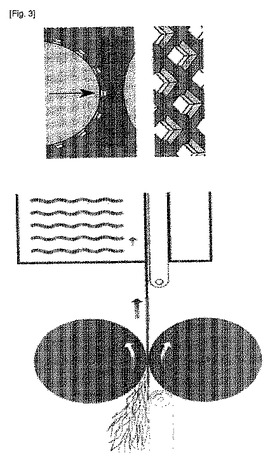
【図3】本発明の不織芯地の製造工程におけるカレンダリング及び熱収縮処理を示す図である。
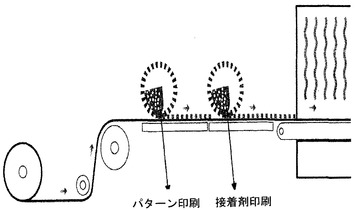
【図4】本発明の不織芯地の製造工程におけるパターン印刷及び接着剤塗布処理を示す図である。
【図5】パターン印刷法における回転スクリーン法を示す図である。
【図6】不織芯地の強度を強化する一般的な方法を示す図である。
【図7】接着剤を塗布する方法を示す図であり、(a)は粉末散乱法を示し、(b)はペースト印刷法を示し、(c)は粉末ポイント法を示し、(d)はペースト粉末ポイント法を示し、(e)は溶融印刷法を示す。
【発明を実施するための形態】
【0037】
以下に、本発明による、パターン印刷を用いて可溶性不織芯地を作製する方法の例としての実施形態を、添付の図面を参照しながら詳細に説明する。しかしながら、本発明は、これらの実施形態に限定されず、様々な形態で実施されてよい。これらの実施形態は、単なる例示目的で、当業者が本発明の範囲を十分に理解するために提供される。
【実施例1】
【0038】
弾性ベース不織布の製造
1.5デニールで長さ38mmの熱収縮性ポリエステル30〜60重量%と1.5デニールで長さ38mmのナイロン・ステープル・ファイバー40〜70重量%とを混合し、カーディング、カレンダリング、及び熱収縮処理を行って、弾性ベース不織布を製造した。
【0039】
具体的には、各ステープル・ファイバーを、開繊装置で開繊して、混合装置で均一に混合し、高速ランダム・カーディング装置によって15〜50g/m2のランダム・ウェブを製造した(カーディング処理、図2)。このランダム・ウェブを、凹パターンが彫刻されたカレンダ・ロール及び平らなカレンダ・ロールに通し、圧力及び215〜255℃の熱によって互いに混合した(カレンダリング処理、図3)。彫刻カレンダ・ロールのパターン領域は、8〜15%であり、カーディング処理及び熱接合処理間のドラフトは、弾性を高めるため10%以下であった。このように製造されたウェブ状の不織布を、160℃の温度で1分間以上、熱風ドライヤを用いて熱収縮処理した。熱収縮後のベース不織布の回復可能伸び率は、長手方向では5〜10%、幅方向では10〜30%になった。
【実施例2】
【0040】
パターン印刷処理
触感及び強度を考慮して、ガラス転移温度が−35℃〜5℃であるアクリルベースの樹脂及び水溶性のウレタン樹脂を、パターン印刷の材料に用いた。このとき、アクリルベースの樹脂は耐洗濯性が高く、ウレタン樹脂は弾性が高い。更に、追加特性をもたらすため、顔料、発泡剤(blowing/foaming agent)、及び充填材を添加した。更に、回転スクリーン法によって、パターン印刷を行った(図5)。
【実施例3】
【0041】
接着剤塗布処理
ペースト印刷法を用いて、コポリアミド接着剤を可溶性不織芯地に塗布し、使用目的に応じて、1cm2あたり37、52、110、又は180のドット数で処理した。この接着剤は、パターン印刷されたベース不織布にドット状に塗布され、接合重量が5〜25g/m2である。
【0042】
パターン印刷されたベース不織布に接着剤を塗布すると、パターン印刷によって可溶性芯地に生じることの多い逆滲出を軽減する効果が得られる。更に、この接着剤塗布処理は、パターン印刷と別に行うだけでなく、製造コストを下げるため、パターン印刷と一体的に行うこともできる。
【0043】
上記処理によって製造された不織芯地は、表1のような物理的特性を示した。この表1は、20〜50g/m2の不織芯地の、長手方向、幅方向、及びバイアス方向における強度、厚さ、並びに伸び率を示している。
【0044】
【表1】
【0045】
表1に示されているように、本発明の不織芯地は、長手方向及び幅方向における強度が強化された。特に、長手方向における強度は、ステッチによって強度が強化された芯地の長手方向における強度(約5〜12kg/5cm)と同様のレベルまで強化された。更に、ステッチによって強度が強化された芯地とは違って、バイアス方向における強度も強化された。更には、バインダの厚さを制御することによって、この不織芯地の厚さを一般的な不織芯地の2倍以上に厚くすることができ、弾性を強化することができた。つまり、パターン印刷によって、伸び率が5〜10%から10〜15%に上昇した。
【0046】
本発明の一例としての実施形態を例示目的で説明してきたが、当業者には、添付の特許請求の範囲に開示されているような本発明の範囲及び精神を逸脱しない限り、様々な修正、追加、及び置換が可能である、ということが理解されるであろう。
【技術分野】
【0001】
本発明は、パターン印刷によって製造される可溶性不織芯地(nonwoven fusible interlining)、及び、この可溶性不織芯地を製造する方法に関し、より詳細には、ステープル・ファイバーを処理して弾性ベース不織布(elastic nonwoven base fabric)を製造するステップと、このベース不織布上にパターン印刷するステップと、接着剤を塗布するステップとを含む、可溶性不織芯地を製造する方法、及び、この方法によって製造される可溶性不織芯地に関する。
【背景技術】
【0002】
芯地は、様々な衣服に用いられ、衣服の形状を保つ。この芯地は、方向によって形状安定性がもたらされるかどうかに応じ、安定性(stable)芯地、二方向弾性(bi-elastic)芯地、及び一方向弾性(mono-elastic)芯地に分けられ、衣服の生地及びタイプに応じて選択されるべきである。
【0003】
この芯地に広く用いられている材料として、織物(textile)、編物(knitted goods)、及び不織布(nonwoven)が挙げられるが、これらはそれぞれ固有の特徴を備える。不織布は、単純な工程によって製造されるため、様々なパターンをもたらすのに限界がある。これに対し、織物及び編物には、糸のタイプ及び織目によって様々な特性をもたらすことができるという利点がある。更に、織物及び編物は、耐性が優れており、触感が柔らかい。一方、不織布は、触感が柔らかいと、耐性が悪い。
【0004】
一般的に、芯地に用いられる不織布は、ポリエステルとナイロンを混合してカレンダリングすることによって製造され、長手方向においては安定しており、幅方向においては伸縮性がある。衣服の芯地に用いられるこの不織布は、ステープル・ファイバーをカーディングし熱接合した後、これに熱可塑性接着剤を塗布することによって、製造される。ファイバーの混合比及び熱接合パターンを変更すれば、様々な形状安定性及び触感を備えた不織芯地を製造することができる。更に、この不織芯地は、触感を高めたり色を付けたりするために、含浸法を用いて薬品(mediclinical stuffs)で処理してもよい。更に、この不織芯地は、通常の不織芯地に機能をもたらすために、機能材料を塗布してもよいし、ドット状に処理してもよい。しかしながら、これらの処理は、不織芯地が硬い又は柔らかい触感を備えるか或いは機能を備えるようにするためのものであるので、適用が限定される。
【0005】
更に、不織芯地の強度を強化するために、ステッチ強化法又は複合材料強化法が用いられる(図6参照)。ステッチ強化法は、ベース不織布を糸で縫うことにより、長手方向における強度を強化するか或いは幅方向における弾性をもたらす方法であって、不織布に柔らかい触感と優れた形状安定性をもたらすことができるため、広く用いられている。複合材料強化法は、不織布の中間層に他の材料(例えば、弾性又は形状安定性の優れた織物、スパンボンドなど)を挿入することにより、不織芯地を製造する方法である。しかしながら、これらの方法は、物理的特性の優れた製品を製造することができるが、製造速度が基本的に遅く、複雑な処理が必要とされるため、織物よりもコスト競争力が低い。更に、これらの方法には、バイアス方向における強度を強化しにくい(図6参照)という欠点がある。
【0006】
ゆえに、本発明は、上記問題を解決するために発明された。本発明は、パターン印刷によって、従来の不織芯地の比較的単純な物理的特性を様々に変更することにより、より優れた衣服の製造に貢献すると共に、織物及び編物の利点を備えた不織芯地を提供する。
【発明の概要】
【発明が解決しようとする課題】
【0007】
従って、本発明は、上述した問題を考慮して成された。本発明の目的は、パターン印刷を用いて製造される様々な物理的特性を備えた不織芯地、及び、この不織芯地を製造する方法を提供することである。
【0008】
具体的には、本発明の目的は、様々なパターン印刷を用いて、不織芯地の形状を所望の方向において強化することであり、特に、本発明は、バイアス方向において強度を強化することができる。
【0009】
本発明の別の目的は、厚さや弾性などが調整可能であり耐性が高められる不織芯地を提供することであり、これにより、様々な物理的特性を備えた不織芯地が製造される。
【0010】
本発明の別の目的は、織物及び編物よりもはるかに速い比較的単純な製造工程によって、不織芯地の製造コストをかなり下げることである。
【課題を解決するための手段】
【0011】
本発明の一態様によれば、(a)ステープル・ファイバーを混合し、カーディング装置を用いて混合した前記ステープル・ファイバーをランダム・ウェブの形状に処理し、カレンダ・ロールに前記ランダム・ウェブを通して熱接合することによって、弾性ベース不織布を製造するステップと、(b)製造した前記ベース不織布上にパターン印刷するステップと、(c)パターン印刷された前記ベース不織布に、ドット状に接着剤を塗布するステップと、を含む、可溶性不織芯地を製造する方法が提供される。
【0012】
好ましくは、前記ステップ(a)で混合された前記ステープル・ファイバーは、ポリアミド、ポリエステル、ポリトリメチレン・テレフタレート(PTT)、及びポリプロピレンから成る群から選択される熱収縮性のステープル・ファイバーを含む。
【0013】
好ましくは、前記熱収縮性のステープル・ファイバーは、前記不織布の全重量に対し40〜100%の量で混合される。
【0014】
より好ましくは、前記パターン印刷は、回転スクリーン法、凸版印刷法、凹版印刷法、及び平版印刷法から成る群から選択されるいずれか1つの方法によって行われる。
【0015】
より好ましくは、前記パターン印刷は、前記回転スクリーン法によって行われる。
【0016】
好ましくは、前記パターン印刷は、アクリルベースの樹脂、ウレタンベースの樹脂、ポリエステルベースの樹脂、グリオキサル樹脂、ポリオレフィンベースの樹脂、及び紫外線硬化樹脂から成る群から選択される樹脂を用いて行われる。
【0017】
より好ましくは、前記パターン印刷は、前記アクリルベースの樹脂又は前記ウレタンベースの樹脂を用いて行われる。
【0018】
好ましくは、前記接着剤は、コポリエステル、コポリアミド、ポリウレタン、及びポリオレフィンから成る群から選択される。
【0019】
より好ましくは、前記接着剤は、前記ベース不織布の領域に対し5〜35g/m2の量で用いられる。
【0020】
好ましくは、前記接着剤は、粉末散乱法(powder scattering method)、ペースト印刷法(paste printing method)、粉末ポイント法(powder point method)、ペースト粉末ポイント法(paste-powder-point method)、又は溶融印刷法(melt printing method)から成る群から選択されるいずれか1つの方法によって塗布される。
【0021】
より好ましくは、前記接着剤は、前記ペースト印刷法によって塗布される。
【0022】
更に、本発明は、上記製造方法によって製造された可溶性不織芯地に関する。
【0023】
以下、本発明を詳細に説明する。
【0024】
本発明による可溶性不織芯地の製造方法は、弾性ベース不織布を製造するステップと、このベース不織布に形状安定性をもたらすためにパターン印刷するステップと、接着剤を塗布するステップとを含む。
【0025】
ベース不織布を製造する際、ベース不織布に弾性をもたらすため、一般的なステープル・ファイバーに熱収縮性のステープル・ファイバーを混ぜた方がよく、このとき、熱収縮性のステープル・ファイバーは、不織布の全重量に対し40%〜100%の量で用いるのが好ましい。更に、この不織布を製造するには、厚さが0.7〜3.0デニールで長さが30〜64mmのステープル・ファイバーを用いるのが好ましい。
【0026】
このステープル・ファイバーは、カーディング(carding)処理、カレンダリング(calendering)処理、及び熱収縮処理によって、ベース不織布にされる。カレンダリング処理において、カレンダ・ロールは、接合領域のおよそ8〜20%であるパターンを用いる。更に、熱収縮処理では、温風ドライヤ又は赤外線ヒータが用いられ、150℃〜250℃の結合温度(combining temperature)が好ましい。
【0027】
製造されたこの可溶性不織芯地に対し、回転スクリーン法、凹版印刷法、凸版印刷法、又は平版印刷法のうちのいずれか1つを用いて、パターン印刷処理が行われる。
【0028】
このパターン印刷は、連続印刷法を用いることによって、不織芯地の迅速な製造工程に適するのが好ましい。パターン印刷に適するに、樹脂は、洗濯耐性が優れている方がよく、樹脂の接合重量は、使用法に応じて調整可能であり、乾燥後の樹脂の重量は、約5〜30g/m2である。
【0029】
一般的には、パターン印刷は、凹版印刷法、凸版印刷法、又は平版印刷法を用い得る。回転スクリーン法は、ペースト材料をスクリーン目からナイフによって押し出される方式である(図5参照)。この回転スクリーン法は、所望の様々なパターンを容易にデザインすることができ、様々な材料に容易に用いることができ、処理に向けて望まれる材料の重量及び厚さを調整することができるため、本発明に用いるのに最も適している。使用するスクリーンは、目が40〜155メッシュであり厚さが50〜200μmであるのが好ましい。
【0030】
所定の方向において不織芯地に形状安定性をもたらすパターンを選択することは、非常に重要である。基本的に、パターンは、長手方向、幅方向、及びバイアス方向に安定性をもたらすものに分類され、様々なパターンが、所望の方向に形状安定性をもたらすように繰り返して用いられる。このパターンは、様々な形状にデザインすることができ、バイアス方向における角度を制御することによって、ステッチ強化芯地をバイアス裁ちした従来の製品(図6参照)に代わり得る製品を製造することができる。
【0031】
接着剤は、粉末散乱法、ペースト印刷法、粉末ポイント法、ペースト粉末ポイント法、又は溶融印刷法によって塗布され得る。
【0032】
粉末散乱法は、粉末状の接着剤をベース不織布上に均一に散布して落とし、この接着剤を熱で溶かして接合することにより、行われる(図7(a))。ペースト印刷法は、ペースト状に加工された接着剤をベース不織布に、穴の開いたスクリーン及びブレードを用いて均一に塗布し、この接着剤を加熱乾燥させて接合することにより、行われる(図7(b))。粉末ポイント法は、粉末状の接着剤をベース不織布上に、彫刻ロールを用いて均一に転写し、この接着剤を熱で溶かして接合することにより、行われる(図7(c))。ペースト粉末ポイント法は、ペースト状のバインダをペースト上に印刷し、この上に粉末状の接着剤を塗布することにより、行われる(図7(d))。溶融印刷法は、熱可塑性接着剤を流体になるように溶かし、この溶かした接着剤を、スクリーンを用いて均一に塗布し、凍らせて接合することにより、行われる(図7(e))。
【0033】
接着剤は、ベース不織布の領域に対し5〜35g/m2の量で用いられることが好ましく、パターンによって様々であり得る。この接着剤は、コポリエステル、コポリアミド、ポリウレタン、及びポリオレフィンから成る群から選択され、ポリウレタンには、熱可塑性ポリウレタンを用いるのが好ましい。
【発明の効果】
【0034】
本発明による製造方法は、パターン印刷法によって、様々な使用法に向けた不織芯地を容易に製造することができる。
【0035】
つまり、従来の強化芯地は、複雑な製造工程によって製造され、単純な方向においてのみ形状を強化することができる。一方、本発明による製造方法は、弾性を備えたファイバー材料を用い、比較的単純な製造工程によって、長手方向にも幅方向にも弾性を備えると共に、バイアス方向にさえも強度が強化された、ベース不織布を製造することができる。更に、本発明による製造方法は、ベース不織布上に様々なパターンを印刷することによって、生地、衣服のタイプ、及び利用分野(application area)に適した、様々な形状安定性を備えるベース不織布を製造することができる。従って、本発明は、劇的に生産性を高め製造コストを下げることができ、更に、不織芯地は耐剥離性が低いため高価な織物芯地又は編物芯地のみを必要としている分野に不織芯地を利用することができ、これにより、衣服の副材料のコストを下げることができる。
【図面の簡単な説明】
【0036】
【図1】本発明による芯地の構造を示す図であり、(a)はバイアス方向において強度が強化された芯地であり、(b)は長手方向において弾性が強化された芯地であり、(c)は幅方向において強度が強化された芯地である。
【図2】本発明の不織芯地の製造工程におけるカーディング処理を示す図である。
【図3】本発明の不織芯地の製造工程におけるカレンダリング及び熱収縮処理を示す図である。
【図4】本発明の不織芯地の製造工程におけるパターン印刷及び接着剤塗布処理を示す図である。
【図5】パターン印刷法における回転スクリーン法を示す図である。
【図6】不織芯地の強度を強化する一般的な方法を示す図である。
【図7】接着剤を塗布する方法を示す図であり、(a)は粉末散乱法を示し、(b)はペースト印刷法を示し、(c)は粉末ポイント法を示し、(d)はペースト粉末ポイント法を示し、(e)は溶融印刷法を示す。
【発明を実施するための形態】
【0037】
以下に、本発明による、パターン印刷を用いて可溶性不織芯地を作製する方法の例としての実施形態を、添付の図面を参照しながら詳細に説明する。しかしながら、本発明は、これらの実施形態に限定されず、様々な形態で実施されてよい。これらの実施形態は、単なる例示目的で、当業者が本発明の範囲を十分に理解するために提供される。
【実施例1】
【0038】
弾性ベース不織布の製造
1.5デニールで長さ38mmの熱収縮性ポリエステル30〜60重量%と1.5デニールで長さ38mmのナイロン・ステープル・ファイバー40〜70重量%とを混合し、カーディング、カレンダリング、及び熱収縮処理を行って、弾性ベース不織布を製造した。
【0039】
具体的には、各ステープル・ファイバーを、開繊装置で開繊して、混合装置で均一に混合し、高速ランダム・カーディング装置によって15〜50g/m2のランダム・ウェブを製造した(カーディング処理、図2)。このランダム・ウェブを、凹パターンが彫刻されたカレンダ・ロール及び平らなカレンダ・ロールに通し、圧力及び215〜255℃の熱によって互いに混合した(カレンダリング処理、図3)。彫刻カレンダ・ロールのパターン領域は、8〜15%であり、カーディング処理及び熱接合処理間のドラフトは、弾性を高めるため10%以下であった。このように製造されたウェブ状の不織布を、160℃の温度で1分間以上、熱風ドライヤを用いて熱収縮処理した。熱収縮後のベース不織布の回復可能伸び率は、長手方向では5〜10%、幅方向では10〜30%になった。
【実施例2】
【0040】
パターン印刷処理
触感及び強度を考慮して、ガラス転移温度が−35℃〜5℃であるアクリルベースの樹脂及び水溶性のウレタン樹脂を、パターン印刷の材料に用いた。このとき、アクリルベースの樹脂は耐洗濯性が高く、ウレタン樹脂は弾性が高い。更に、追加特性をもたらすため、顔料、発泡剤(blowing/foaming agent)、及び充填材を添加した。更に、回転スクリーン法によって、パターン印刷を行った(図5)。
【実施例3】
【0041】
接着剤塗布処理
ペースト印刷法を用いて、コポリアミド接着剤を可溶性不織芯地に塗布し、使用目的に応じて、1cm2あたり37、52、110、又は180のドット数で処理した。この接着剤は、パターン印刷されたベース不織布にドット状に塗布され、接合重量が5〜25g/m2である。
【0042】
パターン印刷されたベース不織布に接着剤を塗布すると、パターン印刷によって可溶性芯地に生じることの多い逆滲出を軽減する効果が得られる。更に、この接着剤塗布処理は、パターン印刷と別に行うだけでなく、製造コストを下げるため、パターン印刷と一体的に行うこともできる。
【0043】
上記処理によって製造された不織芯地は、表1のような物理的特性を示した。この表1は、20〜50g/m2の不織芯地の、長手方向、幅方向、及びバイアス方向における強度、厚さ、並びに伸び率を示している。
【0044】
【表1】
【0045】
表1に示されているように、本発明の不織芯地は、長手方向及び幅方向における強度が強化された。特に、長手方向における強度は、ステッチによって強度が強化された芯地の長手方向における強度(約5〜12kg/5cm)と同様のレベルまで強化された。更に、ステッチによって強度が強化された芯地とは違って、バイアス方向における強度も強化された。更には、バインダの厚さを制御することによって、この不織芯地の厚さを一般的な不織芯地の2倍以上に厚くすることができ、弾性を強化することができた。つまり、パターン印刷によって、伸び率が5〜10%から10〜15%に上昇した。
【0046】
本発明の一例としての実施形態を例示目的で説明してきたが、当業者には、添付の特許請求の範囲に開示されているような本発明の範囲及び精神を逸脱しない限り、様々な修正、追加、及び置換が可能である、ということが理解されるであろう。
【特許請求の範囲】
【請求項1】
(a)ステープル・ファイバーを混合し、カーディング装置を用いて混合した前記ステープル・ファイバーをランダム・ウェブの形状に処理し、カレンダ・ロールに前記ランダム・ウェブを通して熱接合することによって、弾性ベース不織布を製造するステップと、
(b)製造した前記ベース不織布上にパターン印刷するステップと、
(c)パターン印刷された前記ベース不織布に、ドット状に接着剤を塗布するステップと、
を含む、可溶性不織芯地を製造する方法。
【請求項2】
前記ステップ(a)で混合された前記ステープル・ファイバーが、ポリアミド、ポリエステル、ポリトリメチレン・テレフタレート(PTT)、及びポリプロピレンから成る群から選択される熱収縮性のステープル・ファイバーを含む、請求項1に記載の方法。
【請求項3】
前記熱収縮性のステープル・ファイバーが、前記不織布の全重量に対し40〜100%の量で混合される、請求項2に記載の方法。
【請求項4】
前記パターン印刷が、回転スクリーン法、凸版印刷法、凹版印刷法、及び平版印刷法から成る群から選択されるいずれか1つの方法によって行われる、請求項1に記載の方法。
【請求項5】
前記パターン印刷が、前記回転スクリーン法によって行われる、請求項4に記載の方法。
【請求項6】
前記パターン印刷が、アクリルベースの樹脂、ウレタンベースの樹脂、ポリエステルベースの樹脂、グリオキサル樹脂、ポリオレフィンベースの樹脂、及び紫外線硬化樹脂から成る群から選択される樹脂を用いて行われる、請求項1に記載の方法。
【請求項7】
前記パターン印刷が、前記アクリルベースの樹脂又は前記ウレタンベースの樹脂を用いて行われる、請求項6に記載の方法。
【請求項8】
前記接着剤が、コポリエステル、コポリアミド、ポリウレタン、及びポリオレフィンから成る群から選択される、請求項1に記載の方法。
【請求項9】
前記接着剤が、前記ベース不織布の領域に対し5〜35g/m2の量で用いられる、請求項8に記載の方法。
【請求項10】
前記接着剤が、粉末散乱法、ペースト印刷法、粉末ポイント法、ペースト粉末ポイント法、又は溶融印刷法から成る群から選択されるいずれか1つの方法によって塗布される、請求項1に記載の方法。
【請求項11】
前記接着剤が、前記ペースト印刷法によって塗布される、請求項10に記載の方法。
【請求項12】
(a)カーディング装置によって製造されたランダム・ウェブの形状のステープル・ファイバーが熱接合された弾性ベース不織布層と、
(b)前記ベース不織布層上に形成されたパターン印刷層と、
(c)前記パターン印刷層上にドット状に塗布された接着剤から成る接着剤層と、
を備える、可溶性不織芯地。
【請求項13】
前記弾性ベース不織布層に含まれている前記ステープル・ファイバーが、ポリアミド、ポリエステル、ポリトリメチレン・テレフタレート(PTT)、及びポリプロピレンから成る群から選択される熱収縮性のステープル・ファイバーを含む、請求項12に記載の可溶性不織芯地。
【請求項14】
前記熱収縮性のステープル・ファイバーが、前記不織布の全重量に対し40〜100%の量で混合される、請求項13に記載の可溶性不織芯地。
【請求項15】
前記パターン印刷層が、回転スクリーン法、凸版印刷法、凹版印刷法、及び平版印刷法から成る群から選択されるいずれか1つの方法によって製造される、請求項12に記載の可溶性不織芯地。
【請求項16】
前記パターン印刷層が、前記回転スクリーン法によって製造される、請求項15に記載の可溶性不織芯地。
【請求項17】
前記パターン印刷層が、アクリルベースの樹脂、ウレタンベースの樹脂、ポリエステルベースの樹脂、グリオキサル樹脂、ポリオレフィンベースの樹脂、及び紫外線硬化樹脂から成る群から選択される、請求項12に記載の可溶性不織芯地。
【請求項18】
前記パターン印刷層が、前記アクリルベースの樹脂又は前記ウレタンベースの樹脂から構成される、請求項17に記載の可溶性不織芯地。
【請求項19】
前記接着剤層に含まれている前記接着剤が、コポリエステル、コポリアミド、ポリウレタン、及びポリオレフィンから成る群から選択される、請求項12に記載の可溶性不織芯地。
【請求項20】
前記接着剤が、前記ベース不織布の領域に対し5〜35g/m2の量で含まれる、請求項19に記載の可溶性不織芯地。
【請求項21】
前記接着剤層が、粉末散乱法、ペースト印刷法、粉末ポイント法、ペースト粉末ポイント法、又は溶融印刷法から成る群から選択されるいずれか1つの方法によって製造される、請求項12に記載の可溶性不織芯地。
【請求項22】
前記接着剤が、前記ペースト印刷法によって塗布される、請求項21に記載の可溶性不織芯地。
【請求項1】
(a)ステープル・ファイバーを混合し、カーディング装置を用いて混合した前記ステープル・ファイバーをランダム・ウェブの形状に処理し、カレンダ・ロールに前記ランダム・ウェブを通して熱接合することによって、弾性ベース不織布を製造するステップと、
(b)製造した前記ベース不織布上にパターン印刷するステップと、
(c)パターン印刷された前記ベース不織布に、ドット状に接着剤を塗布するステップと、
を含む、可溶性不織芯地を製造する方法。
【請求項2】
前記ステップ(a)で混合された前記ステープル・ファイバーが、ポリアミド、ポリエステル、ポリトリメチレン・テレフタレート(PTT)、及びポリプロピレンから成る群から選択される熱収縮性のステープル・ファイバーを含む、請求項1に記載の方法。
【請求項3】
前記熱収縮性のステープル・ファイバーが、前記不織布の全重量に対し40〜100%の量で混合される、請求項2に記載の方法。
【請求項4】
前記パターン印刷が、回転スクリーン法、凸版印刷法、凹版印刷法、及び平版印刷法から成る群から選択されるいずれか1つの方法によって行われる、請求項1に記載の方法。
【請求項5】
前記パターン印刷が、前記回転スクリーン法によって行われる、請求項4に記載の方法。
【請求項6】
前記パターン印刷が、アクリルベースの樹脂、ウレタンベースの樹脂、ポリエステルベースの樹脂、グリオキサル樹脂、ポリオレフィンベースの樹脂、及び紫外線硬化樹脂から成る群から選択される樹脂を用いて行われる、請求項1に記載の方法。
【請求項7】
前記パターン印刷が、前記アクリルベースの樹脂又は前記ウレタンベースの樹脂を用いて行われる、請求項6に記載の方法。
【請求項8】
前記接着剤が、コポリエステル、コポリアミド、ポリウレタン、及びポリオレフィンから成る群から選択される、請求項1に記載の方法。
【請求項9】
前記接着剤が、前記ベース不織布の領域に対し5〜35g/m2の量で用いられる、請求項8に記載の方法。
【請求項10】
前記接着剤が、粉末散乱法、ペースト印刷法、粉末ポイント法、ペースト粉末ポイント法、又は溶融印刷法から成る群から選択されるいずれか1つの方法によって塗布される、請求項1に記載の方法。
【請求項11】
前記接着剤が、前記ペースト印刷法によって塗布される、請求項10に記載の方法。
【請求項12】
(a)カーディング装置によって製造されたランダム・ウェブの形状のステープル・ファイバーが熱接合された弾性ベース不織布層と、
(b)前記ベース不織布層上に形成されたパターン印刷層と、
(c)前記パターン印刷層上にドット状に塗布された接着剤から成る接着剤層と、
を備える、可溶性不織芯地。
【請求項13】
前記弾性ベース不織布層に含まれている前記ステープル・ファイバーが、ポリアミド、ポリエステル、ポリトリメチレン・テレフタレート(PTT)、及びポリプロピレンから成る群から選択される熱収縮性のステープル・ファイバーを含む、請求項12に記載の可溶性不織芯地。
【請求項14】
前記熱収縮性のステープル・ファイバーが、前記不織布の全重量に対し40〜100%の量で混合される、請求項13に記載の可溶性不織芯地。
【請求項15】
前記パターン印刷層が、回転スクリーン法、凸版印刷法、凹版印刷法、及び平版印刷法から成る群から選択されるいずれか1つの方法によって製造される、請求項12に記載の可溶性不織芯地。
【請求項16】
前記パターン印刷層が、前記回転スクリーン法によって製造される、請求項15に記載の可溶性不織芯地。
【請求項17】
前記パターン印刷層が、アクリルベースの樹脂、ウレタンベースの樹脂、ポリエステルベースの樹脂、グリオキサル樹脂、ポリオレフィンベースの樹脂、及び紫外線硬化樹脂から成る群から選択される、請求項12に記載の可溶性不織芯地。
【請求項18】
前記パターン印刷層が、前記アクリルベースの樹脂又は前記ウレタンベースの樹脂から構成される、請求項17に記載の可溶性不織芯地。
【請求項19】
前記接着剤層に含まれている前記接着剤が、コポリエステル、コポリアミド、ポリウレタン、及びポリオレフィンから成る群から選択される、請求項12に記載の可溶性不織芯地。
【請求項20】
前記接着剤が、前記ベース不織布の領域に対し5〜35g/m2の量で含まれる、請求項19に記載の可溶性不織芯地。
【請求項21】
前記接着剤層が、粉末散乱法、ペースト印刷法、粉末ポイント法、ペースト粉末ポイント法、又は溶融印刷法から成る群から選択されるいずれか1つの方法によって製造される、請求項12に記載の可溶性不織芯地。
【請求項22】
前記接着剤が、前記ペースト印刷法によって塗布される、請求項21に記載の可溶性不織芯地。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2011−529141(P2011−529141A)
【公表日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2011−519996(P2011−519996)
【出願日】平成21年7月24日(2009.7.24)
【国際出願番号】PCT/KR2009/004141
【国際公開番号】WO2010/011108
【国際公開日】平成22年1月28日(2010.1.28)
【出願人】(510339614)コリア バイリーン カンパニー リミテッド (1)
【Fターム(参考)】
【公表日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成21年7月24日(2009.7.24)
【国際出願番号】PCT/KR2009/004141
【国際公開番号】WO2010/011108
【国際公開日】平成22年1月28日(2010.1.28)
【出願人】(510339614)コリア バイリーン カンパニー リミテッド (1)
【Fターム(参考)】
[ Back to top ]