
パッキン材料、パッキン中間体、パッキン及びその製造方法

【課題】高温下においても長期間に亘り良好なシール性を発揮すると共に、組み込み時や取り外し時の作業性が良く、簡易な工程で製造できるパッキン材料及びパッキンを提供すること。
【解決手段】マイカテープを金属線で巻装してなるパッキン材料;このパッキン材料を編組してなるパッキン中間体;このパッキン中間体を空焼し、加圧成形して得られるパッキン。
【解決手段】マイカテープを金属線で巻装してなるパッキン材料;このパッキン材料を編組してなるパッキン中間体;このパッキン中間体を空焼し、加圧成形して得られるパッキン。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に火力発電用ガスタービン燃焼器の火炎伝播管のシール材として好適なパッキン材料、パッキン中間体、パッキン及びその製造方法に関するものである。
【背景技術】
【0002】
一般的な火力発電用ガスタービン燃焼器は、複数個のガスタービン燃焼器を備えており、その各々の中で燃料と圧縮空気とを反応させ、高温高圧の燃焼ガスを発生させるように構成されている。
【0003】
この隣接する全てのガスタービン燃焼器は、連結パイプ(火炎伝播管外筒)によって結合され、この連結パイプの内部に火炎伝播管が設置されている。火炎伝播管は管状となっており、接続されたガスタービン燃焼器の圧力差によって、火炎伝播管の中を燃焼ガスが通過するようになっている。従って、この火炎伝播管用パッキンとしては、450℃以上の高温下で長時間の使用に耐える材料が求められる。
【0004】
従来、この火炎伝播管用パッキンとして石綿を基材とするものが使用されてきたが、石綿が使用禁止されることになり、代替品として膨張黒鉛を基材とするものや、マイカを基材とするものが種々提案されている。
【0005】
膨張黒鉛を基材とするパッキンは、火炎伝播管用途として、半年〜2年のような長期間使用した場合、基材の膨張黒鉛が熱により酸化消失してしまい、シール性が保てなくなることがある。また、酸化消失を抑えた膨張黒鉛やアルミ箔と膨張黒鉛を組み合わせたものが試用されているが、長期間のシール性については依然満足するものではない。
【0006】
特開2002−340187号公報には、マイカシートを巻き重ねてリング状に加圧成形した主シールパッキンと金属細線を編組した後、リング状に成形したメッシュスプリングとを組み合わせたパッキンが開示されている。また、特開平5−118444号公報には、繊維から形成された筒状体内に短冊状のマイカ材を充填してなり、マイカ材はシート層の中間に補強材としての繊維を介在させたパッキン材料が開示されている。これらのパッキン材料及びパッキンは、いずれも耐熱性や高温における耐酸化性に優れ、また、高温条件下においても優れたシール特性を長い使用期間にわたって確保できる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−340187号公報
【特許文献2】特開平5−118444号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特開2002−340187号公報のパッキンは、部品数が複数となること、組み込み時や取り外し時の作業性が悪く、満足のいくものではなかった。また、特開平5−118444号公報のパッキン材料及びパッキンは、製造工程が多く、製造コストの上昇は避けられないという問題がある。
【0009】
従って、本発明の目的は、高温下においても長期間に亘り良好なシール性を発揮すると共に、組み込み時や取り外し時の作業性が良く、簡易な工程で製造できるパッキン材料、パッキン中間体、パッキン及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
かかる実情において、本発明者は鋭意検討を行った結果、必要により補強材が配合されたマイカテープを金属線で巻装したパッキン材料を使用すること、このパッキン材料を編組した中間体を、加熱処理し、特に加圧成形したパッキンであれば、高温下においても長期間に亘り良好なシール性を発揮すると共に、組み込み時や取り外し時の作業性が良く、簡易な工程で製造できることなどを見出し、本発明を完成するに至った。
【0011】
すなわち、本発明は、マイカテープを金属線で巻装してなるパッキン材料を提供するものである。
【0012】
また、本発明は、前記パッキン材料を編組してなるパッキン中間体を提供するものである。
【0013】
また、本発明は、前記パッキン材料を編組してなるものであって、大気圧下、500℃の加熱減量が10%以下であるパッキンを提供するものである。
【0014】
また、本発明は、マイカテープに金属線を巻き付けてパッキン材料を得るI工程と、該I工程で得られたパッキン材料を編組してパッキン中間体を得るII工程と、該II工程で得られたパッキン中間体を加熱処理するIII工程と、を行うパッキン製造方法を提供するものである。
【発明の効果】
【0015】
本発明のパッキンによれば、高温下においても長期間に亘り良好なシール性を発揮すると共に、組み込み時や取り外し時の作業性が良く、簡易な工程で製造できる。
【図面の簡単な説明】
【0016】
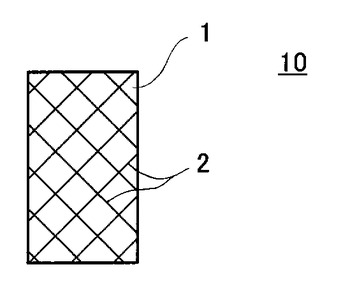
【図1】本発明のパッキン材料における金属線の巻装状態を説明する図である。
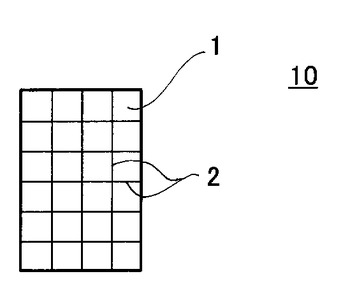
【図2】本発明のパッキン材料における金属線の他の巻装状態を説明する図である。
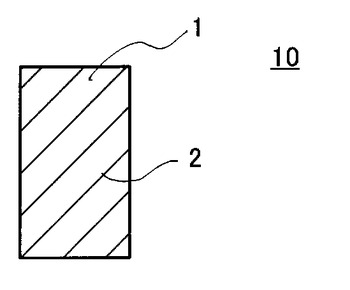
【図3】本発明のパッキン材料における金属線の他の巻装状態を説明する図である。
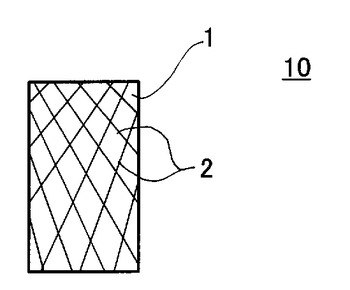
【図4】本発明のパッキン材料における金属線の他の巻装状態を説明する図である。
【図5】実施例1及び比較例2の高温シール性試験結果である。
【発明を実施するための形態】
【0017】
(パッキン材料の説明)
本発明のパッキン材料で使用されるマイカテープは、マイカシートをテープ状に切断したものであり、幅寸法としては、好ましくは1mm〜10mm、特に好ましくは2mm〜8mm、更に好ましくは3〜5mmであり、長さ寸法は最大数十mのものも含まれる。マイカテープの幅寸法が上記範囲にあると、編組がし易くなる。なお、マイカテープは市販のものを使用してもよい。
【0018】
マイカシートは、鉱石として産出されたマイカ原石をウォータジェット等の高圧水により薄片状に剥離させたものを、ゴム等のバインダやシリコン系接着剤などを使用してシート状にしたものである。従って、本発明のパッキン材料で使用されるマイカテープには、ゴム等のバインダやシリコン系接着剤等が含まれる。マイカとしては、硬質マイカ、軟質マイカ等が挙げられる。この中、軟質マイカ(Phlogopite)が、結晶水分解温度が高く、耐熱性に優れる点で好ましい。
【0019】
シリコン系接着剤等のバインダは、パッキン材料中、最大16重量%含ませることが好ましい。ゴムやシリコン系接着剤等のバインダをパッキン材料中に、上記の範囲で含ませることで、剥離し易いマイカをシート状に安定して保持することができる。
【0020】
本発明のパッキン材料で使用される金属線としては、例えばSUS304、SUS316L及びSUS316等のステンレス線が挙げられる。この中、SUS304、SUS316Lが、耐熱性、耐食性、加工性および入手性の点で好ましい。金属線の線径は、0.02mm〜0.2mmが好ましく、特に0.077mm〜0.083mmが好ましい。金属線の線径が上記範囲にあれば、マイカテープに金属線を巻き付け易く、また、パッキン締め付け時におけるマイカのはみ出しを効果的に防止できる。
【0021】
本発明のパッキン材料で使用されるマイカテープには、補強材が配合されていることが好ましい。補強材としては、例えば金属線、無機繊維、有機繊維等が挙げられる。金属線としては、前述の巻装される金属線と同様のものが挙げられる。無機繊維としては、セラミック繊維、ガラス繊維、カーボン繊維等が挙げられる。また、有機繊維としては、アラミド繊維、レーヨン繊維等が挙げられる。補強材は、マイカテープの機械的強度を高めるものであり、補強材で補強されたマイカテープは、金属線を巻装する際、その形状を維持することができると共に、パッキン締め付け時の荷重によるマイカのはみ出しを巻装された金属線と協働して防止することができる。補強材は、マイカテープの内部に存在するものであり、マイカテープの肉厚方向に均一に存在するものであっても、マイカテープの肉厚方向の中間部位等の特定箇所に存在するものであってもよい。好ましい補強材としては、金属線及び無機繊維である。補強材が金属線及び無機繊維であれば、パッキン製造工程において空焼き処理が行われても消失することがない。
【0022】
本発明における巻装の形態例を図1〜図4を参照して説明する。図1〜図4はパッキン材料10の長手方向における一部の表面を示す図であり、実際には長手方向に更に延びるテープ状である。符号1がマイカテープであり、2が金属線である。本発明において、巻装とは巻き付けると同じ意味であり、例えばマイカテープ表面が網目状となる巻装(図1)、格子状となる巻装(図2)、略矩形状又は略台形の隙間が形成される巻装(図3)、不定形状の隙間が形成される巻装(図4)などが挙げられる。マイカテープに巻装される金属線の本数は、特に制限されないが、例えば4〜20本の範囲で適宜使用すればよい。金属線の巻装とは、金属線がマイカテープの表面に実質的に密着しているように巻き付けられる状態を言い、金属線のほとんどがマイカテープ表面から離間しているような巻き付けは除外される。金属線をマイカテープの表面に実質的に密着するように巻装することで、パッキン締め付け時におけるマイカのはみ出しを効果的に防止できる。
【0023】
また、マイカテープの表面における金属線の密度は、特に制限されないが、図1のような規則性のある網目状となる巻装の場合、隣接する金属線間の間隔は、1〜3mm程度が好ましい。本発明において、金属線の巻装は、金属線で囲まれた隙間面積がゼロの完全被覆であってもよいが、パッキン締め付け時におけるはみ出し防止効果はそれほど向上せず、むしろ金属線材料が無駄となる点で好ましくはない。従来の金属線から形成された筒状体に、複数本の短冊状のマイカ材を充填してなるパッキン材料に比べて、本発明のパッキン材料は、マイカテープ1本に金属線を巻装しているため、編組後の寸法のバリエーションを広く採れる。
【0024】
(パッキン材料の製造方法の説明)
本発明において、パッキン材料の製造方法としては、例えば、マイカシートをテープ状に切断する工程と、切断されたマイカテープに金属線を巻装する工程とを有する方法が挙げられる。マイカシートをテープ状に切断する工程は、上記パッキン材料の説明の通りである。
【0025】
切断されたマイカテープに金属線を巻装する工程は、例えば、マイカテープが巻かれたマイカテープ巻き出し体と、マイカテープ巻き出し体の周りに配置される金属線が巻かれた4〜20本のホビン群とからなる下段装置と、該下段装置の上方に金属線が巻装されたマイカテープを巻き取るドラム状の巻き取り体である上段装置と、上段装置と下段装置の間に位置する金属線が巻かれたマイカテープが通過する口金とを備える装置を使用することができる。巻き出し体のマイカテープとホビンに巻かれた金属線の先端は拠り合わされて口金を通り、巻き取り体に固定されている。また、ホビンは巻き取り過程において、一定の平面的な移動を行う。これにより、上段装置の巻き取り体が回転することでマイカテープは上方移動し、金属線は回転移動しながらマイカテープに例えば網目状に巻き取られることになる。なお、金属線が巻装されたマイカテープのテープ形状は、マイカテープの断面形状と略同じ形状の口金を通るため、金属線が巻装される前のテープ形状と概ね同じである。パッキン材料内部に補強材を配合させる方法としては、特開平5−118444号記載の方法に従えばよい。
【0026】
(パッキン中間体及びその製造方法の説明)
本発明において、パッキン中間体は、前記パッキン材料を編組してなるものである。編組されるパッキン材料は、編組前に予め所望の長さに切断してもよい。パッキン材料、すなわち金属線により巻装されたマイカテープは、編組方法により、通常複数本が使用される。編組方法は、使用用途やパッキンの太さにより、袋編、格子編、八編等、どのような編組方法であってもよい。袋編、格子編、八編等の編組は、公知の編組方法に準拠して行えばよい。パッキン中間体は、金属線により巻装されたマイカテープの編組物であり、バインダや任意の構成要素である補強材を含有する。このようなパッキン中間体は、後述する所定の処理工程を得て、本発明のパッキンとなるものである。また、このようなパッキン中間体は使用用途によっては、そのままパッキンとして使用することもできる。
【0027】
(パッキンの説明)
本発明の第1の実施の形態におけるパッキンは、前記パッキン材料を編組してなるものであって、且つ大気圧下、500℃の加熱減量が10%以下、好ましくは8%以下である。大気圧下、500℃の加熱減量が上記範囲内であれば、火炎伝播管用パッキンのように高温下で使用された場合であっても、加熱減量がほとんどないため、パッキン内部に隙間が生じることがなく、安定で良好なシールを維持することができる。大気圧下、500℃の加熱減量が上記範囲外であると、火炎伝播管用パッキンのように高温下で使用された場合、パッキン内に加熱減量による隙間が生じ、シール性を低下させる。
【0028】
本発明の第2の実施の形態におけるパッキンは、更に窒化ホウ素を5〜10重量%、好ましくは4〜8重量%含有するものである。窒化ホウ素を含有することで、高温耐熱性が更に向上すると共に、摺動特性が向上する。このため、火炎伝播管用パッキンとして更に好適なものとなる。
【0029】
本発明の第3の実施の形態におけるパッキンは、第1の実施の形態におけるパッキンをリング状に加圧成形したものである。第3の実施の形態におけるパッキンは、マイカテープを金属線で巻装したものを編み込んであり、更に加圧成形されているため、リング形状が崩れることがなく、組み付けが容易であり、且つ長期間の組み付け使用後も簡単に取り外しができる。また、第3の実施の形態におけるパッキンは、窒化ホウ素を含有しないものの、マイカを主材としているため、火炎伝播管用パッキンとしては、十分な耐熱性を有する。
【0030】
本発明の第4の実施の形態におけるパッキンは、第2の実施の形態におけるパッキンをリング状に加圧成形したものである。第4の実施の形態におけるパッキンは、第3の実施の形態におけるパッキンと同様の作用効果を奏する他、窒化ホウ素を含有するため、耐熱性が顕著に優れ、火炎伝播管用パッキンとしては特に好適なものとなる。
【0031】
本発明の第1の実施の形態〜第4の実施の形態におけるパッキンのいずれにも、鱗状黒鉛、界面活性剤のような他の充填材が含まれていてもよい。他の充填材は、1種単独又は2種以上を組み合わせて使用することができる。これらの他の充填材は、配管との馴染みを向上させると共に、パッキンに摺動特性を付与するものである。
【0032】
(パッキンの製造方法)
本発明の第1の実施の形態におけるパッキンの製造方法は、マイカテープを金属線で巻装してパッキン材料を得るI工程と、該I工程で得られたパッキン材料を編組してパッキン中間体を得るII工程と、該II工程で得られたパッキン中間体を加熱処理するIII工程と、を行う。I工程及びII工程は、前記パッキン中間体の製造方法と同様の方法である。III工程において、パッキン中間体は加熱処理される。加熱処理条件としては、例えば大気圧下、300℃以上、好ましくは500℃以上の温度で、8時間以上、好ましくは10時間以上、空焼きする方法が挙げられる。加熱処理により、パッキン中間体内に存在するバインダ等の有機成分を消失させることができ、パッキン(製品)を、大気圧下、500℃の加熱減量が10%以下とすることができる。また、この有機成分の消失によりパッキンに空隙が生じ、後述する窒化ホウ素の含浸が容易となる。また、有機成分の消失によりパッキンに生じた空隙は、加圧成形によりなくすことができる。なお、鱗状黒鉛、界面活性剤等の他の充填材は、この加熱処理後に含浸処理して、パッキンに配合させることができる。
【0033】
第2の実施の形態におけるパッキンは、前記I工程、II工程及びIII工程に加えて、更にIII工程で得られたパッキンを、窒化ホウ素を含んだ潤滑剤で含浸処理するIV工程を行うことで得られる。IV工程で使用される潤滑剤は、窒化ホウ素をパッキンに含浸させるために使用されるものであり液状潤滑剤である。このような液状潤滑剤としては、鉱油あるいは合成潤滑油が挙げられる。また、潤滑剤中の窒化ホウ素の配合量及び処理量は、含浸処理後、パッキン中、窒化ホウ素の配合量が5〜10重量%、好ましくは4〜8重量%重量%となるような量とすればよい。含浸処理は公知の方法で行なえばよい。含浸処理後は、乾燥して、余剰の潤滑剤等を除去する。第2の実施の形態におけるパッキンによれば、第1の実施の形態におけるパッキンと同様の効果を奏する他、配管との馴染み性及びパッキンの摺動特性が向上する。
【0034】
第3の実施の形態におけるパッキンは、前記I工程、II工程及びIII工程に加えて、更にIII工程で得られたパッキンを加圧成形するV工程を行うことで得られる。加圧成形は、リング形状とするような公知の加圧成形処理を行えばよい。加圧成形により、III工程で生じたパッキン内の空隙をなくすことができ、良好なシール性を付与できる。
【0035】
第4の実施の形態におけるパッキンは、前記I工程、II工程、III工程及びIV工程に加えて、更にIV工程で得られたパッキンを加圧成形するV工程を行うことで得られる。加圧成形は、第3の実施の形態におけるパッキンの製造方法における加圧成形と同じある。第4の実施の形態におけるパッキンは、第3の実施の形態におけるパッキンと同様の効果を奏する他、配管との馴染み性及びパッキンの摺動特性が向上する。
【0036】
実施例
次に、実施例を挙げて本発明を更に具体的に説明するが、これは単に例示であって、本発明を制限するものではない。
【実施例1】
【0037】
(パッキン材料の作製)
マイカ原石をウォータジェット等の高圧水により薄片状に剥離させたものを、シリコン系接着剤を使用して厚さ0.4mmのマイカシートを得た。このマイカシートを、幅4mmのテープ状に切断して、マイカテープを得た。次に、線径0.08mmのSUS316L金属線を準備し、マイカテープ1本に対して16本の金属線を、図1に示すような網目状となるように巻装して、パッキン材料を得た。なお、隣接する金属線間の隙間は2mm程度であった。このようなパッキン材料を53本作製した。
【0038】
(パッキン中間体の作製)
得られた53本のパッキン材料は袋編して、袋状のパッキン中間体を得た。袋状のパッキン中間体は、呼び径で外径12.5mmのものであった。
【0039】
(パッキンの作製)
袋状のパッキン中間体は、大気圧下、400℃の温度で、16時間空焼きした。この空焼きにより、パッキン中間体内に存在するシリコン系接着剤を消失させた。次に、鉱油系潤滑油に窒化ホウ素、黒鉛等を分散させた分散液に、空焼きしたパッキンを浸漬し含浸処理した。浸漬条件は常温、3分であった。パッキン中の窒化ホウ素含有量は4.3重量%であった。その後、常温下で15時間、以上乾燥処理した。次いで、窒化ホウ素を含浸し袋編されたパッキンを、リング状に加圧形成した。得られたリングパッキンは、下記の加熱減量試験、高温シール性試験、HTS(Heat Transfer Salt)浸漬試験、実機試験I及び実機試験IIに供した。加熱減量試験結果は表1に示し、高温シール性試験結果は、加熱温度と加熱時間の関係図と共に図5に示し、HTS浸漬試験は表2に示した。
【0040】
図5から明らかなように、実施例1のパッキンは、高温用石綿パッキンと同等以上のシール性を示した。特に、実施例1のパッキンは、熱が一旦掛った後の2サイクル以降は、高温用石綿パッキンに比べて、よりシール性が安定する傾向であった。
【0041】
(加熱減量試験)
下記の加熱温度、加熱時間における加熱減量を測定した。加熱減量は、(初期重量−加熱後重量)×100/初期重量 で求めた。
・加熱温度;400℃、600℃、800℃
・加熱時間;22時間、46時間、168時間
【0042】
(高温シール性試験)
模擬バルブ試験装置を使用し、下記条件下、所定時間において漏洩量を測定した。
・試料寸法;内径20×外径30×高さ30
・加熱温度;400℃
・加熱時間;16時間×3サイクル
・試験ガス;窒素ガス、1.96MPa
・締付面圧;49MPa
【0043】
(HTS浸漬試験)
470℃のHTS(NaNO340%、KNO37%、NaNO253%)流体中に試料を浸漬し、24時間後、50時間後、100時間後の重量減少率(%)を求めた。
【0044】
(実機試験I)
X社火力発電所3号系列のガスタービン燃焼器の火炎伝播管のシール材として使用し、下記の条件において耐久試験を行った。その結果、18カ月経過した現在、未だ問題となる漏洩は発生していない。また、シール部へのリングガスケットの取り付けは、極めて容易であった。
・試料寸法;内径108.5×外径126.9×高さ19.8×2リング
・流体;最高温度470℃、圧力1〜1.5MPaの圧縮空気
・試験時間;問題となる漏洩が発生するまで
なお、2リングとは、2枚重ね使用のことである。
【0045】
(実機試験II)
Y社濃硝酸製造ラインのシール材として使用し、下記の条件において耐久試験を行った。その結果、15カ月経過した現在、未だ問題となる漏洩は発生していない。また、シール部へのリングガスケットの取り付けは、極めて容易であった。
・試料寸法;内径24×外径37×高さ19.5×3リング
・流体;温度450℃、圧力0.5MPaのHTS流体
・試験時間;問題となる漏洩が発生するまで
なお、3リングとは、3枚重ね使用のことである。
【0046】
比較例1
(膨張黒鉛を主材とするシール材の作製)
膨張黒鉛テープを金型で圧縮成形した膨張黒鉛モールドパッキンを作製した。膨張黒鉛モールドパッキンについて、前記加熱減量試験を行った。その結果を表1に示す。
【0047】
【表1】

【0048】
表1から明らかなように、膨張黒鉛モールドパッキンが完全に消失するような高温(800℃)酸化雰囲気に長時間暴露しても、実施例1のパッキンは加熱減量が非常に少ないものであった。
【0049】
比較例2
市販の高温用石綿パッキンを使用した。高温用石綿パッキンについて、前記のHTS浸漬試験及び高温シール性試験を行った。その結果を表2及び図5に示す。
【0050】
比較例3
膨張黒鉛テープの肉厚方向の中心部位に線径0.2mmのSUS304金属線を配置した補強テープを袋編みした膨張黒鉛編組パッキンを作製した。膨張黒鉛編組パッキンについて、前記のHTS浸漬試験を行った。その結果を表2に示す。
【0051】
【表2】
【0052】
表2から明らかなように、膨張黒鉛編組パッキンは、重量減少が顕著に大きい。また、実施例1のパッキンは、高温用石綿パッキンより重量減少が小さい。
【0053】
以上のように、本発明のパッキンは、耐熱性(酸化雰囲気)、400℃未満でのシール性(酸化雰囲気)、400℃以上でのシール性(酸化雰囲気)及び取り付け/取り外し作業のすべてにおいて、優れたものであった。また、比較的簡単な工程で製造できた。これに対して、膨張黒鉛編組パッキンと膨張黒鉛モールドパッキンを組み合わせたパッキンは、試験においても取り外しに壊れやすくい、清掃などに時間がかかった。また、耐熱性と400℃以上でのシール性(酸化雰囲気)において劣るものであった。
【産業上の利用可能性】
【0054】
本発明のパッキンは、火力発電用ガスタービン燃焼器の火炎伝播管用、自動車の排気管用、HTS(Heat Transfer Salt)用のグランドパッキンとして好適である。なお、HTSとは、高温用の熱媒に使用される硝酸塩でNaNO3/KNO3/NaNO2の混合物を言う。本発明のパッキンは、最高使用温度が800℃、最高使用圧力2MPaの条件下において長期間に亘り優れたシール性を発揮する。
【符号の説明】
【0055】
1 マイカテープ
2 金属線
10 パッキン材料
【技術分野】
【0001】
本発明は、特に火力発電用ガスタービン燃焼器の火炎伝播管のシール材として好適なパッキン材料、パッキン中間体、パッキン及びその製造方法に関するものである。
【背景技術】
【0002】
一般的な火力発電用ガスタービン燃焼器は、複数個のガスタービン燃焼器を備えており、その各々の中で燃料と圧縮空気とを反応させ、高温高圧の燃焼ガスを発生させるように構成されている。
【0003】
この隣接する全てのガスタービン燃焼器は、連結パイプ(火炎伝播管外筒)によって結合され、この連結パイプの内部に火炎伝播管が設置されている。火炎伝播管は管状となっており、接続されたガスタービン燃焼器の圧力差によって、火炎伝播管の中を燃焼ガスが通過するようになっている。従って、この火炎伝播管用パッキンとしては、450℃以上の高温下で長時間の使用に耐える材料が求められる。
【0004】
従来、この火炎伝播管用パッキンとして石綿を基材とするものが使用されてきたが、石綿が使用禁止されることになり、代替品として膨張黒鉛を基材とするものや、マイカを基材とするものが種々提案されている。
【0005】
膨張黒鉛を基材とするパッキンは、火炎伝播管用途として、半年〜2年のような長期間使用した場合、基材の膨張黒鉛が熱により酸化消失してしまい、シール性が保てなくなることがある。また、酸化消失を抑えた膨張黒鉛やアルミ箔と膨張黒鉛を組み合わせたものが試用されているが、長期間のシール性については依然満足するものではない。
【0006】
特開2002−340187号公報には、マイカシートを巻き重ねてリング状に加圧成形した主シールパッキンと金属細線を編組した後、リング状に成形したメッシュスプリングとを組み合わせたパッキンが開示されている。また、特開平5−118444号公報には、繊維から形成された筒状体内に短冊状のマイカ材を充填してなり、マイカ材はシート層の中間に補強材としての繊維を介在させたパッキン材料が開示されている。これらのパッキン材料及びパッキンは、いずれも耐熱性や高温における耐酸化性に優れ、また、高温条件下においても優れたシール特性を長い使用期間にわたって確保できる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2002−340187号公報
【特許文献2】特開平5−118444号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特開2002−340187号公報のパッキンは、部品数が複数となること、組み込み時や取り外し時の作業性が悪く、満足のいくものではなかった。また、特開平5−118444号公報のパッキン材料及びパッキンは、製造工程が多く、製造コストの上昇は避けられないという問題がある。
【0009】
従って、本発明の目的は、高温下においても長期間に亘り良好なシール性を発揮すると共に、組み込み時や取り外し時の作業性が良く、簡易な工程で製造できるパッキン材料、パッキン中間体、パッキン及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
かかる実情において、本発明者は鋭意検討を行った結果、必要により補強材が配合されたマイカテープを金属線で巻装したパッキン材料を使用すること、このパッキン材料を編組した中間体を、加熱処理し、特に加圧成形したパッキンであれば、高温下においても長期間に亘り良好なシール性を発揮すると共に、組み込み時や取り外し時の作業性が良く、簡易な工程で製造できることなどを見出し、本発明を完成するに至った。
【0011】
すなわち、本発明は、マイカテープを金属線で巻装してなるパッキン材料を提供するものである。
【0012】
また、本発明は、前記パッキン材料を編組してなるパッキン中間体を提供するものである。
【0013】
また、本発明は、前記パッキン材料を編組してなるものであって、大気圧下、500℃の加熱減量が10%以下であるパッキンを提供するものである。
【0014】
また、本発明は、マイカテープに金属線を巻き付けてパッキン材料を得るI工程と、該I工程で得られたパッキン材料を編組してパッキン中間体を得るII工程と、該II工程で得られたパッキン中間体を加熱処理するIII工程と、を行うパッキン製造方法を提供するものである。
【発明の効果】
【0015】
本発明のパッキンによれば、高温下においても長期間に亘り良好なシール性を発揮すると共に、組み込み時や取り外し時の作業性が良く、簡易な工程で製造できる。
【図面の簡単な説明】
【0016】
【図1】本発明のパッキン材料における金属線の巻装状態を説明する図である。
【図2】本発明のパッキン材料における金属線の他の巻装状態を説明する図である。
【図3】本発明のパッキン材料における金属線の他の巻装状態を説明する図である。
【図4】本発明のパッキン材料における金属線の他の巻装状態を説明する図である。
【図5】実施例1及び比較例2の高温シール性試験結果である。
【発明を実施するための形態】
【0017】
(パッキン材料の説明)
本発明のパッキン材料で使用されるマイカテープは、マイカシートをテープ状に切断したものであり、幅寸法としては、好ましくは1mm〜10mm、特に好ましくは2mm〜8mm、更に好ましくは3〜5mmであり、長さ寸法は最大数十mのものも含まれる。マイカテープの幅寸法が上記範囲にあると、編組がし易くなる。なお、マイカテープは市販のものを使用してもよい。
【0018】
マイカシートは、鉱石として産出されたマイカ原石をウォータジェット等の高圧水により薄片状に剥離させたものを、ゴム等のバインダやシリコン系接着剤などを使用してシート状にしたものである。従って、本発明のパッキン材料で使用されるマイカテープには、ゴム等のバインダやシリコン系接着剤等が含まれる。マイカとしては、硬質マイカ、軟質マイカ等が挙げられる。この中、軟質マイカ(Phlogopite)が、結晶水分解温度が高く、耐熱性に優れる点で好ましい。
【0019】
シリコン系接着剤等のバインダは、パッキン材料中、最大16重量%含ませることが好ましい。ゴムやシリコン系接着剤等のバインダをパッキン材料中に、上記の範囲で含ませることで、剥離し易いマイカをシート状に安定して保持することができる。
【0020】
本発明のパッキン材料で使用される金属線としては、例えばSUS304、SUS316L及びSUS316等のステンレス線が挙げられる。この中、SUS304、SUS316Lが、耐熱性、耐食性、加工性および入手性の点で好ましい。金属線の線径は、0.02mm〜0.2mmが好ましく、特に0.077mm〜0.083mmが好ましい。金属線の線径が上記範囲にあれば、マイカテープに金属線を巻き付け易く、また、パッキン締め付け時におけるマイカのはみ出しを効果的に防止できる。
【0021】
本発明のパッキン材料で使用されるマイカテープには、補強材が配合されていることが好ましい。補強材としては、例えば金属線、無機繊維、有機繊維等が挙げられる。金属線としては、前述の巻装される金属線と同様のものが挙げられる。無機繊維としては、セラミック繊維、ガラス繊維、カーボン繊維等が挙げられる。また、有機繊維としては、アラミド繊維、レーヨン繊維等が挙げられる。補強材は、マイカテープの機械的強度を高めるものであり、補強材で補強されたマイカテープは、金属線を巻装する際、その形状を維持することができると共に、パッキン締め付け時の荷重によるマイカのはみ出しを巻装された金属線と協働して防止することができる。補強材は、マイカテープの内部に存在するものであり、マイカテープの肉厚方向に均一に存在するものであっても、マイカテープの肉厚方向の中間部位等の特定箇所に存在するものであってもよい。好ましい補強材としては、金属線及び無機繊維である。補強材が金属線及び無機繊維であれば、パッキン製造工程において空焼き処理が行われても消失することがない。
【0022】
本発明における巻装の形態例を図1〜図4を参照して説明する。図1〜図4はパッキン材料10の長手方向における一部の表面を示す図であり、実際には長手方向に更に延びるテープ状である。符号1がマイカテープであり、2が金属線である。本発明において、巻装とは巻き付けると同じ意味であり、例えばマイカテープ表面が網目状となる巻装(図1)、格子状となる巻装(図2)、略矩形状又は略台形の隙間が形成される巻装(図3)、不定形状の隙間が形成される巻装(図4)などが挙げられる。マイカテープに巻装される金属線の本数は、特に制限されないが、例えば4〜20本の範囲で適宜使用すればよい。金属線の巻装とは、金属線がマイカテープの表面に実質的に密着しているように巻き付けられる状態を言い、金属線のほとんどがマイカテープ表面から離間しているような巻き付けは除外される。金属線をマイカテープの表面に実質的に密着するように巻装することで、パッキン締め付け時におけるマイカのはみ出しを効果的に防止できる。
【0023】
また、マイカテープの表面における金属線の密度は、特に制限されないが、図1のような規則性のある網目状となる巻装の場合、隣接する金属線間の間隔は、1〜3mm程度が好ましい。本発明において、金属線の巻装は、金属線で囲まれた隙間面積がゼロの完全被覆であってもよいが、パッキン締め付け時におけるはみ出し防止効果はそれほど向上せず、むしろ金属線材料が無駄となる点で好ましくはない。従来の金属線から形成された筒状体に、複数本の短冊状のマイカ材を充填してなるパッキン材料に比べて、本発明のパッキン材料は、マイカテープ1本に金属線を巻装しているため、編組後の寸法のバリエーションを広く採れる。
【0024】
(パッキン材料の製造方法の説明)
本発明において、パッキン材料の製造方法としては、例えば、マイカシートをテープ状に切断する工程と、切断されたマイカテープに金属線を巻装する工程とを有する方法が挙げられる。マイカシートをテープ状に切断する工程は、上記パッキン材料の説明の通りである。
【0025】
切断されたマイカテープに金属線を巻装する工程は、例えば、マイカテープが巻かれたマイカテープ巻き出し体と、マイカテープ巻き出し体の周りに配置される金属線が巻かれた4〜20本のホビン群とからなる下段装置と、該下段装置の上方に金属線が巻装されたマイカテープを巻き取るドラム状の巻き取り体である上段装置と、上段装置と下段装置の間に位置する金属線が巻かれたマイカテープが通過する口金とを備える装置を使用することができる。巻き出し体のマイカテープとホビンに巻かれた金属線の先端は拠り合わされて口金を通り、巻き取り体に固定されている。また、ホビンは巻き取り過程において、一定の平面的な移動を行う。これにより、上段装置の巻き取り体が回転することでマイカテープは上方移動し、金属線は回転移動しながらマイカテープに例えば網目状に巻き取られることになる。なお、金属線が巻装されたマイカテープのテープ形状は、マイカテープの断面形状と略同じ形状の口金を通るため、金属線が巻装される前のテープ形状と概ね同じである。パッキン材料内部に補強材を配合させる方法としては、特開平5−118444号記載の方法に従えばよい。
【0026】
(パッキン中間体及びその製造方法の説明)
本発明において、パッキン中間体は、前記パッキン材料を編組してなるものである。編組されるパッキン材料は、編組前に予め所望の長さに切断してもよい。パッキン材料、すなわち金属線により巻装されたマイカテープは、編組方法により、通常複数本が使用される。編組方法は、使用用途やパッキンの太さにより、袋編、格子編、八編等、どのような編組方法であってもよい。袋編、格子編、八編等の編組は、公知の編組方法に準拠して行えばよい。パッキン中間体は、金属線により巻装されたマイカテープの編組物であり、バインダや任意の構成要素である補強材を含有する。このようなパッキン中間体は、後述する所定の処理工程を得て、本発明のパッキンとなるものである。また、このようなパッキン中間体は使用用途によっては、そのままパッキンとして使用することもできる。
【0027】
(パッキンの説明)
本発明の第1の実施の形態におけるパッキンは、前記パッキン材料を編組してなるものであって、且つ大気圧下、500℃の加熱減量が10%以下、好ましくは8%以下である。大気圧下、500℃の加熱減量が上記範囲内であれば、火炎伝播管用パッキンのように高温下で使用された場合であっても、加熱減量がほとんどないため、パッキン内部に隙間が生じることがなく、安定で良好なシールを維持することができる。大気圧下、500℃の加熱減量が上記範囲外であると、火炎伝播管用パッキンのように高温下で使用された場合、パッキン内に加熱減量による隙間が生じ、シール性を低下させる。
【0028】
本発明の第2の実施の形態におけるパッキンは、更に窒化ホウ素を5〜10重量%、好ましくは4〜8重量%含有するものである。窒化ホウ素を含有することで、高温耐熱性が更に向上すると共に、摺動特性が向上する。このため、火炎伝播管用パッキンとして更に好適なものとなる。
【0029】
本発明の第3の実施の形態におけるパッキンは、第1の実施の形態におけるパッキンをリング状に加圧成形したものである。第3の実施の形態におけるパッキンは、マイカテープを金属線で巻装したものを編み込んであり、更に加圧成形されているため、リング形状が崩れることがなく、組み付けが容易であり、且つ長期間の組み付け使用後も簡単に取り外しができる。また、第3の実施の形態におけるパッキンは、窒化ホウ素を含有しないものの、マイカを主材としているため、火炎伝播管用パッキンとしては、十分な耐熱性を有する。
【0030】
本発明の第4の実施の形態におけるパッキンは、第2の実施の形態におけるパッキンをリング状に加圧成形したものである。第4の実施の形態におけるパッキンは、第3の実施の形態におけるパッキンと同様の作用効果を奏する他、窒化ホウ素を含有するため、耐熱性が顕著に優れ、火炎伝播管用パッキンとしては特に好適なものとなる。
【0031】
本発明の第1の実施の形態〜第4の実施の形態におけるパッキンのいずれにも、鱗状黒鉛、界面活性剤のような他の充填材が含まれていてもよい。他の充填材は、1種単独又は2種以上を組み合わせて使用することができる。これらの他の充填材は、配管との馴染みを向上させると共に、パッキンに摺動特性を付与するものである。
【0032】
(パッキンの製造方法)
本発明の第1の実施の形態におけるパッキンの製造方法は、マイカテープを金属線で巻装してパッキン材料を得るI工程と、該I工程で得られたパッキン材料を編組してパッキン中間体を得るII工程と、該II工程で得られたパッキン中間体を加熱処理するIII工程と、を行う。I工程及びII工程は、前記パッキン中間体の製造方法と同様の方法である。III工程において、パッキン中間体は加熱処理される。加熱処理条件としては、例えば大気圧下、300℃以上、好ましくは500℃以上の温度で、8時間以上、好ましくは10時間以上、空焼きする方法が挙げられる。加熱処理により、パッキン中間体内に存在するバインダ等の有機成分を消失させることができ、パッキン(製品)を、大気圧下、500℃の加熱減量が10%以下とすることができる。また、この有機成分の消失によりパッキンに空隙が生じ、後述する窒化ホウ素の含浸が容易となる。また、有機成分の消失によりパッキンに生じた空隙は、加圧成形によりなくすことができる。なお、鱗状黒鉛、界面活性剤等の他の充填材は、この加熱処理後に含浸処理して、パッキンに配合させることができる。
【0033】
第2の実施の形態におけるパッキンは、前記I工程、II工程及びIII工程に加えて、更にIII工程で得られたパッキンを、窒化ホウ素を含んだ潤滑剤で含浸処理するIV工程を行うことで得られる。IV工程で使用される潤滑剤は、窒化ホウ素をパッキンに含浸させるために使用されるものであり液状潤滑剤である。このような液状潤滑剤としては、鉱油あるいは合成潤滑油が挙げられる。また、潤滑剤中の窒化ホウ素の配合量及び処理量は、含浸処理後、パッキン中、窒化ホウ素の配合量が5〜10重量%、好ましくは4〜8重量%重量%となるような量とすればよい。含浸処理は公知の方法で行なえばよい。含浸処理後は、乾燥して、余剰の潤滑剤等を除去する。第2の実施の形態におけるパッキンによれば、第1の実施の形態におけるパッキンと同様の効果を奏する他、配管との馴染み性及びパッキンの摺動特性が向上する。
【0034】
第3の実施の形態におけるパッキンは、前記I工程、II工程及びIII工程に加えて、更にIII工程で得られたパッキンを加圧成形するV工程を行うことで得られる。加圧成形は、リング形状とするような公知の加圧成形処理を行えばよい。加圧成形により、III工程で生じたパッキン内の空隙をなくすことができ、良好なシール性を付与できる。
【0035】
第4の実施の形態におけるパッキンは、前記I工程、II工程、III工程及びIV工程に加えて、更にIV工程で得られたパッキンを加圧成形するV工程を行うことで得られる。加圧成形は、第3の実施の形態におけるパッキンの製造方法における加圧成形と同じある。第4の実施の形態におけるパッキンは、第3の実施の形態におけるパッキンと同様の効果を奏する他、配管との馴染み性及びパッキンの摺動特性が向上する。
【0036】
実施例
次に、実施例を挙げて本発明を更に具体的に説明するが、これは単に例示であって、本発明を制限するものではない。
【実施例1】
【0037】
(パッキン材料の作製)
マイカ原石をウォータジェット等の高圧水により薄片状に剥離させたものを、シリコン系接着剤を使用して厚さ0.4mmのマイカシートを得た。このマイカシートを、幅4mmのテープ状に切断して、マイカテープを得た。次に、線径0.08mmのSUS316L金属線を準備し、マイカテープ1本に対して16本の金属線を、図1に示すような網目状となるように巻装して、パッキン材料を得た。なお、隣接する金属線間の隙間は2mm程度であった。このようなパッキン材料を53本作製した。
【0038】
(パッキン中間体の作製)
得られた53本のパッキン材料は袋編して、袋状のパッキン中間体を得た。袋状のパッキン中間体は、呼び径で外径12.5mmのものであった。
【0039】
(パッキンの作製)
袋状のパッキン中間体は、大気圧下、400℃の温度で、16時間空焼きした。この空焼きにより、パッキン中間体内に存在するシリコン系接着剤を消失させた。次に、鉱油系潤滑油に窒化ホウ素、黒鉛等を分散させた分散液に、空焼きしたパッキンを浸漬し含浸処理した。浸漬条件は常温、3分であった。パッキン中の窒化ホウ素含有量は4.3重量%であった。その後、常温下で15時間、以上乾燥処理した。次いで、窒化ホウ素を含浸し袋編されたパッキンを、リング状に加圧形成した。得られたリングパッキンは、下記の加熱減量試験、高温シール性試験、HTS(Heat Transfer Salt)浸漬試験、実機試験I及び実機試験IIに供した。加熱減量試験結果は表1に示し、高温シール性試験結果は、加熱温度と加熱時間の関係図と共に図5に示し、HTS浸漬試験は表2に示した。
【0040】
図5から明らかなように、実施例1のパッキンは、高温用石綿パッキンと同等以上のシール性を示した。特に、実施例1のパッキンは、熱が一旦掛った後の2サイクル以降は、高温用石綿パッキンに比べて、よりシール性が安定する傾向であった。
【0041】
(加熱減量試験)
下記の加熱温度、加熱時間における加熱減量を測定した。加熱減量は、(初期重量−加熱後重量)×100/初期重量 で求めた。
・加熱温度;400℃、600℃、800℃
・加熱時間;22時間、46時間、168時間
【0042】
(高温シール性試験)
模擬バルブ試験装置を使用し、下記条件下、所定時間において漏洩量を測定した。
・試料寸法;内径20×外径30×高さ30
・加熱温度;400℃
・加熱時間;16時間×3サイクル
・試験ガス;窒素ガス、1.96MPa
・締付面圧;49MPa
【0043】
(HTS浸漬試験)
470℃のHTS(NaNO340%、KNO37%、NaNO253%)流体中に試料を浸漬し、24時間後、50時間後、100時間後の重量減少率(%)を求めた。
【0044】
(実機試験I)
X社火力発電所3号系列のガスタービン燃焼器の火炎伝播管のシール材として使用し、下記の条件において耐久試験を行った。その結果、18カ月経過した現在、未だ問題となる漏洩は発生していない。また、シール部へのリングガスケットの取り付けは、極めて容易であった。
・試料寸法;内径108.5×外径126.9×高さ19.8×2リング
・流体;最高温度470℃、圧力1〜1.5MPaの圧縮空気
・試験時間;問題となる漏洩が発生するまで
なお、2リングとは、2枚重ね使用のことである。
【0045】
(実機試験II)
Y社濃硝酸製造ラインのシール材として使用し、下記の条件において耐久試験を行った。その結果、15カ月経過した現在、未だ問題となる漏洩は発生していない。また、シール部へのリングガスケットの取り付けは、極めて容易であった。
・試料寸法;内径24×外径37×高さ19.5×3リング
・流体;温度450℃、圧力0.5MPaのHTS流体
・試験時間;問題となる漏洩が発生するまで
なお、3リングとは、3枚重ね使用のことである。
【0046】
比較例1
(膨張黒鉛を主材とするシール材の作製)
膨張黒鉛テープを金型で圧縮成形した膨張黒鉛モールドパッキンを作製した。膨張黒鉛モールドパッキンについて、前記加熱減量試験を行った。その結果を表1に示す。
【0047】
【表1】
【0048】
表1から明らかなように、膨張黒鉛モールドパッキンが完全に消失するような高温(800℃)酸化雰囲気に長時間暴露しても、実施例1のパッキンは加熱減量が非常に少ないものであった。
【0049】
比較例2
市販の高温用石綿パッキンを使用した。高温用石綿パッキンについて、前記のHTS浸漬試験及び高温シール性試験を行った。その結果を表2及び図5に示す。
【0050】
比較例3
膨張黒鉛テープの肉厚方向の中心部位に線径0.2mmのSUS304金属線を配置した補強テープを袋編みした膨張黒鉛編組パッキンを作製した。膨張黒鉛編組パッキンについて、前記のHTS浸漬試験を行った。その結果を表2に示す。
【0051】
【表2】
【0052】
表2から明らかなように、膨張黒鉛編組パッキンは、重量減少が顕著に大きい。また、実施例1のパッキンは、高温用石綿パッキンより重量減少が小さい。
【0053】
以上のように、本発明のパッキンは、耐熱性(酸化雰囲気)、400℃未満でのシール性(酸化雰囲気)、400℃以上でのシール性(酸化雰囲気)及び取り付け/取り外し作業のすべてにおいて、優れたものであった。また、比較的簡単な工程で製造できた。これに対して、膨張黒鉛編組パッキンと膨張黒鉛モールドパッキンを組み合わせたパッキンは、試験においても取り外しに壊れやすくい、清掃などに時間がかかった。また、耐熱性と400℃以上でのシール性(酸化雰囲気)において劣るものであった。
【産業上の利用可能性】
【0054】
本発明のパッキンは、火力発電用ガスタービン燃焼器の火炎伝播管用、自動車の排気管用、HTS(Heat Transfer Salt)用のグランドパッキンとして好適である。なお、HTSとは、高温用の熱媒に使用される硝酸塩でNaNO3/KNO3/NaNO2の混合物を言う。本発明のパッキンは、最高使用温度が800℃、最高使用圧力2MPaの条件下において長期間に亘り優れたシール性を発揮する。
【符号の説明】
【0055】
1 マイカテープ
2 金属線
10 パッキン材料
【特許請求の範囲】
【請求項1】
マイカテープを金属線で巻装してなることを特徴とするパッキン材料。
【請求項2】
前記巻装は、網目状に巻装されたものであることを特徴とする請求項1記載のパッキン材料。
【請求項3】
前記マイカテープは、補強材で補強されたものであることを特徴とする請求項1又は2に記載のパッキン材料。
【請求項4】
前記金属線は、線径が0.077〜0.083mmであることを特徴とする請求項1〜3のいずれか1項に記載のパッキン材料。
【請求項5】
請求項1〜4のいずれか1項に記載のパッキン材料を編組してなることを特徴とするパッキン中間体。
【請求項6】
請求項1〜4のいずれか1項に記載のパッキン材料を編組してなるものであって、大気圧下、500℃の加熱減量が10%以下であることを特徴とするパッキン。
【請求項7】
窒化ホウ素をパッキン中、5〜15重量%含有することを特徴とする請求項6記載のパッキン。
【請求項8】
リング状に加圧成形されたことを特徴とする請求項6又は7に記載のパッキン。
【請求項9】
マイカテープを金属線で巻装してパッキン材料を得るI工程と、
該I工程で得られたパッキン材料を編組してパッキン中間体を得るII工程と、
該II工程で得られたパッキン中間体を加熱処理するIII工程と、を行うことを特徴とするパッキン製造方法。
【請求項10】
前記III工程で得られたパッキンを、窒化ホウ素を含んだ潤滑剤で含浸処理するIV工程を行うことを特徴とする請求項9記載のパッキン製造方法。
【請求項11】
前記III工程で得られたパッキンを加圧成形するV工程を行うことを特徴とする請求項9記載のパッキン製造方法。
【請求項12】
前記IV工程で得られたパッキンを成形加工するV工程を行うことを特徴とする請求項10記載のパッキン製造方法。
【請求項1】
マイカテープを金属線で巻装してなることを特徴とするパッキン材料。
【請求項2】
前記巻装は、網目状に巻装されたものであることを特徴とする請求項1記載のパッキン材料。
【請求項3】
前記マイカテープは、補強材で補強されたものであることを特徴とする請求項1又は2に記載のパッキン材料。
【請求項4】
前記金属線は、線径が0.077〜0.083mmであることを特徴とする請求項1〜3のいずれか1項に記載のパッキン材料。
【請求項5】
請求項1〜4のいずれか1項に記載のパッキン材料を編組してなることを特徴とするパッキン中間体。
【請求項6】
請求項1〜4のいずれか1項に記載のパッキン材料を編組してなるものであって、大気圧下、500℃の加熱減量が10%以下であることを特徴とするパッキン。
【請求項7】
窒化ホウ素をパッキン中、5〜15重量%含有することを特徴とする請求項6記載のパッキン。
【請求項8】
リング状に加圧成形されたことを特徴とする請求項6又は7に記載のパッキン。
【請求項9】
マイカテープを金属線で巻装してパッキン材料を得るI工程と、
該I工程で得られたパッキン材料を編組してパッキン中間体を得るII工程と、
該II工程で得られたパッキン中間体を加熱処理するIII工程と、を行うことを特徴とするパッキン製造方法。
【請求項10】
前記III工程で得られたパッキンを、窒化ホウ素を含んだ潤滑剤で含浸処理するIV工程を行うことを特徴とする請求項9記載のパッキン製造方法。
【請求項11】
前記III工程で得られたパッキンを加圧成形するV工程を行うことを特徴とする請求項9記載のパッキン製造方法。
【請求項12】
前記IV工程で得られたパッキンを成形加工するV工程を行うことを特徴とする請求項10記載のパッキン製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−44376(P2013−44376A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−182170(P2011−182170)
【出願日】平成23年8月24日(2011.8.24)
【出願人】(000110804)ニチアス株式会社 (432)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月24日(2011.8.24)
【出願人】(000110804)ニチアス株式会社 (432)
【Fターム(参考)】
[ Back to top ]