
パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージを製造するためのパッケージング方法及びユニット
注ぐことができる食品用のシールされたパッケージ(3)を製造する方法であって、パッケージング材料のチューブ(2)を軸線(A)に沿って給送するステップと、軸線(A)に対し平行なシーリング経路(G、G’)に沿って及び再配置経路(H、H’)に沿って、一対の第1ジョー(8)及び一対の第2ジョー(8’)を周期的に及び交互に動かすステップと、それらがシーリング経路(G、G’)に沿って閉位置に移動する際に第1ジョー及び第2ジョー(8、8’)を動かすステップであって、それぞれの第1及び第2シーリング部材(16、17、16’、17’)がチューブ(2)をグリップし、異なる時点で、チューブ(2)をシーリングしパッケージ(3)のそれぞれの両側の端部を画定する第1及び第2シール(9a、9b)をそれぞれ形成するステップと、それらがそれぞれの再配置経路(H、H’)に沿って開位置に移動する際に第1ジョー及び第2ジョー(8、8’)を動かすステップであって、それらがチューブ(2)から引き離されるステップと、を含み、この方法はまた、パッケージ(3)の重量に関係する量の所望の値(Y)を収集するステップと、第1シール(9a)から値(Y)の関数である距離(L)に第2シール(9b)を形成するステップと、を含む。この方法と同様にシールされたパッケージを製造するためのパッケージング・ユニット。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージを製造するためのパッケージング方法及びユニットに関する。
【背景技術】
【0002】
フルーツジュース、殺菌された又はUHT(超高熱処理された)UHT牛乳、ワイン、トマトソース、などのような多くの食品が、滅菌されたパッケージング材料から形成されたパッケージで販売されている。
【0003】
このタイプのパッケージの典型的な例は、ラミネートされたストリップのパッケージング材料を折畳み、シールすることによって形成された、Tetra Brik Aseptic(登録商標)として知られている、液体又は注ぐことができる食品のための平行六面体形のパッケージである。
【0004】
パッケージング材料は、繊維性材料、例えば紙、又は鉱物充填ポリプロピレン材料の層によって形成されてもよい剛性及び強度のための基層と、基層の両側を覆ういくつかのヒートシール・プラスチック材料、例えばポリエチレンフィルムの層とを実質的に備えた多層構造を有する。
【0005】
UHT牛乳のような長期保存製品のための無菌パッケージの場合、パッケージング材料はまた、ヒートシール・プラスチック材料層上に重ね合わされ、次に、最終的に食品と接触するパッケージの内面を形成するヒートシール・プラスチック材料の別の層で覆われる、気体及び光遮断材料層、例えば、アルミニウム箔又はエチルビニルアルコール(EVOH)フィルムを備える。
【0006】
公知のように、この種のパッケージは、全自動パッケージング・ユニット上で製造され、該ユニット上で、ウェブ給送されたパッケージング材料から連続するチューブが形成され、パッケージング材料のウェブは、例えば加熱し蒸発させることによってパッケージング材料の表面からその後除去される、例えば過酸化水素溶液のような化学滅菌剤を塗布することによって、パッケージング・ユニットにおいて滅菌される。
【0007】
滅菌されたウェブは、閉鎖された滅菌環境内に維持され、円筒形に折畳まれ、長手方向にシールされてチューブを形成する。
【0008】
チューブは、その軸線に平行な垂直方向に給送され、滅菌又は滅菌処理された食品が連続的に充填される。
【0009】
チューブと相互作用し、該チューブを等間隔の断面でヒートシールして、横断方向シーリング・ストリップによってチューブに接続されたピロー・パックを形成する、パッケージング・ユニットが公知である。
【0010】
より詳細には、ユニットは、それぞれのランナに沿って移動可能であって、チューブのパッケージング材料をヒートシールするために周期的に及び継続的にチューブと相互作用する、2つのフォーミング組立体を備える。
【0011】
各々のフォーミング組立体は、それぞれのランナに沿って前後に移動可能なスライドと、底部においてそれぞれのスライドにヒンジ式に取り付けられ、チューブと協働して該チューブをヒートシールする閉位置とチューブから引き離された開位置との間で移動可能な2つのジョーと、を備える。
【0012】
フォーミング組立体の移動は、半周期だけオフセットされる、すなわち、一方のフォーミング組立体のスライドがそのジョーが開位置にある状態で上方に動く際に、他方のフォーミング組立体のスライドは、衝突及び干渉を防止するためにそのジョーが閉位置にある状態で下方に動く。
【0013】
各フォーミング組立体のジョーは、チューブの対向する側部と協働するそれぞれのシーリング部材を有し、例えば、加熱部材と、要求された圧力に対してチューブをグリップするために機械的支持を提供するためのエラストマー性部材とを備える。
【0014】
各フォーミング組立体はまた、それぞれのジョーにヒンジ式に取り付けられたそれぞれのフォーミング・ハーフシェルを有する2つのフォーミング部材を備える。
【0015】
フォーミング・ハーフシェルの各対は、チューブから引き離された開位置と、チューブに接触し、該チューブを2つの連続するシーリング区域の間で折畳んで、形成されているパッケージの体積を画定及び制御する閉位置と、の間を周期的に動く。
【0016】
より詳細には、第1フォーミング組立体のシーリング部材がパッケージを底部でシールし、第1フォーミング組立体のハーフシェルが、形成されているパッケージの体積を制御し、一方、第2フォーミング組立体のシーリング部材が、パッケージの頂部をシールする。
【0017】
特定の国々において課される法定要件に準拠するために、パッケージ内の食品の体積及び/又は重量は、できるだけ正確に繰り返し可能に制御されなければならない。
【発明の概要】
【発明が解決しようとする課題】
【0018】
パッケージング・ユニットを停止する、すなわちユニットの出力速度を減少させることなく、さらにパッケージ自体に如何なるマークをも残すことなくパッケージ内の食品の体積を制御することへの当該産業内での必要性が感じられる。
【0019】
大きく異なる粘度の多様な食品のために及び/又はパッケージング・ユニットの多様な出力速度に合わせて上記の体積を制御することへの当該産業内での必要性も感じられる。
【課題を解決するための手段】
【0020】
本発明の目的は、簡単明瞭で低コストの方法で上記の要件のうちの少なくとも1つを満たすように設計された、パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージの製造方法を提供することである。
【0021】
本発明によれば、請求項1に記載の、パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージの製造方法が提供される。
【0022】
本発明によれば、請求項12に記載の、パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージを製造するためのパッケージング・ユニットも提供される。
【0023】
本発明の好ましい、限定ではない実施例を、添付の図面を参照しながら単なる例として説明する。
【図面の簡単な説明】
【0024】
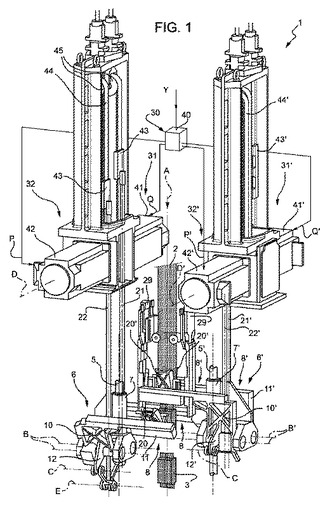
【図1】明瞭にするために部品が取り外された、パッケージング材料のチューブの中に注ぐことができる食品のパッケージを製造するためのパッケージング・ユニットを示す斜視図である。
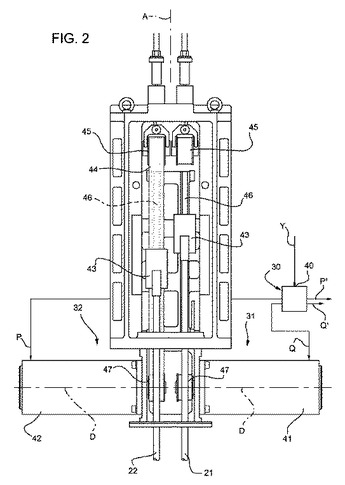
【図2】図1のユニットの部品のより大縮尺の側面図である。
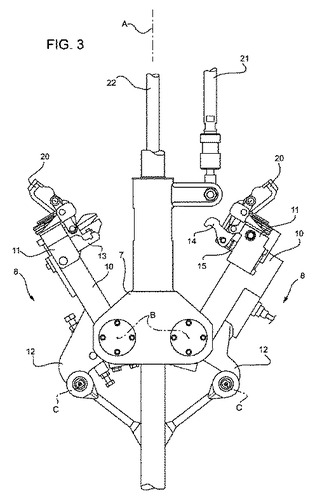
【図3】図1のユニットのさらに拡大された詳細を示す図である。
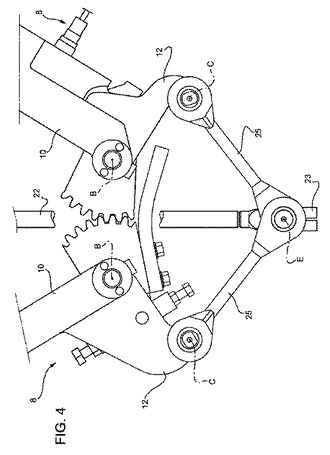
【図4】図1のユニットのさらに拡大された詳細を示す図である。
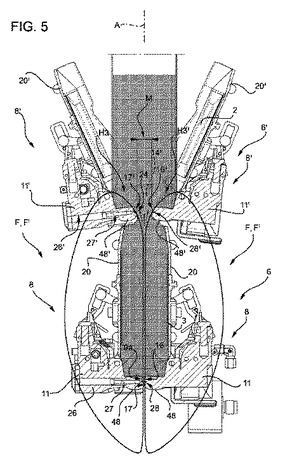
【図5】シールされたパッケージを製造する際の第1ステップの過程での図1のユニットの二対のジョーのより大縮尺の図である。
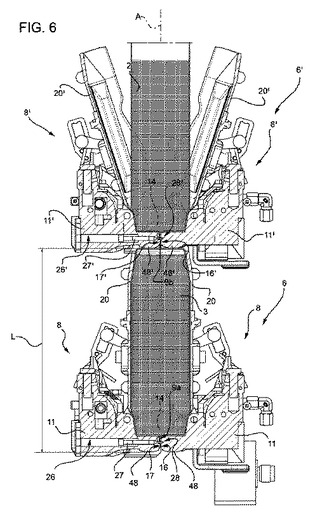
【図6】シールされたパッケージを製造する際の第2ステップの過程での図1の対をなすジョーを示す図である。
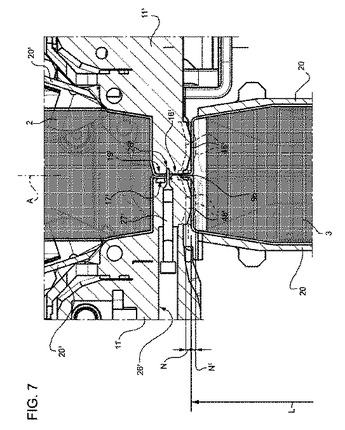
【図7】図6の拡大された詳細を示す図である。
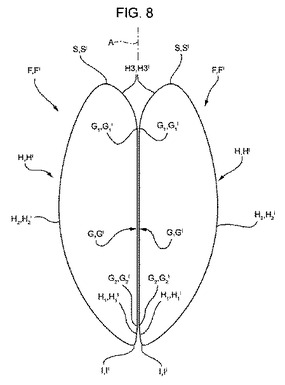
【図8】図1、図6、及び図7におけるジョーが移動する経路の概略を示す図である。
【発明を実施するための形態】
【0025】
図1における符号1は、パッケージング材料シートのチューブ2から食品用のシールされたパッケージ3(図1、図5、図6、図7)を製造するためのパッケージング・ユニットを全体として示す。
【0026】
ユニット1は、殺菌牛乳又はUHT牛乳、フルーツジュース、ワイン、などのような注ぐことができる食品用のシールされたパッケージ3を製造することが好ましい。
【0027】
ユニット1はまた、パッケージ3を製造するときにチューブ2の中に注ぐことができ、パッケージ3がシールされた後で固まる食品用のシールされたパッケージ3を製造してもよい。こうした食品の一例は、パッケージ3を製造するときに溶かされ、パッケージ3がシールされた後で固まるチーズの一部である。
【0028】
パッケージング材料は、多層構造(図示せず)を有し、両側がヒートシール・プラスチック材料、例えばポリエチレンのそれぞれの層で覆われた、繊維性材料、通常は紙の層を備える。UHT牛乳のような長期保存製品のための無菌パッケージの場合、パッケージング材料はまた、ヒートシール・プラスチック材料層上に重ね合わされ、次に、最終的に食品と接触するパッケージ3の内面を形成するヒートシール・プラスチック材料の別の層で覆われる、気体及び光遮断材料層、例えばアルミニウム箔又はエチルビニルアルコール(EVOH)フィルムを備える。
【0029】
チューブ2は、ヒートシール・シート材料のウェブ(図示せず)を長手方向に折畳んでシールすることによって公知の方法で形成され、パッケージングのために該チューブに滅菌された又は滅菌処理された食品が充填パイプ(図示せず)によって充填され、図1における下向きの軸線Aによって示される垂直方向の経路に沿って、図示されない公知の方法で給送される。
【0030】
ユニット1は、2つのフォーミング組立体6、6’を備え、該フォーミング組立体は、軸線Aに関して対称なそれぞれの垂直方向の円筒形ランナ5、5’に沿って動き、チューブ2と周期的に相互作用して、軸線Aと交差する方向のそれぞれの等間隔に離間された断面に沿って該チューブ2をグリップ及びヒートシールし、軸線Aと交差する方向のそれぞれのシーリング・ストリップ9a、9bによってチューブ2に接続されたピロー・パック3(図6)を形成する。
【0031】
図6及び図7に示すように、シーリング・ストリップ9a、9bは、それぞれパッケージ3の底部及び頂部を形成する。
【0032】
公知であり同一のものである組立体6、6’(組立体6)の一方のみが以下で説明され、組立体6、6’の同一の又は対応する部品は、同一の参照番号を用いて図面に示される。
【0033】
組立体6(図1)は、
軸線Aに対し平行な方向にそれぞれのランナ5の上方に及び下方に走るスライド7と、
軸線Aに対し垂直なそれぞれの水平軸線Bを中心として底部においてスライド7にヒンジ式に取り付けられた2つのジョー8であって、チューブ2の対向する側部に配置され、チューブ2をグリップする閉位置(組立体6のジョー8に関して図5及び図6に示される)と、該ジョーがチューブ2から最も遠く離れ、該ジョーの対応する点が軸線Aに対し垂直な方向に最も遠く離れている全開位置との間でそれぞれの軸線B回りに回転する、2つのジョー8と、
を実質的に備える。
【0034】
より詳細には、各ジョー8は、
その底部端において、スライド7の底部部分にそれぞれの軸線B回りにヒンジ式に取り付けられた、アーム部分10と、
部分10に接続され、ジョー8が閉位置にあるときに軸線Aに対し垂直に延び、チューブ2と相互作用する、アーム11と、
軸線Aに関して反対側で部分10から突出する、突出部12(図3及び図4)と、
を備える。
【0035】
図3に示すように、組立体6はまた、一方のジョー8のアーム11の一端に一体に嵌められた第1ファスナ13と、他方のジョー8のアーム11の一端に軸線Bに対し平行な軸回りにヒンジ式に取り付けられた第2ファスナ14と、ファスナ13、14を係合位置にグリップするための油圧シリンダ15(部分的にのみ示す)とを備える。
【0036】
ジョー8の部分10は、かみ合ってジョー8が閉位置と開位置との間でそれぞれの軸線B回りに同じ角度だけ回転することを保証する、それぞれのセクタ・ギア(図4)を備える。
【0037】
組立体6はまた、相対するジョー8の間にグリップされたパッケージング材料のチューブ2の各断面をヒートシールして、シーリング・ストリップ9aを形成するために、図面には示されない公知のシーリング・デバイスを備える。
【0038】
組立体6(図5及び図6)のシーリング・デバイスは、一方のジョー8のアーム11に嵌められ、2つの活性表面を使ってチューブ2と相互作用する加熱部材16と、他方のジョー8のアーム11に嵌められ、加熱部材16のそれぞれの活性表面と協働してチューブ2をグリップ及びヒートシールする2つの圧力パッド17と、を実質的に備える。
【0039】
したがって、ジョー8は、スライド7の上下運動に起因する軸線Aに対し平行な直進運動と、スライド7の垂直方向の上下直進運動の上に重ね合わされる、スライド7へのそれぞれのヒンジ軸線Bを中心とした回転によるパッケージング材料のチューブ2上への開閉運動とを行う。
【0040】
より詳細には、上記の運動により、ジョー8の加熱部材16及びパッド17がそれぞれの無限経路F(図7及び図8)に沿って移動し、該経路の各々は、軸線Aに対し平行なシーリング経路Gと再配置経路Hとを含む。
【0041】
より詳細には、ジョー8は、閉位置に設置され、チューブ2の断面と協働して、加熱部材16及びパッド17のシーリング経路Gに沿ってシーリング・ストリップ9aを形成し、チューブ2から引き離されて、閉位置から全開位置に及び逆の場合も同様に加熱部材16及びパッド17の再配置経路Hに沿って動く。
【0042】
ジョー8の移動方向の相対するシーリング経路Gの底部端G2から頂部端G1までの、各々の再配置経路Hは、
終点でジョー8が部分的に開き、加熱部材16及びパッド17がそれぞれの底部死点位置Iにある、部分H1と、
ジョー8がそれに沿って最初にそれらのそれぞれの底部死点位置Iからそれぞれの全開位置に動き、次いで、それぞれの部分的に閉じた位置に動き始め、最終的にはそれぞれの頂部死点位置Sに到達する、部分H2と、
ジョー8がそれに沿ってそれぞれの閉位置に到達する、部分H3と、
を含む。
【0043】
より詳細には、ジョー8の加熱部材16及びパッド17との間の、軸線Aと交差する方向に測定した距離は、それぞれの再配置経路Hの部分H1に沿って増加し、部分H2に沿って最初に増加し、次いで減少し、部分H3に沿って減少する。
【0044】
スライド7が下に動くのに伴って、加熱部材16及びパッド17は、シーリング経路G及び部分H1、H3に沿って移動し、スライド7が上に動くのに伴って、加熱部材16及びパッド17は、再配置経路Hの部分H2に沿って移動する。
【0045】
閉位置においてシーリング経路Gに沿って下に動くジョー8(8’)のアーム11(11’)が、全開位置において部分H2’(H2)に沿って上に戻るように動くジョー8’(8)のアーム11’(11)の間を通過するように、ジョー8、8’の加熱部材16、16’及びパッド17、17’は、それぞれの経路F、F’に沿ってオフセット態様で移動する。
【0046】
ジョー8の加熱部材16及びパッド17は、それぞれの経路Fのシーリング経路Gに沿って互いに協働してシーリング・ストリップ9aを形成する。
【0047】
図5は、加熱部材16’及びパッド17’がそれぞれの部分H3’に沿って移動する状況を示し、加熱部材16及びパッド17は、シーリング・ストリップ9aを既に形成しており、それぞれのシーリング経路Gの終わりに近づいており、加熱部材16’及びパッド17’は、軸線Aの反対側で幅Mのチャネル24を画定し、該チャネルを通ってシーリング・ストリップ9aの上に或る量の食品が流れる(図5)。より詳細には、シーリング・ストリップ9aの形成により、或る量の注ぐことができる食品が、チューブ2の移動方向に対し反対方向に、すなわち上方に送り出される。
【0048】
軸線Aに対し平行なスライド7の移動は、スライド7の横に並んでスライド7に強固に接続され、軸線Aに対し平行に移動可能な、ロッド21によって制御される。
【0049】
ジョー8の開閉運動は、軸線Aに対し平行に移動可能なロッド22によって、及び、軸線Bに対し平行な軸線Eを中心としてロッド22の軸線方向端部23にヒンジ式に取り付けられたそれぞれの第1端部と、それぞれのジョー8の突出部12に軸線Bに対し平行なそれぞれの軸線C回りにヒンジ式に取り付けられた、第1端部とは反対側のそれぞれの第2端部とを有する2つの接続ロッド25(図1、図3、図4)によって、制御される。
【0050】
より詳細には、接続ロッド25により、軸線Aに対し平行なロッド22の並進は、それぞれの軸線Cを中心として突出部12を回転させ、それによりジョー8を閉位置と全開位置との間でそれぞれの軸線B回りに回転させる。
【0051】
組立体6はまた、軸線Aの反対側で互いに対面し、軸線B、軸線Cに対し平行なそれぞれの軸線を中心としてそれぞれのジョー8にヒンジ式に取り付けられた、2つのフォーミング・ハーフシェル20(図1、図6、図7)を備える。
【0052】
ジョー8の加熱部材16及びパッド17がそれぞれの経路Fに沿って移動するのに伴って、ハーフシェル20は、
それらが図示されないばねによって開位置(組立体6’のハーフシェル20’に関して図5に示された)から閉位置(組立体6のハーフシェル20に関して図5及び図6に示された)に動かされる、閉ストロークと、
閉位置においてハーフシェル20がチューブ2と協働する、体積制御ストロークと、
ハーフシェル20がチューブ2から引き離されたままである、戻りストロークと、
を含む作業サイクルを行う。
【0053】
より詳細には、加熱部材16及びパッド17が相対する経路Fのそれぞれ相対する部分H3、シーリング経路G、及び相対する部分H1、H2に沿って移動するのに伴って、ハーフシェル20は、閉ストローク、体積制御ストローク、及び戻りストロークを行う。
【0054】
上記の作業サイクルは、軸線Aの反対側に配置され、ハーフシェル20に嵌められたそれぞれのローラと相互作用する、2つのカム29(図1)によって制御される。
【0055】
組立体6の一方のジョー8のアーム11(図5及び図6)は、第1シート26とナイフ27とを有する。ナイフ27は、通常は、第1シート26の内部に収容される休止位置に設置され、相対するシーリング・ストリップ9aが形成されると、シーリング・ストリップ9aを切断しチューブ2の残りからパッケージ3を切り離すために、その切断端部が第1シート26から突出する引き出された位置にスライドする。
【0056】
組立体6の他方のジョー8のアーム11は、各パッケージ3がチューブ2の残りから切り離される際に相対するナイフの切断端部を受け入れるための第2シート28を有する。
【0057】
ユニット1は、
パッケージ3の重量に関係する量の値Yを収集するための収集ユニット40(図1及び図2に概略的にのみ示される)と、
それぞれのジョー8、8’を軸線Aに対し平行に動かすための2つのアクチュエータ組立体31、31’と、
値Yに基づいて、アクチュエータ組立体31、31’を支配する第1及び第2制御スキームQ、Q’をそれぞれ生成するための処理ユニット30と、
を有利に備える。第1及び第2制御スキームQ、Q’は、加熱部材16’及びパッド17’がシーリング・ストリップ9bを形成する際に及びシーリング・ストリップ9aが形成された後で、加熱部材16’及びパッド17’を、それぞれ加熱部材16及びパッド17から、軸線Aに沿って値Yに応じて、距離Lで配置するために生成される。
【0058】
したがって、ユニット1は、それぞれの値Yの関数であるそれぞれの距離Lで各パッケージ3のシーリング・ストリップ9a、9bを形成する。
【0059】
より詳細には、ユニット1が走る際に、収集ユニット40が、オペレータから直接、又は、ユニット1の出力でパッケージ3を計量するスケールから、値Yを受け取る。
【0060】
値Yは、パッケージ3の所望の重量又は体積に対応することが好ましい。
【0061】
より詳細には、アクチュエータ組立体31、31’は、それぞれのロッド21、21’を軸線Aに対し平行に動かして、それぞれのスライド7、7’及びジョー8、8’もまた軸線Aに対し平行に動かす。
【0062】
少なくとも食品の粘度に対応している第1パラメータ又はユニット1の出力速度に対応している第2パラメータに基づいて、ユニット30はまた、ジョー8’(8)の加熱部材16’(16)及びパッド17’(17)が再配置経路H、H’の部分H3’(H3)に沿って移動する際に及びジョー8(8’)がシーリング・ストリップ9a(9b)を形成した後で、ジョー8’(8)の加熱部材16’(16)とパッド17’(17)との間で軸線Aに対し垂直に測定された距離を調整するために提供される。
【0063】
言い換えれば、ユニット30は、ジョー8’(8)がシーリング・ストリップ9b(9a)を形成する前に、第1及び/又は第2パラメータに基づいて、ジョー8’(8)の加熱部材16’(16)及びパッド17’(17)によって画定されるチャネル24の幅Mを調節する。
【0064】
ユニット1はまた、それぞれのロッド22、22’を軸線Aに対して平行に動かし、それによりそれぞれのジョー8、8’を閉位置と開位置との間で動かすための、2つのアクチュエータ組立体32、32’を備える。アクチュエータ組立体32、32’はまた、ユニット30によって第1及び/又は第2パラメータに基づいて生成されたそれぞれの制御スキームP、P’によって制御される。
【0065】
アクチュエータ組立体31、31’及び32、32’は同一のものであり、アクチュエータ組立体31、32のみが以下で説明され、アクチュエータ組立体31、31’及び32、32’の同一の又は対応する部品が同じ参照番号を用いて図面に示されている。
【0066】
各アクチュエータ組立体31、32(図1及び図2)は、
それぞれの制御スキームP、Qによって制御され、それぞれの制御スキームP、Qによって決定される時計方向スキームに従って、滑車47を軸線Aに対し垂直な軸線D回りに回転させる、サーボモータ41、42と、
滑車47(図2)及び戻り滑車45の付近にそれぞれ巻かれた2つの湾曲した端部部分と、軸線Aに対し平行に滑車47及び45の間に延びる2つの分岐部とを有する、歯付きベルト44(そのうちの1つのみが図2に示される)と、
軸線Aに対し平行にスライドし、ベルト44の分岐部に及び相対するロッド21、22に固定されて、相対する滑車47、45の軸線D回りの回転をそれぞれのロッド21、22の軸線Aに沿った並進に変換する、部材43と、
を備える。
【0067】
より詳細には、滑車45は、軸線Dに対し平行なそれぞれの軸線回りに回転するように、ユニット1の固定された構造体に固定される。
【0068】
図示された例において、軸線Dは水平である。
【0069】
ロッド22、21は、軸線Aに対し平行なそれぞれの垂直方向のガイド46に沿ってスライドする。
【0070】
より詳細には、ユニット1が走る際に、ユニット30によって、
値Yに依存せず、ロッド21、21’の所定の基本軌道、したがって、ジョー8、8’の上下運動を支配する所定の時間スキームを生成するための、加数Q1、Q1’と、
値Yの関数であり、シーリング・ストリップ9a、9bの間の距離Lを調節するために生成される、加数Q2(Y)、Q2’(Y)と、
パッケージ3のバーコードの位置の関数であり、各パッケージ3のバーコードがパッケージ3上の所定の位置に配置されることを保証するために生成される、加数Q3、Q3’と、
の和として、各制御スキームQ、Q’が生成される。
【0071】
加数Q2(Y)、Q2’(Y)は、ジョー8(8’)が閉位置にあり、加熱部材16(16’)及びパッド17(17’)が各パッケージ3の底部シーリング・ストリップ9a(9b)を形成すると、少なくともシーリング・ストリップ9a(9b)が形成される時点で、ロッド21’(21)がジョー8’(8)の加熱部材16’(16)及びパッド17’(17)を、それぞれジョー8(8’)の加熱部材16(16’)及びパッド17(17’)から値Yの関数である距離Lで配置するために生成される。
【0072】
距離Lは、対応する点、例えば加熱部材16、16’及びパッド17、17’の底部端48、48’の間で軸線Aに対し平行に測定され、パッケージ3の最終的な高さに関係する(図6)。
【0073】
図7に示すように、値Yの変動と並んで、アクチュエータ組立体31、31’は、底部端48’、48(図示せず)の間の距離、したがって、シーリング・ストリップ9a、9bの間の距離Lを調節する。図7の例において、値Yの変動は、実線によって示される位置から点線によって示される位置までの底部端48’のシフトをもたらし、したがって距離Lの対応する増加N又は減少N’をもたらす。
【0074】
各制御スキームP、P’は、
注ぐことができる製品の粘度及びユニット1の出力速度に依存せず、ジョー8、8’が開位置と閉位置との間で経路F、F’に沿って動く際に該ジョー8、8’の所定の基本軌道を生成するための、加数P1、P1’と、
注ぐことができる製品の粘度及び/又はユニット1の出力速度の関数であり、ジョー8、8’の基本軌道を再配置経路H、H’の部分H3、H3’に沿って調節する、加数P2、P2’と、
の和として生成される。
【0075】
言い換えれば、全開位置と全閉位置との間のジョー8、8’の軌道は、加熱部材16、16’及びパッド17、17’がシーリング経路G、G’、部分H1、H1’、及びH2、H2’に沿って移動する際に基本軌道によって決定され、加熱部材16、16’及びパッド17、17’が部分H3、H3’に沿って移動する際に基本軌道と加数P2、P2’によって決定される修正との和によって決定される。
【0076】
加数P1、P1’は、加熱部材16、16’及びそれぞれのパッド17、17’をそれぞれのシーリング経路G、G’に沿ってチューブ2に接触して押し当てられた状態に保ち、相対するジョー8、8’が閉位置にあるときに各組立体6、6’の加熱部材16、16’及びそれぞれのパッド17、17’の間で軸線Aに対し垂直なあらゆる弛みを防止するために生成されることが好ましい。
【0077】
したがって、加数P1、P1’は、ファスナ13、14、13’、14’の接近軌道における及びユニット1の高い出力速度で特に明白にされるシリンダ15、15’の保持力における不可避の許容誤差及び不正確さによって加熱部材16、16’及びそれぞれのパッド17、17’の間に生じた軸線Aに対し垂直なあらゆる第1弛みを補正する。
【0078】
加数P1、P1’はまた、加熱部材16、16’及びそれぞれのパッド17、17’がそれぞれのシーリング経路G、G’を完了し、それぞれの底部端G2、G2’に到達する前に、解放されているファスナ13、14、13’、14’によって生じた、軸線Aに対し垂直なあらゆる第2弛みを補正する。第1及び第2弛みの影響は、ジョー8、8’がまだ閉位置にあるときに加熱部材16、16’及びそれぞれのパッド17、17’を軸線Aに対し垂直に所与の距離だけ引き離して配置させるであろう。
【0079】
ジョー8(8’)がシーリング・ストリップ9a(9b)を形成した後で及びジョー8’(8)がシーリング・ストリップ9b(9a)を形成する前に、加数P2、P2’が、第1及び/又は第2パラメータに基づいて、チャネル24の幅M、すなわちジョー8’(8)の加熱部材16’(16)及びパッド17’(17)の間で軸線Aに対し垂直に測定された距離を調節する。
【0080】
言い換えれば、加数P2、P2’は、ジョー8(8’)の加熱部材16’(16)及びそれぞれのパッド17’(17)が部分H3(H3’)に沿って移動し、ジョー8’(8)の加熱部材16’(16)及びそれぞれのパッド17’(17)がシーリング経路G(G’)に沿って移動する際の、チャネル24の幅Mを調節するために生成される。
【0081】
ユニット30上にロードされ実行されるソフトウェア・プログラムは、各Y値についてのそれぞれの制御スキームQ、Q’とユニット1の各出力速度及び/又は食品の各粘度についてのそれぞれの制御スキームP、P’を生成するアルゴリズムを採用する。
【0082】
言い換えれば、ユニット30は、一対の「電子カム」のように働き、そのうちの一方が、軸線Aに対し平行なロッド21の運動を支配する各Y値のそれぞれの時間スキームを割り当て、そのうちの他方が、軸線Aに対し平行なロッド22の運動を支配するユニット1の各出力速度及び/又は食品の各粘度のそれぞれの時間スキームを割り当てる。
【0083】
実際の使用においては、液体食品が充填されたチューブ2が軸線Aに沿って給送され、オペレータは、ユニット1を停止することなく、パッケージ3の所望の重量値Yを入力する。
【0084】
収集ユニット40はY値を収集し、ユニット30は、Y値の関数として、実装されたソフトウェア・プログラムを実行することによって、サーボモータ41、41’を支配する制御スキームQ、Q’を生成する。それぞれの滑車47、45、それぞれのベルト44、及びそれぞれの部材43によって、サーボモータ41、41’は、スライド7、7’が制御スキームQ、Q’によって決定されたそれぞれの時間スキームに従って上下にオフセットされた態様で互いに対して動くように、制御スキームQ、Q’によって決定された時間スキームに従って、それぞれのロッド21、21’を軸線Aに対し平行に動かす。
【0085】
オペレータはまた、ユニット1の出力速度に対応している第1パラメータ及び/又は注ぐことができる食品の粘度に対応している第2パラメータを設定することができる。
【0086】
第1及び/又は第2パラメータに基づいて、実装されたソフトウェア・プログラムを実行することによって、ユニット30はまた、滑車47、45、ベルト44、及び部材43を用いて制御スキームP、P’によって決定される時間スキームに従ってロッド22、22’を軸線Aに対し平行に動かすサーボモータ42、42’を支配する、制御スキームP、P’を生成する。
【0087】
接続ロッド25、25’によって、軸線Aに対し平行なロッド22、22’の運動がジョー8、8’を閉位置と開位置との間で動かす。
【0088】
より詳細には、制御スキームP、P’、Q、Q’は、ジョー8、8’の加熱部材16、16’及びパッド17、17’がオフセット態様でそれぞれの経路F、F’に沿って移動するように生成される。すなわち、ジョー8(8’)の加熱部材16(16’)及びパッド17(17’)は、ジョー8’(8)の加熱部材16’(16)及びパッド17’(17)に「追従」する。
【0089】
より詳細には、スライド7、7’が下に動く際に、ジョー8、8’の加熱部材16、16’及びパッド17、17’は、それらのそれぞれの頂部死点位置S、S’からそれぞれの部分H3、H3’に沿って動き、ジョー8、8’はそれらのそれぞれの閉位置に動く。
【0090】
次に、ジョー8、8’がそれらのそれぞれの閉位置にある状態で、加熱部材16、16’及びパッド17、17’がチューブ2と協働してそれぞれのシーリング経路G、G’に沿って移動する。
【0091】
加熱部材16、16’及びパッド17、17’は、ジョー8、8’がそれぞれの底部死点位置I、I’に到達するまで、それぞれの部分H1、H1’に沿って分離し始める。
【0092】
スライド7、7’が上に動く際に、ジョー8、8’の加熱部材16、16’及びパッド17、17’は、部分H2、H2’に沿って、それぞれの底部死点位置I、I’からそれぞれの頂部死点位置S、S’まで動く。
【0093】
言い換えれば、組立体6’のアーム11’が組立体6のアーム11の間を干渉なしにスムーズに通過するように、スライド7はジョー8が全開(閉)位置に動く状態で上に(下に)動き、それと同時に、スライド7’はジョー8’が近づく又は閉(全開)位置にある状態で下に(上に)動く。
【0094】
より詳細には、加熱部材16、16’及びパッド17、17’が部分H1、H1’及びH2、H2’並びにシーリング経路G、G’に沿って移動する際に、ロッド22の運動は、加数P1、P1’及び基本軌道と一致する全開位置と閉位置との間のジョー8、8’の軌道によってのみ決定される。
【0095】
逆に言えば、加熱部材16、16’及びパッド17、17’が部分H3、H3’に沿って移動する際に、ロッド22の運動は、加数P1及びP2、P1’及びP2’の和によって決定され、ジョー8、8’の軌道は、それぞれの基本軌道とは異なる、すなわち加数P1’及びP2’によって決定される修正に応じて軸線Aにより近づく又はさらに離れる。
【0096】
ユニット1の作動は、それらのそれぞれの頂部死点位置Sにあるジョー8の加熱部材16及びパッド17で始まる1つのパッケージ3の形成を参照しながら以下で説明される。
【0097】
この位置から、加熱部材16及びパッド17は、再配置経路Hの部分H3に沿って移動し、この移動が終わる頃にはジョー8は閉位置にある。
【0098】
より詳細には、加熱部材16及びパッド17がそれぞれの部分H3に沿って動く際に、ファスナ13、14は、互いに係合位置に運ばれ、そこで該ファスナ13、14はシリンダ15によって保持される。
【0099】
加熱部材16及びパッド17は、次いで、ジョー8が閉位置にある状態でシーリング経路Gに沿って移動する。
【0100】
シーリング経路Gに沿って、加熱部材16及びパッド17は、互いに協働してパッケージ3のシーリング・ストリップ9aを形成する。
【0101】
シーリング・ストリップ9aの形成は、シーリング・ストリップ9aの上の或る量の食品を、図5に示された方向に、すなわちチューブ2の移動方向に対し反対方向にチューブ2の中に送出させる。
【0102】
送出された或る量の食品が、加熱部材16’及びパッド17’によって軸線Aのいずれの側にも画定された幅Mのチャネル24を通って流れ、加熱部材16’及びパッド17’はそれぞれの部分H3’の終わりに近づいていき、ジョー8の加熱部材16及びパッド17に関して「遅延」している。
【0103】
食品の粘度及び/又はユニット1の出力速度に基づいて、幅M、したがって送出された或る量の食品の通過流れへのチャネル24の抵抗を調節するために、制御スキームP’が生成される。
【0104】
より詳細には、幅Mは、ファスナ13’、14’が係合位置に動く直前に調節される。
【0105】
次に、ファスナ13’、14’が係合位置に動き、加熱部材16’及びパッド17’がそれぞれの部分H3’を完了し、次いで協働してシーリング・ストリップ9bを形成する。
【0106】
制御スキームQ’は、少なくともシーリング・ストリップ9bが形成されるときに、加熱部材16及びパッド17が加熱部材16’及びパッド17’から値Yの関数である距離L(軸線Aに対し平行に測定される)だけ分離されるように、ロッド21’の作動を支配する。
【0107】
収集ユニット40は、このようにシーリング・ストリップ9a、9bの間の距離、したがって、形成されたパッケージ3の高さ及び重量を、値Yに基づいて制御する。
【0108】
シーリング・ストリップ9bが完成されると、パッケージ3をチューブ2から切り離すためにナイフ27’が作動される。
【0109】
ファスナ13’、14’が係合位置に動く直前に、ファスナ13、14が解放され、シーリング・ストリップ9bが形成された後で、ジョー8が分離し始め、加熱部材16及びパッド17がそれぞれの部分H1に沿ってそれぞれの底部死点位置Iに向けて動き始める。
【0110】
次に、加熱部材16及びパッド17は、各々がそれぞれの部分H2、H3に沿って、及び再びそれぞれのシーリング経路Gに沿って動くロッド21、22を制御する制御スキームP、Qによって制御される。
【0111】
より詳細には、部分H3に沿って、制御スキームPがチャネル24の幅Mを調節し、既に形成されたシーリング・ストリップ9bによって底部において画定される、次のパッケージ3の頂部を画定する次のシーリング・ストリップ9aが形成される際に、制御スキームQが加熱部材16及びパッド17を値Yに応じて加熱部材16’及びパッド17’から距離Lに配置する。
【0112】
加熱部材16、16’及びパッド17、17’がシーリング経路G、G’に沿って移動する際に、それぞれのロッド22、22’は、加熱部材16、16’及びそれぞれのパッド17、17’を互いに緊密に押し当てられた状態に保ち、それにより、ファスナ13、14、13’、14’の接近運動における及びシリンダ15、15’の制御回路における許容誤差に起因する、及び、ファスナ13、14、13’、14’が解放されるときにジョー8、8’、したがってそれぞれの加熱部材16、16’及びパッド17、17’が引き離される傾向に起因する、あらゆる弛みを補正するために、制御スキームP、P’によって制御される。
【0113】
ユニット1及び本発明に係る方法の利点は、上記の説明から明らかであろう。
【0114】
特に、ユニット30は、ユニット1が走っている間に、値Yに基づく制御スキームQ、Q’によって、ロッド21、21’の変位を調整する。
【0115】
これは、各パッケージ3のシーリング・ストリップ9a及び9bの間の距離Lを、パッケージ3の所望の重量又は体積に対応している値Yに、正確に、連続的に、繰り返し可能にリアルタイム制御する及び適合させることができることを意味する。
【0116】
パッケージ3の体積は距離Lに依存するので、ユニット30は、パッケージ3の重量が値Yに正確に、繰り返し可能に、制御可能にリアルタイムで適合されることを可能にする。
【0117】
したがって、ユニット1は、停止される必要なしに、及びパッケージ3の見た目を損なわずに、パッケージ3の外面と協働するハーフシェル20の壁にシムを適用することによってパッケージ3の重量を制御するときのように所定の重量のパッケージ3を製造する。シムを用いると、実際には、正しいサイズのシムを成し遂げる及びシムを適用するために、ユニット1の繰り返されるシャットダウンを要求する。
【0118】
ユニット1は、アンダーフィルされた、すなわち食品の体積がパッケージ3の体積よりも小さいパッケージ3と共に働くときに、シム適用を上回るさらに大きい利点を有する。この場合、シムは、パッケージ3の空き部分を取り囲むパッケージ3の外壁部分上にマークを残すであろう。
【0119】
制御スキームP、P’の加数P2、P2’によって、ユニット30はまた、シーリング・ストリップ9a(9b)が形成された後で及びシーリング・ストリップ9b(9a)が形成される前に、チャネル24の幅M、すなわち加熱部材16’(16)とパッド17’(17)との間の距離の正確な、連続的な、繰り返し可能な、リアルタイムでの調節を可能にする。
【0120】
したがって、ユニット30は、注ぐことができる食品の粘度及び/又はユニット1の出力速度に応じて、加熱部材16とパッド17及び加熱部材16’とパッド17’の間に画定されるチューブの部分に収容されシーリング・ストリップ9a(9b)が形成される際に上方に「送出」される食品の流出に対するチャネル24の抵抗を調節する。
【0121】
チャネル24の流れへの抵抗の調節は、ジョー8’(8)が閉位置に到達し、加熱部材16’(16)及びパッド17’(17)によってシーリング・ストリップ9b(9a)が形成された後で、パッケージ3の内部に残る食品の量を調節する。チャネル24の流れへの抵抗を調節することによって、パッケージ3の最終重量は、ベシャメルのような特に粘性のある注ぐことができる食品及びユニット1の高い出力速度の場合であっても、それ相応に調節することができる。
【0122】
そのうえ、制御スキームP、P’の加数P1、P1’が、加熱部材16、16’及びそれぞれのパッド17、17’を、互いに及びそれぞれのシーリング経路G、G’に沿ってチューブ2の上に緊密に押し当てられた状態に保つために、収集ユニット40によって生成される。
【0123】
そうすることで、ファスナ13、14、13’、14’の接近軌道における及びシリンダ15、15’によってかけられた油圧グリップ力における不可避の許容誤差に起因する、加熱部材16、16’及びそれぞれのパッド17、17’の間の軸線Aに対し垂直なあらゆる第1弛みが除かれる。こうした第1弛みは、ジョー8、8’が閉位置にあるときに加熱部材16、16’及びそれぞれのパッド17、17’を軸線Aに対し垂直に引き離す影響を有し、したがってパッケージ3の最終重量における不可避の制御が困難な変動をもたらす。
【0124】
したがって、シーリング経路G、G’に沿った加数P1、P1’の寄与は、ユニット1の高い出力速度で作動するときであっても、こうした第1弛みに起因するパッケージ3の重量の変動を減少させる。
【0125】
加数P1、P1’はまた、ジョー8、8’がまだ閉位置にあり、加熱部材16、16’及びそれぞれのパッド17、17’がそれぞれのシーリング経路G、G’をまだ完了していない間、解放されているファスナ13、14、13’、14’によって生じた軸線Aに対し垂直なあらゆる第2弛みを補正する。
【0126】
より詳細には、軸線Aに対し垂直な隙間に対応するこうした第2弛みは、加熱部材16、16’及びパッド17、17’がそれぞれのシーリング経路G、G’を完了する前に解放されているファスナ13、14、13’、14’によって、加熱部材16、16’とパッド17、17’との間に形成されるであろう。
【0127】
この場合にも、シーリング経路G、G’に沿った加数P1、P1’の寄与は、第2弛みが、特にユニット1の高い出力速度でのパッケージ3の重量制御を複雑なものにするのを防止する。
【0128】
しかしながら、明らかに、添付の請求項の範囲から逸脱することなく、本明細書に記載のユニット1及び方法に変化が加えられてもよい。
【0129】
特に、ユニット1は、チューブ2がそれに沿って給送されるキャビティを画定する2つの逆回転するチェーン・コンベヤを備え、一方のコンベヤが、加熱部材が嵌められたいくつかのジョーを装備し、他方がジョーと協働してパッケージング材料のチューブのそれぞれの断面をグリップ及びヒートシールする圧力パッドが嵌められたいくつかのカウンタ・ジョーを備えるタイプのものであってもよい。
【技術分野】
【0001】
本発明は、パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージを製造するためのパッケージング方法及びユニットに関する。
【背景技術】
【0002】
フルーツジュース、殺菌された又はUHT(超高熱処理された)UHT牛乳、ワイン、トマトソース、などのような多くの食品が、滅菌されたパッケージング材料から形成されたパッケージで販売されている。
【0003】
このタイプのパッケージの典型的な例は、ラミネートされたストリップのパッケージング材料を折畳み、シールすることによって形成された、Tetra Brik Aseptic(登録商標)として知られている、液体又は注ぐことができる食品のための平行六面体形のパッケージである。
【0004】
パッケージング材料は、繊維性材料、例えば紙、又は鉱物充填ポリプロピレン材料の層によって形成されてもよい剛性及び強度のための基層と、基層の両側を覆ういくつかのヒートシール・プラスチック材料、例えばポリエチレンフィルムの層とを実質的に備えた多層構造を有する。
【0005】
UHT牛乳のような長期保存製品のための無菌パッケージの場合、パッケージング材料はまた、ヒートシール・プラスチック材料層上に重ね合わされ、次に、最終的に食品と接触するパッケージの内面を形成するヒートシール・プラスチック材料の別の層で覆われる、気体及び光遮断材料層、例えば、アルミニウム箔又はエチルビニルアルコール(EVOH)フィルムを備える。
【0006】
公知のように、この種のパッケージは、全自動パッケージング・ユニット上で製造され、該ユニット上で、ウェブ給送されたパッケージング材料から連続するチューブが形成され、パッケージング材料のウェブは、例えば加熱し蒸発させることによってパッケージング材料の表面からその後除去される、例えば過酸化水素溶液のような化学滅菌剤を塗布することによって、パッケージング・ユニットにおいて滅菌される。
【0007】
滅菌されたウェブは、閉鎖された滅菌環境内に維持され、円筒形に折畳まれ、長手方向にシールされてチューブを形成する。
【0008】
チューブは、その軸線に平行な垂直方向に給送され、滅菌又は滅菌処理された食品が連続的に充填される。
【0009】
チューブと相互作用し、該チューブを等間隔の断面でヒートシールして、横断方向シーリング・ストリップによってチューブに接続されたピロー・パックを形成する、パッケージング・ユニットが公知である。
【0010】
より詳細には、ユニットは、それぞれのランナに沿って移動可能であって、チューブのパッケージング材料をヒートシールするために周期的に及び継続的にチューブと相互作用する、2つのフォーミング組立体を備える。
【0011】
各々のフォーミング組立体は、それぞれのランナに沿って前後に移動可能なスライドと、底部においてそれぞれのスライドにヒンジ式に取り付けられ、チューブと協働して該チューブをヒートシールする閉位置とチューブから引き離された開位置との間で移動可能な2つのジョーと、を備える。
【0012】
フォーミング組立体の移動は、半周期だけオフセットされる、すなわち、一方のフォーミング組立体のスライドがそのジョーが開位置にある状態で上方に動く際に、他方のフォーミング組立体のスライドは、衝突及び干渉を防止するためにそのジョーが閉位置にある状態で下方に動く。
【0013】
各フォーミング組立体のジョーは、チューブの対向する側部と協働するそれぞれのシーリング部材を有し、例えば、加熱部材と、要求された圧力に対してチューブをグリップするために機械的支持を提供するためのエラストマー性部材とを備える。
【0014】
各フォーミング組立体はまた、それぞれのジョーにヒンジ式に取り付けられたそれぞれのフォーミング・ハーフシェルを有する2つのフォーミング部材を備える。
【0015】
フォーミング・ハーフシェルの各対は、チューブから引き離された開位置と、チューブに接触し、該チューブを2つの連続するシーリング区域の間で折畳んで、形成されているパッケージの体積を画定及び制御する閉位置と、の間を周期的に動く。
【0016】
より詳細には、第1フォーミング組立体のシーリング部材がパッケージを底部でシールし、第1フォーミング組立体のハーフシェルが、形成されているパッケージの体積を制御し、一方、第2フォーミング組立体のシーリング部材が、パッケージの頂部をシールする。
【0017】
特定の国々において課される法定要件に準拠するために、パッケージ内の食品の体積及び/又は重量は、できるだけ正確に繰り返し可能に制御されなければならない。
【発明の概要】
【発明が解決しようとする課題】
【0018】
パッケージング・ユニットを停止する、すなわちユニットの出力速度を減少させることなく、さらにパッケージ自体に如何なるマークをも残すことなくパッケージ内の食品の体積を制御することへの当該産業内での必要性が感じられる。
【0019】
大きく異なる粘度の多様な食品のために及び/又はパッケージング・ユニットの多様な出力速度に合わせて上記の体積を制御することへの当該産業内での必要性も感じられる。
【課題を解決するための手段】
【0020】
本発明の目的は、簡単明瞭で低コストの方法で上記の要件のうちの少なくとも1つを満たすように設計された、パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージの製造方法を提供することである。
【0021】
本発明によれば、請求項1に記載の、パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージの製造方法が提供される。
【0022】
本発明によれば、請求項12に記載の、パッケージング材料のチューブの中に注ぐことができる食品用のシールされたパッケージを製造するためのパッケージング・ユニットも提供される。
【0023】
本発明の好ましい、限定ではない実施例を、添付の図面を参照しながら単なる例として説明する。
【図面の簡単な説明】
【0024】
【図1】明瞭にするために部品が取り外された、パッケージング材料のチューブの中に注ぐことができる食品のパッケージを製造するためのパッケージング・ユニットを示す斜視図である。
【図2】図1のユニットの部品のより大縮尺の側面図である。
【図3】図1のユニットのさらに拡大された詳細を示す図である。
【図4】図1のユニットのさらに拡大された詳細を示す図である。
【図5】シールされたパッケージを製造する際の第1ステップの過程での図1のユニットの二対のジョーのより大縮尺の図である。
【図6】シールされたパッケージを製造する際の第2ステップの過程での図1の対をなすジョーを示す図である。
【図7】図6の拡大された詳細を示す図である。
【図8】図1、図6、及び図7におけるジョーが移動する経路の概略を示す図である。
【発明を実施するための形態】
【0025】
図1における符号1は、パッケージング材料シートのチューブ2から食品用のシールされたパッケージ3(図1、図5、図6、図7)を製造するためのパッケージング・ユニットを全体として示す。
【0026】
ユニット1は、殺菌牛乳又はUHT牛乳、フルーツジュース、ワイン、などのような注ぐことができる食品用のシールされたパッケージ3を製造することが好ましい。
【0027】
ユニット1はまた、パッケージ3を製造するときにチューブ2の中に注ぐことができ、パッケージ3がシールされた後で固まる食品用のシールされたパッケージ3を製造してもよい。こうした食品の一例は、パッケージ3を製造するときに溶かされ、パッケージ3がシールされた後で固まるチーズの一部である。
【0028】
パッケージング材料は、多層構造(図示せず)を有し、両側がヒートシール・プラスチック材料、例えばポリエチレンのそれぞれの層で覆われた、繊維性材料、通常は紙の層を備える。UHT牛乳のような長期保存製品のための無菌パッケージの場合、パッケージング材料はまた、ヒートシール・プラスチック材料層上に重ね合わされ、次に、最終的に食品と接触するパッケージ3の内面を形成するヒートシール・プラスチック材料の別の層で覆われる、気体及び光遮断材料層、例えばアルミニウム箔又はエチルビニルアルコール(EVOH)フィルムを備える。
【0029】
チューブ2は、ヒートシール・シート材料のウェブ(図示せず)を長手方向に折畳んでシールすることによって公知の方法で形成され、パッケージングのために該チューブに滅菌された又は滅菌処理された食品が充填パイプ(図示せず)によって充填され、図1における下向きの軸線Aによって示される垂直方向の経路に沿って、図示されない公知の方法で給送される。
【0030】
ユニット1は、2つのフォーミング組立体6、6’を備え、該フォーミング組立体は、軸線Aに関して対称なそれぞれの垂直方向の円筒形ランナ5、5’に沿って動き、チューブ2と周期的に相互作用して、軸線Aと交差する方向のそれぞれの等間隔に離間された断面に沿って該チューブ2をグリップ及びヒートシールし、軸線Aと交差する方向のそれぞれのシーリング・ストリップ9a、9bによってチューブ2に接続されたピロー・パック3(図6)を形成する。
【0031】
図6及び図7に示すように、シーリング・ストリップ9a、9bは、それぞれパッケージ3の底部及び頂部を形成する。
【0032】
公知であり同一のものである組立体6、6’(組立体6)の一方のみが以下で説明され、組立体6、6’の同一の又は対応する部品は、同一の参照番号を用いて図面に示される。
【0033】
組立体6(図1)は、
軸線Aに対し平行な方向にそれぞれのランナ5の上方に及び下方に走るスライド7と、
軸線Aに対し垂直なそれぞれの水平軸線Bを中心として底部においてスライド7にヒンジ式に取り付けられた2つのジョー8であって、チューブ2の対向する側部に配置され、チューブ2をグリップする閉位置(組立体6のジョー8に関して図5及び図6に示される)と、該ジョーがチューブ2から最も遠く離れ、該ジョーの対応する点が軸線Aに対し垂直な方向に最も遠く離れている全開位置との間でそれぞれの軸線B回りに回転する、2つのジョー8と、
を実質的に備える。
【0034】
より詳細には、各ジョー8は、
その底部端において、スライド7の底部部分にそれぞれの軸線B回りにヒンジ式に取り付けられた、アーム部分10と、
部分10に接続され、ジョー8が閉位置にあるときに軸線Aに対し垂直に延び、チューブ2と相互作用する、アーム11と、
軸線Aに関して反対側で部分10から突出する、突出部12(図3及び図4)と、
を備える。
【0035】
図3に示すように、組立体6はまた、一方のジョー8のアーム11の一端に一体に嵌められた第1ファスナ13と、他方のジョー8のアーム11の一端に軸線Bに対し平行な軸回りにヒンジ式に取り付けられた第2ファスナ14と、ファスナ13、14を係合位置にグリップするための油圧シリンダ15(部分的にのみ示す)とを備える。
【0036】
ジョー8の部分10は、かみ合ってジョー8が閉位置と開位置との間でそれぞれの軸線B回りに同じ角度だけ回転することを保証する、それぞれのセクタ・ギア(図4)を備える。
【0037】
組立体6はまた、相対するジョー8の間にグリップされたパッケージング材料のチューブ2の各断面をヒートシールして、シーリング・ストリップ9aを形成するために、図面には示されない公知のシーリング・デバイスを備える。
【0038】
組立体6(図5及び図6)のシーリング・デバイスは、一方のジョー8のアーム11に嵌められ、2つの活性表面を使ってチューブ2と相互作用する加熱部材16と、他方のジョー8のアーム11に嵌められ、加熱部材16のそれぞれの活性表面と協働してチューブ2をグリップ及びヒートシールする2つの圧力パッド17と、を実質的に備える。
【0039】
したがって、ジョー8は、スライド7の上下運動に起因する軸線Aに対し平行な直進運動と、スライド7の垂直方向の上下直進運動の上に重ね合わされる、スライド7へのそれぞれのヒンジ軸線Bを中心とした回転によるパッケージング材料のチューブ2上への開閉運動とを行う。
【0040】
より詳細には、上記の運動により、ジョー8の加熱部材16及びパッド17がそれぞれの無限経路F(図7及び図8)に沿って移動し、該経路の各々は、軸線Aに対し平行なシーリング経路Gと再配置経路Hとを含む。
【0041】
より詳細には、ジョー8は、閉位置に設置され、チューブ2の断面と協働して、加熱部材16及びパッド17のシーリング経路Gに沿ってシーリング・ストリップ9aを形成し、チューブ2から引き離されて、閉位置から全開位置に及び逆の場合も同様に加熱部材16及びパッド17の再配置経路Hに沿って動く。
【0042】
ジョー8の移動方向の相対するシーリング経路Gの底部端G2から頂部端G1までの、各々の再配置経路Hは、
終点でジョー8が部分的に開き、加熱部材16及びパッド17がそれぞれの底部死点位置Iにある、部分H1と、
ジョー8がそれに沿って最初にそれらのそれぞれの底部死点位置Iからそれぞれの全開位置に動き、次いで、それぞれの部分的に閉じた位置に動き始め、最終的にはそれぞれの頂部死点位置Sに到達する、部分H2と、
ジョー8がそれに沿ってそれぞれの閉位置に到達する、部分H3と、
を含む。
【0043】
より詳細には、ジョー8の加熱部材16及びパッド17との間の、軸線Aと交差する方向に測定した距離は、それぞれの再配置経路Hの部分H1に沿って増加し、部分H2に沿って最初に増加し、次いで減少し、部分H3に沿って減少する。
【0044】
スライド7が下に動くのに伴って、加熱部材16及びパッド17は、シーリング経路G及び部分H1、H3に沿って移動し、スライド7が上に動くのに伴って、加熱部材16及びパッド17は、再配置経路Hの部分H2に沿って移動する。
【0045】
閉位置においてシーリング経路Gに沿って下に動くジョー8(8’)のアーム11(11’)が、全開位置において部分H2’(H2)に沿って上に戻るように動くジョー8’(8)のアーム11’(11)の間を通過するように、ジョー8、8’の加熱部材16、16’及びパッド17、17’は、それぞれの経路F、F’に沿ってオフセット態様で移動する。
【0046】
ジョー8の加熱部材16及びパッド17は、それぞれの経路Fのシーリング経路Gに沿って互いに協働してシーリング・ストリップ9aを形成する。
【0047】
図5は、加熱部材16’及びパッド17’がそれぞれの部分H3’に沿って移動する状況を示し、加熱部材16及びパッド17は、シーリング・ストリップ9aを既に形成しており、それぞれのシーリング経路Gの終わりに近づいており、加熱部材16’及びパッド17’は、軸線Aの反対側で幅Mのチャネル24を画定し、該チャネルを通ってシーリング・ストリップ9aの上に或る量の食品が流れる(図5)。より詳細には、シーリング・ストリップ9aの形成により、或る量の注ぐことができる食品が、チューブ2の移動方向に対し反対方向に、すなわち上方に送り出される。
【0048】
軸線Aに対し平行なスライド7の移動は、スライド7の横に並んでスライド7に強固に接続され、軸線Aに対し平行に移動可能な、ロッド21によって制御される。
【0049】
ジョー8の開閉運動は、軸線Aに対し平行に移動可能なロッド22によって、及び、軸線Bに対し平行な軸線Eを中心としてロッド22の軸線方向端部23にヒンジ式に取り付けられたそれぞれの第1端部と、それぞれのジョー8の突出部12に軸線Bに対し平行なそれぞれの軸線C回りにヒンジ式に取り付けられた、第1端部とは反対側のそれぞれの第2端部とを有する2つの接続ロッド25(図1、図3、図4)によって、制御される。
【0050】
より詳細には、接続ロッド25により、軸線Aに対し平行なロッド22の並進は、それぞれの軸線Cを中心として突出部12を回転させ、それによりジョー8を閉位置と全開位置との間でそれぞれの軸線B回りに回転させる。
【0051】
組立体6はまた、軸線Aの反対側で互いに対面し、軸線B、軸線Cに対し平行なそれぞれの軸線を中心としてそれぞれのジョー8にヒンジ式に取り付けられた、2つのフォーミング・ハーフシェル20(図1、図6、図7)を備える。
【0052】
ジョー8の加熱部材16及びパッド17がそれぞれの経路Fに沿って移動するのに伴って、ハーフシェル20は、
それらが図示されないばねによって開位置(組立体6’のハーフシェル20’に関して図5に示された)から閉位置(組立体6のハーフシェル20に関して図5及び図6に示された)に動かされる、閉ストロークと、
閉位置においてハーフシェル20がチューブ2と協働する、体積制御ストロークと、
ハーフシェル20がチューブ2から引き離されたままである、戻りストロークと、
を含む作業サイクルを行う。
【0053】
より詳細には、加熱部材16及びパッド17が相対する経路Fのそれぞれ相対する部分H3、シーリング経路G、及び相対する部分H1、H2に沿って移動するのに伴って、ハーフシェル20は、閉ストローク、体積制御ストローク、及び戻りストロークを行う。
【0054】
上記の作業サイクルは、軸線Aの反対側に配置され、ハーフシェル20に嵌められたそれぞれのローラと相互作用する、2つのカム29(図1)によって制御される。
【0055】
組立体6の一方のジョー8のアーム11(図5及び図6)は、第1シート26とナイフ27とを有する。ナイフ27は、通常は、第1シート26の内部に収容される休止位置に設置され、相対するシーリング・ストリップ9aが形成されると、シーリング・ストリップ9aを切断しチューブ2の残りからパッケージ3を切り離すために、その切断端部が第1シート26から突出する引き出された位置にスライドする。
【0056】
組立体6の他方のジョー8のアーム11は、各パッケージ3がチューブ2の残りから切り離される際に相対するナイフの切断端部を受け入れるための第2シート28を有する。
【0057】
ユニット1は、
パッケージ3の重量に関係する量の値Yを収集するための収集ユニット40(図1及び図2に概略的にのみ示される)と、
それぞれのジョー8、8’を軸線Aに対し平行に動かすための2つのアクチュエータ組立体31、31’と、
値Yに基づいて、アクチュエータ組立体31、31’を支配する第1及び第2制御スキームQ、Q’をそれぞれ生成するための処理ユニット30と、
を有利に備える。第1及び第2制御スキームQ、Q’は、加熱部材16’及びパッド17’がシーリング・ストリップ9bを形成する際に及びシーリング・ストリップ9aが形成された後で、加熱部材16’及びパッド17’を、それぞれ加熱部材16及びパッド17から、軸線Aに沿って値Yに応じて、距離Lで配置するために生成される。
【0058】
したがって、ユニット1は、それぞれの値Yの関数であるそれぞれの距離Lで各パッケージ3のシーリング・ストリップ9a、9bを形成する。
【0059】
より詳細には、ユニット1が走る際に、収集ユニット40が、オペレータから直接、又は、ユニット1の出力でパッケージ3を計量するスケールから、値Yを受け取る。
【0060】
値Yは、パッケージ3の所望の重量又は体積に対応することが好ましい。
【0061】
より詳細には、アクチュエータ組立体31、31’は、それぞれのロッド21、21’を軸線Aに対し平行に動かして、それぞれのスライド7、7’及びジョー8、8’もまた軸線Aに対し平行に動かす。
【0062】
少なくとも食品の粘度に対応している第1パラメータ又はユニット1の出力速度に対応している第2パラメータに基づいて、ユニット30はまた、ジョー8’(8)の加熱部材16’(16)及びパッド17’(17)が再配置経路H、H’の部分H3’(H3)に沿って移動する際に及びジョー8(8’)がシーリング・ストリップ9a(9b)を形成した後で、ジョー8’(8)の加熱部材16’(16)とパッド17’(17)との間で軸線Aに対し垂直に測定された距離を調整するために提供される。
【0063】
言い換えれば、ユニット30は、ジョー8’(8)がシーリング・ストリップ9b(9a)を形成する前に、第1及び/又は第2パラメータに基づいて、ジョー8’(8)の加熱部材16’(16)及びパッド17’(17)によって画定されるチャネル24の幅Mを調節する。
【0064】
ユニット1はまた、それぞれのロッド22、22’を軸線Aに対して平行に動かし、それによりそれぞれのジョー8、8’を閉位置と開位置との間で動かすための、2つのアクチュエータ組立体32、32’を備える。アクチュエータ組立体32、32’はまた、ユニット30によって第1及び/又は第2パラメータに基づいて生成されたそれぞれの制御スキームP、P’によって制御される。
【0065】
アクチュエータ組立体31、31’及び32、32’は同一のものであり、アクチュエータ組立体31、32のみが以下で説明され、アクチュエータ組立体31、31’及び32、32’の同一の又は対応する部品が同じ参照番号を用いて図面に示されている。
【0066】
各アクチュエータ組立体31、32(図1及び図2)は、
それぞれの制御スキームP、Qによって制御され、それぞれの制御スキームP、Qによって決定される時計方向スキームに従って、滑車47を軸線Aに対し垂直な軸線D回りに回転させる、サーボモータ41、42と、
滑車47(図2)及び戻り滑車45の付近にそれぞれ巻かれた2つの湾曲した端部部分と、軸線Aに対し平行に滑車47及び45の間に延びる2つの分岐部とを有する、歯付きベルト44(そのうちの1つのみが図2に示される)と、
軸線Aに対し平行にスライドし、ベルト44の分岐部に及び相対するロッド21、22に固定されて、相対する滑車47、45の軸線D回りの回転をそれぞれのロッド21、22の軸線Aに沿った並進に変換する、部材43と、
を備える。
【0067】
より詳細には、滑車45は、軸線Dに対し平行なそれぞれの軸線回りに回転するように、ユニット1の固定された構造体に固定される。
【0068】
図示された例において、軸線Dは水平である。
【0069】
ロッド22、21は、軸線Aに対し平行なそれぞれの垂直方向のガイド46に沿ってスライドする。
【0070】
より詳細には、ユニット1が走る際に、ユニット30によって、
値Yに依存せず、ロッド21、21’の所定の基本軌道、したがって、ジョー8、8’の上下運動を支配する所定の時間スキームを生成するための、加数Q1、Q1’と、
値Yの関数であり、シーリング・ストリップ9a、9bの間の距離Lを調節するために生成される、加数Q2(Y)、Q2’(Y)と、
パッケージ3のバーコードの位置の関数であり、各パッケージ3のバーコードがパッケージ3上の所定の位置に配置されることを保証するために生成される、加数Q3、Q3’と、
の和として、各制御スキームQ、Q’が生成される。
【0071】
加数Q2(Y)、Q2’(Y)は、ジョー8(8’)が閉位置にあり、加熱部材16(16’)及びパッド17(17’)が各パッケージ3の底部シーリング・ストリップ9a(9b)を形成すると、少なくともシーリング・ストリップ9a(9b)が形成される時点で、ロッド21’(21)がジョー8’(8)の加熱部材16’(16)及びパッド17’(17)を、それぞれジョー8(8’)の加熱部材16(16’)及びパッド17(17’)から値Yの関数である距離Lで配置するために生成される。
【0072】
距離Lは、対応する点、例えば加熱部材16、16’及びパッド17、17’の底部端48、48’の間で軸線Aに対し平行に測定され、パッケージ3の最終的な高さに関係する(図6)。
【0073】
図7に示すように、値Yの変動と並んで、アクチュエータ組立体31、31’は、底部端48’、48(図示せず)の間の距離、したがって、シーリング・ストリップ9a、9bの間の距離Lを調節する。図7の例において、値Yの変動は、実線によって示される位置から点線によって示される位置までの底部端48’のシフトをもたらし、したがって距離Lの対応する増加N又は減少N’をもたらす。
【0074】
各制御スキームP、P’は、
注ぐことができる製品の粘度及びユニット1の出力速度に依存せず、ジョー8、8’が開位置と閉位置との間で経路F、F’に沿って動く際に該ジョー8、8’の所定の基本軌道を生成するための、加数P1、P1’と、
注ぐことができる製品の粘度及び/又はユニット1の出力速度の関数であり、ジョー8、8’の基本軌道を再配置経路H、H’の部分H3、H3’に沿って調節する、加数P2、P2’と、
の和として生成される。
【0075】
言い換えれば、全開位置と全閉位置との間のジョー8、8’の軌道は、加熱部材16、16’及びパッド17、17’がシーリング経路G、G’、部分H1、H1’、及びH2、H2’に沿って移動する際に基本軌道によって決定され、加熱部材16、16’及びパッド17、17’が部分H3、H3’に沿って移動する際に基本軌道と加数P2、P2’によって決定される修正との和によって決定される。
【0076】
加数P1、P1’は、加熱部材16、16’及びそれぞれのパッド17、17’をそれぞれのシーリング経路G、G’に沿ってチューブ2に接触して押し当てられた状態に保ち、相対するジョー8、8’が閉位置にあるときに各組立体6、6’の加熱部材16、16’及びそれぞれのパッド17、17’の間で軸線Aに対し垂直なあらゆる弛みを防止するために生成されることが好ましい。
【0077】
したがって、加数P1、P1’は、ファスナ13、14、13’、14’の接近軌道における及びユニット1の高い出力速度で特に明白にされるシリンダ15、15’の保持力における不可避の許容誤差及び不正確さによって加熱部材16、16’及びそれぞれのパッド17、17’の間に生じた軸線Aに対し垂直なあらゆる第1弛みを補正する。
【0078】
加数P1、P1’はまた、加熱部材16、16’及びそれぞれのパッド17、17’がそれぞれのシーリング経路G、G’を完了し、それぞれの底部端G2、G2’に到達する前に、解放されているファスナ13、14、13’、14’によって生じた、軸線Aに対し垂直なあらゆる第2弛みを補正する。第1及び第2弛みの影響は、ジョー8、8’がまだ閉位置にあるときに加熱部材16、16’及びそれぞれのパッド17、17’を軸線Aに対し垂直に所与の距離だけ引き離して配置させるであろう。
【0079】
ジョー8(8’)がシーリング・ストリップ9a(9b)を形成した後で及びジョー8’(8)がシーリング・ストリップ9b(9a)を形成する前に、加数P2、P2’が、第1及び/又は第2パラメータに基づいて、チャネル24の幅M、すなわちジョー8’(8)の加熱部材16’(16)及びパッド17’(17)の間で軸線Aに対し垂直に測定された距離を調節する。
【0080】
言い換えれば、加数P2、P2’は、ジョー8(8’)の加熱部材16’(16)及びそれぞれのパッド17’(17)が部分H3(H3’)に沿って移動し、ジョー8’(8)の加熱部材16’(16)及びそれぞれのパッド17’(17)がシーリング経路G(G’)に沿って移動する際の、チャネル24の幅Mを調節するために生成される。
【0081】
ユニット30上にロードされ実行されるソフトウェア・プログラムは、各Y値についてのそれぞれの制御スキームQ、Q’とユニット1の各出力速度及び/又は食品の各粘度についてのそれぞれの制御スキームP、P’を生成するアルゴリズムを採用する。
【0082】
言い換えれば、ユニット30は、一対の「電子カム」のように働き、そのうちの一方が、軸線Aに対し平行なロッド21の運動を支配する各Y値のそれぞれの時間スキームを割り当て、そのうちの他方が、軸線Aに対し平行なロッド22の運動を支配するユニット1の各出力速度及び/又は食品の各粘度のそれぞれの時間スキームを割り当てる。
【0083】
実際の使用においては、液体食品が充填されたチューブ2が軸線Aに沿って給送され、オペレータは、ユニット1を停止することなく、パッケージ3の所望の重量値Yを入力する。
【0084】
収集ユニット40はY値を収集し、ユニット30は、Y値の関数として、実装されたソフトウェア・プログラムを実行することによって、サーボモータ41、41’を支配する制御スキームQ、Q’を生成する。それぞれの滑車47、45、それぞれのベルト44、及びそれぞれの部材43によって、サーボモータ41、41’は、スライド7、7’が制御スキームQ、Q’によって決定されたそれぞれの時間スキームに従って上下にオフセットされた態様で互いに対して動くように、制御スキームQ、Q’によって決定された時間スキームに従って、それぞれのロッド21、21’を軸線Aに対し平行に動かす。
【0085】
オペレータはまた、ユニット1の出力速度に対応している第1パラメータ及び/又は注ぐことができる食品の粘度に対応している第2パラメータを設定することができる。
【0086】
第1及び/又は第2パラメータに基づいて、実装されたソフトウェア・プログラムを実行することによって、ユニット30はまた、滑車47、45、ベルト44、及び部材43を用いて制御スキームP、P’によって決定される時間スキームに従ってロッド22、22’を軸線Aに対し平行に動かすサーボモータ42、42’を支配する、制御スキームP、P’を生成する。
【0087】
接続ロッド25、25’によって、軸線Aに対し平行なロッド22、22’の運動がジョー8、8’を閉位置と開位置との間で動かす。
【0088】
より詳細には、制御スキームP、P’、Q、Q’は、ジョー8、8’の加熱部材16、16’及びパッド17、17’がオフセット態様でそれぞれの経路F、F’に沿って移動するように生成される。すなわち、ジョー8(8’)の加熱部材16(16’)及びパッド17(17’)は、ジョー8’(8)の加熱部材16’(16)及びパッド17’(17)に「追従」する。
【0089】
より詳細には、スライド7、7’が下に動く際に、ジョー8、8’の加熱部材16、16’及びパッド17、17’は、それらのそれぞれの頂部死点位置S、S’からそれぞれの部分H3、H3’に沿って動き、ジョー8、8’はそれらのそれぞれの閉位置に動く。
【0090】
次に、ジョー8、8’がそれらのそれぞれの閉位置にある状態で、加熱部材16、16’及びパッド17、17’がチューブ2と協働してそれぞれのシーリング経路G、G’に沿って移動する。
【0091】
加熱部材16、16’及びパッド17、17’は、ジョー8、8’がそれぞれの底部死点位置I、I’に到達するまで、それぞれの部分H1、H1’に沿って分離し始める。
【0092】
スライド7、7’が上に動く際に、ジョー8、8’の加熱部材16、16’及びパッド17、17’は、部分H2、H2’に沿って、それぞれの底部死点位置I、I’からそれぞれの頂部死点位置S、S’まで動く。
【0093】
言い換えれば、組立体6’のアーム11’が組立体6のアーム11の間を干渉なしにスムーズに通過するように、スライド7はジョー8が全開(閉)位置に動く状態で上に(下に)動き、それと同時に、スライド7’はジョー8’が近づく又は閉(全開)位置にある状態で下に(上に)動く。
【0094】
より詳細には、加熱部材16、16’及びパッド17、17’が部分H1、H1’及びH2、H2’並びにシーリング経路G、G’に沿って移動する際に、ロッド22の運動は、加数P1、P1’及び基本軌道と一致する全開位置と閉位置との間のジョー8、8’の軌道によってのみ決定される。
【0095】
逆に言えば、加熱部材16、16’及びパッド17、17’が部分H3、H3’に沿って移動する際に、ロッド22の運動は、加数P1及びP2、P1’及びP2’の和によって決定され、ジョー8、8’の軌道は、それぞれの基本軌道とは異なる、すなわち加数P1’及びP2’によって決定される修正に応じて軸線Aにより近づく又はさらに離れる。
【0096】
ユニット1の作動は、それらのそれぞれの頂部死点位置Sにあるジョー8の加熱部材16及びパッド17で始まる1つのパッケージ3の形成を参照しながら以下で説明される。
【0097】
この位置から、加熱部材16及びパッド17は、再配置経路Hの部分H3に沿って移動し、この移動が終わる頃にはジョー8は閉位置にある。
【0098】
より詳細には、加熱部材16及びパッド17がそれぞれの部分H3に沿って動く際に、ファスナ13、14は、互いに係合位置に運ばれ、そこで該ファスナ13、14はシリンダ15によって保持される。
【0099】
加熱部材16及びパッド17は、次いで、ジョー8が閉位置にある状態でシーリング経路Gに沿って移動する。
【0100】
シーリング経路Gに沿って、加熱部材16及びパッド17は、互いに協働してパッケージ3のシーリング・ストリップ9aを形成する。
【0101】
シーリング・ストリップ9aの形成は、シーリング・ストリップ9aの上の或る量の食品を、図5に示された方向に、すなわちチューブ2の移動方向に対し反対方向にチューブ2の中に送出させる。
【0102】
送出された或る量の食品が、加熱部材16’及びパッド17’によって軸線Aのいずれの側にも画定された幅Mのチャネル24を通って流れ、加熱部材16’及びパッド17’はそれぞれの部分H3’の終わりに近づいていき、ジョー8の加熱部材16及びパッド17に関して「遅延」している。
【0103】
食品の粘度及び/又はユニット1の出力速度に基づいて、幅M、したがって送出された或る量の食品の通過流れへのチャネル24の抵抗を調節するために、制御スキームP’が生成される。
【0104】
より詳細には、幅Mは、ファスナ13’、14’が係合位置に動く直前に調節される。
【0105】
次に、ファスナ13’、14’が係合位置に動き、加熱部材16’及びパッド17’がそれぞれの部分H3’を完了し、次いで協働してシーリング・ストリップ9bを形成する。
【0106】
制御スキームQ’は、少なくともシーリング・ストリップ9bが形成されるときに、加熱部材16及びパッド17が加熱部材16’及びパッド17’から値Yの関数である距離L(軸線Aに対し平行に測定される)だけ分離されるように、ロッド21’の作動を支配する。
【0107】
収集ユニット40は、このようにシーリング・ストリップ9a、9bの間の距離、したがって、形成されたパッケージ3の高さ及び重量を、値Yに基づいて制御する。
【0108】
シーリング・ストリップ9bが完成されると、パッケージ3をチューブ2から切り離すためにナイフ27’が作動される。
【0109】
ファスナ13’、14’が係合位置に動く直前に、ファスナ13、14が解放され、シーリング・ストリップ9bが形成された後で、ジョー8が分離し始め、加熱部材16及びパッド17がそれぞれの部分H1に沿ってそれぞれの底部死点位置Iに向けて動き始める。
【0110】
次に、加熱部材16及びパッド17は、各々がそれぞれの部分H2、H3に沿って、及び再びそれぞれのシーリング経路Gに沿って動くロッド21、22を制御する制御スキームP、Qによって制御される。
【0111】
より詳細には、部分H3に沿って、制御スキームPがチャネル24の幅Mを調節し、既に形成されたシーリング・ストリップ9bによって底部において画定される、次のパッケージ3の頂部を画定する次のシーリング・ストリップ9aが形成される際に、制御スキームQが加熱部材16及びパッド17を値Yに応じて加熱部材16’及びパッド17’から距離Lに配置する。
【0112】
加熱部材16、16’及びパッド17、17’がシーリング経路G、G’に沿って移動する際に、それぞれのロッド22、22’は、加熱部材16、16’及びそれぞれのパッド17、17’を互いに緊密に押し当てられた状態に保ち、それにより、ファスナ13、14、13’、14’の接近運動における及びシリンダ15、15’の制御回路における許容誤差に起因する、及び、ファスナ13、14、13’、14’が解放されるときにジョー8、8’、したがってそれぞれの加熱部材16、16’及びパッド17、17’が引き離される傾向に起因する、あらゆる弛みを補正するために、制御スキームP、P’によって制御される。
【0113】
ユニット1及び本発明に係る方法の利点は、上記の説明から明らかであろう。
【0114】
特に、ユニット30は、ユニット1が走っている間に、値Yに基づく制御スキームQ、Q’によって、ロッド21、21’の変位を調整する。
【0115】
これは、各パッケージ3のシーリング・ストリップ9a及び9bの間の距離Lを、パッケージ3の所望の重量又は体積に対応している値Yに、正確に、連続的に、繰り返し可能にリアルタイム制御する及び適合させることができることを意味する。
【0116】
パッケージ3の体積は距離Lに依存するので、ユニット30は、パッケージ3の重量が値Yに正確に、繰り返し可能に、制御可能にリアルタイムで適合されることを可能にする。
【0117】
したがって、ユニット1は、停止される必要なしに、及びパッケージ3の見た目を損なわずに、パッケージ3の外面と協働するハーフシェル20の壁にシムを適用することによってパッケージ3の重量を制御するときのように所定の重量のパッケージ3を製造する。シムを用いると、実際には、正しいサイズのシムを成し遂げる及びシムを適用するために、ユニット1の繰り返されるシャットダウンを要求する。
【0118】
ユニット1は、アンダーフィルされた、すなわち食品の体積がパッケージ3の体積よりも小さいパッケージ3と共に働くときに、シム適用を上回るさらに大きい利点を有する。この場合、シムは、パッケージ3の空き部分を取り囲むパッケージ3の外壁部分上にマークを残すであろう。
【0119】
制御スキームP、P’の加数P2、P2’によって、ユニット30はまた、シーリング・ストリップ9a(9b)が形成された後で及びシーリング・ストリップ9b(9a)が形成される前に、チャネル24の幅M、すなわち加熱部材16’(16)とパッド17’(17)との間の距離の正確な、連続的な、繰り返し可能な、リアルタイムでの調節を可能にする。
【0120】
したがって、ユニット30は、注ぐことができる食品の粘度及び/又はユニット1の出力速度に応じて、加熱部材16とパッド17及び加熱部材16’とパッド17’の間に画定されるチューブの部分に収容されシーリング・ストリップ9a(9b)が形成される際に上方に「送出」される食品の流出に対するチャネル24の抵抗を調節する。
【0121】
チャネル24の流れへの抵抗の調節は、ジョー8’(8)が閉位置に到達し、加熱部材16’(16)及びパッド17’(17)によってシーリング・ストリップ9b(9a)が形成された後で、パッケージ3の内部に残る食品の量を調節する。チャネル24の流れへの抵抗を調節することによって、パッケージ3の最終重量は、ベシャメルのような特に粘性のある注ぐことができる食品及びユニット1の高い出力速度の場合であっても、それ相応に調節することができる。
【0122】
そのうえ、制御スキームP、P’の加数P1、P1’が、加熱部材16、16’及びそれぞれのパッド17、17’を、互いに及びそれぞれのシーリング経路G、G’に沿ってチューブ2の上に緊密に押し当てられた状態に保つために、収集ユニット40によって生成される。
【0123】
そうすることで、ファスナ13、14、13’、14’の接近軌道における及びシリンダ15、15’によってかけられた油圧グリップ力における不可避の許容誤差に起因する、加熱部材16、16’及びそれぞれのパッド17、17’の間の軸線Aに対し垂直なあらゆる第1弛みが除かれる。こうした第1弛みは、ジョー8、8’が閉位置にあるときに加熱部材16、16’及びそれぞれのパッド17、17’を軸線Aに対し垂直に引き離す影響を有し、したがってパッケージ3の最終重量における不可避の制御が困難な変動をもたらす。
【0124】
したがって、シーリング経路G、G’に沿った加数P1、P1’の寄与は、ユニット1の高い出力速度で作動するときであっても、こうした第1弛みに起因するパッケージ3の重量の変動を減少させる。
【0125】
加数P1、P1’はまた、ジョー8、8’がまだ閉位置にあり、加熱部材16、16’及びそれぞれのパッド17、17’がそれぞれのシーリング経路G、G’をまだ完了していない間、解放されているファスナ13、14、13’、14’によって生じた軸線Aに対し垂直なあらゆる第2弛みを補正する。
【0126】
より詳細には、軸線Aに対し垂直な隙間に対応するこうした第2弛みは、加熱部材16、16’及びパッド17、17’がそれぞれのシーリング経路G、G’を完了する前に解放されているファスナ13、14、13’、14’によって、加熱部材16、16’とパッド17、17’との間に形成されるであろう。
【0127】
この場合にも、シーリング経路G、G’に沿った加数P1、P1’の寄与は、第2弛みが、特にユニット1の高い出力速度でのパッケージ3の重量制御を複雑なものにするのを防止する。
【0128】
しかしながら、明らかに、添付の請求項の範囲から逸脱することなく、本明細書に記載のユニット1及び方法に変化が加えられてもよい。
【0129】
特に、ユニット1は、チューブ2がそれに沿って給送されるキャビティを画定する2つの逆回転するチェーン・コンベヤを備え、一方のコンベヤが、加熱部材が嵌められたいくつかのジョーを装備し、他方がジョーと協働してパッケージング材料のチューブのそれぞれの断面をグリップ及びヒートシールする圧力パッドが嵌められたいくつかのカウンタ・ジョーを備えるタイプのものであってもよい。
【特許請求の範囲】
【請求項1】
パッケージング材料のチューブ(2)の中に注ぐことができる食品用のシールされたパッケージ(3)の製造方法であって、
前記チューブ(2)を軸線(A)に沿って給送するステップと、
前記軸線(A)に対し平行なそれぞれのシーリング経路(G、G’)に沿って、及び、第1及び第2ジョー(8、8’)が前記チューブ(2)に関してそれに沿って動くそれぞれの再配置経路(H、H’)に沿って、少なくとも一対の第1ジョー(8)及び一対の第2ジョー(8’)を周期的に及び交互に動かすステップであって、前記第1及び第2ジョー(8、8’)は、第1及び第2シーリング部材(16、17、16’、17’)をそれぞれ備える、ステップと、
前記第1ジョー及び第2ジョー(8、8’)が前記それぞれのシーリング経路(G、G’)に沿って閉位置に移動する際に前記第1ジョー及び第2ジョー(8、8’)を動かすステップであって、前記閉位置で前記それぞれの前記第1及び第2シーリング部材(16、17、16’、17’)が前記チューブ(2)をグリップし、異なる時点で、前記チューブ(2)をシーリングし前記パッケージ(3)のそれぞれの両側の端部を画定する第1及び第2シール(9a、9b)をそれぞれ形成する、ステップと、
前記第1ジョー及び第2ジョー(8、8’)が前記それぞれの再配置経路(H、H’)に沿って開位置に移動する際に前記第1ジョー及び第2ジョー(8、8’)を動かすステップであって、前記開位置で前記それぞれの第1及び第2シーリング部材(16、17、16’、17’)が前記チューブ(2)から引き離される、ステップと、
を含み、前記方法が、
前記パッケージ(3)の重量に関係する量の所望の値(Y)を収集するステップと、
前記第2シール(9b)を前記値(Y)の関数である前記第1シール(9a)からの第1距離(L)に形成するステップであって、前記第1距離(L)が前記軸線(A)に対し平行に測定される、ステップと、
を含むことを特徴とする、方法。
【請求項2】
前記値(Y)に基づいて、前記軸線(A)に対し平行な前記第1及び第2ジョー(8、8’)を前記それぞれのシーリング経路(G、G’)に沿ってそれぞれ動かすための第1及び第2アクチュエータ組立体(31、31’)をそれぞれ制御する第1及び第2制御スキーム(Q、Q’)を生成するステップを含み、前記第1及び第2制御スキーム(Q、Q’)が、少なくとも前記第2シール(9b)を形成する前記ステップの間、前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)から前記第1距離(L)に前記第1ジョー(8)の前記第1シーリング部材(16、17)を配置するために生成されることを特徴とする、請求項1に記載の方法。
【請求項3】
前記生成するステップにおいて、少なくとも前記第1制御スキーム(Q)が、少なくとも前記値(Y)に依存する第1加数(Q2)と前記値(Y)に依存しない第2加数(Q1、Q3)との和として生成されることを特徴とする、請求項2に記載の方法。
【請求項4】
前記第1ジョー(8)の前記第1シーリング部材(16、17)が前記第1シール(9a)を形成した後で及び前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)が前記第2シール(9b)を形成する前に、前記食品の粘度に関係する第1パラメータ及び前記パッケージ(3)の前記出力速度に関係する第2パラメータのうちの少なくとも1つに基づいて、前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)の間で前記軸線(A)と交差する方向に第2距離(M)を調節するステップを含むことを特徴とする、請求項1から3のいずれか一項に記載の方法。
【請求項5】
前記それぞれの再配置経路(H、H’)のそれぞれの終わりの部分(H3、H3’)に沿ってそれぞれ前記第1及び第2ジョー(8、8’)に嵌められた第1及び第2ファスナ(13、14、13’、14’)を係合するステップを含み、前記第2距離(M)を調節する前記ステップが前記第2ファスナ(13’、14’)を係合する前記ステップに先立つことを特徴とする、請求項4に記載の方法。
【請求項6】
前記第2距離(M)を調節する前記ステップが、前記第1及び第2パラメータのうちの少なくとも1つに基づいて、前記開位置と前記閉位置との間で前記第2ジョー(8’)を動かすための第3アクチュエータ組立体(32’)を制御する少なくとも第3制御スキーム(P’)を生成するステップを含むことを特徴とする、請求項4又は5に記載の方法。
【請求項7】
前記第3制御スキーム(P’)を生成する前記ステップにおいて、前記第3制御スキーム(P’)が、前記第1及び第2パラメータのうちの少なくとも1つに依存する少なくとも第3加数(P2’)と前記パラメータに依存しない少なくとも第4加数(P1’)との和として生成されることを特徴とする、請求項6に記載の方法。
【請求項8】
前記生成するステップにおいて、前記第3制御スキーム(P’)が前記値(Y)に依存せずに生成されることを特徴とする、請求項6又は7に記載の方法。
【請求項9】
前記第4加数(P1’)が、前記第2ジョー(8’)を基本軌道に沿って前記閉位置と前記開位置との間で動かすために生成され、前記第3加数(P2’)が、前記第2ジョー(8’)がそれぞれの前記再配置経路(H’)の少なくともそれぞれの前記終わりの部分(H3’)に沿って移動する際に前記基本軌道を修正するために生成されることを特徴とする、請求項7又は8に記載の方法。
【請求項10】
それぞれの前記第1及び第2ジョー(8、8’)がそれぞれの前記シーリング経路(G、G’)を完了する前に前記第1及び第2ファスナ(13、14、13’、14’)を解放するステップを含み、前記第3制御スキーム(P’)を生成する前記ステップが、前記第2ファスナ(13’、14’)を解放する前記ステップの後で、それぞれの前記シーリング経路(G、G’)の少なくとも終わりの部分に沿って前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)を互いに押し当てるように前記第4加数(P1’)を生成するステップを含むことを特徴とする、請求項7から9のいずれか一項に記載の方法。
【請求項11】
パッケージ(3)を製造するためのパッケージング・ユニット(1)の処理ユニット(30)上にロード可能なソフトウェア製品であって、実行時に、請求項1から10のいずれか一項に記載の方法の前記ステップを実行する、ソフトウェア製品。
【請求項12】
軸線(A)に沿って給送されるパッケージング材料のチューブ(2)の中に注ぐことができる食品用のシールされたパッケージ(3)を製造するためのパッケージング・ユニット(1)であって、前記ユニットが、少なくとも一対の第1ジョーと一対の第2ジョー(8、8’)とを備え、次いで、第1及び第2シーリング部材(16、17、16’、17’)をそれぞれ備え、
前記第1及び第2ジョー(8、8’)が、使用の際に、前記第1及び第2シーリング部材(16、17、16’、17’)が前記チューブ(2)をグリップし、前記チューブ(2)と交差する方向に第1及び第2シール(9a、9b)をそれぞれ形成し、前記パッケージ(3)の両側の端部を画定する閉位置と、前記第1及び第2シーリング部材(16、17、16’、17’)が前記チューブ(2)から引き離される開位置との間で移動可能であり、
前記対をなす第1及び第2ジョー(8、8’)が、それぞれの前記閉位置に設置される前記軸線(A)に対し平行なそれぞれのシーリング経路(G、G’)に沿って、及び、それぞれの前記開位置に設置されるそれぞれの再配置経路(H、H’)に沿って、周期的に及び交互に移動可能であり、
前記ユニットが、
前記パッケージ(3)の重量に関係する量の所望の値(Y)を収集するための収集手段(40)と、
前記第1及び第2ジョー(8、8’)を前記軸線(A)に対し平行にそれぞれ動かすための第1及び第2アクチュエータ組立体(31、31’)と、
前記値(Y)に基づいて、前記第1及び第2アクチュエータ組立体(31、31’)を制御する第1及び第2制御スキーム(Q、Q’)を生成するための処理手段(30)と、
を備え、
前記第1及び第2制御スキーム(Q、Q’)が、使用の際に、少なくとも前記第2シーリング部材(16’、17’)が前記第2シール(9b)を形成する際に、前記第1シーリング部材(16、17)から前記値(Y)に依存する第1距離(L)に前記第2シーリング部材(16’、17’)を配置するために生成されることを特徴とするパッケージング・ユニット。
【請求項13】
前記第1及び前記第2制御スキーム(Q、Q’)のうちの少なくとも1つが、少なくとも前記値(Y)に依存しない第1加数(Q1、Q1’)と前記値(Y)に依存する第2加数(Q2、Q2’)との和であることを特徴とする、請求項12に記載のユニット。
【請求項14】
前記第1及び第2ジョー(8、8’)が前記軸線(A)に対し平行に走るそれぞれのスライド(7、7’)に固定され、少なくとも前記第1アクチュエータ組立体(31)が、
前記第1制御スキーム(Q)によって制御される第1サーボモータ(41)と、
前記第1サーボモータ(41)及び前記スライド(7)に機能的に接続され、前記第1制御スキーム(Q)に依存する時間スキームに従って移動可能な部材(22)と、
を備えることを特徴とする、請求項12又は13に記載のユニット。
【請求項15】
前記第1アクチュエータ組立体(31)が、前記第1サーボモータ(41)の出力部材に角度をもって接続された滑車(47)と、前記滑車(47)の付近に巻かれたベルト(44)とを備え、前記部材(22)が前記ベルト(44)の分岐部に固定されていることを特徴とする、請求項14に記載のユニット。
【請求項16】
前記部材(22)が第1ロッドを前記軸線(A)に対し平行に動かすことを特徴とする、請求項15に記載のユニット。
【請求項17】
前記第1及び第2ジョー(8、8’)を前記それぞれの閉位置及び開位置の間でそれぞれ動かすための第3及び第4アクチュエータ組立体(32、32’)を備えること、及び、前記処理手段(30)が、前記食品の粘度に関係する第1パラメータと前記パッケージ(3)の前記出力速度に関係する第2パラメータとのうちの少なくとも1つに基づいて、前記第3及び第4アクチュエータ組立体(32、32’)をそれぞれ制御する第3及び第4制御スキーム(P、P’)を生成し、前記第3及び第4制御スキーム(P、P’)が、前記第1ジョー(8)の前記第1シーリング部材(16、17)が前記第1シール(9a)を形成した後で及び前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)が前記第2シール(9b)を形成する前に、前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)の間で、前記軸線(A)と交差する方向に、第2距離(M)を調節することを特徴とする、請求項12から16のいずれか一項に記載のユニット。
【請求項18】
前記第1及び第2ジョー(8、8’)が、前記それぞれのシーリング経路(G、G’)の最初の部分に沿って係合され、少なくとも前記それぞれの再配置経路(H、H’)のそれぞれの部分(H1、H1’、H2、H2’)に沿って解放されるそれぞれの第1及び第2ファスナ(13、14、13’、14’)を備え、前記処理手段(30)が、使用の際に、前記第2ファスナ(13’、14’)が係合される前に前記第2距離(M)を調節することを特徴とする、請求項17に記載のユニット。
【請求項19】
少なくとも前記第3制御スキーム(P)が、少なくとも前記第1及び前記第2パラメータに依存しない第3加数(P1’)と前記第1及び前記第2パラメータのうちの少なくとも1つに依存する第4加数(P2’)との和であることを特徴とする、請求項18に記載のユニット。
【請求項20】
前記第3制御スキーム(P)が前記値(Y)に依存しないことを特徴とする、請求項18又は19に記載のユニット。
【請求項21】
少なくとも前記第2アクチュエータ組立体(32)が、
前記第3制御スキーム(P)によって制御される第2サーボモータ(42)と、
前記第2サーボモータ(42)に機能的に接続され、前記第3制御スキーム(P)に依存する時間スキームに従って前記軸線(A)に対し平行に移動可能である、移動可能な第2ロッド(21)と、
各々が前記第2ロッド(21)に及びそれぞれの第1ジョー(8)の突出部(12)にヒンジ式に取り付けられる2つの接続ロッド(25)と、
を備えることを特徴とする、請求項17から20のいずれか一項に記載のユニット。
【請求項1】
パッケージング材料のチューブ(2)の中に注ぐことができる食品用のシールされたパッケージ(3)の製造方法であって、
前記チューブ(2)を軸線(A)に沿って給送するステップと、
前記軸線(A)に対し平行なそれぞれのシーリング経路(G、G’)に沿って、及び、第1及び第2ジョー(8、8’)が前記チューブ(2)に関してそれに沿って動くそれぞれの再配置経路(H、H’)に沿って、少なくとも一対の第1ジョー(8)及び一対の第2ジョー(8’)を周期的に及び交互に動かすステップであって、前記第1及び第2ジョー(8、8’)は、第1及び第2シーリング部材(16、17、16’、17’)をそれぞれ備える、ステップと、
前記第1ジョー及び第2ジョー(8、8’)が前記それぞれのシーリング経路(G、G’)に沿って閉位置に移動する際に前記第1ジョー及び第2ジョー(8、8’)を動かすステップであって、前記閉位置で前記それぞれの前記第1及び第2シーリング部材(16、17、16’、17’)が前記チューブ(2)をグリップし、異なる時点で、前記チューブ(2)をシーリングし前記パッケージ(3)のそれぞれの両側の端部を画定する第1及び第2シール(9a、9b)をそれぞれ形成する、ステップと、
前記第1ジョー及び第2ジョー(8、8’)が前記それぞれの再配置経路(H、H’)に沿って開位置に移動する際に前記第1ジョー及び第2ジョー(8、8’)を動かすステップであって、前記開位置で前記それぞれの第1及び第2シーリング部材(16、17、16’、17’)が前記チューブ(2)から引き離される、ステップと、
を含み、前記方法が、
前記パッケージ(3)の重量に関係する量の所望の値(Y)を収集するステップと、
前記第2シール(9b)を前記値(Y)の関数である前記第1シール(9a)からの第1距離(L)に形成するステップであって、前記第1距離(L)が前記軸線(A)に対し平行に測定される、ステップと、
を含むことを特徴とする、方法。
【請求項2】
前記値(Y)に基づいて、前記軸線(A)に対し平行な前記第1及び第2ジョー(8、8’)を前記それぞれのシーリング経路(G、G’)に沿ってそれぞれ動かすための第1及び第2アクチュエータ組立体(31、31’)をそれぞれ制御する第1及び第2制御スキーム(Q、Q’)を生成するステップを含み、前記第1及び第2制御スキーム(Q、Q’)が、少なくとも前記第2シール(9b)を形成する前記ステップの間、前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)から前記第1距離(L)に前記第1ジョー(8)の前記第1シーリング部材(16、17)を配置するために生成されることを特徴とする、請求項1に記載の方法。
【請求項3】
前記生成するステップにおいて、少なくとも前記第1制御スキーム(Q)が、少なくとも前記値(Y)に依存する第1加数(Q2)と前記値(Y)に依存しない第2加数(Q1、Q3)との和として生成されることを特徴とする、請求項2に記載の方法。
【請求項4】
前記第1ジョー(8)の前記第1シーリング部材(16、17)が前記第1シール(9a)を形成した後で及び前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)が前記第2シール(9b)を形成する前に、前記食品の粘度に関係する第1パラメータ及び前記パッケージ(3)の前記出力速度に関係する第2パラメータのうちの少なくとも1つに基づいて、前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)の間で前記軸線(A)と交差する方向に第2距離(M)を調節するステップを含むことを特徴とする、請求項1から3のいずれか一項に記載の方法。
【請求項5】
前記それぞれの再配置経路(H、H’)のそれぞれの終わりの部分(H3、H3’)に沿ってそれぞれ前記第1及び第2ジョー(8、8’)に嵌められた第1及び第2ファスナ(13、14、13’、14’)を係合するステップを含み、前記第2距離(M)を調節する前記ステップが前記第2ファスナ(13’、14’)を係合する前記ステップに先立つことを特徴とする、請求項4に記載の方法。
【請求項6】
前記第2距離(M)を調節する前記ステップが、前記第1及び第2パラメータのうちの少なくとも1つに基づいて、前記開位置と前記閉位置との間で前記第2ジョー(8’)を動かすための第3アクチュエータ組立体(32’)を制御する少なくとも第3制御スキーム(P’)を生成するステップを含むことを特徴とする、請求項4又は5に記載の方法。
【請求項7】
前記第3制御スキーム(P’)を生成する前記ステップにおいて、前記第3制御スキーム(P’)が、前記第1及び第2パラメータのうちの少なくとも1つに依存する少なくとも第3加数(P2’)と前記パラメータに依存しない少なくとも第4加数(P1’)との和として生成されることを特徴とする、請求項6に記載の方法。
【請求項8】
前記生成するステップにおいて、前記第3制御スキーム(P’)が前記値(Y)に依存せずに生成されることを特徴とする、請求項6又は7に記載の方法。
【請求項9】
前記第4加数(P1’)が、前記第2ジョー(8’)を基本軌道に沿って前記閉位置と前記開位置との間で動かすために生成され、前記第3加数(P2’)が、前記第2ジョー(8’)がそれぞれの前記再配置経路(H’)の少なくともそれぞれの前記終わりの部分(H3’)に沿って移動する際に前記基本軌道を修正するために生成されることを特徴とする、請求項7又は8に記載の方法。
【請求項10】
それぞれの前記第1及び第2ジョー(8、8’)がそれぞれの前記シーリング経路(G、G’)を完了する前に前記第1及び第2ファスナ(13、14、13’、14’)を解放するステップを含み、前記第3制御スキーム(P’)を生成する前記ステップが、前記第2ファスナ(13’、14’)を解放する前記ステップの後で、それぞれの前記シーリング経路(G、G’)の少なくとも終わりの部分に沿って前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)を互いに押し当てるように前記第4加数(P1’)を生成するステップを含むことを特徴とする、請求項7から9のいずれか一項に記載の方法。
【請求項11】
パッケージ(3)を製造するためのパッケージング・ユニット(1)の処理ユニット(30)上にロード可能なソフトウェア製品であって、実行時に、請求項1から10のいずれか一項に記載の方法の前記ステップを実行する、ソフトウェア製品。
【請求項12】
軸線(A)に沿って給送されるパッケージング材料のチューブ(2)の中に注ぐことができる食品用のシールされたパッケージ(3)を製造するためのパッケージング・ユニット(1)であって、前記ユニットが、少なくとも一対の第1ジョーと一対の第2ジョー(8、8’)とを備え、次いで、第1及び第2シーリング部材(16、17、16’、17’)をそれぞれ備え、
前記第1及び第2ジョー(8、8’)が、使用の際に、前記第1及び第2シーリング部材(16、17、16’、17’)が前記チューブ(2)をグリップし、前記チューブ(2)と交差する方向に第1及び第2シール(9a、9b)をそれぞれ形成し、前記パッケージ(3)の両側の端部を画定する閉位置と、前記第1及び第2シーリング部材(16、17、16’、17’)が前記チューブ(2)から引き離される開位置との間で移動可能であり、
前記対をなす第1及び第2ジョー(8、8’)が、それぞれの前記閉位置に設置される前記軸線(A)に対し平行なそれぞれのシーリング経路(G、G’)に沿って、及び、それぞれの前記開位置に設置されるそれぞれの再配置経路(H、H’)に沿って、周期的に及び交互に移動可能であり、
前記ユニットが、
前記パッケージ(3)の重量に関係する量の所望の値(Y)を収集するための収集手段(40)と、
前記第1及び第2ジョー(8、8’)を前記軸線(A)に対し平行にそれぞれ動かすための第1及び第2アクチュエータ組立体(31、31’)と、
前記値(Y)に基づいて、前記第1及び第2アクチュエータ組立体(31、31’)を制御する第1及び第2制御スキーム(Q、Q’)を生成するための処理手段(30)と、
を備え、
前記第1及び第2制御スキーム(Q、Q’)が、使用の際に、少なくとも前記第2シーリング部材(16’、17’)が前記第2シール(9b)を形成する際に、前記第1シーリング部材(16、17)から前記値(Y)に依存する第1距離(L)に前記第2シーリング部材(16’、17’)を配置するために生成されることを特徴とするパッケージング・ユニット。
【請求項13】
前記第1及び前記第2制御スキーム(Q、Q’)のうちの少なくとも1つが、少なくとも前記値(Y)に依存しない第1加数(Q1、Q1’)と前記値(Y)に依存する第2加数(Q2、Q2’)との和であることを特徴とする、請求項12に記載のユニット。
【請求項14】
前記第1及び第2ジョー(8、8’)が前記軸線(A)に対し平行に走るそれぞれのスライド(7、7’)に固定され、少なくとも前記第1アクチュエータ組立体(31)が、
前記第1制御スキーム(Q)によって制御される第1サーボモータ(41)と、
前記第1サーボモータ(41)及び前記スライド(7)に機能的に接続され、前記第1制御スキーム(Q)に依存する時間スキームに従って移動可能な部材(22)と、
を備えることを特徴とする、請求項12又は13に記載のユニット。
【請求項15】
前記第1アクチュエータ組立体(31)が、前記第1サーボモータ(41)の出力部材に角度をもって接続された滑車(47)と、前記滑車(47)の付近に巻かれたベルト(44)とを備え、前記部材(22)が前記ベルト(44)の分岐部に固定されていることを特徴とする、請求項14に記載のユニット。
【請求項16】
前記部材(22)が第1ロッドを前記軸線(A)に対し平行に動かすことを特徴とする、請求項15に記載のユニット。
【請求項17】
前記第1及び第2ジョー(8、8’)を前記それぞれの閉位置及び開位置の間でそれぞれ動かすための第3及び第4アクチュエータ組立体(32、32’)を備えること、及び、前記処理手段(30)が、前記食品の粘度に関係する第1パラメータと前記パッケージ(3)の前記出力速度に関係する第2パラメータとのうちの少なくとも1つに基づいて、前記第3及び第4アクチュエータ組立体(32、32’)をそれぞれ制御する第3及び第4制御スキーム(P、P’)を生成し、前記第3及び第4制御スキーム(P、P’)が、前記第1ジョー(8)の前記第1シーリング部材(16、17)が前記第1シール(9a)を形成した後で及び前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)が前記第2シール(9b)を形成する前に、前記第2ジョー(8’)の前記第2シーリング部材(16’、17’)の間で、前記軸線(A)と交差する方向に、第2距離(M)を調節することを特徴とする、請求項12から16のいずれか一項に記載のユニット。
【請求項18】
前記第1及び第2ジョー(8、8’)が、前記それぞれのシーリング経路(G、G’)の最初の部分に沿って係合され、少なくとも前記それぞれの再配置経路(H、H’)のそれぞれの部分(H1、H1’、H2、H2’)に沿って解放されるそれぞれの第1及び第2ファスナ(13、14、13’、14’)を備え、前記処理手段(30)が、使用の際に、前記第2ファスナ(13’、14’)が係合される前に前記第2距離(M)を調節することを特徴とする、請求項17に記載のユニット。
【請求項19】
少なくとも前記第3制御スキーム(P)が、少なくとも前記第1及び前記第2パラメータに依存しない第3加数(P1’)と前記第1及び前記第2パラメータのうちの少なくとも1つに依存する第4加数(P2’)との和であることを特徴とする、請求項18に記載のユニット。
【請求項20】
前記第3制御スキーム(P)が前記値(Y)に依存しないことを特徴とする、請求項18又は19に記載のユニット。
【請求項21】
少なくとも前記第2アクチュエータ組立体(32)が、
前記第3制御スキーム(P)によって制御される第2サーボモータ(42)と、
前記第2サーボモータ(42)に機能的に接続され、前記第3制御スキーム(P)に依存する時間スキームに従って前記軸線(A)に対し平行に移動可能である、移動可能な第2ロッド(21)と、
各々が前記第2ロッド(21)に及びそれぞれの第1ジョー(8)の突出部(12)にヒンジ式に取り付けられる2つの接続ロッド(25)と、
を備えることを特徴とする、請求項17から20のいずれか一項に記載のユニット。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2011−530455(P2011−530455A)
【公表日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願番号】特願2011−521601(P2011−521601)
【出願日】平成21年8月7日(2009.8.7)
【国際出願番号】PCT/EP2009/060312
【国際公開番号】WO2010/018141
【国際公開日】平成22年2月18日(2010.2.18)
【出願人】(591007424)テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム (190)
【Fターム(参考)】
【公表日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願日】平成21年8月7日(2009.8.7)
【国際出願番号】PCT/EP2009/060312
【国際公開番号】WO2010/018141
【国際公開日】平成22年2月18日(2010.2.18)
【出願人】(591007424)テトラ ラバル ホールデイングス エ フイナンス ソシエテ アノニム (190)
【Fターム(参考)】
[ Back to top ]