
パッケージ部材および該パッケージ部材の製造方法および該パッケージ部材を用いた圧電振動デバイス
【課題】 ボイドの発生を抑制し、省スペース化を図ることができる貫通孔を備えたパッケージ部材および該パッケージ部材の製造方法と、該パッケージ部材を用いた圧電振動デバイスを提供することを目的とする。
【解決手段】 圧電振動片の励振電極を気密封止するパッケージ部材3には、貫通孔70が形成されている。貫通孔70の内部に導体が充填されることによってビアが形成される。貫通孔70は、両主面31,32における貫通孔の両端部の径が、パッケージ部材3の内部における貫通孔の径よりも大きくなっている。貫通孔70は、傾斜部71と直管部72とからなり、直管部72の内壁面720は、傾斜部71の内壁面710よりも粗くなっている。
【解決手段】 圧電振動片の励振電極を気密封止するパッケージ部材3には、貫通孔70が形成されている。貫通孔70の内部に導体が充填されることによってビアが形成される。貫通孔70は、両主面31,32における貫通孔の両端部の径が、パッケージ部材3の内部における貫通孔の径よりも大きくなっている。貫通孔70は、傾斜部71と直管部72とからなり、直管部72の内壁面720は、傾斜部71の内壁面710よりも粗くなっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子機器等に用いられる圧電振動デバイスのパッケージ部材および該パッケージ部材の製造方法および該パッケージ部材を用いた圧電振動デバイスに関するものである。
【背景技術】
【0002】
従来より、電子機器等に用いられる圧電振動デバイスとして水晶振動子が広く使用されている。表面実装型の水晶振動子の構造の一例としては、例えば以下のような構造がある。すなわち、上部が開口した凹部を有する容器体(パッケージ部材)の内部(凹部の内底面)に、水晶振動板を導電性接着材を介して接合し、容器体の開口部分を平板状の蓋で気密封止した構造である。前記容器体はセラミックシート等の絶縁材料を積層した後、焼成によって一体的に成形されている。ここで、前記焼成時の収縮によって容器体には僅かな積層ずれが発生することがある。前記積層ずれは、水晶振動子が超小型化になると無視できないレベルになってくる。そこで、超小型の水晶振動子に用いられる容器体の材料に水晶やガラスを用い、例えばフォトリソグラフィ技術や湿式エッチングを用いることによって、高い寸法精度の容器体を成形することが可能となる。
【0003】
セラミックからなる容器体の場合、容器体の底面には外部機器等と接続される外部端子が形成される。また、容器体の前記凹部の内底面には、水晶振動板と導通接続される搭載パッド(電極)が形成される。前記搭載パッドと外部端子とを電気的に接続する手段としては、例えば、ビアやスルーホールがある。ビアは容器体の一主面と他主面とを貫く貫通孔の内部に導体が充填された構造であり、スルーホールは前記貫通孔の内壁面に導体が被着された構造である。前記いずれの場合も前記導体によって、容器体の一主面(例えば搭載パッドを形成)と他主面(例えば外部端子を形成)とが導通接続されるようになる。
【0004】
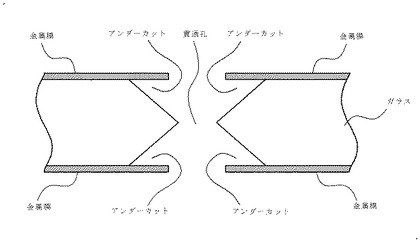
コスト低減の観点から前記容器体材料にガラスを用い、湿式エッチングによって前記貫通孔を形成することがある(水晶に湿式エッチングによって貫通孔を形成する方法は例えば特許文献1に開示されている)。この場合、ガラスは等方性材料であるためアンダーカット(サイドエッチング)が発生し、貫通孔の主面における開口径は、容器体材料に水晶を用いた場合の開口径よりも大きくなってしまう(図18参照)。水晶振動板やパッケージ部材に貫通孔を形成する場合、前記開口径が大きくなると、超小型の水晶振動板やパッケージ部材に形成される励振電極や電極パターン等の電極の形成領域がさらに狭小化してしまう。一般的に励振電極の面積は大きくする方が水晶振動子の特性(例えば等価抵抗値)は良化する傾向にあるが、励振電極の形成領域が狭小化してしまうと水晶振動子の特性が悪化してしまう。
【0005】
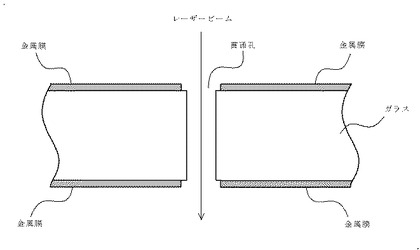
一方、前記貫通孔を例えばレーザービームによって穿孔する場合、略円筒状で微小径の貫通孔を形成することができる(図19参照)。ところが、圧電振動デバイスの超小型化および超薄型化に伴い、デバイスを構成する容器体自体の高さ(厚さ)も非常に低く(薄く)なっている。レーザービームによって穿孔された貫通孔の場合、貫通孔の径と深さの比(アスペクト比)は非常に大きくなってしまう。ビアの場合、前記貫通孔内部には導体が充填されるがアスペクト比が大きくなると、貫通孔の内壁面と導体との密着力が低下してしまう問題が発生する。これは、貫通孔が微小径で形成されているため、例えば電解メッキ法によって貫通孔内部に導体を充填する場合、貫通孔の深さ方向の中間付近へメッキ液が浸入しにくくなり、貫通孔の両端付近に偏って導体が析出してしまう。これにより、貫通孔の深さ方向の中間付近には導体が析出しにくくなってしまい、導体の内部に空孔(ボイド)が発生して、貫通孔の内壁面と導体との密着力が低下してしまう。ボイドの発生や貫通孔の内壁面と導体との密着力低下は、気密不良の要因となる。
【0006】
前述のように湿式エッチングによってガラスや水晶に貫通孔を形成する場合、貫通孔は斜面を有する断面形状となるため、前述のアスペクト比を小さくすることができる反面、レーザーによって貫通孔を穿孔する場合よりも開口径が大きくなってしまい、貫通孔端部の周辺に形成できる電極等の面積が小さくなってしまう問題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第4113062号
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる点に鑑みてなされたものであり、ボイドの発生を抑制し、省スペース化を図ることができる貫通孔を備えたパッケージ部材および該パッケージ部材の製造方法および、該パッケージ部材を用いた圧電振動デバイスを提供することを目的とするものである。
【課題を解決するための手段】
【0009】
上記目的を達成するために本発明は、圧電振動片に形成された励振電極を気密封止するパッケージ部材であって、前記パッケージ部材には貫通孔が形成されてなり、前記貫通孔内に導体が少なくとも充填されることによって、該パッケージ部材の両主面に形成された電極パターンが導通接続され、前記貫通孔は、前記両主面における貫通孔の両端部の径が、前記パッケージ部材の内部における貫通孔の径よりも大きく、前記貫通孔は、前記パッケージ部材の両主面各々からパッケージ部材の内部に向かって漸次小径化した傾斜部と、前記傾斜部とパッケージ部材の内部で繋がり、パッケージ部材の内部に略一定径で形成された直管部とからなり、前記直管部の内壁面が、前記傾斜部の内壁面よりも粗くなっている。
【0010】
上記構成によれば、前記貫通孔は、前記両主面における貫通孔の両端部の径が、前記パッケージ部材内部における貫通孔の径よりも大きい構造であるため、貫通孔のアスペクト比を小さくすることができる。これにより、貫通孔内部のボイドの発生を抑制することができる。具体的に、例えば電解メッキ法によって貫通孔内部に導体を充填する場合、該貫通孔は直管部よりも開口径の大きい傾斜部を有しているため、貫通孔の深さ方向の中間付近までメッキ液が浸入しやすくなる。これにより、貫通孔の深さ方向の中間付近にも導体が析出しやすくなり、貫通孔内部のボイドの発生を抑制することができる。
【0011】
さらに上記構成によると、前記貫通孔は、前記パッケージ部材の両主面各々からパッケージ部材の内部に向かって漸次小径化した傾斜部を有しているので、該貫通孔の内壁に導体を良好な状態で形成することができる。また、前記直管部の表面が前記傾斜部の表面よりも粗くなっているため、前記パッケージ部材の内部に略一定径で形成された直管部においても、導体の直管部の内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【0012】
また、上記目的を達成するために、前記直管部の断面形状が、前記パッケージ部材の一つの主面に向かって略テーパー状に大径化した形状となっていてもよい。
【0013】
上記構成によれば、直管部の内壁面と導体との密着性を良好にすることができる。上記構造では、直管部の径が前記パッケージ部材の一つの主面(例えば前記他主面)に向かって略テーパー状に大径化している。このような構造により、例えば電解メッキ法によって貫通孔内部に導体を充填する場合、他主面側から直管部へメッキ液が浸入しやすくなる。これによって、直管部の内壁面における金属膜の成膜状態が良好になるので、直管部の内壁面と導体との密着性が良好となる。
【0014】
また、上記目的を達成するために、前記パッケージ部材が等方性材料で構成されていてもよい。パッケージ部材に等方性材料を使用する場合、例えば湿式エッチングを用いたパッケージ部材の外形の成形を効率的に行うことができる。例えば、等方性材料であるガラスは、異方性材料である水晶に比べて湿式エッチング時の溶解速度(エッチングレート)が大きいため、効率的にパッケージ部材の外形成形を行うことができる。
【0015】
また、上記目的を達成するために、前述のパッケージ部材が、マトリクス状に多数個整列して一体形成された集合基板であってもよい。この場合、多数個の前記パッケージ部材を同時に取り扱うことができるため生産効率に優れる。例えば、圧電振動デバイスを構成する主要部材(例えば、一対の前記パッケージ部材と圧電振動片)のうち、パッケージ部材を集合基板状態で取り扱い、圧電振動片は個片状態で取り扱ってもよい。また、圧電振動デバイスを構成する主要部材の全てを集合基板状態で取り扱ってもよい。いずれの場合においても、最終的に個割り分割(切断)することで一括同時に多数個の圧電振動デバイスを得ることができる。
【0016】
また、上記目的を達成するために、少なくとも1つの、前述のパッケージ部材と、励振電極が形成された圧電振動片とを備えた圧電振動デバイスであれば、気密信頼性の高い圧電振動デバイスを提供することができる。これは、パッケージ部材に形成された前述の貫通孔の形状によって、貫通孔の内部のボイドの発生を抑制し、貫通孔の内壁面と導体との密着力低下を防止することができるためである。
【0017】
また、上記目的を達成するために、圧電振動片に形成された励振電極を気密封止するパッケージ部材の製造方法であって、前記パッケージ部材がガラスまたは水晶からなり、湿式エッチングによって、前記パッケージ部材の両主面各々から該パッケージ部材内部に向かって漸次小径化した傾斜部を備えた有底孔を対向形成する有底孔形成工程と、前記有底孔の少なくとも底面を穿孔手段によって、前記パッケージ部材の厚さ方向に略直線状に穿孔して直管部を形成する穿孔工程と、前記傾斜部と前記直管部とで構成された貫通孔の内壁面に金属膜を形成する成膜工程と、前記金属膜を溶融一体化させて金属を貫通孔内に充填する充填工程と、を有するパッケージ部材の製造方法となっている。
【0018】
上記構成であれば、パッケージ部材に湿式エッチングのみで貫通孔を形成する場合に比べて、パッケージ部材の両主面における開口径を小さくすることができる。具体的に、本発明の圧電振動デバイスの製造方法によれば、まず前記パッケージ部材の両主面各々から湿式エッチングによって有底孔を対向形成している。つまり、パッケージ部材を貫通するまで湿式エッチングを行っていない。そして前記有底孔の少なくとも底面を穿孔手段によって、パッケージ部材の厚さ方向に、略直線状に穿孔して直管部を形成することで貫通孔を形成している。したがって、前記有底孔の,パッケージ部材の両主面における開口径を、湿式エッチングによる貫通孔の,パッケージ部材の両主面における開口径よりも小さくすることができる。これはアンダーカットが発生するガラス(等方性材料)をパッケージ部材に用いたとき特に効果的である。
【0019】
さらに上記構成であれば、成膜工程で前記傾斜部と前記直管部とで構成された貫通孔の内壁面に金属膜を形成し、充填工程で前記金属膜を溶融一体化させて金属を貫通孔内に充填するので、ボイドの発生を抑制することができる。例えば、電解メッキ法のみで導体を貫通孔の内部に充填する方法の場合、貫通孔が微小径になるほど貫通孔内部へメッキ液が浸入しにくくなり、貫通孔の両端付近に偏って導体が析出してしまう。このため、貫通孔の内部にボイドが発生しやすくなる。これに対し、本発明の圧電振動デバイスの製造方法における充填工程では、貫通孔の内壁面に形成した金属膜を溶融させて一体化するため、金属同士が均一に混じり合い、ボイドの発生を抑制することができる。
【0020】
また、上記目的を達成するために、前記穿孔手段が、レーザービームまたは電子ビーム、あるいはドライエッチングであってもよい。
【0021】
前記穿孔手段に湿式エッチングではなく、乾式のレーザービームまたは電子ビーム、あるいはドライエッチングを用いることにより、前記パッケージ部材の両主面における開口径を拡大することなく貫通孔を形成することができる。例えば穿孔手段にレーザービームを用いた場合、レーザービーム照射後には前述の直管部の内壁面は粗面状態となる。これにより、前記成膜工程において、前記金属膜の直管部内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【発明の効果】
【0022】
以上のように、本発明によれば、ボイドの発生を抑制し、省スペース化を図ることができる貫通孔を備えたパッケージ部材および該パッケージ部材の製造方法および、該パッケージ部材を用いた圧電振動デバイスを提供することができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態を示す水晶振動子の断面模式図
【図2】図1のA部拡大斜視図
【図3】本発明におけるビアの形成手順を示す断面模式図
【図4】本発明におけるビアの形成手順を示す断面模式図
【図5】本発明におけるビアの形成手順を示す断面模式図
【図6】本発明におけるビアの形成手順を示す断面模式図
【図7】本発明におけるビアの形成手順を示す断面模式図
【図8】本発明におけるビアの形成手順を示す断面模式図
【図9】本発明におけるビアの形成手順を示す断面模式図
【図10】本発明におけるビアの形成手順を示す断面模式図
【図11】本発明におけるビアの形成手順を示す断面模式図
【図12】本発明におけるビアの形成手順を示す断面模式図
【図13】本発明におけるビアの形成手順を示す断面模式図
【図14】本発明におけるビアの形成手順を示す断面模式図
【図15】本発明の実施形態を示す下パッケージ部材の集合基板の平面図
【図16】本発明の実施形態の変形例を示す貫通孔の断面模式図
【図17】本発明の他の適用例を示す水晶振動子の断面模式図
【図18】従来の貫通孔の形成例を示す断面模式図
【図19】従来の貫通孔の形成例を示す断面模式図
【発明を実施するための形態】
【0024】
以下、本発明の実施形態について図面を参照しながら説明する。本発明の実施形態では、圧電振動片として水晶振動板が使用された水晶振動子を例に挙げて説明する。
【0025】
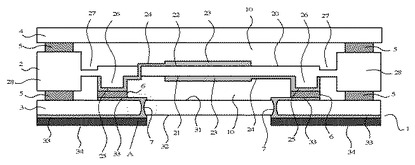
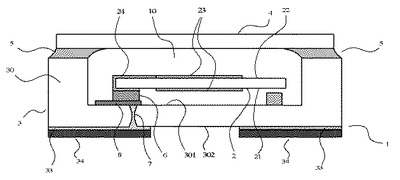
図1は本発明の実施形態を示す水晶振動子の断面模式図である。水晶振動子1は平面視矩形状で、略直方体形状の圧電振動デバイスである。水晶振動子1は、図1に示すように水晶振動板2と、下パッケージ部材3(以下、下蓋部材3と略記)および上パッケージ部材4(以下、上蓋部材4と略記)が主要構成部材となっている。下蓋部材3と上蓋部材4は、接合材5を介して水晶振動板2とそれぞれ接合されている。水晶振動板2の一主面21に形成された励振電極23は、下パッケージ部材3によって気密封止されている。一方、水晶振動板2の他主面22に形成された励振電極23は、上パッケージ部材4によって気密封止されている。
【0026】
下蓋部材3は平面視矩形状の平板であり、ホウケイ酸ガラスが使用されている。下蓋部材3は、下蓋部材の一主面31の外周付近に水晶振動板2との接合領域を有している。下蓋部材3の一主面31は平坦平滑面(鏡面加工)となっており、前記接合領域には蒸着膜および金属ロウ材とからなる接合材(図示省略)が形成されている。なお、前記接合材は水晶振動板の外周付近に形成された金属膜と加熱溶融によって一体化されて接合材5が形成されるようになっている。
【0027】
前記接合材は複数の金属膜が積層された構成になっており、最下層側からクロム層(図示省略)、金層(図示省略)の順に真空蒸着法で形成されている。そして、前記金層の上層に錫(図示省略)、金(図示省略)の順にメッキ層が電解メッキ法によって形成されている。ここで、錫メッキ層と金メッキ層の界面には、蒸着膜層の厚さに比べて極薄状態の金メッキ層(金ストライクメッキ層)が形成されている。前記金ストライクメッキ層は、錫メッキ層上に金をメッキ形成する際のシード層の役割がある。なお、前記接合材は前述の膜構成以外に、最下層側からクロム層と金層とを真空蒸着法で形成し、その上に金錫合金のメッキ層を積層した膜構成であってもよい。
【0028】
下蓋部材3の一主面31の,水晶振動板2との接合領域(外周付近)よりも内側には、電極パターン33が形成されている。電極パターン33は、下蓋部材の厚さ方向に貫通形成された貫通導体(ビア)7と繋がり、下蓋部材3の他主面(底面)32側に引き回されている。下蓋部材3の他主面(底面)32側に引き回された電極パターン33の上層には、メッキ層が電解メッキ法によって形成され、これによって外部端子34が構成されている。本実施形態において電極パターン33は、クロム層の上に金層がそれぞれ真空蒸着法によって成膜された層構成となっている。なお、電極パターン33と、前述の下蓋部材の外周付近の接合材のクロム層と金層とは同時に形成される。
【0029】
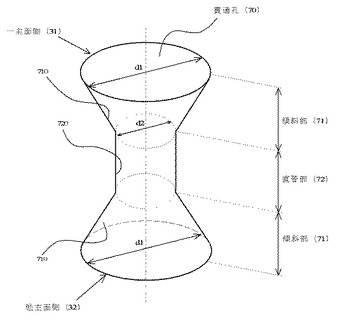
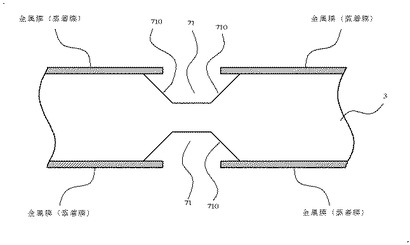
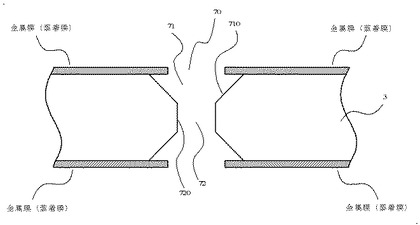
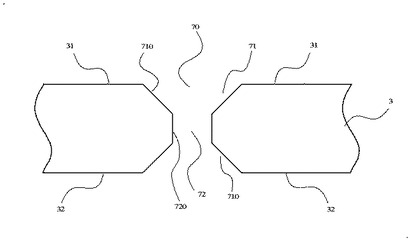
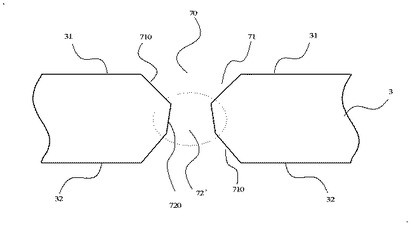
図1のA部(ビア7)を拡大し、斜視図で表したものが図2である。ビア7は貫通孔に導体が充填されたものであるが、図2では説明の便宜上、貫通孔内部に充填された導体の記載は省略している。また、図2は貫通孔の形状を模式的に表したものとなっている。図2に示すように、貫通孔70は3つの部位に大別される。つまり、2つの傾斜部71と直管部72で構成されている。
【0030】
傾斜部71は下蓋部材3の両主面(31,32)の各々から、下蓋部材の内部に向かって漸次小径化した略円錐台形状であり、平面視で略同一位置となるように対向形成されている。そして2つの傾斜部(71,71)の各最小径部分の間には、円筒状の直管部72が形成されている。直管部72は2つの傾斜部と下蓋部材の内部で繋がり、下蓋部材の内部に略一定径で形成されている。ここで図2に示すように、貫通孔70は、下蓋部材3の両主面(31,32)における開口径が、下蓋部材の内部における径よりも大きくなっている。具体的に、下蓋部材3の一主面31および他主面32における傾斜部71の開口径を「d1」とし、直管部72の径を「d2」としたとき、d1>d2の関係となっている。そして、直管部72の内壁面(720)は、傾斜部71の内壁面(710)よりも表面状態が粗くなっている。
【0031】
上記構成によれば、貫通孔70は、両主面(31,32)における貫通孔の両端部の径(d1)が、下蓋部材の内部における貫通孔の径(d2)よりも大きい構造であるため、貫通孔70のアスペクト比を小さくすることができる。これにより、貫通孔70の内部のボイドの発生を抑制することができる。具体的に、例えば電解メッキ法によって貫通孔70の内部に導体を充填する場合、貫通孔70は直管部72よりも開口径の大きい傾斜部71を有しているため、貫通孔の深さ方向の中間付近までメッキ液が浸入しやすくなる。これにより、貫通孔の深さ方向の中間付近にも導体が析出しやすくなり、貫通孔70の内部のボイドの発生を抑制することができる。
【0032】
さらに上記構成によると、貫通孔70は、下蓋部材の両主面(31,32)の各々から下蓋部材の内部に向かって漸次小径化した傾斜部71を有しているので、貫通孔の内壁に導体を良好な状態で形成することができる。また、直管部72の表面が傾斜部71の表面よりも粗くなっているため、下蓋部材の内部に略一定径で形成された直管部72においても、導体の直管部の内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【0033】
下蓋部材の一主面31の電極パターン33の端部付近には、金属ロウ材が形成されている(図示省略)。前記金属ロウ材は2種類の金属で構成されている。本実施形態では前記金属ロウ材は金と錫からなり、それぞれ電解メッキ法によって積層形成されている。なお、前記金属膜は金錫合金のメッキ層であってもよい。また、前記金属ロウ材に金と錫以外の金属を用いてもよい。
【0034】
図1において水晶振動板2は、所定の角度で切り出されたATカット水晶片である。水晶振動板2は、励振電極23が形成された薄肉領域の振動部20と、振動部20の一主面21の外周領域に形成された突起部26と、薄肉部27と枠部28とが一体的に成形されている。ここで枠部28は振動部20を環状に包囲し、振動部20よりも厚肉に形成されている。なお、突起部26の上面と枠部28の一主面とは略同一平面上に位置するように成形されている。また、薄肉部27は振動部20と枠部28との間に形成され、振動部20よりも薄肉に形成されている。
【0035】
図1において、水晶振動板2の振動部20および突起部26、薄肉部27はウエットエッチングによって成形されている。そして、振動部20の表裏主面(一主面21と他主面22)には一対の励振電極23,23が真空蒸着法によって対向形成されている。本実施形態において励振電極23は、振動部20の表裏主面に下から順に、クロム,金の膜構成で形成されている。なお、前記電極の膜構成はこれに限定されるものではなく、その他の膜構成であってもよい。
【0036】
水晶振動板の表裏主面の励振電極23からは引出電極24が各々導出されている。他主面22側の励振電極23から引き出された引出電極24は、振動部20を厚さ方向に貫いて一主面21側へ導出されている。そして、一主面21側へ導出された引出電極24は、突起部26(図1では左側にある突起部)の表面を覆うように導出されている。一方、一主面21側の励振電極23から引き出された引出電極24は、突起部26(図1では右側にある突起部)の表面を覆うように導出されている。なお、引出電極24の,突起部26の表面に形成された導体部分は接合電極25となっている。前述の接合電極25の上部には金属膜(図示省略)が形成されている。本実施形態では前記金属膜に、金が電解メッキ法によって形成されている。
【0037】
水晶振動板2の両主面21,22および枠部28の表裏主面は鏡面加工仕上げとなっており、平坦平滑面として成形されている。水晶振動板2では、枠部28の表裏主面は下蓋部材3と上蓋部材4との接合面として構成され、振動部20が振動領域として構成される。そして枠部28の表裏主面には下蓋部材3または上蓋部材4と接合するための接合材(図示省略)が形成されている。ここで枠部28の表裏主面の各々に形成される接合材の形成幅は略同一となっているとともに、同一の膜構成となっている。本実施形態では枠部28の表裏主面に形成される接合材は、最下層側からクロム層(図示省略)と金層(図示省略)とが真空蒸着法によって形成され、その上に金メッキ層(図示省略)が電解メッキ法によって積層された構成となっている。なお、枠部28の表裏主面にそれぞれ形成される接合材の形成幅は、下蓋部材3および上蓋部材4のそれぞれの蓋部材の外周付近に形成される接合材と略同一となっている。
【0038】
下蓋部材3の一主面31の電極パターン33の端部付近と、水晶振動板2の接合電極25とは、金属ロウ材および金属膜の溶融処理によって接合される。これにより、励振電極23と電極パターン33とが導通接続される。
【0039】
図1において上蓋部材4は平面視矩形状の平板であり、下蓋部材3と同様にホウケイ酸ガラスが使用されている。平面視において上蓋部材4の外形寸法は水晶振動板2の外形寸法と略同一となっており、上蓋部材4の水晶振動板2との接合面側は平坦平滑面(鏡面加工)となっている。上蓋部材4の外周付近の水晶振動板2との接合領域には、蒸着膜および金属ロウ材とからなる接合材(図示省略)が形成されている。なお、前記接合材は水晶振動板の外周付近に形成された金属膜と加熱溶融によって一体化されて接合材5が形成されるようになっている。前記接合材は複数の金属膜が積層された構成になっており、最下層側からクロム層(図示省略)と金層(図示省略)の順に真空蒸着法で形成されている。そして前記金層の上層に錫(図示省略)、金(図示省略)の順にメッキ層が電解メッキ法によって形成されている。ここで、錫メッキ層と金メッキ層の界面には、前述の金ストライクメッキ層が形成されている。なお、前記接合材は前述の膜構成以外に、最下層側からクロム層と金層とを真空蒸着法で形成し、その上に金錫合金のメッキ層を積層した膜構成であってもよい。
【0040】
次に、本発明の実施形態における水晶振動子1の製造方法について、パッケージ部材にビアを形成する工程を中心に説明する。図3乃至14は本発明におけるビアの形成手順を示す断面模式図であり、1つのビアに着目して表している。
【0041】
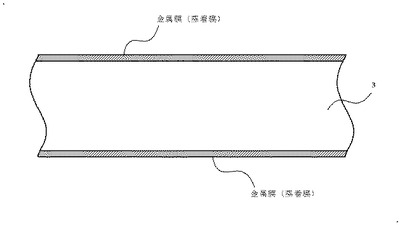
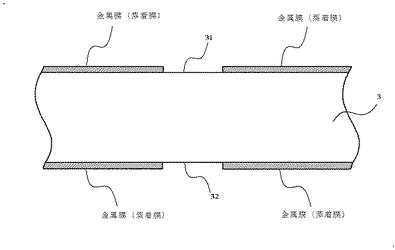
まず、多数個の下蓋部材3,3,・・・,3がマトリクス状に多数個整列して一体成形されたホウケイ酸ガラスからなるウエハを用意する(図3参照)。次に、前記ウエハの表裏主面(一主面31と他主面32)に、金属膜を真空蒸着法によって形成する。ここで前記金属膜はクロムを下地層とし、その上に金層が積層された膜構成となっている(図4参照)。
【0042】
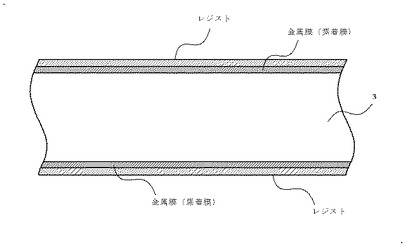
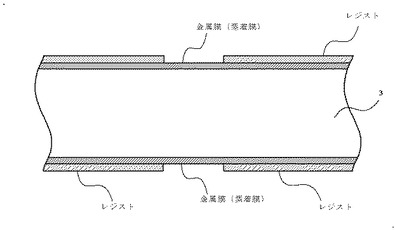
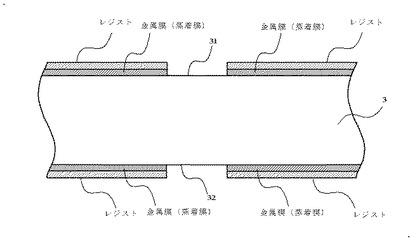
次に、前記ウエハの表裏主面にレジスト(本実施形態ではポジ型レジストを使用)を形成する(図5参照)。そして、所定パターンに描かれたマスクを介して露光を行った後、現像を行う(図6参照)。次にレジストを保護膜として、露光および現像によって露出した金属膜の部分をメタルエッチングによって溶解させる。これにより、ガラス素地(一主面31および他主面32)が露出する(図7参照)。なお前述の露光・現像・メタルエッチングによって開口するウエハの表裏主面の領域は平面視で略同一位置となっている。
【0043】
次に、レジストを除去して、真空蒸着法によって形成した金属膜が露出した状態にする(図8参照)。
【0044】
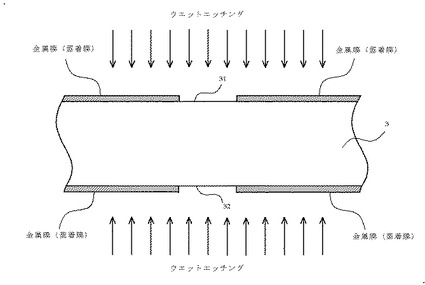
(有底孔形成工程)
そして、図9に示すように、前記金属膜を保護膜としてウエハの表裏主面に対して湿式エッチング(ウエットエッチング)を行う。本実施形態ではエッチング溶液として弗酸を用いている。なお前記エッチング溶液に、例えば弗化アンモニウム溶液等の,ガラスまたは水晶に対して可溶性を有する溶液を用いてもよい。
【0045】
図10に示すように、前記ウエットエッチングによって2つの有底孔が対向形成される。具体的に、ウエットエッチングによってガラスの溶解が進行するが、前記ウエットエッチングは貫通孔が形成されない程度の時間だけ行われる。ここで、本実施形態ではウエハは等方性材料であるガラスで形成されているため、図10に示すように金属膜の開口部分近傍の下方までガラスの溶解が進行している(いわゆる、アンダーカット)。そして、対向する2つの有底孔の内壁面は、ウエハの両主面各々からウエハ内部に向かって漸次小径化するように傾斜した状態となっている。なお、前記有底孔の内壁面部分が後述する貫通孔70傾斜部71となっている。
【0046】
前述のように、本実施形態では前記ウエハ(下蓋部材)に等方性材料が使用されているため、ウエットエッチングを用いた下蓋部材の外形を効率的に成形することができる。つまり、等方性材料であるガラスは、異方性材料である水晶に比べてウエットエッチング時の溶解速度(エッチングレート)が大きいため、効率的に下蓋部材の外形を成形することができる。
【0047】
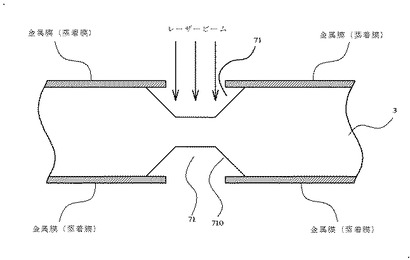
(穿孔工程)
次に、図11に示すように、対向形成された2つの有底孔の底面部分に対してレーザービームを照射する。具体的にレーザービームは、図11の矢印で示すように一主面31の上方から他主面32に向って一方向に照射されている。本実施形態ではレーザービームにエキシマレーザーを使用しているが、エキシマレーザー以外にグリーンレーザーも使用可能である。
【0048】
前述のレーザービームの照射によって、ウエハの厚さ方向に略直線状に伸長する直管部72が形成される(図12参照)。直管部72を形成することにより、ウエハの両主面(31,32)を貫く貫通孔70が形成される。そして貫通孔70を形成した後、メタルエッチングを行って、金属膜を除去する(図13参照)。なお、本実施形態ではレーザービームを穿孔手段として用いているが、レーザービーム以外にドライエッチングや電子ビームを用いることも可能である。前記穿孔手段に湿式エッチングではなく、乾式のレーザービームまたは電子ビーム、あるいはドライエッチングを用いると、下蓋部材(パッケージ部材)の両主面における開口径を拡大することなく貫通孔を形成することができる。
【0049】
貫通孔70は、図13に示すように2つの傾斜部71と一つの直管部72とからなっている。そして貫通孔を構成する傾斜部と直管部の内壁面の状態(表面状態)は異なっている。つまり、ウエットエッチングによって形成された傾斜部71の内壁面は化学的処理によって平滑な状態であるのに対し、レーザービームによって形成された直管部72の内壁面はチッピング等が発生している状態となっている。つまり、直管部72の内壁面は、傾斜部71の内壁面よりも粗くなっている。これにより、後述する成膜工程において、金属膜の直管部内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【0050】
(成膜工程)
次に、貫通孔70の内壁面に電解メッキ時のシード層として、クロムを下地とし、その上に金層が形成された蒸着膜をスパッタリングによって形成する。なお、本実施形態では前記シード層の形成をスパッタリングによって行っているが、真空蒸着法を用いてもよい。そして、これらの蒸着膜の上に、電解メッキ法によって、錫メッキ層と金メッキ層を積層形成する(図示省略)。ここで錫メッキ層と金メッキ層は別々の層で形成するだけでなく、金錫合金のメッキ層として形成してもよい。なお、本実施形態のように錫メッキ層の上に金メッキ層を積層する場合は、錫メッキ層の上に前述の金ストライクメッキ層を形成しておく。
【0051】
(充填工程)
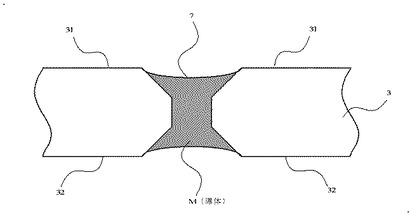
前述の成膜工程において、蒸着膜およびメッキ層は、貫通孔70の形状に倣うように形成されている(図示省略)。これらの金属膜を、所定温度に加熱された雰囲気中にて、加熱溶融によって一体化させる。これにより、導体(M)が貫通孔70の内部に充填される(図14参照)。これによってビア7が完成となる。本実施形態では前記加熱溶融前の状態において、貫通孔の内壁面への金属膜(蒸着膜およびメッキ層)の形成は、ウエハの両主面の部分にまで及んでいない。つまり、貫通孔の内壁面全体に前記金属膜は被着されていない。このような金属膜の被着状態により、加熱溶融によって一体化した後には、図14に示すようにビアの両端部はウエハの両主面よりも窪んだ状態となっている。なお、本実施形態では、図14のように貫通孔70の内部に導体が充填された状態となっているが、貫通孔の内部で、導体が充填されている部分と被着されている部分とが共存している状態であってもよい。例えば、貫通孔の深さ方向の中間近傍においては導体が充填され、前記深さ方向の中間近傍から、ウエハの両主面付近までの領域の内壁面には導体が被着されている状態であってもよい。
【0052】
上記構成によれば、貫通孔70は、下蓋部材の両主面における貫通孔の両端部の径が、下蓋部材の内部における貫通孔の径よりも大きい構造であるため、貫通孔のアスペクト比を小さくすることができる。これにより、貫通孔内部のボイドの発生を抑制することができる。具体的に、貫通孔70は直管部72よりも開口径の大きい傾斜部71を有しているため、貫通孔70の深さ方向の中間付近までメッキ液が浸入しやすくなる。これにより、貫通孔の深さ方向の中間付近にも導体が析出しやすくなり、貫通孔内部のボイドの発生を抑制することができる。
【0053】
さらに上記構成によると、貫通孔70は、下蓋部材の両主面各々からパッケージ部材の内部に向かって漸次小径化した傾斜部71を有しているので、貫通孔70の内壁に導体を良好な状態で形成することができる。また、直管部72の表面が傾斜部71の表面よりも粗くなっているため、下蓋部材の内部に略一定径で形成された直管部72においても、導体の直管部72の内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【0054】
以上がビアの形成手順である。前記ウエハの下蓋部材の形成領域にビア7を一括形成した後に、ウエハの一主面(31)に電極パターン33を、ウエハの他主面(32)に外部端子34をそれぞれ形成する。そして、ウエハの下蓋部材の外周付近の領域にも前述の接合材を形成する。なお、下蓋部材の外周付近の接合材と、電極パターン33および電極パターンの端部付近の金属ロウ材とは一括同時に形成される。
【0055】
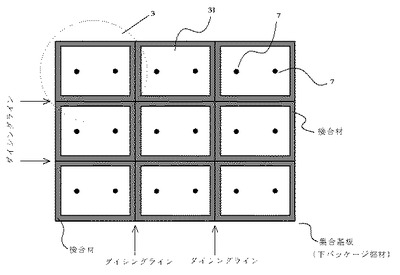
前記ウエハの一主面に電極パターンおよび接合材を、他主面に外部端子を形成することにより、下蓋部材(下パッケージ部材)がマトリクス状に多数個整列して一体形成された集合基板の完成となる。図15は下蓋部材(下パッケージ部材)がマトリクス状に多数個整列して一体形成された集合基板を表す平面図である。図15では集合基板において、下蓋部材3の外周付近の領域に接合材が形成された状態となっており、一主面31にはビア7が2箇所形成されている。そして、隣接する下蓋部材の間にはダイシングラインが設定されている。前記ダイシングラインに沿って集合基板をダイシングすることによって、個片状態の下蓋部材が多数個形成される(後述する「個割り工程」)。
【0056】
前述の集合基板の各下蓋部材形成領域の上に、励振電極および引出電極等が形成された個片状態の水晶振動板2,2・・・,2を、画像認識手段によって一対一で位置決め載置する。このとき、一主面31上の電極パターン33の端部に形成された金属ロウ材と、水晶振動板2の接合電極25に形成された金属膜とは平面視で略一致した状態となっている。そして、前記位置決め載置を行った後に超音波ホーンを水晶振動板2に接触させた状態で加圧しながら超音波を印加する。これにより、電極パターン33の端部に形成された金属ロウ材と、接合電極25に形成された金属膜とが仮止め接合される。また、これと同時に下蓋部材3の外周付近の接合材と、水晶振動板の枠部28の接合材とが仮止め接合される。つまり、集合基板状態の下蓋部材3と個片状態の水晶振動板2とが仮止め接合される(図示省略)。
【0057】
(仮止め工程)
水晶振動板2と集合基板(下蓋部材3)との仮止め接合の後、水晶振動板2の励振電極の質量を調整することによって周波数の微調整等を行う。周波数の微調整後、個片状態の上蓋部材4を水晶振動板2に仮止め接合する。具体的に、仮止め接合された各水晶振動板の他主面22に、上蓋部材の一主面が対向するように個片状態の上蓋部材4,4・・・,4を画像認識手段によって位置決め載置する。このとき、各上蓋部材4の接合材と、各水晶振動板の枠部28の,上蓋部材との接合面側の接合材とは、平面視で略一致するように位置決め載置されている。そして、上蓋部材4の水晶振動板2への位置決め載置後に、超音波ホーンを上蓋部材に接触させた状態で加圧しながら超音波を印加する。これにより、上蓋部材4と水晶振動板2とが仮止め接合される(図示省略)。
【0058】
(本接合工程)
仮止め工程の後、所定温度に加熱された雰囲気中にて、加熱溶融によって金属ロウ材と金属膜とを一体化させる。また、同時に水晶振動板と上蓋部材と下蓋部材のそれぞれの外周付近に形成された接合材同士も、前記加熱溶融によって一体化される。これにより、上蓋部材4と水晶振動板2と下蓋部材3とを接合(本接合)する。なお、本実施形態では、真空雰囲気下において下蓋部材3と水晶振動板2と上蓋部材4との仮止め接合および本接合を行っているが、窒素などの不活性ガス雰囲気中で前記接合を行ってもよい。
【0059】
(個割り工程)
前記本接合工程の後、集合基板状態で繋がっている下蓋部材をダイシングによって切断する。具体的に、集合基板内の隣接する下蓋部材間をダイシングによって個割り切断することによって、多数個の水晶振動子1,1・・・,1が一括同時に得られる。
【0060】
上記製造方法であれば、下蓋部材(パッケージ部材)に湿式エッチングのみで貫通孔を形成する場合に比べて、下蓋部材の両主面における開口径を小さくすることができる。具体的に、本発明の圧電振動デバイスの製造方法によれば、まず下蓋部材の両主面各々から湿式エッチングによって有底孔を対向形成している。つまり、下蓋部材を貫通するまで湿式エッチングを行っていない。そして前記有底孔の少なくとも底面を穿孔手段によって、パッケージ部材の厚さ方向に、略直線状に穿孔して直管部を形成することで貫通孔を形成している。したがって、前記有底孔の,下蓋部材の両主面における開口径を、湿式エッチングによる貫通孔の,下蓋部材の両主面における開口径よりも小さくすることができる。これはアンダーカットが発生するガラス(等方性材料)をパッケージ部材に用いたとき特に効果的である。
【0061】
さらに上記製造方法であれば、成膜工程で傾斜部と直管部とで構成された貫通孔の内壁面に金属膜を形成し、充填工程で前記金属膜を溶融一体化させて金属を貫通孔内に充填するので、ボイドの発生を抑制することができる。例えば、電解メッキ法のみで導体を貫通孔の内部に充填する方法の場合、貫通孔が微小径になるほど貫通孔内部へメッキ液が浸入しにくくなり、貫通孔の両端付近に偏って導体が析出してしまう。このため、貫通孔の内部にボイドが発生しやすくなる。これに対し、本発明の圧電振動デバイスの製造方法における充填工程では、貫通孔の内壁面に形成した金属膜を溶融させて一体化するため、金属同士が均一に混じり合い、ボイドの発生を抑制することができる。
【0062】
また、上記製造方法であれば、多数個の下蓋部材3,3,・・・,3がマトリクス状に多数個整列して一体成形された集合基板(ウエハ)が用いられている。これにより、多数個の下蓋部材(パッケージ部材)を同時に取り扱うことができるため生産効率に優れる。
【0063】
本発明の圧電振動デバイスであれば、前述のビアが形成されたパッケージ部材(下蓋部材)と、励振電極が形成された圧電振動片(水晶振動板)とを備えているので、気密信頼性の高い圧電振動デバイスを提供することができる。これは、これは、パッケージ部材に形成された前述の貫通孔の形状によって、貫通孔の内部のボイドの発生を抑制し、貫通孔の内壁面と導体との密着力低下を防止することができるためである。
【0064】
なお、本発明の実施形態の変形例として、図16に示すように直管部の断面形状をパッケージ部材(下蓋部材)の一つの主面に向かって略テーパー状に大径化した形状(72’で図示)としてもよい。このような形状の直管部72’は、他主面32の開口部から一主面31の開口部に向かう方向に、例えばレーザービームを照射することによって形成することができる。つまりレーザー照射条件(例えばレーザーの出力や焦点、パルス、波長等)を調整することによって形成することが可能である。
【0065】
上記構成によれば、直管部72’の内壁面と導体との密着性を良好にすることができる。図16において直管部72’の径は、下蓋部材3の一つの主面(他主面32)に向かって略テーパー状に大径化している。このような構造により、例えば電解メッキ法によって貫通孔70の内部に導体を充填する場合、他主面32側から直管部へメッキ液が浸入しやすくなる。これによって、直管部72’の内壁面における金属膜の成膜状態が良好になるので、直管部72’の内壁面と導体との密着性が良好となる。
【0066】
本発明の実施形態とその変形例において、振動部20は外周に突起部26が形成された逆メサ形状であり、振動部20の外側に薄肉部27が形成された構造となっているが、本発明の適用は前記構造に限定されるものではない。例えば、薄肉部を形成せず、枠部の内側を平板とし、部分的に貫通孔を設けた形状であってもよい。また、振動部の外周に突起部が形成されていない構造に対しても本発明は適用可能である。また、以下のような構造の圧電振動デバイスに対しても本発明は適用可能である。
【0067】
本発明のその他の適用例を図17に示す。図17において、ベース3(下パッケージ部材)はガラスからなる箱状体であり、平面視では矩形状となっている。なお、ベース3は前述の実施形態における下蓋部材3に対応している。そして水晶振動板2(ATカット水晶)は、ベース3の内底面301の一端部側の位置に金属ロウ材6を介して接合されている。そして、ベース3の上部の開口部は、平板状の蓋体4(上パッケージ部材)で気密封止されている。なお、蓋体4は前述の実施形態における上蓋部材4に対応している。
【0068】
図17に示すように、ベース3の内底面301の一端側の位置には、金属からなる一対の搭載パッド8,8が形成されている。ベース3の底面302には、外部機器等と半田等によって接合される外部端子34が形成されている。そして、搭載パッド8と外部端子34とはビア7によって電気的に接続されている。ここでビア7は、前述の実施例におけるビアと同様に、ビアを構成する貫通孔は傾斜部と直管部とからなり、直管部の内壁面は傾斜部の内壁面よりも粗くなっている。
【0069】
上述した本発明の実施形態では、水晶振動板のパッケージ部材との接合領域に形成される金属に金を、パッケージ部材における水晶振動板との接合領域に形成される金属に金および錫(または金錫合金)をそれぞれ用いている。しかしながら、本発明の適用は前記組み合わせに限定されるものではなく、他の組み合わせであってもよい。すなわち、共晶合金を形成する他の金属の組み合わせであってもよく、例えば金とゲルマニウム、金とシリコン、銀とゲルマニウム、銀とシリコン等の組み合わせであってもよい。
【0070】
本発明の実施形態では表面実装型水晶振動子を例にしているが、水晶フィルタ、集積回路等の電子部品に水晶振動子を組み込んだ水晶発振器など、電子機器等に用いられる他の表面実装型の圧電振動デバイスの製造方法にも適用可能である。
【0071】
本発明は、その精神または主要な特徴から逸脱することなく、他のいろいろな形で実施することができる。そのため、上述の実施の形態はあらゆる点で単なる例示にすぎず、限定的に解釈してはならない。本発明の範囲は特許請求の範囲によって示すものであって、明細書本文には、なんら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0072】
圧電振動デバイスの量産に適用できる。
【符号の説明】
【0073】
1 水晶振動子
2 水晶振動板
23 励振電極
3 下パッケージ部材
31 一主面(下パッケージ部材)
32 他主面(下パッケージ部材)
33 電極パターン
34 外部端子
4 上パッケージ部材
5 接合材
6 金属ロウ材
7 ビア
70 貫通孔
71 傾斜部
72 直管部
710 内壁面(傾斜部)
720 内壁面(直管部)
M 導体
【技術分野】
【0001】
本発明は、電子機器等に用いられる圧電振動デバイスのパッケージ部材および該パッケージ部材の製造方法および該パッケージ部材を用いた圧電振動デバイスに関するものである。
【背景技術】
【0002】
従来より、電子機器等に用いられる圧電振動デバイスとして水晶振動子が広く使用されている。表面実装型の水晶振動子の構造の一例としては、例えば以下のような構造がある。すなわち、上部が開口した凹部を有する容器体(パッケージ部材)の内部(凹部の内底面)に、水晶振動板を導電性接着材を介して接合し、容器体の開口部分を平板状の蓋で気密封止した構造である。前記容器体はセラミックシート等の絶縁材料を積層した後、焼成によって一体的に成形されている。ここで、前記焼成時の収縮によって容器体には僅かな積層ずれが発生することがある。前記積層ずれは、水晶振動子が超小型化になると無視できないレベルになってくる。そこで、超小型の水晶振動子に用いられる容器体の材料に水晶やガラスを用い、例えばフォトリソグラフィ技術や湿式エッチングを用いることによって、高い寸法精度の容器体を成形することが可能となる。
【0003】
セラミックからなる容器体の場合、容器体の底面には外部機器等と接続される外部端子が形成される。また、容器体の前記凹部の内底面には、水晶振動板と導通接続される搭載パッド(電極)が形成される。前記搭載パッドと外部端子とを電気的に接続する手段としては、例えば、ビアやスルーホールがある。ビアは容器体の一主面と他主面とを貫く貫通孔の内部に導体が充填された構造であり、スルーホールは前記貫通孔の内壁面に導体が被着された構造である。前記いずれの場合も前記導体によって、容器体の一主面(例えば搭載パッドを形成)と他主面(例えば外部端子を形成)とが導通接続されるようになる。
【0004】
コスト低減の観点から前記容器体材料にガラスを用い、湿式エッチングによって前記貫通孔を形成することがある(水晶に湿式エッチングによって貫通孔を形成する方法は例えば特許文献1に開示されている)。この場合、ガラスは等方性材料であるためアンダーカット(サイドエッチング)が発生し、貫通孔の主面における開口径は、容器体材料に水晶を用いた場合の開口径よりも大きくなってしまう(図18参照)。水晶振動板やパッケージ部材に貫通孔を形成する場合、前記開口径が大きくなると、超小型の水晶振動板やパッケージ部材に形成される励振電極や電極パターン等の電極の形成領域がさらに狭小化してしまう。一般的に励振電極の面積は大きくする方が水晶振動子の特性(例えば等価抵抗値)は良化する傾向にあるが、励振電極の形成領域が狭小化してしまうと水晶振動子の特性が悪化してしまう。
【0005】
一方、前記貫通孔を例えばレーザービームによって穿孔する場合、略円筒状で微小径の貫通孔を形成することができる(図19参照)。ところが、圧電振動デバイスの超小型化および超薄型化に伴い、デバイスを構成する容器体自体の高さ(厚さ)も非常に低く(薄く)なっている。レーザービームによって穿孔された貫通孔の場合、貫通孔の径と深さの比(アスペクト比)は非常に大きくなってしまう。ビアの場合、前記貫通孔内部には導体が充填されるがアスペクト比が大きくなると、貫通孔の内壁面と導体との密着力が低下してしまう問題が発生する。これは、貫通孔が微小径で形成されているため、例えば電解メッキ法によって貫通孔内部に導体を充填する場合、貫通孔の深さ方向の中間付近へメッキ液が浸入しにくくなり、貫通孔の両端付近に偏って導体が析出してしまう。これにより、貫通孔の深さ方向の中間付近には導体が析出しにくくなってしまい、導体の内部に空孔(ボイド)が発生して、貫通孔の内壁面と導体との密着力が低下してしまう。ボイドの発生や貫通孔の内壁面と導体との密着力低下は、気密不良の要因となる。
【0006】
前述のように湿式エッチングによってガラスや水晶に貫通孔を形成する場合、貫通孔は斜面を有する断面形状となるため、前述のアスペクト比を小さくすることができる反面、レーザーによって貫通孔を穿孔する場合よりも開口径が大きくなってしまい、貫通孔端部の周辺に形成できる電極等の面積が小さくなってしまう問題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第4113062号
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる点に鑑みてなされたものであり、ボイドの発生を抑制し、省スペース化を図ることができる貫通孔を備えたパッケージ部材および該パッケージ部材の製造方法および、該パッケージ部材を用いた圧電振動デバイスを提供することを目的とするものである。
【課題を解決するための手段】
【0009】
上記目的を達成するために本発明は、圧電振動片に形成された励振電極を気密封止するパッケージ部材であって、前記パッケージ部材には貫通孔が形成されてなり、前記貫通孔内に導体が少なくとも充填されることによって、該パッケージ部材の両主面に形成された電極パターンが導通接続され、前記貫通孔は、前記両主面における貫通孔の両端部の径が、前記パッケージ部材の内部における貫通孔の径よりも大きく、前記貫通孔は、前記パッケージ部材の両主面各々からパッケージ部材の内部に向かって漸次小径化した傾斜部と、前記傾斜部とパッケージ部材の内部で繋がり、パッケージ部材の内部に略一定径で形成された直管部とからなり、前記直管部の内壁面が、前記傾斜部の内壁面よりも粗くなっている。
【0010】
上記構成によれば、前記貫通孔は、前記両主面における貫通孔の両端部の径が、前記パッケージ部材内部における貫通孔の径よりも大きい構造であるため、貫通孔のアスペクト比を小さくすることができる。これにより、貫通孔内部のボイドの発生を抑制することができる。具体的に、例えば電解メッキ法によって貫通孔内部に導体を充填する場合、該貫通孔は直管部よりも開口径の大きい傾斜部を有しているため、貫通孔の深さ方向の中間付近までメッキ液が浸入しやすくなる。これにより、貫通孔の深さ方向の中間付近にも導体が析出しやすくなり、貫通孔内部のボイドの発生を抑制することができる。
【0011】
さらに上記構成によると、前記貫通孔は、前記パッケージ部材の両主面各々からパッケージ部材の内部に向かって漸次小径化した傾斜部を有しているので、該貫通孔の内壁に導体を良好な状態で形成することができる。また、前記直管部の表面が前記傾斜部の表面よりも粗くなっているため、前記パッケージ部材の内部に略一定径で形成された直管部においても、導体の直管部の内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【0012】
また、上記目的を達成するために、前記直管部の断面形状が、前記パッケージ部材の一つの主面に向かって略テーパー状に大径化した形状となっていてもよい。
【0013】
上記構成によれば、直管部の内壁面と導体との密着性を良好にすることができる。上記構造では、直管部の径が前記パッケージ部材の一つの主面(例えば前記他主面)に向かって略テーパー状に大径化している。このような構造により、例えば電解メッキ法によって貫通孔内部に導体を充填する場合、他主面側から直管部へメッキ液が浸入しやすくなる。これによって、直管部の内壁面における金属膜の成膜状態が良好になるので、直管部の内壁面と導体との密着性が良好となる。
【0014】
また、上記目的を達成するために、前記パッケージ部材が等方性材料で構成されていてもよい。パッケージ部材に等方性材料を使用する場合、例えば湿式エッチングを用いたパッケージ部材の外形の成形を効率的に行うことができる。例えば、等方性材料であるガラスは、異方性材料である水晶に比べて湿式エッチング時の溶解速度(エッチングレート)が大きいため、効率的にパッケージ部材の外形成形を行うことができる。
【0015】
また、上記目的を達成するために、前述のパッケージ部材が、マトリクス状に多数個整列して一体形成された集合基板であってもよい。この場合、多数個の前記パッケージ部材を同時に取り扱うことができるため生産効率に優れる。例えば、圧電振動デバイスを構成する主要部材(例えば、一対の前記パッケージ部材と圧電振動片)のうち、パッケージ部材を集合基板状態で取り扱い、圧電振動片は個片状態で取り扱ってもよい。また、圧電振動デバイスを構成する主要部材の全てを集合基板状態で取り扱ってもよい。いずれの場合においても、最終的に個割り分割(切断)することで一括同時に多数個の圧電振動デバイスを得ることができる。
【0016】
また、上記目的を達成するために、少なくとも1つの、前述のパッケージ部材と、励振電極が形成された圧電振動片とを備えた圧電振動デバイスであれば、気密信頼性の高い圧電振動デバイスを提供することができる。これは、パッケージ部材に形成された前述の貫通孔の形状によって、貫通孔の内部のボイドの発生を抑制し、貫通孔の内壁面と導体との密着力低下を防止することができるためである。
【0017】
また、上記目的を達成するために、圧電振動片に形成された励振電極を気密封止するパッケージ部材の製造方法であって、前記パッケージ部材がガラスまたは水晶からなり、湿式エッチングによって、前記パッケージ部材の両主面各々から該パッケージ部材内部に向かって漸次小径化した傾斜部を備えた有底孔を対向形成する有底孔形成工程と、前記有底孔の少なくとも底面を穿孔手段によって、前記パッケージ部材の厚さ方向に略直線状に穿孔して直管部を形成する穿孔工程と、前記傾斜部と前記直管部とで構成された貫通孔の内壁面に金属膜を形成する成膜工程と、前記金属膜を溶融一体化させて金属を貫通孔内に充填する充填工程と、を有するパッケージ部材の製造方法となっている。
【0018】
上記構成であれば、パッケージ部材に湿式エッチングのみで貫通孔を形成する場合に比べて、パッケージ部材の両主面における開口径を小さくすることができる。具体的に、本発明の圧電振動デバイスの製造方法によれば、まず前記パッケージ部材の両主面各々から湿式エッチングによって有底孔を対向形成している。つまり、パッケージ部材を貫通するまで湿式エッチングを行っていない。そして前記有底孔の少なくとも底面を穿孔手段によって、パッケージ部材の厚さ方向に、略直線状に穿孔して直管部を形成することで貫通孔を形成している。したがって、前記有底孔の,パッケージ部材の両主面における開口径を、湿式エッチングによる貫通孔の,パッケージ部材の両主面における開口径よりも小さくすることができる。これはアンダーカットが発生するガラス(等方性材料)をパッケージ部材に用いたとき特に効果的である。
【0019】
さらに上記構成であれば、成膜工程で前記傾斜部と前記直管部とで構成された貫通孔の内壁面に金属膜を形成し、充填工程で前記金属膜を溶融一体化させて金属を貫通孔内に充填するので、ボイドの発生を抑制することができる。例えば、電解メッキ法のみで導体を貫通孔の内部に充填する方法の場合、貫通孔が微小径になるほど貫通孔内部へメッキ液が浸入しにくくなり、貫通孔の両端付近に偏って導体が析出してしまう。このため、貫通孔の内部にボイドが発生しやすくなる。これに対し、本発明の圧電振動デバイスの製造方法における充填工程では、貫通孔の内壁面に形成した金属膜を溶融させて一体化するため、金属同士が均一に混じり合い、ボイドの発生を抑制することができる。
【0020】
また、上記目的を達成するために、前記穿孔手段が、レーザービームまたは電子ビーム、あるいはドライエッチングであってもよい。
【0021】
前記穿孔手段に湿式エッチングではなく、乾式のレーザービームまたは電子ビーム、あるいはドライエッチングを用いることにより、前記パッケージ部材の両主面における開口径を拡大することなく貫通孔を形成することができる。例えば穿孔手段にレーザービームを用いた場合、レーザービーム照射後には前述の直管部の内壁面は粗面状態となる。これにより、前記成膜工程において、前記金属膜の直管部内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【発明の効果】
【0022】
以上のように、本発明によれば、ボイドの発生を抑制し、省スペース化を図ることができる貫通孔を備えたパッケージ部材および該パッケージ部材の製造方法および、該パッケージ部材を用いた圧電振動デバイスを提供することができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態を示す水晶振動子の断面模式図
【図2】図1のA部拡大斜視図
【図3】本発明におけるビアの形成手順を示す断面模式図
【図4】本発明におけるビアの形成手順を示す断面模式図
【図5】本発明におけるビアの形成手順を示す断面模式図
【図6】本発明におけるビアの形成手順を示す断面模式図
【図7】本発明におけるビアの形成手順を示す断面模式図
【図8】本発明におけるビアの形成手順を示す断面模式図
【図9】本発明におけるビアの形成手順を示す断面模式図
【図10】本発明におけるビアの形成手順を示す断面模式図
【図11】本発明におけるビアの形成手順を示す断面模式図
【図12】本発明におけるビアの形成手順を示す断面模式図
【図13】本発明におけるビアの形成手順を示す断面模式図
【図14】本発明におけるビアの形成手順を示す断面模式図
【図15】本発明の実施形態を示す下パッケージ部材の集合基板の平面図
【図16】本発明の実施形態の変形例を示す貫通孔の断面模式図
【図17】本発明の他の適用例を示す水晶振動子の断面模式図
【図18】従来の貫通孔の形成例を示す断面模式図
【図19】従来の貫通孔の形成例を示す断面模式図
【発明を実施するための形態】
【0024】
以下、本発明の実施形態について図面を参照しながら説明する。本発明の実施形態では、圧電振動片として水晶振動板が使用された水晶振動子を例に挙げて説明する。
【0025】
図1は本発明の実施形態を示す水晶振動子の断面模式図である。水晶振動子1は平面視矩形状で、略直方体形状の圧電振動デバイスである。水晶振動子1は、図1に示すように水晶振動板2と、下パッケージ部材3(以下、下蓋部材3と略記)および上パッケージ部材4(以下、上蓋部材4と略記)が主要構成部材となっている。下蓋部材3と上蓋部材4は、接合材5を介して水晶振動板2とそれぞれ接合されている。水晶振動板2の一主面21に形成された励振電極23は、下パッケージ部材3によって気密封止されている。一方、水晶振動板2の他主面22に形成された励振電極23は、上パッケージ部材4によって気密封止されている。
【0026】
下蓋部材3は平面視矩形状の平板であり、ホウケイ酸ガラスが使用されている。下蓋部材3は、下蓋部材の一主面31の外周付近に水晶振動板2との接合領域を有している。下蓋部材3の一主面31は平坦平滑面(鏡面加工)となっており、前記接合領域には蒸着膜および金属ロウ材とからなる接合材(図示省略)が形成されている。なお、前記接合材は水晶振動板の外周付近に形成された金属膜と加熱溶融によって一体化されて接合材5が形成されるようになっている。
【0027】
前記接合材は複数の金属膜が積層された構成になっており、最下層側からクロム層(図示省略)、金層(図示省略)の順に真空蒸着法で形成されている。そして、前記金層の上層に錫(図示省略)、金(図示省略)の順にメッキ層が電解メッキ法によって形成されている。ここで、錫メッキ層と金メッキ層の界面には、蒸着膜層の厚さに比べて極薄状態の金メッキ層(金ストライクメッキ層)が形成されている。前記金ストライクメッキ層は、錫メッキ層上に金をメッキ形成する際のシード層の役割がある。なお、前記接合材は前述の膜構成以外に、最下層側からクロム層と金層とを真空蒸着法で形成し、その上に金錫合金のメッキ層を積層した膜構成であってもよい。
【0028】
下蓋部材3の一主面31の,水晶振動板2との接合領域(外周付近)よりも内側には、電極パターン33が形成されている。電極パターン33は、下蓋部材の厚さ方向に貫通形成された貫通導体(ビア)7と繋がり、下蓋部材3の他主面(底面)32側に引き回されている。下蓋部材3の他主面(底面)32側に引き回された電極パターン33の上層には、メッキ層が電解メッキ法によって形成され、これによって外部端子34が構成されている。本実施形態において電極パターン33は、クロム層の上に金層がそれぞれ真空蒸着法によって成膜された層構成となっている。なお、電極パターン33と、前述の下蓋部材の外周付近の接合材のクロム層と金層とは同時に形成される。
【0029】
図1のA部(ビア7)を拡大し、斜視図で表したものが図2である。ビア7は貫通孔に導体が充填されたものであるが、図2では説明の便宜上、貫通孔内部に充填された導体の記載は省略している。また、図2は貫通孔の形状を模式的に表したものとなっている。図2に示すように、貫通孔70は3つの部位に大別される。つまり、2つの傾斜部71と直管部72で構成されている。
【0030】
傾斜部71は下蓋部材3の両主面(31,32)の各々から、下蓋部材の内部に向かって漸次小径化した略円錐台形状であり、平面視で略同一位置となるように対向形成されている。そして2つの傾斜部(71,71)の各最小径部分の間には、円筒状の直管部72が形成されている。直管部72は2つの傾斜部と下蓋部材の内部で繋がり、下蓋部材の内部に略一定径で形成されている。ここで図2に示すように、貫通孔70は、下蓋部材3の両主面(31,32)における開口径が、下蓋部材の内部における径よりも大きくなっている。具体的に、下蓋部材3の一主面31および他主面32における傾斜部71の開口径を「d1」とし、直管部72の径を「d2」としたとき、d1>d2の関係となっている。そして、直管部72の内壁面(720)は、傾斜部71の内壁面(710)よりも表面状態が粗くなっている。
【0031】
上記構成によれば、貫通孔70は、両主面(31,32)における貫通孔の両端部の径(d1)が、下蓋部材の内部における貫通孔の径(d2)よりも大きい構造であるため、貫通孔70のアスペクト比を小さくすることができる。これにより、貫通孔70の内部のボイドの発生を抑制することができる。具体的に、例えば電解メッキ法によって貫通孔70の内部に導体を充填する場合、貫通孔70は直管部72よりも開口径の大きい傾斜部71を有しているため、貫通孔の深さ方向の中間付近までメッキ液が浸入しやすくなる。これにより、貫通孔の深さ方向の中間付近にも導体が析出しやすくなり、貫通孔70の内部のボイドの発生を抑制することができる。
【0032】
さらに上記構成によると、貫通孔70は、下蓋部材の両主面(31,32)の各々から下蓋部材の内部に向かって漸次小径化した傾斜部71を有しているので、貫通孔の内壁に導体を良好な状態で形成することができる。また、直管部72の表面が傾斜部71の表面よりも粗くなっているため、下蓋部材の内部に略一定径で形成された直管部72においても、導体の直管部の内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【0033】
下蓋部材の一主面31の電極パターン33の端部付近には、金属ロウ材が形成されている(図示省略)。前記金属ロウ材は2種類の金属で構成されている。本実施形態では前記金属ロウ材は金と錫からなり、それぞれ電解メッキ法によって積層形成されている。なお、前記金属膜は金錫合金のメッキ層であってもよい。また、前記金属ロウ材に金と錫以外の金属を用いてもよい。
【0034】
図1において水晶振動板2は、所定の角度で切り出されたATカット水晶片である。水晶振動板2は、励振電極23が形成された薄肉領域の振動部20と、振動部20の一主面21の外周領域に形成された突起部26と、薄肉部27と枠部28とが一体的に成形されている。ここで枠部28は振動部20を環状に包囲し、振動部20よりも厚肉に形成されている。なお、突起部26の上面と枠部28の一主面とは略同一平面上に位置するように成形されている。また、薄肉部27は振動部20と枠部28との間に形成され、振動部20よりも薄肉に形成されている。
【0035】
図1において、水晶振動板2の振動部20および突起部26、薄肉部27はウエットエッチングによって成形されている。そして、振動部20の表裏主面(一主面21と他主面22)には一対の励振電極23,23が真空蒸着法によって対向形成されている。本実施形態において励振電極23は、振動部20の表裏主面に下から順に、クロム,金の膜構成で形成されている。なお、前記電極の膜構成はこれに限定されるものではなく、その他の膜構成であってもよい。
【0036】
水晶振動板の表裏主面の励振電極23からは引出電極24が各々導出されている。他主面22側の励振電極23から引き出された引出電極24は、振動部20を厚さ方向に貫いて一主面21側へ導出されている。そして、一主面21側へ導出された引出電極24は、突起部26(図1では左側にある突起部)の表面を覆うように導出されている。一方、一主面21側の励振電極23から引き出された引出電極24は、突起部26(図1では右側にある突起部)の表面を覆うように導出されている。なお、引出電極24の,突起部26の表面に形成された導体部分は接合電極25となっている。前述の接合電極25の上部には金属膜(図示省略)が形成されている。本実施形態では前記金属膜に、金が電解メッキ法によって形成されている。
【0037】
水晶振動板2の両主面21,22および枠部28の表裏主面は鏡面加工仕上げとなっており、平坦平滑面として成形されている。水晶振動板2では、枠部28の表裏主面は下蓋部材3と上蓋部材4との接合面として構成され、振動部20が振動領域として構成される。そして枠部28の表裏主面には下蓋部材3または上蓋部材4と接合するための接合材(図示省略)が形成されている。ここで枠部28の表裏主面の各々に形成される接合材の形成幅は略同一となっているとともに、同一の膜構成となっている。本実施形態では枠部28の表裏主面に形成される接合材は、最下層側からクロム層(図示省略)と金層(図示省略)とが真空蒸着法によって形成され、その上に金メッキ層(図示省略)が電解メッキ法によって積層された構成となっている。なお、枠部28の表裏主面にそれぞれ形成される接合材の形成幅は、下蓋部材3および上蓋部材4のそれぞれの蓋部材の外周付近に形成される接合材と略同一となっている。
【0038】
下蓋部材3の一主面31の電極パターン33の端部付近と、水晶振動板2の接合電極25とは、金属ロウ材および金属膜の溶融処理によって接合される。これにより、励振電極23と電極パターン33とが導通接続される。
【0039】
図1において上蓋部材4は平面視矩形状の平板であり、下蓋部材3と同様にホウケイ酸ガラスが使用されている。平面視において上蓋部材4の外形寸法は水晶振動板2の外形寸法と略同一となっており、上蓋部材4の水晶振動板2との接合面側は平坦平滑面(鏡面加工)となっている。上蓋部材4の外周付近の水晶振動板2との接合領域には、蒸着膜および金属ロウ材とからなる接合材(図示省略)が形成されている。なお、前記接合材は水晶振動板の外周付近に形成された金属膜と加熱溶融によって一体化されて接合材5が形成されるようになっている。前記接合材は複数の金属膜が積層された構成になっており、最下層側からクロム層(図示省略)と金層(図示省略)の順に真空蒸着法で形成されている。そして前記金層の上層に錫(図示省略)、金(図示省略)の順にメッキ層が電解メッキ法によって形成されている。ここで、錫メッキ層と金メッキ層の界面には、前述の金ストライクメッキ層が形成されている。なお、前記接合材は前述の膜構成以外に、最下層側からクロム層と金層とを真空蒸着法で形成し、その上に金錫合金のメッキ層を積層した膜構成であってもよい。
【0040】
次に、本発明の実施形態における水晶振動子1の製造方法について、パッケージ部材にビアを形成する工程を中心に説明する。図3乃至14は本発明におけるビアの形成手順を示す断面模式図であり、1つのビアに着目して表している。
【0041】
まず、多数個の下蓋部材3,3,・・・,3がマトリクス状に多数個整列して一体成形されたホウケイ酸ガラスからなるウエハを用意する(図3参照)。次に、前記ウエハの表裏主面(一主面31と他主面32)に、金属膜を真空蒸着法によって形成する。ここで前記金属膜はクロムを下地層とし、その上に金層が積層された膜構成となっている(図4参照)。
【0042】
次に、前記ウエハの表裏主面にレジスト(本実施形態ではポジ型レジストを使用)を形成する(図5参照)。そして、所定パターンに描かれたマスクを介して露光を行った後、現像を行う(図6参照)。次にレジストを保護膜として、露光および現像によって露出した金属膜の部分をメタルエッチングによって溶解させる。これにより、ガラス素地(一主面31および他主面32)が露出する(図7参照)。なお前述の露光・現像・メタルエッチングによって開口するウエハの表裏主面の領域は平面視で略同一位置となっている。
【0043】
次に、レジストを除去して、真空蒸着法によって形成した金属膜が露出した状態にする(図8参照)。
【0044】
(有底孔形成工程)
そして、図9に示すように、前記金属膜を保護膜としてウエハの表裏主面に対して湿式エッチング(ウエットエッチング)を行う。本実施形態ではエッチング溶液として弗酸を用いている。なお前記エッチング溶液に、例えば弗化アンモニウム溶液等の,ガラスまたは水晶に対して可溶性を有する溶液を用いてもよい。
【0045】
図10に示すように、前記ウエットエッチングによって2つの有底孔が対向形成される。具体的に、ウエットエッチングによってガラスの溶解が進行するが、前記ウエットエッチングは貫通孔が形成されない程度の時間だけ行われる。ここで、本実施形態ではウエハは等方性材料であるガラスで形成されているため、図10に示すように金属膜の開口部分近傍の下方までガラスの溶解が進行している(いわゆる、アンダーカット)。そして、対向する2つの有底孔の内壁面は、ウエハの両主面各々からウエハ内部に向かって漸次小径化するように傾斜した状態となっている。なお、前記有底孔の内壁面部分が後述する貫通孔70傾斜部71となっている。
【0046】
前述のように、本実施形態では前記ウエハ(下蓋部材)に等方性材料が使用されているため、ウエットエッチングを用いた下蓋部材の外形を効率的に成形することができる。つまり、等方性材料であるガラスは、異方性材料である水晶に比べてウエットエッチング時の溶解速度(エッチングレート)が大きいため、効率的に下蓋部材の外形を成形することができる。
【0047】
(穿孔工程)
次に、図11に示すように、対向形成された2つの有底孔の底面部分に対してレーザービームを照射する。具体的にレーザービームは、図11の矢印で示すように一主面31の上方から他主面32に向って一方向に照射されている。本実施形態ではレーザービームにエキシマレーザーを使用しているが、エキシマレーザー以外にグリーンレーザーも使用可能である。
【0048】
前述のレーザービームの照射によって、ウエハの厚さ方向に略直線状に伸長する直管部72が形成される(図12参照)。直管部72を形成することにより、ウエハの両主面(31,32)を貫く貫通孔70が形成される。そして貫通孔70を形成した後、メタルエッチングを行って、金属膜を除去する(図13参照)。なお、本実施形態ではレーザービームを穿孔手段として用いているが、レーザービーム以外にドライエッチングや電子ビームを用いることも可能である。前記穿孔手段に湿式エッチングではなく、乾式のレーザービームまたは電子ビーム、あるいはドライエッチングを用いると、下蓋部材(パッケージ部材)の両主面における開口径を拡大することなく貫通孔を形成することができる。
【0049】
貫通孔70は、図13に示すように2つの傾斜部71と一つの直管部72とからなっている。そして貫通孔を構成する傾斜部と直管部の内壁面の状態(表面状態)は異なっている。つまり、ウエットエッチングによって形成された傾斜部71の内壁面は化学的処理によって平滑な状態であるのに対し、レーザービームによって形成された直管部72の内壁面はチッピング等が発生している状態となっている。つまり、直管部72の内壁面は、傾斜部71の内壁面よりも粗くなっている。これにより、後述する成膜工程において、金属膜の直管部内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【0050】
(成膜工程)
次に、貫通孔70の内壁面に電解メッキ時のシード層として、クロムを下地とし、その上に金層が形成された蒸着膜をスパッタリングによって形成する。なお、本実施形態では前記シード層の形成をスパッタリングによって行っているが、真空蒸着法を用いてもよい。そして、これらの蒸着膜の上に、電解メッキ法によって、錫メッキ層と金メッキ層を積層形成する(図示省略)。ここで錫メッキ層と金メッキ層は別々の層で形成するだけでなく、金錫合金のメッキ層として形成してもよい。なお、本実施形態のように錫メッキ層の上に金メッキ層を積層する場合は、錫メッキ層の上に前述の金ストライクメッキ層を形成しておく。
【0051】
(充填工程)
前述の成膜工程において、蒸着膜およびメッキ層は、貫通孔70の形状に倣うように形成されている(図示省略)。これらの金属膜を、所定温度に加熱された雰囲気中にて、加熱溶融によって一体化させる。これにより、導体(M)が貫通孔70の内部に充填される(図14参照)。これによってビア7が完成となる。本実施形態では前記加熱溶融前の状態において、貫通孔の内壁面への金属膜(蒸着膜およびメッキ層)の形成は、ウエハの両主面の部分にまで及んでいない。つまり、貫通孔の内壁面全体に前記金属膜は被着されていない。このような金属膜の被着状態により、加熱溶融によって一体化した後には、図14に示すようにビアの両端部はウエハの両主面よりも窪んだ状態となっている。なお、本実施形態では、図14のように貫通孔70の内部に導体が充填された状態となっているが、貫通孔の内部で、導体が充填されている部分と被着されている部分とが共存している状態であってもよい。例えば、貫通孔の深さ方向の中間近傍においては導体が充填され、前記深さ方向の中間近傍から、ウエハの両主面付近までの領域の内壁面には導体が被着されている状態であってもよい。
【0052】
上記構成によれば、貫通孔70は、下蓋部材の両主面における貫通孔の両端部の径が、下蓋部材の内部における貫通孔の径よりも大きい構造であるため、貫通孔のアスペクト比を小さくすることができる。これにより、貫通孔内部のボイドの発生を抑制することができる。具体的に、貫通孔70は直管部72よりも開口径の大きい傾斜部71を有しているため、貫通孔70の深さ方向の中間付近までメッキ液が浸入しやすくなる。これにより、貫通孔の深さ方向の中間付近にも導体が析出しやすくなり、貫通孔内部のボイドの発生を抑制することができる。
【0053】
さらに上記構成によると、貫通孔70は、下蓋部材の両主面各々からパッケージ部材の内部に向かって漸次小径化した傾斜部71を有しているので、貫通孔70の内壁に導体を良好な状態で形成することができる。また、直管部72の表面が傾斜部71の表面よりも粗くなっているため、下蓋部材の内部に略一定径で形成された直管部72においても、導体の直管部72の内壁面への密着力を向上させることができる(いわゆる、アンカー効果)。
【0054】
以上がビアの形成手順である。前記ウエハの下蓋部材の形成領域にビア7を一括形成した後に、ウエハの一主面(31)に電極パターン33を、ウエハの他主面(32)に外部端子34をそれぞれ形成する。そして、ウエハの下蓋部材の外周付近の領域にも前述の接合材を形成する。なお、下蓋部材の外周付近の接合材と、電極パターン33および電極パターンの端部付近の金属ロウ材とは一括同時に形成される。
【0055】
前記ウエハの一主面に電極パターンおよび接合材を、他主面に外部端子を形成することにより、下蓋部材(下パッケージ部材)がマトリクス状に多数個整列して一体形成された集合基板の完成となる。図15は下蓋部材(下パッケージ部材)がマトリクス状に多数個整列して一体形成された集合基板を表す平面図である。図15では集合基板において、下蓋部材3の外周付近の領域に接合材が形成された状態となっており、一主面31にはビア7が2箇所形成されている。そして、隣接する下蓋部材の間にはダイシングラインが設定されている。前記ダイシングラインに沿って集合基板をダイシングすることによって、個片状態の下蓋部材が多数個形成される(後述する「個割り工程」)。
【0056】
前述の集合基板の各下蓋部材形成領域の上に、励振電極および引出電極等が形成された個片状態の水晶振動板2,2・・・,2を、画像認識手段によって一対一で位置決め載置する。このとき、一主面31上の電極パターン33の端部に形成された金属ロウ材と、水晶振動板2の接合電極25に形成された金属膜とは平面視で略一致した状態となっている。そして、前記位置決め載置を行った後に超音波ホーンを水晶振動板2に接触させた状態で加圧しながら超音波を印加する。これにより、電極パターン33の端部に形成された金属ロウ材と、接合電極25に形成された金属膜とが仮止め接合される。また、これと同時に下蓋部材3の外周付近の接合材と、水晶振動板の枠部28の接合材とが仮止め接合される。つまり、集合基板状態の下蓋部材3と個片状態の水晶振動板2とが仮止め接合される(図示省略)。
【0057】
(仮止め工程)
水晶振動板2と集合基板(下蓋部材3)との仮止め接合の後、水晶振動板2の励振電極の質量を調整することによって周波数の微調整等を行う。周波数の微調整後、個片状態の上蓋部材4を水晶振動板2に仮止め接合する。具体的に、仮止め接合された各水晶振動板の他主面22に、上蓋部材の一主面が対向するように個片状態の上蓋部材4,4・・・,4を画像認識手段によって位置決め載置する。このとき、各上蓋部材4の接合材と、各水晶振動板の枠部28の,上蓋部材との接合面側の接合材とは、平面視で略一致するように位置決め載置されている。そして、上蓋部材4の水晶振動板2への位置決め載置後に、超音波ホーンを上蓋部材に接触させた状態で加圧しながら超音波を印加する。これにより、上蓋部材4と水晶振動板2とが仮止め接合される(図示省略)。
【0058】
(本接合工程)
仮止め工程の後、所定温度に加熱された雰囲気中にて、加熱溶融によって金属ロウ材と金属膜とを一体化させる。また、同時に水晶振動板と上蓋部材と下蓋部材のそれぞれの外周付近に形成された接合材同士も、前記加熱溶融によって一体化される。これにより、上蓋部材4と水晶振動板2と下蓋部材3とを接合(本接合)する。なお、本実施形態では、真空雰囲気下において下蓋部材3と水晶振動板2と上蓋部材4との仮止め接合および本接合を行っているが、窒素などの不活性ガス雰囲気中で前記接合を行ってもよい。
【0059】
(個割り工程)
前記本接合工程の後、集合基板状態で繋がっている下蓋部材をダイシングによって切断する。具体的に、集合基板内の隣接する下蓋部材間をダイシングによって個割り切断することによって、多数個の水晶振動子1,1・・・,1が一括同時に得られる。
【0060】
上記製造方法であれば、下蓋部材(パッケージ部材)に湿式エッチングのみで貫通孔を形成する場合に比べて、下蓋部材の両主面における開口径を小さくすることができる。具体的に、本発明の圧電振動デバイスの製造方法によれば、まず下蓋部材の両主面各々から湿式エッチングによって有底孔を対向形成している。つまり、下蓋部材を貫通するまで湿式エッチングを行っていない。そして前記有底孔の少なくとも底面を穿孔手段によって、パッケージ部材の厚さ方向に、略直線状に穿孔して直管部を形成することで貫通孔を形成している。したがって、前記有底孔の,下蓋部材の両主面における開口径を、湿式エッチングによる貫通孔の,下蓋部材の両主面における開口径よりも小さくすることができる。これはアンダーカットが発生するガラス(等方性材料)をパッケージ部材に用いたとき特に効果的である。
【0061】
さらに上記製造方法であれば、成膜工程で傾斜部と直管部とで構成された貫通孔の内壁面に金属膜を形成し、充填工程で前記金属膜を溶融一体化させて金属を貫通孔内に充填するので、ボイドの発生を抑制することができる。例えば、電解メッキ法のみで導体を貫通孔の内部に充填する方法の場合、貫通孔が微小径になるほど貫通孔内部へメッキ液が浸入しにくくなり、貫通孔の両端付近に偏って導体が析出してしまう。このため、貫通孔の内部にボイドが発生しやすくなる。これに対し、本発明の圧電振動デバイスの製造方法における充填工程では、貫通孔の内壁面に形成した金属膜を溶融させて一体化するため、金属同士が均一に混じり合い、ボイドの発生を抑制することができる。
【0062】
また、上記製造方法であれば、多数個の下蓋部材3,3,・・・,3がマトリクス状に多数個整列して一体成形された集合基板(ウエハ)が用いられている。これにより、多数個の下蓋部材(パッケージ部材)を同時に取り扱うことができるため生産効率に優れる。
【0063】
本発明の圧電振動デバイスであれば、前述のビアが形成されたパッケージ部材(下蓋部材)と、励振電極が形成された圧電振動片(水晶振動板)とを備えているので、気密信頼性の高い圧電振動デバイスを提供することができる。これは、これは、パッケージ部材に形成された前述の貫通孔の形状によって、貫通孔の内部のボイドの発生を抑制し、貫通孔の内壁面と導体との密着力低下を防止することができるためである。
【0064】
なお、本発明の実施形態の変形例として、図16に示すように直管部の断面形状をパッケージ部材(下蓋部材)の一つの主面に向かって略テーパー状に大径化した形状(72’で図示)としてもよい。このような形状の直管部72’は、他主面32の開口部から一主面31の開口部に向かう方向に、例えばレーザービームを照射することによって形成することができる。つまりレーザー照射条件(例えばレーザーの出力や焦点、パルス、波長等)を調整することによって形成することが可能である。
【0065】
上記構成によれば、直管部72’の内壁面と導体との密着性を良好にすることができる。図16において直管部72’の径は、下蓋部材3の一つの主面(他主面32)に向かって略テーパー状に大径化している。このような構造により、例えば電解メッキ法によって貫通孔70の内部に導体を充填する場合、他主面32側から直管部へメッキ液が浸入しやすくなる。これによって、直管部72’の内壁面における金属膜の成膜状態が良好になるので、直管部72’の内壁面と導体との密着性が良好となる。
【0066】
本発明の実施形態とその変形例において、振動部20は外周に突起部26が形成された逆メサ形状であり、振動部20の外側に薄肉部27が形成された構造となっているが、本発明の適用は前記構造に限定されるものではない。例えば、薄肉部を形成せず、枠部の内側を平板とし、部分的に貫通孔を設けた形状であってもよい。また、振動部の外周に突起部が形成されていない構造に対しても本発明は適用可能である。また、以下のような構造の圧電振動デバイスに対しても本発明は適用可能である。
【0067】
本発明のその他の適用例を図17に示す。図17において、ベース3(下パッケージ部材)はガラスからなる箱状体であり、平面視では矩形状となっている。なお、ベース3は前述の実施形態における下蓋部材3に対応している。そして水晶振動板2(ATカット水晶)は、ベース3の内底面301の一端部側の位置に金属ロウ材6を介して接合されている。そして、ベース3の上部の開口部は、平板状の蓋体4(上パッケージ部材)で気密封止されている。なお、蓋体4は前述の実施形態における上蓋部材4に対応している。
【0068】
図17に示すように、ベース3の内底面301の一端側の位置には、金属からなる一対の搭載パッド8,8が形成されている。ベース3の底面302には、外部機器等と半田等によって接合される外部端子34が形成されている。そして、搭載パッド8と外部端子34とはビア7によって電気的に接続されている。ここでビア7は、前述の実施例におけるビアと同様に、ビアを構成する貫通孔は傾斜部と直管部とからなり、直管部の内壁面は傾斜部の内壁面よりも粗くなっている。
【0069】
上述した本発明の実施形態では、水晶振動板のパッケージ部材との接合領域に形成される金属に金を、パッケージ部材における水晶振動板との接合領域に形成される金属に金および錫(または金錫合金)をそれぞれ用いている。しかしながら、本発明の適用は前記組み合わせに限定されるものではなく、他の組み合わせであってもよい。すなわち、共晶合金を形成する他の金属の組み合わせであってもよく、例えば金とゲルマニウム、金とシリコン、銀とゲルマニウム、銀とシリコン等の組み合わせであってもよい。
【0070】
本発明の実施形態では表面実装型水晶振動子を例にしているが、水晶フィルタ、集積回路等の電子部品に水晶振動子を組み込んだ水晶発振器など、電子機器等に用いられる他の表面実装型の圧電振動デバイスの製造方法にも適用可能である。
【0071】
本発明は、その精神または主要な特徴から逸脱することなく、他のいろいろな形で実施することができる。そのため、上述の実施の形態はあらゆる点で単なる例示にすぎず、限定的に解釈してはならない。本発明の範囲は特許請求の範囲によって示すものであって、明細書本文には、なんら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0072】
圧電振動デバイスの量産に適用できる。
【符号の説明】
【0073】
1 水晶振動子
2 水晶振動板
23 励振電極
3 下パッケージ部材
31 一主面(下パッケージ部材)
32 他主面(下パッケージ部材)
33 電極パターン
34 外部端子
4 上パッケージ部材
5 接合材
6 金属ロウ材
7 ビア
70 貫通孔
71 傾斜部
72 直管部
710 内壁面(傾斜部)
720 内壁面(直管部)
M 導体
【特許請求の範囲】
【請求項1】
圧電振動片に形成された励振電極を気密封止するパッケージ部材であって、
前記パッケージ部材には貫通孔が形成されてなり、前記貫通孔内に導体が少なくとも充填されることによって、該パッケージ部材の両主面に形成された電極パターンが導通接続され、前記貫通孔は、前記両主面における貫通孔の両端部の径が、前記パッケージ部材の内部における貫通孔の径よりも大きく、
前記貫通孔は、前記パッケージ部材の両主面各々からパッケージ部材の内部に向かって漸次小径化した傾斜部と、
前記傾斜部とパッケージ部材の内部で繋がり、パッケージ部材の内部に略一定径で形成された直管部とからなり、
前記直管部の内壁面が、前記傾斜部の内壁面よりも粗くなっていることを特徴とするパッケージ部材。
【請求項2】
前記直管部の断面形状が、前記パッケージ部材の一つの主面に向かって略テーパー状に大径化した形状となっていることを特徴とする請求項1に記載のパッケージ部材。
【請求項3】
前記パッケージ部材が等方性材料からなることを特徴とする請求項1乃至2に記載のパッケージ部材。
【請求項4】
請求項1乃至3に記載のパッケージ部材が、マトリクス状に多数個整列して一体形成された集合基板。
【請求項5】
少なくとも1つの、請求項1乃至3に記載のパッケージ部材と、励振電極が形成された圧電振動片とを備えた圧電振動デバイス。
【請求項6】
圧電振動片に形成された励振電極を気密封止するパッケージ部材の製造方法であって、
前記パッケージ部材がガラスまたは水晶からなり、
湿式エッチングによって、前記パッケージ部材の両主面各々から該パッケージ部材内部に向かって漸次小径化した傾斜部を備えた有底孔を対向形成する有底孔形成工程と、
前記有底孔の少なくとも底面を穿孔手段によって、前記パッケージ部材の厚さ方向に略直線状に穿孔して直管部を形成する穿孔工程と、
前記傾斜部と前記直管部とで構成された貫通孔の内壁面に金属膜を形成する成膜工程と、
前記金属膜を溶融一体化させて金属を貫通孔内に充填する充填工程と、
を有するパッケージ部材の製造方法。
【請求項7】
前記穿孔手段が、レーザービームまたは電子ビーム、あるいはドライエッチングであることを特徴とする請求項6に記載のパッケージ部材の製造方法。
【請求項1】
圧電振動片に形成された励振電極を気密封止するパッケージ部材であって、
前記パッケージ部材には貫通孔が形成されてなり、前記貫通孔内に導体が少なくとも充填されることによって、該パッケージ部材の両主面に形成された電極パターンが導通接続され、前記貫通孔は、前記両主面における貫通孔の両端部の径が、前記パッケージ部材の内部における貫通孔の径よりも大きく、
前記貫通孔は、前記パッケージ部材の両主面各々からパッケージ部材の内部に向かって漸次小径化した傾斜部と、
前記傾斜部とパッケージ部材の内部で繋がり、パッケージ部材の内部に略一定径で形成された直管部とからなり、
前記直管部の内壁面が、前記傾斜部の内壁面よりも粗くなっていることを特徴とするパッケージ部材。
【請求項2】
前記直管部の断面形状が、前記パッケージ部材の一つの主面に向かって略テーパー状に大径化した形状となっていることを特徴とする請求項1に記載のパッケージ部材。
【請求項3】
前記パッケージ部材が等方性材料からなることを特徴とする請求項1乃至2に記載のパッケージ部材。
【請求項4】
請求項1乃至3に記載のパッケージ部材が、マトリクス状に多数個整列して一体形成された集合基板。
【請求項5】
少なくとも1つの、請求項1乃至3に記載のパッケージ部材と、励振電極が形成された圧電振動片とを備えた圧電振動デバイス。
【請求項6】
圧電振動片に形成された励振電極を気密封止するパッケージ部材の製造方法であって、
前記パッケージ部材がガラスまたは水晶からなり、
湿式エッチングによって、前記パッケージ部材の両主面各々から該パッケージ部材内部に向かって漸次小径化した傾斜部を備えた有底孔を対向形成する有底孔形成工程と、
前記有底孔の少なくとも底面を穿孔手段によって、前記パッケージ部材の厚さ方向に略直線状に穿孔して直管部を形成する穿孔工程と、
前記傾斜部と前記直管部とで構成された貫通孔の内壁面に金属膜を形成する成膜工程と、
前記金属膜を溶融一体化させて金属を貫通孔内に充填する充填工程と、
を有するパッケージ部材の製造方法。
【請求項7】
前記穿孔手段が、レーザービームまたは電子ビーム、あるいはドライエッチングであることを特徴とする請求項6に記載のパッケージ部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2010−206322(P2010−206322A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−47256(P2009−47256)
【出願日】平成21年2月27日(2009.2.27)
【出願人】(000149734)株式会社大真空 (312)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年2月27日(2009.2.27)
【出願人】(000149734)株式会社大真空 (312)
【Fターム(参考)】
[ Back to top ]