
パネル接合体、パネル接合体の製造方法およびパネル接合体を備えた車両

【課題】簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できるパネル接合体、このパネル接合体の製造方法およびこのパネル接合体を備えた車両を提供する。
【解決手段】複数のパネル10の縁部11a,11a間および縁部12a,12a間に、連結部9を有して連結して構成されたパネル接合体20であって、連結部9は、隣接するパネル10の第一主板11,11同士が接合されるとともに、パネル10の第二主板12,12のそれぞれが、第二主板12,12間に配置された連結板部材30のそれぞれ対応する側縁30a,30aと接合されて形成され、連結部9の縁部11a,11aに沿う断面の曲げ降伏荷重が、パネル10の曲げ降伏荷重よりも小さく設定されていることを特徴としている。
【解決手段】複数のパネル10の縁部11a,11a間および縁部12a,12a間に、連結部9を有して連結して構成されたパネル接合体20であって、連結部9は、隣接するパネル10の第一主板11,11同士が接合されるとともに、パネル10の第二主板12,12のそれぞれが、第二主板12,12間に配置された連結板部材30のそれぞれ対応する側縁30a,30aと接合されて形成され、連結部9の縁部11a,11aに沿う断面の曲げ降伏荷重が、パネル10の曲げ降伏荷重よりも小さく設定されていることを特徴としている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、パネル接合体、パネル接合体の製造方法およびパネル接合体を備えた車両に関するものである。
【背景技術】
【0002】
従来から、鉄道車両等の車体フレームは、屋根構体と、互いに向かい合う側構体と、床構体とを相互に接合して製造される。車体フレームを構成する屋根構体、側構体および床構体の各構体は、ダブルスキンと呼ばれる長尺中空構造のパネルを、パネルの短手方向に複数接合して形成される場合がある。
【0003】
特許文献1には、中空構造型材および中空構造型材を接合して形成された構造物について記載されている。
特許文献1に記載の中空構造型材は、対向する2つの板と前記両板を接続支持する複数のリブ板とにより形成されている。対向する2つの板のうち一の板は他の板よりも先端が短く形成されており、隣接する中空構造型材の一の板間には継手板が配置されている。構造物は、2つの中空構造型材の他の板同士を接合した後、継手板と一の板とを接合して形成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−243379号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の構造物および構造物の製造方法には、以下のような問題がある。
特許文献1に記載の技術では、接合体を構成するパネルである中空構造型材の一の板と継手板とを接合する過程で、溶接時の熱による膨張や、接合部が溶融後冷却硬化する際の収縮により、接合される中空構造型材相互間に溶接歪が生じる。このため、中空構造型材を接合して形成された構造物の表面に撓み等の変形が生じ、所望の形状に形成できないおそれがある。また、構造物の表面の変形は、美観上も好ましくない。
【0006】
このため、撓んだ構造物を加熱して歪取りを行うことで構造物の変形を矯正することが考えられるが、矯正工程が煩雑である。さらに、構造物の表面の変形による美観上の問題を解消するために、構造物の表面に樹脂材を塗布した後研磨加工および塗装を行うことが考えられる。しかしながら、近年では、製造過程における環境対策や低コスト化の観点から、中空構造型材の矯正工程後に行われる塗装工程を削除する要望がある。特に、交通システム車両の車体は大型の構造物であるため、発生する変形の矯正に時間がかかり、塗装に要する塗料の量が多い。このため、溶接歪に起因する構造物の変形そのものの低減が特に望まれている。
【0007】
そこで、本発明は、簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できるパネル接合体、このパネル接合体の製造方法およびこのパネル接合体を備えた車両の提供を課題とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するため、本発明のパネル接合体は、並んで配置される複数のパネルの縁部間に、連結部を有して連結して構成されたパネル接合体であって、前記パネルは、互いに向かい合う一対の主板と、前記主板同士を連結するリブとを有し、前記連結部は、隣接する前記パネルの一方側の主板同士が接合されるとともに、前記パネルの他方側の主板のそれぞれが、前記他方側の主板間に配置された連結板部材のそれぞれ対応する側縁と接合されて形成され、前記連結部の前記縁部に沿う断面の曲げ降伏荷重が、前記パネルの曲げ降伏荷重よりも小さいことを特徴としている。
【0009】
ここで、連結部の縁部に沿う断面の曲げ降伏荷重とは、連結部の縁部に沿う断面に曲げモーメントにより作用する圧縮荷重または引張荷重に対する降伏荷重をいう。
本発明によれば、連結部の縁部に沿う断面の曲げ降伏荷重をパネルの曲げ降伏荷重よりも小さく設定しているので、パネルを溶接等により接合する際に歪が発生しても、連結部が弾性変形して歪を吸収できる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を低減できる。
また、仮にパネル接合体が接合時の歪に起因して変形した場合であっても、曲げ降伏荷重の小さい連結部のみに曲げ加工を施す等して簡単に変形を矯正できる。
【0010】
また、前記連結板部材は、前記一方側の主板に向かって凹んだ凹部を有していることを特徴としている。
【0011】
本発明によれば、連結部を構成する連結板部材に凹部を形成することで、接合時に連結部に歪が発生しても連結板部材が弾性変形することにより、当該歪を吸収することができる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を確実に低減できる。
また、連結板部材の凹部により、パネルの曲げ降伏荷重に対して、連結部の曲げ降伏荷重が小さく設定されている。そして、当該凹部が、当該連結板部材が接合される他方側の主板と反対側の一方側の主板に向かって凹んでいることで、凹部で連結板部材を塑性変形させるようにして、接合時の歪に起因する変形を簡単に矯正できる。
【0012】
また、前記連結板部材は、貫通孔を有していることを特徴としている。
【0013】
本発明によれば、連結部を構成する連結板部材に貫通孔を形成することで、連結板部材の強度を下げることができる。これにより、接合時に連結部に歪が発生しても、連結板部材が弾性変形することで、当該歪を吸収することができる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を確実に低減できる。
また、連結板部材の貫通孔により、パネルの曲げ降伏荷重に対して、連結部の曲げ降伏荷重が小さく設定されている。そして、当該貫通孔を形成することにより、貫通孔を形成しない場合よりも連結板部材の断面積が小さくなるので、連結板部材の貫通孔周辺を塑性変形させるようにして、接合時の歪に起因する変形を簡単に矯正できる。
特に、連結板部材に形成する貫通孔の位置や個数を適宜設定することで、連結部の縁部に沿う断面の曲げ降伏荷重を所望の値に容易に設定できる。
【0014】
また、前記連結板部材の板厚は、前記一方側の主板の板厚よりも薄く形成されていることを特徴としている。
【0015】
本発明によれば、連結部を構成する連結板部材を一方側の主板の板厚よりも薄く形成することで、連結板部材の強度を下げることができる。これにより、接合時に連結部に歪が発生しても、連結板部材が弾性変形することで、当該歪を吸収することができる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を確実に低減できる。
また、連結板部材を一方側の主板の板厚よりも薄く形成することで、パネルの曲げ降伏荷重に対して、連結部の曲げ降伏荷重が小さく設定されている。そして、連結板部材を一方側の主板の板厚よりも薄く形成することにより、連結板部材の断面積が小さくなるので、連結板部材の貫通孔周辺を塑性変形させるようにして、接合時の歪に起因する変形を簡単に矯正できる。
特に、連結板部材の板厚を適宜設定することで、連結部の縁部に沿う断面の曲げ降伏荷重を所望の値に容易に設定できる。
【0016】
また、本発明のパネル接合体の製造方法は、並んで配置される複数のパネルの縁部間に、連結部を有して連結して構成されたパネル接合体の製造方法であって、前記パネルは、互いに向かい合う一対の主板と、前記主板同士を連結するリブとを有し、前記連結部の前記縁部に沿う断面の曲げ降伏荷重が、前記パネルの曲げ降伏荷重よりも小さく設定され、隣接する前記パネルの一方側の主板同士を接合する第一接合工程と、前記パネルの他方側の主板のそれぞれと、前記他方側の主板間に配置された連結板部材のそれぞれ対応する側縁とを接合する第二接合工程と、前記第一接合工程および前記第二接合工程の後、前記パネル接合体の変形を矯正する矯正工程と、を備えていることを特徴としている。
【0017】
本発明によれば、第二接合工程で他方側の主板と連結板部材の側縁とを接合したときに、連結部を構成する連結板部材が弾性変形することで、溶接等により接合する際に発生する歪を吸収できる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を低減できる。
また、矯正工程を備えているので、仮にパネル接合体が接合時の歪に起因して変形した場合であっても、曲げ降伏荷重の小さい連結部のみに曲げ加工を施す等して連結板部材を塑性変形させて、簡単に変形を矯正できる。
【0018】
また、本発明の車両は、上述したパネル接合体で形成された車体フレームを備えていることを特徴としている。
【0019】
本発明によれば、上述のパネル接合体で形成された車体フレームを備えているので、精度良くかつ低コストな車両を製造することができる。
【発明の効果】
【0020】
本発明によれば、簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できる。
【図面の簡単な説明】
【0021】
【図1】第一実施形態のパネル接合体を備えた鉄道車両の断面斜視図である。
【図2】第一実施形態のパネルの断面図である。
【図3】第一実施形態のパネル接合体の断面図である。
【図4】第一実施形態の第一変形例に係るパネル接合体の断面図である。
【図5】第一実施形態の第二変形例に係るパネル接合体の断面図である。
【図6】パネル接合体の製造工程の説明図である。
【図7】第一接合工程の説明図である。
【図8】第二接合工程の説明図である。
【図9】矯正工程の説明図である。
【図10】第二実施形態の連結板部材の平面図である。
【図11】第二実施形態の第一変形例に係る連結板部材の平面図である。
【図12】第二実施形態の第二変形例に係る連結板部材の平面図である。
【図13】第二実施形態の第三変形例に係る連結板部材の平面図である。
【図14】第二実施形態の第四変形例に係る連結板部材の平面図である。
【発明を実施するための形態】
【0022】
(第一実施形態)
以下に、第一実施形態のパネル接合体20について説明をする。
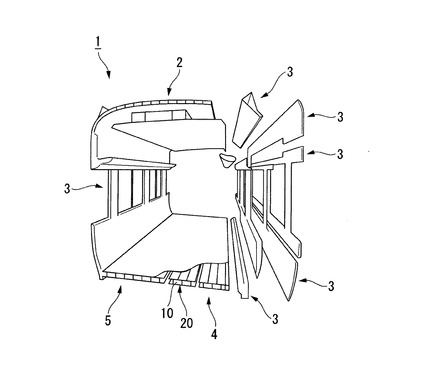
図1は、鉄道車両1の斜視断面図である。
図1に示すように、鉄道車両1は、例えば、屋根構体2と、互いに向かい合う複数対の側構体3と、床構体4とで構成された車体フレーム5を備えている。
屋根構体2、側構体3および床構体4は、いずれも長尺のパネル10をパネル10の短手方向に複数接合したパネル接合体20により形成されている。
【0023】
(パネル)
図2は、パネル10の断面図である。
図2に示すように、パネル10は、紙面表裏方向に長手方向を有し、図2の左右方向に短手方向を有する長尺の板状部材である。パネル10は、アルミニウムやアルミニウム合金等の金属を、例えば押し出し成型することにより形成される。
パネル10は、互いに向かい合う一対の主板11,12(第一主板11および第二主板12)と、第一主板11および第二主板12を連結する複数のリブ(中央リブ15および一対のサイドリブ16,16)とを有しており、いわゆるダブルスキン構造となっている。
【0024】
一方側(図2における上側)に配置された第一主板11、および他方側(図2における下側)に配置された第二主板は、いずれも略矩形板状に形成されており、長手方向の長さは同一に形成されている。また、第一主板11の短手方向の幅は、第二主板12の短手方向の幅よりも広く形成されている。第一主板11および第二主板12は、所定距離だけ離間した状態で略平行に配置されている。
【0025】
中央リブ15および一対のサイドリブ16,16は、第一主板11および第二主板12と長手方向の長さが同一に形成されている。
中央リブ15は、第一主板11および第二主板12の短手方向の略中央において、第一主板11と第二主板12とを接続している。
また、中央リブ15は、第一主板11および第二主板12に対して略垂直に配置されている。中央リブ15の一方側端部15aおよび他方側端部15bは、中央リブ15の他の部分に比べて肉厚が若干厚くなるように形成されている。これにより、中央リブ15と第一主板11および第二主板12との接続部分の強度が確保されている。
【0026】
一対のサイドリブ16,16は、中央リブ15を挟んで両側において、第一主板11と第二主板12とを接続している。サイドリブ16の一方側(図2における上側)端部16aは、第一主板11の短手方向における縁部11aよりも内側に接続されている。また、サイドリブ16の他方側(図2における下側)端部16bは、第二主板12の短手方向における縁部12aに接続されている。
一対のサイドリブ16,16は、他方側から一方側(図2における下側から上側)に向かって、中央リブ15から離反するように傾斜して配置されている。サイドリブ16の一方側端部16aおよび他方側端部16bは、サイドリブ16の他の部分に比べて肉厚が若干厚くなるように形成されており、サイドリブ16と第一主板11および第二主板12との接続部分の強度が確保されている。
【0027】
一対のサイドリブ16,16と第二主板12との接続部分の他方側(図2における下側)には、第二主板12の外表面よりも一方側(図2における上側)に一段凹んだ段差部18,18が形成されている。段差部18,18の段差面18a,18aには、後述する連結板部材30の短手方向の側縁30a,30aが配置される。
【0028】
(パネル接合体)
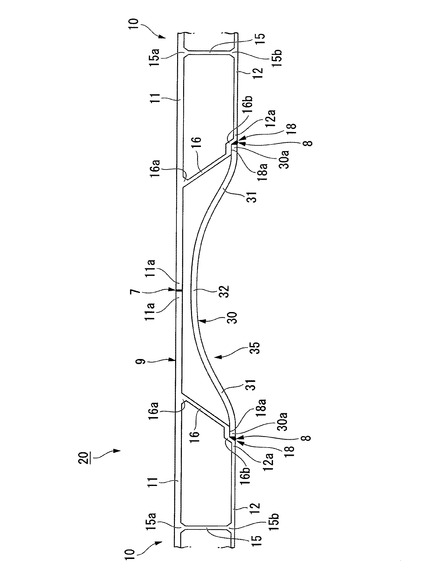
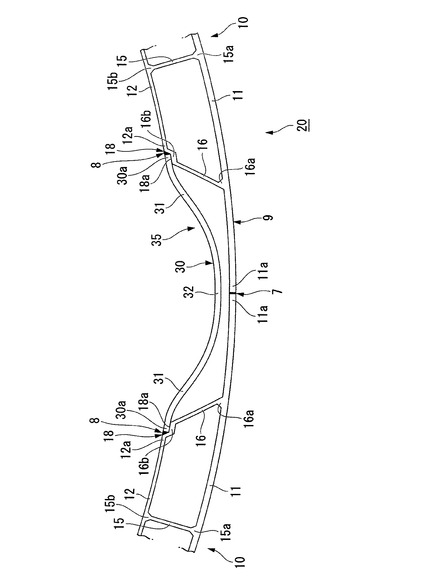
図3は、第一実施形態のパネル接合体20の断面図である。
図3に示すように、パネル接合体20は、複数のパネル10を、パネル10の短手方向に並べ、隣接するパネル10,10同士を溶接により接合することで形成される。
具体的には、隣接するパネル10,10の一方側(図3における上側)は、第一主板11,11におけるそれぞれの第一主板11,11の縁部11a,11aを付き合わせた状態で、例えば摩擦攪拌接合等の溶接方法により接合している。また、隣接するパネル10,10の他方側(図3における下側)は、第二主板12,12間に連結板部材30が配置されており、連結板部材30の側縁30a,30aと、第二主板12,12の縁部12a,12aに形成された段差部18,18とを、例えばTIG(Tungsten Inert Gas)溶接やMIG(Metal Inert Gas)溶接等の溶接方法により接合している。
【0029】
なお、上記においては、第一主板11同士を摩擦攪拌接合により、第二主板12と連結板部材30とをTIG溶接やMIG溶接等により、それぞれ溶接接合することを例に挙げているが、逆の組み合わせとしても良く、両方とも同様の溶接方法で実施しても良く、または、上記例以外の他の溶接方法を適用しても良い。
【0030】
(連結板部材)
図3に示すように、連結板部材30は、第一主板11に向かって凹んだ凹部35を有する断面視略U字状の板状部材であり、第一主板11および第二主板12と長手方向の長さが同一に形成されている。連結板部材30の板厚は、第一主板11および第二主板12の板厚と略同一に形成される。なお、凹部35は連結板部材30の一部に位置してもよい。つまり、連結板部材30の一部のみが断面視略U字状であってもよい。
【0031】
連結板部材30は、段差面18a,18aと当接可能な側縁30a,30aと、短手方向の略中央において第二主板12よりも一方側(図3における上側)に形成された平坦部32と、平坦部32を挟んで短手方向の両側に形成されて側縁30a,30aと平坦部32とを滑らかに接続する湾曲部31,31と、により形成されている。なお、平坦部32と湾曲部31,31とにより凹部35が形成される。
【0032】
(連結部)
上述のように、隣接するパネル10,10は、第一主板11,11の縁部11a,11aの接合部(以下「第一接合部」という。)7と、連結板部材30の側縁30a,30aと第二主板12,12との接合部(以下「第二接合部」という。)8と、により連結される。そして、隣接するパネル10,10の第一主板11,11、サイドリブ16,16、および連結板部材30で囲まれた領域が、隣接するパネル10,10を連結する連結部9となっている。
【0033】
ここで、連結板部材30の側縁30a,30aと、第二主板12,12の段差部18,18とを溶接したとき、溶接時の熱により溶接歪が発生する。しかし、連結部9を構成する連結板部材30には、第一主板11に向かって凹んだ凹部35が形成されているので、連結部9に短手方向に沿って圧縮荷重または引張荷重が発生しても、応力が集中すること無く連結板部材30が弾性変形する。すなわち、連結部9における第一主板11の縁部11a,11aに沿う断面に作用する圧縮荷重または引張荷重に対する降伏荷重(以下「曲げ降伏荷重」という。)は、パネル10の曲げ降伏荷重よりも小さく設定される。
これにより、連結部9が良好に弾性変形して溶接歪を吸収するので、パネル接合体20を形成したときに、溶接時の溶接歪に起因するパネル接合体20の変形が確実に低減される。さらに、溶接歪に起因するパネル接合体20の変形が発生しても、連結板部材30を選択的に塑性変形させてパネル接合体20の変形を矯正できる。
【0034】
なお、連結板部材30の板厚は、第一主板11および第二主板12の板厚よりも薄く形成してもよい。これにより、連結板部材30がさらに容易に弾性変形できるので、溶接歪に起因する変形を低減できる。連結板部材30の板厚は、連結板部材30に要求される強度に応じて適宜設定される。
【0035】
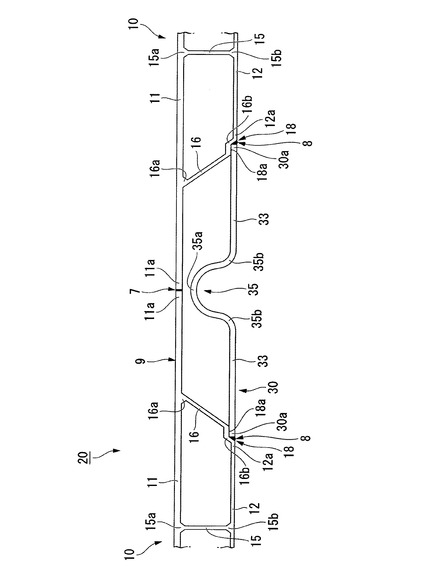
(第一実施形態の第一変形例)
図4は、第一実施形態の第一変形例に係るパネル接合体20の断面図である。
実施形態のパネル接合体20では、連結板部材30の凹部35が、短手方向の略中央において第二主板12よりも一方側に形成された平坦部32と、側縁30a,30aと平坦部32とを滑らかに接続する湾曲部31,31とにより形成されていた。これに対して、実施形態の第一変形例では、連結板部材30の凹部35が、所定の曲げRで第一主板11に向かって凹んで形成されている点で、実施形態のパネル接合体20と異なっている。なお、実施形態と同様の構成については、説明を省略する。
【0036】
図4に示すように、第一実施形態の第一変形例に係る連結板部材30は、短手方向の略中央において一方側(図4における上側)に凹んだ凹部35と、凹部35を挟んで短手方向の両側に形成された平面部33とにより形成されている。凹部35は、所定の曲げRで第一主板11に向かって凹んだ底部35aと、底部35aを挟んで短手方向の両側に形成されて底部35aと平面部33とを滑らかに接続する接続部35bとを有している。これにより、連結板部材30が弾性変形したときに、特定箇所に応力が集中するのを抑制している。
【0037】
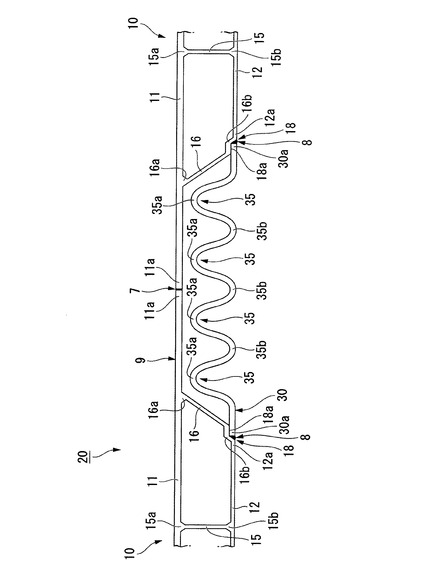
(第一実施形態の第二変形例)
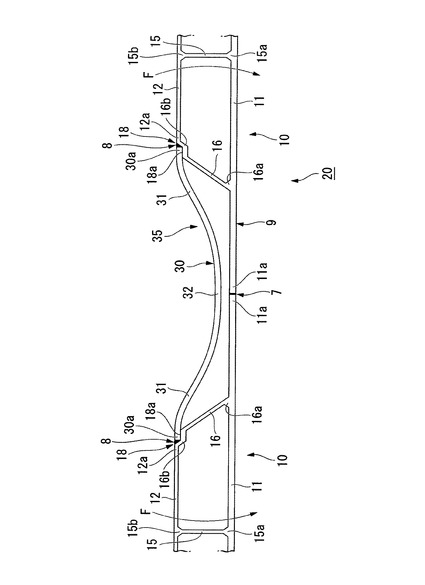
図5は、第一実施形態の第二変形例に係るパネル接合体の断面図である。
実施形態の第二変形例では、凹部35が複数形成されている点で第一実施形態および第一変形例に係るパネル接合体20と異なっている。
図5示すように、第一実施形態の第二変形例に係る連結板部材30は、凹部35が短手方向に複数並んで形成されている。隣り合う凹部35は、底部35aを挟んで短手方向の両側に形成された接続部35bにより滑らかに接続されている。このように、連結板部材30は、複数の底部35aと接続部35bとにより、断面視略蛇腹状に形成される。なお、底部35aの曲げRと、接続部35bの曲げRとは略同一の大きさに形成されるのが望ましい。これにより、連結板部材30が弾性変形したときに、特定箇所に応力が集中するのを抑制している。
【0038】
(第一実施形態および第一実施形態の各変形例の効果)
本実施形態および各変形例によれば、連結部9における第一主板11の縁部11a,11aに沿う断面の曲げ降伏荷重を、パネル10の曲げ降伏荷重よりも小さく設定しているので、パネル10を溶接により接合する際に溶接歪が発生しても、連結部9が弾性変形して溶接歪を吸収できる。したがって、パネル接合体20を形成したときに、溶接歪に起因する変形を低減できる。
また、仮にパネル接合体20が溶接歪に起因して変形した場合であっても、曲げ降伏荷重の小さい連結部9のみに曲げ加工を施す等して簡単に変形を矯正できる。
【0039】
また、本実施形態および各変形例によれば、連結部9を構成する連結板部材30に凹部35を形成することで、溶接時に連結部9に歪が発生しても連結板部材30が弾性変形することにより、当該歪を吸収することができる。したがって、パネル接合体20を形成したときに、溶接時の歪に起因する変形を確実に低減できる。
また、連結板部材30の凹部35により、パネル10の曲げ降伏荷重に対して、連結部9の曲げ降伏荷重が小さく設定されている。そして、当該凹部35が、当該連結板部材30が溶接される第二主板12と反対側の第一主板11に向かって凹んでいることで、凹部35で連結板部材30を塑性変形させるようにして、溶接時の歪に起因する変形を簡単に矯正できる。
【0040】
(第一実施形態のパネル接合体の製造方法)
続いて、上述した第一実施形態のパネル接合体20の製造工程について、フローチャートを用いて説明をする。
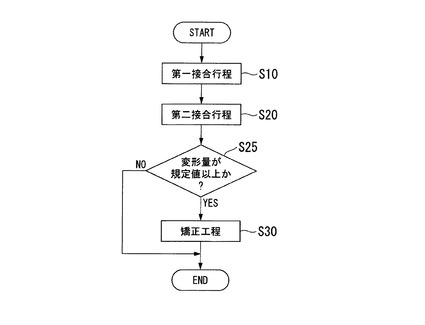
図6は、パネル接合体20の製造工程のフローチャートである。
図6に示すように、パネル接合体20の製造工程は、第一接合工程S10と、第二接合工程S20と、矯正工程S30とを備えている。以下に、各製造工程の詳細について説明をする。
【0041】
(第一接合工程)
図7は、第一接合工程S10の説明図である。なお、図7のパネル10は、図3に対して天地が逆転して図示されている。
図7に示すように、第一接合工程S10では、隣接するパネル10の第一主板11同士を、摩擦攪拌接合により溶接する。これにより、第一主板11,11の境界に第一接合部7(図3参照)が形成される。なお、第一接合工程S10における溶接方法は摩擦攪拌接合に限定されることは無く、TIG溶接やMIG溶接等の溶接方法であってもよい。ただし、摩擦攪拌接合は、TIG溶接やMIG溶接等と比較して、接合部分の外観をきれいに形成できる。したがって、摩擦攪拌接合は、溶接後に第一主板11の表面に樹脂材を塗布した後研磨加工したり塗装したりする必要がない点で優位性がある。
【0042】
第一接合工程S10は、具体的には以下の手順で行われる。まず、複数のパネル10の第一主板11を、図7における下側に配置された作業台(不図示)に載置し、隣接する第一主板11の縁部11aを付き合わせて配置する。続いて、回転ツール40を回転させつつ、他方側から一方側(図7における上側から下側)に向けて、回転ツール40を第一主板11に押圧する。なお、第一主板11を作業台に載置することで、回転ツール40の押圧力を効果的に受けることができる。
【0043】
続いて、プローブ部40aを第一主板11に挿入し、ショルダー面40bを第一主板11の表面に接触させた状態で、この回転ツール40を第一主板11の縁部11a(すなわち接合線)に沿って移動させる。これにより、隣接する第一主板11の縁部11a同士が摩擦熱で溶融して摩擦攪拌接合される。以上で、第一接合工程S10が終了する。
【0044】
(第二接合工程)
図8は、第二接合工程S20の説明図である。なお、図8では、パネル接合体20に発生する溶接歪を誇張して表現している。
図8に示すように、第二接合工程S20では、複数のパネル10の第二主板12,12のそれぞれと、第二主板12,12間に配置された連結板部材30のそれぞれ対応する側縁30a,30aとを、TIG溶接で溶接する。これにより、第二主板12と連結板部材30との境界に第二接合部8(図3参照)が形成される。なお、第二接合工程S20における溶接方法はTIG溶接に限定されることは無く、摩擦攪拌接合であってもよい。ただし、摩擦攪拌接合は、回転ツール40の押圧力を受けるための作業台が必要となる。ここで、第二主板12,12の一方側(図8における下側)には、第一主板11、中央リブ15およびサイドリブ16が存在しており、第二主板12,12の一方側を作業台に載置するのが困難である。したがって、第二接合工程S20では、作業性の観点から、TIG溶接により第二主板12,12と連結板部材30とを溶接している。
【0045】
第二接合工程S20は、具体的には以下の手順で行われる。
まず、複数のパネル10の第二主板12,12間に、連結板部材30を配置する。このとき、連結板部材30の側縁30a,30aを、第二主板12の縁部12a,12aに形成された段差部18,18の段差面18a,18aに当接させて配置する。
【0046】
続いて、不図示のTIGトーチおよびロウ材を、第二主板12の一方(例えば、図8における右側)の縁部12aおよび連結板部材30の側縁30aに近接させ、TIGトーチでロウ材を溶融させる。そして、第二主板12の一方の縁部12aおよび連結板部材30の側縁30aに沿ってロウ付けを行い溶接する。続いて、第二主板12の他方(例えば、図8における左側)の縁部12aおよび連結板部材30の側縁30aを同様に溶接する。これにより、第二主板12,12間に連結板部材30が接合され、連結部9を有するパネル接合体20が形成される。以上で、第二接合工程S20が終了する。
【0047】
ここで、TIG溶接時の熱による母材の膨張や溶接後の冷却硬化による母材の収縮等により、連結部9に圧縮荷重または引張荷重が発生する。そして、図8に示すように、例えば連結部9を挟んで両側のパネル10が他方側(図8における上側)に反り返って、パネル接合体20に歪が発生する。
しかし、連結部9を構成する連結板部材30には、第一主板11に向かって凹んだ凹部35が形成されているので、連結部9に圧縮荷重または引張荷重が発生しても、応力が集中すること無く連結板部材30が弾性変形する。このように、連結部9が良好に弾性変形して、第二接合工程S20における溶接歪を吸収するので、溶接歪に起因するパネル接合体20の変形が確実に低減される。
【0048】
(パネル接合体20の変形量の判断)
第二接合工程S20の後、目視確認等によりパネル接合体20の変形量を確認する(S25)。パネル接合体20の変形量が規定値以上であると判断された場合(S25でYESと判断された場合)には、パネル接合体20の変形を矯正する矯正工程S30を行う。なお、パネル接合体20の変形量が規定値未満であると判断された場合(S25でNOと判断された場合)には、パネル接合体20の製造工程が終了する。
【0049】
(矯正工程)
図9は、矯正工程S30の説明図である。
図9に示すように、矯正工程S30では、連結部9に曲げ加工を施す等してパネル接合体20の変形を矯正する。
具体的には、パネル10の反り方向とは反対方向(図9における上側から下側)に不図示のベンダー等で機械的な荷重Fを加えて変形を矯正する方法や、不図示のハンマー等で機械的な荷重Fを加えて変形を矯正する方法、不図示のバーナーで加熱して変形を矯正する方法、これら各方法を組み合わせる方法等が考えられる。変形を矯正した時点で矯正工程S30が終了し、以上でパネル接合体20の製造工程が終了する。
【0050】
(効果)
本実施形態によれば、第二接合工程S20で第二主板12,12と連結板部材30の側縁30a,30aとを接合したときに、連結部9を構成する連結板部材30が弾性変形することで、TIG溶接により発生する溶接歪を吸収できる。したがって、パネル接合体20を形成したときに、溶接歪に起因する変形を低減できる。
また、矯正工程S30を備えているので、仮にパネル接合体20が溶接歪に起因して変形した場合であっても、曲げ降伏荷重の小さい連結部9のみに曲げ加工を施す等して連結板部材30を塑性変形させて、簡単に変形を矯正できる。
【0051】
(第二実施形態のパネル接合体)
続いて、第二実施形態のパネル接合体について説明する。
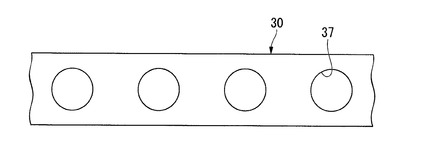
図10は、第二実施形態の連結板部材30の平面図である。
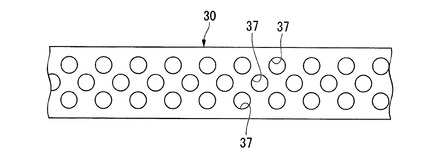
第一実施形態のパネル接合体20では、連結板部材30に凹部35を形成することにより、連結部9における曲げ降伏荷重をパネル10の曲げ降伏荷重よりも小さく設定していた。これに対して、第二実施形態では、連結板部材30に貫通孔37を形成することにより、連結部9における曲げ降伏荷重をパネル10の曲げ降伏荷重よりも小さく設定している点で、第一実施形態とは異なっている。なお、第一実施形態と同様の構成については、説明を省略する。
図10に示すように、第二実施形態の連結板部材30は、略真円形状の貫通孔37が、連結板部材30の短手方向(図10における上下方向)の略中央において、連結板部材30の長手方向(図10における左右方向)に沿って並んで複数形成されている。貫通孔37を形成することにより、連結板部材30の強度を低下させて容易に弾性変形できるようにしている。
【0052】
(第二実施形態の第一〜第四変形例のパネル接合体)
図11〜図14は、第二実施形態の第一〜第四変形例の連結板部材30の平面図である。
図11〜図14の各変形例に示すように、貫通孔37の開口面積および個数は、連結板部材30に要求される強度に応じて適宜設定が可能である。
【0053】
図11に示すように、第二実施形態の第一変形例では、略真円形状の貫通孔37が、連結板部材30の長手方向に沿って並んで形成されており、さらに連結板部材30の短手方向に三列形成されている。各列の貫通孔37は、交互に千鳥配置されている。
【0054】
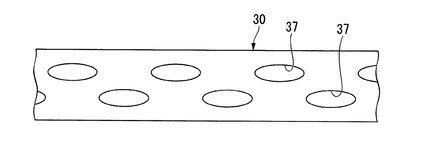
図12に示すように、第二実施形態の第二変形例では、連結板部材30の長手方向に沿って長軸を有する略楕円形状の貫通孔37が複数形成されている。貫通孔37は、連結板部材30の長手方向に沿って並んで形成されており、さらに連結板部材30の短手方向に二列形成されている。各列の貫通孔37は、交互に千鳥配置されている。
【0055】
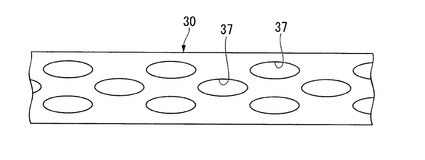
図13に示すように、第二実施形態の第三変形例では、上述した第二変形例の貫通孔37が、連結板部材30の短手方向に三列形成されている。各列の貫通孔37は、交互に千鳥配置されている。
【0056】
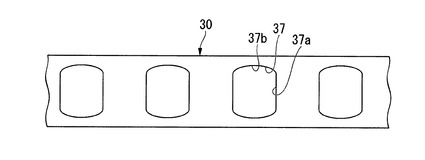
図14に示すように、第二実施形態の第四変形例では、連結板部材30の短手方向に沿って長辺37aを有し、連結板部材30の長手方向に沿って短辺37bを有する略長方形状の貫通孔37が複数形成されている。貫通孔37の短辺37bは、連結板部材30の短手方向の外側に膨出して湾曲形成されており、連結板部材30が変形した時の応力の集中を抑制している。貫通孔37は、連結板部材30の短手方向の略中央において、連結板部材30の長手方向に沿って並んで複数形成されている。
【0057】
(第二実施形態および第二実施形態の各変形例の効果)
第二実施形態および第二実施形態の各変形例によれば、連結部9を構成する連結板部材30に貫通孔37を形成することで、連結板部材30の強度を下げることができる。これにより、溶接時に連結部9に歪が発生しても、連結板部材30が弾性変形することで、当該歪を吸収することができる。したがって、パネル接合体20を形成したときに、接合時の歪に起因する変形を確実に低減できる。
また、連結板部材30の貫通孔37により、パネル10の曲げ降伏荷重に対して、連結部9の曲げ降伏荷重が小さく設定されている。そして、当該貫通孔37を形成することにより、貫通孔37を形成しない場合よりも連結板部材30の断面積が小さくなるので、連結板部材30の貫通孔37周辺を塑性変形させるようにして、溶接時の歪に起因する変形を簡単に矯正できる。
特に、連結板部材30に形成する貫通孔37の位置や個数を適宜設定することで、連結部9における第一主板11の縁部11aに沿う断面の曲げ降伏荷重を所望の値に容易に設定できる。
【0058】
なお、この発明の技術範囲は上記実施の形態に限られるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
【0059】
パネル10の形状は、各実施形態および各変形例の形状に限定されることはない。例えば、リブの本数は各実施形態および各変形例に限定されることはなく、更に多くのリブを備えていてもよい。
【0060】
連結板部材30の形状は、各実施形態および各変形例の形状に限定されることはない。例えば、第一実施形態の連結板部材30の形状と第二実施形態の連結板部材30の形状とを組み合わせてもよい。具体的には、貫通孔37を有する連結板部材30に凹部を形成してもよい。
また、貫通孔37の形状は、第二実施形態および各変形例の形状に限定されることはない。例えば、貫通孔37は、円形状や楕円形状に限定されず、平面視略十字形状に形成されていてもよい。
【0061】
また、第二実施形態の第二変形例および第三変形例では、連結板部材30の長手方向に沿って長軸を有する略楕円形状の貫通孔37が形成されていた。しかし、例えば、連結板部材30の長手方向に沿って長軸を有する略楕円形状の貫通孔と、連結板部材30の短手方向に沿って長軸を有する略楕円形状の貫通孔と、を組み合わせてもよい。
【0062】
溶接方法について、第一接合工程S10では摩擦攪拌接合を採用し、第二接合工程S20ではTIG溶接を採用したが、逆の組み合わせとしても良く、両方とも同様の溶接方法で実施しても良く、または、上記例以外の他の溶接方法を適用しても良い。
【0063】
第一実施形態では、パネル接合体20を鉄道車両1の車体フレーム5に採用しているが、車両は鉄道車両1に限定されない。また、車両以外の構造体にも、本発明のパネル接合体20を採用することができる。
【符号の説明】
【0064】
1:鉄道車両(車両) 5:車体フレーム 10:パネル 11:第一主板(一方側の主板) 11a:第一主板の縁部(縁部) 12:第二主板(他方側の主板) 12a:第二主板の縁部(縁部) 15:中央リブ(リブ) 16:サイドリブ(リブ) 20:パネル接合体 30:連結板部材 30a:側縁 35:凹部 37:貫通孔 S10:第一接合工程 S20:第二接合工程 S30:矯正工程
【技術分野】
【0001】
この発明は、パネル接合体、パネル接合体の製造方法およびパネル接合体を備えた車両に関するものである。
【背景技術】
【0002】
従来から、鉄道車両等の車体フレームは、屋根構体と、互いに向かい合う側構体と、床構体とを相互に接合して製造される。車体フレームを構成する屋根構体、側構体および床構体の各構体は、ダブルスキンと呼ばれる長尺中空構造のパネルを、パネルの短手方向に複数接合して形成される場合がある。
【0003】
特許文献1には、中空構造型材および中空構造型材を接合して形成された構造物について記載されている。
特許文献1に記載の中空構造型材は、対向する2つの板と前記両板を接続支持する複数のリブ板とにより形成されている。対向する2つの板のうち一の板は他の板よりも先端が短く形成されており、隣接する中空構造型材の一の板間には継手板が配置されている。構造物は、2つの中空構造型材の他の板同士を接合した後、継手板と一の板とを接合して形成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−243379号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の構造物および構造物の製造方法には、以下のような問題がある。
特許文献1に記載の技術では、接合体を構成するパネルである中空構造型材の一の板と継手板とを接合する過程で、溶接時の熱による膨張や、接合部が溶融後冷却硬化する際の収縮により、接合される中空構造型材相互間に溶接歪が生じる。このため、中空構造型材を接合して形成された構造物の表面に撓み等の変形が生じ、所望の形状に形成できないおそれがある。また、構造物の表面の変形は、美観上も好ましくない。
【0006】
このため、撓んだ構造物を加熱して歪取りを行うことで構造物の変形を矯正することが考えられるが、矯正工程が煩雑である。さらに、構造物の表面の変形による美観上の問題を解消するために、構造物の表面に樹脂材を塗布した後研磨加工および塗装を行うことが考えられる。しかしながら、近年では、製造過程における環境対策や低コスト化の観点から、中空構造型材の矯正工程後に行われる塗装工程を削除する要望がある。特に、交通システム車両の車体は大型の構造物であるため、発生する変形の矯正に時間がかかり、塗装に要する塗料の量が多い。このため、溶接歪に起因する構造物の変形そのものの低減が特に望まれている。
【0007】
そこで、本発明は、簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できるパネル接合体、このパネル接合体の製造方法およびこのパネル接合体を備えた車両の提供を課題とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するため、本発明のパネル接合体は、並んで配置される複数のパネルの縁部間に、連結部を有して連結して構成されたパネル接合体であって、前記パネルは、互いに向かい合う一対の主板と、前記主板同士を連結するリブとを有し、前記連結部は、隣接する前記パネルの一方側の主板同士が接合されるとともに、前記パネルの他方側の主板のそれぞれが、前記他方側の主板間に配置された連結板部材のそれぞれ対応する側縁と接合されて形成され、前記連結部の前記縁部に沿う断面の曲げ降伏荷重が、前記パネルの曲げ降伏荷重よりも小さいことを特徴としている。
【0009】
ここで、連結部の縁部に沿う断面の曲げ降伏荷重とは、連結部の縁部に沿う断面に曲げモーメントにより作用する圧縮荷重または引張荷重に対する降伏荷重をいう。
本発明によれば、連結部の縁部に沿う断面の曲げ降伏荷重をパネルの曲げ降伏荷重よりも小さく設定しているので、パネルを溶接等により接合する際に歪が発生しても、連結部が弾性変形して歪を吸収できる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を低減できる。
また、仮にパネル接合体が接合時の歪に起因して変形した場合であっても、曲げ降伏荷重の小さい連結部のみに曲げ加工を施す等して簡単に変形を矯正できる。
【0010】
また、前記連結板部材は、前記一方側の主板に向かって凹んだ凹部を有していることを特徴としている。
【0011】
本発明によれば、連結部を構成する連結板部材に凹部を形成することで、接合時に連結部に歪が発生しても連結板部材が弾性変形することにより、当該歪を吸収することができる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を確実に低減できる。
また、連結板部材の凹部により、パネルの曲げ降伏荷重に対して、連結部の曲げ降伏荷重が小さく設定されている。そして、当該凹部が、当該連結板部材が接合される他方側の主板と反対側の一方側の主板に向かって凹んでいることで、凹部で連結板部材を塑性変形させるようにして、接合時の歪に起因する変形を簡単に矯正できる。
【0012】
また、前記連結板部材は、貫通孔を有していることを特徴としている。
【0013】
本発明によれば、連結部を構成する連結板部材に貫通孔を形成することで、連結板部材の強度を下げることができる。これにより、接合時に連結部に歪が発生しても、連結板部材が弾性変形することで、当該歪を吸収することができる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を確実に低減できる。
また、連結板部材の貫通孔により、パネルの曲げ降伏荷重に対して、連結部の曲げ降伏荷重が小さく設定されている。そして、当該貫通孔を形成することにより、貫通孔を形成しない場合よりも連結板部材の断面積が小さくなるので、連結板部材の貫通孔周辺を塑性変形させるようにして、接合時の歪に起因する変形を簡単に矯正できる。
特に、連結板部材に形成する貫通孔の位置や個数を適宜設定することで、連結部の縁部に沿う断面の曲げ降伏荷重を所望の値に容易に設定できる。
【0014】
また、前記連結板部材の板厚は、前記一方側の主板の板厚よりも薄く形成されていることを特徴としている。
【0015】
本発明によれば、連結部を構成する連結板部材を一方側の主板の板厚よりも薄く形成することで、連結板部材の強度を下げることができる。これにより、接合時に連結部に歪が発生しても、連結板部材が弾性変形することで、当該歪を吸収することができる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を確実に低減できる。
また、連結板部材を一方側の主板の板厚よりも薄く形成することで、パネルの曲げ降伏荷重に対して、連結部の曲げ降伏荷重が小さく設定されている。そして、連結板部材を一方側の主板の板厚よりも薄く形成することにより、連結板部材の断面積が小さくなるので、連結板部材の貫通孔周辺を塑性変形させるようにして、接合時の歪に起因する変形を簡単に矯正できる。
特に、連結板部材の板厚を適宜設定することで、連結部の縁部に沿う断面の曲げ降伏荷重を所望の値に容易に設定できる。
【0016】
また、本発明のパネル接合体の製造方法は、並んで配置される複数のパネルの縁部間に、連結部を有して連結して構成されたパネル接合体の製造方法であって、前記パネルは、互いに向かい合う一対の主板と、前記主板同士を連結するリブとを有し、前記連結部の前記縁部に沿う断面の曲げ降伏荷重が、前記パネルの曲げ降伏荷重よりも小さく設定され、隣接する前記パネルの一方側の主板同士を接合する第一接合工程と、前記パネルの他方側の主板のそれぞれと、前記他方側の主板間に配置された連結板部材のそれぞれ対応する側縁とを接合する第二接合工程と、前記第一接合工程および前記第二接合工程の後、前記パネル接合体の変形を矯正する矯正工程と、を備えていることを特徴としている。
【0017】
本発明によれば、第二接合工程で他方側の主板と連結板部材の側縁とを接合したときに、連結部を構成する連結板部材が弾性変形することで、溶接等により接合する際に発生する歪を吸収できる。したがって、パネル接合体を形成したときに、接合時の歪に起因する変形を低減できる。
また、矯正工程を備えているので、仮にパネル接合体が接合時の歪に起因して変形した場合であっても、曲げ降伏荷重の小さい連結部のみに曲げ加工を施す等して連結板部材を塑性変形させて、簡単に変形を矯正できる。
【0018】
また、本発明の車両は、上述したパネル接合体で形成された車体フレームを備えていることを特徴としている。
【0019】
本発明によれば、上述のパネル接合体で形成された車体フレームを備えているので、精度良くかつ低コストな車両を製造することができる。
【発明の効果】
【0020】
本発明によれば、簡単な構造により接合時の歪に起因する変形を低減できるとともに、変形が生じても簡単に変形を矯正できる。
【図面の簡単な説明】
【0021】
【図1】第一実施形態のパネル接合体を備えた鉄道車両の断面斜視図である。
【図2】第一実施形態のパネルの断面図である。
【図3】第一実施形態のパネル接合体の断面図である。
【図4】第一実施形態の第一変形例に係るパネル接合体の断面図である。
【図5】第一実施形態の第二変形例に係るパネル接合体の断面図である。
【図6】パネル接合体の製造工程の説明図である。
【図7】第一接合工程の説明図である。
【図8】第二接合工程の説明図である。
【図9】矯正工程の説明図である。
【図10】第二実施形態の連結板部材の平面図である。
【図11】第二実施形態の第一変形例に係る連結板部材の平面図である。
【図12】第二実施形態の第二変形例に係る連結板部材の平面図である。
【図13】第二実施形態の第三変形例に係る連結板部材の平面図である。
【図14】第二実施形態の第四変形例に係る連結板部材の平面図である。
【発明を実施するための形態】
【0022】
(第一実施形態)
以下に、第一実施形態のパネル接合体20について説明をする。
図1は、鉄道車両1の斜視断面図である。
図1に示すように、鉄道車両1は、例えば、屋根構体2と、互いに向かい合う複数対の側構体3と、床構体4とで構成された車体フレーム5を備えている。
屋根構体2、側構体3および床構体4は、いずれも長尺のパネル10をパネル10の短手方向に複数接合したパネル接合体20により形成されている。
【0023】
(パネル)
図2は、パネル10の断面図である。
図2に示すように、パネル10は、紙面表裏方向に長手方向を有し、図2の左右方向に短手方向を有する長尺の板状部材である。パネル10は、アルミニウムやアルミニウム合金等の金属を、例えば押し出し成型することにより形成される。
パネル10は、互いに向かい合う一対の主板11,12(第一主板11および第二主板12)と、第一主板11および第二主板12を連結する複数のリブ(中央リブ15および一対のサイドリブ16,16)とを有しており、いわゆるダブルスキン構造となっている。
【0024】
一方側(図2における上側)に配置された第一主板11、および他方側(図2における下側)に配置された第二主板は、いずれも略矩形板状に形成されており、長手方向の長さは同一に形成されている。また、第一主板11の短手方向の幅は、第二主板12の短手方向の幅よりも広く形成されている。第一主板11および第二主板12は、所定距離だけ離間した状態で略平行に配置されている。
【0025】
中央リブ15および一対のサイドリブ16,16は、第一主板11および第二主板12と長手方向の長さが同一に形成されている。
中央リブ15は、第一主板11および第二主板12の短手方向の略中央において、第一主板11と第二主板12とを接続している。
また、中央リブ15は、第一主板11および第二主板12に対して略垂直に配置されている。中央リブ15の一方側端部15aおよび他方側端部15bは、中央リブ15の他の部分に比べて肉厚が若干厚くなるように形成されている。これにより、中央リブ15と第一主板11および第二主板12との接続部分の強度が確保されている。
【0026】
一対のサイドリブ16,16は、中央リブ15を挟んで両側において、第一主板11と第二主板12とを接続している。サイドリブ16の一方側(図2における上側)端部16aは、第一主板11の短手方向における縁部11aよりも内側に接続されている。また、サイドリブ16の他方側(図2における下側)端部16bは、第二主板12の短手方向における縁部12aに接続されている。
一対のサイドリブ16,16は、他方側から一方側(図2における下側から上側)に向かって、中央リブ15から離反するように傾斜して配置されている。サイドリブ16の一方側端部16aおよび他方側端部16bは、サイドリブ16の他の部分に比べて肉厚が若干厚くなるように形成されており、サイドリブ16と第一主板11および第二主板12との接続部分の強度が確保されている。
【0027】
一対のサイドリブ16,16と第二主板12との接続部分の他方側(図2における下側)には、第二主板12の外表面よりも一方側(図2における上側)に一段凹んだ段差部18,18が形成されている。段差部18,18の段差面18a,18aには、後述する連結板部材30の短手方向の側縁30a,30aが配置される。
【0028】
(パネル接合体)
図3は、第一実施形態のパネル接合体20の断面図である。
図3に示すように、パネル接合体20は、複数のパネル10を、パネル10の短手方向に並べ、隣接するパネル10,10同士を溶接により接合することで形成される。
具体的には、隣接するパネル10,10の一方側(図3における上側)は、第一主板11,11におけるそれぞれの第一主板11,11の縁部11a,11aを付き合わせた状態で、例えば摩擦攪拌接合等の溶接方法により接合している。また、隣接するパネル10,10の他方側(図3における下側)は、第二主板12,12間に連結板部材30が配置されており、連結板部材30の側縁30a,30aと、第二主板12,12の縁部12a,12aに形成された段差部18,18とを、例えばTIG(Tungsten Inert Gas)溶接やMIG(Metal Inert Gas)溶接等の溶接方法により接合している。
【0029】
なお、上記においては、第一主板11同士を摩擦攪拌接合により、第二主板12と連結板部材30とをTIG溶接やMIG溶接等により、それぞれ溶接接合することを例に挙げているが、逆の組み合わせとしても良く、両方とも同様の溶接方法で実施しても良く、または、上記例以外の他の溶接方法を適用しても良い。
【0030】
(連結板部材)
図3に示すように、連結板部材30は、第一主板11に向かって凹んだ凹部35を有する断面視略U字状の板状部材であり、第一主板11および第二主板12と長手方向の長さが同一に形成されている。連結板部材30の板厚は、第一主板11および第二主板12の板厚と略同一に形成される。なお、凹部35は連結板部材30の一部に位置してもよい。つまり、連結板部材30の一部のみが断面視略U字状であってもよい。
【0031】
連結板部材30は、段差面18a,18aと当接可能な側縁30a,30aと、短手方向の略中央において第二主板12よりも一方側(図3における上側)に形成された平坦部32と、平坦部32を挟んで短手方向の両側に形成されて側縁30a,30aと平坦部32とを滑らかに接続する湾曲部31,31と、により形成されている。なお、平坦部32と湾曲部31,31とにより凹部35が形成される。
【0032】
(連結部)
上述のように、隣接するパネル10,10は、第一主板11,11の縁部11a,11aの接合部(以下「第一接合部」という。)7と、連結板部材30の側縁30a,30aと第二主板12,12との接合部(以下「第二接合部」という。)8と、により連結される。そして、隣接するパネル10,10の第一主板11,11、サイドリブ16,16、および連結板部材30で囲まれた領域が、隣接するパネル10,10を連結する連結部9となっている。
【0033】
ここで、連結板部材30の側縁30a,30aと、第二主板12,12の段差部18,18とを溶接したとき、溶接時の熱により溶接歪が発生する。しかし、連結部9を構成する連結板部材30には、第一主板11に向かって凹んだ凹部35が形成されているので、連結部9に短手方向に沿って圧縮荷重または引張荷重が発生しても、応力が集中すること無く連結板部材30が弾性変形する。すなわち、連結部9における第一主板11の縁部11a,11aに沿う断面に作用する圧縮荷重または引張荷重に対する降伏荷重(以下「曲げ降伏荷重」という。)は、パネル10の曲げ降伏荷重よりも小さく設定される。
これにより、連結部9が良好に弾性変形して溶接歪を吸収するので、パネル接合体20を形成したときに、溶接時の溶接歪に起因するパネル接合体20の変形が確実に低減される。さらに、溶接歪に起因するパネル接合体20の変形が発生しても、連結板部材30を選択的に塑性変形させてパネル接合体20の変形を矯正できる。
【0034】
なお、連結板部材30の板厚は、第一主板11および第二主板12の板厚よりも薄く形成してもよい。これにより、連結板部材30がさらに容易に弾性変形できるので、溶接歪に起因する変形を低減できる。連結板部材30の板厚は、連結板部材30に要求される強度に応じて適宜設定される。
【0035】
(第一実施形態の第一変形例)
図4は、第一実施形態の第一変形例に係るパネル接合体20の断面図である。
実施形態のパネル接合体20では、連結板部材30の凹部35が、短手方向の略中央において第二主板12よりも一方側に形成された平坦部32と、側縁30a,30aと平坦部32とを滑らかに接続する湾曲部31,31とにより形成されていた。これに対して、実施形態の第一変形例では、連結板部材30の凹部35が、所定の曲げRで第一主板11に向かって凹んで形成されている点で、実施形態のパネル接合体20と異なっている。なお、実施形態と同様の構成については、説明を省略する。
【0036】
図4に示すように、第一実施形態の第一変形例に係る連結板部材30は、短手方向の略中央において一方側(図4における上側)に凹んだ凹部35と、凹部35を挟んで短手方向の両側に形成された平面部33とにより形成されている。凹部35は、所定の曲げRで第一主板11に向かって凹んだ底部35aと、底部35aを挟んで短手方向の両側に形成されて底部35aと平面部33とを滑らかに接続する接続部35bとを有している。これにより、連結板部材30が弾性変形したときに、特定箇所に応力が集中するのを抑制している。
【0037】
(第一実施形態の第二変形例)
図5は、第一実施形態の第二変形例に係るパネル接合体の断面図である。
実施形態の第二変形例では、凹部35が複数形成されている点で第一実施形態および第一変形例に係るパネル接合体20と異なっている。
図5示すように、第一実施形態の第二変形例に係る連結板部材30は、凹部35が短手方向に複数並んで形成されている。隣り合う凹部35は、底部35aを挟んで短手方向の両側に形成された接続部35bにより滑らかに接続されている。このように、連結板部材30は、複数の底部35aと接続部35bとにより、断面視略蛇腹状に形成される。なお、底部35aの曲げRと、接続部35bの曲げRとは略同一の大きさに形成されるのが望ましい。これにより、連結板部材30が弾性変形したときに、特定箇所に応力が集中するのを抑制している。
【0038】
(第一実施形態および第一実施形態の各変形例の効果)
本実施形態および各変形例によれば、連結部9における第一主板11の縁部11a,11aに沿う断面の曲げ降伏荷重を、パネル10の曲げ降伏荷重よりも小さく設定しているので、パネル10を溶接により接合する際に溶接歪が発生しても、連結部9が弾性変形して溶接歪を吸収できる。したがって、パネル接合体20を形成したときに、溶接歪に起因する変形を低減できる。
また、仮にパネル接合体20が溶接歪に起因して変形した場合であっても、曲げ降伏荷重の小さい連結部9のみに曲げ加工を施す等して簡単に変形を矯正できる。
【0039】
また、本実施形態および各変形例によれば、連結部9を構成する連結板部材30に凹部35を形成することで、溶接時に連結部9に歪が発生しても連結板部材30が弾性変形することにより、当該歪を吸収することができる。したがって、パネル接合体20を形成したときに、溶接時の歪に起因する変形を確実に低減できる。
また、連結板部材30の凹部35により、パネル10の曲げ降伏荷重に対して、連結部9の曲げ降伏荷重が小さく設定されている。そして、当該凹部35が、当該連結板部材30が溶接される第二主板12と反対側の第一主板11に向かって凹んでいることで、凹部35で連結板部材30を塑性変形させるようにして、溶接時の歪に起因する変形を簡単に矯正できる。
【0040】
(第一実施形態のパネル接合体の製造方法)
続いて、上述した第一実施形態のパネル接合体20の製造工程について、フローチャートを用いて説明をする。
図6は、パネル接合体20の製造工程のフローチャートである。
図6に示すように、パネル接合体20の製造工程は、第一接合工程S10と、第二接合工程S20と、矯正工程S30とを備えている。以下に、各製造工程の詳細について説明をする。
【0041】
(第一接合工程)
図7は、第一接合工程S10の説明図である。なお、図7のパネル10は、図3に対して天地が逆転して図示されている。
図7に示すように、第一接合工程S10では、隣接するパネル10の第一主板11同士を、摩擦攪拌接合により溶接する。これにより、第一主板11,11の境界に第一接合部7(図3参照)が形成される。なお、第一接合工程S10における溶接方法は摩擦攪拌接合に限定されることは無く、TIG溶接やMIG溶接等の溶接方法であってもよい。ただし、摩擦攪拌接合は、TIG溶接やMIG溶接等と比較して、接合部分の外観をきれいに形成できる。したがって、摩擦攪拌接合は、溶接後に第一主板11の表面に樹脂材を塗布した後研磨加工したり塗装したりする必要がない点で優位性がある。
【0042】
第一接合工程S10は、具体的には以下の手順で行われる。まず、複数のパネル10の第一主板11を、図7における下側に配置された作業台(不図示)に載置し、隣接する第一主板11の縁部11aを付き合わせて配置する。続いて、回転ツール40を回転させつつ、他方側から一方側(図7における上側から下側)に向けて、回転ツール40を第一主板11に押圧する。なお、第一主板11を作業台に載置することで、回転ツール40の押圧力を効果的に受けることができる。
【0043】
続いて、プローブ部40aを第一主板11に挿入し、ショルダー面40bを第一主板11の表面に接触させた状態で、この回転ツール40を第一主板11の縁部11a(すなわち接合線)に沿って移動させる。これにより、隣接する第一主板11の縁部11a同士が摩擦熱で溶融して摩擦攪拌接合される。以上で、第一接合工程S10が終了する。
【0044】
(第二接合工程)
図8は、第二接合工程S20の説明図である。なお、図8では、パネル接合体20に発生する溶接歪を誇張して表現している。
図8に示すように、第二接合工程S20では、複数のパネル10の第二主板12,12のそれぞれと、第二主板12,12間に配置された連結板部材30のそれぞれ対応する側縁30a,30aとを、TIG溶接で溶接する。これにより、第二主板12と連結板部材30との境界に第二接合部8(図3参照)が形成される。なお、第二接合工程S20における溶接方法はTIG溶接に限定されることは無く、摩擦攪拌接合であってもよい。ただし、摩擦攪拌接合は、回転ツール40の押圧力を受けるための作業台が必要となる。ここで、第二主板12,12の一方側(図8における下側)には、第一主板11、中央リブ15およびサイドリブ16が存在しており、第二主板12,12の一方側を作業台に載置するのが困難である。したがって、第二接合工程S20では、作業性の観点から、TIG溶接により第二主板12,12と連結板部材30とを溶接している。
【0045】
第二接合工程S20は、具体的には以下の手順で行われる。
まず、複数のパネル10の第二主板12,12間に、連結板部材30を配置する。このとき、連結板部材30の側縁30a,30aを、第二主板12の縁部12a,12aに形成された段差部18,18の段差面18a,18aに当接させて配置する。
【0046】
続いて、不図示のTIGトーチおよびロウ材を、第二主板12の一方(例えば、図8における右側)の縁部12aおよび連結板部材30の側縁30aに近接させ、TIGトーチでロウ材を溶融させる。そして、第二主板12の一方の縁部12aおよび連結板部材30の側縁30aに沿ってロウ付けを行い溶接する。続いて、第二主板12の他方(例えば、図8における左側)の縁部12aおよび連結板部材30の側縁30aを同様に溶接する。これにより、第二主板12,12間に連結板部材30が接合され、連結部9を有するパネル接合体20が形成される。以上で、第二接合工程S20が終了する。
【0047】
ここで、TIG溶接時の熱による母材の膨張や溶接後の冷却硬化による母材の収縮等により、連結部9に圧縮荷重または引張荷重が発生する。そして、図8に示すように、例えば連結部9を挟んで両側のパネル10が他方側(図8における上側)に反り返って、パネル接合体20に歪が発生する。
しかし、連結部9を構成する連結板部材30には、第一主板11に向かって凹んだ凹部35が形成されているので、連結部9に圧縮荷重または引張荷重が発生しても、応力が集中すること無く連結板部材30が弾性変形する。このように、連結部9が良好に弾性変形して、第二接合工程S20における溶接歪を吸収するので、溶接歪に起因するパネル接合体20の変形が確実に低減される。
【0048】
(パネル接合体20の変形量の判断)
第二接合工程S20の後、目視確認等によりパネル接合体20の変形量を確認する(S25)。パネル接合体20の変形量が規定値以上であると判断された場合(S25でYESと判断された場合)には、パネル接合体20の変形を矯正する矯正工程S30を行う。なお、パネル接合体20の変形量が規定値未満であると判断された場合(S25でNOと判断された場合)には、パネル接合体20の製造工程が終了する。
【0049】
(矯正工程)
図9は、矯正工程S30の説明図である。
図9に示すように、矯正工程S30では、連結部9に曲げ加工を施す等してパネル接合体20の変形を矯正する。
具体的には、パネル10の反り方向とは反対方向(図9における上側から下側)に不図示のベンダー等で機械的な荷重Fを加えて変形を矯正する方法や、不図示のハンマー等で機械的な荷重Fを加えて変形を矯正する方法、不図示のバーナーで加熱して変形を矯正する方法、これら各方法を組み合わせる方法等が考えられる。変形を矯正した時点で矯正工程S30が終了し、以上でパネル接合体20の製造工程が終了する。
【0050】
(効果)
本実施形態によれば、第二接合工程S20で第二主板12,12と連結板部材30の側縁30a,30aとを接合したときに、連結部9を構成する連結板部材30が弾性変形することで、TIG溶接により発生する溶接歪を吸収できる。したがって、パネル接合体20を形成したときに、溶接歪に起因する変形を低減できる。
また、矯正工程S30を備えているので、仮にパネル接合体20が溶接歪に起因して変形した場合であっても、曲げ降伏荷重の小さい連結部9のみに曲げ加工を施す等して連結板部材30を塑性変形させて、簡単に変形を矯正できる。
【0051】
(第二実施形態のパネル接合体)
続いて、第二実施形態のパネル接合体について説明する。
図10は、第二実施形態の連結板部材30の平面図である。
第一実施形態のパネル接合体20では、連結板部材30に凹部35を形成することにより、連結部9における曲げ降伏荷重をパネル10の曲げ降伏荷重よりも小さく設定していた。これに対して、第二実施形態では、連結板部材30に貫通孔37を形成することにより、連結部9における曲げ降伏荷重をパネル10の曲げ降伏荷重よりも小さく設定している点で、第一実施形態とは異なっている。なお、第一実施形態と同様の構成については、説明を省略する。
図10に示すように、第二実施形態の連結板部材30は、略真円形状の貫通孔37が、連結板部材30の短手方向(図10における上下方向)の略中央において、連結板部材30の長手方向(図10における左右方向)に沿って並んで複数形成されている。貫通孔37を形成することにより、連結板部材30の強度を低下させて容易に弾性変形できるようにしている。
【0052】
(第二実施形態の第一〜第四変形例のパネル接合体)
図11〜図14は、第二実施形態の第一〜第四変形例の連結板部材30の平面図である。
図11〜図14の各変形例に示すように、貫通孔37の開口面積および個数は、連結板部材30に要求される強度に応じて適宜設定が可能である。
【0053】
図11に示すように、第二実施形態の第一変形例では、略真円形状の貫通孔37が、連結板部材30の長手方向に沿って並んで形成されており、さらに連結板部材30の短手方向に三列形成されている。各列の貫通孔37は、交互に千鳥配置されている。
【0054】
図12に示すように、第二実施形態の第二変形例では、連結板部材30の長手方向に沿って長軸を有する略楕円形状の貫通孔37が複数形成されている。貫通孔37は、連結板部材30の長手方向に沿って並んで形成されており、さらに連結板部材30の短手方向に二列形成されている。各列の貫通孔37は、交互に千鳥配置されている。
【0055】
図13に示すように、第二実施形態の第三変形例では、上述した第二変形例の貫通孔37が、連結板部材30の短手方向に三列形成されている。各列の貫通孔37は、交互に千鳥配置されている。
【0056】
図14に示すように、第二実施形態の第四変形例では、連結板部材30の短手方向に沿って長辺37aを有し、連結板部材30の長手方向に沿って短辺37bを有する略長方形状の貫通孔37が複数形成されている。貫通孔37の短辺37bは、連結板部材30の短手方向の外側に膨出して湾曲形成されており、連結板部材30が変形した時の応力の集中を抑制している。貫通孔37は、連結板部材30の短手方向の略中央において、連結板部材30の長手方向に沿って並んで複数形成されている。
【0057】
(第二実施形態および第二実施形態の各変形例の効果)
第二実施形態および第二実施形態の各変形例によれば、連結部9を構成する連結板部材30に貫通孔37を形成することで、連結板部材30の強度を下げることができる。これにより、溶接時に連結部9に歪が発生しても、連結板部材30が弾性変形することで、当該歪を吸収することができる。したがって、パネル接合体20を形成したときに、接合時の歪に起因する変形を確実に低減できる。
また、連結板部材30の貫通孔37により、パネル10の曲げ降伏荷重に対して、連結部9の曲げ降伏荷重が小さく設定されている。そして、当該貫通孔37を形成することにより、貫通孔37を形成しない場合よりも連結板部材30の断面積が小さくなるので、連結板部材30の貫通孔37周辺を塑性変形させるようにして、溶接時の歪に起因する変形を簡単に矯正できる。
特に、連結板部材30に形成する貫通孔37の位置や個数を適宜設定することで、連結部9における第一主板11の縁部11aに沿う断面の曲げ降伏荷重を所望の値に容易に設定できる。
【0058】
なお、この発明の技術範囲は上記実施の形態に限られるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
【0059】
パネル10の形状は、各実施形態および各変形例の形状に限定されることはない。例えば、リブの本数は各実施形態および各変形例に限定されることはなく、更に多くのリブを備えていてもよい。
【0060】
連結板部材30の形状は、各実施形態および各変形例の形状に限定されることはない。例えば、第一実施形態の連結板部材30の形状と第二実施形態の連結板部材30の形状とを組み合わせてもよい。具体的には、貫通孔37を有する連結板部材30に凹部を形成してもよい。
また、貫通孔37の形状は、第二実施形態および各変形例の形状に限定されることはない。例えば、貫通孔37は、円形状や楕円形状に限定されず、平面視略十字形状に形成されていてもよい。
【0061】
また、第二実施形態の第二変形例および第三変形例では、連結板部材30の長手方向に沿って長軸を有する略楕円形状の貫通孔37が形成されていた。しかし、例えば、連結板部材30の長手方向に沿って長軸を有する略楕円形状の貫通孔と、連結板部材30の短手方向に沿って長軸を有する略楕円形状の貫通孔と、を組み合わせてもよい。
【0062】
溶接方法について、第一接合工程S10では摩擦攪拌接合を採用し、第二接合工程S20ではTIG溶接を採用したが、逆の組み合わせとしても良く、両方とも同様の溶接方法で実施しても良く、または、上記例以外の他の溶接方法を適用しても良い。
【0063】
第一実施形態では、パネル接合体20を鉄道車両1の車体フレーム5に採用しているが、車両は鉄道車両1に限定されない。また、車両以外の構造体にも、本発明のパネル接合体20を採用することができる。
【符号の説明】
【0064】
1:鉄道車両(車両) 5:車体フレーム 10:パネル 11:第一主板(一方側の主板) 11a:第一主板の縁部(縁部) 12:第二主板(他方側の主板) 12a:第二主板の縁部(縁部) 15:中央リブ(リブ) 16:サイドリブ(リブ) 20:パネル接合体 30:連結板部材 30a:側縁 35:凹部 37:貫通孔 S10:第一接合工程 S20:第二接合工程 S30:矯正工程
【特許請求の範囲】
【請求項1】
並んで配置される複数のパネルの縁部間に、連結部を有して連結して構成されたパネル接合体であって、
前記パネルは、互いに向かい合う一対の主板と、前記主板同士を連結するリブとを有し、
前記連結部は、隣接する前記パネルの一方側の主板同士が接合されるとともに、前記パネルの他方側の主板のそれぞれが、前記他方側の主板間に配置された連結板部材のそれぞれ対応する側縁と接合されて形成され、
前記連結部の前記縁部に沿う断面の曲げ降伏荷重が、前記パネルの曲げ降伏荷重よりも小さいことを特徴とするパネル接合体。
【請求項2】
請求項1に記載のパネル接合体であって、
前記連結板部材は、前記一方側の主板に向かって凹んだ凹部を有していることを特徴とするパネル接合体。
【請求項3】
請求項1または2に記載のパネル接合体であって、
前記連結板部材は、貫通孔を有していることを特徴とするパネル接合体。
【請求項4】
請求項1から3のいずれか1項に記載のパネル接合体であって、
前記連結板部材の板厚は、前記一方側の主板の板厚よりも薄く形成されていることを特徴とするパネル接合体。
【請求項5】
並んで配置される複数のパネルの縁部間に、連結部を有して連結して構成されたパネル接合体の製造方法であって、
前記パネルは、互いに向かい合う一対の主板と、前記主板同士を連結するリブとを有し、
前記連結部の前記縁部に沿う断面の曲げ降伏荷重が、前記パネルの曲げ降伏荷重よりも小さく設定され、
隣接する前記パネルの一方側の主板同士を接合する第一接合工程と、
前記パネルの他方側の主板のそれぞれと、前記他方側の主板間に配置された連結板部材のそれぞれ対応する側縁とを接合する第二接合工程と、
前記第一接合工程および前記第二接合工程の後、前記パネル接合体の変形を矯正する矯正工程と、
を備えていることを特徴とするパネル接合体の製造方法。
【請求項6】
請求項1から4のいずれか1項に記載のパネル接合体で形成された車体フレームを備えていることを特徴とする車両。
【請求項1】
並んで配置される複数のパネルの縁部間に、連結部を有して連結して構成されたパネル接合体であって、
前記パネルは、互いに向かい合う一対の主板と、前記主板同士を連結するリブとを有し、
前記連結部は、隣接する前記パネルの一方側の主板同士が接合されるとともに、前記パネルの他方側の主板のそれぞれが、前記他方側の主板間に配置された連結板部材のそれぞれ対応する側縁と接合されて形成され、
前記連結部の前記縁部に沿う断面の曲げ降伏荷重が、前記パネルの曲げ降伏荷重よりも小さいことを特徴とするパネル接合体。
【請求項2】
請求項1に記載のパネル接合体であって、
前記連結板部材は、前記一方側の主板に向かって凹んだ凹部を有していることを特徴とするパネル接合体。
【請求項3】
請求項1または2に記載のパネル接合体であって、
前記連結板部材は、貫通孔を有していることを特徴とするパネル接合体。
【請求項4】
請求項1から3のいずれか1項に記載のパネル接合体であって、
前記連結板部材の板厚は、前記一方側の主板の板厚よりも薄く形成されていることを特徴とするパネル接合体。
【請求項5】
並んで配置される複数のパネルの縁部間に、連結部を有して連結して構成されたパネル接合体の製造方法であって、
前記パネルは、互いに向かい合う一対の主板と、前記主板同士を連結するリブとを有し、
前記連結部の前記縁部に沿う断面の曲げ降伏荷重が、前記パネルの曲げ降伏荷重よりも小さく設定され、
隣接する前記パネルの一方側の主板同士を接合する第一接合工程と、
前記パネルの他方側の主板のそれぞれと、前記他方側の主板間に配置された連結板部材のそれぞれ対応する側縁とを接合する第二接合工程と、
前記第一接合工程および前記第二接合工程の後、前記パネル接合体の変形を矯正する矯正工程と、
を備えていることを特徴とするパネル接合体の製造方法。
【請求項6】
請求項1から4のいずれか1項に記載のパネル接合体で形成された車体フレームを備えていることを特徴とする車両。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2013−103676(P2013−103676A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−250691(P2011−250691)
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]