
パネル構造体の接合方法
【課題】第1の中空パネルと第2の中空パネルとを中空パネルの片面側から両面を片面から、容易に、簡単に接合することにある。
【解決手段】第1のパネル、第2のパネルの第2の板は上面側の第1の板よりも相手側のパネル側に突出している。まず、第2の板同士の突き合わせ部を溶接または摩擦攪拌接合で接合する。溶接の器具、または摩擦攪拌接合回転工具50は上面側の板同士の間の隙間から挿入する。次に、接続材30を第2の板に重ね、溶接または、摩擦攪拌接合する。接続材30はリール300に巻かれており、回転しつつ、繰り出される。接続材30が第1のパネル,第2のパネルに接合されることによって、接続材30がリール300から繰り出される。これによって、中空パネルの両面を上方の面側から接合できる。
【解決手段】第1のパネル、第2のパネルの第2の板は上面側の第1の板よりも相手側のパネル側に突出している。まず、第2の板同士の突き合わせ部を溶接または摩擦攪拌接合で接合する。溶接の器具、または摩擦攪拌接合回転工具50は上面側の板同士の間の隙間から挿入する。次に、接続材30を第2の板に重ね、溶接または、摩擦攪拌接合する。接続材30はリール300に巻かれており、回転しつつ、繰り出される。接続材30が第1のパネル,第2のパネルに接合されることによって、接続材30がリール300から繰り出される。これによって、中空パネルの両面を上方の面側から接合できる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、中空状のパネル(たとえば、中空形材,中空形材を複数の部材から構成したもの(たとえば、ステンレスダブルスキンパネル))と中空状のパネルとを一方の面側から2面を接合する方法に関する。
【背景技術】
【0002】
中空状のパネルは上面と、下面との2面を有する。このため、この中空パネル同士を接続する場合には、上下の2面を接続することが必要である。
【0003】
このため、中空上のパネルを台座の上に設置し、上方から下面を接合し、この接合したパネルを上下反転させ、上面であった板材を下面にし、下面であった板材を上面にする。
【0004】
次に、上面になった板材を上方から接合する。
【0005】
このように、上下反転作業が必要であり、簡単,容易に中空パネルの両面接合はできなかった。
【0006】
これを解決するために、特許文献1,特許文献2,特許文献3が提示されている。
【0007】
特許文献1は、中空パネルとして、押し出し成型した形材のパネルである。以下、押し出し形材という。
【0008】
押し出し形材の下面側となる第1の板の幅方向の端部は、上面側となる第2の板よりも突出している。この中空形材を突き合わせる。下面側の第1の板同士は突き合わせられるが、上面側の第2の板同士の間には隙間が生じる。
【0009】
このため、第1の板同士は前記隙間から、すなわち上方から前記板同士を溶接できる。
【0010】
次に、上面側の第2の板同士の間に、接続材を配置し、上方から板と第2の板とを溶接する。
【0011】
特許文献2は溶接に変えて、摩擦攪拌接合で接合するようにしている。
【0012】
特許文献3は溶接として、スポット溶接にしたものである。
【0013】
また、材質はステンレス板を用い、下面の接合は重なり部を設け、これをスポット溶接している。
【0014】
【特許文献1】特開平09−221024号公報
【特許文献2】特許第0314654号公報(USP65581819, EPP00797043)
【特許文献3】特許第3015020号公報
【発明の開示】
【発明が解決しようとする課題】
【0015】
これらにおいて、中空パネル同士を接続する接続材は中空パネルの上下の板と同様に薄い板であり、接続材は、板厚側に曲がりやすく、接続材の搬送を考えると、接続材は長くできない。中空パネルを鉄道車両に用いる場合、その長さは約20mあり、接続材の長さを約1mごとにすることが実際的である。
【0016】
本発明の目的は、中空パネルの両面を片面側から容易に接合することにある。
【課題を解決するための手段】
【0017】
上記目的は、
第1のパネルと第2のパネルとを接続材を介して接合する方法において、
前記第1のパネルは、第1の板と、この第1の板に実質的に平行な第2の板と、前記第1の板の幅方向の端部と前記第2の板とを接続する第3の板と、からなり、
前記第2のパネルは、第1の板と、この第1の板に実質的に平行な第2の板と、前記第1の板と前記第2の板とを接続する第3の板とからなり、
前記第1のパネルの前記第1の板の幅方向の端部と前記第2のパネルの第1の板の幅方向の端部とを前記第2の板側から接合し、
次に、前記接続材を前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とに配置し、
前記接続材は、リール状に巻かれており、
該リールから繰り出ししつつ、前記接続材を前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とに配置し、
次に、前記配置した接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とを前記第1のパネル、前記第2のパネルの外側から接合すること、
によって、達成できる。
【発明を実施するための最良の形態】
【0018】
以下、本発明の実施例を図1によって説明する。
【0019】
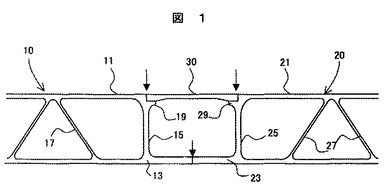
図1のパネル10,20は、アルミ押し出し形材で構成されている。
【0020】
パネル10は第1の板11と、これに実質的に平行な第2の板13と、第1の板11の幅方向の端部と第2の板13とを接続する第3の板15と、からなる。第3の板15は第1の板11,第2の板13に実質的に直行している。17は第1の板11と第2の板13とを接続する第4の板である。第4の板17はトラス状に配置している。
【0021】
パネル20は第1の板21と、これに実質的に平行な第2の板23と、第1の板21の幅方向の端部と第2の板22とを接続する第3の板25と、第1の板21と第2の板とをトラス状に接続する第4の板27と、からなる。つまり、第2のパネルは第1のパネルと実質的に同様である。
【0022】
かかるパネル10,20を接合するには、まず、第1の板11,21とを突き合わせ、この突き合わせ部を上方から溶接、または摩擦攪拌接合する。突き合わせ部の上方には第1の板11,21がないので、上方から接合できる。第1の板11,21の間の隙間から溶接器具,攪拌接合用回転工具を挿入できる。
【0023】
次に、前記突き合わせ部の上方に接続材30を配置する。接続材30は、第1の板11,21の端部の突片19,29に載せる。載せることによって、接続材30の端部は第2の板11,21に突き合わせられる。
【0024】
この突き合わせ部を上方から、溶接、または摩擦攪拌接合する。
【0025】
図1の下向きの矢印は接合箇所を示す。
【0026】
前記したように、接続材30は薄く、搬送が困難で、長くできないので、接続が困難である。
【0027】
そこで、接続材30はリール状に巻いている。リール状に巻いたものをリール300という。
【0028】
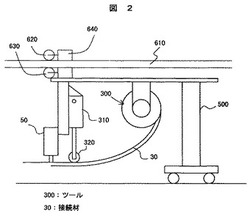
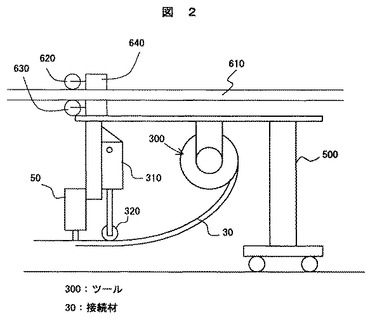
リール300は、溶接器具、または摩擦攪拌接合用回転工具50を設置している部材
500に設置されている。
【0029】
リール300から、接続材30を繰り出ししつつ突片19,29に載せ、溶接、または摩擦攪拌接合する。
【0030】
溶接器具,摩擦攪拌接合工具50は、パネル10,20に対して、接合速度で移動する。溶接、または摩擦攪拌接合を総称して接合という。
【0031】
リール300と接合の間には繰り出した接続材30を下方に向けて所定圧で押さえるシリンダ装置310がある。シリンダ装置310の先端(接続材30との接触面)にはローラ320がある。シリンダ装置310は所定空気圧以上の反力が接続材30側からかかるとそれを開放する。
【0032】
シリンダ装置310は部材500に設置されている。部材500は、リール300,シリンダ装置310,摩擦攪拌接合工具50を備える。部材500は、第1のパネル10,第2のパネルが移動しないとすれば、右に向けて走行する。
【0033】
リール300には、回転させる動力装置はない。接続材30が中空パネルに接続されることによって引っ張られるので、リール300が回転し、接続材30が繰り出される。
【0034】
摩擦攪拌接合工具50側が重量大になるので、部材500の転倒防止に、部材の上方に水平に設けたレール610を上下からローラ620,630で挟んでいる。640はローラ620,630を支持するポストである。
【0035】
図1において、第3の板15,25が第1の板11,21及び第2の板13,23に直交しているのは、接続材30を摩擦攪拌接合する際に、接合荷重を支えるためである。接続材30と第1の板11,21との突き合わせ部は第3の板厚15,25の厚さの範囲に内ある。
【0036】
上記実施例では、パネル10,20は押し出し形材であったが、押し出し形材に限定されるものではなく、特許文献3のように、ステンレス製の中空材でもよい。また、突き合わせ部の接合の他に重ね接合でもよい。
【0037】
また、第2の板13,23の突き合わせ部に、接合する側すなわち、第1の板11,
21側に突出する凸部があってもよい。同様に、接続材30と第1の板11,21との突き合わせ部においても上方側に突出する凸部があってもよい。
【0038】
ステンレスを接合する場合は、スポット溶接が好ましい。
【0039】
接続材30を接合後、リール300に巻いた接続材30を切断する。
【図面の簡単な説明】
【0040】
【図1】本発明の一実施例の接合部の縦断面図。
【図2】本発明の一実施例の接合装置の斜視図。
【符号の説明】
【0041】
10,20…パネル(中空形材)、11,21…第1の板、13,23…第2の板、
15…第1のパネルの第3の板、30…接続材、50…摩擦攪拌接合用回転工具、300…リール、310…シリンダ装置。
【技術分野】
【0001】
この発明は、中空状のパネル(たとえば、中空形材,中空形材を複数の部材から構成したもの(たとえば、ステンレスダブルスキンパネル))と中空状のパネルとを一方の面側から2面を接合する方法に関する。
【背景技術】
【0002】
中空状のパネルは上面と、下面との2面を有する。このため、この中空パネル同士を接続する場合には、上下の2面を接続することが必要である。
【0003】
このため、中空上のパネルを台座の上に設置し、上方から下面を接合し、この接合したパネルを上下反転させ、上面であった板材を下面にし、下面であった板材を上面にする。
【0004】
次に、上面になった板材を上方から接合する。
【0005】
このように、上下反転作業が必要であり、簡単,容易に中空パネルの両面接合はできなかった。
【0006】
これを解決するために、特許文献1,特許文献2,特許文献3が提示されている。
【0007】
特許文献1は、中空パネルとして、押し出し成型した形材のパネルである。以下、押し出し形材という。
【0008】
押し出し形材の下面側となる第1の板の幅方向の端部は、上面側となる第2の板よりも突出している。この中空形材を突き合わせる。下面側の第1の板同士は突き合わせられるが、上面側の第2の板同士の間には隙間が生じる。
【0009】
このため、第1の板同士は前記隙間から、すなわち上方から前記板同士を溶接できる。
【0010】
次に、上面側の第2の板同士の間に、接続材を配置し、上方から板と第2の板とを溶接する。
【0011】
特許文献2は溶接に変えて、摩擦攪拌接合で接合するようにしている。
【0012】
特許文献3は溶接として、スポット溶接にしたものである。
【0013】
また、材質はステンレス板を用い、下面の接合は重なり部を設け、これをスポット溶接している。
【0014】
【特許文献1】特開平09−221024号公報
【特許文献2】特許第0314654号公報(USP65581819, EPP00797043)
【特許文献3】特許第3015020号公報
【発明の開示】
【発明が解決しようとする課題】
【0015】
これらにおいて、中空パネル同士を接続する接続材は中空パネルの上下の板と同様に薄い板であり、接続材は、板厚側に曲がりやすく、接続材の搬送を考えると、接続材は長くできない。中空パネルを鉄道車両に用いる場合、その長さは約20mあり、接続材の長さを約1mごとにすることが実際的である。
【0016】
本発明の目的は、中空パネルの両面を片面側から容易に接合することにある。
【課題を解決するための手段】
【0017】
上記目的は、
第1のパネルと第2のパネルとを接続材を介して接合する方法において、
前記第1のパネルは、第1の板と、この第1の板に実質的に平行な第2の板と、前記第1の板の幅方向の端部と前記第2の板とを接続する第3の板と、からなり、
前記第2のパネルは、第1の板と、この第1の板に実質的に平行な第2の板と、前記第1の板と前記第2の板とを接続する第3の板とからなり、
前記第1のパネルの前記第1の板の幅方向の端部と前記第2のパネルの第1の板の幅方向の端部とを前記第2の板側から接合し、
次に、前記接続材を前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とに配置し、
前記接続材は、リール状に巻かれており、
該リールから繰り出ししつつ、前記接続材を前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とに配置し、
次に、前記配置した接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とを前記第1のパネル、前記第2のパネルの外側から接合すること、
によって、達成できる。
【発明を実施するための最良の形態】
【0018】
以下、本発明の実施例を図1によって説明する。
【0019】
図1のパネル10,20は、アルミ押し出し形材で構成されている。
【0020】
パネル10は第1の板11と、これに実質的に平行な第2の板13と、第1の板11の幅方向の端部と第2の板13とを接続する第3の板15と、からなる。第3の板15は第1の板11,第2の板13に実質的に直行している。17は第1の板11と第2の板13とを接続する第4の板である。第4の板17はトラス状に配置している。
【0021】
パネル20は第1の板21と、これに実質的に平行な第2の板23と、第1の板21の幅方向の端部と第2の板22とを接続する第3の板25と、第1の板21と第2の板とをトラス状に接続する第4の板27と、からなる。つまり、第2のパネルは第1のパネルと実質的に同様である。
【0022】
かかるパネル10,20を接合するには、まず、第1の板11,21とを突き合わせ、この突き合わせ部を上方から溶接、または摩擦攪拌接合する。突き合わせ部の上方には第1の板11,21がないので、上方から接合できる。第1の板11,21の間の隙間から溶接器具,攪拌接合用回転工具を挿入できる。
【0023】
次に、前記突き合わせ部の上方に接続材30を配置する。接続材30は、第1の板11,21の端部の突片19,29に載せる。載せることによって、接続材30の端部は第2の板11,21に突き合わせられる。
【0024】
この突き合わせ部を上方から、溶接、または摩擦攪拌接合する。
【0025】
図1の下向きの矢印は接合箇所を示す。
【0026】
前記したように、接続材30は薄く、搬送が困難で、長くできないので、接続が困難である。
【0027】
そこで、接続材30はリール状に巻いている。リール状に巻いたものをリール300という。
【0028】
リール300は、溶接器具、または摩擦攪拌接合用回転工具50を設置している部材
500に設置されている。
【0029】
リール300から、接続材30を繰り出ししつつ突片19,29に載せ、溶接、または摩擦攪拌接合する。
【0030】
溶接器具,摩擦攪拌接合工具50は、パネル10,20に対して、接合速度で移動する。溶接、または摩擦攪拌接合を総称して接合という。
【0031】
リール300と接合の間には繰り出した接続材30を下方に向けて所定圧で押さえるシリンダ装置310がある。シリンダ装置310の先端(接続材30との接触面)にはローラ320がある。シリンダ装置310は所定空気圧以上の反力が接続材30側からかかるとそれを開放する。
【0032】
シリンダ装置310は部材500に設置されている。部材500は、リール300,シリンダ装置310,摩擦攪拌接合工具50を備える。部材500は、第1のパネル10,第2のパネルが移動しないとすれば、右に向けて走行する。
【0033】
リール300には、回転させる動力装置はない。接続材30が中空パネルに接続されることによって引っ張られるので、リール300が回転し、接続材30が繰り出される。
【0034】
摩擦攪拌接合工具50側が重量大になるので、部材500の転倒防止に、部材の上方に水平に設けたレール610を上下からローラ620,630で挟んでいる。640はローラ620,630を支持するポストである。
【0035】
図1において、第3の板15,25が第1の板11,21及び第2の板13,23に直交しているのは、接続材30を摩擦攪拌接合する際に、接合荷重を支えるためである。接続材30と第1の板11,21との突き合わせ部は第3の板厚15,25の厚さの範囲に内ある。
【0036】
上記実施例では、パネル10,20は押し出し形材であったが、押し出し形材に限定されるものではなく、特許文献3のように、ステンレス製の中空材でもよい。また、突き合わせ部の接合の他に重ね接合でもよい。
【0037】
また、第2の板13,23の突き合わせ部に、接合する側すなわち、第1の板11,
21側に突出する凸部があってもよい。同様に、接続材30と第1の板11,21との突き合わせ部においても上方側に突出する凸部があってもよい。
【0038】
ステンレスを接合する場合は、スポット溶接が好ましい。
【0039】
接続材30を接合後、リール300に巻いた接続材30を切断する。
【図面の簡単な説明】
【0040】
【図1】本発明の一実施例の接合部の縦断面図。
【図2】本発明の一実施例の接合装置の斜視図。
【符号の説明】
【0041】
10,20…パネル(中空形材)、11,21…第1の板、13,23…第2の板、
15…第1のパネルの第3の板、30…接続材、50…摩擦攪拌接合用回転工具、300…リール、310…シリンダ装置。
【特許請求の範囲】
【請求項1】
第1のパネルと第2のパネルとを接続材を介して接合する方法において、
前記第1のパネルは、第1の板と、この第1の板に実質的に平行な第2の板と、前記第1の板の幅方向の端部と前記第2の板とを接続する第3の板と、からなり、
前記第2のパネルは、第1の板と、この第1の板に実質的に平行な第2の板と、前記第1の板と前記第2の板とを接続する第3の板とからなり、
前記第1のパネルの前記第1の板の幅方向の端部と前記第2のパネルの第1の板の幅方向の端部とを前記第2の板側から接合し、
次に、前記接続材を前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とに配置し、
前記接続材は、リール状に巻かれており、
該リールから繰り出ししつつ、前記接続材を前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とに配置し、
次に、前記配置した接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とを前記第1のパネル、前記第2のパネルの外側から接合すること、
を特徴とするパネル構造体の製作方法。
【請求項2】
請求項1記載のパネル構造体の製作方法において、
前記リールは、前記接合手段と一緒に前記第1のパネル、前記第2のパネルに対して移動すること、
を特徴とするパネル構造体の製作方法。
【請求項3】
請求項2記載のパネル構造体の製作方法において、
前記リールと前記接合部との間に、前記接合部に向けて抑える押さえ装置があること、
を特徴とするパネル構造体の製作方法。
【請求項4】
請求項1記載のパネル構造体の製作方法において、
前記第1のパネルの前記第1の板と前記第2のパネルの前記第1の板との接合は、スポット溶接であり、
前記接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部との接合はスポット溶接であること、
を特徴とするパネル構造体の製作方法。
【請求項5】
請求項1記載のパネル構造体の製作方法において、
前記第1のパネルの前記第1の板と前記第2のパネルの前記第1の板との接合は、アーク溶接であり、
前記接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部との接合はアーク溶接であること、
を特徴とするパネル構造体の製作方法。
【請求項6】
請求項1記載のパネル構造体の製作方法において、
前記第1のパネルの前記第1の板と前記第2のパネルの前記第1の板との接合は、摩擦攪拌接合であり、
前記接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部との接合は摩擦攪拌接合であること、
を特徴とするパネル構造体の製作方法。
【請求項1】
第1のパネルと第2のパネルとを接続材を介して接合する方法において、
前記第1のパネルは、第1の板と、この第1の板に実質的に平行な第2の板と、前記第1の板の幅方向の端部と前記第2の板とを接続する第3の板と、からなり、
前記第2のパネルは、第1の板と、この第1の板に実質的に平行な第2の板と、前記第1の板と前記第2の板とを接続する第3の板とからなり、
前記第1のパネルの前記第1の板の幅方向の端部と前記第2のパネルの第1の板の幅方向の端部とを前記第2の板側から接合し、
次に、前記接続材を前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とに配置し、
前記接続材は、リール状に巻かれており、
該リールから繰り出ししつつ、前記接続材を前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とに配置し、
次に、前記配置した接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部とを前記第1のパネル、前記第2のパネルの外側から接合すること、
を特徴とするパネル構造体の製作方法。
【請求項2】
請求項1記載のパネル構造体の製作方法において、
前記リールは、前記接合手段と一緒に前記第1のパネル、前記第2のパネルに対して移動すること、
を特徴とするパネル構造体の製作方法。
【請求項3】
請求項2記載のパネル構造体の製作方法において、
前記リールと前記接合部との間に、前記接合部に向けて抑える押さえ装置があること、
を特徴とするパネル構造体の製作方法。
【請求項4】
請求項1記載のパネル構造体の製作方法において、
前記第1のパネルの前記第1の板と前記第2のパネルの前記第1の板との接合は、スポット溶接であり、
前記接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部との接合はスポット溶接であること、
を特徴とするパネル構造体の製作方法。
【請求項5】
請求項1記載のパネル構造体の製作方法において、
前記第1のパネルの前記第1の板と前記第2のパネルの前記第1の板との接合は、アーク溶接であり、
前記接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部との接合はアーク溶接であること、
を特徴とするパネル構造体の製作方法。
【請求項6】
請求項1記載のパネル構造体の製作方法において、
前記第1のパネルの前記第1の板と前記第2のパネルの前記第1の板との接合は、摩擦攪拌接合であり、
前記接続材と、前記第1のパネルの前記第2の板の幅方向の端部と前記第2のパネルの前記第2の板の幅方向の端部との接合は摩擦攪拌接合であること、
を特徴とするパネル構造体の製作方法。
【図1】


【図2】
【図2】
【公開番号】特開2007−283374(P2007−283374A)
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2006−115137(P2006−115137)
【出願日】平成18年4月19日(2006.4.19)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願日】平成18年4月19日(2006.4.19)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]