
パネル部品の組立方法とパネル部品
【課題】アルミ鋳物部品が後工程にてセルフピアスリベットをもって鋼板部品と締結・接合されることと、塗装性向上のためにブラスト処理が施されることを前提としながら、ブラスト処理に伴う二次的不具合を解消したパネル部品の組立方法を提供する。
【解決手段】アルミ鋳物部品1の素地のうちセルフピアスリベット接合部5を除いた部分を処理対象領域Bs1として予めショットブラスト処理を施した上で、そのセルフピアスリベット接合部5を非合わせ面として鋼板部品2と重ね合わせてセルフピアスリベット3にて締結・接合してパネル部品4とする。セルフピアスリベット接合後に、そのリベット接合によって生じたエンボス部12を含むセルフピアスリベット接合部5を処理対象領域Bs2としてショットブラスト処理を施す。
【解決手段】アルミ鋳物部品1の素地のうちセルフピアスリベット接合部5を除いた部分を処理対象領域Bs1として予めショットブラスト処理を施した上で、そのセルフピアスリベット接合部5を非合わせ面として鋼板部品2と重ね合わせてセルフピアスリベット3にて締結・接合してパネル部品4とする。セルフピアスリベット接合後に、そのリベット接合によって生じたエンボス部12を含むセルフピアスリベット接合部5を処理対象領域Bs2としてショットブラスト処理を施す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一方の部材とアルミ鋳物部品とをセルフピアスリベットにて締結・接合する工程を含むパネル部品の組立方法および一方の部材とアルミ鋳物部品とをセルフピアスリベットにて締結・接合してなるパネル部品に関するものである。
【背景技術】
【0002】
自動車の組立ラインでは、例えば鋳造後のアルミ鋳物部品と鋼板部品とをセルフピアスリベットにて締結・接合して特定のパネル部品とし、このパネル部品を例えば車体構成部品であるところの車体骨格部材あるいは開閉体として車体組立を行い、さらに車体全体に所定の塗装を施した後に車両組立に供して、車体への各種艤装部品やシート等の組み付けのほか、エンジン,トランスミッション等の搭載が行われることになる。
【0003】
そして、上記のようにセルフピアスリベットによる締結・接合をもってパネル部品の一部を構成することになるアルミ鋳物部品に着目した場合、後工程にて塗装が施されることを考慮してアルミ鋳物部品単体の状態で予め脱脂・化成処理を施すことが行われているほか、この脱脂・化成処理に先立って例えば特許文献1に記載のように、アルミ鋳物部品の塗装性向上、すなわちアルミ鋳物部品への塗膜の密着性や耐食性を向上させるためにその表面に予めショットブラスト等のブラスト処理を施すことが行われている。
【特許文献1】特開2004−315864号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
アルミ鋳物部品単体の状態で脱脂・化成処理を施すことを前提とした場合、車体組立完了後の塗装の前処理として脱脂・化成処理が施されることになるにもかかわらず部品段階でも前もって行うことになり、工程重複によるコストアップが余儀なくされることとなって好ましくない。また、アルミ鋳物部品単体の状態でブラスト処理を施した場合、鋳物表面が加工硬化するために後工程でのセルフピアスリベットによる締結・接合時にその接合部に亀裂が発生しやすくなる。セルフピアスリベット接合部に亀裂が発生すると、その部分には化成処理皮膜が形成されずにいわゆる塗膜の乗りが悪くなるために白錆が発生するほか、経年変化により亀裂が拡大して接合強度が低下するおそれがある。
【0005】
本発明はこのような課題に着目してなされたものであり、パネル部品の一部を構成することになるアルミ鋳物部品が後工程にてセルフピアスリベットをもって他の部品と締結・接合されること、および塗装性向上のためにブラスト処理が施されることを前提としながらも、ブラスト処理に伴う二次的不具合を効果的に解消し得るパネル部品の組立方法とパネル部品を提供するものである。
【課題を解決するための手段】
【0006】
請求項1に記載の発明は、一方の部材とアルミ鋳物部品とをセルフピアスリベットにて締結・接合する工程を含むパネル部品の組立方法であることを前提として、上記アルミ鋳物部品の素地のうちセルフピアスリベット接合部以外の領域に予めブラスト処理を施す前処理工程と、上記ブラスト処理が施されていないセルフピアスリベット接合部を非合わせ面として一方の部材とアルミ鋳物部品とを重ね合わせた上で、上記セルフピアスリベット接合部にセルフピアスリベットを打ち込んで両者を締結・接合するリベット接合工程と、上記アルミ鋳物部品の素地のうちセルフピアスリベットをもって締結・接合されたセルフピアスリベット接合部にブラスト処理を施す後処理工程とを含むことを特徴とする。
【0007】
より具体的には、請求項2に記載のように、上記リベット接合工程では、アルミ鋳物部品のセルフピアスリベット接合部側が凸形状となるように一方の部材側からアルミ鋳物部品に向けてセルフピアスリベットを打ち込むものとする。
【0008】
また、請求項8に記載の発明は、請求項1に記載の技術をパネル部品そのものとして捉えたものであり、一方の部材とアルミ鋳物部品とを重ね合わせた上でその重合部に一方の部材側からセルフピアスリベットを打ち込んで、アルミ鋳物部品側が凸形状となるように塑性変形させながら両者を締結・接合してなるパネル部品であって、セルフピアスリベット接合後に、凸形状となったセルフピアスリベット接合部を含むアルミ鋳物部品の表面にショットブラスト処理を施してあることを特徴とする。
【0009】
したがって、請求項1,8に記載の発明では、アルミ鋳物部品の素地のうちセルフピアスリベット接合部以外の領域に前処理として予めブラスト処理を施すため、セルフピアスリベット接合部が加工硬化してしまうことがなく、後工程でのセルフピアスリベットによる締結・接合時に亀裂が発生するようなことがなくなる。
【0010】
また、上記のように前処理としてのブラスト処理が施されていないセルフピアスリベット接合部については、セルフピアスリベットによる締結・接合後に別途後処理として同様のブラスト処理が施されるため、当該セルフピアスリベット接合部についても他の部位と同様に塗装性向上効果が期待できるようになる。
【発明の効果】
【0011】
請求項1,8に記載の発明によれば、セルフピアスリベット接合部であるかないかにかかわらずアルミ鋳物部品の素地にブラスト処理が施されるために塗装性が向上することはもちろんのこと、セルフピアスリベット接合部についてはセルフピアスリベット接合後にブラスト処理を施すことで、加工硬化していない状態でセルフピアスリベットにて接合することができ、そのセルフピアスリベット接合時の亀裂発生を抑制できるほか、万が一セルフピアスリベット接合時に亀裂が発生したとしてもブラスト処理により亀裂を潰して補修できるため、例えば亀裂にシール材を塗布する等の作業が不要で加工工数の削減が図れる。
【0012】
また、組立後のパネル部品に対し塗装前処理としての脱脂・化成処理を含む塗装を施す場合、アルミ鋳物部品単体の状態で脱脂・化成処理を施す必要がなく、工程重複によるコストアップを招くことがない。
【発明を実施するための最良の形態】
【0013】
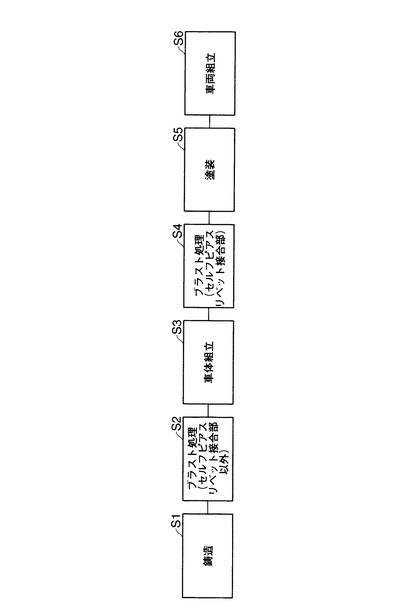
図1以下の図面は本発明のより具体的な実施の形態を示す図であり、自動車の車体の一部を構成することになるパネル部品の組立に適用した場合の例を示しており、特に図1はアルミ鋳物部品と鋼板部品とからなるパネル部品についてアルミ鋳物部品の鋳造から車両組立までの一連のおおまかな工程の流れを、図2はパネル部品の要部拡大断面図をそれぞれ示している。
【0014】
図1,2に示すように、鋳造工程S1にて鋳造されたアルミ鋳物部品(以下、単に「鋳物部品」と言う)1はそのままの状態もしくは機械加工等の所定の仕上げ加工が施された後に車体組立工程S3に供され、この車体組立工程S3をリベット接合工程として後述するように例えば相手側となる鋼板部品2とセルフピアスリベット3をもって締結・接合されることによりパネル部品4と化し、さらにこのパネル部品4を車体構成部品の一部、例えば車両骨格部材あるいは開閉体として車体が組み立てられることになる。そして、組み立てられた車体は塗装工程S5に投入されて所定の塗装が施され、さらに後工程である車両組立工程S6において各種艤装部品のほかエンジンあるいはトランスミッション等が車体に組み付けられて自動車としての完成度が高められることになる。なお、上記の塗装工程S5には、周知のように前処理としての脱脂・化成処理のほか、下塗り、中塗り、上塗り等の複数の工程が含まれている。
【0015】
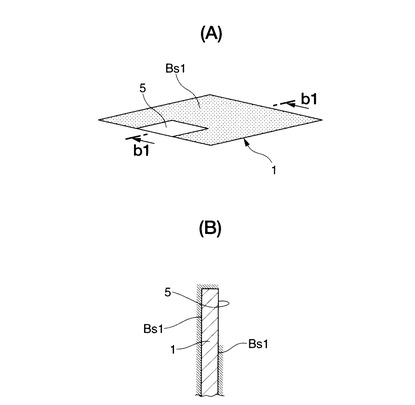
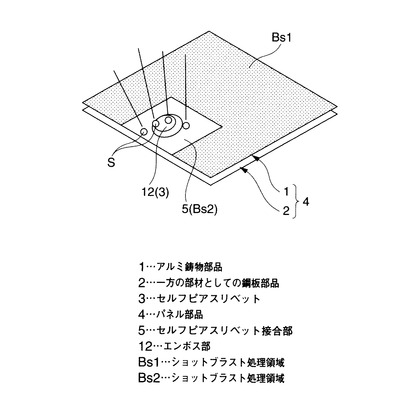
車体組立工程S3において当該工程をリベット接合工程として鋳造後の鋳物部品1がセルフピアスリベット3をもって相手側となる鋼板部品2と締結・接合されてパネル部品4と化することは先に述べた通りであるが、セルフピアスリベット3による締結・接合に先立って、図1のほか図3に示すように、前処理としてブラスト処理工程S2にて鋳物部品1の素地のうちセルフピアスリベット3による締結・接合に関与する部分であるセルフピアスリベット接合部5を除いた部分に予めショットブラスト処理を施すものとする。ここに言うセルフピアスリベット接合部5とは、鋳物部品1の素地のうち相手側の鋼板部品2とセルフピアスリベット3をもって締結・接合されてパネル部品4と化した際に外部に露出することになる面であって(鋳物部品1の素地のうち相手側の鋼板部品2と接合された段階でパネル合わせ面として隠蔽されてしまうことになる面は含まない)、且つセルフピアスリベット3の打ち込みによる圧締力を直接受ける部分とその近傍をも含む領域を言う。図3ではショットブラスト処理対象領域にハッチングを付し、その部分をBs1で示す。
【0016】
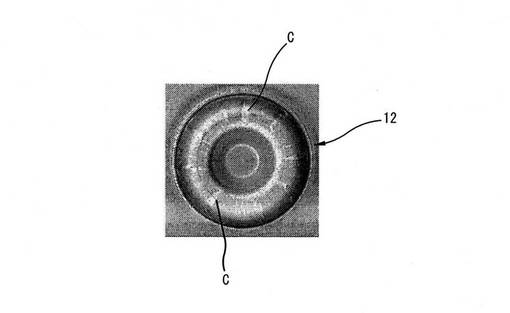
ショットブラスト処理を施さないと、後工程である塗装工程S5の前処理段階で化成皮膜の付着量が不足し、防錆性の低下や外観不良を招きやすくなるためであるが、上記のようにセルフピアスリベット接合部5を除いた部分にショットブラスト処理を施すのは、セルフピアスリベット接合部5にまでショットブラスト処理を施すと、その加工硬化のために図4に示すように後工程でのセルフピアスリベット3による締結・接合時に亀裂Cが発生しやすくなるためで、この亀裂Cの発生を未然に防止するためである。なお、図4は後述するようにセルフピアスリベット3の打ち込みに伴いその塑性変形によって鋳物部品1側に形成されるエンボス部12での亀裂Cの発生状況を示している。
【0017】
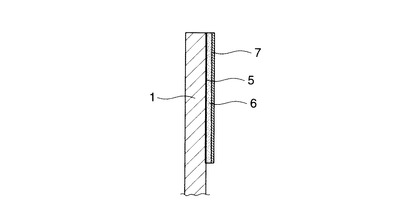
この前処理としてのブラスト処理は、セルフピアスリベット接合部5にマスキングを施した状態で行うものとし、例えば制振材や外板補強材等のように衝撃吸収性のあるシート等にてセルフピアスリベット接合部5を被覆した上で鋳物部品1の素地全体にショットブラスト処理を施す。より具体的には、例えば図5に示すように、粘着シート6にて裏打ちされたアルミニウム等の金属製シート7をマスキングシートとして用いてセルフピアスリベット接合部5を覆うすように貼り付けた上で、鋳物部品1の素地全体にショットブラスト処理を施す。
【0018】
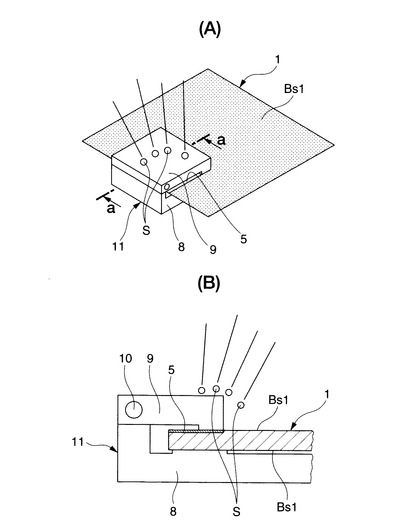
ここで、鋳物部品1の形状や重量が大きないわゆる大物部品の場合には、その姿勢変更等の取り扱い補助のために鋳物部品1そのものを把持してクランプする把持治具が使用されることがある。このような場合には、図6に示すように、ベースブロック8にクランププレート9をヒンジピン10にて回動可能に結合してなる把持治具11をマスキング治具としても兼用化し、この把持治具11にて鋳物部品1の素地のうち上記セルフピアスリベット接合部5を遮蔽するようにして把持・クランプした上で先のショットブラスト処理に供すると、上記の金属製シート7によるマスキングと同等のマスキング効果が得られ、コスト的にも有利となる。なお、必ずしもクランププレート9の全面がセルフピアスリベット接合部5に密着している必要はなく、要はセルフピアスリベット接合部5へのショットSの衝突を遮ることができれば機能的に十分である。
【0019】
また、上記のブラスト処理工程S2でのショットブラスト処理は、後工程での脱脂・化成処理を含む塗装工程S6の前処理として、鋳物部品1の素地表面に付着している酸化皮膜や離型材の除去を目的とするものであるから、サンドブラスト処理よりも例えばショット材としてステンレス製の球を用いたショットブラスト処理の方が適している。
【0020】
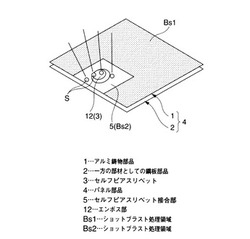
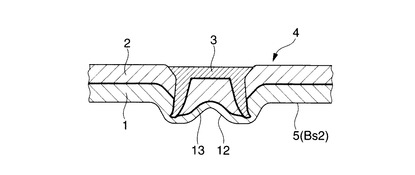
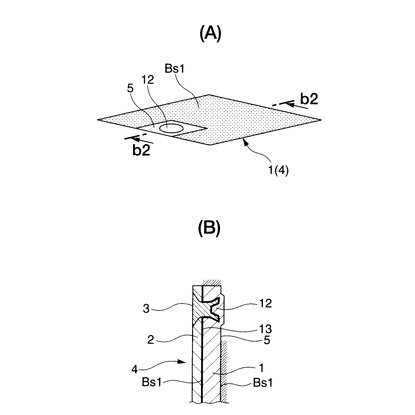
こうしてセルフピアスリベット接合部5以外の領域Bs1にショットブラスト処理が施された鋳物部品1は次工程である車体組立工程S3に供され、この車体組立工程S3をリベット接合工程として、図2のほか図7に示すように、セルフピアスリベット接合部5を非合わせ面側として相手側部品である鋼板部品2と重ね合わせた上で両者の重合部に鋼板部品2側からセルフピアスリベット3を打ち込んで両者を締結・結合し、パネル部品4として組み立てる。そのセルフピアスリベット接合部5の拡大断面は図2に示した通りであり、相手側となる鋼板部品2側からセルフピアスリベット3を打ち込むことにより、そのセルフピアスリベット3は鋳物部品1の裏面までは貫通しないものの、鋳物部品1のうちセルフピアスリベット3が打ち込まれた部分が凸形状で且つ円形のエンボス部12となるように塑性変形することになる。また、鋳物部品1と鋼板部品2とを接合する場合には、少なくともセルフピアスリベット接合部5に相当する部分の両者の合わせ面に電食対策として予め接着剤13を介装することが行われる。
【0021】
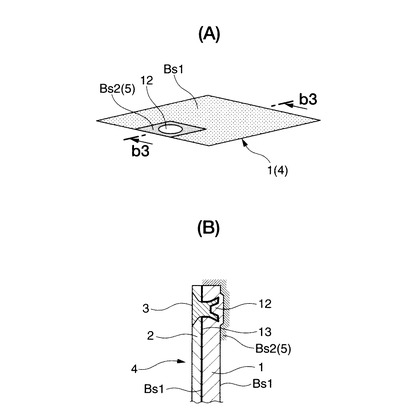
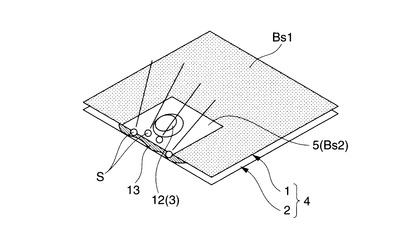
さらに、鋳物部品1と鋼板部品2とをセルフピアスリベット3をもって締結・接合することによりパネル部品4と化したならば、図1,8のほか図9に示すように、後処理工程としてのブラスト処理工程S4において鋳物部品1のうち先にショットブラスト処理が施されていないセルフピアスリベット接合部5に後処理としてショットブラスト処理を施す(ブラスト処理工程S4でのショットブラスト処理領域を符号Bs2で示す)。このセルフピアスリベット接合部5にはセルフピアスリベット3の打ち込みによって生じた図2のエンボス部12も含まれる。
【0022】
エンボス部12はセルフピアスリベット3の打ち込み段階ではショットブラスト処理が施されていない故に加工硬化しておらず、したがってセルフピアスリベット3の打ち込みに伴って平板状態からエンボス部12となるべく塑性変形する際の亀裂Cの発生は抑制されるものの、なおも亀裂発生の可能性を残している。しかしながら、仮にエンボス部12に微細な亀裂Cが発生したとしても、上記のように後からその部分にショットブラスト処理を施すことで亀裂Cを潰していわゆる補修を行うことができる。
【0023】
また、鋳物部品1と鋼板部品2とをセルフピアスリベット3をもって締結・接合してパネル部品4として組み立てた場合には、少なくともセルフピアスリベット接合部5に相当する部分の両者の合わせ面に電食対策として予め接着剤13を介装することは先に述べた通りである。この場合、図10に示すようにパネル部品4の端縁であって且つセルフピアスリベット接合部5に近い部分では、セルフピアスリベット3による圧締力を受けて接着剤13がはみ出すことがある。そこで、ブラスト処理工程S4でのショットブラスト処理の際に接着剤13がはみ出した端縁にも積極的にショットブラスト処理を施すことで、そのはみ出した接着剤13を除去することができる。特にショット材として使用するステンレス球を予め冷却した上でショットブラスト処理を行うと接着剤13の除去をより効果的に行うことができる。
【0024】
こうして、図1の各工程S1〜S4を経ることにより組み立てられたパネル部品4は、例えば車体骨格部材あるいは開閉体として車体の一部を構成することになり、塗装工程S5および車両組立工程S6の各工程を経ることにより自動車としての完成度が高められることになる。
【0025】
ここで、上記塗装工程S5には脱脂・化成処理のほか、下塗り、中塗り、上塗り等の複数の工程が含まれており、先に述べたように鋳物部品1と鋼板部品2とをセルフピアスリベット3をもって締結・接合してなるパネル部品4にも脱脂・化成処理のほか、下塗り、中塗り、上塗り等のそれぞれの処理が施されることになる。この場合、鋳物部品1の素地のうち鋼板部品3との合わせ面以外の部分では、セルフピアスリベット接合部5であるかないかにかかわらずその全面に予めショットブラスト処理が施されているため、化成皮膜および塗膜の乗りが良好なものとなり、本来の塗装性を確保することが可能となる。
【図面の簡単な説明】
【0026】
【図1】本発明のより具体的な実施の形態を示す図で、アルミ鋳物部品と鋼板部品とからなるパネル部品についてアルミ鋳物部品の鋳造から車両組立までの一連のおおまかな工程の流れを示す工程説明図。
【図2】パネル部品におけるセルフピアスリベット接合部の拡大断面図。
【図3】図1のブラスト処理工程S2における処理の詳細を示す図で、同図(A)はアルミ鋳物部品の概略を示す斜視図、(B)は同図(A)のb1−b1線に沿う拡大断面説明図。
【図4】図2のエンボス部での亀裂発生状況を示す説明図。
【図5】図3のブラスト処理に際してのマスキング処理の一例を示す断面説明図。
【図6】図3のブラスト処理に際してのマスキング処理の別の例を示す図で、(A)はその斜視図、(B)は同図(A)のa−a線に沿う拡大断面説明図。
【図7】図1の車体組立工程におけるセルフピアスリベット結合状態を示す図で、(A)はパネル部品の概略を示す斜視図、(B)は同図(A)のb2−b2線に沿う拡大断面説明図。
【図8】図1のブラスト処理工程S4における処理の詳細を示す図で、同図(A)はパネル部品の概略を示す斜視図、(B)は同図(A)のb3−b3線に沿う拡大断面説明図。
【図9】図8のブラスト処理の詳細を示す拡大説明図。
【図10】図7のセルフピアスリベット接合に接着剤を併用した場合のブラスト処理の詳細を示す拡大説明図。
【符号の説明】
【0027】
1…アルミ鋳物部品
2…一方の部材としての鋼板部品
3…セルフピアスリベット
4…パネル部品
5…セルフピアスリベット接合部
7…金属製シート(マスキングシート)
11…把持治具(マスキング治具)
12…エンボス部
13…接着剤
Bs1…ショットブラスト処理領域
Bs2…ショットブラスト処理領域
S2…前処理工程としてのブラスト処理工程
S3…リベット接合工程としての車体組立工程
S4…後処理工程としてのブラスト処理工程
【技術分野】
【0001】
本発明は、一方の部材とアルミ鋳物部品とをセルフピアスリベットにて締結・接合する工程を含むパネル部品の組立方法および一方の部材とアルミ鋳物部品とをセルフピアスリベットにて締結・接合してなるパネル部品に関するものである。
【背景技術】
【0002】
自動車の組立ラインでは、例えば鋳造後のアルミ鋳物部品と鋼板部品とをセルフピアスリベットにて締結・接合して特定のパネル部品とし、このパネル部品を例えば車体構成部品であるところの車体骨格部材あるいは開閉体として車体組立を行い、さらに車体全体に所定の塗装を施した後に車両組立に供して、車体への各種艤装部品やシート等の組み付けのほか、エンジン,トランスミッション等の搭載が行われることになる。
【0003】
そして、上記のようにセルフピアスリベットによる締結・接合をもってパネル部品の一部を構成することになるアルミ鋳物部品に着目した場合、後工程にて塗装が施されることを考慮してアルミ鋳物部品単体の状態で予め脱脂・化成処理を施すことが行われているほか、この脱脂・化成処理に先立って例えば特許文献1に記載のように、アルミ鋳物部品の塗装性向上、すなわちアルミ鋳物部品への塗膜の密着性や耐食性を向上させるためにその表面に予めショットブラスト等のブラスト処理を施すことが行われている。
【特許文献1】特開2004−315864号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
アルミ鋳物部品単体の状態で脱脂・化成処理を施すことを前提とした場合、車体組立完了後の塗装の前処理として脱脂・化成処理が施されることになるにもかかわらず部品段階でも前もって行うことになり、工程重複によるコストアップが余儀なくされることとなって好ましくない。また、アルミ鋳物部品単体の状態でブラスト処理を施した場合、鋳物表面が加工硬化するために後工程でのセルフピアスリベットによる締結・接合時にその接合部に亀裂が発生しやすくなる。セルフピアスリベット接合部に亀裂が発生すると、その部分には化成処理皮膜が形成されずにいわゆる塗膜の乗りが悪くなるために白錆が発生するほか、経年変化により亀裂が拡大して接合強度が低下するおそれがある。
【0005】
本発明はこのような課題に着目してなされたものであり、パネル部品の一部を構成することになるアルミ鋳物部品が後工程にてセルフピアスリベットをもって他の部品と締結・接合されること、および塗装性向上のためにブラスト処理が施されることを前提としながらも、ブラスト処理に伴う二次的不具合を効果的に解消し得るパネル部品の組立方法とパネル部品を提供するものである。
【課題を解決するための手段】
【0006】
請求項1に記載の発明は、一方の部材とアルミ鋳物部品とをセルフピアスリベットにて締結・接合する工程を含むパネル部品の組立方法であることを前提として、上記アルミ鋳物部品の素地のうちセルフピアスリベット接合部以外の領域に予めブラスト処理を施す前処理工程と、上記ブラスト処理が施されていないセルフピアスリベット接合部を非合わせ面として一方の部材とアルミ鋳物部品とを重ね合わせた上で、上記セルフピアスリベット接合部にセルフピアスリベットを打ち込んで両者を締結・接合するリベット接合工程と、上記アルミ鋳物部品の素地のうちセルフピアスリベットをもって締結・接合されたセルフピアスリベット接合部にブラスト処理を施す後処理工程とを含むことを特徴とする。
【0007】
より具体的には、請求項2に記載のように、上記リベット接合工程では、アルミ鋳物部品のセルフピアスリベット接合部側が凸形状となるように一方の部材側からアルミ鋳物部品に向けてセルフピアスリベットを打ち込むものとする。
【0008】
また、請求項8に記載の発明は、請求項1に記載の技術をパネル部品そのものとして捉えたものであり、一方の部材とアルミ鋳物部品とを重ね合わせた上でその重合部に一方の部材側からセルフピアスリベットを打ち込んで、アルミ鋳物部品側が凸形状となるように塑性変形させながら両者を締結・接合してなるパネル部品であって、セルフピアスリベット接合後に、凸形状となったセルフピアスリベット接合部を含むアルミ鋳物部品の表面にショットブラスト処理を施してあることを特徴とする。
【0009】
したがって、請求項1,8に記載の発明では、アルミ鋳物部品の素地のうちセルフピアスリベット接合部以外の領域に前処理として予めブラスト処理を施すため、セルフピアスリベット接合部が加工硬化してしまうことがなく、後工程でのセルフピアスリベットによる締結・接合時に亀裂が発生するようなことがなくなる。
【0010】
また、上記のように前処理としてのブラスト処理が施されていないセルフピアスリベット接合部については、セルフピアスリベットによる締結・接合後に別途後処理として同様のブラスト処理が施されるため、当該セルフピアスリベット接合部についても他の部位と同様に塗装性向上効果が期待できるようになる。
【発明の効果】
【0011】
請求項1,8に記載の発明によれば、セルフピアスリベット接合部であるかないかにかかわらずアルミ鋳物部品の素地にブラスト処理が施されるために塗装性が向上することはもちろんのこと、セルフピアスリベット接合部についてはセルフピアスリベット接合後にブラスト処理を施すことで、加工硬化していない状態でセルフピアスリベットにて接合することができ、そのセルフピアスリベット接合時の亀裂発生を抑制できるほか、万が一セルフピアスリベット接合時に亀裂が発生したとしてもブラスト処理により亀裂を潰して補修できるため、例えば亀裂にシール材を塗布する等の作業が不要で加工工数の削減が図れる。
【0012】
また、組立後のパネル部品に対し塗装前処理としての脱脂・化成処理を含む塗装を施す場合、アルミ鋳物部品単体の状態で脱脂・化成処理を施す必要がなく、工程重複によるコストアップを招くことがない。
【発明を実施するための最良の形態】
【0013】
図1以下の図面は本発明のより具体的な実施の形態を示す図であり、自動車の車体の一部を構成することになるパネル部品の組立に適用した場合の例を示しており、特に図1はアルミ鋳物部品と鋼板部品とからなるパネル部品についてアルミ鋳物部品の鋳造から車両組立までの一連のおおまかな工程の流れを、図2はパネル部品の要部拡大断面図をそれぞれ示している。
【0014】
図1,2に示すように、鋳造工程S1にて鋳造されたアルミ鋳物部品(以下、単に「鋳物部品」と言う)1はそのままの状態もしくは機械加工等の所定の仕上げ加工が施された後に車体組立工程S3に供され、この車体組立工程S3をリベット接合工程として後述するように例えば相手側となる鋼板部品2とセルフピアスリベット3をもって締結・接合されることによりパネル部品4と化し、さらにこのパネル部品4を車体構成部品の一部、例えば車両骨格部材あるいは開閉体として車体が組み立てられることになる。そして、組み立てられた車体は塗装工程S5に投入されて所定の塗装が施され、さらに後工程である車両組立工程S6において各種艤装部品のほかエンジンあるいはトランスミッション等が車体に組み付けられて自動車としての完成度が高められることになる。なお、上記の塗装工程S5には、周知のように前処理としての脱脂・化成処理のほか、下塗り、中塗り、上塗り等の複数の工程が含まれている。
【0015】
車体組立工程S3において当該工程をリベット接合工程として鋳造後の鋳物部品1がセルフピアスリベット3をもって相手側となる鋼板部品2と締結・接合されてパネル部品4と化することは先に述べた通りであるが、セルフピアスリベット3による締結・接合に先立って、図1のほか図3に示すように、前処理としてブラスト処理工程S2にて鋳物部品1の素地のうちセルフピアスリベット3による締結・接合に関与する部分であるセルフピアスリベット接合部5を除いた部分に予めショットブラスト処理を施すものとする。ここに言うセルフピアスリベット接合部5とは、鋳物部品1の素地のうち相手側の鋼板部品2とセルフピアスリベット3をもって締結・接合されてパネル部品4と化した際に外部に露出することになる面であって(鋳物部品1の素地のうち相手側の鋼板部品2と接合された段階でパネル合わせ面として隠蔽されてしまうことになる面は含まない)、且つセルフピアスリベット3の打ち込みによる圧締力を直接受ける部分とその近傍をも含む領域を言う。図3ではショットブラスト処理対象領域にハッチングを付し、その部分をBs1で示す。
【0016】
ショットブラスト処理を施さないと、後工程である塗装工程S5の前処理段階で化成皮膜の付着量が不足し、防錆性の低下や外観不良を招きやすくなるためであるが、上記のようにセルフピアスリベット接合部5を除いた部分にショットブラスト処理を施すのは、セルフピアスリベット接合部5にまでショットブラスト処理を施すと、その加工硬化のために図4に示すように後工程でのセルフピアスリベット3による締結・接合時に亀裂Cが発生しやすくなるためで、この亀裂Cの発生を未然に防止するためである。なお、図4は後述するようにセルフピアスリベット3の打ち込みに伴いその塑性変形によって鋳物部品1側に形成されるエンボス部12での亀裂Cの発生状況を示している。
【0017】
この前処理としてのブラスト処理は、セルフピアスリベット接合部5にマスキングを施した状態で行うものとし、例えば制振材や外板補強材等のように衝撃吸収性のあるシート等にてセルフピアスリベット接合部5を被覆した上で鋳物部品1の素地全体にショットブラスト処理を施す。より具体的には、例えば図5に示すように、粘着シート6にて裏打ちされたアルミニウム等の金属製シート7をマスキングシートとして用いてセルフピアスリベット接合部5を覆うすように貼り付けた上で、鋳物部品1の素地全体にショットブラスト処理を施す。
【0018】
ここで、鋳物部品1の形状や重量が大きないわゆる大物部品の場合には、その姿勢変更等の取り扱い補助のために鋳物部品1そのものを把持してクランプする把持治具が使用されることがある。このような場合には、図6に示すように、ベースブロック8にクランププレート9をヒンジピン10にて回動可能に結合してなる把持治具11をマスキング治具としても兼用化し、この把持治具11にて鋳物部品1の素地のうち上記セルフピアスリベット接合部5を遮蔽するようにして把持・クランプした上で先のショットブラスト処理に供すると、上記の金属製シート7によるマスキングと同等のマスキング効果が得られ、コスト的にも有利となる。なお、必ずしもクランププレート9の全面がセルフピアスリベット接合部5に密着している必要はなく、要はセルフピアスリベット接合部5へのショットSの衝突を遮ることができれば機能的に十分である。
【0019】
また、上記のブラスト処理工程S2でのショットブラスト処理は、後工程での脱脂・化成処理を含む塗装工程S6の前処理として、鋳物部品1の素地表面に付着している酸化皮膜や離型材の除去を目的とするものであるから、サンドブラスト処理よりも例えばショット材としてステンレス製の球を用いたショットブラスト処理の方が適している。
【0020】
こうしてセルフピアスリベット接合部5以外の領域Bs1にショットブラスト処理が施された鋳物部品1は次工程である車体組立工程S3に供され、この車体組立工程S3をリベット接合工程として、図2のほか図7に示すように、セルフピアスリベット接合部5を非合わせ面側として相手側部品である鋼板部品2と重ね合わせた上で両者の重合部に鋼板部品2側からセルフピアスリベット3を打ち込んで両者を締結・結合し、パネル部品4として組み立てる。そのセルフピアスリベット接合部5の拡大断面は図2に示した通りであり、相手側となる鋼板部品2側からセルフピアスリベット3を打ち込むことにより、そのセルフピアスリベット3は鋳物部品1の裏面までは貫通しないものの、鋳物部品1のうちセルフピアスリベット3が打ち込まれた部分が凸形状で且つ円形のエンボス部12となるように塑性変形することになる。また、鋳物部品1と鋼板部品2とを接合する場合には、少なくともセルフピアスリベット接合部5に相当する部分の両者の合わせ面に電食対策として予め接着剤13を介装することが行われる。
【0021】
さらに、鋳物部品1と鋼板部品2とをセルフピアスリベット3をもって締結・接合することによりパネル部品4と化したならば、図1,8のほか図9に示すように、後処理工程としてのブラスト処理工程S4において鋳物部品1のうち先にショットブラスト処理が施されていないセルフピアスリベット接合部5に後処理としてショットブラスト処理を施す(ブラスト処理工程S4でのショットブラスト処理領域を符号Bs2で示す)。このセルフピアスリベット接合部5にはセルフピアスリベット3の打ち込みによって生じた図2のエンボス部12も含まれる。
【0022】
エンボス部12はセルフピアスリベット3の打ち込み段階ではショットブラスト処理が施されていない故に加工硬化しておらず、したがってセルフピアスリベット3の打ち込みに伴って平板状態からエンボス部12となるべく塑性変形する際の亀裂Cの発生は抑制されるものの、なおも亀裂発生の可能性を残している。しかしながら、仮にエンボス部12に微細な亀裂Cが発生したとしても、上記のように後からその部分にショットブラスト処理を施すことで亀裂Cを潰していわゆる補修を行うことができる。
【0023】
また、鋳物部品1と鋼板部品2とをセルフピアスリベット3をもって締結・接合してパネル部品4として組み立てた場合には、少なくともセルフピアスリベット接合部5に相当する部分の両者の合わせ面に電食対策として予め接着剤13を介装することは先に述べた通りである。この場合、図10に示すようにパネル部品4の端縁であって且つセルフピアスリベット接合部5に近い部分では、セルフピアスリベット3による圧締力を受けて接着剤13がはみ出すことがある。そこで、ブラスト処理工程S4でのショットブラスト処理の際に接着剤13がはみ出した端縁にも積極的にショットブラスト処理を施すことで、そのはみ出した接着剤13を除去することができる。特にショット材として使用するステンレス球を予め冷却した上でショットブラスト処理を行うと接着剤13の除去をより効果的に行うことができる。
【0024】
こうして、図1の各工程S1〜S4を経ることにより組み立てられたパネル部品4は、例えば車体骨格部材あるいは開閉体として車体の一部を構成することになり、塗装工程S5および車両組立工程S6の各工程を経ることにより自動車としての完成度が高められることになる。
【0025】
ここで、上記塗装工程S5には脱脂・化成処理のほか、下塗り、中塗り、上塗り等の複数の工程が含まれており、先に述べたように鋳物部品1と鋼板部品2とをセルフピアスリベット3をもって締結・接合してなるパネル部品4にも脱脂・化成処理のほか、下塗り、中塗り、上塗り等のそれぞれの処理が施されることになる。この場合、鋳物部品1の素地のうち鋼板部品3との合わせ面以外の部分では、セルフピアスリベット接合部5であるかないかにかかわらずその全面に予めショットブラスト処理が施されているため、化成皮膜および塗膜の乗りが良好なものとなり、本来の塗装性を確保することが可能となる。
【図面の簡単な説明】
【0026】
【図1】本発明のより具体的な実施の形態を示す図で、アルミ鋳物部品と鋼板部品とからなるパネル部品についてアルミ鋳物部品の鋳造から車両組立までの一連のおおまかな工程の流れを示す工程説明図。
【図2】パネル部品におけるセルフピアスリベット接合部の拡大断面図。
【図3】図1のブラスト処理工程S2における処理の詳細を示す図で、同図(A)はアルミ鋳物部品の概略を示す斜視図、(B)は同図(A)のb1−b1線に沿う拡大断面説明図。
【図4】図2のエンボス部での亀裂発生状況を示す説明図。
【図5】図3のブラスト処理に際してのマスキング処理の一例を示す断面説明図。
【図6】図3のブラスト処理に際してのマスキング処理の別の例を示す図で、(A)はその斜視図、(B)は同図(A)のa−a線に沿う拡大断面説明図。
【図7】図1の車体組立工程におけるセルフピアスリベット結合状態を示す図で、(A)はパネル部品の概略を示す斜視図、(B)は同図(A)のb2−b2線に沿う拡大断面説明図。
【図8】図1のブラスト処理工程S4における処理の詳細を示す図で、同図(A)はパネル部品の概略を示す斜視図、(B)は同図(A)のb3−b3線に沿う拡大断面説明図。
【図9】図8のブラスト処理の詳細を示す拡大説明図。
【図10】図7のセルフピアスリベット接合に接着剤を併用した場合のブラスト処理の詳細を示す拡大説明図。
【符号の説明】
【0027】
1…アルミ鋳物部品
2…一方の部材としての鋼板部品
3…セルフピアスリベット
4…パネル部品
5…セルフピアスリベット接合部
7…金属製シート(マスキングシート)
11…把持治具(マスキング治具)
12…エンボス部
13…接着剤
Bs1…ショットブラスト処理領域
Bs2…ショットブラスト処理領域
S2…前処理工程としてのブラスト処理工程
S3…リベット接合工程としての車体組立工程
S4…後処理工程としてのブラスト処理工程
【特許請求の範囲】
【請求項1】
一方の部材とアルミ鋳物部品とをセルフピアスリベットにて締結・接合する工程を含むパネル部品の組立方法であって、
上記アルミ鋳物部品の素地のうちセルフピアスリベット接合部以外の領域に予めブラスト処理を施す前処理工程と、
上記ブラスト処理が施されていないセルフピアスリベット接合部を非合わせ面として一方の部材とアルミ鋳物部品とを重ね合わせた上で、上記セルフピアスリベット接合部にセルフピアスリベットを打ち込んで両者を締結・接合するリベット接合工程と、
上記アルミ鋳物部品の素地のうちセルフピアスリベットをもって締結・接合されたセルフピアスリベット接合部にブラスト処理を施す後処理工程と、
を含むことを特徴とするパネル部品の組立方法。
【請求項2】
上記リベット接合工程では、アルミ鋳物部品のセルフピアスリベット接合部側が凸形状となるように一方の部材側からアルミ鋳物部品に向けてセルフピアスリベットを打ち込むことを特徴とする請求項1に記載のパネル部品の組立方法。
【請求項3】
上記リベット接合工程では、
一方の部材とアルミ鋳物部品とを間に接着剤を介在させた状態でセルフピアスリベットの打ち込みを行う一方、
上記後処理工程では接着剤のはみ出し部位にもブラスト処理を施すことを特徴とする請求項1または2に記載のパネル部品の組立方法。
【請求項4】
一方の部材が鋼板部品であることを特徴とする請求項3に記載のパネル部品の組立方法。
【請求項5】
少なくとも前処理工程でのブラスト処理は非処理対象領域にマスキングを施した上で行うことを特徴とする請求項請求項1〜4のいずれかに記載のパネル部品の組立方法。
【請求項6】
ブラスト処理がショットブラスト処理であることを特徴とする請求項1〜5のいずれかに記載のパネル部品の組立方法。
【請求項7】
上記後処理工程に続いて少なくともセルフピアスリベット接合部を含むアルミ鋳物部品の表面に塗装を施す塗装工程を含むことを特徴とする請求項1〜6のいずれかに記載のパネル部品の組立方法。
【請求項8】
一方の部材とアルミ鋳物部品とを重ね合わせた上でその重合部に一方の部材側からセルフピアスリベットを打ち込んで、アルミ鋳物部品側が凸形状となるように塑性変形させながら両者を締結・接合してなるパネル部品であって、
セルフピアスリベット接合後に、凸形状となったセルフピアスリベット接合部を含むアルミ鋳物部品の表面にショットブラスト処理を施してあることを特徴とするパネル部品。
【請求項1】
一方の部材とアルミ鋳物部品とをセルフピアスリベットにて締結・接合する工程を含むパネル部品の組立方法であって、
上記アルミ鋳物部品の素地のうちセルフピアスリベット接合部以外の領域に予めブラスト処理を施す前処理工程と、
上記ブラスト処理が施されていないセルフピアスリベット接合部を非合わせ面として一方の部材とアルミ鋳物部品とを重ね合わせた上で、上記セルフピアスリベット接合部にセルフピアスリベットを打ち込んで両者を締結・接合するリベット接合工程と、
上記アルミ鋳物部品の素地のうちセルフピアスリベットをもって締結・接合されたセルフピアスリベット接合部にブラスト処理を施す後処理工程と、
を含むことを特徴とするパネル部品の組立方法。
【請求項2】
上記リベット接合工程では、アルミ鋳物部品のセルフピアスリベット接合部側が凸形状となるように一方の部材側からアルミ鋳物部品に向けてセルフピアスリベットを打ち込むことを特徴とする請求項1に記載のパネル部品の組立方法。
【請求項3】
上記リベット接合工程では、
一方の部材とアルミ鋳物部品とを間に接着剤を介在させた状態でセルフピアスリベットの打ち込みを行う一方、
上記後処理工程では接着剤のはみ出し部位にもブラスト処理を施すことを特徴とする請求項1または2に記載のパネル部品の組立方法。
【請求項4】
一方の部材が鋼板部品であることを特徴とする請求項3に記載のパネル部品の組立方法。
【請求項5】
少なくとも前処理工程でのブラスト処理は非処理対象領域にマスキングを施した上で行うことを特徴とする請求項請求項1〜4のいずれかに記載のパネル部品の組立方法。
【請求項6】
ブラスト処理がショットブラスト処理であることを特徴とする請求項1〜5のいずれかに記載のパネル部品の組立方法。
【請求項7】
上記後処理工程に続いて少なくともセルフピアスリベット接合部を含むアルミ鋳物部品の表面に塗装を施す塗装工程を含むことを特徴とする請求項1〜6のいずれかに記載のパネル部品の組立方法。
【請求項8】
一方の部材とアルミ鋳物部品とを重ね合わせた上でその重合部に一方の部材側からセルフピアスリベットを打ち込んで、アルミ鋳物部品側が凸形状となるように塑性変形させながら両者を締結・接合してなるパネル部品であって、
セルフピアスリベット接合後に、凸形状となったセルフピアスリベット接合部を含むアルミ鋳物部品の表面にショットブラスト処理を施してあることを特徴とするパネル部品。
【図1】


【図2】
【図3】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図4】
【図2】
【図3】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図4】
【公開番号】特開2007−237262(P2007−237262A)
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願番号】特願2006−65067(P2006−65067)
【出願日】平成18年3月10日(2006.3.10)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願日】平成18年3月10日(2006.3.10)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]