
パルスアーク溶接の終了制御方法

【課題】消耗電極式パルスアーク溶接において、溶接が終了したときに溶接ワイヤの先端に形成される溶融球を、アークスタート制御の方式に応じて適正化すること。
【解決手段】最終ピーク電流LIpの通電を判別すると最終ベース電流LIbを最終ベース期間LTbだけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、次の溶接個所のアークスタート制御がリトラクトアークスタート制御であるか通常アークスタート制御であるかに応じて、最終ベース電流LIb及び/又は最終ベース期間LTbの値を変化させる。これにより、アークスタート制御の方式に適合した溶融球が形成されるので、良好なアークスタート性を得ることができる。
【解決手段】最終ピーク電流LIpの通電を判別すると最終ベース電流LIbを最終ベース期間LTbだけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、次の溶接個所のアークスタート制御がリトラクトアークスタート制御であるか通常アークスタート制御であるかに応じて、最終ベース電流LIb及び/又は最終ベース期間LTbの値を変化させる。これにより、アークスタート制御の方式に適合した溶融球が形成されるので、良好なアークスタート性を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接終了後のワイヤ先端に形成される溶融球のサイズを、アークスタート制御の方式に応じて適正化することができるパルスアーク溶接の終了制御方法に関するものである。
【背景技術】
【0002】
消耗電極式アーク溶接においては、溶接を終了した後の溶接ワイヤ先端に形成された溶融球のサイズが、次のアークスタートの良否を決める主要因の1つである。消耗電極式パルスアーク溶接も消耗電極式アーク溶接の1つであるので、溶融球のサイズが次のアークスタート性に大きな影響を与えることは同様である。溶融球のサイズをどの程度にすれば、次のアークスタート性が良好になるかは、溶接ワイヤの材質によって異なっている。溶接ワイヤの材質がアルミミウム又はステンレス鋼である場合には、溶融球は小さい方が次のアークスタート性が良好になるので、溶接ワイヤの直径と略同一になるように制御される。他方、溶接ワイヤの材質が鉄鋼である場合には、溶融球をあまり小さくするとその底部にスラグが付着した状態になることが多い。スラグは絶縁物であるので、底部にスラグが付着していると、次のアークスタート時にワイヤ先端が母材と接触して最初の短絡が発生してからアークが発生するまでに時間が長くかかることになる。ときには、最初の短絡のままでアークが発生しない場合も生じる。このために、溶接ワイヤの材質が鉄鋼である場合には、溶融球は溶接ワイヤの直径の1.2倍程度になるように制御される。一般的に、溶接ワイヤの材質がステンレス鋼であるときのアークスタート性は、鉄鋼であるときのアークスタート性に比べて悪い。ステンレス鋼ワイヤのアークスタート性を少しでも改善するためには、溶融球のサイズをより精密に制御する必要がある。以下、ステンレス鋼のパルスアーク溶接を例として、溶接終了時の溶融球のサイズを精密に制御するための従来技術(例えば、特許文献1参照)について説明する。
【0003】
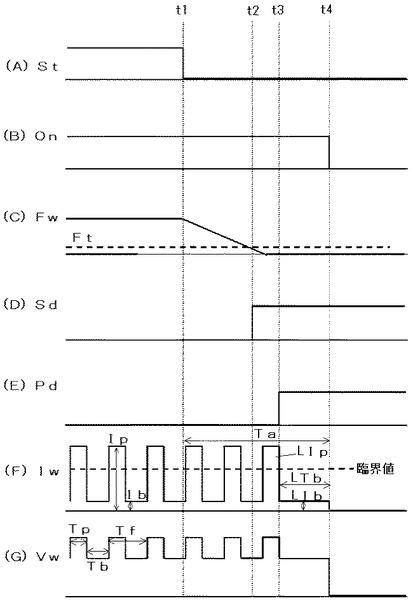
図5は、従来技術におけるパルスアーク溶接の終了制御方法を示すタイミングチャートである。同図(A)は溶接開始信号Stを示し、同図(B)は起動信号Onを示し、同図(C)は溶接ワイヤの送給速度Fwを示し、同図(D)は送給停止判別信号Sdを示し、同図(E)は最終ピーク電流判別信号Pdを示し、同図(F)は溶接電流Iwを示し、同図(G)は溶接電圧Vwを示す。上記の溶接開始信号Stは、溶接電源の外部から入力される信号であり、Highレベルになると溶接開始を指令する信号となり、Lowレベルになると溶接終了を指令する信号となる。半自動溶接にあっては、溶接開始信号Stはトーチスイッチのオン/オフに対応する信号であり、ロボット溶接にあっては、ロボット制御装置から送信される溶接の開始又は終了を指令する信号である。上記の送給速度Fwは、溶接ワイヤの先端の速度を示している。以下、同図を参照して説明する。
【0004】
時刻t1以前の定常溶接期間中は、同図(A)に示すように、溶接開始信号StはHighレベルになっているので、同図(B)に示すように、起動信号OnはHighレベル(起動)になり、溶接電源から溶接電圧Vw及び溶接電流Iwが出力されてアークが発生している。この期間中は、同図(C)に示すように、送給速度Fwは予め定めた定常送給速度になっている。同図(C)に示すように、破線の送給停止判別基準値Ftは、送給停止を判別するための基準値であり、0よりも少し大きな値(例えば0.5m/min)に設定されている。同図(D)に示す送給停止判別信号Sdは、送給速度Fwと送給停止判別基準値Ftとを比較して、Fw<FtのときにHighレベルになる信号である。すなわち、送給速度Fwが略0となった時点で、送給停止判別信号SdがHighレベルに変化する。時刻t1以前の期間では、Fw>Ftであるので、同図(D)に示すように、送給停止判別信号SdはLowレベルの状態にある。また、同図(E)に示すように、最終ピーク電流判別信号Pdは、時刻t1以前の期間中はLowレベルの状態にある。同図(F)に示すように、溶接電流Iwは、ピーク期間Tp中のピーク電流Ipとベース期間Tb中のベース電流Ibとの通電を1パルス周期Tfとして繰り返している。同図(G)に示すように、溶接電圧Vwは、ピーク期間Tp中はピーク電圧となり、ベース期間Tb中はベース電圧となる。溶接ワイヤが直径1.2mmのステンレス鋼ワイヤである場合には、上記のピーク期間は1.0ms程度に設定され、上記のピーク電流Ipは臨界値(200A)以上の400A程度に設定され、ベース電流Ibは臨界値未満の40A程度に設定される。ピーク電圧及びベース電圧は、アーク長に比例した値となる。上記のピーク期間Tpとピーク電流Ipとの組合せは、ユニットパルス条件と呼ばれ、実験によって溶接ワイヤの材質、直径、定常送給速度等に応じて、いわゆる1パルス周期1溶滴移行となる適正値を算出し、この適正値に設定される。溶接電圧Vwの平均値が予め定めた定常溶接電圧設定値と等しくなるように上記のパルス周期Tfがフィードバック制御されて、アーク長制御が行われる。このアーク長制御の方式を周波数変調制御と呼ぶ。また、パルス周期Tfを固定してピーク期間Tpを変化させるパルス幅変調制御も慣用される。
【0005】
時刻t1において、同図(A)に示すように、溶接開始信号StがLowレベルに変化する。しかし、同図(B)に示すように、起動信号Onは、後述する最終ベース電流LIbの通電が終了する時刻t4までHighレベルを継続する。時刻t1〜t4の期間が、アンチスティック期間Taとなる。溶接開始信号Stの変化に応動して送給モータへの電力の供給が遮断されるが、慣性によって回転速度はスロープ状に遅くなるので、完全に停止するまでには時間がかかる。したがって、同図(C)に示すように、送給速度Fwは時刻t1からスロープ状に遅くなり、時刻t2において上記の送給停止判別基準値Ft未満となり、その直後に0となる。送給速度Fwが慣性によって0となるまでの期間は、送給モータの種類、定常送給速度等によって変化するが、100ms程度である。同図(D)に示すように、送給停止判別信号Sdは、時刻t2においてFw<FtとなるのでHighレベルとなる。また、同図(F)に示すように、溶接電流Iwは、時刻t1以降もピーク電流Ip及びベース電流Ibの通電を繰り返す。そして、同図(D)に示す送給停止判別信号SdがHighレベルに変化した時点(時刻t2)以降の最初のピーク電流の通電が終了する時刻t3において、同図(E)に示すように、最終ピーク電流判別信号PdがHighレベルに変化する。さらに、時刻t3〜t4の最終ベース期間LTb中は最終ベース電流LIbを通電する。時刻t4において最終ベース電流LIbの通電が終了すると、同図(B)に示す起動信号OnがLowレベルになり、溶接電源の出力は停止されて溶接が終了する。同図(G)に示すように、溶接電圧Vwは、上述したピーク電流Ip及びベース電流Ibの通電に応じたピーク電圧及びベース電圧が繰り返される。アンチスティック期間Ta中は、溶接電圧Vwの平均値が定常溶接電圧設定値よりも小さな値に予め定めたアンチスティック用溶接電圧設定値と等しくなるようにパルス周期Tfが、上述したようにフィードバック制御される。アンチスティック期間Ta中のピーク電流(最終ピーク電流も含む)、ピーク期間(最終ピーク期間も含む)及びベース電流は、定常溶接期間中と同一値に設定しても良いし、1パルス周期1溶滴移行が成立する範囲において異なる値に設定しても良い。
【0006】
以下、従来技術における溶融球の形成について説明する。時刻t3において、同図(F)に示すように、最終ピーク電流LIpの通電が終了した時点で、最終ピーク電流LIpの通電によって形成された溶滴が溶融池に移行する。したがって、この時点においては、ワイヤ先端の溶融球は形成されていない状態(1.0倍の状態)である。最終ベース電流LIbの通電に伴って、ワイヤ先端が溶融されて溶融球が次第に大きくなる。そして、時刻t4において、最終ベース電流LIbの通電が終了すると、それまでに形成された溶融球が冷却されて凝固する。この溶融球の形状の一例を図6に示す。溶接ワイヤ1の先端に形成された溶融球1aは略球形となっており、ワイヤ直径よりも少し大きくなっている。溶融球のサイズは、最終ベース電流LIb及び最終ベース期間LTbの値によって定まることになる。最終ベース電流Libの値が50Aであるときには、最終ベース期間LTbは0〜100ms程度の範囲に設定される。LTb=0のときは最終ベース電流LIbを通電しないで溶接を終了する場合であり、この場合の溶融球はワイヤ直径の1.0倍程度になる。他方、LTb=100msであるときには、溶融球はワイヤ直径の2.0倍程度となる。直系1.2mmのステンレス鋼ワイヤの場合、LIb=50A及び最終ベース期間LTb=0〜20ms程度に設定される。これにより、溶融球はワイヤ直径の1.0〜1.2倍程度に制御される。アンチスティック期間Ta中のピーク期間Tp、ピーク電流Ip及びベース電流Ibは、時刻t1以前の定常溶接期間と同一値又は異なった値に設定される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2011−189392号公報
【特許文献2】特開2003−145266号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
パルスアーク溶接では、溶接開始信号が溶接電源に入力されると、溶接ワイヤを遅いスローダウン送給速度で前進送給し、溶接ワイヤが母材と接触して初期アークが発生すると定常送給速度に切り換えて定常アークへと移行させる通常アークスタート制御が行われる。しかし、前回の溶接終了時点から今回の溶接開始時点までの休止期間が3秒程度以上になると溶接ワイヤの先端温度が低下するために、アークスタート性は休止期間が3秒未満のときに比べて悪くなる。また、平均溶接電流値が150A程度以下の小電流域である場合には、アークスタート性が悪くなる。
【0009】
このような場合のアークスタート性を改善するために、リトラクトアークスタート制御(例えば、特許文献2参照)と呼ばれる方法が慣用されている。このリトラクトアークスタート制御では、溶接開始信号が溶接電源に入力されると、溶接ワイヤをスローダウン送給速度で前進送給して母材に一旦接触させた後に、後退送給に切り換えて母材から引き離し、この引き離しによって初期アークを発生させた後に再び定常送給速度での前進送給に切り換えて定常アークへと移行させるものである。このリトラクトアークスタート制御を採用すれば、上述した休止期間が長いために溶接ワイヤの先端温度が低下している場合、溶接電流平均値が小さい場合等であっても良好なアークスタート性を得ることができる。
【0010】
反面、リトラクトアークスタート制御では、溶接ワイヤを後退送給する期間だ必要な分だけ通常アークスタート制御よりも時間がかかることになり、生産効率が低下する問題がある。このために、1つのワークに複数の溶接個所がある場合において、アークスタート性が良好な溶接個所は通常アークスタート制御を行い、アークスタート性が悪い溶接個所だけを選択してリトラクトアークスタート制御を行うようにすることによって、生産効率の低下を抑制している。
【0011】
しかし、リトラクトアークスタート制御と通常アークスタート制御とでは、アークスタート性を最良にするための溶融球のサイズが異なっている。上述したように、リトラクトアークスタート制御と通常アークスタート制御とが混在する場合には、どちらか片方に最適な溶融球に制御すると、もう一方にとっては適正な溶融球のサイズではなくなることになる。この結果、両方のアークスタート制御を最良の状態にすることができないという問題があった。
【0012】
そこで、本発明では、リトラクトアークスタート制御と通常アークスタート制御とが混在する場合において、それぞれのアークスタート制御に適した溶融球に制御することができるパルスアーク溶接の終了制御方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
上述した課題を解決するために、請求項1の発明は、ピーク電流及びベース電流を繰り返し通電して溶接するパルスアーク溶接にあって、
溶接の開始に際して、溶接ワイヤを母材に一旦接触させた後に引き離し、この引き離しによって初期アークを発生させた後に定常アークへと移行させるリトラクトアークスタート制御と、前記溶接ワイヤを母材に接触させて定常アークを発生させる通常アークスタート制御とを備え、
溶接を終了する際に、最終ピーク電流の通電を判別すると予め定めた最終ベース電流を予め定めた最終ベース期間だけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、
次の溶接個所のアークスタート制御が前記リトラクトアークスタート制御であるか前記通常アークスタート制御であるかに応じて前記最終ベース電流及び/又は前記最終ベース期間の値を変化させる、
ことを特徴とするパルスアーク溶接の終了制御方法である。
【0014】
請求項2の発明は、次の溶接個所のアークスタート制御が前記リトラクトアークスタート制御であるときは前記最終ベース期間を0よりも大きな値に設定し、通常アークスタート制御であるときは最終ベース期間を0に設定する、
ことを特徴とする請求項1記載のパルスアーク溶接の終了制御方法である。
【0015】
請求項3の発明は、前記溶接ワイヤの材質がステンレス鋼である、
ことを特徴とする請求項1又は2記載のパルスアーク溶接の終了制御方法である。
【発明の効果】
【0016】
本発明によれば、次の溶接個所のアークスタート制御がリトラクトアークスタート制御であるか通常アークスタート制御であるかに応じて、最終ベース電流及び/又は最終ベース期間の値を変化させて適性化している。このために、それぞれのアークスタート制御に適した溶融球のサイズに制御することができるので、アークスタート制御の方式によらず良好なアークスタート性を得ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施の形態に係る通常アークスタート制御のタイミングチャートである。
【図2】本発明の実施の形態に係るリトラクトアークスタート制御のタイミングチャートである。
【図3】本発明の実施の形態に係るパルスアーク溶接の終了制御方法を示すタイミングチャートである。
【図4】本発明の実施の形態に係るパルスアーク溶接の終了制御方法を実施するための溶接電源のブロック図である。
【図5】従来技術におけるパルスアーク溶接の終了制御方法を示すタイミングチャートである。
【図6】従来技術におけるパルスアーク溶接の終了制御方法によって形成された溶融球の形状を示す図である。
【発明を実施するための形態】
【0018】
以下、図面を参照して本発明の実施の形態について説明する。
【0019】
まず、本発明で使用される通常アークスタート制御(図1)とリトラクトアークスタート制御(図2)とについて説明する。
【0020】
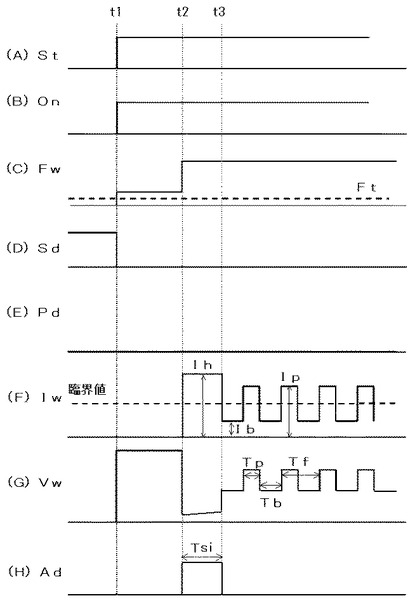
図1は、本発明の実施の形態に係る通常アークスタート制御のタイミングチャートである。同図(A)は溶接開始信号Stを示し、同図(B)は起動信号Onを示し、同図(C)は溶接ワイヤの送給速度Fwを示し、同図(D)は送給停止判別信号Sdを示し、同図(E)は最終ピーク電流判別信号Pdを示し、同図(F)は溶接電流Iwを示し、同図(G)は溶接電圧Vwを示し、同図(H)は短絡判別信号Adを示す。同図では、上述した図5に対して、同図(H)に示す短絡判別信号Adを追加している。以下、同図を参照して説明する。
【0021】
同図は、ロボットを使用した溶接装置の場合である。時刻t1において、ロボットが移動して溶接トーチが溶接開始位置に到達すると、ロボット制御装置から溶接電源に対して溶接開始信号St及びアークスタート制御設定信号が出力される。このアークスタート制御設定信号は、作業プログラムに記載されており、溶接個所ごとのアークスタート制御を通常アークスタート制御にするかリトラクトアークスタート制御にするかを指令する。ここでは、通常アークスタート制御が指令された場合である。
【0022】
同図(A)に示すように、時刻t1において、ロボット制御装置からの溶接開始信号StがHighレベルになると、同図(B)に示すように、起動信号OnがHighレベルに変化する。これに応動して、溶接電源の出力が開始されるので、同図(G)に示すように、無負荷電圧が溶接ワイヤと母材との間に印加する。同時に、同図(C)に示すように、送給速度Fwは1〜2m/min程度の遅いスローダウン送給速度となり、溶接ワイヤは母材へと次第に接近する。通常アークスタート制御では、送給速度Fwの値は0又は正の値となり、0のときは送給が停止しており、正の値のときは前進送給されている。同図(D)に示すように、送給停止判別信号Sdは、時刻t1において、送給速度Fwが送給停止判別基準値Ft以上となるので、Lowレベルに変化する。同図(E)に示すように、最終ピーク電流判別信号PdはLowレベルのままである。
【0023】
時刻t2において、溶融球底部と母材とが接触して導通すると、同図(G)に示すように、溶接電圧Vwは、数V程度の短絡電圧値に急減する。溶接電圧Vwが短絡判別基準値(10V程度に設定)以下になったことを判別すると、同図(H)に示すように、短絡判別信号AdがHighレベルに変化する。同時に、同図(F)に示すように、溶接電流Iwは大電流値に予め定めたホットスタート電流Ihが通電する。短絡判別信号Adが最初にHighレベル(短絡)になると、同図(C)に示すように、送給速度Fwは3〜20m/min程度の範囲で設定された定常送給速度に変化する。このホットスタート電流Ihは、最初の短絡が継続している期間中通電する。このホットスタート電流Ihは、ピーク電流Ip以上の値である450〜600A程度の範囲で設定される。このホットスタート電流Ihは、溶接ワイヤの先端を早急に溶融してアークを発生させるために通電する。
【0024】
最初の短絡が継続した後の時刻t3において、アークが発生すると、同図(G)に示すように、溶接電圧Vwは数十V程度のアーク電圧値に急増する。このために、溶接電圧Vwが短絡判別基準値よりも大きくなるので、同図(H)に示すように、短絡判別信号AdはLowレベルに変化する。したがって、起動後の最初の短絡が、時刻t3で終了したことになる。これに応動して、同図(F)に示すように、溶接電流Iwは、ベース電流Ibの通電を開始し、その後はピーク期間Tp中のピーク電流Ipとベース期間Tb中のベース電流Ibとの通電を繰り返すことになる。同様に、同図(G)に示すように、溶接電圧Vwは、ベース電圧となり、その後はピーク電圧とベース電圧とを繰り返すことになる。したがって、時刻t1〜t3の期間がアークスタート期間となり、時刻t3以降が定常溶接期間となる。定常溶接期間中のピーク電流Ip、ピーク期間Tp及びベース電流Ibの設定方法については、上述した図5と同様である。また、アーク長制御のための周波数変調制御によってパルス周期Tfがフィードバック制御されることも同様である。
【0025】
上述した通常アークスタート制御では、時刻t1に溶接を開始する際の溶接ワイヤの溶融球は、ワイヤ直径の1.0〜1.2倍程度であることが望ましい。すなわち、後述するリトラクトアークスタート制御の場合に比べて小さい方が望ましい。これは、溶融球が小さいと、時刻t2に溶融球底部が母材に接触してから時刻t3にアークが発生するまでの最初の短絡期間が短くなり、円滑にアークが発生するからである。さらには、溶融球が小さい方がアークスタート時のスパッタ発生が少なくなるからである。
【0026】
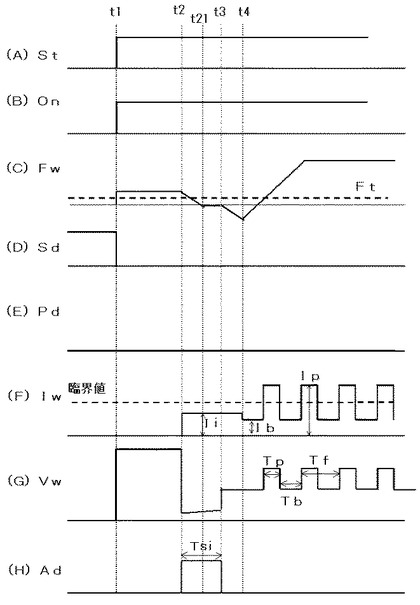
図2は、本発明の実施の形態に係るリトラクトアークスタート制御のタイミングチャートである。同図(A)は溶接開始信号Stを示し、同図(B)は起動信号Onを示し、同図(C)は溶接ワイヤの送給速度Fwを示し、同図(D)は送給停止判別信号Sdを示し、同図(E)は最終ピーク電流判別信号Pdを示し、同図(F)は溶接電流Iwを示し、同図(G)は溶接電圧Vwを示し、同図(H)は短絡判別信号Adを示す。以下、同図を参照して説明する。
【0027】
同図は、ロボットを使用した溶接装置の場合である。時刻t1において、ロボットが移動して溶接トーチが溶接開始位置に到達すると、ロボット制御装置から溶接電源に対して溶接開始信号St及びアークスタート制御設定信号が出力される。このアークスタート制御設定信号は、作業プログラムに記載されており、溶接個所ごとのアークスタート制御を通常アークスタート制御にするかリトラクトアークスタート制御にするかを指令する。ここでは、リトラクトアークスタート制御が指令された場合である。
【0028】
同図(A)に示すように、時刻t1において、ロボット制御装置からの溶接開始信号StがHighレベルになると、同図(B)に示すように、起動信号OnがHighレベルに変化する。これに応動して、溶接電源の出力が開始されるので、同図(G)に示すように、無負荷電圧が溶接ワイヤと母材との間に印加する。同時に、同図(C)に示すように、送給速度Fwは1〜2m/min程度の遅いスローダウン送給速度(正の値)となり、溶接ワイヤは前進送給されて母材へと次第に接近する。ここで、送給速度Fwの値が、0であるときは溶接ワイヤが停止していることを示し、正の値であるときは溶接ワイヤが前進送給されていることを示し、負の値であるときは溶接ワイヤが後退送給されていることを示す。同図(D)に示すように、送給停止判別信号Sdは、時刻t1において、送給速度Fwが送給停止判別基準値Ft以上となるので、Lowレベルに変化する。同図(E)に示すように、最終ピーク電流判別信号PdはLowレベルのままである。
【0029】
時刻t2において、溶融球底部と母材とが接触して導通すると、同図(G)に示すように、溶接電圧Vwは、数V程度の短絡電圧値に急減する。溶接電圧Vwが短絡判別基準値(10V程度に設定)以下になったことを判別すると、同図(H)に示すように、短絡判別信号AdがHighレベルに変化する。同時に、同図(F)に示すように、溶接電流Iwが通電して、その値は予め定めた初期電流値Iiとなる。この初期電流値Iiは、50A程度の小電流値に設定される。小電流値に設定する理由は、後述する時刻t2〜t3の短絡期間及び時刻t3〜t4の初期アーク発生期間中に溶接ワイヤの先端を溶融しないようにするためである。短絡期間中にワイヤ先端が溶融すると溶着して、溶接ワイヤの引き離しができなくなり、スタート不良となる。初期アーク発生期間中にワイヤ先端が溶融すると、初期アークのアーク長を所定値まで引き上げるときにバラツクことになり、定常アークへの行こうが円滑でなくなる。時刻t2に短絡判別信号AdがHighレベル(短絡)に変化すると、送給モータに後退送給指令が送られる。しかし、送給モータの回転が逆転するまでに時間遅れがあるために、同図(C)に示すように、送給速度Fwは、時刻t2からスロープ状に小さくなり、時刻t21で0となる。その後、送給モータは逆回転を開始するが、溶接トーチの送給経路内の溶接ワイヤの遊び分を後退送給によって吸収するには時間が必要となる。このために、同図(C)に示すように、送給速度Fwは、時刻t21〜t3の間は0のままである。この時刻t2〜t3の期間が短絡期間となる。
【0030】
同図(C)に示すように、送給速度Fwは、時刻t3からスロープ状に変化して負の値の後退送給速度となる。この時刻t3直後に溶接ワイヤの溶融球底部が母材から離れるので、初期アークが発生する。初期アークが発生すると、同図(G)に示すように、溶接電圧Vwは数十V程度のアーク電圧値に急増する。このために、溶接電圧Vwが短絡判別基準値よりも大きくなるので、同図(H)に示すように、短絡判別信号AdはLowレベル(アーク)に変化する。短絡判別信号AdがLowレベルに変化した時点t3から予め定めた遅延期間だけ経過した時刻t4までが、初期アーク発生期間となる。この初期アーク発生期間中は、同図(C)に示すように、送給速度Fwは上記の後退送給速度のままであるので、溶接ワイヤの後退送給が継続される。したがって、初期アークのアーク長は次第に長くなる。この遅延期間は、初期アークのアーク長が定常アークのアーク長と等しくなるように設定される。この遅延期間は、例えば100ms程度である。初期アーク発生期間中は、同図(F)に示すように、溶接電流Iwは上記の初期電流値Iiのままである。
【0031】
時刻t4において上記の遅延期間が経過すると、同図(C)に示すように、送給速度Fwはスロープ状に変化して正の値の定常送給速度となる。このために、溶接ワイヤは後退送給から再前進送給へと切り換えられる。時刻t1〜t4までがアークスタート期間となり、時刻t4以降の期間が定常溶接期間となる。定常溶接期間になると、同図(F)に示すように、ピーク期間Tp中のピーク電流Ipとベース期間Tb中のベース電流Ibとの通電を繰り返すことになる。同様に、同図(G)に示すように、ピーク電圧とベース電圧とを繰り返すことになる。定常溶接期間中のピーク電流Ip、ピーク期間Tp及びベース電流Ibの設定方法については、上述した図5と同様である。また、アーク長制御のための周波数変調制御によってパルス周期Tfがフィードバック制御されることも同様である。
【0032】
上述したリトラクトアークスタート制御では、時刻t1に溶接を開始する際の溶接ワイヤの溶融球は、ワイヤ直径の1.4〜1.6倍程度であることが望ましい。すなわち、上述した通常アークスタート制御の場合に比べて大きい方が望ましい。これは、溶融球が小さいと、時刻t2に溶融球底部が母材と接触したときに不要なアークが発生する確率が高くなり、このアークによって溶接ワイヤが母材と溶着して、後退送給によって引き離すことができなくなるからである。さらには、溶融球が小さいと、時刻t3において初期アークが発生した直後に再び短絡が発生する確率が高くなり、この再短絡が発生するとアークスタート不良となるからである。
【0033】
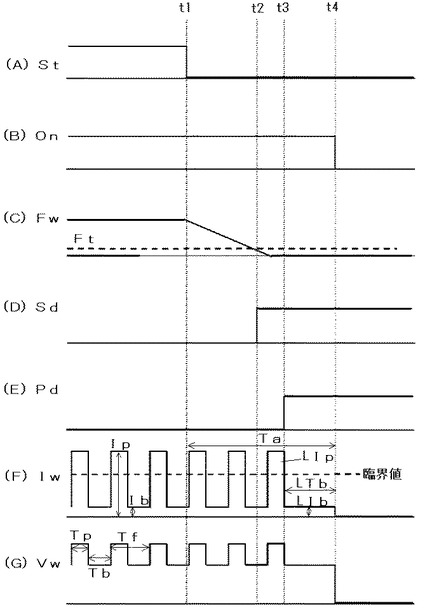
図3は、本発明の実施の形態に係るパルスアーク溶接の終了制御方法を示すタイミングチャートである。同図(A)は溶接開始信号Stを示し、同図(B)は起動信号Onを示し、同図(C)は溶接ワイヤの送給速度Fwを示し、同図(D)は送給停止判別信号Sdを示し、同図(E)は最終ピーク電流判別信号Pdを示し、同図(F)は溶接電流Iwを示し、同図(G)は溶接電圧Vwを示す。同図は上述した図5と同一波形であり、最終ベース期間LTb及び/又は最終ベース電流値LIbが固定値ではなく、次の溶接個所におけるアークスタート制御に応じて自動的に切り換えられて最適化される点が異なっている。同図は、ロボットを使用した溶接装置の場合である。以下、図5と同一の動作については説明を簡略化し、異なる点について同図を参照して説明する。
【0034】
時刻t1において、同図(A)に示すように、ロボット制御装置からの溶接開始信号StがLowレベル(溶接終了指令)になると、同図(C)に示すように、送給モータへの電力供給が遮断されるので送給速度Fwは慣性によって次第に遅くなる。そして、時刻t2において、送給速度Fwが送給停止判別基準値Ft未満になると、同図(D)に示すように、送給停止判別信号SdがHighレベルになる。同図(F)に示すように、時刻t1以降の期間(アンチスティック期間Ta)中の溶接電流Iwは、ピーク電流Ip及びベース電流Ibの通電を上述した周波数変調制御によって定まるパルス周期Tfごとに繰り返す。そして、同図(D)に示す送給停止判別信号SdがHighレベルに変化した時点(時刻t2)以降の最初のピーク電流を最終ピーク電流LIpとして判別する。そして、時刻t3において、この最終ピーク電流LIpの通電終了を判別すると、同図(E)に示すように、最終ピーク電流判別信号PdがHighレベルに変化する。この最終ピーク電流判別信号PdがHighレベルに変化すると、ロボット制御装置からのアークスタート制御設定信号(図示は省略)にもとづいてその値が設定される最終ベース期間LTbの間最終ベース電流LIbを通電する。時刻t4において、最終ベース電流LIbの通電が終了すると、同図(B)に示すように、起動信号OnがLowレベル(停止)に変化し、溶接電源の出力は停止されて溶接が終了する。
【0035】
上記の最終ベース期間LTb及び/又は最終ベース電流LIbの値は、次の溶接個所におけるアークスタート制御の方式に応じて自動的に設定される。すなわち、次の溶接個所におけるアークスタート制御が上述した通常アークスタート制御であるか上述したリトラクトアークスタート制御であるかに応じて、最終ベース期間LTb及び/又は最終ベース電流LIbの値が変化することになる。次の溶接個所におけるアークスタート制御が通常アークスタート制御であるときは、今回の溶接終了時の溶融球が、上述したように、ワイヤ直径の1.0〜1.2倍程度になるように両値が設定される。他方、アークスタート制御がリトラクトアークスタート制御であるときは、溶融球が、上述したように、ワイヤ直径の1.4〜1.6倍程度になるように設定される。
【0036】
以下に数値例を挙げる。以下において、LTb=0又はLIb=0のときとは、最終ベース電流LIbを通電しないで、最終ピーク電流LIpの通電が終了する時刻t3で溶接を終了する場合である。このときの溶融球はワイヤ直径の1.0倍程度となる。
(1)最終ベース電流LIb=50Aで固定し、最終ベース期間LTbのみを変化させる場合
通常アークスタート制御 0〜20msの範囲で設定
リトラクトアークスタート制御 40〜60msの範囲で設定
(2)最終ベース期間LTb=50msで固定し、最終ベース電流LIbのみを変化させる場合
通常アークスタート制御 0〜20Aの範囲で設定
リトラクトアークスタート制御 40〜60Aの範囲で設定
(3)最終ベース期間LTb及び最終ベース電流LIbを共に変化させる場合
通常アークスタート制御 LTb=20ms、LIb=25A
リトラクトアークスタート制御 LTb=25ms、LIb=100A
【0037】
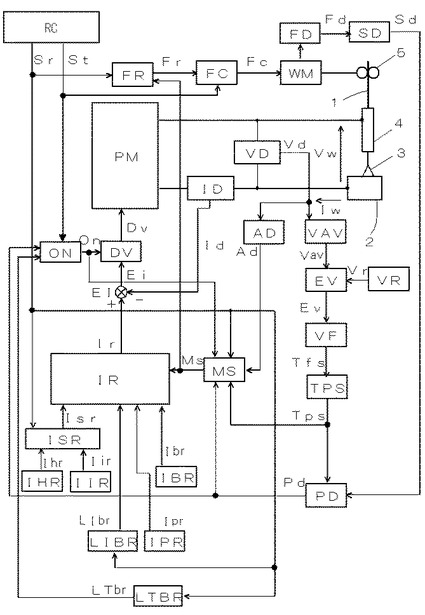
図4は、上述した本発明の実施の形態に係るパルスアーク溶接の終了制御方法を実施するための溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
【0038】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御による出力制御を行い、溶接電流Iw及び溶接電圧Vwを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流器、整流された直流を平滑するコンデンサ、平滑された直流を上記の駆動信号Dvに従って高周波交流に変換するインバータ回路、高周波交流をアーク溶接に適した電圧値に降圧する高周波変圧器、降圧された高周波交流を整流する2次整流器、整流された直流を平滑するリアクトルから構成される。溶接ワイヤ1は、送給モータWMに結合された送給ロール5の回転によって溶接トーチ4内を送給されて、母材2との間にアーク3が発生して溶接が行われる。溶接トーチ4は、ロボット(図示は省略)に搭載されている。
【0039】
溶接電圧検出回路VDは、上記の溶接電圧Vwを検出して、溶接電圧検出信号Vdを出力する。溶接電圧平均化回路VAVは、この溶接電圧検出信号Vdを入力として、ローパスフィルタ等によって平均化して、溶接電圧平均値信号Vavを出力する。溶接電圧設定回路VRは、定常溶接期間中は予め定めた定常溶接電圧設定値となり、アンチスティック期間中は予め定めたアンチスティック用溶接電圧設定値となる溶接電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、上記の溶接電圧設定信号Vrと上記の溶接電圧平均値信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。V/Fコンバータ回路VFは、この電圧誤差増幅信号Evに比例した周波数の信号に変換して、パルス周期信号Tfsを出力する。したがって、このパルス周期信号Tfsは、パルス周期ごとに短時間Highレベルになる信号である。送給速度検出回路FDは、上記の送給モータWMからの回転速度信号を入力として、送給速度Fwに換算し、送給速度検出信号Fdとして出力する。回転速度の検出は、直流モータにあっては回転速度と比例関係にある電機子電圧を検出することによって行うことができる。また、回転速度に比例した電圧を発生するタコジェネレータを送給モータWMに取り付けることによっても、回転速度を検出することができる。さらに、エンコーダ付き送給モータWMの場合には、エンコーダからのパルス信号によって回転速度を検出することができる。送給停止判別回路SDは、上記の送給速度検出信号Fdを入力として、この送給速度検出信号Fdの値が予め定めた送給停止判別基準値Ft未満になったときはHighレベルになる送給停止判別信号Sdを出力する。ピーク期間回路TPSは、上記のパルス周期信号Tfsを入力として、この信号が短時間Highレベルに変化するごとに予め定めたピーク期間だけHighレベルになり、それ以降は次の短時間のHighレベルの信号が来るまではLowレベルになるピーク期間信号Tpsを出力する。このピーク期間信号Tpsは、ピーク期間中はHighレベルになり、ベース期間中はLowレベルになる信号である。最終ピーク電流判別回路PDは、このピーク期間信号Tps及び上記の送給停止判別信号Sdを入力として、送給停止判別信号SdがHighレベル(送給停止)に変化した時点からピーク期間信号TpsがLowレベルに変化した時点でHighレベルに変化する最終ピーク電流判別信号Pdを出力する。この最終ピーク電流判別信号Pdは、図3において、時刻t2に送給停止判別信号SdがHighレベルになってから、時刻t3において、ピーク期間信号TpsがLowレベルに変化した時点で、Highレベルに変化する信号である。すなわち、最終ピーク電流LIpの通電終了を判別してHighレベルになる信号である。
【0040】
ロボット制御装置RCは、予め教示された作業プログラムを記憶しており、この作業プログラムに従ってロボット(図示は省略)の動作を制御すると共に、溶接電源に対して溶接開始信号St及びアークスタート制御設定信号Srを出力する。このアークスタート制御設定信号Srは、作業プログラムに記載されており、各溶接個所におけるアークスタート制御の方式を選択する信号である。この信号がHighレベルのときは通常アークスタート制御の指令となり、Lowレベルのときはリトラクトアークスタート制御の指令となる。この信号は、溶接開始信号StをHighレベルからLowレベルに変化させたとき(アンチスティック期間Taに入ったとき、図3の時刻t1)に、次の溶接個所におけるアークスタート制御に対応する値として出力される。
【0041】
起動回路ONは、上記の溶接開始信号St、上記の最終ピーク電流判別信号Pd及び後述する最終ベース期間設定信号LTbrを入力として、溶接開始信号StがHighレベルになるとHighレベルに変化し、最終ピーク電流判別信号PdがHighレベルになった時点から最終ベース期間設定信号LTbrによって定まる期間が経過した後にLowレベルに変化する起動信号Onを出力する。
【0042】
短絡判別回路ADは、上記の溶接電圧検出信号Vdを入力として、その値が予め定めた短絡判別基準値以下になったことを判別すると、Highレベルとなる短絡判別信号Adを出力する。溶接電流検出回路IDは、上記の溶接電流Iwを検出して、溶接電流検出信号Idを出力する。
【0043】
期間設定回路MSは、上記の最終ピーク電流判別信号Pd、上記の短絡判別信号Ad、上記のピーク期間信号Tps、上記の起動信号On及び上記のアークスタート制御設定信号Srを入力として、以下のような処理を行い期間設定信号Msを出力する。
1)起動信号OnがHighレベル(起動)に変化すると、その値が1となる期間設定信号Msを出力する。すなわち、スローダウン送給期間中は1となる。
2)その後に、短絡判別信号AdがHighレベル(短絡)に変化すると、その値が2となる期間設定信号Msを出力する。すなわち、最初の短絡期間中は2となる。
3)アークスタート制御設定信号SrがHighレベル(通常アークスタート制御)であるときは、短絡判別信号AdがLowレベル(アーク)に変化した後に、ピーク期間信号TpsがHighレベル(ピーク期間)のときその値が4となり、Lowレベル(ベース期間)のときその値が5となる期間設定信号Msを出力する。
他方、アークスタート制御設定信号SrがLowレベル(リトラクトアークスタート制御)であるときは、短絡判別信号AdがLowレベル(アーク)に変化した時点でその値が3となり、それから遅延期間が経過した後にピーク期間信号TpsがHighレベル(ピーク期間)のときその値が4となり、Lowレベル(ベース期間)のときその値が5となる期間設定信号Msを出力する。
4)その後に、最終ピーク電流判別信号PdがHighレベル(最終ピーク電流の判別以降)のときは、その値が6となる期間設定信号Msを出力する。
したがって、通常アークスタート制御である図1の場合、この期間設定信号Msは、時刻t1〜t2のスローダウン送給期間中は1となり、時刻t2〜t3の最初の短絡期間中は2となり、時刻t3以降のピーク期間Tp中は4となり、ベース期間Tb中は5となる。他方、リトラクトアークスタート制御である図2の場合、この期間設定信号Msは、時刻t1〜t2のスローダウン送給期間中は1となり、時刻t2〜t3の最初の短絡期間中は2となり、時刻t3〜t4の初期アーク発生期間中は3となり、時刻t4以降のピーク期間Tp中は4となり、ベース期間Tb中は5となる。さらに、図3において、この期間設定信号Msは、時刻t3以前のピーク期間Tp中は4となり、ベース期間Tb中は5となり、時刻t3以降の最終ベース期間LTb中は6となる。
【0044】
ホットスタート電流設定回路IHRは、予め定めたホットスタート電流設定信号Ihrを出力する。初期電流設定回路IIRは、予め定めた初期電流設定信号Iirを出力する。スタート電流設定回路ISRは、上記のホットスタート電流設定信号Ihr、上記の初期電流設定信号Iir及び上記のアークスタート制御設定信号Srを入力として、Sr=Highレベル(通常アークスタート制御)のときはホットスタート電流設定信号Ihrをスタート電流設定信号Isrとして出力し、Sr=Lowレベル(リトラクトアークスタート制御)のときは初期電流設定信号Iirをスタート電流設定信号Isrとして出力する。ピーク電流設定回路IPRは、予め定めたピーク電流設定信号Iprを出力する。ベース電流設定回路IBRは、予め定めたベース電流設定信号Ibrを出力する。
【0045】
最終ベース電流設定回路LIBRは、上記のアークスタート制御設定信号Srを入力として、Sr=Highレベル(通常アークスタート制御)のときは予め定めた通常アークスタート制御用最終ベース電流設定値を最終ベース電流設定信号LIbrとして出力し、Sr=Lowレベル(リトラクトアークスタート制御)のときは予め定めたリトラクトアークスタート制御用最終ベース電流設定値を最終ベース電流設定信号LIbrとして出力する。最終ベース期間設定回路LTBRは、上記のアークスタート制御設定信号Srを入力として、Sr=Highレベル(通常アークスタート制御)のときは予め定めた通常アークスタート制御用最終ベース期間設定値を最終ベース期間設定信号LTbrとして出力し、Sr=Lowレベル(リトラクトアークスタート制御)のときは予め定めたリトラクトアークスタート制御用最終ベース期間設定値を最終ベース期間設定信号LTbrとして出力する。
【0046】
電流設定回路IRは、上記の最終ベース電流設定信号LIbr、上記のピーク電流設定信号Ipr、上記のベース電流設定信号Ibr、上記のスタート電流設定信号Isr及び上記の期間設定信号Msを入力として、期間設定信号Ms=1〜3のときはスタート電流設定信号Isrを電流設定信号Irとして出力し、Ms=4のときはピーク電流設定信号Iprを電流設定信号Irとして出力し、Ms=5のときはベース電流設定信号Ibrを電流設定信号Irとして出力し、Ms=6のときは最終ベース電流設定信号LIbrを電流設定信号Irとして出力する。
【0047】
電流誤差増幅回路EIは、上記の電流設定信号Irと上記の溶接電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。駆動回路DVは、この電流誤差増幅信号Ei及び上記の起動信号Onを入力として、起動信号OnがHighレベルのときは電流誤差増幅信号Eiに基づいてPWM変調制御を行い、上記のインバータ回路を駆動するための駆動信号Dvを出力し、起動信号OnがLowレベルのときは駆動信号Dvの出力を停止する。
【0048】
送給速度設定回路FRは、上記のアークスタート制御設定信号Sr及び上記の期間設定信号Msを入力として、以下の処理を行い、送給速度設定信号Frを出力する。
1)Sr=Highレベル(通常アークスタート制御)であり、Ms=1のときは予め定めたスローダウン送給速度を送給速度設定信号Frとして出力し、Ms≧2のときは予め定めた定常送給速度を送給速度設定信号Frとして出力する。
2)Sr=Lowレベル(リトラクトアークスタート制御)であり、Ms=1のときは予め定めたスローダウン送給速度を送給速度設定信号Frとして出力し、Ms=2〜3のときは予め定めた後退送給速度を送給速度設定信号Frとして出力し、Ms≧4のときは予め定めた定常送給速度を送給速度設定信号Frとして出力する。
【0049】
送給制御回路FCは、上記の送給速度設定信号Fr及び上記の溶接開始信号Stを入力として、溶接開始信号StがHighレベルのときは溶接ワイヤ1を送給速度設定信号Frによって定まる速度で送給するための送給制御信号Fcを上記の送給モータWMに出力し、溶接開始信号StがLowレベルのときは送給を停止するための送給制御信号Fcを上記の送給モータWMに出力する。
【0050】
上記においては、送給速度を検出し、送給が略停止した時点から最初のピーク電流を最終ピーク電流LIpとして判別している。これ以外の最終ピーク電流LIpの判別方法として、以下のような方法もある。図3において、同図(A)に示す溶接開始信号StがLowレベルになった時点(時刻t1)から、予め定めたn会目のピーク電流を最終ピーク電流LIpとして判別する。nは正の整数であり、例えば3〜20の範囲で設定する。このnの設定は、送給モータの種類、溶接ワイヤの材質、直径、定常送給速度等の溶接条件に応じて適正値に設定する。さらに、別の判別方法として、図3において、同図(A)に示す溶接開始信号StがLowレベルになった時点(時刻t1)から所定期間経過した後のピーク電流を最終ピーク電流LIpとして判別する方法もある。この所定期間とは、送給モータが完成によって停止するまでの期間に相当する。したがって、この所定期間は、送給モータの種類、溶接ワイヤの材質、直径、定常送給速度等の溶接条件に応じて適正値に設定する。
【0051】
上述した実施の形態では、リトラクトアークスタート制御の場合を示す図2において、時刻t1〜t2の溶接ワイヤを母材に接触させる動作を前進送給によって行っているが、ロボットを動作させて溶接トーチを前進移動させて行うようにしても良い。同様に、時刻t2〜t4の溶接ワイヤを母材から引き離す動作を後退送給によって行っているが、ロボットを動作させて溶接トーチを後退移動させて行うようにしても良い。上述した実施の形態において、通常アークスタート制御用最終ベース電流設定値及び最終ベース期間設定値を、リトラクトアークスタート制御用最終ベース電流設定値及び最終ベース期間設定値の所定比率(例えば0.3倍)として設定するようにしても良い。
【0052】
上述した実施の形態の作用効果について、モデルケースを想定して説明する。1つのワークには第1〜第3の溶接個所があるとする。このワークを繰り返して溶接する場合を想定する。第1溶接個所は、ワークが交換されて最初に溶接される個所である。ワークの交換には3秒以上かかるために、第1溶接個所を溶接するときには溶接ワイヤの先端温度は低下しているので、リトラクトアークスタート制御が選択されている。第2溶接個所及び第3溶接個所は、その前の溶接の終了後に直ぐに溶接が開始されるために、溶接ワイヤの先端温度は高温のままである。このために、通常アークスタート制御が選択されている。
1)第n−1番目のワークにおける第3溶接個所のアンチスティック期間において、次の溶接個所は第n番目のワークにおける第1溶接個所となるので、アークスタート制御はリトラクトアークスタート制御となる。したがって、このアンチスティック期間中の最終ベース期間LTb及び/又は最終ベース電流LIbはリトラクトアークスタート制御用の設定値となる。この結果、溶融球のサイズは、ワイヤ直径の1.4〜1.6倍程度と大きくなる。
2)第n番目のワークにおける第1溶接個所のアンチスティック期間において、次の溶接個所は第n番目のワークにおける第2溶接個所となるので、アークスタート制御は通常アークスタート制御となる。したがって、このアンチスティック期間中の最終ベース期間LTb及び/又は最終ベース電流LIbは通常アークスタート制御用の設定値となる。この結果、溶融球のサイズは、ワイヤ直径の1.0〜1.2倍程度と小さくなる。
3)第n番目のワークにおける第2溶接個所のアンチスティック期間において、次の溶接個所は第n番目のワークにおける第3溶接個所となるので、アークスタート制御は通常アークスタート制御となる。したがって、このアンチスティック期間中の最終ベース期間LTb及び/又は最終ベース電流LIbは通常アークスタート制御用の設定値となる。この結果、溶融球のサイズは、ワイヤ直径の1.0〜1.2倍程度と小さくなる。
以降、これら1)〜2)の動作を繰り返して溶接が行われる。
【0053】
上述した実施の形態によれば、次の溶接個所のアークスタート制御がリトラクトアークスタート制御であるか通常アークスタート制御であるかに応じて、最終ベース電流及び/又は最終ベース期間の値を変化させて適性化している。このために、それぞれのアークスタート制御に適した溶融球のサイズに制御することができるので、アークスタート制御の方式によらず良好なアークスタート性を得ることができる。本実施の形態は、溶接ワイヤの材質がステンレス鋼、鉄鋼、アルミニウム等であるときに適用することができる。特に、溶接ワイヤの材質がステンレス鋼であるときは、上述したように、アークスタート性が悪い。このために、アークスタート制御の方式に応じて溶融球を適正化できることは、アークスタート性を改善するためにより有効である。
【符号の説明】
【0054】
1 溶接ワイヤ
1a 溶融球
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
AD 短絡判別回路
Ad 短絡判別信号
DV 駆動回路
Dv 駆動信号
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
FC 送給制御回路
Fc 送給制御信号
FD 送給速度検出回路
Fd 送給速度検出信号
FR 送給速度設定回路
Fr 送給速度設定信号
Ft 送給停止判別基準値
Fw 送給速度
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ID 溶接電流検出回路
Id 溶接電流検出信号
Ih ホットスタート電流
IHR ホットスタート電流設定回路
Ihr ホットスタート電流設定信号
Ii 初期電流
IIR 初期電流設定回路
Iir 初期電流設定信号
Ip ピーク電流
IPR ピーク電流設定回路
Ipr ピーク電流設定信号
IR 電流設定回路
Ir 電流設定信号
ISR スタート電流設定回路
Isr スタート電流設定信号
Iw 溶接電流
LIb 最終ベース電流
LIBR 最終ベース電流設定回路
LIbr 最終ベース電流設定信号
LIp 最終ピーク電流
LTb 最終ベース期間
LTBR 最終ベース期間設定回路
LTbr 最終ベース期間設定信号
MS 期間設定回路
Ms 期間設定信号
ON 起動回路
On 起動信号
PD 最終ピーク電流判別回路
Pd 最終ピーク電流判別信号
PM 電源主回路
RC ロボット制御装置
SD 送給停止判別回路
Sd 送給停止判別信号
Sr アークスタート制御設定信号
St 溶接開始信号
Ta アンチスティック期間
Tb ベース期間
Tf パルス周期
Tfs パルス周期信号
Tp ピーク期間
TPS ピーク期間回路
Tps ピーク期間信号
VAV 溶接電圧平均化回路
Vav 溶接電圧平均値信号
VD 溶接電圧検出回路
Vd 溶接電圧検出信号
VF V/Fコンバータ回路
VR 溶接電圧設定回路
Vr 溶接電圧設定信号
Vw 溶接電圧
WM 送給モータ
【技術分野】
【0001】
本発明は、溶接終了後のワイヤ先端に形成される溶融球のサイズを、アークスタート制御の方式に応じて適正化することができるパルスアーク溶接の終了制御方法に関するものである。
【背景技術】
【0002】
消耗電極式アーク溶接においては、溶接を終了した後の溶接ワイヤ先端に形成された溶融球のサイズが、次のアークスタートの良否を決める主要因の1つである。消耗電極式パルスアーク溶接も消耗電極式アーク溶接の1つであるので、溶融球のサイズが次のアークスタート性に大きな影響を与えることは同様である。溶融球のサイズをどの程度にすれば、次のアークスタート性が良好になるかは、溶接ワイヤの材質によって異なっている。溶接ワイヤの材質がアルミミウム又はステンレス鋼である場合には、溶融球は小さい方が次のアークスタート性が良好になるので、溶接ワイヤの直径と略同一になるように制御される。他方、溶接ワイヤの材質が鉄鋼である場合には、溶融球をあまり小さくするとその底部にスラグが付着した状態になることが多い。スラグは絶縁物であるので、底部にスラグが付着していると、次のアークスタート時にワイヤ先端が母材と接触して最初の短絡が発生してからアークが発生するまでに時間が長くかかることになる。ときには、最初の短絡のままでアークが発生しない場合も生じる。このために、溶接ワイヤの材質が鉄鋼である場合には、溶融球は溶接ワイヤの直径の1.2倍程度になるように制御される。一般的に、溶接ワイヤの材質がステンレス鋼であるときのアークスタート性は、鉄鋼であるときのアークスタート性に比べて悪い。ステンレス鋼ワイヤのアークスタート性を少しでも改善するためには、溶融球のサイズをより精密に制御する必要がある。以下、ステンレス鋼のパルスアーク溶接を例として、溶接終了時の溶融球のサイズを精密に制御するための従来技術(例えば、特許文献1参照)について説明する。
【0003】
図5は、従来技術におけるパルスアーク溶接の終了制御方法を示すタイミングチャートである。同図(A)は溶接開始信号Stを示し、同図(B)は起動信号Onを示し、同図(C)は溶接ワイヤの送給速度Fwを示し、同図(D)は送給停止判別信号Sdを示し、同図(E)は最終ピーク電流判別信号Pdを示し、同図(F)は溶接電流Iwを示し、同図(G)は溶接電圧Vwを示す。上記の溶接開始信号Stは、溶接電源の外部から入力される信号であり、Highレベルになると溶接開始を指令する信号となり、Lowレベルになると溶接終了を指令する信号となる。半自動溶接にあっては、溶接開始信号Stはトーチスイッチのオン/オフに対応する信号であり、ロボット溶接にあっては、ロボット制御装置から送信される溶接の開始又は終了を指令する信号である。上記の送給速度Fwは、溶接ワイヤの先端の速度を示している。以下、同図を参照して説明する。
【0004】
時刻t1以前の定常溶接期間中は、同図(A)に示すように、溶接開始信号StはHighレベルになっているので、同図(B)に示すように、起動信号OnはHighレベル(起動)になり、溶接電源から溶接電圧Vw及び溶接電流Iwが出力されてアークが発生している。この期間中は、同図(C)に示すように、送給速度Fwは予め定めた定常送給速度になっている。同図(C)に示すように、破線の送給停止判別基準値Ftは、送給停止を判別するための基準値であり、0よりも少し大きな値(例えば0.5m/min)に設定されている。同図(D)に示す送給停止判別信号Sdは、送給速度Fwと送給停止判別基準値Ftとを比較して、Fw<FtのときにHighレベルになる信号である。すなわち、送給速度Fwが略0となった時点で、送給停止判別信号SdがHighレベルに変化する。時刻t1以前の期間では、Fw>Ftであるので、同図(D)に示すように、送給停止判別信号SdはLowレベルの状態にある。また、同図(E)に示すように、最終ピーク電流判別信号Pdは、時刻t1以前の期間中はLowレベルの状態にある。同図(F)に示すように、溶接電流Iwは、ピーク期間Tp中のピーク電流Ipとベース期間Tb中のベース電流Ibとの通電を1パルス周期Tfとして繰り返している。同図(G)に示すように、溶接電圧Vwは、ピーク期間Tp中はピーク電圧となり、ベース期間Tb中はベース電圧となる。溶接ワイヤが直径1.2mmのステンレス鋼ワイヤである場合には、上記のピーク期間は1.0ms程度に設定され、上記のピーク電流Ipは臨界値(200A)以上の400A程度に設定され、ベース電流Ibは臨界値未満の40A程度に設定される。ピーク電圧及びベース電圧は、アーク長に比例した値となる。上記のピーク期間Tpとピーク電流Ipとの組合せは、ユニットパルス条件と呼ばれ、実験によって溶接ワイヤの材質、直径、定常送給速度等に応じて、いわゆる1パルス周期1溶滴移行となる適正値を算出し、この適正値に設定される。溶接電圧Vwの平均値が予め定めた定常溶接電圧設定値と等しくなるように上記のパルス周期Tfがフィードバック制御されて、アーク長制御が行われる。このアーク長制御の方式を周波数変調制御と呼ぶ。また、パルス周期Tfを固定してピーク期間Tpを変化させるパルス幅変調制御も慣用される。
【0005】
時刻t1において、同図(A)に示すように、溶接開始信号StがLowレベルに変化する。しかし、同図(B)に示すように、起動信号Onは、後述する最終ベース電流LIbの通電が終了する時刻t4までHighレベルを継続する。時刻t1〜t4の期間が、アンチスティック期間Taとなる。溶接開始信号Stの変化に応動して送給モータへの電力の供給が遮断されるが、慣性によって回転速度はスロープ状に遅くなるので、完全に停止するまでには時間がかかる。したがって、同図(C)に示すように、送給速度Fwは時刻t1からスロープ状に遅くなり、時刻t2において上記の送給停止判別基準値Ft未満となり、その直後に0となる。送給速度Fwが慣性によって0となるまでの期間は、送給モータの種類、定常送給速度等によって変化するが、100ms程度である。同図(D)に示すように、送給停止判別信号Sdは、時刻t2においてFw<FtとなるのでHighレベルとなる。また、同図(F)に示すように、溶接電流Iwは、時刻t1以降もピーク電流Ip及びベース電流Ibの通電を繰り返す。そして、同図(D)に示す送給停止判別信号SdがHighレベルに変化した時点(時刻t2)以降の最初のピーク電流の通電が終了する時刻t3において、同図(E)に示すように、最終ピーク電流判別信号PdがHighレベルに変化する。さらに、時刻t3〜t4の最終ベース期間LTb中は最終ベース電流LIbを通電する。時刻t4において最終ベース電流LIbの通電が終了すると、同図(B)に示す起動信号OnがLowレベルになり、溶接電源の出力は停止されて溶接が終了する。同図(G)に示すように、溶接電圧Vwは、上述したピーク電流Ip及びベース電流Ibの通電に応じたピーク電圧及びベース電圧が繰り返される。アンチスティック期間Ta中は、溶接電圧Vwの平均値が定常溶接電圧設定値よりも小さな値に予め定めたアンチスティック用溶接電圧設定値と等しくなるようにパルス周期Tfが、上述したようにフィードバック制御される。アンチスティック期間Ta中のピーク電流(最終ピーク電流も含む)、ピーク期間(最終ピーク期間も含む)及びベース電流は、定常溶接期間中と同一値に設定しても良いし、1パルス周期1溶滴移行が成立する範囲において異なる値に設定しても良い。
【0006】
以下、従来技術における溶融球の形成について説明する。時刻t3において、同図(F)に示すように、最終ピーク電流LIpの通電が終了した時点で、最終ピーク電流LIpの通電によって形成された溶滴が溶融池に移行する。したがって、この時点においては、ワイヤ先端の溶融球は形成されていない状態(1.0倍の状態)である。最終ベース電流LIbの通電に伴って、ワイヤ先端が溶融されて溶融球が次第に大きくなる。そして、時刻t4において、最終ベース電流LIbの通電が終了すると、それまでに形成された溶融球が冷却されて凝固する。この溶融球の形状の一例を図6に示す。溶接ワイヤ1の先端に形成された溶融球1aは略球形となっており、ワイヤ直径よりも少し大きくなっている。溶融球のサイズは、最終ベース電流LIb及び最終ベース期間LTbの値によって定まることになる。最終ベース電流Libの値が50Aであるときには、最終ベース期間LTbは0〜100ms程度の範囲に設定される。LTb=0のときは最終ベース電流LIbを通電しないで溶接を終了する場合であり、この場合の溶融球はワイヤ直径の1.0倍程度になる。他方、LTb=100msであるときには、溶融球はワイヤ直径の2.0倍程度となる。直系1.2mmのステンレス鋼ワイヤの場合、LIb=50A及び最終ベース期間LTb=0〜20ms程度に設定される。これにより、溶融球はワイヤ直径の1.0〜1.2倍程度に制御される。アンチスティック期間Ta中のピーク期間Tp、ピーク電流Ip及びベース電流Ibは、時刻t1以前の定常溶接期間と同一値又は異なった値に設定される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2011−189392号公報
【特許文献2】特開2003−145266号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
パルスアーク溶接では、溶接開始信号が溶接電源に入力されると、溶接ワイヤを遅いスローダウン送給速度で前進送給し、溶接ワイヤが母材と接触して初期アークが発生すると定常送給速度に切り換えて定常アークへと移行させる通常アークスタート制御が行われる。しかし、前回の溶接終了時点から今回の溶接開始時点までの休止期間が3秒程度以上になると溶接ワイヤの先端温度が低下するために、アークスタート性は休止期間が3秒未満のときに比べて悪くなる。また、平均溶接電流値が150A程度以下の小電流域である場合には、アークスタート性が悪くなる。
【0009】
このような場合のアークスタート性を改善するために、リトラクトアークスタート制御(例えば、特許文献2参照)と呼ばれる方法が慣用されている。このリトラクトアークスタート制御では、溶接開始信号が溶接電源に入力されると、溶接ワイヤをスローダウン送給速度で前進送給して母材に一旦接触させた後に、後退送給に切り換えて母材から引き離し、この引き離しによって初期アークを発生させた後に再び定常送給速度での前進送給に切り換えて定常アークへと移行させるものである。このリトラクトアークスタート制御を採用すれば、上述した休止期間が長いために溶接ワイヤの先端温度が低下している場合、溶接電流平均値が小さい場合等であっても良好なアークスタート性を得ることができる。
【0010】
反面、リトラクトアークスタート制御では、溶接ワイヤを後退送給する期間だ必要な分だけ通常アークスタート制御よりも時間がかかることになり、生産効率が低下する問題がある。このために、1つのワークに複数の溶接個所がある場合において、アークスタート性が良好な溶接個所は通常アークスタート制御を行い、アークスタート性が悪い溶接個所だけを選択してリトラクトアークスタート制御を行うようにすることによって、生産効率の低下を抑制している。
【0011】
しかし、リトラクトアークスタート制御と通常アークスタート制御とでは、アークスタート性を最良にするための溶融球のサイズが異なっている。上述したように、リトラクトアークスタート制御と通常アークスタート制御とが混在する場合には、どちらか片方に最適な溶融球に制御すると、もう一方にとっては適正な溶融球のサイズではなくなることになる。この結果、両方のアークスタート制御を最良の状態にすることができないという問題があった。
【0012】
そこで、本発明では、リトラクトアークスタート制御と通常アークスタート制御とが混在する場合において、それぞれのアークスタート制御に適した溶融球に制御することができるパルスアーク溶接の終了制御方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
上述した課題を解決するために、請求項1の発明は、ピーク電流及びベース電流を繰り返し通電して溶接するパルスアーク溶接にあって、
溶接の開始に際して、溶接ワイヤを母材に一旦接触させた後に引き離し、この引き離しによって初期アークを発生させた後に定常アークへと移行させるリトラクトアークスタート制御と、前記溶接ワイヤを母材に接触させて定常アークを発生させる通常アークスタート制御とを備え、
溶接を終了する際に、最終ピーク電流の通電を判別すると予め定めた最終ベース電流を予め定めた最終ベース期間だけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、
次の溶接個所のアークスタート制御が前記リトラクトアークスタート制御であるか前記通常アークスタート制御であるかに応じて前記最終ベース電流及び/又は前記最終ベース期間の値を変化させる、
ことを特徴とするパルスアーク溶接の終了制御方法である。
【0014】
請求項2の発明は、次の溶接個所のアークスタート制御が前記リトラクトアークスタート制御であるときは前記最終ベース期間を0よりも大きな値に設定し、通常アークスタート制御であるときは最終ベース期間を0に設定する、
ことを特徴とする請求項1記載のパルスアーク溶接の終了制御方法である。
【0015】
請求項3の発明は、前記溶接ワイヤの材質がステンレス鋼である、
ことを特徴とする請求項1又は2記載のパルスアーク溶接の終了制御方法である。
【発明の効果】
【0016】
本発明によれば、次の溶接個所のアークスタート制御がリトラクトアークスタート制御であるか通常アークスタート制御であるかに応じて、最終ベース電流及び/又は最終ベース期間の値を変化させて適性化している。このために、それぞれのアークスタート制御に適した溶融球のサイズに制御することができるので、アークスタート制御の方式によらず良好なアークスタート性を得ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施の形態に係る通常アークスタート制御のタイミングチャートである。
【図2】本発明の実施の形態に係るリトラクトアークスタート制御のタイミングチャートである。
【図3】本発明の実施の形態に係るパルスアーク溶接の終了制御方法を示すタイミングチャートである。
【図4】本発明の実施の形態に係るパルスアーク溶接の終了制御方法を実施するための溶接電源のブロック図である。
【図5】従来技術におけるパルスアーク溶接の終了制御方法を示すタイミングチャートである。
【図6】従来技術におけるパルスアーク溶接の終了制御方法によって形成された溶融球の形状を示す図である。
【発明を実施するための形態】
【0018】
以下、図面を参照して本発明の実施の形態について説明する。
【0019】
まず、本発明で使用される通常アークスタート制御(図1)とリトラクトアークスタート制御(図2)とについて説明する。
【0020】
図1は、本発明の実施の形態に係る通常アークスタート制御のタイミングチャートである。同図(A)は溶接開始信号Stを示し、同図(B)は起動信号Onを示し、同図(C)は溶接ワイヤの送給速度Fwを示し、同図(D)は送給停止判別信号Sdを示し、同図(E)は最終ピーク電流判別信号Pdを示し、同図(F)は溶接電流Iwを示し、同図(G)は溶接電圧Vwを示し、同図(H)は短絡判別信号Adを示す。同図では、上述した図5に対して、同図(H)に示す短絡判別信号Adを追加している。以下、同図を参照して説明する。
【0021】
同図は、ロボットを使用した溶接装置の場合である。時刻t1において、ロボットが移動して溶接トーチが溶接開始位置に到達すると、ロボット制御装置から溶接電源に対して溶接開始信号St及びアークスタート制御設定信号が出力される。このアークスタート制御設定信号は、作業プログラムに記載されており、溶接個所ごとのアークスタート制御を通常アークスタート制御にするかリトラクトアークスタート制御にするかを指令する。ここでは、通常アークスタート制御が指令された場合である。
【0022】
同図(A)に示すように、時刻t1において、ロボット制御装置からの溶接開始信号StがHighレベルになると、同図(B)に示すように、起動信号OnがHighレベルに変化する。これに応動して、溶接電源の出力が開始されるので、同図(G)に示すように、無負荷電圧が溶接ワイヤと母材との間に印加する。同時に、同図(C)に示すように、送給速度Fwは1〜2m/min程度の遅いスローダウン送給速度となり、溶接ワイヤは母材へと次第に接近する。通常アークスタート制御では、送給速度Fwの値は0又は正の値となり、0のときは送給が停止しており、正の値のときは前進送給されている。同図(D)に示すように、送給停止判別信号Sdは、時刻t1において、送給速度Fwが送給停止判別基準値Ft以上となるので、Lowレベルに変化する。同図(E)に示すように、最終ピーク電流判別信号PdはLowレベルのままである。
【0023】
時刻t2において、溶融球底部と母材とが接触して導通すると、同図(G)に示すように、溶接電圧Vwは、数V程度の短絡電圧値に急減する。溶接電圧Vwが短絡判別基準値(10V程度に設定)以下になったことを判別すると、同図(H)に示すように、短絡判別信号AdがHighレベルに変化する。同時に、同図(F)に示すように、溶接電流Iwは大電流値に予め定めたホットスタート電流Ihが通電する。短絡判別信号Adが最初にHighレベル(短絡)になると、同図(C)に示すように、送給速度Fwは3〜20m/min程度の範囲で設定された定常送給速度に変化する。このホットスタート電流Ihは、最初の短絡が継続している期間中通電する。このホットスタート電流Ihは、ピーク電流Ip以上の値である450〜600A程度の範囲で設定される。このホットスタート電流Ihは、溶接ワイヤの先端を早急に溶融してアークを発生させるために通電する。
【0024】
最初の短絡が継続した後の時刻t3において、アークが発生すると、同図(G)に示すように、溶接電圧Vwは数十V程度のアーク電圧値に急増する。このために、溶接電圧Vwが短絡判別基準値よりも大きくなるので、同図(H)に示すように、短絡判別信号AdはLowレベルに変化する。したがって、起動後の最初の短絡が、時刻t3で終了したことになる。これに応動して、同図(F)に示すように、溶接電流Iwは、ベース電流Ibの通電を開始し、その後はピーク期間Tp中のピーク電流Ipとベース期間Tb中のベース電流Ibとの通電を繰り返すことになる。同様に、同図(G)に示すように、溶接電圧Vwは、ベース電圧となり、その後はピーク電圧とベース電圧とを繰り返すことになる。したがって、時刻t1〜t3の期間がアークスタート期間となり、時刻t3以降が定常溶接期間となる。定常溶接期間中のピーク電流Ip、ピーク期間Tp及びベース電流Ibの設定方法については、上述した図5と同様である。また、アーク長制御のための周波数変調制御によってパルス周期Tfがフィードバック制御されることも同様である。
【0025】
上述した通常アークスタート制御では、時刻t1に溶接を開始する際の溶接ワイヤの溶融球は、ワイヤ直径の1.0〜1.2倍程度であることが望ましい。すなわち、後述するリトラクトアークスタート制御の場合に比べて小さい方が望ましい。これは、溶融球が小さいと、時刻t2に溶融球底部が母材に接触してから時刻t3にアークが発生するまでの最初の短絡期間が短くなり、円滑にアークが発生するからである。さらには、溶融球が小さい方がアークスタート時のスパッタ発生が少なくなるからである。
【0026】
図2は、本発明の実施の形態に係るリトラクトアークスタート制御のタイミングチャートである。同図(A)は溶接開始信号Stを示し、同図(B)は起動信号Onを示し、同図(C)は溶接ワイヤの送給速度Fwを示し、同図(D)は送給停止判別信号Sdを示し、同図(E)は最終ピーク電流判別信号Pdを示し、同図(F)は溶接電流Iwを示し、同図(G)は溶接電圧Vwを示し、同図(H)は短絡判別信号Adを示す。以下、同図を参照して説明する。
【0027】
同図は、ロボットを使用した溶接装置の場合である。時刻t1において、ロボットが移動して溶接トーチが溶接開始位置に到達すると、ロボット制御装置から溶接電源に対して溶接開始信号St及びアークスタート制御設定信号が出力される。このアークスタート制御設定信号は、作業プログラムに記載されており、溶接個所ごとのアークスタート制御を通常アークスタート制御にするかリトラクトアークスタート制御にするかを指令する。ここでは、リトラクトアークスタート制御が指令された場合である。
【0028】
同図(A)に示すように、時刻t1において、ロボット制御装置からの溶接開始信号StがHighレベルになると、同図(B)に示すように、起動信号OnがHighレベルに変化する。これに応動して、溶接電源の出力が開始されるので、同図(G)に示すように、無負荷電圧が溶接ワイヤと母材との間に印加する。同時に、同図(C)に示すように、送給速度Fwは1〜2m/min程度の遅いスローダウン送給速度(正の値)となり、溶接ワイヤは前進送給されて母材へと次第に接近する。ここで、送給速度Fwの値が、0であるときは溶接ワイヤが停止していることを示し、正の値であるときは溶接ワイヤが前進送給されていることを示し、負の値であるときは溶接ワイヤが後退送給されていることを示す。同図(D)に示すように、送給停止判別信号Sdは、時刻t1において、送給速度Fwが送給停止判別基準値Ft以上となるので、Lowレベルに変化する。同図(E)に示すように、最終ピーク電流判別信号PdはLowレベルのままである。
【0029】
時刻t2において、溶融球底部と母材とが接触して導通すると、同図(G)に示すように、溶接電圧Vwは、数V程度の短絡電圧値に急減する。溶接電圧Vwが短絡判別基準値(10V程度に設定)以下になったことを判別すると、同図(H)に示すように、短絡判別信号AdがHighレベルに変化する。同時に、同図(F)に示すように、溶接電流Iwが通電して、その値は予め定めた初期電流値Iiとなる。この初期電流値Iiは、50A程度の小電流値に設定される。小電流値に設定する理由は、後述する時刻t2〜t3の短絡期間及び時刻t3〜t4の初期アーク発生期間中に溶接ワイヤの先端を溶融しないようにするためである。短絡期間中にワイヤ先端が溶融すると溶着して、溶接ワイヤの引き離しができなくなり、スタート不良となる。初期アーク発生期間中にワイヤ先端が溶融すると、初期アークのアーク長を所定値まで引き上げるときにバラツクことになり、定常アークへの行こうが円滑でなくなる。時刻t2に短絡判別信号AdがHighレベル(短絡)に変化すると、送給モータに後退送給指令が送られる。しかし、送給モータの回転が逆転するまでに時間遅れがあるために、同図(C)に示すように、送給速度Fwは、時刻t2からスロープ状に小さくなり、時刻t21で0となる。その後、送給モータは逆回転を開始するが、溶接トーチの送給経路内の溶接ワイヤの遊び分を後退送給によって吸収するには時間が必要となる。このために、同図(C)に示すように、送給速度Fwは、時刻t21〜t3の間は0のままである。この時刻t2〜t3の期間が短絡期間となる。
【0030】
同図(C)に示すように、送給速度Fwは、時刻t3からスロープ状に変化して負の値の後退送給速度となる。この時刻t3直後に溶接ワイヤの溶融球底部が母材から離れるので、初期アークが発生する。初期アークが発生すると、同図(G)に示すように、溶接電圧Vwは数十V程度のアーク電圧値に急増する。このために、溶接電圧Vwが短絡判別基準値よりも大きくなるので、同図(H)に示すように、短絡判別信号AdはLowレベル(アーク)に変化する。短絡判別信号AdがLowレベルに変化した時点t3から予め定めた遅延期間だけ経過した時刻t4までが、初期アーク発生期間となる。この初期アーク発生期間中は、同図(C)に示すように、送給速度Fwは上記の後退送給速度のままであるので、溶接ワイヤの後退送給が継続される。したがって、初期アークのアーク長は次第に長くなる。この遅延期間は、初期アークのアーク長が定常アークのアーク長と等しくなるように設定される。この遅延期間は、例えば100ms程度である。初期アーク発生期間中は、同図(F)に示すように、溶接電流Iwは上記の初期電流値Iiのままである。
【0031】
時刻t4において上記の遅延期間が経過すると、同図(C)に示すように、送給速度Fwはスロープ状に変化して正の値の定常送給速度となる。このために、溶接ワイヤは後退送給から再前進送給へと切り換えられる。時刻t1〜t4までがアークスタート期間となり、時刻t4以降の期間が定常溶接期間となる。定常溶接期間になると、同図(F)に示すように、ピーク期間Tp中のピーク電流Ipとベース期間Tb中のベース電流Ibとの通電を繰り返すことになる。同様に、同図(G)に示すように、ピーク電圧とベース電圧とを繰り返すことになる。定常溶接期間中のピーク電流Ip、ピーク期間Tp及びベース電流Ibの設定方法については、上述した図5と同様である。また、アーク長制御のための周波数変調制御によってパルス周期Tfがフィードバック制御されることも同様である。
【0032】
上述したリトラクトアークスタート制御では、時刻t1に溶接を開始する際の溶接ワイヤの溶融球は、ワイヤ直径の1.4〜1.6倍程度であることが望ましい。すなわち、上述した通常アークスタート制御の場合に比べて大きい方が望ましい。これは、溶融球が小さいと、時刻t2に溶融球底部が母材と接触したときに不要なアークが発生する確率が高くなり、このアークによって溶接ワイヤが母材と溶着して、後退送給によって引き離すことができなくなるからである。さらには、溶融球が小さいと、時刻t3において初期アークが発生した直後に再び短絡が発生する確率が高くなり、この再短絡が発生するとアークスタート不良となるからである。
【0033】
図3は、本発明の実施の形態に係るパルスアーク溶接の終了制御方法を示すタイミングチャートである。同図(A)は溶接開始信号Stを示し、同図(B)は起動信号Onを示し、同図(C)は溶接ワイヤの送給速度Fwを示し、同図(D)は送給停止判別信号Sdを示し、同図(E)は最終ピーク電流判別信号Pdを示し、同図(F)は溶接電流Iwを示し、同図(G)は溶接電圧Vwを示す。同図は上述した図5と同一波形であり、最終ベース期間LTb及び/又は最終ベース電流値LIbが固定値ではなく、次の溶接個所におけるアークスタート制御に応じて自動的に切り換えられて最適化される点が異なっている。同図は、ロボットを使用した溶接装置の場合である。以下、図5と同一の動作については説明を簡略化し、異なる点について同図を参照して説明する。
【0034】
時刻t1において、同図(A)に示すように、ロボット制御装置からの溶接開始信号StがLowレベル(溶接終了指令)になると、同図(C)に示すように、送給モータへの電力供給が遮断されるので送給速度Fwは慣性によって次第に遅くなる。そして、時刻t2において、送給速度Fwが送給停止判別基準値Ft未満になると、同図(D)に示すように、送給停止判別信号SdがHighレベルになる。同図(F)に示すように、時刻t1以降の期間(アンチスティック期間Ta)中の溶接電流Iwは、ピーク電流Ip及びベース電流Ibの通電を上述した周波数変調制御によって定まるパルス周期Tfごとに繰り返す。そして、同図(D)に示す送給停止判別信号SdがHighレベルに変化した時点(時刻t2)以降の最初のピーク電流を最終ピーク電流LIpとして判別する。そして、時刻t3において、この最終ピーク電流LIpの通電終了を判別すると、同図(E)に示すように、最終ピーク電流判別信号PdがHighレベルに変化する。この最終ピーク電流判別信号PdがHighレベルに変化すると、ロボット制御装置からのアークスタート制御設定信号(図示は省略)にもとづいてその値が設定される最終ベース期間LTbの間最終ベース電流LIbを通電する。時刻t4において、最終ベース電流LIbの通電が終了すると、同図(B)に示すように、起動信号OnがLowレベル(停止)に変化し、溶接電源の出力は停止されて溶接が終了する。
【0035】
上記の最終ベース期間LTb及び/又は最終ベース電流LIbの値は、次の溶接個所におけるアークスタート制御の方式に応じて自動的に設定される。すなわち、次の溶接個所におけるアークスタート制御が上述した通常アークスタート制御であるか上述したリトラクトアークスタート制御であるかに応じて、最終ベース期間LTb及び/又は最終ベース電流LIbの値が変化することになる。次の溶接個所におけるアークスタート制御が通常アークスタート制御であるときは、今回の溶接終了時の溶融球が、上述したように、ワイヤ直径の1.0〜1.2倍程度になるように両値が設定される。他方、アークスタート制御がリトラクトアークスタート制御であるときは、溶融球が、上述したように、ワイヤ直径の1.4〜1.6倍程度になるように設定される。
【0036】
以下に数値例を挙げる。以下において、LTb=0又はLIb=0のときとは、最終ベース電流LIbを通電しないで、最終ピーク電流LIpの通電が終了する時刻t3で溶接を終了する場合である。このときの溶融球はワイヤ直径の1.0倍程度となる。
(1)最終ベース電流LIb=50Aで固定し、最終ベース期間LTbのみを変化させる場合
通常アークスタート制御 0〜20msの範囲で設定
リトラクトアークスタート制御 40〜60msの範囲で設定
(2)最終ベース期間LTb=50msで固定し、最終ベース電流LIbのみを変化させる場合
通常アークスタート制御 0〜20Aの範囲で設定
リトラクトアークスタート制御 40〜60Aの範囲で設定
(3)最終ベース期間LTb及び最終ベース電流LIbを共に変化させる場合
通常アークスタート制御 LTb=20ms、LIb=25A
リトラクトアークスタート制御 LTb=25ms、LIb=100A
【0037】
図4は、上述した本発明の実施の形態に係るパルスアーク溶接の終了制御方法を実施するための溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
【0038】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御による出力制御を行い、溶接電流Iw及び溶接電圧Vwを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流器、整流された直流を平滑するコンデンサ、平滑された直流を上記の駆動信号Dvに従って高周波交流に変換するインバータ回路、高周波交流をアーク溶接に適した電圧値に降圧する高周波変圧器、降圧された高周波交流を整流する2次整流器、整流された直流を平滑するリアクトルから構成される。溶接ワイヤ1は、送給モータWMに結合された送給ロール5の回転によって溶接トーチ4内を送給されて、母材2との間にアーク3が発生して溶接が行われる。溶接トーチ4は、ロボット(図示は省略)に搭載されている。
【0039】
溶接電圧検出回路VDは、上記の溶接電圧Vwを検出して、溶接電圧検出信号Vdを出力する。溶接電圧平均化回路VAVは、この溶接電圧検出信号Vdを入力として、ローパスフィルタ等によって平均化して、溶接電圧平均値信号Vavを出力する。溶接電圧設定回路VRは、定常溶接期間中は予め定めた定常溶接電圧設定値となり、アンチスティック期間中は予め定めたアンチスティック用溶接電圧設定値となる溶接電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、上記の溶接電圧設定信号Vrと上記の溶接電圧平均値信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。V/Fコンバータ回路VFは、この電圧誤差増幅信号Evに比例した周波数の信号に変換して、パルス周期信号Tfsを出力する。したがって、このパルス周期信号Tfsは、パルス周期ごとに短時間Highレベルになる信号である。送給速度検出回路FDは、上記の送給モータWMからの回転速度信号を入力として、送給速度Fwに換算し、送給速度検出信号Fdとして出力する。回転速度の検出は、直流モータにあっては回転速度と比例関係にある電機子電圧を検出することによって行うことができる。また、回転速度に比例した電圧を発生するタコジェネレータを送給モータWMに取り付けることによっても、回転速度を検出することができる。さらに、エンコーダ付き送給モータWMの場合には、エンコーダからのパルス信号によって回転速度を検出することができる。送給停止判別回路SDは、上記の送給速度検出信号Fdを入力として、この送給速度検出信号Fdの値が予め定めた送給停止判別基準値Ft未満になったときはHighレベルになる送給停止判別信号Sdを出力する。ピーク期間回路TPSは、上記のパルス周期信号Tfsを入力として、この信号が短時間Highレベルに変化するごとに予め定めたピーク期間だけHighレベルになり、それ以降は次の短時間のHighレベルの信号が来るまではLowレベルになるピーク期間信号Tpsを出力する。このピーク期間信号Tpsは、ピーク期間中はHighレベルになり、ベース期間中はLowレベルになる信号である。最終ピーク電流判別回路PDは、このピーク期間信号Tps及び上記の送給停止判別信号Sdを入力として、送給停止判別信号SdがHighレベル(送給停止)に変化した時点からピーク期間信号TpsがLowレベルに変化した時点でHighレベルに変化する最終ピーク電流判別信号Pdを出力する。この最終ピーク電流判別信号Pdは、図3において、時刻t2に送給停止判別信号SdがHighレベルになってから、時刻t3において、ピーク期間信号TpsがLowレベルに変化した時点で、Highレベルに変化する信号である。すなわち、最終ピーク電流LIpの通電終了を判別してHighレベルになる信号である。
【0040】
ロボット制御装置RCは、予め教示された作業プログラムを記憶しており、この作業プログラムに従ってロボット(図示は省略)の動作を制御すると共に、溶接電源に対して溶接開始信号St及びアークスタート制御設定信号Srを出力する。このアークスタート制御設定信号Srは、作業プログラムに記載されており、各溶接個所におけるアークスタート制御の方式を選択する信号である。この信号がHighレベルのときは通常アークスタート制御の指令となり、Lowレベルのときはリトラクトアークスタート制御の指令となる。この信号は、溶接開始信号StをHighレベルからLowレベルに変化させたとき(アンチスティック期間Taに入ったとき、図3の時刻t1)に、次の溶接個所におけるアークスタート制御に対応する値として出力される。
【0041】
起動回路ONは、上記の溶接開始信号St、上記の最終ピーク電流判別信号Pd及び後述する最終ベース期間設定信号LTbrを入力として、溶接開始信号StがHighレベルになるとHighレベルに変化し、最終ピーク電流判別信号PdがHighレベルになった時点から最終ベース期間設定信号LTbrによって定まる期間が経過した後にLowレベルに変化する起動信号Onを出力する。
【0042】
短絡判別回路ADは、上記の溶接電圧検出信号Vdを入力として、その値が予め定めた短絡判別基準値以下になったことを判別すると、Highレベルとなる短絡判別信号Adを出力する。溶接電流検出回路IDは、上記の溶接電流Iwを検出して、溶接電流検出信号Idを出力する。
【0043】
期間設定回路MSは、上記の最終ピーク電流判別信号Pd、上記の短絡判別信号Ad、上記のピーク期間信号Tps、上記の起動信号On及び上記のアークスタート制御設定信号Srを入力として、以下のような処理を行い期間設定信号Msを出力する。
1)起動信号OnがHighレベル(起動)に変化すると、その値が1となる期間設定信号Msを出力する。すなわち、スローダウン送給期間中は1となる。
2)その後に、短絡判別信号AdがHighレベル(短絡)に変化すると、その値が2となる期間設定信号Msを出力する。すなわち、最初の短絡期間中は2となる。
3)アークスタート制御設定信号SrがHighレベル(通常アークスタート制御)であるときは、短絡判別信号AdがLowレベル(アーク)に変化した後に、ピーク期間信号TpsがHighレベル(ピーク期間)のときその値が4となり、Lowレベル(ベース期間)のときその値が5となる期間設定信号Msを出力する。
他方、アークスタート制御設定信号SrがLowレベル(リトラクトアークスタート制御)であるときは、短絡判別信号AdがLowレベル(アーク)に変化した時点でその値が3となり、それから遅延期間が経過した後にピーク期間信号TpsがHighレベル(ピーク期間)のときその値が4となり、Lowレベル(ベース期間)のときその値が5となる期間設定信号Msを出力する。
4)その後に、最終ピーク電流判別信号PdがHighレベル(最終ピーク電流の判別以降)のときは、その値が6となる期間設定信号Msを出力する。
したがって、通常アークスタート制御である図1の場合、この期間設定信号Msは、時刻t1〜t2のスローダウン送給期間中は1となり、時刻t2〜t3の最初の短絡期間中は2となり、時刻t3以降のピーク期間Tp中は4となり、ベース期間Tb中は5となる。他方、リトラクトアークスタート制御である図2の場合、この期間設定信号Msは、時刻t1〜t2のスローダウン送給期間中は1となり、時刻t2〜t3の最初の短絡期間中は2となり、時刻t3〜t4の初期アーク発生期間中は3となり、時刻t4以降のピーク期間Tp中は4となり、ベース期間Tb中は5となる。さらに、図3において、この期間設定信号Msは、時刻t3以前のピーク期間Tp中は4となり、ベース期間Tb中は5となり、時刻t3以降の最終ベース期間LTb中は6となる。
【0044】
ホットスタート電流設定回路IHRは、予め定めたホットスタート電流設定信号Ihrを出力する。初期電流設定回路IIRは、予め定めた初期電流設定信号Iirを出力する。スタート電流設定回路ISRは、上記のホットスタート電流設定信号Ihr、上記の初期電流設定信号Iir及び上記のアークスタート制御設定信号Srを入力として、Sr=Highレベル(通常アークスタート制御)のときはホットスタート電流設定信号Ihrをスタート電流設定信号Isrとして出力し、Sr=Lowレベル(リトラクトアークスタート制御)のときは初期電流設定信号Iirをスタート電流設定信号Isrとして出力する。ピーク電流設定回路IPRは、予め定めたピーク電流設定信号Iprを出力する。ベース電流設定回路IBRは、予め定めたベース電流設定信号Ibrを出力する。
【0045】
最終ベース電流設定回路LIBRは、上記のアークスタート制御設定信号Srを入力として、Sr=Highレベル(通常アークスタート制御)のときは予め定めた通常アークスタート制御用最終ベース電流設定値を最終ベース電流設定信号LIbrとして出力し、Sr=Lowレベル(リトラクトアークスタート制御)のときは予め定めたリトラクトアークスタート制御用最終ベース電流設定値を最終ベース電流設定信号LIbrとして出力する。最終ベース期間設定回路LTBRは、上記のアークスタート制御設定信号Srを入力として、Sr=Highレベル(通常アークスタート制御)のときは予め定めた通常アークスタート制御用最終ベース期間設定値を最終ベース期間設定信号LTbrとして出力し、Sr=Lowレベル(リトラクトアークスタート制御)のときは予め定めたリトラクトアークスタート制御用最終ベース期間設定値を最終ベース期間設定信号LTbrとして出力する。
【0046】
電流設定回路IRは、上記の最終ベース電流設定信号LIbr、上記のピーク電流設定信号Ipr、上記のベース電流設定信号Ibr、上記のスタート電流設定信号Isr及び上記の期間設定信号Msを入力として、期間設定信号Ms=1〜3のときはスタート電流設定信号Isrを電流設定信号Irとして出力し、Ms=4のときはピーク電流設定信号Iprを電流設定信号Irとして出力し、Ms=5のときはベース電流設定信号Ibrを電流設定信号Irとして出力し、Ms=6のときは最終ベース電流設定信号LIbrを電流設定信号Irとして出力する。
【0047】
電流誤差増幅回路EIは、上記の電流設定信号Irと上記の溶接電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。駆動回路DVは、この電流誤差増幅信号Ei及び上記の起動信号Onを入力として、起動信号OnがHighレベルのときは電流誤差増幅信号Eiに基づいてPWM変調制御を行い、上記のインバータ回路を駆動するための駆動信号Dvを出力し、起動信号OnがLowレベルのときは駆動信号Dvの出力を停止する。
【0048】
送給速度設定回路FRは、上記のアークスタート制御設定信号Sr及び上記の期間設定信号Msを入力として、以下の処理を行い、送給速度設定信号Frを出力する。
1)Sr=Highレベル(通常アークスタート制御)であり、Ms=1のときは予め定めたスローダウン送給速度を送給速度設定信号Frとして出力し、Ms≧2のときは予め定めた定常送給速度を送給速度設定信号Frとして出力する。
2)Sr=Lowレベル(リトラクトアークスタート制御)であり、Ms=1のときは予め定めたスローダウン送給速度を送給速度設定信号Frとして出力し、Ms=2〜3のときは予め定めた後退送給速度を送給速度設定信号Frとして出力し、Ms≧4のときは予め定めた定常送給速度を送給速度設定信号Frとして出力する。
【0049】
送給制御回路FCは、上記の送給速度設定信号Fr及び上記の溶接開始信号Stを入力として、溶接開始信号StがHighレベルのときは溶接ワイヤ1を送給速度設定信号Frによって定まる速度で送給するための送給制御信号Fcを上記の送給モータWMに出力し、溶接開始信号StがLowレベルのときは送給を停止するための送給制御信号Fcを上記の送給モータWMに出力する。
【0050】
上記においては、送給速度を検出し、送給が略停止した時点から最初のピーク電流を最終ピーク電流LIpとして判別している。これ以外の最終ピーク電流LIpの判別方法として、以下のような方法もある。図3において、同図(A)に示す溶接開始信号StがLowレベルになった時点(時刻t1)から、予め定めたn会目のピーク電流を最終ピーク電流LIpとして判別する。nは正の整数であり、例えば3〜20の範囲で設定する。このnの設定は、送給モータの種類、溶接ワイヤの材質、直径、定常送給速度等の溶接条件に応じて適正値に設定する。さらに、別の判別方法として、図3において、同図(A)に示す溶接開始信号StがLowレベルになった時点(時刻t1)から所定期間経過した後のピーク電流を最終ピーク電流LIpとして判別する方法もある。この所定期間とは、送給モータが完成によって停止するまでの期間に相当する。したがって、この所定期間は、送給モータの種類、溶接ワイヤの材質、直径、定常送給速度等の溶接条件に応じて適正値に設定する。
【0051】
上述した実施の形態では、リトラクトアークスタート制御の場合を示す図2において、時刻t1〜t2の溶接ワイヤを母材に接触させる動作を前進送給によって行っているが、ロボットを動作させて溶接トーチを前進移動させて行うようにしても良い。同様に、時刻t2〜t4の溶接ワイヤを母材から引き離す動作を後退送給によって行っているが、ロボットを動作させて溶接トーチを後退移動させて行うようにしても良い。上述した実施の形態において、通常アークスタート制御用最終ベース電流設定値及び最終ベース期間設定値を、リトラクトアークスタート制御用最終ベース電流設定値及び最終ベース期間設定値の所定比率(例えば0.3倍)として設定するようにしても良い。
【0052】
上述した実施の形態の作用効果について、モデルケースを想定して説明する。1つのワークには第1〜第3の溶接個所があるとする。このワークを繰り返して溶接する場合を想定する。第1溶接個所は、ワークが交換されて最初に溶接される個所である。ワークの交換には3秒以上かかるために、第1溶接個所を溶接するときには溶接ワイヤの先端温度は低下しているので、リトラクトアークスタート制御が選択されている。第2溶接個所及び第3溶接個所は、その前の溶接の終了後に直ぐに溶接が開始されるために、溶接ワイヤの先端温度は高温のままである。このために、通常アークスタート制御が選択されている。
1)第n−1番目のワークにおける第3溶接個所のアンチスティック期間において、次の溶接個所は第n番目のワークにおける第1溶接個所となるので、アークスタート制御はリトラクトアークスタート制御となる。したがって、このアンチスティック期間中の最終ベース期間LTb及び/又は最終ベース電流LIbはリトラクトアークスタート制御用の設定値となる。この結果、溶融球のサイズは、ワイヤ直径の1.4〜1.6倍程度と大きくなる。
2)第n番目のワークにおける第1溶接個所のアンチスティック期間において、次の溶接個所は第n番目のワークにおける第2溶接個所となるので、アークスタート制御は通常アークスタート制御となる。したがって、このアンチスティック期間中の最終ベース期間LTb及び/又は最終ベース電流LIbは通常アークスタート制御用の設定値となる。この結果、溶融球のサイズは、ワイヤ直径の1.0〜1.2倍程度と小さくなる。
3)第n番目のワークにおける第2溶接個所のアンチスティック期間において、次の溶接個所は第n番目のワークにおける第3溶接個所となるので、アークスタート制御は通常アークスタート制御となる。したがって、このアンチスティック期間中の最終ベース期間LTb及び/又は最終ベース電流LIbは通常アークスタート制御用の設定値となる。この結果、溶融球のサイズは、ワイヤ直径の1.0〜1.2倍程度と小さくなる。
以降、これら1)〜2)の動作を繰り返して溶接が行われる。
【0053】
上述した実施の形態によれば、次の溶接個所のアークスタート制御がリトラクトアークスタート制御であるか通常アークスタート制御であるかに応じて、最終ベース電流及び/又は最終ベース期間の値を変化させて適性化している。このために、それぞれのアークスタート制御に適した溶融球のサイズに制御することができるので、アークスタート制御の方式によらず良好なアークスタート性を得ることができる。本実施の形態は、溶接ワイヤの材質がステンレス鋼、鉄鋼、アルミニウム等であるときに適用することができる。特に、溶接ワイヤの材質がステンレス鋼であるときは、上述したように、アークスタート性が悪い。このために、アークスタート制御の方式に応じて溶融球を適正化できることは、アークスタート性を改善するためにより有効である。
【符号の説明】
【0054】
1 溶接ワイヤ
1a 溶融球
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
AD 短絡判別回路
Ad 短絡判別信号
DV 駆動回路
Dv 駆動信号
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
FC 送給制御回路
Fc 送給制御信号
FD 送給速度検出回路
Fd 送給速度検出信号
FR 送給速度設定回路
Fr 送給速度設定信号
Ft 送給停止判別基準値
Fw 送給速度
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ID 溶接電流検出回路
Id 溶接電流検出信号
Ih ホットスタート電流
IHR ホットスタート電流設定回路
Ihr ホットスタート電流設定信号
Ii 初期電流
IIR 初期電流設定回路
Iir 初期電流設定信号
Ip ピーク電流
IPR ピーク電流設定回路
Ipr ピーク電流設定信号
IR 電流設定回路
Ir 電流設定信号
ISR スタート電流設定回路
Isr スタート電流設定信号
Iw 溶接電流
LIb 最終ベース電流
LIBR 最終ベース電流設定回路
LIbr 最終ベース電流設定信号
LIp 最終ピーク電流
LTb 最終ベース期間
LTBR 最終ベース期間設定回路
LTbr 最終ベース期間設定信号
MS 期間設定回路
Ms 期間設定信号
ON 起動回路
On 起動信号
PD 最終ピーク電流判別回路
Pd 最終ピーク電流判別信号
PM 電源主回路
RC ロボット制御装置
SD 送給停止判別回路
Sd 送給停止判別信号
Sr アークスタート制御設定信号
St 溶接開始信号
Ta アンチスティック期間
Tb ベース期間
Tf パルス周期
Tfs パルス周期信号
Tp ピーク期間
TPS ピーク期間回路
Tps ピーク期間信号
VAV 溶接電圧平均化回路
Vav 溶接電圧平均値信号
VD 溶接電圧検出回路
Vd 溶接電圧検出信号
VF V/Fコンバータ回路
VR 溶接電圧設定回路
Vr 溶接電圧設定信号
Vw 溶接電圧
WM 送給モータ
【特許請求の範囲】
【請求項1】
ピーク電流及びベース電流を繰り返し通電して溶接するパルスアーク溶接にあって、
溶接の開始に際して、溶接ワイヤを母材に一旦接触させた後に引き離し、この引き離しによって初期アークを発生させた後に定常アークへと移行させるリトラクトアークスタート制御と、前記溶接ワイヤを母材に接触させて定常アークを発生させる通常アークスタート制御とを備え、
溶接を終了する際に、最終ピーク電流の通電を判別すると予め定めた最終ベース電流を予め定めた最終ベース期間だけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、
次の溶接個所のアークスタート制御が前記リトラクトアークスタート制御であるか前記通常アークスタート制御であるかに応じて前記最終ベース電流及び/又は前記最終ベース期間の値を変化させる、
ことを特徴とするパルスアーク溶接の終了制御方法。
【請求項2】
次の溶接個所のアークスタート制御が前記リトラクトアークスタート制御であるときは前記最終ベース期間を0よりも大きな値に設定し、通常アークスタート制御であるときは最終ベース期間を0に設定する、
ことを特徴とする請求項1記載のパルスアーク溶接の終了制御方法。
【請求項3】
前記溶接ワイヤの材質がステンレス鋼である、
ことを特徴とする請求項1又は2記載のパルスアーク溶接の終了制御方法。
【請求項1】
ピーク電流及びベース電流を繰り返し通電して溶接するパルスアーク溶接にあって、
溶接の開始に際して、溶接ワイヤを母材に一旦接触させた後に引き離し、この引き離しによって初期アークを発生させた後に定常アークへと移行させるリトラクトアークスタート制御と、前記溶接ワイヤを母材に接触させて定常アークを発生させる通常アークスタート制御とを備え、
溶接を終了する際に、最終ピーク電流の通電を判別すると予め定めた最終ベース電流を予め定めた最終ベース期間だけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、
次の溶接個所のアークスタート制御が前記リトラクトアークスタート制御であるか前記通常アークスタート制御であるかに応じて前記最終ベース電流及び/又は前記最終ベース期間の値を変化させる、
ことを特徴とするパルスアーク溶接の終了制御方法。
【請求項2】
次の溶接個所のアークスタート制御が前記リトラクトアークスタート制御であるときは前記最終ベース期間を0よりも大きな値に設定し、通常アークスタート制御であるときは最終ベース期間を0に設定する、
ことを特徴とする請求項1記載のパルスアーク溶接の終了制御方法。
【請求項3】
前記溶接ワイヤの材質がステンレス鋼である、
ことを特徴とする請求項1又は2記載のパルスアーク溶接の終了制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−107092(P2013−107092A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252221(P2011−252221)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]