
パルスアーク溶接方法
【課題】炭酸ガス主体のシールドガスを使用しても、溶滴及びアークの偏りが少なく、溶滴の大きさ、離脱時期、離脱方向がほぼ完全に一定していると同時に、1パルス群1溶滴移行の規則性が極めて高い溶滴移行を達成しスパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供する。
【解決手段】30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記低周波パルスに重畳させる。この場合に、溶接電流を平均ピーク電流IPavg;300〜700A、平均ベース電流IBavg:50〜300A、パルスピーク期間Tp:3〜25ms、ベース期間Tb:5〜30ms、高周波パルスのピーク期間の電流振幅IPa:50〜600A、高周波パルスのベース期間の電流振幅IBa:20〜200Aとする。
【解決手段】30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記低周波パルスに重畳させる。この場合に、溶接電流を平均ピーク電流IPavg;300〜700A、平均ベース電流IBavg:50〜300A、パルスピーク期間Tp:3〜25ms、ベース期間Tb:5〜30ms、高周波パルスのピーク期間の電流振幅IPa:50〜600A、高周波パルスのベース期間の電流振幅IBa:20〜200Aとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は炭酸ガス単体又は炭酸ガスを主成分として含む混合ガスをシールドガスとして用いるパルスアーク溶接方法に関し、特にパルス群に同期した溶滴移行を実現することにより、溶接アーウを安定化すると同時に、スパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法に関する。
【背景技術】
【0002】
Ar−5乃至30%CO2混合ガスをシールドガスとして用いるMAG溶接方法は、溶滴が細粒化することに起因して、スパッタ発生量及びヒューム発生量を低減できることから、従来から広い分野で適用されている。特に、高品質な溶接が要求される分野では、溶接電流を200〜350Hz程度のパルス電流として出力することにより、1パルス1溶滴移行としたパルスMAG溶接方法の適用が広がってきている。
【0003】
しかしながら、Arガスは炭酸ガスと比較すると価格が高価であることから、通常の溶接施工に際しては炭酸ガス単体又は炭酸ガスを主成分とした混合ガスをシールドガスとして用いることが多い。
【0004】
一方、炭酸ガス単体又は炭酸ガスを主成分とした混合ガスをシールドガスとして用いた場合、MAG溶接方法と比較して溶滴が10倍程度の大きさに粗大化し、アーク力によって不規則に振動・変形するため、母材との短絡及びアーク切れを発生させやすく、溶滴移行も不規則となり、スパッタ及びヒュームが多発するという問題点がある。
【0005】
このような問題点に対し、特許文献1及び特許文献2では炭酸ガスシールドアーク溶接においてパルス溶接を適用し、パルスパラメータ及び溶接ワイヤ成分を規定することにより、炭酸ガスアーク溶接でも1パルス1溶滴移行を実現する方法が提案されている。この方法はピーク電流印加前にワイヤ先端に充分な大きさの溶滴を形成させておくことにより、ピーク電流の電磁ピンチ力が溶滴のくびれを早く生じさせ、アークカによって溶滴がワイヤ方向に押し戻される前に溶滴をワイヤから離脱させることができるとするものである。
【0006】
また、上記溶接方法に関し、特許文献3では溶接電源の出力制御方法として外部特性切り替え制御を行うことにより、更に一層スパッタの低減を達成する溶接方法が提案されている。
【0007】
更に、特許文献4では炭酸ガスを主体とするシールドガスを用いたアーク溶接方法に関し、1溶滴の移行時間内に7パルス以上発振することにより、スパッタ及び溶接ヒュームが低減できるとしている。
【0008】
【特許文献1】特開平7‐47473号公報
【特許文献2】特開平7‐290241号公報
【特許文献3】特開平8‐267238号公報
【特許文献4】特開2003‐236668号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述の特許文献1、特許文献2、及び特許文献3による方法は、いずれもシールドガスとして安価な炭酸ガスを使用しながらも、1パルス1溶滴移行を可能とし、溶滴移行の規則性を向上させると同時に、パルス無し溶接と比較すると、スパッタ発生量を低減できるものである。しかし、炭酸ガスをシールドガスとして使用していることから、ワイヤ先端に形成される溶滴形状は安定したものではないため、溶滴及びアークともに軸対称とはなりにくく、傾いていることが殆どである。溶滴及びアークの偏りに起因して溶滴を離脱させる方向に働く電磁ピンチ力の大きさ及び方向も離脱タイミング毎に異なり、各溶滴の大きさ、離脱時期、離脱方向も完全に一致したものではない。従って、1パルスで移行できなかった溶滴がベース期間に短絡したり、次のパルスピーク期間に移行したりするため、溶滴移行の規則性を乱し、スパッタを増大させるという問題点がある。
【0010】
また、特許文献4による方法は、1溶滴の移行時間内に7パルス以上を発振することにより、溶滴の小粒化を達成できるとしている。但し、本方法を用いてもシールドガスとして炭酸ガスを主体とするガスを用いている以上、MAGパルス溶接における溶滴と比較すれば溶滴の大きさは10倍以上と大きく、その効果は大きくない。溶滴の移行は、溶滴の大きさ、ピーク期間の電磁ピンチ力、アーク力による押上げ力、これらに起因する溶滴内の対流及び振動等が複雑に寄与する。離脱のタイミングは溶滴の離脱方向に働く力のバランスによって決まるため、本方法のように単純な高周波パルスを連続印加するのみでは、離脱時期が離脱タイミング毎に異なり、溶滴移行間隔は15〜25ms程度の範囲でばらつき、スパッタを大幅に低減するには至っていない。
【0011】
また、本方法は溶滴移行改善のため、高周波パルスを印加している関係上、チップと母材との間の距離が変動した場合のアーク長一定化制御について、ピーク電流、ベース電流及びパルス幅が固定されているため、周波数を変調させることになる。即ち、ワイヤ溶融速度を調整するにあたり、パルス周波数を大きく変化させることになり、溶滴移行の規則性が乱れる。従って、チップと母材との間の距離が標準状態より±5mm程度変動した場合、安定なアークを維持することが困難となる。
【0012】
本発明はかかる問題に鑑みてなされたものであり、炭酸ガス主体のシールドガスを使用しても、溶滴及びアークの偏りが少なく、溶滴の大きさ、離脱時期、離脱方向がほぼ完全に一定していると同時に、1パルス群1溶滴移行の規則性が極めて高い溶滴移行を達成し、スパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供することを目的とする。
【0013】
また、本発明の他の目的は、チップと母材との間の距離が変動した場合でも、1パルス群1溶滴移行を乱さない範囲でパルスパラメータを調整することにより、アーク長を一定に制御できるパルスアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明に係るパルスアーク溶接方法は、炭酸ガス単体又は炭酸ガスを主成分とする混合ガスをシールドガスとして使用して、下記(a)乃至(h)の溶接パラメータを満足するように、30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記の低周波パルスに重畳させることを特徴とする。
(a)平均ピーク電流IPavg:300乃至700A
(b)平均ベース電流IBavg:50乃至300A
(c)パルスピーク期間Tp:3乃至25ms
(d)ベース期間Tb:5乃至30ms
(e)低周波パルスのパルス周波数Flow:30乃至100Hz
(f)高周波パルスのパルス周波数Fhigh:500乃至2000Hz
(g)高周波パルスのピーク期間の電流振幅IPa:50乃至600A
(h)高周波パルスのベース期間の電流振幅IBa:20乃至200A
更に、本発明においては、下記(i)乃至(m)の溶接パラメータを満足することが好ましい。
(i)平均ピーク電流IPavg:400乃至600A
(j)パルスピーク期間Tp:5乃至15ms
(k)ベース期間Tb:5乃至15ms
(l)低周波パルスのパルス周波数Flow:30乃至70Hz
(m)高周波パルスのパルス周波数Fhigh:800乃至1500Hz
また、C:0.10質量%以下、Si:0.20乃至1.0質量%、Mn:0.50乃至2.0質量%、Ti+Al+Zr:総量で0.05乃至0.40質量%を含有し、残部がFe及び不可避的不純物からなる消耗電極ワイヤを使用することができる。
【0015】
更に、ワイヤ表面に銅めっきを施していない消耗電極ワイヤを使用することもできる。
【発明の効果】
【0016】
本発明に係る炭酸ガス単体又は炭酸ガスを主成分とする混合ガスを用いた消耗電極式アーク溶接では、極めて再現性の高い1パルス群1溶滴移行を達成でき、従来方法と比較して、溶接アークの安定化及び溶滴の移行規則性を向上させ、スパッタ発生量及びヒューム発生量を大幅に低減できる。
【0017】
また、チップと母材との間の距離が変動した場合でも、電圧変化及び電流変化をフィードバックすることにより、1パルス群1溶滴移行を乱さない範囲で低周波パルスのパルス周波数Flow、パルスピーク期間Tp(パルス幅)、平均ピーク電流IPavgの1種以上を調整することにより、アーク長を容易に一定に維持することができる。
【発明を実施するための最良の形態】
【0018】
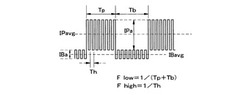
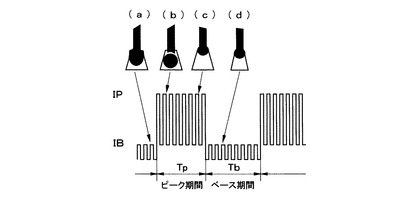
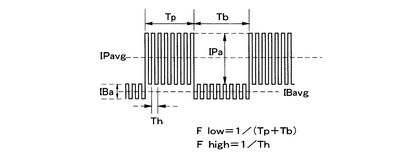
以下、本発明について具体的に説明する。図1(a)乃至(d)は、溶滴移行の形態を模式的に示すと共に、そのときのパルス電流を示す図である。パルス電流は、図2に示すように、ベース期間Tbにおいては、アーク切れを起こさない程度のベース電流IBを流す。このベース期間Tbにおける電流振幅はIBa、平均ベース電流はIBavgである。また、ピーク期間Tpにおいては、溶滴を離脱させる過程において十分な電磁ピンチ力を確保すると共に、溶滴を形成する過程において適当な大きさの溶滴を安定に形成するためのピーク電流IPを流す。このピーク期間Tpにおける電流振幅はIPa、平均ピーク電流はIPavgである。
【0019】
図1(a)の溶滴は、前パルス周期にて溶滴が離脱した後のパルスピーク期間Tp中に成長したものである。ベース期間Tbに電流が急激に減少するため、押し上げ力が弱まり、溶滴は(a)のようにワイヤ先端に垂下がるように整形される。パルスピーク期間Tpに入ると、ワイヤ中のピーク電流による電磁ピンチ力により、溶滴は(b)のような変化をしながら急速に離脱し、離脱後は(c)の過程で溶滴を成長させた後、ベース期間Tbに入り、(d)の過程で溶滴の形成を行いながら、再び(a)の状態に戻る。
【0020】
本発明は、図1に示すように、低周波パルスに同期した1パルス群1溶滴移行形態であるが、本発明においては、特に、上記低周波パルスに500乃至2000Hzの高周波パルスを重畳させる。このような方法により、パルスピーク期間Tp及びベース期間Tbの溶滴を上方に押上げるアーク力が断続的となり、高周波パルスが無い場合と比較すると、押し上げ力が大きく緩和される。更に、アークの硬直性が極めて高くなるため、溶滴及びアークともに、軸対称となりやすい。溶滴及びアークが軸対象に近いため、電流経路も軸対象になり、溶滴を離脱させるのに作用する電磁ピンチ力も軸対象となりやすいため、溶滴の離脱方向もワイヤ方向から殆ど反れることがない。また、電磁ピンチ力は電流の2乗に比例するため、高周波パルス無しの場合と比較すると、ピーク期間のより早い段階で溶滴離脱を行うことが可能であるため、溶滴を小粒化できる。従って、小粒溶滴による極めて再現性の高い1パルス群1溶滴移行を達成でき、スパッタ発生量及びヒューム発生量を大幅に低減できる。なお、ここで印加する高周波パルスは、矩形波及び三角波のいずれでも効果があり、仮にリアクタンスの影響で矩形パルスがなまった場合でも効果を失わない。
【0021】
次に、各パルスパラメータの規定理由について説明する。なお、各パルスパラメータの値は図2に示されている。
【0022】
平均ピーク電流IPavg:300乃至700A
本パラメータは溶滴を離脱させる過程において充分な電磁ピンチ力を確保すると同時に、溶滴を形成する過程において適当な大きさの溶滴を安定に形成することに大きく寄与する。平均ピーク電流IPavgが300A未満であると、電磁ピンチ力が弱く、溶滴が大塊となるまで離脱できず、1パルス群1溶滴移行から外れる。大塊となった溶滴が母材と接触してスパッタ及びヒュームの多量発生の原因となる。平均ピーク電流IPavgが700Aを超えると、溶滴を押し上げるアーク力が強くなりすぎ、規則的な溶滴離脱が困難となるだけでなく、ピーク期間での溶融量が大きいため、1パルス群n溶滴移行となる。また、装置重量及びコストが上昇するという問題点もある。なお、平均ピーク電流IPavgのより好ましい範囲はIPavg:400乃至600Aである。
【0023】
平均ベース電流IBavg:50乃至300A
本パラメータは溶滴を整形する過程において、アーク切れを起こさず、安定に溶滴を整形することに大きく寄与する。平均ベース電流IBavgが50A未満であると、アーク切れ、短絡が発生しやすくなる。また、平均ベース電流IBavgが300Aを超えると、溶滴に寄与するアーク力が大きくなると同時にベース期間Tbでの溶融が過大となり、溶滴がふらつき、安定に整形できなくなる。
【0024】
パルスピーク期間Tp(パルス幅):3乃至25ms
本パラメータも平均ピーク電流IPavgと同様に、溶滴を離脱させる過程において充分な電磁ピンチ力を確保すると同時に、溶滴を形成する過程において適当な大きさの溶滴を安定に形成することに大きく寄与する。パルスピーク期間Tpが3ms未満であると、溶滴を離脱させ、充分に成長させることができず、nパルス群1溶滴移行となり、溶滴移行の規則性を乱す。一方、パルスピーク期間Tpが25msを超えると、溶滴離脱後、次の溶滴が大きく成長しすぎるだけでなく、パルスピーク期間Tpの後半にて再度溶滴が移行する1パルス群n溶滴移行となり、溶滴移行の規則性を乱し、スパッタ及びヒュームが多量に発生する。なお、より好ましいパルスピーク期間Tpの範囲は5乃至15msである。
【0025】
ベース期間Tb:5乃至30ms
本パラメータもIBavgと同様に、溶滴を整形する過程において、アーク切れを起こさず、安定に溶滴を形成することに大きく寄与する。ベース期間Tbが5ms未満であると、溶滴を充分に整形することができず、溶滴の離脱方向にばらつきが生じる。一方、ベース期間Tbが30msを超えると、ベース期間Tbでの溶融量が過大となり、溶滴と溶融池との間で短縮が生じやすくなり、溶滴移行の規則性を乱す。なお、より好ましいベース期間Tbの範囲は5乃至15msである。
【0026】
低周波パルスのパルス周波数Flow:30乃至100Hz
本パラメータは1パルスあたりの溶滴の大きさ及びパルスと溶滴移行との同期率に大きく寄与する。低周波パルスのパルス周波数Flowが30Hz未満であると、1パルス群当りの溶滴が大きくなりすぎ、溶滴と溶融池との間で短絡が発生しやすくなる。また、低周波パルスのパルス周波数Flowが100Hzを超えると、1パルス群1溶滴移行から外れ、パルスに同期しない溶滴移行形態となる。なお、より好ましいFlowの範囲は30乃至7OHzである。
【0027】
高周波パルスのパルス周波数Fhigh:500乃至2000Hz
本パラメータはパルスピーク期間Tp及びベース期間Tbにおける溶滴を上方に押上げるアーク力の緩和及びアークの硬直性に大きく寄与する。高周波パルスのパルス周波数Fhighが500Hz未満であると、アーク力緩和効果は無く、溶滴の振動が大きくなり安定な溶滴の成長及び整形が行えなくなる。また、高周波パルスのパルス周波数Fhighが2000Hzを超えると、高周波パルス付与効果が弱くなり、アークによる押し上げ力が増大し、溶滴及びアークが軸対象となりにくくなる。なお、より好ましいFhighの範囲は800乃至1500Hzである。
【0028】
高周波パルスのピーク期間Tpの電流振幅IPa:50乃至600A
本パラメータはパルスピーク期間Tpにおける溶滴を上方に押上げるアーク力の緩和及びアークの硬直性に大きく寄与する。高周波パルスのピーク期間Tpの電流振幅Ipaが50A未満であると、高周波パルス付与の効果がなくなり、アーク力の緩和効果が無く、アークの硬直性も弱い。一方、ピーク期間Tpの電流振幅Ipが600Aを超えると、アーク力の変動が大きくなりすぎ、安定な溶滴の成長が困難となるだけでなく、電磁ピンチ力が強くなりすぎ、溶滴及び溶融池からの微細なスパッタが多量に発生するようになる。
【0029】
高周波パルスのベース期間Tbの電流振幅IBa:20乃至200A
本パラメータはベース期間Tbにおける溶滴を上方に押上げるアーク力の緩和及びアークの硬直性、特に、アーク切れ発生頻度に大きく寄与する。高周波パルスのベース期間Tbの電流振幅IBaが20A未満であると、高周波パルス付与の効果が無く、アーク力の緩和効果が無く、アーク硬直性も弱いため、アーク切れが頻発する。一方、電流振幅IBaが200Aを超えると、アーク力の変動が大きくなりすぎ、安定な溶滴の整形が困難となる。
【0030】
次に、消耗電極ワイヤの組成について説明する。本発明のパルスアーク溶接方法において、消耗電極ワイヤの組成は特に限定するものではないが、その好ましい組成として、以下に示すものがある。即ち、消耗電極ワイヤの組成は、C:0.10質量%以下、S:0.20乃至1.0質量%、Mn:0.50乃至2.0質量%、Ti+Al+Zr:0.05乃至0.40質量%、残部Fe及び不可避不純物からなるものが好ましい。以下に、その組成限定理由について説明する。
【0031】
C:0.10質量%以下
Cは溶接金属の強度を確保する上で重要な元素であるが、0.10質量%を超えると、溶滴及び溶融池の変形及び振動が激しくなり、スパッタ及びヒュームが増大するようになる。従って、C量は0.10質量%以下とする。
【0032】
Si:0.20乃至1.0質量%
Siは脱酸剤として少なくとも0.20質量%を必要とする。また、Siが0.20質量%以下であると、溶滴の粘性が低くなりすぎ、溶滴がアーク力によって不規則に変形するため、スパッタ及びヒュームが増大する。一方、Siが1.0質量%を超えると、スラグ量が多くなると同時に、溶滴の粘性が大きくなりすぎ、1パルス群1溶滴移行から外れる場合が出てくる。従って、Si量は0.20乃至1.0質量%とする。
【0033】
Mn:0.50乃至2.0質量%
MnはSiと同様に脱酸剤として重要な元素であり、少なくとも0.50質量%を必要とする。また、Mnが0.50質量%以下であると、溶滴の粘性が低くなりすぎ、溶滴がアーク力によって不規則に変形するため、スパッタ及びヒュームが増大する。一方、Mnが2.0質量%を超えると、溶接ワイヤ製造時の伸線性が劣化すると同時に、溶滴の粘性が大きくなりすぎ、1パルス群1溶滴移行から外れる場合が出てくる。従って、Mn含有量は0.50乃至2.0質量%とする。
【0034】
Ti+Al+Zr:0.05乃至0.40質量%
Ti+Al+Zrは脱酸剤として、また溶接金属の強度確保等にも重要な元素であるが、本プロセスにおいては、これらの元素は溶滴の粘性を適正化し、不安定な挙動を抑制する効果があるため添加する。Ti+Al+Zrが0.05質量%未満の場合は、上述の効果が乏しく、小粒スパッタが増大する。一方、Ti+Al+Zrが0.40質量%を超えると、スラグ剥離性及び溶接金属の靭性を劣化させると共に、溶滴の粘性が高くなりすぎ、1パルス群1溶滴移行から外れ、スパッタ及びヒュームを増大させる。従って、Ti+Al+Zrは0.05乃至0.40質量%とする。
【0035】
また、本発明のパルスアーク溶接方法において、消耗電極ワイヤは、ワイヤ表面に銅めっきが施されていないものが好ましい。ワイヤ表面に銅めっきを施さないことにより、溶滴くびれ部の表面張力を低下させることができ、電磁ピンチ力により溶滴がワイヤから離脱しやすくなるため、極めて再現性が高い溶滴移行が可能となる。
【実施例1】
【0036】
以下、本発明の効果を実証するために行った試験の結果について、本発明の範囲に入る実施例と本発明の範囲から外れる比較例とを対比して説明する。
【0037】
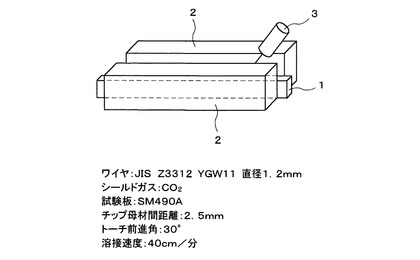
下記溶接条件と、表1に示すパルスパラメータを使用して、炭酸ガスをシールドガスとしてパルスアーク溶接を行い、スパッタ発生量を測定した。即ち、図3に示すように、溶接母材1を挟むように、1対の銅製の捕集箱2をその開口部を母材1に向けて配置し、トーチ3から繰り出す溶接ワイヤチップによりアーク溶接を行い、銅製の捕集箱2内にスパッタを捕集した。そして、JIS Z 3930に準じた方法により、ヒューム発生量を測定した。
ワイヤ:JIS Z3312 YGW11 直径1.2mm
炭酸ガス:CO2
試験板:SM490A
チップ母材間距離:25mm
溶接速度:40cm/分
スパッタ発生量及びヒューム発生量の測定結果を、下記表1に示す。なお、表1において、スパッタ発生量が4.0g/分以下、ヒューム発生量が400mg/分以下のものを良好(○)、スパッタ発生量が4.0g/分を超えるもの、又はヒューム発生量が400mg/分を超えるものを(×)として、評価欄に示した。
【0038】
【表1】

【0039】
表1の実施例No.1乃至19は本発明の請求項1を満足するものであり、スパッタ量が4.0g/分と少なく、ヒューム量も400mg/分以下と少ないものであった。
【0040】
これに対し、表1示す比較例No.20乃至35は請求項1の範囲から外れるものであり、いずれも以下に示すように評価が低いものである。比較例No.20はIPavgが下限値未満であるため、溶滴が大塊となっても離脱ができず、1パルス群1溶滴移行から外れ、不規則な短絡によりスパッタが増大した。比較例No.21はIPavgが上限値を超えるため、ピーク期間に溶滴を押上げるアーク力が強くなりすぎ、規則的な溶滴移行が困難となり、スパッタが増大した。比較例No.22はIBavgが下限値未満であるため、アーク切れ及び短絡が発生しやすくなり、スパッタが増大した。比較例No.23はIBavgが上限値を超えるため、ベース期間における溶滴の安定形成が困難となり、ピーク期間印加前に溶滴が振動及び変形した。これに伴い溶滴移行が不規則となり、スパッタが増大した。比較例No.24はTpが下限値以下であるため、溶滴の離脱及び成長が不十分となり、nパルス群1溶滴移行となるため、スパッタが増大した。比較例No.25はTpが上限値以上であるため、溶滴離脱後の次の溶滴が大きく成長し過ぎてしまうばかりでなく、パルスピーク期間の後半にて再度溶滴移行を実施してしまう1パルス群n溶滴移行となりやすく、スパッタが増大した。比較例No.26はTbが下限値未満であるため、ベース期間に溶滴を充分に整形させることができず、溶滴の離脱方向がワイヤ方向から外れ、スパッタが増大した。比較例No.27はTbが上限値を超えるため、ベース期間での溶融量が過大となり、ベース期間中に短縮を発生させやすくなり、スパッタが増大した。比較例No.28はFlowが下限値未満であるため、1パルス群あたりの溶滴が大きくなりすぎ、溶滴と溶融池が接触して不規則な短絡を発生させやくなり、スパッタが増大した。比較例No.29はFlowが上限値を超えるため、1パルス群1溶滴移行から外れ、スパッタが増大した。比較例No.30はFhighが下限値未満であるため、溶滴の振動が大きくなり、溶滴の安定な成長・形成が困難となり、スパッタが増大した。比較例No.31はFhighが上限値を超えるため、高周波パルスを印加してもアークによる押上げ力が増大し、溶滴が不規則に持上げられるため、スパッタが増大した。比較例No.32はIPaが下限値以下であるため、高周波パルス付与の効果がなくなり、ピーク期間の溶滴が不規則に振動及び変形するため、スパッタが増大した。比較例No.33はIPaが上限値を超えるため、ピーク期間の溶滴に及ぼすアーク力の変動が大きくなり過ぎ、溶滴の安定成長が困難となった。また、電磁ピンチ力が強くなり過ぎ、溶滴及び溶融池からの微細なスパッタが増大した。比較例No.34はIBaが下限値未満であるため、高周波パルス付与の効果がなくなり、ベース期間の溶滴が不規則に振動及び変形するため、スパッタが増大した。比較例No.35はIBaが上限値を超えるため、ベース期間の溶滴に及ぼすアーク力の変動が大きくなり、溶滴の安定整形が困難となり、スパッタが増大した。
【実施例2】
【0041】
次に、下記溶接条件で、表2示す組成の消耗電極溶接ワイヤを使用し、炭酸ガスをシールドガスとしてパルスアーク溶接を行い、スパッタ発生量及びヒューム発生量を測定した結果について説明する。スバッタ捕集方法及びヒューム量測定方法は前述のとおりである。表2において、スパッタ発生量が2.5g/分以下、ヒューム発生量が350mg/分以下のものを良好(○)、スパッタ発生量が2.5g/分を超えるもの、又はヒューム発生量が350mg/分を超えるものを(×)として、評価欄に示した。
ワイヤ怪:直径1.2mm
炭酸ガス:CO2
試験板:SM490A
チップ母材間距離:25mm
トーチ前進角:30°
溶接速度:40cm/分
ワイヤ送給速度:15.5m/分
Ipavg:500A
IBavg:200A
Tp:9ms
Tb:10ms
Flow:50Hz
Fhigh:1000Hz
IPa:300A
IBa:100A
【0042】
【表2】
【0043】
表2の実施例No.36乃至46は、消耗電極ワイヤが、本発明の請求項3の範囲を満たすものであり、スパッタ量及びヒューム量が少ない良好な溶接を行なうことができた。特に、実施例No.36と37、実施例39と40、実施例43と44とを比較すると、夫々、ほぼ同様の組成をもつワイヤであっても、銅めっきを施さない方がスパッタ量が低いことがわかる。このように、銅めっきを施さないことにより、溶滴くびれ部の表面張力を低下させることができ、電磁ピンチ力により溶滴がワイヤから離脱しやすくなる。従って、極めて再現性の高い溶滴移行が可能となる上、スパッタを更に低減することができる。
【0044】
一方、比較例No.44乃至53は、消耗電極溶接ワイヤの組成が、本願請求項3の範囲から外れるものであり、スパッタ量及びヒューム量がいずれも多いものであった。比較例No.47はワイヤ中のCが上限値を超えるため、溶滴及び溶融池の変形及び振動が激しくなり、スパッタが増大した。比較例No.48はワイヤ中のSiが下限値未満であるため、溶滴の粘性が低くなりすぎ、溶滴がアーク力によって不規則に変形するため、スパッタが増大した。比較例No.49、50はワイヤ中のSiが上限値を超えるため、溶滴の粘性が高くなりすぎ、1パルス群1溶滴移行から外れ、スパッタが増大した。比較例No.51はワイヤ中のMnが下限値未満であるため、溶滴の粘性が低くなりすぎ、溶滴がアーク力によって不規則に変形するため、スパッタが増大した。比較例No.52、53はワイヤ中のMnが上限値以上であるため、溶滴の粘性が高くなりすぎ、1パルス群1溶滴移行から外れ、スパッタが増大した。比較例No.54、55はワイヤ中のTi+Al+Zrが下限値未満であるため、溶滴がアーク力によって不規則に変形するため、スパッタが増大した。比較例No.56はワイヤ中のTi+Al+Zrが上限値を超えるため、溶滴の粘性が高くなりすぎ、1パルス群1溶滴移行から外れ、スパッタが増大した。
【図面の簡単な説明】
【0045】
【図1】(a)乃至(d)は、溶滴移行の形態を模式的に示すと共に、そのときのパルス電流を示す図である。
【図2】各パラメータの定義を示す図である。
【図3】溶接条件を示す図である。
【符号の説明】
【0046】
1:溶接母材
2:銅箱
3:トーチ
【技術分野】
【0001】
本発明は炭酸ガス単体又は炭酸ガスを主成分として含む混合ガスをシールドガスとして用いるパルスアーク溶接方法に関し、特にパルス群に同期した溶滴移行を実現することにより、溶接アーウを安定化すると同時に、スパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法に関する。
【背景技術】
【0002】
Ar−5乃至30%CO2混合ガスをシールドガスとして用いるMAG溶接方法は、溶滴が細粒化することに起因して、スパッタ発生量及びヒューム発生量を低減できることから、従来から広い分野で適用されている。特に、高品質な溶接が要求される分野では、溶接電流を200〜350Hz程度のパルス電流として出力することにより、1パルス1溶滴移行としたパルスMAG溶接方法の適用が広がってきている。
【0003】
しかしながら、Arガスは炭酸ガスと比較すると価格が高価であることから、通常の溶接施工に際しては炭酸ガス単体又は炭酸ガスを主成分とした混合ガスをシールドガスとして用いることが多い。
【0004】
一方、炭酸ガス単体又は炭酸ガスを主成分とした混合ガスをシールドガスとして用いた場合、MAG溶接方法と比較して溶滴が10倍程度の大きさに粗大化し、アーク力によって不規則に振動・変形するため、母材との短絡及びアーク切れを発生させやすく、溶滴移行も不規則となり、スパッタ及びヒュームが多発するという問題点がある。
【0005】
このような問題点に対し、特許文献1及び特許文献2では炭酸ガスシールドアーク溶接においてパルス溶接を適用し、パルスパラメータ及び溶接ワイヤ成分を規定することにより、炭酸ガスアーク溶接でも1パルス1溶滴移行を実現する方法が提案されている。この方法はピーク電流印加前にワイヤ先端に充分な大きさの溶滴を形成させておくことにより、ピーク電流の電磁ピンチ力が溶滴のくびれを早く生じさせ、アークカによって溶滴がワイヤ方向に押し戻される前に溶滴をワイヤから離脱させることができるとするものである。
【0006】
また、上記溶接方法に関し、特許文献3では溶接電源の出力制御方法として外部特性切り替え制御を行うことにより、更に一層スパッタの低減を達成する溶接方法が提案されている。
【0007】
更に、特許文献4では炭酸ガスを主体とするシールドガスを用いたアーク溶接方法に関し、1溶滴の移行時間内に7パルス以上発振することにより、スパッタ及び溶接ヒュームが低減できるとしている。
【0008】
【特許文献1】特開平7‐47473号公報
【特許文献2】特開平7‐290241号公報
【特許文献3】特開平8‐267238号公報
【特許文献4】特開2003‐236668号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述の特許文献1、特許文献2、及び特許文献3による方法は、いずれもシールドガスとして安価な炭酸ガスを使用しながらも、1パルス1溶滴移行を可能とし、溶滴移行の規則性を向上させると同時に、パルス無し溶接と比較すると、スパッタ発生量を低減できるものである。しかし、炭酸ガスをシールドガスとして使用していることから、ワイヤ先端に形成される溶滴形状は安定したものではないため、溶滴及びアークともに軸対称とはなりにくく、傾いていることが殆どである。溶滴及びアークの偏りに起因して溶滴を離脱させる方向に働く電磁ピンチ力の大きさ及び方向も離脱タイミング毎に異なり、各溶滴の大きさ、離脱時期、離脱方向も完全に一致したものではない。従って、1パルスで移行できなかった溶滴がベース期間に短絡したり、次のパルスピーク期間に移行したりするため、溶滴移行の規則性を乱し、スパッタを増大させるという問題点がある。
【0010】
また、特許文献4による方法は、1溶滴の移行時間内に7パルス以上を発振することにより、溶滴の小粒化を達成できるとしている。但し、本方法を用いてもシールドガスとして炭酸ガスを主体とするガスを用いている以上、MAGパルス溶接における溶滴と比較すれば溶滴の大きさは10倍以上と大きく、その効果は大きくない。溶滴の移行は、溶滴の大きさ、ピーク期間の電磁ピンチ力、アーク力による押上げ力、これらに起因する溶滴内の対流及び振動等が複雑に寄与する。離脱のタイミングは溶滴の離脱方向に働く力のバランスによって決まるため、本方法のように単純な高周波パルスを連続印加するのみでは、離脱時期が離脱タイミング毎に異なり、溶滴移行間隔は15〜25ms程度の範囲でばらつき、スパッタを大幅に低減するには至っていない。
【0011】
また、本方法は溶滴移行改善のため、高周波パルスを印加している関係上、チップと母材との間の距離が変動した場合のアーク長一定化制御について、ピーク電流、ベース電流及びパルス幅が固定されているため、周波数を変調させることになる。即ち、ワイヤ溶融速度を調整するにあたり、パルス周波数を大きく変化させることになり、溶滴移行の規則性が乱れる。従って、チップと母材との間の距離が標準状態より±5mm程度変動した場合、安定なアークを維持することが困難となる。
【0012】
本発明はかかる問題に鑑みてなされたものであり、炭酸ガス主体のシールドガスを使用しても、溶滴及びアークの偏りが少なく、溶滴の大きさ、離脱時期、離脱方向がほぼ完全に一定していると同時に、1パルス群1溶滴移行の規則性が極めて高い溶滴移行を達成し、スパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供することを目的とする。
【0013】
また、本発明の他の目的は、チップと母材との間の距離が変動した場合でも、1パルス群1溶滴移行を乱さない範囲でパルスパラメータを調整することにより、アーク長を一定に制御できるパルスアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明に係るパルスアーク溶接方法は、炭酸ガス単体又は炭酸ガスを主成分とする混合ガスをシールドガスとして使用して、下記(a)乃至(h)の溶接パラメータを満足するように、30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記の低周波パルスに重畳させることを特徴とする。
(a)平均ピーク電流IPavg:300乃至700A
(b)平均ベース電流IBavg:50乃至300A
(c)パルスピーク期間Tp:3乃至25ms
(d)ベース期間Tb:5乃至30ms
(e)低周波パルスのパルス周波数Flow:30乃至100Hz
(f)高周波パルスのパルス周波数Fhigh:500乃至2000Hz
(g)高周波パルスのピーク期間の電流振幅IPa:50乃至600A
(h)高周波パルスのベース期間の電流振幅IBa:20乃至200A
更に、本発明においては、下記(i)乃至(m)の溶接パラメータを満足することが好ましい。
(i)平均ピーク電流IPavg:400乃至600A
(j)パルスピーク期間Tp:5乃至15ms
(k)ベース期間Tb:5乃至15ms
(l)低周波パルスのパルス周波数Flow:30乃至70Hz
(m)高周波パルスのパルス周波数Fhigh:800乃至1500Hz
また、C:0.10質量%以下、Si:0.20乃至1.0質量%、Mn:0.50乃至2.0質量%、Ti+Al+Zr:総量で0.05乃至0.40質量%を含有し、残部がFe及び不可避的不純物からなる消耗電極ワイヤを使用することができる。
【0015】
更に、ワイヤ表面に銅めっきを施していない消耗電極ワイヤを使用することもできる。
【発明の効果】
【0016】
本発明に係る炭酸ガス単体又は炭酸ガスを主成分とする混合ガスを用いた消耗電極式アーク溶接では、極めて再現性の高い1パルス群1溶滴移行を達成でき、従来方法と比較して、溶接アークの安定化及び溶滴の移行規則性を向上させ、スパッタ発生量及びヒューム発生量を大幅に低減できる。
【0017】
また、チップと母材との間の距離が変動した場合でも、電圧変化及び電流変化をフィードバックすることにより、1パルス群1溶滴移行を乱さない範囲で低周波パルスのパルス周波数Flow、パルスピーク期間Tp(パルス幅)、平均ピーク電流IPavgの1種以上を調整することにより、アーク長を容易に一定に維持することができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明について具体的に説明する。図1(a)乃至(d)は、溶滴移行の形態を模式的に示すと共に、そのときのパルス電流を示す図である。パルス電流は、図2に示すように、ベース期間Tbにおいては、アーク切れを起こさない程度のベース電流IBを流す。このベース期間Tbにおける電流振幅はIBa、平均ベース電流はIBavgである。また、ピーク期間Tpにおいては、溶滴を離脱させる過程において十分な電磁ピンチ力を確保すると共に、溶滴を形成する過程において適当な大きさの溶滴を安定に形成するためのピーク電流IPを流す。このピーク期間Tpにおける電流振幅はIPa、平均ピーク電流はIPavgである。
【0019】
図1(a)の溶滴は、前パルス周期にて溶滴が離脱した後のパルスピーク期間Tp中に成長したものである。ベース期間Tbに電流が急激に減少するため、押し上げ力が弱まり、溶滴は(a)のようにワイヤ先端に垂下がるように整形される。パルスピーク期間Tpに入ると、ワイヤ中のピーク電流による電磁ピンチ力により、溶滴は(b)のような変化をしながら急速に離脱し、離脱後は(c)の過程で溶滴を成長させた後、ベース期間Tbに入り、(d)の過程で溶滴の形成を行いながら、再び(a)の状態に戻る。
【0020】
本発明は、図1に示すように、低周波パルスに同期した1パルス群1溶滴移行形態であるが、本発明においては、特に、上記低周波パルスに500乃至2000Hzの高周波パルスを重畳させる。このような方法により、パルスピーク期間Tp及びベース期間Tbの溶滴を上方に押上げるアーク力が断続的となり、高周波パルスが無い場合と比較すると、押し上げ力が大きく緩和される。更に、アークの硬直性が極めて高くなるため、溶滴及びアークともに、軸対称となりやすい。溶滴及びアークが軸対象に近いため、電流経路も軸対象になり、溶滴を離脱させるのに作用する電磁ピンチ力も軸対象となりやすいため、溶滴の離脱方向もワイヤ方向から殆ど反れることがない。また、電磁ピンチ力は電流の2乗に比例するため、高周波パルス無しの場合と比較すると、ピーク期間のより早い段階で溶滴離脱を行うことが可能であるため、溶滴を小粒化できる。従って、小粒溶滴による極めて再現性の高い1パルス群1溶滴移行を達成でき、スパッタ発生量及びヒューム発生量を大幅に低減できる。なお、ここで印加する高周波パルスは、矩形波及び三角波のいずれでも効果があり、仮にリアクタンスの影響で矩形パルスがなまった場合でも効果を失わない。
【0021】
次に、各パルスパラメータの規定理由について説明する。なお、各パルスパラメータの値は図2に示されている。
【0022】
平均ピーク電流IPavg:300乃至700A
本パラメータは溶滴を離脱させる過程において充分な電磁ピンチ力を確保すると同時に、溶滴を形成する過程において適当な大きさの溶滴を安定に形成することに大きく寄与する。平均ピーク電流IPavgが300A未満であると、電磁ピンチ力が弱く、溶滴が大塊となるまで離脱できず、1パルス群1溶滴移行から外れる。大塊となった溶滴が母材と接触してスパッタ及びヒュームの多量発生の原因となる。平均ピーク電流IPavgが700Aを超えると、溶滴を押し上げるアーク力が強くなりすぎ、規則的な溶滴離脱が困難となるだけでなく、ピーク期間での溶融量が大きいため、1パルス群n溶滴移行となる。また、装置重量及びコストが上昇するという問題点もある。なお、平均ピーク電流IPavgのより好ましい範囲はIPavg:400乃至600Aである。
【0023】
平均ベース電流IBavg:50乃至300A
本パラメータは溶滴を整形する過程において、アーク切れを起こさず、安定に溶滴を整形することに大きく寄与する。平均ベース電流IBavgが50A未満であると、アーク切れ、短絡が発生しやすくなる。また、平均ベース電流IBavgが300Aを超えると、溶滴に寄与するアーク力が大きくなると同時にベース期間Tbでの溶融が過大となり、溶滴がふらつき、安定に整形できなくなる。
【0024】
パルスピーク期間Tp(パルス幅):3乃至25ms
本パラメータも平均ピーク電流IPavgと同様に、溶滴を離脱させる過程において充分な電磁ピンチ力を確保すると同時に、溶滴を形成する過程において適当な大きさの溶滴を安定に形成することに大きく寄与する。パルスピーク期間Tpが3ms未満であると、溶滴を離脱させ、充分に成長させることができず、nパルス群1溶滴移行となり、溶滴移行の規則性を乱す。一方、パルスピーク期間Tpが25msを超えると、溶滴離脱後、次の溶滴が大きく成長しすぎるだけでなく、パルスピーク期間Tpの後半にて再度溶滴が移行する1パルス群n溶滴移行となり、溶滴移行の規則性を乱し、スパッタ及びヒュームが多量に発生する。なお、より好ましいパルスピーク期間Tpの範囲は5乃至15msである。
【0025】
ベース期間Tb:5乃至30ms
本パラメータもIBavgと同様に、溶滴を整形する過程において、アーク切れを起こさず、安定に溶滴を形成することに大きく寄与する。ベース期間Tbが5ms未満であると、溶滴を充分に整形することができず、溶滴の離脱方向にばらつきが生じる。一方、ベース期間Tbが30msを超えると、ベース期間Tbでの溶融量が過大となり、溶滴と溶融池との間で短縮が生じやすくなり、溶滴移行の規則性を乱す。なお、より好ましいベース期間Tbの範囲は5乃至15msである。
【0026】
低周波パルスのパルス周波数Flow:30乃至100Hz
本パラメータは1パルスあたりの溶滴の大きさ及びパルスと溶滴移行との同期率に大きく寄与する。低周波パルスのパルス周波数Flowが30Hz未満であると、1パルス群当りの溶滴が大きくなりすぎ、溶滴と溶融池との間で短絡が発生しやすくなる。また、低周波パルスのパルス周波数Flowが100Hzを超えると、1パルス群1溶滴移行から外れ、パルスに同期しない溶滴移行形態となる。なお、より好ましいFlowの範囲は30乃至7OHzである。
【0027】
高周波パルスのパルス周波数Fhigh:500乃至2000Hz
本パラメータはパルスピーク期間Tp及びベース期間Tbにおける溶滴を上方に押上げるアーク力の緩和及びアークの硬直性に大きく寄与する。高周波パルスのパルス周波数Fhighが500Hz未満であると、アーク力緩和効果は無く、溶滴の振動が大きくなり安定な溶滴の成長及び整形が行えなくなる。また、高周波パルスのパルス周波数Fhighが2000Hzを超えると、高周波パルス付与効果が弱くなり、アークによる押し上げ力が増大し、溶滴及びアークが軸対象となりにくくなる。なお、より好ましいFhighの範囲は800乃至1500Hzである。
【0028】
高周波パルスのピーク期間Tpの電流振幅IPa:50乃至600A
本パラメータはパルスピーク期間Tpにおける溶滴を上方に押上げるアーク力の緩和及びアークの硬直性に大きく寄与する。高周波パルスのピーク期間Tpの電流振幅Ipaが50A未満であると、高周波パルス付与の効果がなくなり、アーク力の緩和効果が無く、アークの硬直性も弱い。一方、ピーク期間Tpの電流振幅Ipが600Aを超えると、アーク力の変動が大きくなりすぎ、安定な溶滴の成長が困難となるだけでなく、電磁ピンチ力が強くなりすぎ、溶滴及び溶融池からの微細なスパッタが多量に発生するようになる。
【0029】
高周波パルスのベース期間Tbの電流振幅IBa:20乃至200A
本パラメータはベース期間Tbにおける溶滴を上方に押上げるアーク力の緩和及びアークの硬直性、特に、アーク切れ発生頻度に大きく寄与する。高周波パルスのベース期間Tbの電流振幅IBaが20A未満であると、高周波パルス付与の効果が無く、アーク力の緩和効果が無く、アーク硬直性も弱いため、アーク切れが頻発する。一方、電流振幅IBaが200Aを超えると、アーク力の変動が大きくなりすぎ、安定な溶滴の整形が困難となる。
【0030】
次に、消耗電極ワイヤの組成について説明する。本発明のパルスアーク溶接方法において、消耗電極ワイヤの組成は特に限定するものではないが、その好ましい組成として、以下に示すものがある。即ち、消耗電極ワイヤの組成は、C:0.10質量%以下、S:0.20乃至1.0質量%、Mn:0.50乃至2.0質量%、Ti+Al+Zr:0.05乃至0.40質量%、残部Fe及び不可避不純物からなるものが好ましい。以下に、その組成限定理由について説明する。
【0031】
C:0.10質量%以下
Cは溶接金属の強度を確保する上で重要な元素であるが、0.10質量%を超えると、溶滴及び溶融池の変形及び振動が激しくなり、スパッタ及びヒュームが増大するようになる。従って、C量は0.10質量%以下とする。
【0032】
Si:0.20乃至1.0質量%
Siは脱酸剤として少なくとも0.20質量%を必要とする。また、Siが0.20質量%以下であると、溶滴の粘性が低くなりすぎ、溶滴がアーク力によって不規則に変形するため、スパッタ及びヒュームが増大する。一方、Siが1.0質量%を超えると、スラグ量が多くなると同時に、溶滴の粘性が大きくなりすぎ、1パルス群1溶滴移行から外れる場合が出てくる。従って、Si量は0.20乃至1.0質量%とする。
【0033】
Mn:0.50乃至2.0質量%
MnはSiと同様に脱酸剤として重要な元素であり、少なくとも0.50質量%を必要とする。また、Mnが0.50質量%以下であると、溶滴の粘性が低くなりすぎ、溶滴がアーク力によって不規則に変形するため、スパッタ及びヒュームが増大する。一方、Mnが2.0質量%を超えると、溶接ワイヤ製造時の伸線性が劣化すると同時に、溶滴の粘性が大きくなりすぎ、1パルス群1溶滴移行から外れる場合が出てくる。従って、Mn含有量は0.50乃至2.0質量%とする。
【0034】
Ti+Al+Zr:0.05乃至0.40質量%
Ti+Al+Zrは脱酸剤として、また溶接金属の強度確保等にも重要な元素であるが、本プロセスにおいては、これらの元素は溶滴の粘性を適正化し、不安定な挙動を抑制する効果があるため添加する。Ti+Al+Zrが0.05質量%未満の場合は、上述の効果が乏しく、小粒スパッタが増大する。一方、Ti+Al+Zrが0.40質量%を超えると、スラグ剥離性及び溶接金属の靭性を劣化させると共に、溶滴の粘性が高くなりすぎ、1パルス群1溶滴移行から外れ、スパッタ及びヒュームを増大させる。従って、Ti+Al+Zrは0.05乃至0.40質量%とする。
【0035】
また、本発明のパルスアーク溶接方法において、消耗電極ワイヤは、ワイヤ表面に銅めっきが施されていないものが好ましい。ワイヤ表面に銅めっきを施さないことにより、溶滴くびれ部の表面張力を低下させることができ、電磁ピンチ力により溶滴がワイヤから離脱しやすくなるため、極めて再現性が高い溶滴移行が可能となる。
【実施例1】
【0036】
以下、本発明の効果を実証するために行った試験の結果について、本発明の範囲に入る実施例と本発明の範囲から外れる比較例とを対比して説明する。
【0037】
下記溶接条件と、表1に示すパルスパラメータを使用して、炭酸ガスをシールドガスとしてパルスアーク溶接を行い、スパッタ発生量を測定した。即ち、図3に示すように、溶接母材1を挟むように、1対の銅製の捕集箱2をその開口部を母材1に向けて配置し、トーチ3から繰り出す溶接ワイヤチップによりアーク溶接を行い、銅製の捕集箱2内にスパッタを捕集した。そして、JIS Z 3930に準じた方法により、ヒューム発生量を測定した。
ワイヤ:JIS Z3312 YGW11 直径1.2mm
炭酸ガス:CO2
試験板:SM490A
チップ母材間距離:25mm
溶接速度:40cm/分
スパッタ発生量及びヒューム発生量の測定結果を、下記表1に示す。なお、表1において、スパッタ発生量が4.0g/分以下、ヒューム発生量が400mg/分以下のものを良好(○)、スパッタ発生量が4.0g/分を超えるもの、又はヒューム発生量が400mg/分を超えるものを(×)として、評価欄に示した。
【0038】
【表1】
【0039】
表1の実施例No.1乃至19は本発明の請求項1を満足するものであり、スパッタ量が4.0g/分と少なく、ヒューム量も400mg/分以下と少ないものであった。
【0040】
これに対し、表1示す比較例No.20乃至35は請求項1の範囲から外れるものであり、いずれも以下に示すように評価が低いものである。比較例No.20はIPavgが下限値未満であるため、溶滴が大塊となっても離脱ができず、1パルス群1溶滴移行から外れ、不規則な短絡によりスパッタが増大した。比較例No.21はIPavgが上限値を超えるため、ピーク期間に溶滴を押上げるアーク力が強くなりすぎ、規則的な溶滴移行が困難となり、スパッタが増大した。比較例No.22はIBavgが下限値未満であるため、アーク切れ及び短絡が発生しやすくなり、スパッタが増大した。比較例No.23はIBavgが上限値を超えるため、ベース期間における溶滴の安定形成が困難となり、ピーク期間印加前に溶滴が振動及び変形した。これに伴い溶滴移行が不規則となり、スパッタが増大した。比較例No.24はTpが下限値以下であるため、溶滴の離脱及び成長が不十分となり、nパルス群1溶滴移行となるため、スパッタが増大した。比較例No.25はTpが上限値以上であるため、溶滴離脱後の次の溶滴が大きく成長し過ぎてしまうばかりでなく、パルスピーク期間の後半にて再度溶滴移行を実施してしまう1パルス群n溶滴移行となりやすく、スパッタが増大した。比較例No.26はTbが下限値未満であるため、ベース期間に溶滴を充分に整形させることができず、溶滴の離脱方向がワイヤ方向から外れ、スパッタが増大した。比較例No.27はTbが上限値を超えるため、ベース期間での溶融量が過大となり、ベース期間中に短縮を発生させやすくなり、スパッタが増大した。比較例No.28はFlowが下限値未満であるため、1パルス群あたりの溶滴が大きくなりすぎ、溶滴と溶融池が接触して不規則な短絡を発生させやくなり、スパッタが増大した。比較例No.29はFlowが上限値を超えるため、1パルス群1溶滴移行から外れ、スパッタが増大した。比較例No.30はFhighが下限値未満であるため、溶滴の振動が大きくなり、溶滴の安定な成長・形成が困難となり、スパッタが増大した。比較例No.31はFhighが上限値を超えるため、高周波パルスを印加してもアークによる押上げ力が増大し、溶滴が不規則に持上げられるため、スパッタが増大した。比較例No.32はIPaが下限値以下であるため、高周波パルス付与の効果がなくなり、ピーク期間の溶滴が不規則に振動及び変形するため、スパッタが増大した。比較例No.33はIPaが上限値を超えるため、ピーク期間の溶滴に及ぼすアーク力の変動が大きくなり過ぎ、溶滴の安定成長が困難となった。また、電磁ピンチ力が強くなり過ぎ、溶滴及び溶融池からの微細なスパッタが増大した。比較例No.34はIBaが下限値未満であるため、高周波パルス付与の効果がなくなり、ベース期間の溶滴が不規則に振動及び変形するため、スパッタが増大した。比較例No.35はIBaが上限値を超えるため、ベース期間の溶滴に及ぼすアーク力の変動が大きくなり、溶滴の安定整形が困難となり、スパッタが増大した。
【実施例2】
【0041】
次に、下記溶接条件で、表2示す組成の消耗電極溶接ワイヤを使用し、炭酸ガスをシールドガスとしてパルスアーク溶接を行い、スパッタ発生量及びヒューム発生量を測定した結果について説明する。スバッタ捕集方法及びヒューム量測定方法は前述のとおりである。表2において、スパッタ発生量が2.5g/分以下、ヒューム発生量が350mg/分以下のものを良好(○)、スパッタ発生量が2.5g/分を超えるもの、又はヒューム発生量が350mg/分を超えるものを(×)として、評価欄に示した。
ワイヤ怪:直径1.2mm
炭酸ガス:CO2
試験板:SM490A
チップ母材間距離:25mm
トーチ前進角:30°
溶接速度:40cm/分
ワイヤ送給速度:15.5m/分
Ipavg:500A
IBavg:200A
Tp:9ms
Tb:10ms
Flow:50Hz
Fhigh:1000Hz
IPa:300A
IBa:100A
【0042】
【表2】
【0043】
表2の実施例No.36乃至46は、消耗電極ワイヤが、本発明の請求項3の範囲を満たすものであり、スパッタ量及びヒューム量が少ない良好な溶接を行なうことができた。特に、実施例No.36と37、実施例39と40、実施例43と44とを比較すると、夫々、ほぼ同様の組成をもつワイヤであっても、銅めっきを施さない方がスパッタ量が低いことがわかる。このように、銅めっきを施さないことにより、溶滴くびれ部の表面張力を低下させることができ、電磁ピンチ力により溶滴がワイヤから離脱しやすくなる。従って、極めて再現性の高い溶滴移行が可能となる上、スパッタを更に低減することができる。
【0044】
一方、比較例No.44乃至53は、消耗電極溶接ワイヤの組成が、本願請求項3の範囲から外れるものであり、スパッタ量及びヒューム量がいずれも多いものであった。比較例No.47はワイヤ中のCが上限値を超えるため、溶滴及び溶融池の変形及び振動が激しくなり、スパッタが増大した。比較例No.48はワイヤ中のSiが下限値未満であるため、溶滴の粘性が低くなりすぎ、溶滴がアーク力によって不規則に変形するため、スパッタが増大した。比較例No.49、50はワイヤ中のSiが上限値を超えるため、溶滴の粘性が高くなりすぎ、1パルス群1溶滴移行から外れ、スパッタが増大した。比較例No.51はワイヤ中のMnが下限値未満であるため、溶滴の粘性が低くなりすぎ、溶滴がアーク力によって不規則に変形するため、スパッタが増大した。比較例No.52、53はワイヤ中のMnが上限値以上であるため、溶滴の粘性が高くなりすぎ、1パルス群1溶滴移行から外れ、スパッタが増大した。比較例No.54、55はワイヤ中のTi+Al+Zrが下限値未満であるため、溶滴がアーク力によって不規則に変形するため、スパッタが増大した。比較例No.56はワイヤ中のTi+Al+Zrが上限値を超えるため、溶滴の粘性が高くなりすぎ、1パルス群1溶滴移行から外れ、スパッタが増大した。
【図面の簡単な説明】
【0045】
【図1】(a)乃至(d)は、溶滴移行の形態を模式的に示すと共に、そのときのパルス電流を示す図である。
【図2】各パラメータの定義を示す図である。
【図3】溶接条件を示す図である。
【符号の説明】
【0046】
1:溶接母材
2:銅箱
3:トーチ
【特許請求の範囲】
【請求項1】
炭酸ガス単体又は炭酸ガスを主成分とする混合ガスをシールドガスとして使用して、下記(a)乃至(h)の溶接パラメータを満足するように、30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記の低周波パルスに重畳させることを特徴とするパルスアーク溶接方法。
(a)平均ピーク電流IPavg:300乃至700A
(b)平均ベース電流IBavg:50乃至300A
(c)パルスピーク期間Tp:3乃至25ms
(d)ベース期間Tb:5乃至30ms
(e)低周波パルスのパルス周波数Flow:30乃至100Hz
(f)高周波パルスのパルス周波数Fhigh:500乃至2000Hz
(g)高周波パルスのピーク期間の電流振幅IPa:50乃至600A
(h)高周波パルスのベース期間の電流振幅IBa:20乃至200A
【請求項2】
下記(i)乃至(m)の溶接パラメータを満足することを特徴とする請求項1に記載のパルスアーク溶接方法。
(i)平均ピーク電流IPavg:400乃至600A
(j)パルスピーク期間Tp:5乃至15ms
(k)ベース期間Tb:5乃至15ms
(l)低周波パルスのパルス周波数Flow:30乃至70Hz
(m)高周波パルスのパルス周波数Fhigh:800乃至1500Hz
【請求項3】
C:0.10質量%以下、Si:0.20乃至1.0質量%、Mn:0.50乃至2.0質量%、Ti+Al+Zr:総量で0.05乃至0.40質量%を含有し、残部がFe及び不可避的不純物からなる消耗電極ワイヤを使用することを特徴とする請求項1に記載のパルスアーク溶接方法。
【請求項4】
ワイヤ表面に銅めっきを施していない消耗電極ワイヤを使用することを特徴とする請求項2に記載のパルスアーク溶接方法。
【請求項1】
炭酸ガス単体又は炭酸ガスを主成分とする混合ガスをシールドガスとして使用して、下記(a)乃至(h)の溶接パラメータを満足するように、30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記の低周波パルスに重畳させることを特徴とするパルスアーク溶接方法。
(a)平均ピーク電流IPavg:300乃至700A
(b)平均ベース電流IBavg:50乃至300A
(c)パルスピーク期間Tp:3乃至25ms
(d)ベース期間Tb:5乃至30ms
(e)低周波パルスのパルス周波数Flow:30乃至100Hz
(f)高周波パルスのパルス周波数Fhigh:500乃至2000Hz
(g)高周波パルスのピーク期間の電流振幅IPa:50乃至600A
(h)高周波パルスのベース期間の電流振幅IBa:20乃至200A
【請求項2】
下記(i)乃至(m)の溶接パラメータを満足することを特徴とする請求項1に記載のパルスアーク溶接方法。
(i)平均ピーク電流IPavg:400乃至600A
(j)パルスピーク期間Tp:5乃至15ms
(k)ベース期間Tb:5乃至15ms
(l)低周波パルスのパルス周波数Flow:30乃至70Hz
(m)高周波パルスのパルス周波数Fhigh:800乃至1500Hz
【請求項3】
C:0.10質量%以下、Si:0.20乃至1.0質量%、Mn:0.50乃至2.0質量%、Ti+Al+Zr:総量で0.05乃至0.40質量%を含有し、残部がFe及び不可避的不純物からなる消耗電極ワイヤを使用することを特徴とする請求項1に記載のパルスアーク溶接方法。
【請求項4】
ワイヤ表面に銅めっきを施していない消耗電極ワイヤを使用することを特徴とする請求項2に記載のパルスアーク溶接方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−130647(P2007−130647A)
【公開日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願番号】特願2005−324073(P2005−324073)
【出願日】平成17年11月8日(2005.11.8)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願日】平成17年11月8日(2005.11.8)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]