
パンチング用シートおよびパンチング用シートの製造方法
【課題】パンチング加工性が良好で、傷が生じにくく、かつ寸法安定性に優れたパンチング用シートおよびパンチング用シートの製造方法。
【解決手段】ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層1と、ハードコート層2とを有し、ポリマーアロイにポリカーボネート樹脂が60〜99質量%、ABS樹脂が1〜40質量%含まれることを特徴とするパンチング用シート10。ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート1に、ハードコート層2を設けた後に、鏡面仕上げ処理を施すことを特徴とするパンチング用シート10の製造方法。
【解決手段】ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層1と、ハードコート層2とを有し、ポリマーアロイにポリカーボネート樹脂が60〜99質量%、ABS樹脂が1〜40質量%含まれることを特徴とするパンチング用シート10。ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート1に、ハードコート層2を設けた後に、鏡面仕上げ処理を施すことを特徴とするパンチング用シート10の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、スピーカーを備えた家電製品等の機器において、スピーカーの出力部を覆うスピーカー前面シートに用いるためのパンチング用シートに関する。
【背景技術】
【0002】
従来、テレビ、オーディオ機器類等のスピーカー部の前面に使われるスピーカー前面シートとして、樹脂シートに微細な孔を多数設けたパンチングシートが用いられている(特許文献1、特許文献2参照)。
家電製品を構成する部品であるスピーカー前面シートには、優れた寸法安定性が求められる。また、スピーカー前面シートは、外部に面して家電製品に取り付けられるため、その表面には傷を付き難くするためのハードコート層が設けられている。
【0003】
近年、デザイン性を重視する薄型テレビ等においては、音質を確保しつつより一体感のあるデザインを得るべく、従来の孔(約0.5mm径)より小さい、0.3mm径の孔を開けることのできるパンチング用シートが要求されている。孔が微細であればあるほど、キャビネットにスピーカー前面シートを違和感なく組み合わせることができるため、スピーカーの存在を意識させることのない、より自由度の高いデザインが可能となる。
【特許文献1】特開平7−30989号公報
【特許文献2】登録実用新案第2567211号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、パンチング用シートには、PET(ポリエチレンテレフタレート)やPC(ポリカーボネート)を主成分とした樹脂シート等が広く用いられていた。
しかしながら、これら従来の樹脂シートには、0.3mm径もの微細な孔を正確な形状にパンチングできなかった。例えば、PETでは、0.5mm径のパンチングは可能であるものの、0.3mm径ではパンチングの際にクラックが生じてしまう。PCは、パンチングの際にシートに反りが発生しやすく、パンチング加工性に劣る。また、孔にバリが生じやすく、孔の断面が不均一になりやすい。したがって、0.3mm径もの微細なパンチング加工ができないため、パンチング加工性に劣る。
また、PETは温度や湿度による寸法変化が大きいため、寸法安定性に問題があった。PCは、鉛筆硬度が3Bと柔らかいため、ハードコート層を設けても鉛筆硬度がHにならず、傷を生じ易いという欠点があった。
本発明は、上記事情に鑑みてなされたものであって、パンチング加工性が良好で、表面に傷が生じにくく、かつ寸法安定性に優れたパンチング用シートおよびその製造方法を目的とする。
【課題を解決するための手段】
【0005】
上記の課題を達成するために、本発明は以下の構成および製造方法を採用した。
[1] ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層と、ハードコート層とを有し、該ポリマーアロイに該ポリカーボネート樹脂が60〜99質量%、該ABS樹脂が1〜40質量%含まれることを特徴とするパンチング用シート。
[2] 前記樹脂シート層に難燃剤が含まれることを特徴とする[1]に記載のパンチング用シート。
[3] ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シートに、ハードコート層を設けた後に、鏡面仕上げ処理を施すことを特徴とするパンチング用シートの製造方法。
【発明の効果】
【0006】
本発明によると、パンチング加工性が良好で、表面に傷が生じにくく、かつ寸法安定性に優れたパンチング用シートおよびパンチング用シートの製造方法を提供することができる。
【発明を実施するための最良の形態】
【0007】
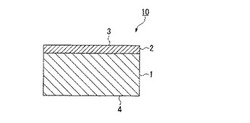
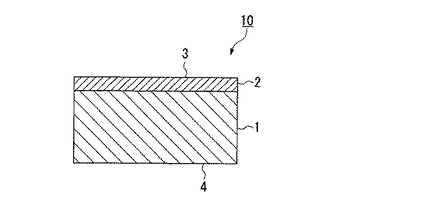
図1に示すように、本発明の実施形態例であるパンチング用シート10は、ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層1と、ハードコート層2とを有している。なお、パンチング用シート10にパンチング加工が施されてスピーカー前面シートとして利用される場合、表面3が外部に面し、裏面4がスピーカーに面することとなる。
【0008】
(ポリカーボネート樹脂)
ポリカーボネート樹脂は、種々のジヒドロキシジアリール化合物とホスゲンとを反応させるホスゲン法、またはジヒドロキシジアリール化合物と、ジフェニルカーボネート等の炭酸エステルとを反応させるエステル交換法によって得られる重合体である。
代表的なポリカーボネート樹脂としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(ビスフェノールA)から製造されたポリカーボネート樹脂が挙げられる。
【0009】
ジヒドロキシジアリール化合物としては、ビスフェノールAの他に、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)オクタン、ビス(4−ヒドロキシフェニル)フェニルメタン、2,2−ビス(4−ヒドロキシフェニル−3−メチルフェニル)プロパン、1,1−ビス(4−ヒドロキシ−3−第三ブチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3−ブロモフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジブロモフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジクロロフェニル)プロパンのようなビス(ヒドロキシアリール)アルカン類;1,1−ビス(4−ヒドロキシフェニル)シクロペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサンのようなビス(ヒドロキシアリール)シクロアルカン類、4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルエーテルのようなジヒドロキシジアリールエーテル類;4,4’−ジヒドロキシジフェニルスルフィド、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルフィドのようなジヒドロキシジアリールスルフィド類;4,4’−ジヒドロキシジフェニルスルホキシド、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルホキシドのようなジヒドロキシジアリールスルホキシド類;4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルホンのようなジヒドロキシジアリールスルホン類等が挙げられる。
これらは単独または2種類以上混合して使用されるが、これらの他に、ピペラジン、ジピペリジルハイドロキノン、レゾルシン、4,4’−ジヒドロキシジフェニル等を混合して使用してもよい。
【0010】
さらに、ジヒドロキシジアリール化合物は、以下に示すような3価以上のフェノール化合物を適宜混合してもよい。3価以上のフェノールとしてはフロログルシン、4,6−ジメチル−2,4,6−トリ−(4−ヒドロキシフェニル)−ヘプテン−2、4,6−ジメチル−2,4,6−トリ−(4−ヒドロキシフェニル)−ヘプタン、1,3,5−トリ−(4−ヒドロキシフェニル)−ベンゾール、1,1,1−トリ−(4−ヒドロキシフェニル)−エタンおよび2,2−ビス−〔4,4−(4,4’−ジヒドロキシジフェニル)−シクロヘキシル〕−プロパン等が挙げられる。
【0011】
ポリカーボネート樹脂の粘度平均分子量は通常10,000〜100,000、好ましくは15,000〜35,000である。かかるポリカーボネート樹脂を製造するに際し、分子量調節剤、触媒等を必要に応じて使用することができる。
【0012】
(ABS樹脂)
ABS樹脂は、シアン化ビニル単量体、ゴム質重合体、および芳香族ビニル単量体が共重合した共重合体である。
【0013】
シアン化ビニル単量体としては、例えば、アクリロニトリル、メタアクリロニトリル等を挙げることができ、これらを一種または二種以上使用する。これらの組成比は特に制限されず、用途に応じて選択される。
【0014】
ゴム質重合体としては、ポリブタジエン、スチレン−ブタジエンのランダム共重合体およびブロック共重合体、該ブロック共重合体の水素添加物、アクリロニトリル−ブタジエン共重合体、ブタジエン−イソプレン共重合体等のジエン系ゴム、アクリル酸エステル−ブタジエン共重合体、ブチルアクリレートーブタジエン共重合体等のアクリル系弾性重合体、ブチレン−イソブレン共重合体等が挙げられ、これらを一種または二種以上の組合せで使用する。好ましくはポリブタジエンおよびスチレン−ブタジエン共重合体である。
【0015】
芳香族ビニル単量体としては、例えば、スチレン、α−メチルスチレン、o−,m−もしくはp−メチルスチレン、ビニルキシレン、モノクロロスチレン、ジクロロスチレン、モノブロモスチレン、ジブロモスチレン、フルオロスチレン、エチルスチレン、ビニルナフタレン等を挙げることができ、これらを一種または二種以上使用する。
【0016】
ABS樹脂には、ゴム質重合体、芳香族ビニル単量体、シアン化ビニル単量体の他に、これらの成分と共重合可能な単量体を、本発明の目的を損なわない範囲で含有してもよい。共重合可能な単量体としては、アクリル酸、メタアクリル酸等のα,β−不飽和カルボン酸、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチル(メタ)アクリレート、2−エチルヘキシルメタクリレート等のα、β−不飽和カルボン酸エステル類;無水マレイン酸、無水イタコン酸等のα、β−不飽和ジカルボン酸無水物類;マレイミド、N−メチルマレイミド、N−エチルマレイミド、N−フェニルマレイミド、N−o−クロロフェニルマレイミド等のα、β−不飽和ジカルボン酸のイミド化合物類;等を挙げることができ、これらの単量体を一種または二種以上で使用できる。
【0017】
ABS樹脂の製造方法については、特に制限はなく、塊状重合、溶液重合、塊状懸濁重合、懸濁重合、乳化重合等通常の公知の方法が用いられる。また、別々に共重合した樹脂をブレンドすることも可能である。
【0018】
ポリカーボネート樹脂とABS樹脂とのポリマーアロイには、ポリカーボネート樹脂が60〜99質量%、ABS樹脂が1〜40質量%の割合で含まれる。ポリカーボネート樹脂が上記の範囲より少ないと、耐熱性が低下して、紗のホットメルト溶着加工時や製品の使用環境の温度変化により、シートが変形する。また、耐燃性が低下し、さらにパンチング加工によって孔5にバリが生じる。ポリカーボネート樹脂が上記の範囲より多いと、パンチング加工によるパンチングシート20の反り、耐衝撃性の低下が生じる。
ABS樹脂が上記の範囲より少ないと、パンチング加工によるパンチングシート20の反り、及び耐衝撃性の低下が生じる。ABS樹脂が上記の範囲より多いと、耐熱性が低下して、紗のホットメルト溶着加工時や製品の使用環境温度変化により、シートが変形する。また、耐燃性が低下し、さらにパンチング加工によって孔5にバリが生じる。
【0019】
(その他の成分)
樹脂シート層1には、難燃性を目的として難燃剤が含まれていることが好ましい。難燃剤としては、例えば、リン酸エステル等のリン系難燃剤等が挙げられる。
具体的なリン酸エステル系化合物の例としては、トリメチルホスフェート、トリエチルホスフェート、トリブチルホスフェート、トリオクチルフォスフェート、トリブトキシエチルホスフェート、トリフェニルホスフェート、トリクレジルホスフェート、クレジルフェニルホスフェート、オクチルジフェニルホスフェート、ジイソプロピルフェニルホスフェート、トリス(クロロエチル)ホスフェート、トリス(ジクロロプロピル)ホスフェート、トリス(クロロプロピル)ホスフェート、ビス(2,3−ジブロモプロピル)−2,3−ジクロロプロピルホスフェート、トリス(2,3−ジブロモプロピル)ホスフェート、ビス(クロロプロピル)モノオクチルホスフェート、ビスフェノールAテトラフェニルジホスフェート、ビスフェノールAテトラクレジルジホスフェート、ビスフェノールAテトラキシリルジホスフェート、ヒドロキノンテトラフェニルジホスフェート、ヒドロキノンテトラクレジルジホスフェート、ヒドロキノンテトラキシリルジホスフェート、ビスフェノールAビスホスフェート、ヒドロキノンビスホスフェート、レゾルシンビスホスフェート、トリオキシベンゼントリホスフェートが挙げられる。なお、難燃剤は一種または二種以上使用できる。
【0020】
樹脂シート層1に難燃剤が含まれていることにより、近年、家電製品に要求される傾向にある高い難燃性を得ることができる。なお、難燃剤は樹脂シート層1に4〜25質量%の割合で含まれるのが好ましい。難燃剤が上記の範囲より少ないと、難燃性が充分に発揮できない。難燃剤が上記の範囲より多いと、耐熱性が低下する。また、耐衝撃性が低下することで、パンチング加工時にシートに割れが生じる。
【0021】
また、樹脂シート層1には、上記の各成分の他に、その物性を損なわない限りにおいて、顔料、染料、補強剤(タルク、マイカ、クレー、ガラス繊維、ガラスフレーク、ミルドガラス、炭素繊維、シリカ、ガラスビーズ、金属ファイバー、ウオラストナイト等)、着色剤(カーボンブラック、酸化チタン等)、耐熱剤,酸化劣化防止剤、耐候剤(紫外線吸収剤)、滑剤、離型剤、結晶核剤、可塑剤、流動性改良剤、帯電防止剤、無機および有機系抗菌剤等周知の添加剤を含ませてもよい。また、樹脂シート層の表層に、意匠性を持たせるために各種印刷を施してもよい。
【0022】
樹脂シート層1には、ポリカーボネート樹脂とABS樹脂とのポリマーアロイが、51質量%以上含まれるのが好ましい。特に好ましくは75質量%〜96質量%である。ポリマーアロイが上記の範囲を下回ると、パンチング加工性や寸法安定性が低下する。また、充分な鉛筆硬度が得られなくなるため、表面3に傷が生じやすくなる。
【0023】
ポリカーボネート樹脂、ABS樹脂、およびその他の成分を混合するための方法は特に制限されず、周知の方法が満足に使用できるが、好ましくは溶融混合法が用いられる。溶融の際、必要に応じて少量の溶剤を使用してもよい。
混合するための装置についても特に制限はないが、例えば、押出機、バンバリーミキサー、ローラー、ニーダー等を例として挙げることができる。なお、成分の混合順序は特に限定されない。
混合されたこれら成分の混合物をシート状に成型するための方法としては、例えば、カレンダ法、溶液流延法、インフレーション法、Tダイ法等が挙げられるが、好ましくはカレンダ法とTダイ法が用いられる。
得られる樹脂シート層1の厚みは、0.1mm〜0.5mmが好ましい。樹脂シートの厚みが上記範囲より下回ると、難燃性と耐衝撃性が低下する。樹脂シート層1の厚みが上記範囲より上回ると、パンチング加工性が低下する。
【0024】
(ハードコート層)
ハードコート層2を形成するハードコート成分としては、熱硬化性樹脂や熱可塑性樹脂等が挙げられる。
例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル樹脂;ポリイミド、ポリアミドイミド等のポリイミド樹脂;ポリアミド6、ポリアミド6,6、ポリアミド12、ポリアミド11等のポリアミド樹脂;ポリフッ化ビニリデン、ポリフッ化ビニル、ポリテトラフルオロエチレン、エチレンテトラフルオロエチレンコポリマー、ポリクロロトリフルオロエチレン等のフッ素樹脂;ポリビニルアルコール、ポリビニルエーテル、ポリビニルブチラール、ポリ酢酸ビニル、ポリ塩化ビニル等のビニル樹脂;エポキシ樹脂;オキセタン樹脂;キシレン樹脂;アラミド樹脂;ポリイミドシリコーン樹脂;ポリウレタン樹脂;ポリウレア樹脂;メラミン樹脂;フェノール樹脂;ポリエーテル樹脂;ウレタンアクリレート樹脂;ポリエステルアクリレート樹脂;エポキシアクリレート樹脂;アクリル樹脂;およびこれらの共重合体等が挙げられ、これらを一種以上用いることができる。この中でも、容易に混合できることから、ポリウレタン樹脂、ポリエステル樹脂、ウレタンアクリレート樹脂、ポリエステルアクリレート樹脂、エポキシアクリレート樹脂、アクリル樹脂、ポリアミド樹脂、ポリイミド樹脂、エポキシ樹脂、ポリイミドシリコーン樹脂が好ましく、ポリエステル樹脂、ポリウレタン樹脂、アクリル樹脂が特に好ましい。
ハードコート層2は、表面樹脂の硬度、クラック性、樹脂層への密着性の点から、特に好ましいハードコート成分であるポリエステル樹脂を20〜40質量%、ポリウレタン樹脂を20〜40質量%、アクリル樹脂を20〜40質量%、および光重合開始剤1〜5質量%で構成されるのが好ましい。
【0025】
ハードコート成分は、有機溶剤に溶解されていてもよく、スルホ基やカルボキシ基等の官能基が付与されて水溶液化されていてもよいし、乳化等水に分散されていてもよい。また、ハードコート成分には、必要に応じて、架橋剤、重合開始剤等の硬化剤、重合促進剤、溶媒、粘度調整剤等を加えて使用することができる。
【0026】
ハードコート成分には、上記の樹脂に加え、熱エネルギーおよび/または光エネルギーによって硬化する液状重合体を含むことが好ましい。
ここで、熱エネルギーにより硬化する液状重合体としては、反応型重合体および自己架橋型重合体が挙げられる。
反応型重合体は、置換基を有する単量体が重合した重合体であり、置換基としては、ヒドロキシ基、カルボキシ基、酸無水物、オキセタン系、グリシジル基、アミノ基等が挙げられる。具体的な単量体としては、エチレングリコール、ジエチレングリコール、ジプロピレングリコール、グリセリン等の多官能アルコール、マロン酸、コハク酸、グルタミン酸、ピメリン酸、アスコルビン酸、フタル酸、アセチルサルチル酸、アジピン酸、イソフタル酸、安息香酸、m−トルイル酸等のカルボン酸化合物、無水マレイン酸、無水フタル酸、ドデシル無水コハク酸、ジクロル無水マレイン酸、テトラクロル無水フタル酸、テトラヒドロ無水フタル酸、無水ピメリット酸等の酸無水物、3,3−ジメチルオキセタン、3,3−ジクロロメチルオキセタン、3−メチル−3−ヒドロキシメチルオキセタン、アジドメチルメチルオキセタン等のオキセタン化合物、ビスフェノールAジグリシジルエーテル、ビスフェノールFジグリシジルエーテル、フェノールノボラックポリグリシジルエーテル、N,N−ジグリシジル−p−アミノフェノールグリシジルエーテル、テトラブロモビスフェノールAジグリシジルエーテル、2,2−ビス(4−グリシジルオキシシクロヘキシル)プロパン等のグリシジルエーテル化合物、N,N−ジグリシジルアニリン、テトラグリシジルジアミノジフェニルメタン、N,N,N,N−テトラグリシジル−m−キシリレンジアミン、トリグリシジルイソシアヌレート、N,N−ジグリシジル−5,5−ジアルキルヒダントイン等のグリシジルアミン化合物、ジエチレントリアミン、トリエチレンテトラミン、ジメチルアミノプロピルアミン、N−アミノエチルピペラジン、ベンジルジメチルアミン、トリス(ジメチルアミノメチル)フェノール、DHP30−トリ(2−エチルヘクソエート)、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホン、ジシアンジアミド、三フッ化ホウ素、モノエチルアミン、メタンジアミン、キシレンジアミン、エチルメチルイミダゾール等のアミン化合物、1分子中に2個以上のオキシラン環を含む化合物のうち、ビスフェノールAのエピクロロヒドリンによるグリシジル化合物、あるいはその類似物が挙げられる。
【0027】
反応型重合体においては、少なくとも2官能以上の架橋剤を使用する。その架橋剤としては、例えば、メラミン樹脂、エポキシ樹脂、金属酸化物等が挙げられる。金属酸化物としては、塩基性金属化合物のAl(OH)3、Al(OOC・CH3)2(OOCH)、Al(OOC・CH3)2、ZrO(OCH3)、Mg(OOC・CH3)、Ca(OH)2、Ba(OH)3等を適宜使用できる。
【0028】
自己架橋型重合体は、加熱により官能基同士で自己架橋するものであり、例えば、グリシジル基とカルボキシ基を含むもの、あるいは、N−メチロールとカルボキシ基の両方を含むもの等が挙げられる。
【0029】
光エネルギーによって硬化する液状重合体としては、例えば、ポリエステル、エポキシ樹脂、オキセタン樹脂、ポリアクリル、ポリウレタン、ポリイミド、ポリアミド、ポリアミドイミド、ポリイミドシリコーン等のオリゴマーまたはプレポリマーが挙げられる。
光エネルギーによって硬化する液状重合体を構成する単量体単位としては、例えば、ビスフェノールA・エチレンオキサイド変性ジアクリレート、ジペンタエリスリトールヘキサ(ペンタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタアクリレート、ジプロピレングリコールジアクリレート、トリメチロールプロパントリアクリレート、グリセリンプロポキシトリアクリレート、4−ヒドロキシブチルアクリレート、1,6−ヘキサンジオールジアクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリレート、イソボルニルアクリレート、ポリエチレングリコールジアクリレート、ペンタエリスリトールトリアクリレート、テトラヒドロフルフリルアクリレート、トリメチロールプロパントリアクリレート、トリプロピレングリコールジアクリレート等のアクリレート類;テトラエチレングリコールジメタクリレート、アルキルメタクリレート、アリルメタクリレート、1,3−ブチレングリコールジメタクリレート、n−ブチルメタクリレート、ベンジルメタクリレート、シクロヘキシルメタクリレート、ジエチレングリコールジメタクリレート、2−エチルヘキシルメタクリレート、グリシジルメタクリレート、1,6−ヘキサンジオールジメタクリレート、2−ヒドロキシエチルメタクリレート、イソボルニルメタクリレート、ラウリルメタクリレート、フェノキシエチルメタクリレート、t−ブチルメタクリレート、テトラヒドロフルフリルメタクリレート、トリメチロールプロパントリメタクリレート等のメタクリレート類;アリルグリシジルエーテル、ブチルグリシジルエーテル、高級アルコールグリシジルエーデル、1,6−ヘキサンジオールグリシジルエーテル、フェニルグリシジルエーテル、ステアリルグリシジルエーテル等のグリシジルエーテル類;ダイアセトンアクリルアミド、N,N−ジメチルアクリルアミド、ジメチルアミノプロピルアクリルアミド、ジメチルアミノプロピルメタクリルアミド、メタクリルアミド、N−メチロールアクリルアミド、N,N−ジメチルアクリルアミド、アクリロイルモルホリン、N−ビニルホルムアミド、N−メチルアクリルアミド、N−イソプロピルアクリルアミド、N−t−ブチルアクリルアミド、N−フェニルアクリルアミド、アクリロイルピペリジン、2−ヒドロキシエチルアクリルアミド等のアクリル(メタクリル)アミド類;2−クロロエチルビニルエーテル、シクロヘキシルビニルエーテル、エチルビニルエーテル、ヒドロキシブチルビニルエーテル、i−ブチルビニルエーテル、トリエチレングリコールビニルエーテル等のビニルエーテル類;酪酸ビニル、モノクロロ酢酸ビニル、ピバリン酸ビニル等のカルボン酸ビニルエステル類の単官能モノマー並びに多官能モノマーが挙げられる。
【0030】
光エネルギーによって硬化する液状重合体は、光重合開始剤によって硬化する。その光重合開始剤としては、アセトフェノン類、ベンゾフェノン類、ミヒラーベンゾイルベンゾエート、α−アミロキシムエステル、テトラメチルチウラムモノサルファイド、チオキサントン類等が挙げられる。さらに、光増感剤として、n−ブチルアミン、トリエチルアミン、トリ−n−ブチルホスフィン等を混合できる。
また、カチオン重合開始剤としては、アリールジアゾニウム塩類、ジアリールハロニウム塩類、トリフェニルスルホニウム塩類、シラノール/アルミニウムキレート、α−スルホニルオキシケトン類等が挙げられる。
【0031】
ハードコート層2の厚みとしては、2〜10μmが好ましい。より好ましくは3〜 8μmである。ハードコート層2の厚みが上記範囲より下回ると、表面3に傷が付きやすく、ハードコート層2の厚みが上記範囲より上回ると、パンチング加工の際、ハードコート層2にクラックが生じる。
ハードコート層2の表面3の鉛筆硬度は、HB〜3Hが好ましい。より好ましくはH〜2Hである。鉛筆硬度が上記範囲より柔らかいと、表面に傷が生じやすく、鉛筆硬度が上記範囲より硬いと、パンチング加工時にクラックが生じる。
【0032】
本発明のパンチング用シート10は、ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層1表面に、ハードコート層2を設けた後に、ハードコート層2の表面に鏡面仕上げ処理を施すことで製造される。なお、ハードコート層2のような薄膜の形成方法は、当業者にとって周知のグラビア印刷等によって行われる。
【0033】
(鏡面仕上げ処理)
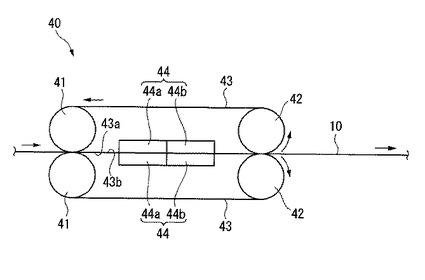
鏡面仕上げ処理の方法としては、公知の方法を用いることができるが、例えば、図3に示すような鏡面仕上げ処理手段40を用いて鏡面仕上げ処理を施すことができる。
鏡面仕上げ処理手段40は、連続したシート等に対して、鏡面仕上げ処理を連続して施すことができる。鏡面仕上げ処理手段40は、所定の温度に加熱された一対の加熱ロール41と、加熱ロール41の後段に位置する所定の温度以下に制御された一対の冷却ロール42と、加熱ロール41と冷却ロール42の同一側にそれぞれ掛け回された一対の無端金属ベルト43とを備えている。
ここで、無端金属ベルト43の対向する表面は、互いに所定の間隔を有して配置されているとともに、それぞれ鏡面仕上げされたステンレス製の押圧面43a,43bになっている。また、この鏡面仕上げ処理手段40には、炭化水素合成油のような流体圧力媒体の圧入により、これら押圧面43a、43b同士が近づくように作用する一対の加圧手段44がさらに備えられていて、圧入する流体圧力媒体の供給量を変化させることにより押圧面43a、43b同士を近づける際の圧力を制御でき、流体圧力媒体の温度を変化させることにより押圧面43a、43bの表面温度を制御できるようになっている。なお、加圧手段44は、前段側44aと後段側44bに2分割されていて、各々について流体圧力媒体の供給量および温度を独立に制御できるようになっている。
【0034】
パンチング用シート10は、鏡面仕上げ処理手段40の図面左側から送入され、押圧面43a、43bの間に挟持されるように図面右側に向かって進む。その過程において、パンチング用シート10は無端金属ベルト43により130〜200℃程度まで均一に加熱される。次いで、ポリカーボネート樹脂とABS樹脂とのポリマーアロイの熱変形温度以下である60℃に温度制御された押圧面43a、43b同士が接近してパンチング用シート10を挟持し、1.8〜3.5MPa程度の圧力で押圧、成形するとともに冷却する。
【0035】
次いで、パンチング用シート10は、押圧面43a、43bに挟持された状態で一対の冷却ロール42側に送られ、冷却ロール42によって70℃以下まで均一に冷却されてから、鏡面仕上げ処理手段40から送出される。
このようにして鏡面仕上げが施されたパンチング用シート10の表面3および裏面4は、60度鏡面光沢度が180〜250程度の高い光沢度を備えている。
その後、パンチング用シート10は、さらに所定の加工工程を経る等してから、ロール状に巻き取られる、あるいは所望の寸法に裁断される。
【0036】
パンチング用シート10には、鏡面仕上げされた表面3あるいは裏面4、およびその両方に、輸送時の摩擦等による傷を避けるため、保護用のマスキングフィルムを貼着してもよい。マスキングフィルムは、パンチング加工の際に、離脱可能なように貼着される。
また、パンチング用シート10には、パンチング加工の妨げにならない限りにおいて、裏面4上に紗等のホコリ防止材を貼着する、あるいは粘着層を設ける等、所望の追加加工を行ってもよい。
【0037】
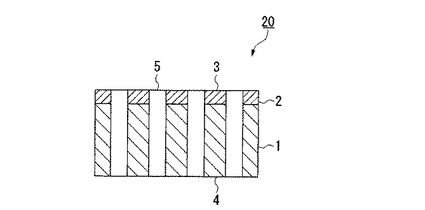
パンチング用シート10は、例えば、連続送り機構を備えたパンチングマシーンと呼ばれるプレス機等によってパンチング加工が施され、図2に示すような孔5を設けたパンチングシート20となる。なお、孔5の孔径および孔5同士の間隔は特に限定されず、適宜決められる。パンチング用シート10は、加工性に優れたポリカーボネート樹脂とABS樹脂とのポリマーアロイを用いているため、反りが少なく、0.3mm径もの微細な孔5を、正確な形状に開けることができる。
このようにして得られるパンチングシート20は、主にテレビ等の家電製品のスピーカー前面シートとして用いられる。他にも、家電製品内部の放熱や換気を行うための通風手段、あるいは照明器具のシェード等、微細な孔を活かした様々な用途に用いることができる。
【0038】
本発明のパンチング用シート10は、樹脂シート層1の主成分にポリカーボネート樹脂とABS樹脂とのポリマーアロイを用いているため、パンチング加工において反りを生じることなく、0.3mm径もの微細な孔を開けることができる。また、孔の断面が均一で、孔のバリの発生のない正確な形状の孔を得ることができ、パンチング加工性に優れている。
また、本発明のパンチング用シート10は、樹脂シート層1の主成分にポリカーボネート樹脂とABS樹脂を用いているため、温度や湿度の影響を受けにくく、寸法安定性に優れている。
また、パンチング用シート10の樹脂シート層1は鉛筆硬度Bを有しており、このままでは傷に弱いが、樹脂シート層1上にハードコート層2を設けることで、表面3の鉛筆硬度をH程度にしている。したがって、本発明のパンチング用シート10は、表面3に傷が生じにくい。
本発明のパンチング用シート10は、優れた光沢感を有するので、これを用いたスピーカー前面シートは、優れた光沢感を有した家電製品のキャビネットとデザインの統一が図り易く、家電製品の高級感を演出できる。
本発明のパンチング用シート10は、難燃剤を含むことによって、優れた難燃性を得ることができる。
【実施例】
【0039】
次に、実施例を用いて本発明をさらに詳しく説明するが、本発明はこれら実施例に限定されるものではない。
<パンチング用シートの作製>
(実施例1)
表1に示す樹脂シート層1の材料をミキサーにより充分に混合し、さらに押出機を用いて均一分散してから、溶融した樹脂をカレンダ加工機に投入することにより、所定の厚さ0.25mmのパンチング用シート10の樹脂シート層1を成形した。
さらに、この樹脂シート層1からなるシートの片面に、表1に示すハードコート層2の材料からなる配合物を、グラビア印刷機を使用して塗布し、さらに紫外線ランプによる紫外線照射を行うことによって硬化を促進し、樹脂シート層1に厚さ5μmのハードコート層2を成形した。次いで、このシートを図3の鏡面仕上げ処理手段処理手段40を用いて、160℃の温度条件下で鏡面化されたステンレス面を転写した後、60℃に冷却することによってパンチング用シート10を得た。このパンチング用シート10を用いて、以下に示す評価を行った。結果を表2に示す。なお、表1における材料の詳細は次の通りである。
ポリカーボネート樹脂:住友ダウ社製、303−10
ABS樹脂:日本エイアンドエル社製、ET−70
PET樹脂:三井化学社製、J125
リン系難燃剤:大八化学工業社製、CR−741
着色剤:電気化学工業社製、カーボンブラック
ウレタンアクリレート:荒川化学工業社製、ビームセット575
ポリエステルアクリレート:荒川化学工業社製、ビームセット700
アクリル樹脂:荒川化学工業社製、ビームセット243NS
光重合開始剤:十条ケミカル社製、SR−PI714
【0040】
(実施例2〜6、比較例1〜5)
表1に示した材料を用い、実施例1と同じ方法により実施例2〜6、比較例1〜5のパンチング用シート10を得て、以下に示す評価を行った。結果を表2に示す。
【0041】
<寸法安定性>
パンチング用シート10を140℃で10分間加熱した後、パンチング用シート10の寸法変化が3%以下の場合を「○」、3%を超える場合を「×」とした。
<パンチング加工後のシートの反り>
φ0.3mmの穴加工を行ったパンチングシート20を、大きさ30cm×30cmに切断し、このシートを平滑な面に置いて、反りが少なければ「○」、反りが大きければ「×」として、パンチング加工性の指標の一つとした。
<孔のバリ>
パンチング用シート10にφ0.3mmの孔加工を行って、パンチングシート20を作製し、孔5の縁を目視にて確認し、バリがない場合を「○」、バリがある場合を「×」として、パンチング加工性の指標の一つとした。
<難燃性>
UL94燃焼試験により、パンチング用シート10に対して水平燃焼試験合格または薄物垂直燃焼試験を行い、合格を「○」、不合格を「×」とした。
<耐熱性>
60℃にパンチング用シート10を10分間加熱した後、パンチング用シート10に変形がない場合を「○」、変形がある場合を「×」とした。
【0042】
<パンチング時のシート割れ>
パンチング用シート10にφ0.3mmの穴加工を行い、得られたパンチングシート20に割れが生じなかった場合を「○」、割れが生じた場合を「×」とした。
<パンチングシート表面のクラック>
パンチング用シート10にφ0.3mmの穴加工を行い、得られたパンチングシート20の表面3にクラックが生じなかった場合を「○」、クラックが生じた場合を「×」とした。
<パンチング用シート表面の鉛筆硬度>
JIS K 5400によって、パンチング用シート10の表面3の鉛筆硬度を測定した。この鉛筆硬度は、表面3の傷の付きやすさの指標とした。
<樹脂層へのハードコート層の密着性>
JIS K 5600によって、樹脂シート層1へのハードコート層2の密着性を測定した。密着性が良好な場合を「○」、密着性が悪い場合を「×」とした。
【0043】
【表1】

【0044】
【表2】
【0045】
(評価)
各実施例は、パンチング用シート10の樹脂シート層1に、ポリカーボネート樹脂とABS樹脂とのポリマーアロイが本発明の含有量の範囲内で含まれているため、表2に示すように、寸法安定性に優れ、かつパンチング加工性(パンチング加工後のシートの反り、孔のバリ)も良好であった。
なお、ポリマーアロイ100質量%中におけるポリカーボネート樹脂とABS樹脂との割合は、実施例1、3〜6では、ポリカーボネート樹脂89.89質量%、ABS樹脂10.11質量%であり、実施例2では、ポリカーボネート樹脂81.64質量%、ABS樹脂18.36質量%であり、いずれも本発明の範囲(ポリカーボネート樹脂60〜99質量%、ABS樹脂1〜40質量%)内である。
実施例1は、難燃剤及びハードコート成分等が好ましい含有量の範囲内で配合されているため、全ての評価項目で良好な結果を示した。
実施例2は、樹脂シート層1に対するポリマーアロイの量が少ない例であり、耐熱性、およびパンチングによるシート表面3の割れが生じたものの、他の評価は良好であった。
実施例3〜6は、ハードコート層2に配合する各材料の含有量を変化させた例である。実施例3〜6の評価結果によって、パンチングシート表面のクラック、および樹脂シート層へのハードコート層の密着性、鉛筆硬度は、ハードコート層2に配合される材料(ハードコート成分)の選択、及びその含有割合に左右されると確認された。
【0046】
一方、各比較例は、寸法安定性、パンチング加工後のシートの反り、孔のバリのうち、1項目以上で「×」と評価されたことで、寸法安定性あるいはパンチング加工性に劣ることが確認された。
比較例1は、樹脂シート層1にABS樹脂を加えなかった例であり、寸法安定性に劣り、パンチング加工後のシートの反り、および孔のバリが生じたことで、パンチング加工性に劣ると判断された。よって、良好な寸法安定性が得られ、かつパンチングシート20の反りと孔5のバリを生じさせないためには、ポリカーボネート樹脂のみではなく、ABS樹脂を含む必要があることが示唆された。
比較例2は、樹脂シート層1にPET樹脂を用いた例であり、寸法安定性に劣っていた。また、鉛筆硬度が2Hと硬いため、パンチングシート表面のクラックが生じた。よって、良好な寸法安定性、および鉛筆硬度を有し、かつパンチングシート表面のクラックを生じさせないためには、樹脂シート層1にポリカーボネート樹脂、ABS樹脂を含む必要があることが示唆された。また、比較例2は、かつハードコート層2にリン系難燃剤を加えておらず、難燃性にも劣っており、これを改善するには、難燃剤を配合するのが好ましいことが示唆された。
比較例3は、樹脂シート層1の樹脂成分をポリカーボネート樹脂のみとし、ABS樹脂を加えなかった例であり、また、パンチング加工後のシートの反り、および孔のバリが生じたことで、パンチング加工性に劣ると判断された。よって、パンチング加工後のシートの反り、および孔のバリを生じさせないためには、樹脂シート層10にABS樹脂を配合する必要があることが示唆された。
【0047】
比較例4は、樹脂シート層1にポリカーボネート樹脂を加えず、ABS樹脂のみとした例であり、孔のバリが生じ、難燃性、耐熱性に劣っていた。孔のバリを生じさせず、良好な難燃性および耐熱性を得るには、樹脂シート層1にABS樹脂だけではなく、ポリカーボネート樹脂を加える必要があることが示唆された。
比較例5は、ポリカーボネート樹脂とABS樹脂とのポリマーアロイを含むものの、ポリマーアロイ100質量%に対して、ポリカーボネート樹脂、ABS樹脂それぞれ44.5質量%と、本発明の含有範囲外で配合した例であり、孔のバリ、難燃性、耐熱性に劣ると判断された。
【0048】
以上のように、樹脂シート層1にポリカーボネート樹脂とABS樹脂を用い、かつそれらの成分を本発明に示す含有量の範囲内にすることにより、パンチング加工性が良好で、かつ寸法安定性に優れたパンチング用シート10が得られることが確認された。また、樹脂シート層1およびハードコート層2を構成する各材料の配合量を、本発明の好ましい範囲内にすることで、パンチング用シート表面の鉛筆硬度、難燃性等の各種特性も向上することが確認された。
【産業上の利用可能性】
【0049】
本発明によると、パンチング加工性が良好で、傷が生じにくく、かつ寸法安定性に優れたパンチング用シートおよびパンチング用シートの製造方法を提供することができる。
【図面の簡単な説明】
【0050】
【図1】本発明のパンチング用シートの部分断面図。
【図2】本発明のパンチング用シートから得られるパンチングシートの部分断面図。
【図3】本発明のパンチング用シート表面に鏡面仕上げ処理を施すための鏡面仕上げ処理手段の概略模式図。
【符号の説明】
【0051】
1 樹脂シート層
2 ハードコート層
3 表面
4 裏面
5 孔
10 パンチング用シート
20 パンチングシート
40 鏡面仕上げ処理手段
【技術分野】
【0001】
本発明は、例えば、スピーカーを備えた家電製品等の機器において、スピーカーの出力部を覆うスピーカー前面シートに用いるためのパンチング用シートに関する。
【背景技術】
【0002】
従来、テレビ、オーディオ機器類等のスピーカー部の前面に使われるスピーカー前面シートとして、樹脂シートに微細な孔を多数設けたパンチングシートが用いられている(特許文献1、特許文献2参照)。
家電製品を構成する部品であるスピーカー前面シートには、優れた寸法安定性が求められる。また、スピーカー前面シートは、外部に面して家電製品に取り付けられるため、その表面には傷を付き難くするためのハードコート層が設けられている。
【0003】
近年、デザイン性を重視する薄型テレビ等においては、音質を確保しつつより一体感のあるデザインを得るべく、従来の孔(約0.5mm径)より小さい、0.3mm径の孔を開けることのできるパンチング用シートが要求されている。孔が微細であればあるほど、キャビネットにスピーカー前面シートを違和感なく組み合わせることができるため、スピーカーの存在を意識させることのない、より自由度の高いデザインが可能となる。
【特許文献1】特開平7−30989号公報
【特許文献2】登録実用新案第2567211号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来、パンチング用シートには、PET(ポリエチレンテレフタレート)やPC(ポリカーボネート)を主成分とした樹脂シート等が広く用いられていた。
しかしながら、これら従来の樹脂シートには、0.3mm径もの微細な孔を正確な形状にパンチングできなかった。例えば、PETでは、0.5mm径のパンチングは可能であるものの、0.3mm径ではパンチングの際にクラックが生じてしまう。PCは、パンチングの際にシートに反りが発生しやすく、パンチング加工性に劣る。また、孔にバリが生じやすく、孔の断面が不均一になりやすい。したがって、0.3mm径もの微細なパンチング加工ができないため、パンチング加工性に劣る。
また、PETは温度や湿度による寸法変化が大きいため、寸法安定性に問題があった。PCは、鉛筆硬度が3Bと柔らかいため、ハードコート層を設けても鉛筆硬度がHにならず、傷を生じ易いという欠点があった。
本発明は、上記事情に鑑みてなされたものであって、パンチング加工性が良好で、表面に傷が生じにくく、かつ寸法安定性に優れたパンチング用シートおよびその製造方法を目的とする。
【課題を解決するための手段】
【0005】
上記の課題を達成するために、本発明は以下の構成および製造方法を採用した。
[1] ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層と、ハードコート層とを有し、該ポリマーアロイに該ポリカーボネート樹脂が60〜99質量%、該ABS樹脂が1〜40質量%含まれることを特徴とするパンチング用シート。
[2] 前記樹脂シート層に難燃剤が含まれることを特徴とする[1]に記載のパンチング用シート。
[3] ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シートに、ハードコート層を設けた後に、鏡面仕上げ処理を施すことを特徴とするパンチング用シートの製造方法。
【発明の効果】
【0006】
本発明によると、パンチング加工性が良好で、表面に傷が生じにくく、かつ寸法安定性に優れたパンチング用シートおよびパンチング用シートの製造方法を提供することができる。
【発明を実施するための最良の形態】
【0007】
図1に示すように、本発明の実施形態例であるパンチング用シート10は、ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層1と、ハードコート層2とを有している。なお、パンチング用シート10にパンチング加工が施されてスピーカー前面シートとして利用される場合、表面3が外部に面し、裏面4がスピーカーに面することとなる。
【0008】
(ポリカーボネート樹脂)
ポリカーボネート樹脂は、種々のジヒドロキシジアリール化合物とホスゲンとを反応させるホスゲン法、またはジヒドロキシジアリール化合物と、ジフェニルカーボネート等の炭酸エステルとを反応させるエステル交換法によって得られる重合体である。
代表的なポリカーボネート樹脂としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(ビスフェノールA)から製造されたポリカーボネート樹脂が挙げられる。
【0009】
ジヒドロキシジアリール化合物としては、ビスフェノールAの他に、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)オクタン、ビス(4−ヒドロキシフェニル)フェニルメタン、2,2−ビス(4−ヒドロキシフェニル−3−メチルフェニル)プロパン、1,1−ビス(4−ヒドロキシ−3−第三ブチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3−ブロモフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジブロモフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジクロロフェニル)プロパンのようなビス(ヒドロキシアリール)アルカン類;1,1−ビス(4−ヒドロキシフェニル)シクロペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサンのようなビス(ヒドロキシアリール)シクロアルカン類、4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルエーテルのようなジヒドロキシジアリールエーテル類;4,4’−ジヒドロキシジフェニルスルフィド、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルフィドのようなジヒドロキシジアリールスルフィド類;4,4’−ジヒドロキシジフェニルスルホキシド、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルホキシドのようなジヒドロキシジアリールスルホキシド類;4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシ−3,3’−ジメチルジフェニルスルホンのようなジヒドロキシジアリールスルホン類等が挙げられる。
これらは単独または2種類以上混合して使用されるが、これらの他に、ピペラジン、ジピペリジルハイドロキノン、レゾルシン、4,4’−ジヒドロキシジフェニル等を混合して使用してもよい。
【0010】
さらに、ジヒドロキシジアリール化合物は、以下に示すような3価以上のフェノール化合物を適宜混合してもよい。3価以上のフェノールとしてはフロログルシン、4,6−ジメチル−2,4,6−トリ−(4−ヒドロキシフェニル)−ヘプテン−2、4,6−ジメチル−2,4,6−トリ−(4−ヒドロキシフェニル)−ヘプタン、1,3,5−トリ−(4−ヒドロキシフェニル)−ベンゾール、1,1,1−トリ−(4−ヒドロキシフェニル)−エタンおよび2,2−ビス−〔4,4−(4,4’−ジヒドロキシジフェニル)−シクロヘキシル〕−プロパン等が挙げられる。
【0011】
ポリカーボネート樹脂の粘度平均分子量は通常10,000〜100,000、好ましくは15,000〜35,000である。かかるポリカーボネート樹脂を製造するに際し、分子量調節剤、触媒等を必要に応じて使用することができる。
【0012】
(ABS樹脂)
ABS樹脂は、シアン化ビニル単量体、ゴム質重合体、および芳香族ビニル単量体が共重合した共重合体である。
【0013】
シアン化ビニル単量体としては、例えば、アクリロニトリル、メタアクリロニトリル等を挙げることができ、これらを一種または二種以上使用する。これらの組成比は特に制限されず、用途に応じて選択される。
【0014】
ゴム質重合体としては、ポリブタジエン、スチレン−ブタジエンのランダム共重合体およびブロック共重合体、該ブロック共重合体の水素添加物、アクリロニトリル−ブタジエン共重合体、ブタジエン−イソプレン共重合体等のジエン系ゴム、アクリル酸エステル−ブタジエン共重合体、ブチルアクリレートーブタジエン共重合体等のアクリル系弾性重合体、ブチレン−イソブレン共重合体等が挙げられ、これらを一種または二種以上の組合せで使用する。好ましくはポリブタジエンおよびスチレン−ブタジエン共重合体である。
【0015】
芳香族ビニル単量体としては、例えば、スチレン、α−メチルスチレン、o−,m−もしくはp−メチルスチレン、ビニルキシレン、モノクロロスチレン、ジクロロスチレン、モノブロモスチレン、ジブロモスチレン、フルオロスチレン、エチルスチレン、ビニルナフタレン等を挙げることができ、これらを一種または二種以上使用する。
【0016】
ABS樹脂には、ゴム質重合体、芳香族ビニル単量体、シアン化ビニル単量体の他に、これらの成分と共重合可能な単量体を、本発明の目的を損なわない範囲で含有してもよい。共重合可能な単量体としては、アクリル酸、メタアクリル酸等のα,β−不飽和カルボン酸、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチル(メタ)アクリレート、2−エチルヘキシルメタクリレート等のα、β−不飽和カルボン酸エステル類;無水マレイン酸、無水イタコン酸等のα、β−不飽和ジカルボン酸無水物類;マレイミド、N−メチルマレイミド、N−エチルマレイミド、N−フェニルマレイミド、N−o−クロロフェニルマレイミド等のα、β−不飽和ジカルボン酸のイミド化合物類;等を挙げることができ、これらの単量体を一種または二種以上で使用できる。
【0017】
ABS樹脂の製造方法については、特に制限はなく、塊状重合、溶液重合、塊状懸濁重合、懸濁重合、乳化重合等通常の公知の方法が用いられる。また、別々に共重合した樹脂をブレンドすることも可能である。
【0018】
ポリカーボネート樹脂とABS樹脂とのポリマーアロイには、ポリカーボネート樹脂が60〜99質量%、ABS樹脂が1〜40質量%の割合で含まれる。ポリカーボネート樹脂が上記の範囲より少ないと、耐熱性が低下して、紗のホットメルト溶着加工時や製品の使用環境の温度変化により、シートが変形する。また、耐燃性が低下し、さらにパンチング加工によって孔5にバリが生じる。ポリカーボネート樹脂が上記の範囲より多いと、パンチング加工によるパンチングシート20の反り、耐衝撃性の低下が生じる。
ABS樹脂が上記の範囲より少ないと、パンチング加工によるパンチングシート20の反り、及び耐衝撃性の低下が生じる。ABS樹脂が上記の範囲より多いと、耐熱性が低下して、紗のホットメルト溶着加工時や製品の使用環境温度変化により、シートが変形する。また、耐燃性が低下し、さらにパンチング加工によって孔5にバリが生じる。
【0019】
(その他の成分)
樹脂シート層1には、難燃性を目的として難燃剤が含まれていることが好ましい。難燃剤としては、例えば、リン酸エステル等のリン系難燃剤等が挙げられる。
具体的なリン酸エステル系化合物の例としては、トリメチルホスフェート、トリエチルホスフェート、トリブチルホスフェート、トリオクチルフォスフェート、トリブトキシエチルホスフェート、トリフェニルホスフェート、トリクレジルホスフェート、クレジルフェニルホスフェート、オクチルジフェニルホスフェート、ジイソプロピルフェニルホスフェート、トリス(クロロエチル)ホスフェート、トリス(ジクロロプロピル)ホスフェート、トリス(クロロプロピル)ホスフェート、ビス(2,3−ジブロモプロピル)−2,3−ジクロロプロピルホスフェート、トリス(2,3−ジブロモプロピル)ホスフェート、ビス(クロロプロピル)モノオクチルホスフェート、ビスフェノールAテトラフェニルジホスフェート、ビスフェノールAテトラクレジルジホスフェート、ビスフェノールAテトラキシリルジホスフェート、ヒドロキノンテトラフェニルジホスフェート、ヒドロキノンテトラクレジルジホスフェート、ヒドロキノンテトラキシリルジホスフェート、ビスフェノールAビスホスフェート、ヒドロキノンビスホスフェート、レゾルシンビスホスフェート、トリオキシベンゼントリホスフェートが挙げられる。なお、難燃剤は一種または二種以上使用できる。
【0020】
樹脂シート層1に難燃剤が含まれていることにより、近年、家電製品に要求される傾向にある高い難燃性を得ることができる。なお、難燃剤は樹脂シート層1に4〜25質量%の割合で含まれるのが好ましい。難燃剤が上記の範囲より少ないと、難燃性が充分に発揮できない。難燃剤が上記の範囲より多いと、耐熱性が低下する。また、耐衝撃性が低下することで、パンチング加工時にシートに割れが生じる。
【0021】
また、樹脂シート層1には、上記の各成分の他に、その物性を損なわない限りにおいて、顔料、染料、補強剤(タルク、マイカ、クレー、ガラス繊維、ガラスフレーク、ミルドガラス、炭素繊維、シリカ、ガラスビーズ、金属ファイバー、ウオラストナイト等)、着色剤(カーボンブラック、酸化チタン等)、耐熱剤,酸化劣化防止剤、耐候剤(紫外線吸収剤)、滑剤、離型剤、結晶核剤、可塑剤、流動性改良剤、帯電防止剤、無機および有機系抗菌剤等周知の添加剤を含ませてもよい。また、樹脂シート層の表層に、意匠性を持たせるために各種印刷を施してもよい。
【0022】
樹脂シート層1には、ポリカーボネート樹脂とABS樹脂とのポリマーアロイが、51質量%以上含まれるのが好ましい。特に好ましくは75質量%〜96質量%である。ポリマーアロイが上記の範囲を下回ると、パンチング加工性や寸法安定性が低下する。また、充分な鉛筆硬度が得られなくなるため、表面3に傷が生じやすくなる。
【0023】
ポリカーボネート樹脂、ABS樹脂、およびその他の成分を混合するための方法は特に制限されず、周知の方法が満足に使用できるが、好ましくは溶融混合法が用いられる。溶融の際、必要に応じて少量の溶剤を使用してもよい。
混合するための装置についても特に制限はないが、例えば、押出機、バンバリーミキサー、ローラー、ニーダー等を例として挙げることができる。なお、成分の混合順序は特に限定されない。
混合されたこれら成分の混合物をシート状に成型するための方法としては、例えば、カレンダ法、溶液流延法、インフレーション法、Tダイ法等が挙げられるが、好ましくはカレンダ法とTダイ法が用いられる。
得られる樹脂シート層1の厚みは、0.1mm〜0.5mmが好ましい。樹脂シートの厚みが上記範囲より下回ると、難燃性と耐衝撃性が低下する。樹脂シート層1の厚みが上記範囲より上回ると、パンチング加工性が低下する。
【0024】
(ハードコート層)
ハードコート層2を形成するハードコート成分としては、熱硬化性樹脂や熱可塑性樹脂等が挙げられる。
例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル樹脂;ポリイミド、ポリアミドイミド等のポリイミド樹脂;ポリアミド6、ポリアミド6,6、ポリアミド12、ポリアミド11等のポリアミド樹脂;ポリフッ化ビニリデン、ポリフッ化ビニル、ポリテトラフルオロエチレン、エチレンテトラフルオロエチレンコポリマー、ポリクロロトリフルオロエチレン等のフッ素樹脂;ポリビニルアルコール、ポリビニルエーテル、ポリビニルブチラール、ポリ酢酸ビニル、ポリ塩化ビニル等のビニル樹脂;エポキシ樹脂;オキセタン樹脂;キシレン樹脂;アラミド樹脂;ポリイミドシリコーン樹脂;ポリウレタン樹脂;ポリウレア樹脂;メラミン樹脂;フェノール樹脂;ポリエーテル樹脂;ウレタンアクリレート樹脂;ポリエステルアクリレート樹脂;エポキシアクリレート樹脂;アクリル樹脂;およびこれらの共重合体等が挙げられ、これらを一種以上用いることができる。この中でも、容易に混合できることから、ポリウレタン樹脂、ポリエステル樹脂、ウレタンアクリレート樹脂、ポリエステルアクリレート樹脂、エポキシアクリレート樹脂、アクリル樹脂、ポリアミド樹脂、ポリイミド樹脂、エポキシ樹脂、ポリイミドシリコーン樹脂が好ましく、ポリエステル樹脂、ポリウレタン樹脂、アクリル樹脂が特に好ましい。
ハードコート層2は、表面樹脂の硬度、クラック性、樹脂層への密着性の点から、特に好ましいハードコート成分であるポリエステル樹脂を20〜40質量%、ポリウレタン樹脂を20〜40質量%、アクリル樹脂を20〜40質量%、および光重合開始剤1〜5質量%で構成されるのが好ましい。
【0025】
ハードコート成分は、有機溶剤に溶解されていてもよく、スルホ基やカルボキシ基等の官能基が付与されて水溶液化されていてもよいし、乳化等水に分散されていてもよい。また、ハードコート成分には、必要に応じて、架橋剤、重合開始剤等の硬化剤、重合促進剤、溶媒、粘度調整剤等を加えて使用することができる。
【0026】
ハードコート成分には、上記の樹脂に加え、熱エネルギーおよび/または光エネルギーによって硬化する液状重合体を含むことが好ましい。
ここで、熱エネルギーにより硬化する液状重合体としては、反応型重合体および自己架橋型重合体が挙げられる。
反応型重合体は、置換基を有する単量体が重合した重合体であり、置換基としては、ヒドロキシ基、カルボキシ基、酸無水物、オキセタン系、グリシジル基、アミノ基等が挙げられる。具体的な単量体としては、エチレングリコール、ジエチレングリコール、ジプロピレングリコール、グリセリン等の多官能アルコール、マロン酸、コハク酸、グルタミン酸、ピメリン酸、アスコルビン酸、フタル酸、アセチルサルチル酸、アジピン酸、イソフタル酸、安息香酸、m−トルイル酸等のカルボン酸化合物、無水マレイン酸、無水フタル酸、ドデシル無水コハク酸、ジクロル無水マレイン酸、テトラクロル無水フタル酸、テトラヒドロ無水フタル酸、無水ピメリット酸等の酸無水物、3,3−ジメチルオキセタン、3,3−ジクロロメチルオキセタン、3−メチル−3−ヒドロキシメチルオキセタン、アジドメチルメチルオキセタン等のオキセタン化合物、ビスフェノールAジグリシジルエーテル、ビスフェノールFジグリシジルエーテル、フェノールノボラックポリグリシジルエーテル、N,N−ジグリシジル−p−アミノフェノールグリシジルエーテル、テトラブロモビスフェノールAジグリシジルエーテル、2,2−ビス(4−グリシジルオキシシクロヘキシル)プロパン等のグリシジルエーテル化合物、N,N−ジグリシジルアニリン、テトラグリシジルジアミノジフェニルメタン、N,N,N,N−テトラグリシジル−m−キシリレンジアミン、トリグリシジルイソシアヌレート、N,N−ジグリシジル−5,5−ジアルキルヒダントイン等のグリシジルアミン化合物、ジエチレントリアミン、トリエチレンテトラミン、ジメチルアミノプロピルアミン、N−アミノエチルピペラジン、ベンジルジメチルアミン、トリス(ジメチルアミノメチル)フェノール、DHP30−トリ(2−エチルヘクソエート)、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホン、ジシアンジアミド、三フッ化ホウ素、モノエチルアミン、メタンジアミン、キシレンジアミン、エチルメチルイミダゾール等のアミン化合物、1分子中に2個以上のオキシラン環を含む化合物のうち、ビスフェノールAのエピクロロヒドリンによるグリシジル化合物、あるいはその類似物が挙げられる。
【0027】
反応型重合体においては、少なくとも2官能以上の架橋剤を使用する。その架橋剤としては、例えば、メラミン樹脂、エポキシ樹脂、金属酸化物等が挙げられる。金属酸化物としては、塩基性金属化合物のAl(OH)3、Al(OOC・CH3)2(OOCH)、Al(OOC・CH3)2、ZrO(OCH3)、Mg(OOC・CH3)、Ca(OH)2、Ba(OH)3等を適宜使用できる。
【0028】
自己架橋型重合体は、加熱により官能基同士で自己架橋するものであり、例えば、グリシジル基とカルボキシ基を含むもの、あるいは、N−メチロールとカルボキシ基の両方を含むもの等が挙げられる。
【0029】
光エネルギーによって硬化する液状重合体としては、例えば、ポリエステル、エポキシ樹脂、オキセタン樹脂、ポリアクリル、ポリウレタン、ポリイミド、ポリアミド、ポリアミドイミド、ポリイミドシリコーン等のオリゴマーまたはプレポリマーが挙げられる。
光エネルギーによって硬化する液状重合体を構成する単量体単位としては、例えば、ビスフェノールA・エチレンオキサイド変性ジアクリレート、ジペンタエリスリトールヘキサ(ペンタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタアクリレート、ジプロピレングリコールジアクリレート、トリメチロールプロパントリアクリレート、グリセリンプロポキシトリアクリレート、4−ヒドロキシブチルアクリレート、1,6−ヘキサンジオールジアクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリレート、イソボルニルアクリレート、ポリエチレングリコールジアクリレート、ペンタエリスリトールトリアクリレート、テトラヒドロフルフリルアクリレート、トリメチロールプロパントリアクリレート、トリプロピレングリコールジアクリレート等のアクリレート類;テトラエチレングリコールジメタクリレート、アルキルメタクリレート、アリルメタクリレート、1,3−ブチレングリコールジメタクリレート、n−ブチルメタクリレート、ベンジルメタクリレート、シクロヘキシルメタクリレート、ジエチレングリコールジメタクリレート、2−エチルヘキシルメタクリレート、グリシジルメタクリレート、1,6−ヘキサンジオールジメタクリレート、2−ヒドロキシエチルメタクリレート、イソボルニルメタクリレート、ラウリルメタクリレート、フェノキシエチルメタクリレート、t−ブチルメタクリレート、テトラヒドロフルフリルメタクリレート、トリメチロールプロパントリメタクリレート等のメタクリレート類;アリルグリシジルエーテル、ブチルグリシジルエーテル、高級アルコールグリシジルエーデル、1,6−ヘキサンジオールグリシジルエーテル、フェニルグリシジルエーテル、ステアリルグリシジルエーテル等のグリシジルエーテル類;ダイアセトンアクリルアミド、N,N−ジメチルアクリルアミド、ジメチルアミノプロピルアクリルアミド、ジメチルアミノプロピルメタクリルアミド、メタクリルアミド、N−メチロールアクリルアミド、N,N−ジメチルアクリルアミド、アクリロイルモルホリン、N−ビニルホルムアミド、N−メチルアクリルアミド、N−イソプロピルアクリルアミド、N−t−ブチルアクリルアミド、N−フェニルアクリルアミド、アクリロイルピペリジン、2−ヒドロキシエチルアクリルアミド等のアクリル(メタクリル)アミド類;2−クロロエチルビニルエーテル、シクロヘキシルビニルエーテル、エチルビニルエーテル、ヒドロキシブチルビニルエーテル、i−ブチルビニルエーテル、トリエチレングリコールビニルエーテル等のビニルエーテル類;酪酸ビニル、モノクロロ酢酸ビニル、ピバリン酸ビニル等のカルボン酸ビニルエステル類の単官能モノマー並びに多官能モノマーが挙げられる。
【0030】
光エネルギーによって硬化する液状重合体は、光重合開始剤によって硬化する。その光重合開始剤としては、アセトフェノン類、ベンゾフェノン類、ミヒラーベンゾイルベンゾエート、α−アミロキシムエステル、テトラメチルチウラムモノサルファイド、チオキサントン類等が挙げられる。さらに、光増感剤として、n−ブチルアミン、トリエチルアミン、トリ−n−ブチルホスフィン等を混合できる。
また、カチオン重合開始剤としては、アリールジアゾニウム塩類、ジアリールハロニウム塩類、トリフェニルスルホニウム塩類、シラノール/アルミニウムキレート、α−スルホニルオキシケトン類等が挙げられる。
【0031】
ハードコート層2の厚みとしては、2〜10μmが好ましい。より好ましくは3〜 8μmである。ハードコート層2の厚みが上記範囲より下回ると、表面3に傷が付きやすく、ハードコート層2の厚みが上記範囲より上回ると、パンチング加工の際、ハードコート層2にクラックが生じる。
ハードコート層2の表面3の鉛筆硬度は、HB〜3Hが好ましい。より好ましくはH〜2Hである。鉛筆硬度が上記範囲より柔らかいと、表面に傷が生じやすく、鉛筆硬度が上記範囲より硬いと、パンチング加工時にクラックが生じる。
【0032】
本発明のパンチング用シート10は、ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層1表面に、ハードコート層2を設けた後に、ハードコート層2の表面に鏡面仕上げ処理を施すことで製造される。なお、ハードコート層2のような薄膜の形成方法は、当業者にとって周知のグラビア印刷等によって行われる。
【0033】
(鏡面仕上げ処理)
鏡面仕上げ処理の方法としては、公知の方法を用いることができるが、例えば、図3に示すような鏡面仕上げ処理手段40を用いて鏡面仕上げ処理を施すことができる。
鏡面仕上げ処理手段40は、連続したシート等に対して、鏡面仕上げ処理を連続して施すことができる。鏡面仕上げ処理手段40は、所定の温度に加熱された一対の加熱ロール41と、加熱ロール41の後段に位置する所定の温度以下に制御された一対の冷却ロール42と、加熱ロール41と冷却ロール42の同一側にそれぞれ掛け回された一対の無端金属ベルト43とを備えている。
ここで、無端金属ベルト43の対向する表面は、互いに所定の間隔を有して配置されているとともに、それぞれ鏡面仕上げされたステンレス製の押圧面43a,43bになっている。また、この鏡面仕上げ処理手段40には、炭化水素合成油のような流体圧力媒体の圧入により、これら押圧面43a、43b同士が近づくように作用する一対の加圧手段44がさらに備えられていて、圧入する流体圧力媒体の供給量を変化させることにより押圧面43a、43b同士を近づける際の圧力を制御でき、流体圧力媒体の温度を変化させることにより押圧面43a、43bの表面温度を制御できるようになっている。なお、加圧手段44は、前段側44aと後段側44bに2分割されていて、各々について流体圧力媒体の供給量および温度を独立に制御できるようになっている。
【0034】
パンチング用シート10は、鏡面仕上げ処理手段40の図面左側から送入され、押圧面43a、43bの間に挟持されるように図面右側に向かって進む。その過程において、パンチング用シート10は無端金属ベルト43により130〜200℃程度まで均一に加熱される。次いで、ポリカーボネート樹脂とABS樹脂とのポリマーアロイの熱変形温度以下である60℃に温度制御された押圧面43a、43b同士が接近してパンチング用シート10を挟持し、1.8〜3.5MPa程度の圧力で押圧、成形するとともに冷却する。
【0035】
次いで、パンチング用シート10は、押圧面43a、43bに挟持された状態で一対の冷却ロール42側に送られ、冷却ロール42によって70℃以下まで均一に冷却されてから、鏡面仕上げ処理手段40から送出される。
このようにして鏡面仕上げが施されたパンチング用シート10の表面3および裏面4は、60度鏡面光沢度が180〜250程度の高い光沢度を備えている。
その後、パンチング用シート10は、さらに所定の加工工程を経る等してから、ロール状に巻き取られる、あるいは所望の寸法に裁断される。
【0036】
パンチング用シート10には、鏡面仕上げされた表面3あるいは裏面4、およびその両方に、輸送時の摩擦等による傷を避けるため、保護用のマスキングフィルムを貼着してもよい。マスキングフィルムは、パンチング加工の際に、離脱可能なように貼着される。
また、パンチング用シート10には、パンチング加工の妨げにならない限りにおいて、裏面4上に紗等のホコリ防止材を貼着する、あるいは粘着層を設ける等、所望の追加加工を行ってもよい。
【0037】
パンチング用シート10は、例えば、連続送り機構を備えたパンチングマシーンと呼ばれるプレス機等によってパンチング加工が施され、図2に示すような孔5を設けたパンチングシート20となる。なお、孔5の孔径および孔5同士の間隔は特に限定されず、適宜決められる。パンチング用シート10は、加工性に優れたポリカーボネート樹脂とABS樹脂とのポリマーアロイを用いているため、反りが少なく、0.3mm径もの微細な孔5を、正確な形状に開けることができる。
このようにして得られるパンチングシート20は、主にテレビ等の家電製品のスピーカー前面シートとして用いられる。他にも、家電製品内部の放熱や換気を行うための通風手段、あるいは照明器具のシェード等、微細な孔を活かした様々な用途に用いることができる。
【0038】
本発明のパンチング用シート10は、樹脂シート層1の主成分にポリカーボネート樹脂とABS樹脂とのポリマーアロイを用いているため、パンチング加工において反りを生じることなく、0.3mm径もの微細な孔を開けることができる。また、孔の断面が均一で、孔のバリの発生のない正確な形状の孔を得ることができ、パンチング加工性に優れている。
また、本発明のパンチング用シート10は、樹脂シート層1の主成分にポリカーボネート樹脂とABS樹脂を用いているため、温度や湿度の影響を受けにくく、寸法安定性に優れている。
また、パンチング用シート10の樹脂シート層1は鉛筆硬度Bを有しており、このままでは傷に弱いが、樹脂シート層1上にハードコート層2を設けることで、表面3の鉛筆硬度をH程度にしている。したがって、本発明のパンチング用シート10は、表面3に傷が生じにくい。
本発明のパンチング用シート10は、優れた光沢感を有するので、これを用いたスピーカー前面シートは、優れた光沢感を有した家電製品のキャビネットとデザインの統一が図り易く、家電製品の高級感を演出できる。
本発明のパンチング用シート10は、難燃剤を含むことによって、優れた難燃性を得ることができる。
【実施例】
【0039】
次に、実施例を用いて本発明をさらに詳しく説明するが、本発明はこれら実施例に限定されるものではない。
<パンチング用シートの作製>
(実施例1)
表1に示す樹脂シート層1の材料をミキサーにより充分に混合し、さらに押出機を用いて均一分散してから、溶融した樹脂をカレンダ加工機に投入することにより、所定の厚さ0.25mmのパンチング用シート10の樹脂シート層1を成形した。
さらに、この樹脂シート層1からなるシートの片面に、表1に示すハードコート層2の材料からなる配合物を、グラビア印刷機を使用して塗布し、さらに紫外線ランプによる紫外線照射を行うことによって硬化を促進し、樹脂シート層1に厚さ5μmのハードコート層2を成形した。次いで、このシートを図3の鏡面仕上げ処理手段処理手段40を用いて、160℃の温度条件下で鏡面化されたステンレス面を転写した後、60℃に冷却することによってパンチング用シート10を得た。このパンチング用シート10を用いて、以下に示す評価を行った。結果を表2に示す。なお、表1における材料の詳細は次の通りである。
ポリカーボネート樹脂:住友ダウ社製、303−10
ABS樹脂:日本エイアンドエル社製、ET−70
PET樹脂:三井化学社製、J125
リン系難燃剤:大八化学工業社製、CR−741
着色剤:電気化学工業社製、カーボンブラック
ウレタンアクリレート:荒川化学工業社製、ビームセット575
ポリエステルアクリレート:荒川化学工業社製、ビームセット700
アクリル樹脂:荒川化学工業社製、ビームセット243NS
光重合開始剤:十条ケミカル社製、SR−PI714
【0040】
(実施例2〜6、比較例1〜5)
表1に示した材料を用い、実施例1と同じ方法により実施例2〜6、比較例1〜5のパンチング用シート10を得て、以下に示す評価を行った。結果を表2に示す。
【0041】
<寸法安定性>
パンチング用シート10を140℃で10分間加熱した後、パンチング用シート10の寸法変化が3%以下の場合を「○」、3%を超える場合を「×」とした。
<パンチング加工後のシートの反り>
φ0.3mmの穴加工を行ったパンチングシート20を、大きさ30cm×30cmに切断し、このシートを平滑な面に置いて、反りが少なければ「○」、反りが大きければ「×」として、パンチング加工性の指標の一つとした。
<孔のバリ>
パンチング用シート10にφ0.3mmの孔加工を行って、パンチングシート20を作製し、孔5の縁を目視にて確認し、バリがない場合を「○」、バリがある場合を「×」として、パンチング加工性の指標の一つとした。
<難燃性>
UL94燃焼試験により、パンチング用シート10に対して水平燃焼試験合格または薄物垂直燃焼試験を行い、合格を「○」、不合格を「×」とした。
<耐熱性>
60℃にパンチング用シート10を10分間加熱した後、パンチング用シート10に変形がない場合を「○」、変形がある場合を「×」とした。
【0042】
<パンチング時のシート割れ>
パンチング用シート10にφ0.3mmの穴加工を行い、得られたパンチングシート20に割れが生じなかった場合を「○」、割れが生じた場合を「×」とした。
<パンチングシート表面のクラック>
パンチング用シート10にφ0.3mmの穴加工を行い、得られたパンチングシート20の表面3にクラックが生じなかった場合を「○」、クラックが生じた場合を「×」とした。
<パンチング用シート表面の鉛筆硬度>
JIS K 5400によって、パンチング用シート10の表面3の鉛筆硬度を測定した。この鉛筆硬度は、表面3の傷の付きやすさの指標とした。
<樹脂層へのハードコート層の密着性>
JIS K 5600によって、樹脂シート層1へのハードコート層2の密着性を測定した。密着性が良好な場合を「○」、密着性が悪い場合を「×」とした。
【0043】
【表1】
【0044】
【表2】
【0045】
(評価)
各実施例は、パンチング用シート10の樹脂シート層1に、ポリカーボネート樹脂とABS樹脂とのポリマーアロイが本発明の含有量の範囲内で含まれているため、表2に示すように、寸法安定性に優れ、かつパンチング加工性(パンチング加工後のシートの反り、孔のバリ)も良好であった。
なお、ポリマーアロイ100質量%中におけるポリカーボネート樹脂とABS樹脂との割合は、実施例1、3〜6では、ポリカーボネート樹脂89.89質量%、ABS樹脂10.11質量%であり、実施例2では、ポリカーボネート樹脂81.64質量%、ABS樹脂18.36質量%であり、いずれも本発明の範囲(ポリカーボネート樹脂60〜99質量%、ABS樹脂1〜40質量%)内である。
実施例1は、難燃剤及びハードコート成分等が好ましい含有量の範囲内で配合されているため、全ての評価項目で良好な結果を示した。
実施例2は、樹脂シート層1に対するポリマーアロイの量が少ない例であり、耐熱性、およびパンチングによるシート表面3の割れが生じたものの、他の評価は良好であった。
実施例3〜6は、ハードコート層2に配合する各材料の含有量を変化させた例である。実施例3〜6の評価結果によって、パンチングシート表面のクラック、および樹脂シート層へのハードコート層の密着性、鉛筆硬度は、ハードコート層2に配合される材料(ハードコート成分)の選択、及びその含有割合に左右されると確認された。
【0046】
一方、各比較例は、寸法安定性、パンチング加工後のシートの反り、孔のバリのうち、1項目以上で「×」と評価されたことで、寸法安定性あるいはパンチング加工性に劣ることが確認された。
比較例1は、樹脂シート層1にABS樹脂を加えなかった例であり、寸法安定性に劣り、パンチング加工後のシートの反り、および孔のバリが生じたことで、パンチング加工性に劣ると判断された。よって、良好な寸法安定性が得られ、かつパンチングシート20の反りと孔5のバリを生じさせないためには、ポリカーボネート樹脂のみではなく、ABS樹脂を含む必要があることが示唆された。
比較例2は、樹脂シート層1にPET樹脂を用いた例であり、寸法安定性に劣っていた。また、鉛筆硬度が2Hと硬いため、パンチングシート表面のクラックが生じた。よって、良好な寸法安定性、および鉛筆硬度を有し、かつパンチングシート表面のクラックを生じさせないためには、樹脂シート層1にポリカーボネート樹脂、ABS樹脂を含む必要があることが示唆された。また、比較例2は、かつハードコート層2にリン系難燃剤を加えておらず、難燃性にも劣っており、これを改善するには、難燃剤を配合するのが好ましいことが示唆された。
比較例3は、樹脂シート層1の樹脂成分をポリカーボネート樹脂のみとし、ABS樹脂を加えなかった例であり、また、パンチング加工後のシートの反り、および孔のバリが生じたことで、パンチング加工性に劣ると判断された。よって、パンチング加工後のシートの反り、および孔のバリを生じさせないためには、樹脂シート層10にABS樹脂を配合する必要があることが示唆された。
【0047】
比較例4は、樹脂シート層1にポリカーボネート樹脂を加えず、ABS樹脂のみとした例であり、孔のバリが生じ、難燃性、耐熱性に劣っていた。孔のバリを生じさせず、良好な難燃性および耐熱性を得るには、樹脂シート層1にABS樹脂だけではなく、ポリカーボネート樹脂を加える必要があることが示唆された。
比較例5は、ポリカーボネート樹脂とABS樹脂とのポリマーアロイを含むものの、ポリマーアロイ100質量%に対して、ポリカーボネート樹脂、ABS樹脂それぞれ44.5質量%と、本発明の含有範囲外で配合した例であり、孔のバリ、難燃性、耐熱性に劣ると判断された。
【0048】
以上のように、樹脂シート層1にポリカーボネート樹脂とABS樹脂を用い、かつそれらの成分を本発明に示す含有量の範囲内にすることにより、パンチング加工性が良好で、かつ寸法安定性に優れたパンチング用シート10が得られることが確認された。また、樹脂シート層1およびハードコート層2を構成する各材料の配合量を、本発明の好ましい範囲内にすることで、パンチング用シート表面の鉛筆硬度、難燃性等の各種特性も向上することが確認された。
【産業上の利用可能性】
【0049】
本発明によると、パンチング加工性が良好で、傷が生じにくく、かつ寸法安定性に優れたパンチング用シートおよびパンチング用シートの製造方法を提供することができる。
【図面の簡単な説明】
【0050】
【図1】本発明のパンチング用シートの部分断面図。
【図2】本発明のパンチング用シートから得られるパンチングシートの部分断面図。
【図3】本発明のパンチング用シート表面に鏡面仕上げ処理を施すための鏡面仕上げ処理手段の概略模式図。
【符号の説明】
【0051】
1 樹脂シート層
2 ハードコート層
3 表面
4 裏面
5 孔
10 パンチング用シート
20 パンチングシート
40 鏡面仕上げ処理手段
【特許請求の範囲】
【請求項1】
ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層と、ハードコート層とを有し、該ポリマーアロイに該ポリカーボネート樹脂が60〜99質量%、該ABS樹脂が1〜40質量%含まれることを特徴とするパンチング用シート。
【請求項2】
前記樹脂シート層に難燃剤が含まれることを特徴とする請求項1に記載のパンチング用シート。
【請求項3】
ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シートに、ハードコート層を設けた後に、鏡面仕上げ処理を施すことを特徴とするパンチング用シートの製造方法。
【請求項1】
ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シート層と、ハードコート層とを有し、該ポリマーアロイに該ポリカーボネート樹脂が60〜99質量%、該ABS樹脂が1〜40質量%含まれることを特徴とするパンチング用シート。
【請求項2】
前記樹脂シート層に難燃剤が含まれることを特徴とする請求項1に記載のパンチング用シート。
【請求項3】
ポリカーボネート樹脂とABS樹脂とのポリマーアロイを主成分とする樹脂シートに、ハードコート層を設けた後に、鏡面仕上げ処理を施すことを特徴とするパンチング用シートの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−301179(P2008−301179A)
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願番号】特願2007−144938(P2007−144938)
【出願日】平成19年5月31日(2007.5.31)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願日】平成19年5月31日(2007.5.31)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]