
パンツ型吸収性物品
【課題】サイドシール部の接合強度と柔軟性を容易に向上させることができ、多様なシールパターンを採用し得るパンツ型吸収性物品を提供すること。
【解決手段】腹側部Aの両側部と背側部Bの両側部とが接合されて一対のサイドシール部Sが形成されているパンツ型吸収性物品1であって、腹側部A及び背側部Bの少なくとも一方は、サイドシール部Sに、最外層不織布12と最内層不織布14,15とが積層されており且つ該最外層不織布12のMFRが該最内層不織布14,15のMFRより大きい積層構造部分A2,B2,A3,B3を有する。
【解決手段】腹側部Aの両側部と背側部Bの両側部とが接合されて一対のサイドシール部Sが形成されているパンツ型吸収性物品1であって、腹側部A及び背側部Bの少なくとも一方は、サイドシール部Sに、最外層不織布12と最内層不織布14,15とが積層されており且つ該最外層不織布12のMFRが該最内層不織布14,15のMFRより大きい積層構造部分A2,B2,A3,B3を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パンツ型吸収性物品に関する。
【背景技術】
【0002】
パンツ型の使い捨ておむつとして、着用時に着用者の腹側に配される腹側部の側縁部と、着用時に着用者の背側に配される背側部の側縁部とが接合されて、一対のサイドシール部、ウエスト開口部及び一対のレッグ開口部が形成されているものが知られている。このようなパンツ型吸収性物品におけるサイドシール部の接合強度と風合い並びに廃棄時における引き剥がし易さの向上等の観点から、サイドシール部のシールパターンが種々提案されている(特許文献1,2参照)。また、サイドシール部の溶着線の充分な保形性と廃棄時の引き剥がし性の両立の観点から、サイドシール部において接合するサイド部を、熱融着性不織布と高融点不織布で構成し、該高融点不織布を最外層に配置したパンツ型使い捨ておむつが知られている(特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−272785号公報
【特許文献2】特開2003−38572号公報
【特許文献3】特開平7−075653号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
サイドシール部のシールパターンの工夫で接合強度と風合いを向上させる技術は、シールパターンが特定のものに制限される不便性があり、また接合強度と風合いとを共に向上させる点でも限界がある。
他方、熱融着性不織布と高融点不織布とを組み合わせる技術は、熱融着性不織布のみの溶融で充分な融着強度を得るためには、樹脂量を多くするために坪量がかなり大きい不織布を用いる必要がある。また、それを溶融させるエネルギーを与える一方、最外層の溶融変形を抑制するためには、高融点不織布と熱融着性不織布との融点差を相当に大きくする必要があり、そのため、樹脂の種類を大きく異ならせる必要がある。一般に高融点にすると樹脂自体の剛性も上がり、そのような不織布を最外層に配置すれば、パンツ型吸収性物品の外表面の風合いが低下することにもなる。
【0005】
従って、本発明の課題は、サイドシール部の接合強度と柔軟性を容易に向上させることができ、多様なシールパターンを採用し得るパンツ型吸収性物品を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、腹側部の両側部と背側部の両側部とが接合されて一対のサイドシール部が形成されているパンツ型吸収性物品であって、前記腹側部及び前記背側部の少なくとも一方は、前記サイドシール部に、最外層不織布と最内層不織布とが積層されており且つ該最外層不織布のMFRが該最内層不織布のMFRより大きい積層構造部分を有する、パンツ型吸収性物品を提供するものである。
【0007】
また、本発明は、腹側部の両側部と背側部の両側部とを接合して一対のサイドシール部を形成するパンツ型吸収性物品の製造方法であって、前記腹側部及び前記背側部の少なくとも一方では、MFRの値が相対的に大きい不織布を最外層に、MFRの値が相対的に小さい不織布を最内層となるようにそれぞれ配し、両不織布間を熱によるシールによって前記サイドシール部を形成する、パンツ型吸収性物品の製造方法を提供するものである。
【発明の効果】
【0008】
本発明によれば、サイドシール部の接合強度を高くしながらも良好な柔軟性を容易に実現させることができ、多様なシールパターンを採用し得るパンツ型吸収性物品が提供される。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明のパンツ型吸収性物品の一実施形態であるパンツ型使い捨ておむつを示す斜視図である。
【図2】図2は、図1に示すおむつの展開且つ伸長状態における内面側を示す展開平面図である。展開且つ伸長状態とは、パンツ型吸収性物品を展開状態とし、その展開状態の吸収性物品を、各部の弾性部材を伸長させて、設計寸法(弾性部材の影響を一切排除した状態で平面状に広げたときの寸法と同じ)となるまで拡げた状態をいう。
【図3】図3は、図2のI−I線断面図である。
【図4】図4は、サイドシール部における断面構造を説明するための説明図である。
【図5】図5は、サイドシール部に形成するシールパターンの例を示す図である。
【図6】図6は、本発明のパンツ型吸収性物品の他の実施形態を示す図4相当図である。
【発明を実施するための形態】
【0010】
以下、本発明をその好ましい実施形態に基づき図面を参照しながら説明する。
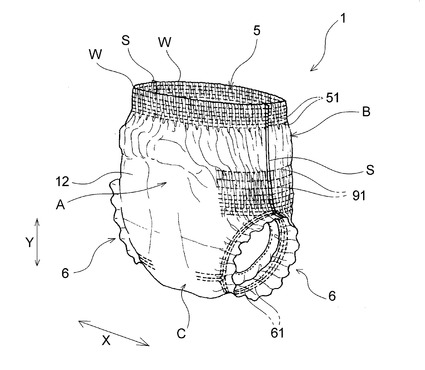
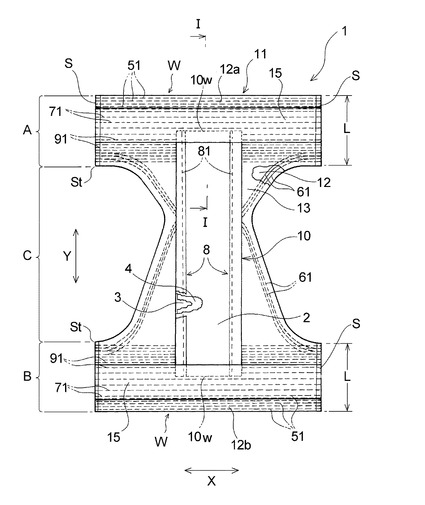
本発明の一実施形態であるパンツ型使い捨ておむつ1(以下、おむつ1ともいう)は、図2に示すように、外装体11と、該外装体11の内面側に固定された吸収性本体10とを備えている。
おむつ1は、着用時に着用者の腹側に配される腹側部A、着用時に着用者の背側に配される背側部B、及び腹側部Aと背側部Bとの間に位置して、着用時に着用者の股間部に配される股部Cを有している。
【0011】
おむつ(パンツ型吸収性物品)の縦方向とは、腹側部Aから股部Cを経て背側部Bに亘る方向であり、図2中のY方向である。また、おむつ(パンツ型吸収性物品)の幅方向は、前記縦方向と交差する方向であり、図2中のX方向である。展開且つ伸長状態のおむつ1において、おむつ1における幅方向Xは、前記縦方向Yと直交している。また、腹側部A及び背側部Bのそれぞれにおいて、パンツ型吸収性物品の縦方向は、着用時の上下方向であるため、腹側部A及び背側部Bの縦方向において、ウエスト開口縁W側を上、股部C側を下とも表現する。
【0012】
外装体11は、図2〜図4に示すように、最外層シート12及び該最外層シート12より内側に位置する内側シート13を有している。最外層シート12は、腹側部A及び背側部Bのそれぞれにおいて、おむつ1(パンツ型吸収性物品)の外表面を形成している。内側シート13は、外装体11の厚み方向Zにおいて、最外層シート12よりも内側(着用時に着用者の肌に近い側)に配されているシートである。
本実施形態のおむつ1は、内側シート13として、内層シート14、補助シート15を有し、更に最外層シート12を構成するシート材がウエスト開口縁Wにおいて内面側に折り返されて形成された最外層シート12の折り返し部分12a,12bを有している。最外層シート12及び内層シート14は、それぞれ、腹側部A、股部C及び背側部Bに亘って連続しており、補助シート15は、背側部B及び腹側部Aにそれぞれ一枚配されている。
【0013】
内層シート14は、最外層シート12に隣接させて最外層シート12の内面側に配されている。補助シート15は、図3及び図4に示すように、内層シート14のおむつ長手方向の端部14wの上下に亘って延在している。また、補助シート15は、おむつ1の幅方向中央部においては、図3に示すように、吸収性本体10の縦方向の端部10wの上下に亘って延在している。そのため、補助シート15は、最外層シート12の内面と対向する部分と内層シート14の内面と対向する部分と吸収性本体10の内面と対向する部分とを有している。内面は、パンツ型吸収性物品又はその構成部材におけるパンツ型吸収性物品の着用時に着用者の肌側に向けられる面である。
【0014】
図1に示すように、おむつ1においては、腹側部Aの両側部と背側部Bの両側部とが、それぞれの側縁部において合掌状に接合されており、その接合によって、おむつ1に、一対のサイドシール部S,S、ウエスト開口部5及び一対のレッグ開口部6,6が形成されている。ウエスト開口縁Wは、ウエスト開口部5の周縁である。外装体11は、展開且つ伸長状態のおむつ1においては、図2に示すように、縦方向中央部が括れた砂時計状の形状をしている。腹側部Aは、おむつ1の縦方向の一端側のウエスト開口縁Wからレッグ開口部6の上端Stまでの部位、背側部Bは、おむつ1の縦方向の他端側のウエスト開口縁Wからレッグ開口部6の上端Stまでの部位である。
【0015】
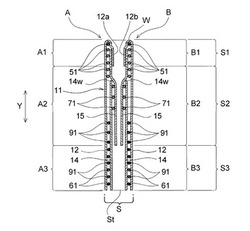
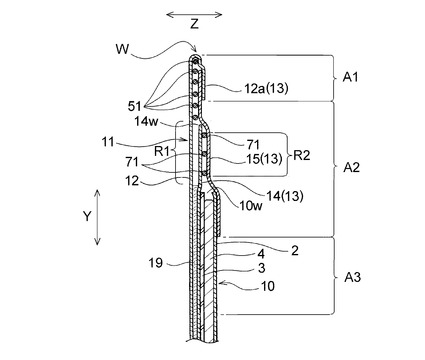
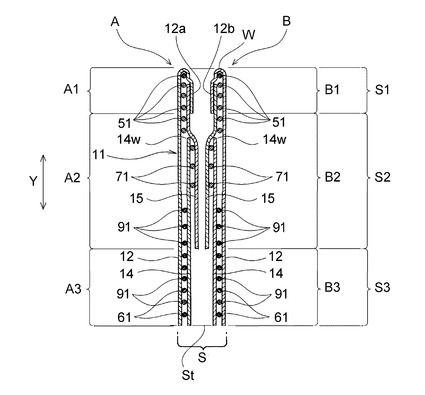
本実施形態のおむつ1における腹側部A及び背側部Bは、図3及び4に示すように、ウエスト開口縁W側から股部C側に向かって順に、第1領域A1,B1、第2領域A2,B2及び第3領域A3,B3を有している。
第1領域A1,B1は、図4に示すように、最外層シート12の折り返し部分12a,12bが、腹側部A及び背側部Bのそれぞれにおいて、厚み方向の最も内側に位置している。第2領域A2,B2は、図4に示すように、補助シート15が、腹側部A及び背側部Bのそれぞれにおいて、厚み方向の最も内側に位置している。第3領域A3,B3は、図4に示すように、内層シート14が、腹側部A及び背側部Bのそれぞれにおいて、厚み方向の最も内側に位置している。
【0016】
サイドシール部Sにおいては、腹側部A及び背側部Bが、公知のヒートシール装置によって一体的に加圧及び加熱されている。そして、それにより、サイドシール部Sには、図4に示すように、第1領域A1と第1領域B1とが、前記折り返し部分12a,12bどうしが面接して熱融着していることによって接合されている第1接合部分S1と、第2領域A2と第2領域B2とが、補助シート15どうしが面接して熱融着していることによって接合されている第2接合部分S2と、第3領域A3と第3領域B3とが、内層シート14どうしが接触して熱融着していることによって接合されている第3接合部分S3とが生じている。なお、図4には、腹側部Aと背側部Bとの間やそのそれぞれを構成するシートの間に隙間があるが、実際のサイドシール部Sにおいては、シート間に隙間はない。
【0017】
おむつ1における最外層シート12,内層シート14及び補助シート15は、何れも、熱可塑性繊維を構成繊維とする不織布からなり、最外層シート12を構成する不織布(最外層不織布)には、補助シート15を構成する不織布よりもMFRが大きいものを用いている。また、内層シート14を構成する不織布には、そのMFR値が、補助シート15を構成する不織布のMFR以上、最外層不織布のMFR未満のものを用いている。
【0018】
従って、腹側部A及び背側部Bそれぞれの第2領域A2,B2は、最外層シート12(最外層不織布)と補助シート15(最内層不織布)とが積層されており且つ該最外層シート12(最外層不織布)のMFRが該補助シート15(最内層不織布)のMFRより大きい部分となっているため、本発明における「積層構造部分」に該当する。
また、腹側部A及び背側部Bそれぞれの第3領域A3,B3も、最外層シート12(最外層不織布)と内層シート14(最内層不織布)とが積層されており且つ該最外層シート12(最外層不織布)のMFRが該内層シート14(最内層不織布)のMFRより大きい部分となっているため、本発明における「積層構造部分」に該当する。
最外層シート12,内層シート14及び補助シート15を構成する不織布としては、使い捨ておむつ等の吸収性物品に従来用いられている各種のシート材を特に制限なく用いることができるが、熱可塑性繊維を構成繊維とする不織布を用いることが好ましく、不織布としては、例えば、エアースルー不織布、ヒートロール不織布、スパンレース不織布、スパンボンド不織布、メルトブローン不織布等が挙げられるが、その強度、おむつへの加工のしやすさ並びにコストの点からスパンボンド不織布、あるいはスパンボンドとメルトブローンの積層からなるスパンボンド−メルトブローン−スパンボンド(SMS)不織布、スパンボンド−メルトブローン(SM)不織布であることが好ましい。
また、スパンボンド不織布、ならびにSMS、SM不織布は、その構成繊維が熱可塑性樹脂からなるが、その熱可塑性樹脂は、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂であることが好ましく、特にポリプロピレンであることが、不織布の強度、おむつへの加工のしやすさ並びにコストの点から好ましい。ポリプロピレンは、プロピレンの単独重合体の他、プロピレンとコモノマー(主としてエチレン)との共重合体であっても良い。共重合体は、ランダム共重合体でもブロック共重合体でも良い。また、これらポリプロピレンに滑剤、柔軟剤、界面活性剤、親水化処理剤などを添加してあっても良い。
【0019】
MFR(メルトフローレート)は、溶融状態にある樹脂の流動性を示す尺度の一つであり、本発明における不織布のMFRは、下記方法により不織布から測定用の樹脂を調整し、その樹脂について、JIS K 7210に規定される方法に従って測定する。
但し、ここではポリプロピレンの測定条件である230℃に加熱した条件で測定する。
〔測定用樹脂の調整方法〕
測定する不織布15〜20g程度を約50cm四方になるように折り畳み、200℃に加熱したプレス機にて、約24kPaで3秒間プレスし、不織布をフィルム状にする。そのフィルム状にした不織布を細かく裁断し、測定用の樹脂として調整する。なお、吸収性物品から測定する不織布を採取する場合は、サイドシール部以外の、可塑化されていない部分を使用する。
【0020】
本発明においては、腹側部A及び背側部Bが、このようにサイドシール部S,Sに、最外層不織布と最内層不織布とが積層されており且つ該最外層不織布のMFRが該最内層不織布のMFRより大きい積層構造部分(本実施形態における第2領域A2,B2及び第3領域A3,B3)を有するため、サイドシール部Sにおいて最外層不織布12に開孔が生じ易く、サイドシール部Sの剛性が低下して柔軟化する。一方、低MFRで開孔が生じにくい最内層不織布どうしが熱融着して接合するため、サイドシール部Sに充分な接合強度が得られる。
【0021】
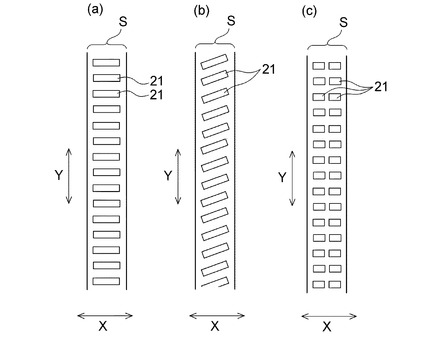
また、このようにサイドシール部の接合強度と柔軟性を、MFRの異なる不織布を組み合わせて向上させるため、サイドシール部のシールパターンとしては、多様なシールパターンを採用することができる。図5に、サイドシール部に形成するシールパターンの一例を示した。図5(a)に示すサイドシール部においては、腹側部A及び背側部Bが強く加圧及び加熱されて生じた横長長方形状の凹部21が、サイドシール部の長手方向に一定の間隔で形成されている。図5(b)〜(c)は、腹側部A及び背側部Bが強く加圧されて生じた横長長方形状の凹部21の配置が、図5(a)とは異なっている。サイドシール部を形成する方法は、熱を発生させるシール方法であればよく、ヒートシール、特に熱エンボス加工であることが好ましいが、シール対象の不織布にエネルギーを付与した結果、不織布に熱が発生する超音波シールでも良い。
【0022】
サイドシール部の接合強度と風合いとの両立の観点から、最外層不織布のMFR(M1)は、70〜130g/10minであることが好ましく、最内層不織布のMFR(M2)は、30〜70g/10minであることが好ましく、最外層不織布のMFR(M1)と最内層不織布のMFR(M2)との比(M1/M2)は、1.1〜2.3であることが好ましい。前記比(M1/M2)を1.1以上とすることにより、両方の不織布に孔が開いて接合強度不足になることを防止しつつ、最外層不織布に孔を生じさせることができる。また、前記比(M1/M2)を2.3以下とすることにより、内層不織布どうしを適度に融着させることができる一方、外層不織布が過度に溶融して溶融ムラ等による風合いが悪化することを防止することができる。
【0023】
接合強度と風合いとの両立の観点から、最外層不織布のMFR(M1)は、80〜120g/10minであることがより好ましく、内層不織布のMFR(M2)は、35〜65g/10minであることがより好ましく、前記比(M1/M2)は、1.3〜2.0、特に1.5〜2.0であることがより好ましい。
【0024】
また、最外層不織布の構成繊維の太さが、内層不織布の構成繊維の太さよりも太いことが好ましい。
また、最外層不織布は、1.4〜2.0dtexの熱融着繊維からなるスパンボンド不織布であり、最内層不織布は、0.8〜1.4dtexの熱融着繊維からなるスパンボンド不織布であることが好ましい。また、最外層不織布の構成繊維の繊度と最内層不織布の構成繊維の繊度の比(前者/後者)は1.2〜1.8であることが好ましい。最内層不織布に細い繊維を使用することで、溶融状態が均一化し、シール強度が向上する一方、最外層不織布に太い繊維を使用することで、溶融状態を不均一化させて開孔を積極的に促すことができ柔軟性が向上する。このような観点から、最外層不織布の構成繊維は、1.6〜1.8dtexであることがより好ましく、最内層不織布の構成繊維は、1.0〜1.2dtexであることがより好ましい。
なお、最外層不織布および/または最内層不織布にSMSあるいはSM不織布を用いる場合にも、該不織布のスパンボンド層の構成繊維が上記と同様であることが好ましい。
【0025】
また、最内層不織布を溶融状態の均一化の観点から、最内層不織布は最外層不織布よりも目付(坪量)が小さいことが好ましい。最外層不織布及び最内層不織布の目付(坪量)は、10〜23g/m2の範囲内であることが好ましく、両不織布の目付(坪量)の比(前者/後者)は、1.1〜2.0、特に1.2〜1.5であることが好ましい。
【0026】
本実施形態のおむつ1における第2領域A2,B2においては、最外層シート12(最外層不織布)と補助シート15(最内層不織布)との間に、内層シート14(中間不織布)が介在しており、内層シート14(中間不織布)のMFR(M3)が、補助シート15(最内層不織布)のMFR(M2)以上、最外層シート12(最外層不織布)のMFR(M1)未満となっている。即ち、最外層不織布のMFR(M1)、最内層不織布のMFR(M2)及び中間不織布のMFR(M3)が、M2≦M3<M1で示される関係を有している。斯かる構成を有することで、熱シール又は超音波シールによって、最外層不織布を開孔した後、開孔部を通過した余剰エネルギーを中間不織布に吸収、緩衝させて、最内層不織布の過度な開孔発生を抑制することができる。
尚、中間不織布としての内層シート14は、サイドシール部Sの長手方向Y(おむつ縦方向)の全長Lの50〜90%の長さに亘って配されており、且つウエスト開口縁Wの近傍(例えば、ウエスト開口縁Wから5mm以内)には配されていないことが、ウエスト開口縁Wの近傍で該シートが折れてウエスト開口縁を硬化させることを防止する観点等から好ましい。
【0027】
本実施形態のおむつ1においては、腹側部A及び背側部Bそれぞれにおける、ウエスト開口部の周縁部には、ウエストギャザー形成用の複数本のウエスト弾性部材51が、それぞれ、おむつ1の幅方向に延びて伸長状態で固定されている。また、腹側部A及び背側部Bそれぞれにおける、股部C寄りの部位には、下腹部ギャザー形成用の複数本の下腹部弾性部材91が、それぞれ、おむつ1の幅方向に延びて伸長状態で固定されている。下腹部弾性部材91は、一対のサイドシール部間の全長に亘って連続して配されていても良いが、おむつ幅方向Xの中央部で左右に分割された状態で配されていても良い。
【0028】
また、腹側部A及び背側部Bそれぞれの縦方向における、ウエスト弾性部材51と下腹部弾性部材91との間には、内側ギャザー形成用の複数本(図示例は3本)の内側弾性部材71が、それぞれ、おむつ1の幅方向に延びて伸長状態で固定されている。内側弾性部材71は、内層シート14と補助シート15との間に固定されている。また、内側弾性部材71が配されている部分R2の外側には、最外層シート12と内層シート14との間が接合されていない非接合領域R1が形成されている。また、レッグ開口部の周縁部には、レッグギャザー形成溶のレッグ弾性部材61が配されている。
これらの弾性部材は、それを挟む2枚のシート間にホットメルト型接着剤(不図示)を介して接合されている。
【0029】
このように縦方向におけるウエスト弾性部材51と下腹部弾性部材91の間に、内側弾性部材71を内装シート14と補助シート15間に固定する構成を有し、且つ最外層シート12のMFR(M1)、内層シート14のMFR(M3)及び補助シート15のMFR(M2)が、M2≦M3<M1で示される関係を有していると、サイドシール部Sにおいて最外層シート12を開孔して柔軟化させながら、低MFRの内層シート14と補助シート15には過度な開孔が発生しないため、内層シート14と補助シート15の間の内側弾性部材71の弾性特性を十分に発揮させながら確実に固定することができる。また、サイドシール部に発生した孔から内側弾性部材71の端部が飛び出て、おむつ1の外観を損ねることがない。また、内側弾性部材71が配されている部分R2の外側には、最外層シート12と内層シート14との間が接合されていない非接合領域R1が形成されていることによって、内側弾性部材71が最外層シート12とは独立するために、上記効果を更に奏することができる。
【0030】
これに対して、腹側部A及び背側部Bにおけるサイドシール部Sを形成する部分には、サイドシール部Sの長手方向Y(おむつ縦方向)の全長Lの50%(半分)以上の長さに亘ってホットメルト型接着剤が存在していない。こうすることによって、ホットメルトの熱吸収によって最内層不織布に過度な開孔が発生することを抑制することができる。このような観点から、サイドシール部Sのおむつ縦方向の全長Lに亘ってホットメルト型接着剤が存在していないことがより好ましい。
【0031】
本発明における積層構造部分は、サイドシール部の長手方向Y(おむつ縦方向)における少なくともレッグ開口部側に形成されていることが好ましい。少なくともレッグ開口部側に形成することにより、着用者の脚回りに硬い部分が当たることによる不都合、例えば違和感や不快感等を防止することができると共に、着用者の動きによって、サイドシール部がレッグ開口部側から意図せず剥離するといったことも防止することができる。
【0032】
本発明における積層構造部分は、サイドシール部の長手方向Y(おむつ縦方向)の全長Lの50〜100%の長さに亘って形成されていることが好ましく、70〜100%の長さに亘って形成されていることがより好ましい。
【0033】
図2及び図3に示すように、上述した実施形態のおむつ1における吸収性本体10は、おむつの縦方向Yと同方向に長い長方形状であり、液透過性の表面シート2、液不透過性又は液難透過性(撥水性等)の裏面シート3及び両シート2,3間に介在配置された液保持性の吸収体4を有する。吸収体4は、パルプ繊維等の繊維の集合体(不織布であっても良い)からなる吸収性コア又はこれに吸水性ポリマーの粒子を保持させてなる吸収性コアを、コアラップシートで被覆してなる。コアラップシートとしては、例えばティッシュペーパのような薄紙や透水性の不織布等が好ましく用いられる。また、おむつ1においては、図2に示すように、吸収性本体10の長手方向の左右両側に、液抵抗性ないし撥水性で且つ通気性の素材から構成された側方カフス8,8が形成されている。各側方カフス8の自由端部の近傍には、複数の側方カフス弾性部材81が伸張状態で配されている。側方カフス8は、おむつ着用時に起立して液の側方への流出を阻止する。
【0034】
上述したおむつ1の各部の形成材料について説明する。
表面シート2、裏面シート3、吸収体4、及び側方カフス8形成用シート等としては、使い捨ておむつ等の吸収性物品に従来用いられている各種のもの等を特に制限なく用いることができる。例えば、表面シート2としては、単層又は多層構造の不織布や、開孔フィルム等を用いることができる。裏面シート3としては、樹脂フィルムや樹脂フィルムと不織布の積層体等を用いることができる。裏面シート3は、透湿性を有するものでも有しないものでも良い。
【0035】
弾性部材51,61,71,81,91の形成素材としては、例えば、スチレン−ブタジエン、ブタジエン、イソプレン、ネオプレン等の合成ゴム、天然ゴム、EVA、伸縮性ポリオレフィン、ポリウレタン等を挙げることができる。弾性部材の形態としては、断面が矩形、正方形、円形、楕円形又は多角形状等の糸状(糸ゴム等)、若しくは紐状(平ゴム等)のもの、又はマルチフィラメントタイプの糸状のもの等を好ましく用いることができる。
【0036】
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は上述した実施形態に制限されず適宜変更可能である。
【0037】
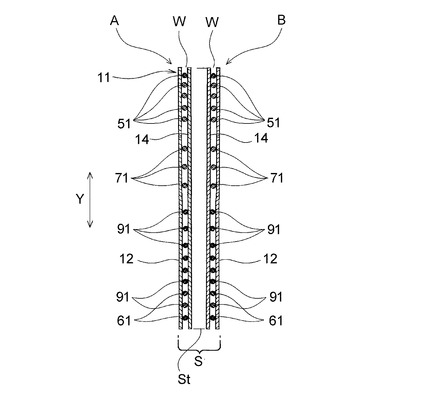
例えば、背側部B及び/又は腹側部Aは、図6に示すように、本発明における積層構造部分に該当する部分が、サイドシール部の長手方向Y(おむつ縦方向)の全長に亘っていても良い。また、上述したおむつにおける背側部B及び腹側部Aの何れか一方を、図6に示す構成とすることもできる。
【0038】
斯かる構成とすると、サイドシール部の長手方向Y(おむつ縦方向)の全長に渡って同じ積層構造となるため、サイドシール部の接合強度も長手方向Yの全長に渡って同等となり、単純なシールパターンでも、サイドシール部の接合強度をコントロールしやすいという利点がある。
【0039】
また、外装体は、最外層シート12及び内層シート14が、それぞれ、腹側部A、股部C及び背側部Bに亘って連続しているものに代えて、腹側部A及び背側部Bに、互いに別体の最外層シート12及び/又は内層シート14が配されているものであっても良い。
また、パンツ型吸収性物品は、成人用又は幼児用のパンツ型使い捨ておむつの他、パンツ型の生理用ナプキン等であっても良い。
【0040】
上述した一の実施形態における説明省略部分及び一の実施形態のみが有する要件は、それぞれ他の実施形態に適宜適用することができ、また、各実施形態における要件は、適宜、実施形態間で相互に置換可能である。
【実施例】
【0041】
次に、実施例及び比較例に基づいて本発明を更に具体的に説明するが、本発明は、以下の実施例及び比較例によって何ら限定されるものではない。
〔実施例および比較例〕
表1に示すMFR、繊度及び目付のポリプロピレン構成繊維からなるスパンボンド不織布A〜Cを、表2に示す通りに組み合わせて2層又は3層構造とし、それを更に相反する向きに組み合せる(合掌状に組み合わせる)ことで4層もしくは6層構造として、ヒートシールを行った。シールパターンは、おむつ幅方向(X方向)の長さ8mm範囲で横長長方形の凹部が複数形成され、その面積率(ヒートシール部総面積/合掌状部分全面積)が36%のものを用いた。シール条件は、シール温度、シール圧力を調整し、比較例1において、次に記述するシール強度の測定値が、十分接合されている強度になるようにし、その条件にて実施例及び他の比較例も作製した。そこで得られたシール部のシール強度を比較すると同時に、シール部の硬さを、パネラー5名で官能評価を行った。官能評価においても、比較例1を基準(3点)とし、実施例及び他の比較例の評価を5段階(5柔らかい、4やや柔らかい、3同じ、2やや硬い、1硬い)で行った。その結果を表2に示した。
【0042】
(シール強度の測定)
シール部をおむつ縦方向(Y方向)にWcm、おむつ幅方向(X方向)にシール部から突出したつかみ部が得られる程度に切り出し、測定用サンプルとする。引張試験機を用い、つまみ部の相反する層構造をそれぞれ上下のチャックに取り付け、引張速度300mm/分でT字剥離させ、その時の最大荷重Pをシール幅Wで除した値をシール強度(N/cm)とした。その結果を表2に示した。
【0043】
【表1】

【0044】
【表2】
【0045】
表2に示す実施例及び比較例の結果から、実施例はシール強度が高くても柔らかさに優れ、特に3層構造としたときに、その効果が高いことが分る。したがって、シール強度を高くすることによってシール部が剥がれ難くすることが容易となる。
【符号の説明】
【0046】
1 パンツ型使い捨ておむつ(パンツ型吸収性物品)
2 表面シート
3 裏面シート
4 吸収体
5 ウエスト開口部
6 レッグ開口部
10 吸収性本体
11 外装体
12 最外層シート(最外層不織布)
14 内層シート(第3領域の最内層不織布)
15 補助シート(第2領域の最内層不織布)
A 腹側部
A1 第1領域
A2 第2領域(積層構造部分)
A3 第3領域(積層構造部分)
B 背側部
B1 第1領域
B2 第2領域(積層構造部分)
B3 第3領域(積層構造部分)
S サイドシール部
S1 第1接合部分
S2 第2接合部分
S3 第3接合部分
【技術分野】
【0001】
本発明は、パンツ型吸収性物品に関する。
【背景技術】
【0002】
パンツ型の使い捨ておむつとして、着用時に着用者の腹側に配される腹側部の側縁部と、着用時に着用者の背側に配される背側部の側縁部とが接合されて、一対のサイドシール部、ウエスト開口部及び一対のレッグ開口部が形成されているものが知られている。このようなパンツ型吸収性物品におけるサイドシール部の接合強度と風合い並びに廃棄時における引き剥がし易さの向上等の観点から、サイドシール部のシールパターンが種々提案されている(特許文献1,2参照)。また、サイドシール部の溶着線の充分な保形性と廃棄時の引き剥がし性の両立の観点から、サイドシール部において接合するサイド部を、熱融着性不織布と高融点不織布で構成し、該高融点不織布を最外層に配置したパンツ型使い捨ておむつが知られている(特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−272785号公報
【特許文献2】特開2003−38572号公報
【特許文献3】特開平7−075653号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
サイドシール部のシールパターンの工夫で接合強度と風合いを向上させる技術は、シールパターンが特定のものに制限される不便性があり、また接合強度と風合いとを共に向上させる点でも限界がある。
他方、熱融着性不織布と高融点不織布とを組み合わせる技術は、熱融着性不織布のみの溶融で充分な融着強度を得るためには、樹脂量を多くするために坪量がかなり大きい不織布を用いる必要がある。また、それを溶融させるエネルギーを与える一方、最外層の溶融変形を抑制するためには、高融点不織布と熱融着性不織布との融点差を相当に大きくする必要があり、そのため、樹脂の種類を大きく異ならせる必要がある。一般に高融点にすると樹脂自体の剛性も上がり、そのような不織布を最外層に配置すれば、パンツ型吸収性物品の外表面の風合いが低下することにもなる。
【0005】
従って、本発明の課題は、サイドシール部の接合強度と柔軟性を容易に向上させることができ、多様なシールパターンを採用し得るパンツ型吸収性物品を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、腹側部の両側部と背側部の両側部とが接合されて一対のサイドシール部が形成されているパンツ型吸収性物品であって、前記腹側部及び前記背側部の少なくとも一方は、前記サイドシール部に、最外層不織布と最内層不織布とが積層されており且つ該最外層不織布のMFRが該最内層不織布のMFRより大きい積層構造部分を有する、パンツ型吸収性物品を提供するものである。
【0007】
また、本発明は、腹側部の両側部と背側部の両側部とを接合して一対のサイドシール部を形成するパンツ型吸収性物品の製造方法であって、前記腹側部及び前記背側部の少なくとも一方では、MFRの値が相対的に大きい不織布を最外層に、MFRの値が相対的に小さい不織布を最内層となるようにそれぞれ配し、両不織布間を熱によるシールによって前記サイドシール部を形成する、パンツ型吸収性物品の製造方法を提供するものである。
【発明の効果】
【0008】
本発明によれば、サイドシール部の接合強度を高くしながらも良好な柔軟性を容易に実現させることができ、多様なシールパターンを採用し得るパンツ型吸収性物品が提供される。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明のパンツ型吸収性物品の一実施形態であるパンツ型使い捨ておむつを示す斜視図である。
【図2】図2は、図1に示すおむつの展開且つ伸長状態における内面側を示す展開平面図である。展開且つ伸長状態とは、パンツ型吸収性物品を展開状態とし、その展開状態の吸収性物品を、各部の弾性部材を伸長させて、設計寸法(弾性部材の影響を一切排除した状態で平面状に広げたときの寸法と同じ)となるまで拡げた状態をいう。
【図3】図3は、図2のI−I線断面図である。
【図4】図4は、サイドシール部における断面構造を説明するための説明図である。
【図5】図5は、サイドシール部に形成するシールパターンの例を示す図である。
【図6】図6は、本発明のパンツ型吸収性物品の他の実施形態を示す図4相当図である。
【発明を実施するための形態】
【0010】
以下、本発明をその好ましい実施形態に基づき図面を参照しながら説明する。
本発明の一実施形態であるパンツ型使い捨ておむつ1(以下、おむつ1ともいう)は、図2に示すように、外装体11と、該外装体11の内面側に固定された吸収性本体10とを備えている。
おむつ1は、着用時に着用者の腹側に配される腹側部A、着用時に着用者の背側に配される背側部B、及び腹側部Aと背側部Bとの間に位置して、着用時に着用者の股間部に配される股部Cを有している。
【0011】
おむつ(パンツ型吸収性物品)の縦方向とは、腹側部Aから股部Cを経て背側部Bに亘る方向であり、図2中のY方向である。また、おむつ(パンツ型吸収性物品)の幅方向は、前記縦方向と交差する方向であり、図2中のX方向である。展開且つ伸長状態のおむつ1において、おむつ1における幅方向Xは、前記縦方向Yと直交している。また、腹側部A及び背側部Bのそれぞれにおいて、パンツ型吸収性物品の縦方向は、着用時の上下方向であるため、腹側部A及び背側部Bの縦方向において、ウエスト開口縁W側を上、股部C側を下とも表現する。
【0012】
外装体11は、図2〜図4に示すように、最外層シート12及び該最外層シート12より内側に位置する内側シート13を有している。最外層シート12は、腹側部A及び背側部Bのそれぞれにおいて、おむつ1(パンツ型吸収性物品)の外表面を形成している。内側シート13は、外装体11の厚み方向Zにおいて、最外層シート12よりも内側(着用時に着用者の肌に近い側)に配されているシートである。
本実施形態のおむつ1は、内側シート13として、内層シート14、補助シート15を有し、更に最外層シート12を構成するシート材がウエスト開口縁Wにおいて内面側に折り返されて形成された最外層シート12の折り返し部分12a,12bを有している。最外層シート12及び内層シート14は、それぞれ、腹側部A、股部C及び背側部Bに亘って連続しており、補助シート15は、背側部B及び腹側部Aにそれぞれ一枚配されている。
【0013】
内層シート14は、最外層シート12に隣接させて最外層シート12の内面側に配されている。補助シート15は、図3及び図4に示すように、内層シート14のおむつ長手方向の端部14wの上下に亘って延在している。また、補助シート15は、おむつ1の幅方向中央部においては、図3に示すように、吸収性本体10の縦方向の端部10wの上下に亘って延在している。そのため、補助シート15は、最外層シート12の内面と対向する部分と内層シート14の内面と対向する部分と吸収性本体10の内面と対向する部分とを有している。内面は、パンツ型吸収性物品又はその構成部材におけるパンツ型吸収性物品の着用時に着用者の肌側に向けられる面である。
【0014】
図1に示すように、おむつ1においては、腹側部Aの両側部と背側部Bの両側部とが、それぞれの側縁部において合掌状に接合されており、その接合によって、おむつ1に、一対のサイドシール部S,S、ウエスト開口部5及び一対のレッグ開口部6,6が形成されている。ウエスト開口縁Wは、ウエスト開口部5の周縁である。外装体11は、展開且つ伸長状態のおむつ1においては、図2に示すように、縦方向中央部が括れた砂時計状の形状をしている。腹側部Aは、おむつ1の縦方向の一端側のウエスト開口縁Wからレッグ開口部6の上端Stまでの部位、背側部Bは、おむつ1の縦方向の他端側のウエスト開口縁Wからレッグ開口部6の上端Stまでの部位である。
【0015】
本実施形態のおむつ1における腹側部A及び背側部Bは、図3及び4に示すように、ウエスト開口縁W側から股部C側に向かって順に、第1領域A1,B1、第2領域A2,B2及び第3領域A3,B3を有している。
第1領域A1,B1は、図4に示すように、最外層シート12の折り返し部分12a,12bが、腹側部A及び背側部Bのそれぞれにおいて、厚み方向の最も内側に位置している。第2領域A2,B2は、図4に示すように、補助シート15が、腹側部A及び背側部Bのそれぞれにおいて、厚み方向の最も内側に位置している。第3領域A3,B3は、図4に示すように、内層シート14が、腹側部A及び背側部Bのそれぞれにおいて、厚み方向の最も内側に位置している。
【0016】
サイドシール部Sにおいては、腹側部A及び背側部Bが、公知のヒートシール装置によって一体的に加圧及び加熱されている。そして、それにより、サイドシール部Sには、図4に示すように、第1領域A1と第1領域B1とが、前記折り返し部分12a,12bどうしが面接して熱融着していることによって接合されている第1接合部分S1と、第2領域A2と第2領域B2とが、補助シート15どうしが面接して熱融着していることによって接合されている第2接合部分S2と、第3領域A3と第3領域B3とが、内層シート14どうしが接触して熱融着していることによって接合されている第3接合部分S3とが生じている。なお、図4には、腹側部Aと背側部Bとの間やそのそれぞれを構成するシートの間に隙間があるが、実際のサイドシール部Sにおいては、シート間に隙間はない。
【0017】
おむつ1における最外層シート12,内層シート14及び補助シート15は、何れも、熱可塑性繊維を構成繊維とする不織布からなり、最外層シート12を構成する不織布(最外層不織布)には、補助シート15を構成する不織布よりもMFRが大きいものを用いている。また、内層シート14を構成する不織布には、そのMFR値が、補助シート15を構成する不織布のMFR以上、最外層不織布のMFR未満のものを用いている。
【0018】
従って、腹側部A及び背側部Bそれぞれの第2領域A2,B2は、最外層シート12(最外層不織布)と補助シート15(最内層不織布)とが積層されており且つ該最外層シート12(最外層不織布)のMFRが該補助シート15(最内層不織布)のMFRより大きい部分となっているため、本発明における「積層構造部分」に該当する。
また、腹側部A及び背側部Bそれぞれの第3領域A3,B3も、最外層シート12(最外層不織布)と内層シート14(最内層不織布)とが積層されており且つ該最外層シート12(最外層不織布)のMFRが該内層シート14(最内層不織布)のMFRより大きい部分となっているため、本発明における「積層構造部分」に該当する。
最外層シート12,内層シート14及び補助シート15を構成する不織布としては、使い捨ておむつ等の吸収性物品に従来用いられている各種のシート材を特に制限なく用いることができるが、熱可塑性繊維を構成繊維とする不織布を用いることが好ましく、不織布としては、例えば、エアースルー不織布、ヒートロール不織布、スパンレース不織布、スパンボンド不織布、メルトブローン不織布等が挙げられるが、その強度、おむつへの加工のしやすさ並びにコストの点からスパンボンド不織布、あるいはスパンボンドとメルトブローンの積層からなるスパンボンド−メルトブローン−スパンボンド(SMS)不織布、スパンボンド−メルトブローン(SM)不織布であることが好ましい。
また、スパンボンド不織布、ならびにSMS、SM不織布は、その構成繊維が熱可塑性樹脂からなるが、その熱可塑性樹脂は、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂であることが好ましく、特にポリプロピレンであることが、不織布の強度、おむつへの加工のしやすさ並びにコストの点から好ましい。ポリプロピレンは、プロピレンの単独重合体の他、プロピレンとコモノマー(主としてエチレン)との共重合体であっても良い。共重合体は、ランダム共重合体でもブロック共重合体でも良い。また、これらポリプロピレンに滑剤、柔軟剤、界面活性剤、親水化処理剤などを添加してあっても良い。
【0019】
MFR(メルトフローレート)は、溶融状態にある樹脂の流動性を示す尺度の一つであり、本発明における不織布のMFRは、下記方法により不織布から測定用の樹脂を調整し、その樹脂について、JIS K 7210に規定される方法に従って測定する。
但し、ここではポリプロピレンの測定条件である230℃に加熱した条件で測定する。
〔測定用樹脂の調整方法〕
測定する不織布15〜20g程度を約50cm四方になるように折り畳み、200℃に加熱したプレス機にて、約24kPaで3秒間プレスし、不織布をフィルム状にする。そのフィルム状にした不織布を細かく裁断し、測定用の樹脂として調整する。なお、吸収性物品から測定する不織布を採取する場合は、サイドシール部以外の、可塑化されていない部分を使用する。
【0020】
本発明においては、腹側部A及び背側部Bが、このようにサイドシール部S,Sに、最外層不織布と最内層不織布とが積層されており且つ該最外層不織布のMFRが該最内層不織布のMFRより大きい積層構造部分(本実施形態における第2領域A2,B2及び第3領域A3,B3)を有するため、サイドシール部Sにおいて最外層不織布12に開孔が生じ易く、サイドシール部Sの剛性が低下して柔軟化する。一方、低MFRで開孔が生じにくい最内層不織布どうしが熱融着して接合するため、サイドシール部Sに充分な接合強度が得られる。
【0021】
また、このようにサイドシール部の接合強度と柔軟性を、MFRの異なる不織布を組み合わせて向上させるため、サイドシール部のシールパターンとしては、多様なシールパターンを採用することができる。図5に、サイドシール部に形成するシールパターンの一例を示した。図5(a)に示すサイドシール部においては、腹側部A及び背側部Bが強く加圧及び加熱されて生じた横長長方形状の凹部21が、サイドシール部の長手方向に一定の間隔で形成されている。図5(b)〜(c)は、腹側部A及び背側部Bが強く加圧されて生じた横長長方形状の凹部21の配置が、図5(a)とは異なっている。サイドシール部を形成する方法は、熱を発生させるシール方法であればよく、ヒートシール、特に熱エンボス加工であることが好ましいが、シール対象の不織布にエネルギーを付与した結果、不織布に熱が発生する超音波シールでも良い。
【0022】
サイドシール部の接合強度と風合いとの両立の観点から、最外層不織布のMFR(M1)は、70〜130g/10minであることが好ましく、最内層不織布のMFR(M2)は、30〜70g/10minであることが好ましく、最外層不織布のMFR(M1)と最内層不織布のMFR(M2)との比(M1/M2)は、1.1〜2.3であることが好ましい。前記比(M1/M2)を1.1以上とすることにより、両方の不織布に孔が開いて接合強度不足になることを防止しつつ、最外層不織布に孔を生じさせることができる。また、前記比(M1/M2)を2.3以下とすることにより、内層不織布どうしを適度に融着させることができる一方、外層不織布が過度に溶融して溶融ムラ等による風合いが悪化することを防止することができる。
【0023】
接合強度と風合いとの両立の観点から、最外層不織布のMFR(M1)は、80〜120g/10minであることがより好ましく、内層不織布のMFR(M2)は、35〜65g/10minであることがより好ましく、前記比(M1/M2)は、1.3〜2.0、特に1.5〜2.0であることがより好ましい。
【0024】
また、最外層不織布の構成繊維の太さが、内層不織布の構成繊維の太さよりも太いことが好ましい。
また、最外層不織布は、1.4〜2.0dtexの熱融着繊維からなるスパンボンド不織布であり、最内層不織布は、0.8〜1.4dtexの熱融着繊維からなるスパンボンド不織布であることが好ましい。また、最外層不織布の構成繊維の繊度と最内層不織布の構成繊維の繊度の比(前者/後者)は1.2〜1.8であることが好ましい。最内層不織布に細い繊維を使用することで、溶融状態が均一化し、シール強度が向上する一方、最外層不織布に太い繊維を使用することで、溶融状態を不均一化させて開孔を積極的に促すことができ柔軟性が向上する。このような観点から、最外層不織布の構成繊維は、1.6〜1.8dtexであることがより好ましく、最内層不織布の構成繊維は、1.0〜1.2dtexであることがより好ましい。
なお、最外層不織布および/または最内層不織布にSMSあるいはSM不織布を用いる場合にも、該不織布のスパンボンド層の構成繊維が上記と同様であることが好ましい。
【0025】
また、最内層不織布を溶融状態の均一化の観点から、最内層不織布は最外層不織布よりも目付(坪量)が小さいことが好ましい。最外層不織布及び最内層不織布の目付(坪量)は、10〜23g/m2の範囲内であることが好ましく、両不織布の目付(坪量)の比(前者/後者)は、1.1〜2.0、特に1.2〜1.5であることが好ましい。
【0026】
本実施形態のおむつ1における第2領域A2,B2においては、最外層シート12(最外層不織布)と補助シート15(最内層不織布)との間に、内層シート14(中間不織布)が介在しており、内層シート14(中間不織布)のMFR(M3)が、補助シート15(最内層不織布)のMFR(M2)以上、最外層シート12(最外層不織布)のMFR(M1)未満となっている。即ち、最外層不織布のMFR(M1)、最内層不織布のMFR(M2)及び中間不織布のMFR(M3)が、M2≦M3<M1で示される関係を有している。斯かる構成を有することで、熱シール又は超音波シールによって、最外層不織布を開孔した後、開孔部を通過した余剰エネルギーを中間不織布に吸収、緩衝させて、最内層不織布の過度な開孔発生を抑制することができる。
尚、中間不織布としての内層シート14は、サイドシール部Sの長手方向Y(おむつ縦方向)の全長Lの50〜90%の長さに亘って配されており、且つウエスト開口縁Wの近傍(例えば、ウエスト開口縁Wから5mm以内)には配されていないことが、ウエスト開口縁Wの近傍で該シートが折れてウエスト開口縁を硬化させることを防止する観点等から好ましい。
【0027】
本実施形態のおむつ1においては、腹側部A及び背側部Bそれぞれにおける、ウエスト開口部の周縁部には、ウエストギャザー形成用の複数本のウエスト弾性部材51が、それぞれ、おむつ1の幅方向に延びて伸長状態で固定されている。また、腹側部A及び背側部Bそれぞれにおける、股部C寄りの部位には、下腹部ギャザー形成用の複数本の下腹部弾性部材91が、それぞれ、おむつ1の幅方向に延びて伸長状態で固定されている。下腹部弾性部材91は、一対のサイドシール部間の全長に亘って連続して配されていても良いが、おむつ幅方向Xの中央部で左右に分割された状態で配されていても良い。
【0028】
また、腹側部A及び背側部Bそれぞれの縦方向における、ウエスト弾性部材51と下腹部弾性部材91との間には、内側ギャザー形成用の複数本(図示例は3本)の内側弾性部材71が、それぞれ、おむつ1の幅方向に延びて伸長状態で固定されている。内側弾性部材71は、内層シート14と補助シート15との間に固定されている。また、内側弾性部材71が配されている部分R2の外側には、最外層シート12と内層シート14との間が接合されていない非接合領域R1が形成されている。また、レッグ開口部の周縁部には、レッグギャザー形成溶のレッグ弾性部材61が配されている。
これらの弾性部材は、それを挟む2枚のシート間にホットメルト型接着剤(不図示)を介して接合されている。
【0029】
このように縦方向におけるウエスト弾性部材51と下腹部弾性部材91の間に、内側弾性部材71を内装シート14と補助シート15間に固定する構成を有し、且つ最外層シート12のMFR(M1)、内層シート14のMFR(M3)及び補助シート15のMFR(M2)が、M2≦M3<M1で示される関係を有していると、サイドシール部Sにおいて最外層シート12を開孔して柔軟化させながら、低MFRの内層シート14と補助シート15には過度な開孔が発生しないため、内層シート14と補助シート15の間の内側弾性部材71の弾性特性を十分に発揮させながら確実に固定することができる。また、サイドシール部に発生した孔から内側弾性部材71の端部が飛び出て、おむつ1の外観を損ねることがない。また、内側弾性部材71が配されている部分R2の外側には、最外層シート12と内層シート14との間が接合されていない非接合領域R1が形成されていることによって、内側弾性部材71が最外層シート12とは独立するために、上記効果を更に奏することができる。
【0030】
これに対して、腹側部A及び背側部Bにおけるサイドシール部Sを形成する部分には、サイドシール部Sの長手方向Y(おむつ縦方向)の全長Lの50%(半分)以上の長さに亘ってホットメルト型接着剤が存在していない。こうすることによって、ホットメルトの熱吸収によって最内層不織布に過度な開孔が発生することを抑制することができる。このような観点から、サイドシール部Sのおむつ縦方向の全長Lに亘ってホットメルト型接着剤が存在していないことがより好ましい。
【0031】
本発明における積層構造部分は、サイドシール部の長手方向Y(おむつ縦方向)における少なくともレッグ開口部側に形成されていることが好ましい。少なくともレッグ開口部側に形成することにより、着用者の脚回りに硬い部分が当たることによる不都合、例えば違和感や不快感等を防止することができると共に、着用者の動きによって、サイドシール部がレッグ開口部側から意図せず剥離するといったことも防止することができる。
【0032】
本発明における積層構造部分は、サイドシール部の長手方向Y(おむつ縦方向)の全長Lの50〜100%の長さに亘って形成されていることが好ましく、70〜100%の長さに亘って形成されていることがより好ましい。
【0033】
図2及び図3に示すように、上述した実施形態のおむつ1における吸収性本体10は、おむつの縦方向Yと同方向に長い長方形状であり、液透過性の表面シート2、液不透過性又は液難透過性(撥水性等)の裏面シート3及び両シート2,3間に介在配置された液保持性の吸収体4を有する。吸収体4は、パルプ繊維等の繊維の集合体(不織布であっても良い)からなる吸収性コア又はこれに吸水性ポリマーの粒子を保持させてなる吸収性コアを、コアラップシートで被覆してなる。コアラップシートとしては、例えばティッシュペーパのような薄紙や透水性の不織布等が好ましく用いられる。また、おむつ1においては、図2に示すように、吸収性本体10の長手方向の左右両側に、液抵抗性ないし撥水性で且つ通気性の素材から構成された側方カフス8,8が形成されている。各側方カフス8の自由端部の近傍には、複数の側方カフス弾性部材81が伸張状態で配されている。側方カフス8は、おむつ着用時に起立して液の側方への流出を阻止する。
【0034】
上述したおむつ1の各部の形成材料について説明する。
表面シート2、裏面シート3、吸収体4、及び側方カフス8形成用シート等としては、使い捨ておむつ等の吸収性物品に従来用いられている各種のもの等を特に制限なく用いることができる。例えば、表面シート2としては、単層又は多層構造の不織布や、開孔フィルム等を用いることができる。裏面シート3としては、樹脂フィルムや樹脂フィルムと不織布の積層体等を用いることができる。裏面シート3は、透湿性を有するものでも有しないものでも良い。
【0035】
弾性部材51,61,71,81,91の形成素材としては、例えば、スチレン−ブタジエン、ブタジエン、イソプレン、ネオプレン等の合成ゴム、天然ゴム、EVA、伸縮性ポリオレフィン、ポリウレタン等を挙げることができる。弾性部材の形態としては、断面が矩形、正方形、円形、楕円形又は多角形状等の糸状(糸ゴム等)、若しくは紐状(平ゴム等)のもの、又はマルチフィラメントタイプの糸状のもの等を好ましく用いることができる。
【0036】
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は上述した実施形態に制限されず適宜変更可能である。
【0037】
例えば、背側部B及び/又は腹側部Aは、図6に示すように、本発明における積層構造部分に該当する部分が、サイドシール部の長手方向Y(おむつ縦方向)の全長に亘っていても良い。また、上述したおむつにおける背側部B及び腹側部Aの何れか一方を、図6に示す構成とすることもできる。
【0038】
斯かる構成とすると、サイドシール部の長手方向Y(おむつ縦方向)の全長に渡って同じ積層構造となるため、サイドシール部の接合強度も長手方向Yの全長に渡って同等となり、単純なシールパターンでも、サイドシール部の接合強度をコントロールしやすいという利点がある。
【0039】
また、外装体は、最外層シート12及び内層シート14が、それぞれ、腹側部A、股部C及び背側部Bに亘って連続しているものに代えて、腹側部A及び背側部Bに、互いに別体の最外層シート12及び/又は内層シート14が配されているものであっても良い。
また、パンツ型吸収性物品は、成人用又は幼児用のパンツ型使い捨ておむつの他、パンツ型の生理用ナプキン等であっても良い。
【0040】
上述した一の実施形態における説明省略部分及び一の実施形態のみが有する要件は、それぞれ他の実施形態に適宜適用することができ、また、各実施形態における要件は、適宜、実施形態間で相互に置換可能である。
【実施例】
【0041】
次に、実施例及び比較例に基づいて本発明を更に具体的に説明するが、本発明は、以下の実施例及び比較例によって何ら限定されるものではない。
〔実施例および比較例〕
表1に示すMFR、繊度及び目付のポリプロピレン構成繊維からなるスパンボンド不織布A〜Cを、表2に示す通りに組み合わせて2層又は3層構造とし、それを更に相反する向きに組み合せる(合掌状に組み合わせる)ことで4層もしくは6層構造として、ヒートシールを行った。シールパターンは、おむつ幅方向(X方向)の長さ8mm範囲で横長長方形の凹部が複数形成され、その面積率(ヒートシール部総面積/合掌状部分全面積)が36%のものを用いた。シール条件は、シール温度、シール圧力を調整し、比較例1において、次に記述するシール強度の測定値が、十分接合されている強度になるようにし、その条件にて実施例及び他の比較例も作製した。そこで得られたシール部のシール強度を比較すると同時に、シール部の硬さを、パネラー5名で官能評価を行った。官能評価においても、比較例1を基準(3点)とし、実施例及び他の比較例の評価を5段階(5柔らかい、4やや柔らかい、3同じ、2やや硬い、1硬い)で行った。その結果を表2に示した。
【0042】
(シール強度の測定)
シール部をおむつ縦方向(Y方向)にWcm、おむつ幅方向(X方向)にシール部から突出したつかみ部が得られる程度に切り出し、測定用サンプルとする。引張試験機を用い、つまみ部の相反する層構造をそれぞれ上下のチャックに取り付け、引張速度300mm/分でT字剥離させ、その時の最大荷重Pをシール幅Wで除した値をシール強度(N/cm)とした。その結果を表2に示した。
【0043】
【表1】
【0044】
【表2】
【0045】
表2に示す実施例及び比較例の結果から、実施例はシール強度が高くても柔らかさに優れ、特に3層構造としたときに、その効果が高いことが分る。したがって、シール強度を高くすることによってシール部が剥がれ難くすることが容易となる。
【符号の説明】
【0046】
1 パンツ型使い捨ておむつ(パンツ型吸収性物品)
2 表面シート
3 裏面シート
4 吸収体
5 ウエスト開口部
6 レッグ開口部
10 吸収性本体
11 外装体
12 最外層シート(最外層不織布)
14 内層シート(第3領域の最内層不織布)
15 補助シート(第2領域の最内層不織布)
A 腹側部
A1 第1領域
A2 第2領域(積層構造部分)
A3 第3領域(積層構造部分)
B 背側部
B1 第1領域
B2 第2領域(積層構造部分)
B3 第3領域(積層構造部分)
S サイドシール部
S1 第1接合部分
S2 第2接合部分
S3 第3接合部分
【特許請求の範囲】
【請求項1】
腹側部の両側部と背側部の両側部とが接合されて一対のサイドシール部が形成されているパンツ型吸収性物品であって、
前記腹側部及び前記背側部の少なくとも一方は、前記サイドシール部に、最外層不織布と最内層不織布とが積層されており且つ該最外層不織布のMFRが該最内層不織布のMFRより大きい積層構造部分を有する、パンツ型吸収性物品。
【請求項2】
前記最外層不織布のMFR(M1)が70〜130g/10minであり、前記最内層不織布のMFR(M2)が30〜70g/10minであり、両不織布のMFRの比(M1/M2)が、1.1〜2.3である、請求項1記載のパンツ型吸収性物品。
【請求項3】
前記最外層不織布は、1.4〜2.0dtexの熱融着繊維からなるスパンボンド不織布であり、前記最内層不織布は、0.8〜1.4dtexの熱融着繊維からなるスパンボンド不織布である、請求項1又は2記載のパンツ型吸収性物品。
【請求項4】
前記最外層不織布と前記最内層不織布との間に中間不織布が介在しており、中間不織布のMFR(M3)は、前記最内層不織布のMFR(M2)以上、前記最外層不織布のMFR(M1)未満である、請求項1〜3の何れか1項記載のパンツ型吸収性物品。
【請求項5】
前記サイドシール部の全長の半分以上の長さに亘ってホットメルト型接着剤が存在していない、請求項1〜4の何れか1項記載のパンツ型吸収性物品。
【請求項6】
前記積層構造部分が、前記サイドシール部の長手方向における少なくともレッグ開口部側に形成されている、請求項1〜5の何れか1項記載のパンツ型吸収性物品。
【請求項7】
腹側部の両側部と背側部の両側部とを接合して一対のサイドシール部を形成するパンツ型吸収性物品の製造方法であって、
前記腹側部及び前記背側部の少なくとも一方では、MFRの値が相対的に大きい不織布を最外層に、MFRの値が相対的に小さい不織布を最内層となるようにそれぞれ配し、両不織布間を熱によるシールによって前記サイドシール部を形成する、パンツ型吸収性物品の製造方法。
【請求項1】
腹側部の両側部と背側部の両側部とが接合されて一対のサイドシール部が形成されているパンツ型吸収性物品であって、
前記腹側部及び前記背側部の少なくとも一方は、前記サイドシール部に、最外層不織布と最内層不織布とが積層されており且つ該最外層不織布のMFRが該最内層不織布のMFRより大きい積層構造部分を有する、パンツ型吸収性物品。
【請求項2】
前記最外層不織布のMFR(M1)が70〜130g/10minであり、前記最内層不織布のMFR(M2)が30〜70g/10minであり、両不織布のMFRの比(M1/M2)が、1.1〜2.3である、請求項1記載のパンツ型吸収性物品。
【請求項3】
前記最外層不織布は、1.4〜2.0dtexの熱融着繊維からなるスパンボンド不織布であり、前記最内層不織布は、0.8〜1.4dtexの熱融着繊維からなるスパンボンド不織布である、請求項1又は2記載のパンツ型吸収性物品。
【請求項4】
前記最外層不織布と前記最内層不織布との間に中間不織布が介在しており、中間不織布のMFR(M3)は、前記最内層不織布のMFR(M2)以上、前記最外層不織布のMFR(M1)未満である、請求項1〜3の何れか1項記載のパンツ型吸収性物品。
【請求項5】
前記サイドシール部の全長の半分以上の長さに亘ってホットメルト型接着剤が存在していない、請求項1〜4の何れか1項記載のパンツ型吸収性物品。
【請求項6】
前記積層構造部分が、前記サイドシール部の長手方向における少なくともレッグ開口部側に形成されている、請求項1〜5の何れか1項記載のパンツ型吸収性物品。
【請求項7】
腹側部の両側部と背側部の両側部とを接合して一対のサイドシール部を形成するパンツ型吸収性物品の製造方法であって、
前記腹側部及び前記背側部の少なくとも一方では、MFRの値が相対的に大きい不織布を最外層に、MFRの値が相対的に小さい不織布を最内層となるようにそれぞれ配し、両不織布間を熱によるシールによって前記サイドシール部を形成する、パンツ型吸収性物品の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−102886(P2013−102886A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247915(P2011−247915)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]