
パンツ型着用物品の製造方法
【課題】テープ状シート材を所定間隔に精度よく安定的に配する製造方法を提供する。
【解決手段】第1シート材1Sを幅方向に複数にスリットして複数本のテープ状シート材33Tを形成し、それらをスリット時の幅方向位置を維持して交互に異なる方向に搬送させて腹側用と背側用に分離し、腹側用と背側用の各テープ状シート材33Tを、スリット時の幅方向位置を維持して腹側と背側の別々の第2シート材2Sに積層して固定し、腹側部21と背側部23に配される外装体連続部材11Sを得た後、腹側部21と背側部23に配される外装体連続部材11Sを所定間隔Dに位置調整し、各外装体連続部材11Sの第2シート材2S上の間を渡すように吸収性本体40を積層し、第2シート材2S同士を内側に対向させて各外装体連続部材11S同士を重ね合わせて幅方向に所定間隔で接合し、その接合部で外装体連続部材11Sを幅方向に切断するパンツ型着用物品の製造方法を提供する。
【解決手段】第1シート材1Sを幅方向に複数にスリットして複数本のテープ状シート材33Tを形成し、それらをスリット時の幅方向位置を維持して交互に異なる方向に搬送させて腹側用と背側用に分離し、腹側用と背側用の各テープ状シート材33Tを、スリット時の幅方向位置を維持して腹側と背側の別々の第2シート材2Sに積層して固定し、腹側部21と背側部23に配される外装体連続部材11Sを得た後、腹側部21と背側部23に配される外装体連続部材11Sを所定間隔Dに位置調整し、各外装体連続部材11Sの第2シート材2S上の間を渡すように吸収性本体40を積層し、第2シート材2S同士を内側に対向させて各外装体連続部材11S同士を重ね合わせて幅方向に所定間隔で接合し、その接合部で外装体連続部材11Sを幅方向に切断するパンツ型着用物品の製造方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はパンツ型着用物品の製造方法に関する。
【背景技術】
【0002】
従来のパンツ型おむつとして、着用者の腹側および背側に配されるように形成された外装体と、外装体の腹側と背側との間の着用者の股間部に配される股下部とを有し、股下部に吸収性本体が配されているものが知られている(例えば、特許文献1、特許文献2参照。)。
【0003】
外装体は、ほぼ全面にわたって内層材と外層材とが積層された2層構造になっており、外装体を構成するには、内層材と外層材とを弾性部材を挟持して貼り合わせたシートを用いる。このシートの幅を2分割し、分割した各シートを並行にした状態で、各シート間を渡すように吸収性本体を配置し、シートを構成する各外層材の外側辺部を折り曲げ、その折り曲げ部分で吸収性本体の両端部を固定する。続いて、吸収性本体の中央部付近で折り曲げるとともに内層材を内側にしてシートを重ね合わせ、吸収性本体を挟むようにして重ね合わせたシートを幅方向に所定の間隔で接合する。その後、接合部の中央部をシートの幅方向に切断して切り離す。これによって、シートを接合してなる外装体と、この外装体に固定された吸収性本体とを備えたパンツ型おむつが完成する(例えば、特許文献1参照。)。
【0004】
また、前身頃から後身頃までを一体的な外装シートにより連続的に覆い、その外面に、幅方向に延在する帯状シート基材を縦方向に位置をずらして複数配置し、帯状シート基材と外装シートとの重なり部分におけるウエスト側端部にギャザー弾性伸縮部材を兼ねる腰下弾性伸縮部材を挟み、ホットメルト接着剤等により固定する構成が開示されている(例えば、特許文献3参照。)。この構成では帯状シート基材のCD方向(ライン流れ方向と直交する幅方向)股下側の端部がその下の別の帯状シート基材に被さるように配されているので、外装シート全体としては少なくとも外装シートと帯状シート基材による2層構造(帯状シート基材の重なり部分では3層構造)となる。この製造方法としては、外装シートとの間に細長状弾性伸縮部材を連続的に挟み込みつつ帯状シート基材のウエスト側の端部でホットメルト接着剤により固定する。そのため、各帯状シート基材が部分的に重なるように各帯状シート基材をずらして配する必要があり、細長状弾性伸縮部材に対する帯状シート基材の位置精度が重要になる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−279077号公報
【特許文献2】特表2008−508082号公報
【特許文献3】特許第4659109号
【発明の概要】
【発明が解決しようとする課題】
【0006】
パンツ型おむつに対し使用者からは下着と変わらない使用感が求められており、従来のパンツ型おむつでは、外装体がほぼ全面にわたって内層材と外層材とを積層した2層構造になっているため、柔軟性と通気性の更なる向上が期待されている。特に、スパンボンドなどエンボス加工されたシートを使用した場合には、その可能性が高まっていた。また、ウエストフリル部材となる帯状シート基材を縦方向に配する構成でも2層構造もしくは3層構造になるため、さらなる通気性の向上が望まれる。
本発明は、パンツ型おむつの外装体の腰周り領域を柔らかくし、かつ通気性を改善して着用時の蒸れの問題を解決することを課題とする。さらに、不織布のようなシートを狭幅に切断したテープ状シート材(帯状シート基材)を固定する場合、テープ状シート材を所定間隔に精度よく安定的に配することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、パンツ型着用物品の製造方法であって、外装体の構成材料になる第1シート材を幅方向に複数にスリットして複数本のテープ状シート材を形成する工程と、前記複数本のテープ状シート材を、前記スリット時の幅方向位置を維持しながら交互に異なる方向に搬送させ、腹側用と背側用に分離する工程と、前記腹側用と背側用のテープ状シート材のそれぞれを、前記スリット時の幅方向位置を維持しながら腹側と背側の別々の第2シート材に積層して固定し、腹側部に配される外装体連続部材と背側部に配される外装体連続部材を得る工程と、前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材を所定間隔に位置調整する工程と、前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材間を渡すように吸収性本体を固定する工程と、前記第2シート材同士を内側に対向させて前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材同士を重ね合わせ、該外装体連続部材同士を幅方向に所定間隔で接合する工程と、前記接合部で前記外装体連続部材を幅方向に切断する工程とを備えるパンツ型着用物品の製造方法を提供する。
【発明の効果】
【0008】
本発明のパンツ型着用物品の製造方法は、1層領域の部分の作用で腰周り領域を柔らかくし(柔軟性)、かつ同領域の通気性を格段に高めることができ、蒸れを大幅に低減できるパンツ型着用物品を容易に製造できる。
さらに、腹側用、背側用のテープ状シート材は、それぞれスリット時の幅方向位置を維持して第2シート材に積層、固定されるので、第2シート材に対してテープ状シート材を安定的に高精度に配することができる。
【図面の簡単な説明】
【0009】
【図1】本発明のパンツ型着用物品の製造方法で製造される好ましいパンツ型着用物品の一例を示した斜視図である。
【図2】図1に示したパンツ型着用物品の一例を示した分解斜視図である。
【図3】図1に示したパンツ型着用物品の製造方法の一例を示した図面であり、(1)は製造工程の全体を示した斜視図であり、(2)は吸収性本体を積層する状態を示した上面図である。
【図4】図1に示したパンツ型着用物品の製造方法の一例を示した要部斜視図である。
【図5】図1に示したパンツ型着用物品の製造方法の一例を示した要部平面図である。
【図6】本発明のパンツ型着用物品の製造方法に係る好ましい一実施形態(第1実施形態)の第1実施態様を示した製造工程概略図である。
【図7】第1実施態様のパンツ型着用物品の製造方法を示した要部斜視図である。
【図8】第1実施態様のパンツ型着用物品の製造方法を示した要部平面図であり、(1)は第1シート材および背側部に配される第2シート材の上方から見た要部平面図であり、(2)は第1シート材および下側第1分離ロールより下側の腹側部に配される第2シート材等を上方から見た要部平面図である。
【図9】第1実施態様のテープ状シート材のスリット状態を示した上面図である。
【図10】第1実施態様の分離ロール部分におけるテープ状シート材の分離状態を示した側面図である。
【図11】本発明のパンツ型着用物品の製造方法に係る第2実施態様を示した要部斜視図である。
【図12】本発明のパンツ型着用物品の製造方法に係る第3実施態様を示した要部斜視図である。
【図13】本発明のパンツ型着用物品の製造方法に係る第2実施形態を示した要部斜視図である。
【図14】本発明のパンツ型着用物品の製造方法に係る第3実施形態の第1実施態様を示した要部斜視図である。
【図15】第3実施形態の第1実施態様のテープ状シート材のスリット状態を示した平面図である。
【図16】第3実施形態の第2実施態様のテープ状シート材のスリット状態を示した平面図である。
【図17】本発明のパンツ型着用物品のサイドシール部を挟んで腹側部と背側部のテープ状シート材と第2シート材との位置関係の一例を示した要部側面図である。
【図18】本発明のパンツ型着用物品のサイドシール部を挟んで腹側部と背側部のテープ状シート材と第2シート材との位置関係の一例を示した要部側面図である。
【図19】本発明のパンツ型着用物品のサイドシール部を挟んで腹側部と背側部のテープ状シート材と第2シート材との位置関係の一例を示した要部側面図である。
【図20】本発明のパンツ型着用物品のサイドシール部を挟んで腹側部と背側部のテープ状シート材と第2シート材との位置関係の一例を示した要部側面図である。
【図21】本発明のパンツ型着用物品の製造方法に係る第4実施形態を示した図面であり、第1実施形態の図8(1)において弾性体連続部材3Sを複数本ずつ供給した場合を示した要部平面図である。
【発明を実施するための形態】
【0010】
まず、本発明に係るパンツ型着用物品の製造方法で製造されるパンツ型着用物品の好ましい一例について、図1および図2を参照しながら、以下に説明する。
本明細書のパンツ型着用物品10では、パンツ型着用物品の身丈方向をY方向とし、パンツ型着用物品の幅方向をX方向とし「腰周り方向」ともいう。
【0011】
図1および図2に示すように、パンツ型着用物品10の好ましい一例は、例えばパンツ型おむつであり、着用者の腹側に配される腹側部21と、股間部に配される股下部13と、背側に配される背側部23とを有している。以下、このパンツ型おむつ10について詳細に説明する。
パンツ型おむつ10は、腹側部21と背側部23を形成する外装体11と、股下部13を形成する吸収性本体40とで構成されている。
【0012】
外装体11は、腹側部21の一方の側縁部21Aと背側部23の一方の側縁部23Aとが接合され、さらに腹側部21の他方の側縁部21Bと背側部23の一方の側縁部23Bとが接合されて、環状に構成されている。側縁部21A、23Aの接合部および側縁部21B、23Bの接合部のそれぞれでサイドシール部25が構成されている。
また、股下部13は、腹側部21と背側部23とを架け渡して着用者の股間部に配される吸収性本体40で構成されている。環状にした外装体11と股下部13を架け渡した吸収性本体40によりパンツ型となっている。
吸収性本体40は、股間部を形成するとともに、腹側部21および背側部23において外装体11のウエスト開口部12下方近傍まで延出して、外装体11と固定されている。これにより、腰周り領域において外装体11は吸収性本体40が固定された中央域と、固定されていない両側域とを有する。上記「腰周り領域」とは、概ねウエスト開口部12の上端縁からその下部方向である身丈方向(Y方向)に大腿部の外側付け根付近が配置される位置までの間の領域をいう。
【0013】
上記外装体11は、内層材31と外層材33とが積層されて構成されており、内層材31が1層存在する1層領域を外装体11の身丈方向(Y方向)に間隔を置いて複数有している。図面では、1層領域に内層材31が存在し、外層材33が外装体11の身丈方向に間隔を置いて、内層材31に積層されている構成を示した。
【0014】
内層材31と外層材33とが積層された積層領域は、パンツ型おむつ10の幅方向(X方向)に伸縮性を有している。積層領域は、内層材31と外層材33との間に弾性体35を備えていてもよい。この場合、弾性体35は伸長状態で内層材31と外層材33との間に挟持されており、これにより、伸縮性を有する。または、後に詳述するように、内層材31および外層材33の両方またはどちらか一方が伸縮性を有する材料で構成されていてもよい。
また、吸収性本体40が固定されている外装体11の中央域において、弾性体35は複数箇所にわたって切断されていて、内層材31と外層材33との積層領域は実質的な伸縮性を有していないことが好ましい。
【0015】
内層材31および外層材33の素材としてのシートとしては、それぞれ、例えばエアースルー不織布、ヒートロール不織布、スパンレース不織布、スパンボンド不織布、メルトブローン不織布等の各種製法による不織布、織布、編布、樹脂フィルム等が挙げられ、これらを積層一体化させてなるシート材等も用いることができる。
また、特に内層材31は、通気性、風合いを良好にする観点から、不織布から形成されているものが好ましく、また、排泄物の漏れ防止の観点から、撥水性の不織布から形成されているものが好ましい。
【0016】
弾性体35の材料としては、おむつや生理用ナプキン等の吸収性物品に用いられる通常の弾性材料を用いることができ、例えば素材としては、スチレン−ブタジエン、ブタジエン、イソプレン、ネオプレン等の合成ゴム、天然ゴム、EVA、伸縮性ポリオレフィン、ポリウレタン等を挙げることができ、形態としては、断面が矩形、正方形、円形、多角形状等の糸状ないし紐状(平ゴム等)のもの、またはマルチフィラメントタイプの糸状のもの等を用いることができる。
【0017】
次に、上記吸収性本体40について説明する。図2に示すように、吸収性本体40は、一例として、表面シート41と、裏面シート42と、その間に介在される液保持性を有する吸収性コア43を備えている。この吸収性コア43は、被覆シート44を図面に示した点線の位置で矢印方向に折り曲げることで、被覆シート44により被覆されている。さらに、肌当接面側には内側立体ギャザー45をなす一対のサイドシート46,46が配置されている。非肌当接面側には順に上記裏面シート42と股下シート47とが配置されている。
この吸収性本体40は通常この種のおむつに用いられる材料を用いることができ、特に限定されるものではない。
【0018】
表面シート41は、親水性不織布で形成されることが好ましい。親水性不織布としては、エアースルー不織布、ポイントボンド不織布、スパンボンド不織布、スパンレース不織布、立体賦形不織布と呼ばれている不織布で、その繊維がポリプロピレンの単繊維や、ポリプロピレンとポリエチレンの複合繊維、ポリエチレンテレフタレートとポリエチレンの複合繊維等で親水化処理が施された繊維が好ましく使用できる。また、表面シート41として、樹脂フィルムを開孔したシートも用いることができる。
【0019】
裏面シート42は、防水性があり透湿性を有していれば特に限定されない。例えば疎水性の熱可塑性樹脂と、炭酸カルシウム等からなる微小な無機フィラーまたは相溶性のない有機高分子等とを溶融混練してフィルムを形成し、該フィルムを一軸または二軸延伸して得られる多孔性フィルムが挙げられる。熱可塑性樹脂としては、ポリオレフィンが挙げられる。該ポリオレフィンとしては、高〜低密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、ポリブテン等が挙げられ、これらを単独でまたは混合して用いることができる。
【0020】
吸収性コア43には、例えば、繊維集合体またはこれと吸収性ポリマーとを併用させたもの等を用いることができる。繊維集合体を構成する繊維としては、パルプ繊維等の親水性天然繊維や、合成繊維(好ましくは親水化処理を施したもの)等を用いることができる。坪量は特に限定されないが、150g/m2〜500g/m2が好ましい。また被覆シート44には、親水性のティッシュペーパー等の薄手の紙(薄葉紙)、コットンやレーヨンなどの親水性繊維からなる不織布、合成樹脂の繊維に親水化処理を施してなる不織布(スパンボンド−メルトブローン−スパンボンド(SMS)、スパンボンド−メルトブローン−メルトブローン−スパンボンド(SMMS)、スパンボンド−スパンボンド−メルトブローン−スパンボンド(SSMS)等の複合不織布)等を用いることができる。
【0021】
サイドシート46には、撥水性不織布を用いることが好ましく、具体的には、スパンボンド不織布、スパンボンド−メルトブローン(SM)不織布、SMS不織布等が用いられる。股下シート47には、布状の外観を与えるために各種不織布を用いることができる。
【0022】
図1に戻り、このパンツ型おむつ10では、外層材33が存在せず、内層材31が1層存在する1層領域を外装体11の身丈方向に間隔を置いて複数有することにより、従来のパンツ型おむつと同様の伸縮性を維持して身体への装着性および身体の可動性を保ちつつ、1層領域の部分で通気性を格段に高めることができる。よって、蒸れを大幅に低減できる。また、外層材33の使用量を削減することができるので、いわゆる環境にやさしい製品になるとともに、製品コストの低減が図れる。また、1層領域を有することによって外装体11の柔らかさが向上し、着用時の動作が円滑になるとともにはき心地がよくなる。
【0023】
本発明者は、上記パンツ型おむつ10の製造方法として、下記の製造方法を発明している。その製造方法を図3ないし図5を参照して説明する。
【0024】
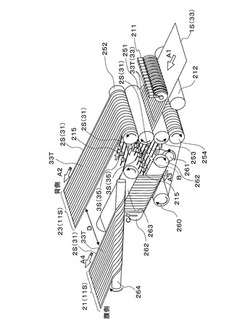
図3ないし図5に示すように、例えば、上側より第1シート材1Sを供給するとともに、下側より第2シート材2Sを供給し、さらに、第1シート材1Sと第2シート材2Sとの間に弾性体35となる弾性体連続部材3Sを供給する。第1シート材1Sは外層材33を構成するものであり、第2シート材2Sは内層材31を構成するものである。これらの第1シート材1S(外層材33)、第2シート材2S(内層材31)および弾性体連続部材3S(弾性体35)は、それぞれ上述したパンツ型おむつ10と同様な材料を用いる。
【0025】
先ず、外層材スリットカッター211によって上記第1シート材1Sを幅方向に複数本に分割して細幅のテープ状シート材33Tを形成する。次に離間手段(図示せず)によって、テープ状シート材33T、33T間を所定の間隔d1に離間する。テープ状シート材33T(分割された第1シート材1S)は、その幅が前述したパンツ型おむつ10の各外層材33(33A、33B)の幅に形成され、離間したときの間隔も前述したパンツ型おむつ10の外層材33の間隔に作製される。
【0026】
上記離間手段は、図に示さないが、各テープ状シート材に対して案内ロールを設け、その設置角度、位置によって所定間隔に広げ第2シート材2Sと合流する手段、もしくは各テープ状シート材に対してシート流れ調整用ガイド(蛇行修正器)を備え第2シート材2Sと合流する手段を具備している。
【0027】
また、並列に複数本の弾性体連続部材3Sを用意し、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で、第2シート材2Sとともに供給する。それぞれの弾性体連続部材3Sは所定の間隔d2で供給される。このとき、上記テープ状シート材33T幅方向の中心に弾性体連続部材3Sの幅方向の中心が位置するように供給されることが好ましい。上記接着剤塗工装置215には例えばホットメルトガンを用い、この場合の接着剤にはホットメルト接着剤を用いる。
【0028】
このようにして、ニップロール217、218間に、第2シート材2S上に伸長した状態で所定の間隔d2にした弾性体連続部材3Sを供給する。それと同時に、それぞれの弾性体連続部材3S上に、テープ状シート材33Tの幅方向中央に弾性体連続部材3Sが位置するようにして、それぞれのテープ状シート材33Tを供給する。
そして、ニップロール217、218間に上記第2シート材2S、弾性体連続部材3S、テープ状シート材33Tを通し、ロール間の圧力によって弾性体連続部材3Sに着けられたホットメルト接着剤により第2シート材2Sとテープ状シート材33Tとを弾性体連続部材3Sを介して接着し、外装体11となる外装体連続部材11Sを得る。なお、接着剤は、接着剤塗工装置215により、テープ状シート材33T上および第2シート材2S上のいずれか一方または両方に供給して、弾性体連続部材3Sと接着してもよい。
【0029】
次に、第2シート材2Sの吸収性本体40が付けられる部分の弾性体連続部材3Sの弾性機能を発現させなくする弾性体切断工程を行う。この弾性体切断工程は、例えば、弾性体連続部材3Sの収縮力を発現させなくする非機能化領域形成部(図示せず)を形成したカットロール219を用い、外装体連続部材11Sに非機能化領域11Nを形成することができる。非機能化領域形成部は、弾性体連続部材3Sを分断する多数の凸部もしくはカッター刃、または弾性体連続部材3Sを熱シールによって硬化させる多数のエンボスピン等から構成されている。
カットロール219に対向するロール220はその受けロールであり、その周面は平滑面となっている。
【0030】
次に、外装体スリットカッター221を用いて、腹側部21と背側部23とを形成するよう、外装体連続部材11Sをその幅方向の中央部で切断して、所定間隔に離間する。この所定間隔を含むパンツ型おむつ10の寸法等はサイズや用途に応じて適宜選択する。
【0031】
次に、吸収性本体形成部4より供給される吸収性本体連続体40Sを切断して得た吸収性本体40を外装体連続部材11Sの腹側部21と背側部23との所定の位置に配置する。このとき、吸収性本体40は、その長手方向が腹側部21と背側部23とに対して、例えば直角方向になるように配される。吸収性本体40の外装体連続部材11Sへの固定は、外装体連続部材11Sの伸長状態を維持したままで行う。例えば、外装体連続部材11Sが弾性体連続部材3Sの収縮力により縮まないように維持しながら、吸収性本体40を固定する。吸収性本体40にもその長手方向に収縮する弾性部材が配されていることが一般的であるが、そのような場合にも、吸収性本体40を、収縮しないように維持しながら外装体連続部材11Sに対して固定する。その際、吸収性本体40または外装体連続部材11Sには予め接着剤を塗工しておく。
【0032】
続いて、外装体連続部材11Sの幅方向外側の端部を、吸収性本体40の長手方向両端部を覆うように折り返し、その折り返し部分で吸収性本体40を固定する。その際、折り返し部分の内面側、吸収性本体40等の所定位置には、予め接着剤を塗工しておく。
【0033】
次に、吸収性本体40の長手方向を二つ折りにするとともに、外装体連続部材11Sの腹側部21と外装体連続部材11Sの背側部23とを第2シート材2Sを内側に対向させて重ね合わせる。続いて、腹側部21と背側部23とをその幅方向に所定間隔で接合するサイドシール工程を行う。このサイドシール工程における所定間隔はパンツ型おむつ10の幅方向の長さを決めるものである。このようにして、パンツ型おむつ連続体10Sを得る。
【0034】
続いて、サイドシールを行って得た接合部でパンツ型おむつ連続体10Sを幅方向に切断する。この結果、パンツ型おむつ10が完成し、前述のパンツ型おむつの一例で説明した構成を得ることができる。
【0035】
上記製造方法では、テープ状シート材33Tの接着位置をさらに高精度にして第2シート材2Sに接着する製造方法が期待されている。その製造方法として、以下のような本発明のパンツ型着用物品の製造方法がある。以下、パンツ型おむつの製造方法として説明する。
【0036】
本発明のパンツ型おむつの製造方法の好ましい実施形態(第1実施形態)の第1実施態様について、図6ないし図10を参照して、以下に説明する。この第1実施態様は、前述のパンツ型おむつ10を製造する一方法である。なお、後述の他の実施態様について、特に説明しない点については、第1実施態様に関して詳述した説明が適宜適用される。
なお、図8は図7における要部平面図を示した図面であり、図8(1)は第1シート材1Sおよび背側部23に配される第2シート材2Sの上方から見た要部平面図であり、図8(2)は第1シート材1Sおよび下側第1分離ロール253より下側の腹側部21に配される第2シート材2S等を上方から見た要部平面図である。この図8により、第2シート材2Sとテープ状シート材33Tとの配置関係、テープ状シート材33Tと弾性体連続部材3Sとの配置関係が明確化される。テープ状とは細幅で長い帯状のシート状態であり、スリットとはシート材を幅方向に複数に分割し複数本のテープ状に切断することである。本発明においては、シート材の供給方向(後述の矢印A1方向)に沿って切断し、シート材の幅方向に複数本に分割される。
【0037】
図6ないし図8に示すように、第1シート材1Sを矢印A1方向に供給する。この第1シート材1Sは外層材33を構成するものである。この第1シート材1Sを、外層材スリットカッター211によって幅方向にスリットし、複数本に分割して細幅のテープ状シート材33T(外層材33)を形成する。例えば、各テープ状シート材33Tは均等な幅にスリットされる(詳細は図9参照)。
そしてスリット時の各テープ状シート材33Tの幅方向位置を維持した状態で各テープ状シート材33Tを上側第1分離ロール251と下側第1分離ロール253との間に供給する。このロール間に供給された複数本のテープ状シート材33Tを1本ずつ交互に選択して上側第1分離ロール251と下側第1分離ロール253に巻き付けることによって異なる方向(例えば、上方向と下方向)に分離する。すなわち、複数本のテープ状シート材33Tが1本ずつ交互に腹側用と背側用に分離される(詳細は図10参照)。上記異なる方向とは、分離位置に供給された第1シート材1Sに対し、この第1シート材1Sが有する2面のうちの一方の第1面より第1シート材1Sから離れる方向およびこの第1面とは反対側の第2面より第1シート材1Sから離れる方向をいう。言い換えれば、第1シート材1Sを挟んで第1シート材1Sの両面から反対方向に離れていく2方向であればよく、必ずしも正反対の方向でなくてもよい。したがって、上述の上方向と下方向に限定されることはなく、上側第1分離ロール251と下側第1分離ロール253のそれぞれの回転軸に対して直角な面内での異なる2方向とすることもできる。また上側第1分離ロール251と下側第1分離ロール253のそれぞれの回転軸の配置方向は水平に対してある角度、例えば90度を有していてもよい。この場合、上側および下側は右側および左側となるが、本実施形態では便宜的に上側および下側と称す。本実施形態では、上側第1分離ロール251と下側第1分離ロール253のそれぞれのロールに向かう方向が異なる方向である。
【0038】
上側第1分離ロール251に巻き付いて上方向に分離された背側用のテープ状シート材33Tが上側第2分離ロール252に巻き付くとき、上側第1分離ロール251と上側第2分離ロール252との間に、第1シート材1Sの供給方向(矢印A方向)とは反対方向から、第2シート材2Sを上側第2分離ロール252に直接巻き付くように供給する。この第2シート材2Sは内層材31を構成するものである。さらに並列に複数本の弾性体連続部材3Sを用意し、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で、上記第2シート材2Sとともに供給する。このとき、例えば、上記テープ状シート材33T幅方向の中心に弾性体連続部材3Sの幅方向の中心が位置するように供給される。この弾性体連続部材3Sは弾性体35を構成するものである。上記接着剤塗工装置215には例えばホットメルトガンを用い、この場合の接着剤にはホットメルト接着剤を用いる。
【0039】
このようにして、上側第1分離ロール251と上側第2分離ロール252との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく上側第1分離ロール251のロール面に巻き付いて搬送されているので、スリット時の各テープ状シート材33Tの幅方向位置が維持されている。この状態でテープ状シート材33Tは上側第1分離ロール251から離れることなく第2シート材2Sに接着される。この結果、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる背側部23となる外装体連続部材11Sが構成される。そして、背側部23の外装体連続部材11Sは、上側第2分離ロール252に巻き付いた状態で表裏が反転し、矢印A2方向に供給される。
【0040】
一方、下側第1分離ロール253に巻き付いて下方向に分離された腹側用のテープ状シート材33Tが下側第2分離ロール254に巻き付くとき、下側第1分離ロール253と下側第2分離ロール254との間に、第1シート材1Sの供給方向(矢印A1方向)とは反対方向から、第2シート材2Sを下側第2分離ロール254に直接巻き付くように供給する。さらに並列に複数本の弾性体連続部材3Sを用意し、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で、上記第2シート材2Sとともに供給する。このとき、上記テープ状シート材33T幅方向の中心に弾性体連続部材3Sの幅方向の中心が位置するように供給されることが好ましい。上記接着剤塗工装置215には例えばホットメルトガンを用い、この場合の接着剤にはホットメルト接着剤を用いる。
上記接着剤塗工装置215では、各弾性体連続部材3Sに対して個別のホットメルトガンを用いているが、弾性連続部材3Sの位置に対応して接着剤を出す複数のノズルを有する一体型のホットメルトガン(図示せず)を用いることも好ましい。
また、上記接着剤は、弾性体連続部材3Sに塗工されるのではなく、弾性体連続部材3Sが配される位置の第2シート材2S面に塗工されてもよい。塗工は、連続的であっても、断続的であってもよい。
また、上記上側第1、第2分離ロール251,252、下側第1、第2分離ロール253、254は、回転可能なロールであり、上側第1分離ロール251、下側第1分離ロール253は、図示しない回転駆動手段によって回転可能となっている。回転駆動手段としては、モータが挙げられる。また回転可能なロールはその周速度でシートが送られるように、ロール周面が粗面もしくはゴムのような摩擦力が大きい面になっていることが好ましい。さらに、上側第2分離ロール252、下側第2分離ロール254は、回転駆動手段によって回転されるロールであってもよい。この場合、上側第1分離ロール251、下側第1分離ロール253の周速度と同等の周速度で回転される。
【0041】
このようにして、下側第1分離ロール253と下側第2分離ロール254との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく下側第1分離ロール253のロール面に巻き付いて搬送されているので、スリット時の各テープ状シート材33Tの幅方向位置を維持した状態で第2シート材2Sに接着される。この結果、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sが配される腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、下側第2分離ロール254に巻き付いた状態で表裏が反転し、矢印A3方向に供給される。
テープ状シート材33Tが交互に上下方向に分離されるので、上方向に分離されたテープ状シート材33Tと下方向に分離されたテープ状シート材33Tとが、それぞれ第2シート材2Sに配される位置関係は異なる。そのため、背側と腹側とで背側用の第2シート材2Sに配されるテープ状シート材33Tの位置関係と、腹側用の第2シート材2Sに配されるテープ状シート材33Tの位置を合わせる場合には、背側用の第2シート材2Sに配されるテープ状シート材33Tの供給位置と、腹側用の第2シート材2Sに配されるテープ状シート材33Tの供給位置とが異なる。そこで第2シート材2Sの少なくともどちらか一方の供給位置を調整する(例えばどちらか一方の第2シート材2Sをその幅方向にずらす)ことで、背側用の第2シート材2Sに配されるテープ状シート材33Tの位置関係と、腹側用の第2シート材2Sに配されるテープ状シート材33Tの位置関係とを同じにすることができる。
また、テープ状シート材33Tを接着した背側用および腹側用の各第2シート材2Sは、おむつにしたときに、それぞれの第2シート材2Sの幅方向に配されるテープ状シート材33Tの位置が異なっていてもよい。
【0042】
上記説明したように、第2シート材2Sに、接着剤が塗工された弾性体連続部材3Sを介してテープ状シート材33Tが接着されるには、第2シート材2S、弾性体連続部材3Sおよびテープ状シート材33Tが同一方向からこの順に積層して上側第1、第2分離ロール間251、252間、および下側第1、第2分離ロール間253、254間に供給される必要がある。このように供給することで、弾性体連続部材3Sに塗工した接着剤がロール面に付着するのを防止できる。
【0043】
次に、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整工程では、一例として、腹側部21の外装体連続部材11Sの位置を調整する。すなわち、背側部23の外装体連続部材11Sの供給方向(矢印A2方向)に対して腹側部21の外装体連続部材11Sの供給方向を平行な方向(矢印A4方向)にするとともに、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(例えば上面)かつ同一高さにする。
【0044】
まず、腹側部21の外装体連続部材11Sの供給方向(矢印A3方向)に対してロール軸を直角方向に配した反転ロール260により、腹側部21の外装体連続部材11Sの表裏を反転させる。この反転によって供給方向も反転する。続いて反転させた供給方向に対して供給方向が横方向(例えば、好ましくは90°方向)変更される矢印B方向となるように、上記反転させた供給方向に対してロール軸を所定の角度(例えば30°〜60°、好ましくは45°)に配した第1ロール261により、腹側部21の外装体連続部材11Sの表裏を反転させるとともに供給方向を矢印B方向に変更する。次に第2ロール262により、腹側部21の外装体連続部材11Sの供給方向を水平方向から垂直な矢印C方向に変える。続いて第3ロール263により、腹側部21の外装体連続部材11Sの供給方向を垂直方向から水平方向に変える。次に、腹側部21の外装体連続部材11Sの供給方向に対してロール軸を所定の角度(例えば30°〜60°、好ましくは45°)に配した第4ロール264により、腹側部21の外装体連続部材11Sの表裏を反転させて腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(上面)に向けるとともに同一高さにして、かつ供給方向を横方向(例えば、好ましくは90°方向)変更して背側部23の外装体連続部材11Sと平行な矢印A4方向の供給方向を得る。
【0045】
第1、第3ロール261、263は、腹側部21と背側部23の各外装体連続部材11Sの間隔を所定間隔Dにし、第1、第3ロール261、263のロール径を考慮して第2、第4ロール262、264の間隔を調整することによって、腹側部21および背側部23の各外装体連続部材11Sの第2シート材2S側の面を同一高さにしている。また、第1、第4ロール261、264は、いわゆるターンロールであるため、回転はせず、ロール表面はシートが滑るようになっている。反転ロール260、第2ロール262、第3ロール263は、回転可能なロールであり、図示しない回転駆動手段によって回転駆動されるものとなっていてもよい。回転駆動手段としては、モータが挙げられる。また回転可能なロールはその周速度でシートが送られるように、ロール周面が粗面もしくはゴムのような摩擦力が大きい表面になっていることが好ましい。また、各ロールの周速度はシートが引っ張られ過ぎたり、たるんだりしないように、一定速度となっていることが好ましい。
【0046】
なお、上記反転ロール260および第1〜第4ロール261〜264のロール構成は一例であって、腹側部21および背側部23の各外装体連続部材11Sの第2シート材2S側の面を同一面方向に向け、かつ同一高さにして、腹側部21および背側部23の各外装体連続部材11Sが平行な方向の供給方向を得ることができれば、他のロール構成を採用することもできる。
【0047】
腹側部21と背側部23に配される各外装体連続部材11Sを所定間隔Dに位置調整する方法としては、上述のロールの組み合わせのみによる方法の他に、腹側のテープ状シート材33Tが接着された第2シート材2Sの表裏を反転させた後、前記図3〜5によって説明したパンツ型おむつ10の製造方法と同様に、離間手段(図示せず)を用いて、背側に配される第2シート2Sと、腹側に配される第2シート2Sを、テープ状シート材33Tが表面側(または裏面側)に配される状態で、かつ平面視互いが並行に供給されるようにする。そして、背側に配される第2シート材2Sと、腹側に配される第2シート材2Sとの高さを、ロール(図示せず)を用いて同一高さに調整すればよい。
【0048】
その後、前述の製造方法の一例で説明した工程と同様に、腹側部21および背側部23の各外装体連続部材11Sの第2シート材2S間を渡すように吸収性本体40を積層する以降の工程を行う。なお、吸収性本体40を積層する前に、前述の製造方法の一例で説明したのと同様に、第2シート材2Sの吸収性本体40が付けられる部分の弾性体連続部材3Sの弾性機能を発現させなくする弾性体切断工程を行ってもよい。
この結果、パンツ型おむつ10(前記図1参照)が完成し、前述のパンツ型おむつの一例で説明した構成を得ることができる。
【0049】
上記テープ状シート材33Tの幅は弾性体連続部材3Sの幅とほぼ同等かそれ以上とすることが好ましい。例えば、テープ状シート材33Tの幅を0.5mm〜60mmとすることが好ましく、テープ状シート材33Tの貼り付け間隔を1mm〜40mmとすることが好ましい。より好ましくは、テープ状シート材33Tの幅を3mm〜30mm、テープ状シート材33Tの貼り付け間隔を3mm〜30mmとする。さらに好ましくは、テープ状シート材33Tの幅を5mm〜10mm、テープ状シート材33Tの貼り付け間隔を5mm〜10mmとする。
【0050】
また、テープ状シート材33Tの幅方向端部(おむつの身丈方向端部)が自由端になっているので、弾性体連続部材3Sの伸長力が解かれるとその収縮によってテープ状シート材33Tが収縮しフリル(図示せず)を形成する。このため、おむつ全体として、かわいらしさを創出できるという作用がある。また、テープ状シート材33Tの第2シート2Sとの接着位置はテープ状シート材33Tの幅方向(Y方向)における中央部に限定されず、幅方向のどちらかに偏っていてもよい。すなわち、テープ状シート材33Tは幅方向において第2シート2Sとの接着位置から一方の縁までの距離が長く他方の縁までの距離が短くてもよい。このように、接着位置から縁までの距離を変えることで、距離の長い方にフリルが形成されやすくなる。またテープ状シート材33Tに対する弾性体連続部材3Sの接着位置を偏らせテープ状シート材33Tに接着することは、テープ状シート材33Tの供給位置精度が高い本発明の製造方法を用いることでより容易になる。
【0051】
上記第1実施態様の製造方法においては、背側部23の外装体連続部材11Sを作製する工程で腹側部21の外装体連続部材11Sを作製し、腹側部21の外装体連続部材11Sを作製する工程で背側部23の外装体連続部材11Sを作製してもよい。
【0052】
上記第1実施態様のパンツ型おむつの製造方法では、第1シート材1Sをスリットして形成した複数本のテープ状シート材33Tをそれぞれスリット時の幅方向位置を維持した状態で第2シート材2Sと積層することで、従来のパンツ型おむつと同様の伸縮性を維持して身体への装着性および身体の可動性を保ちつつ、内層材31からなる1層領域を形成する。これにより、通気性が1層領域で格段に高められるので、蒸れを大幅に低減したパンツ型おむつ10を提供することができる。
また、外層材33の使用量を低減できるので、使い捨てタイプのパンツ型おむつでは、いわゆる環境にやさしい省資源の製品を製造することができる。さらに、外層材33の使用量を削減できるので、製品コストの低減が図れる。また、1層領域を有することによって外装体11の柔らかさが向上し、着用時の動作が円滑になるとともにはき心地がよくなる。
【0053】
それとともに、腹側用、背側用のテープ状シート材33Tは、ロールに巻き付いた状態でそれぞれスリット時の幅方向位置を維持しながら第2シート材2Sに積層、固定されるので、第2シート材2Sに対してテープ状シート材33Tを高精度に配することができる。テープ状シート材33Tは、その幅以下に幅方向のずれを抑えることが好ましく、例えば、テープ状シート材33Tの幅が3mmの場合、幅方向に2mm以下のずれに抑えることができる。詳細は後述するが、これによって、1本のテープ状シート材33Tに対し複数本の弾性体連続部材3Sを配して接着することが容易になり、伸縮性の強度を身丈方向の部位によって容易に変えることが可能になり、装着性に優れたパンツ型着用物品を提供することができる。
【0054】
また腹側用、背側用のテープ状シート材33Tは、それぞれスリット時の幅方向位置を維持した状態で、かつ上側第1分離ロール251、下側第1分離ロール253に巻き付いた状態で、第2シート材2Sに積層、固定されるので、テープ状シート材33Tのテンションの安定化が図れる。すなわち、テープ状シート材33Tが一定のテンションを有する状態で第2シート材2Sに接着することができるので、パンツ型おむつ10の外装体全体が均一なテンション状態になることから、はき心地がよくなる。
さらに、テープ状シート材33Tの搬送中、幅方向にぶれることがなくなるので、第2シート材2Sへのテープ状シート材33Tの接着位置精度が一層向上できる。
【0055】
また、テープ状シート材33Tの離間間隔がテープ状シート材33Tの幅と同一であることから、テープ状シート材33Tは第2シート材2Sに等間隔に積層、固定される。これによって、パンツ型おむつ10を作製した際に、弾性体連続部材3Sを介して接着したテープ状シート材33Tがパンツの外装体10全面にむらなく均一に配されることになり、はき心地のよいパンツ型おむつ10を提供することができる。さらに、テープ状シート材33Tの接着間隔を等間隔にすることにより、弾性体連続部材3S(弾性体35)の収縮により身体に与える応力が均一に分散される作用が得られるとともに、外観上の美観(規則性の与える美観)も高まるという効果が得られる。
【0056】
ロール軸を矢印A1方向に対して所定の角度θ(0°<θ<90°)に配した二つのロール(第1、第4ロール261、264)によって一方の外装体連続部材11Sの供給方向を平行移動させ、シート供給方向(例えば矢印A1方向)に対してロール軸を平行に配した二つのロール(第2、第3ロール262、263)によって、この外装体連続部材11Sの高さが調整できる。これによって、腹側部21と背側部23の各外装体連続部材11Sの間隔を所定間隔Dに容易にすることができ、さらに腹側部21と背側部23の各外装体連続部材11Sのそれぞれの第2シート材2S側の面を同一高さに容易にすることができる。この結果、腹側部21と背側部23の各外装体連続部材11S上に吸収性本体40を積層する際、各外装体連続部材11Sの高さ合わせをする必要がなくなるので、吸収性本体40の積層工程が容易になる。
【0057】
また、製造装置の構成や製造装置の配置スペースによっては、腹側用、背側用の各弾性体連続部材3Sおよび各第2シート材2Sを同一方向からそれぞれの1対の上側第1、第2分離ロール251、252間、下側第1、第2分離ロール253、254間に供給することが困難な場合がある。このような場合には、弾性体連続部材3Sの供給方向を逆にする、または弾性体連続部材3Sと第2シート材2Sの両方の供給方向を逆にしてもよい。これらの構成における製造方法を以下に説明する。
【0058】
次に、第1実施形態の第2実施態様について、図11を参照して、以下に説明する。第2実施態様は、前述のパンツ型おむつ10を製造する一方法であり、弾性体連続部材3Sを前述の第1実施態様とは逆の方向から供給する製造方法である。
【0059】
図11に示すように、前記第1実施態様と同様に、第1シート材1S(外層材33)を矢印A1方向に供給し、外層材スリットカッター211によって幅方向に複数にスリットし、複数本に分割して細幅のテープ状シート材33T(外層材33)を得る。そしてスリット時の幅方向位置を維持した状態で各テープ状シート材33Tを上側第1分離ロール251と下側第1分離ロール253との間に供給し、テープ状シート材33Tを互い違いに上側第1分離ロール251と下側第1分離ロール253に巻き付けることによって異なる2方向(例えば、上方向と下方向)に分離する。
【0060】
そして、上述の第1実施態様と同様に、上側第1分離ロール251と上側第2分離ロール252との間に、第1シート材1Sの供給方向(矢印A1方向)とは反対方向から、第2シート材2S(内層材31)を上側第2分離ロール252に直接巻き付くように供給する。さらに並列に複数本の弾性体連続部材3S(弾性体35)を、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で、上記第2シート材2Sとともに供給する。
【0061】
このようにして、上側第1分離ロール251と上側第2分離ロール252との間で圧力がかけられて、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる背側部23となる外装体連続部材11Sが構成される。そして、背側部23の外装体連続部材11Sは、上側第2分離ロール252に巻き付いた状態で表裏が反転し、矢印A2方向に供給される。
【0062】
一方、腹側用のテープ状シート材33Tが下側第1分離ロール253に巻き付いて下方向に分離され、さらに下側第2分離ロール254に巻き付いて搬送される。下側第2分離ロール254の下部には案内ロール255が配されていて、第1シート材1Sの供給方向とは反対方向より腹側用の第2シート材2Sを供給してこの案内ロール255の下側から直接巻き付けて、案内ロール255と下側第2分離ロール254との間に送る。そして、案内ロール255と下側第2分離ロール254との間において、案内ロール255に巻き付けた第2シート材2S上に、第1シート材1Sの供給方向(矢印A1方向)と同様の方向から、腹側用の弾性体35となる複数本の弾性体連続部材3Sを並列に供給する。各弾性体連続部材3Sは、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で供給され、この弾性体連続部材3Sを介して、下側第2分離ロール254に巻き付いて搬送されてきたテープ状シート材33Tと第2シート材2Sとを接着する。上述の案内ロール255は、回転可能なロールであって、前述と同様な回転駆動手段(図示せず)により回転されるものであることが好ましい。この場合、案内ロール255の周速度が下側第2分離ロール254の周速度に一致することが好ましい。また、案内ロール255は、シートがロール周面で滑らないように、ロール周面が粗面もしくはゴムのような摩擦力が大きい面になっていることが好ましい。
【0063】
このようにして、下側第2分離ロール254と案内ロール255との間で圧力がかけられて、第2シート材2Sに、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく下側第1分離ロール253および下側第2分離ロール254のロール面に巻き付いて搬送されるので、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。また、テープ状シート材33Tは下側第1分離ロール253、下側第2分離ロール254のそれぞれのロール面から離れることなく第2シート材2Sに接着される。この結果、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、下側第2分離ロール254と案内ロール255との間から矢印A5方向に供給される。
【0064】
上記説明したように、第2シート材2Sに、接着剤が塗工された弾性体連続部材3Sを介してテープ状シート材33Tが接着されるには、下側第2分離ロール254と案内ロール255間に、第2シート材2S、弾性体連続部材3Sおよびテープ状シート材33Tが同一方向からこの順に積層して供給される必要がある。このように供給することで、弾性体連続部材3Sに塗工した接着剤がロール面に付着するのを防止できる。
【0065】
次に、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整方法は、背側部23の外装体連続部材11Sの供給方向(矢印A2方向)に対して腹側部21の外装体連続部材11Sの供給方向を平行な方向(矢印A4方向)にするとともに、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(例えば上面)かつ同一高さに配する。
【0066】
まず、腹側部21の外装体連続部材11Sの供給方向(矢印A5方向)に対してロール軸を所定の角度(例えば好ましくは30°〜60°、より好ましくは45°)に配した第1ロール261により、腹側部21の外装体連続部材11Sの表裏を反転させるとともに供給方向を矢印B1方向に変更する。次に第2ロール262により、腹側部21の外装体連続部材11Sの供給方向を水平方向から垂直方向(矢印C方向)に変える。続いて第3ロール263により、腹側部21の外装体連続部材11Sの供給方向を垂直方向から水平方向(矢印B2方向)に変える。次に、腹側部21の外装体連続部材11Sの供給方向に対してロール軸を所定の角度(例えば好ましくは30°〜60°、より好ましくは45°)に配した第4ロール264により、腹側部21の外装体連続部材11Sの表裏を反転させて腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(上面)に向けるとともに同一高さにして、かつ供給方向を変更して背側部23の外装体連続部材11Sと平行な方向の供給方向(矢印A4方向)を得る。
【0067】
したがって、第1、第3ロール261,263によって、腹側部21と背側部23の各外装体連続部材11Sの間隔を所定間隔Dにし、第1、第3ロール261,263のロール径を考慮して第2、第4ロール262,264の間隔を調整することによって、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一高さにしている。
【0068】
その後、製造工程は、前述の第1実施態様で説明した製造方法と同様である。
【0069】
次に、第1実施形態の第3実施態様について、図12を参照して、以下に説明する。第3実施態様は、前述のパンツ型おむつ10を製造する一方法であり、弾性体連続部材3Sと第2シート材2Sの両方を第1実施態様とは逆の方向から供給する製造方法である。
【0070】
図12に示すように、前記第1実施態様と同様にして、背側部23に配される外装体連続部材11Sが構成され、上側第2分離ロール252に巻き付いた状態で表裏が反転し、矢印A2方向に供給される。
【0071】
一方、腹側用のテープ状シート材33Tが下側第1分離ロール253に巻き付いて下方向に分離され、さらに下側第2分離ロール254に巻き付いて搬送される。この下側第2分離ロール254の下部には案内ロール255が配されていて、第1シート材1Sの供給方向と同様な矢印A3方向より腹側用の第2シート材2Sを供給して、下側第2分離ロール254と案内ロール255との間に送る。そして、案内ロール255と下側第2分離ロール254との間において、第2シート材2S上に、第1シート材1Sの供給方向(矢印A1方向)と同様の方向から、腹側用の弾性体35となる複数本の弾性体連続部材3Sを並列に供給する。各弾性体連続部材3Sは、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で供給され、この弾性体連続部材3Sを介して、下側第2分離ロール254に巻き付いて搬送されてきたテープ状シート材33Tを接着する。
【0072】
このようにして、下側第2分離ロール254と案内ロール255との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく下側第1分離ロール253のロール面に巻き付いて搬送されているので、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。また、テープ状シート材33Tは下側第1分離ロール253、下側第2分離ロール254のそれぞれのロール面から離れることなく第2シート材2Sに接着される。この結果、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、下側第2分離ロール254と案内ロール255との間から矢印A5方向に供給される。
【0073】
次に、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整方法は、前述の第2実施態様と同様である。その結果、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(上面)に向けるとともに同一高さにして、かつ背側部23の外装体連続部材11Sと平行な方向の供給方向(矢印A4方向)を得る。
【0074】
その後の製造工程は、前述の第1実施態様で説明した製造方法と同様である。
【0075】
上記第2、第3実施態様においても、前述の第1実施態様と同様な作用効果を得ることができる。また、第2シート材2Sに、接着剤が塗工された弾性体連続部材3Sを介してテープ状シート材33Tが接着されるには、下側第2分離ロール254と案内ロール255間に、第2シート材2S、弾性体連続部材3Sおよびテープ状シート材33Tが同一方向からこの順に積層して供給される必要がある。このように供給することで、弾性体連続部材3Sに塗工した接着剤がロール面に付着するのを防止できる。
【0076】
次に、本発明の製造方法の第2実施形態について、図13を参照して、以下に説明する。第2実施形態は、前述のパンツ型おむつ10において弾性体連続部材3Sを用いないパンツ型おむつを製造方法の好ましい一例である。
【0077】
図13に示すように、伸縮性を有する第1シート材1S(外層材33)を前記第1実施形態の第1実施態様と同様に、矢印A1方向に供給する。
【0078】
伸縮性を有する第1シート材1S(外層材33)として、弾性繊維を含む不織布、弾性フィルム等の伸縮シートを用いることができる。肌触りや布のような見た目を重視する場合には、これらの伸縮シートの表面は繊維層を有する形態が好ましい。この繊維層が非伸縮性である場合、非伸縮性の繊維層が伸縮シートの伸縮性を阻害しないように、延伸加工等により繊維層を伸長可能にする。延伸加工としては、例えば、繊維層に部分的に繊維同士の結合を切断したり繊維を伸長させたりする歯溝加工があり、それにより伸縮シートの伸縮性を阻害せずに繊維層を含む伸縮シートに伸縮性が発現される。
【0079】
延伸加工としての歯溝加工は、ロール表面に凹凸が形成された凹凸ロール241によって、第1シート材1Sの表面全域に施される。なお、凹凸ロール241に対向する位置には該凹凸ロール241と噛み合う凹凸ロール242が配されている。この結果、第1シート材1Sの幅方向に溝(図示は省略。)が付けられる。この歯溝加工によって、第1シート材1Sは、その長手方向に伸縮シートの伸縮性を阻害せずに繊維層に伸長性を与えて、第1シート材1Sに伸縮性を発現させる。この溝の間隔は、第1シート材1Sの不織布の厚さにもよるが、例えば等間隔に形成される。なお、伸縮性を付与する度合いを位置ごとに変えるような場合には、溝の間隔を変えることも可能である。例えば、第1シート材1Sの厚みが0.01mm〜0.2mmの場合、強い伸縮性を得たい領域では、溝の間隔を2mm〜5mm程度にし、弱い伸縮性を得たい領域では溝の間隔を0.5mm〜2mm程度にする。この溝の間隔は、第1シート材1Sの厚さによっても変化する。
ここでいう第1シート材1Sの伸縮性とは、例えば、前述の弾性体連続部材3Sにより付与される伸縮性に代わりうる伸縮性をいう。
また、第1シート材1Sが溝により所望の伸縮性を有するものであれば、その加工方法は限定されない。
【0080】
上記伸縮性を有する第1シート材1Sとしては、例えば(1)弾性繊維層の両面または片面に、伸長可能な繊維層が一体化されているシート、(2)ネット状の弾性シートの両面または片面に、伸長可能な繊維層が一体化されているシート、(3)弾性フィルムからなる弾性シートの両面または片面に、伸張可能な繊維層が一体化されているシート、(4)互いに交差せずに一方向に延びるように配列した多数の弾性フィラメントが、実質的に非伸長状態で、それらの全長にわたり、伸長可能な不織布に接合されてなる伸縮シート等を好ましく用いることができる。
【0081】
前記(1)のシートとしては、例えば(a)弾性繊維層の少なくとも一面に、実質的に非弾性の非弾性繊維層が配され、両繊維層は、弾性繊維層の構成繊維が繊維形態を保った状態で、繊維交点の熱融着によって全面接合されており、非弾性繊維層の構成繊維の一部が弾性繊維層に入り込んだ状態、および弾性繊維層の構成繊維の一部が非弾性繊維層に入り込んだ状態のいずれかの状態または両方の状態になっている伸縮性不織布が挙げられる。また、前記(1)〜(3)のシートとしては、(b)弾性伸縮性を有する弾性層と実質的に非弾性の非弾性繊維層とを有し、前記両層が厚み方向に積層されて部分的に接合されている積層シートを、延伸させてなる伸縮性シート等を好ましく用いることができる。これらの延伸や前記(1)〜(3)の伸長可能な繊維層や不織布を得るための一手段として、前述の歯溝加工を施すことが好ましい。
【0082】
前記(a)の伸縮性不織布は、弾性繊維層と、非弾性繊維層との界面およびその近傍においては、弾性繊維層の構成繊維と、非弾性繊維層の構成繊維との交点が熱融着しており、実質的に全面で均一に接合されている。全面で接合されていることによって、両層が離間して空間が形成されることが防止され、あたかも一層の不織布のような一体感のある多層構造の伸縮性不織布となる。上記の弾性繊維層の構成繊維が繊維形態を保った状態とは、弾性繊維層の構成繊維のほとんどが、熱や圧力等を付与された場合であっても、フィルム状、または繊維を含むフィルム構造に変形していない状態をいう。また、弾性繊維層は、その層内において、構成繊維の交点が熱融着している。同様に、非弾性繊維層も、その層内において、構成繊維の交点が熱融着している。
【0083】
弾性繊維層の両面に非弾性繊維層が配されている場合、少なくとも何れか一方の面においては、その構成繊維の一部が弾性繊維層に入り込んだ状態、および弾性繊維層の構成繊維の一部が少なくとも一方の非弾性繊維層に入り込んだ状態のいずれかの状態または両方の状態になっている。
弾性繊維層は、伸ばすことができ且つ伸ばした力から解放したときに収縮する性質を有するものである。また、弾性を有する繊維の集合体である。また、弾性繊維層は、弾性を有する繊維からなるウエブや不織布の形態であり得る。例えば、スピニングブローン法、スパンボンド法、メルトブローン法等によって形成された不織布であり得る。特に好ましくは、スピニングブローン法で得られたウエブである。弾性繊維層の構成繊維としては、例えば熱可塑性エラストマー、ゴムなどを原料とする繊維を用いることができる。特に熱可塑性エラストマーを原料とする繊維は、通常の熱可塑性樹脂と同様に押出機を用いた溶融紡糸が可能であり、またそのようにして得られた繊維は熱融着させやすいので、エアスルー不織布を基本構成とする本実施形態の伸縮性不織布に好適である。熱可塑性エラストマーとしては、SBS、SIS、SEBS、SEPS等のスチレン系エラストマー、オレフィン系エラストマー、ポリエステル系エラストマー、ポリウレタン系エラストマーを挙げることができる。これらは一種を単独でまたは二種以上を組み合わせて用いることができる。
【0084】
非弾性繊維層は、伸長性を有するが、実質的に非弾性のものである。ここでいう、伸長性は、構成繊維自体が伸長する場合と、構成繊維自体は伸長しなくても、繊維同士の交点において熱融着していた両繊維が離れたり、繊維同士の熱融着等により複数本の繊維で形成された立体構造が構造的に変化したり、構成繊維がちぎれたりして、繊維層全体として伸長する場合の何れであっても良い。非弾性繊維層を構成する繊維としては、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエステル(PETやPBT)、ポリアミド等からなる繊維等が挙げられる。非弾性繊維層を構成する繊維は、短繊維でも長繊維でも良く、親水性でも撥水性でも良い。また、芯鞘型またはサイド・バイ・サイドの複合繊維、分割繊維、異形断面繊維、捲縮繊維、熱収縮繊維等を用いることもできる。これらの繊維は一種を単独でまたは二種以上を組み合わせて用いることができる。非弾性繊維層は、連続フィラメントまたは短繊維のウエブまたは不織布であり得る。
【0085】
前記(b)の伸縮性シートは、弾性伸縮性を有する弾性層の両面または片面に、実質的に非弾性の非弾性繊維層が積層され、これらが規則的なパターンで、部分的に接合されている積層シートに対して延伸加工を施すことにより得られる。
【0086】
次に、上記歯溝加工が施された第1シート材1Sを、外層材スリットカッター211によって幅方向に複数にスリットし、複数本に分割して細幅のテープ状シート材33T(外層材33)を作製する。例えば、各テープ状シート材33Tは均等な幅にスリットされている。
そして前述の第1実施態様と同様に、スリット時の幅方向位置を維持した状態で各テープ状シート材33Tを上側第1分離ロール251と下側第1分離ロール253との間に供給する。このロール間に供給された複数本のテープ状シート材33Tを互い違いに上側第1分離ロール251と下側第1分離ロール253に巻き付けることによって腹側用と背側用の異なる2方向に分離する。
【0087】
上側第1分離ロール251に巻き付いて上方向に分離された背側用のテープ状シート材33Tが上側第2分離ロール252に巻き付くとき、上側第1分離ロール251と上側第2分離ロール252との間に、第1シート材1Sの供給方向(矢印A1方向)とは反対方向から、第2シート材2Sを上側第2分離ロール252に直接巻き付くように供給する。このとき、接着剤塗工装置215によって、予めテープ状シート材33Tを接着する位置に接着剤32を塗工しておく。
【0088】
そして上側第1分離ロール251と上側第2分離ロール252との間で圧力がかけられて、第2シート材2Sの下面側に接着剤塗工装置(図示省略)により塗工した接着剤32によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。さらに、テープ状シート材33Tは上側第1分離ロール251から離れることなく第2シート材2Sに接着される。このようにして、テープ状シート材33Tが接着された第2シート材2Sからなる背側部23となる外装体連続部材11Sが構成される。そして、背側部23の外装体連続部材11Sは、上側第2分離ロール252に巻き付いた状態で表裏が反転し、矢印A2方向に供給される。
【0089】
一方、腹側用のテープ状シート材33Tが下側第1分離ロール253に巻き付いて下方向に分離され、さらに下側第2分離ロール254に巻き付いて搬送される。この下側第2分離ロール254の下部には案内ロール255が配されていて、第1シート材1Sの供給方向と同様な矢印A3方向より腹側用の第2シート材2S(内層材31)を供給する。このとき、接着剤塗工装置215によって、第2シート材2Sには、予めテープ状シート材33Tを接着する位置に接着剤32を塗工しておく。
【0090】
そして下側第2分離ロール254と案内ロール255との間において圧力がかけられて、第2シート材2S上に、接着剤32によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく下側第1分離ロール253、下側第2分離ロール254の各ロール面に巻き付いて搬送されているので、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。また、テープ状シート材33Tは下側第1分離ロール253、下側第2分離ロール254のそれぞれのロール面から離れることなくほぼ一定のテンションを維持して第2シート材2Sに接着される。この結果、テープ状シート材33Tが接着された第2シート材2Sからなる腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、下側第2分離ロール254と案内ロール255との間から矢印A5方向に供給される。
各第2シート材2Sに供給される接着剤32は、テープ状シート材33Tのそれぞれが貼り合わされる所定の位置(例えば、ほぼ中央部または幅方向の一方側)に供給され、その供給方法は連続的であっても間欠的であってもよい。この接着剤32には、例えばホットメルト接着剤や両面接着テープ等が用いられる。
【0091】
上記説明したように、接着剤32が塗工された第2シート材2Sにテープ状シート材33Tが接着されるには、第2シート材2Sおよびテープ状シート材33Tが同一方向から積層して上側第1、第2分離ロール間251、252間、および下側第2分離ロール、案内ロール間254、255間に供給される必要がある。このように供給することで、第2シート材2Sに塗工した接着剤32がロール面に付着するのを防止できる。
【0092】
次に、前述の第1実施形態の第2実施態様と同様にして、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整では、背側部23の外装体連続部材11Sの供給方向(矢印A2方向)に対して腹側部21の外装体連続部材11Sの供給方向を平行な矢印A4方向にするとともに、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(例えば上面)かつ同一高さに配する。これ以降の製造工程は、前述の第1実施形態と同様である。
【0093】
この第2実施形態では、前述の第1実施形態と同様の効果が得られる。それとともに、テープ状シート材33T自体に伸縮性が付与されているので、第1シート材1S(外層材33)と第2シート材2S(内層材31)との間に弾性体を配する必要がないため、その分、材料の削減、材料費の低減が図れる。
また、第1シート材1Sが凹凸を有する延伸加工が施されているため柔らかい外観および感触となり、また、接着剤32の塗布幅をテープ状シート材33Tの幅より狭くすることで、テープ状シート材33Tにフリルを形成することもできる。
さらに、テープ状シート材33Tの幅を変更することによって伸縮力も変化し、ウエスト部、腸骨上、腰等の各部位に応じた適切な締め付け圧に調整ができる。例えば、ウエスト部、腸骨上には他の部位に比べて幅を大きくすることで、伸縮力を高め締め付け圧を大きくすることができる。
またさらに、弾性体を配さないパンツ型おむつ10において、積層領域の伸縮性が弱い場合には、必要に応じて第1実施形態の弾性体連続部材3Sを第1シート材1Sと第2シート材2Sとの間に挟持させてもよい。
【0094】
次に、本発明の製造方法に係る第3実施形態の第1実施態様について、図14および図15を参照して、以下に説明する。第3実施形態の第1実施態様は、前述のパンツ型おむつ10において一部にテープ状シート材33Tの幅が異なるものを用いた構成のパンツ型おむつを製造する一方法である。
【0095】
図14および図15に示すように、前述の第1実施形態と同様にして、矢印A1方向から供給された第1シート材1S(外層材33)を、外層材スリットカッター211を用いて供給方向に複数にスリットして複数本のテープ状シート材33T(外層材33)を作製する。このとき、例えば、腸骨上に配置されるテープ状シート材33T(33Tc)を幅広に作製し、他のテープ状シート材33Tは均等な幅に作製する。例えば、テープ状シート材33Tcを他のテープ状シート材33Tよりも1.05倍〜3倍程度、好ましくは1.1倍〜2倍程度、幅広く形成する。そして各テープ状シート材33Tを、スリット時の幅方向位置を維持した状態で上側第1分離ロール251と下側第1分離ロール252との間に供給する。
複数本のテープ状シート材33Tは、互い違いに上側第1分離ロール251と下側第1分離ロール253に巻き付けることによって異なる2方向(例えば、上方向と下方向)に分離する。すなわち、複数本のテープ状シート材33Tを腹側用と背側用に分離する。
【0096】
背側用のテープ状シート材33Tが上側第1分離ロール251に巻き付いて上方向に分離され、さらに上側第2分離ロール252に巻き付いて上方向に搬送される。一方、上側第2分離ロール252の上部には押し圧ロール257が配されていて、第1シート材1Sの供給方向(矢印A1方向)と同様の方向(矢印A6方向)より背側用の第2シート材2Sを供給して、上側第2分離ロール252と押し圧ロール257との間に送る。そして、押し圧ロール257と上側第2分離ロール252との間において、第1シート材1Sの供給方向(矢印A1方向)と同様の方向から第2シート材2Sの下側に、接着剤塗工装置215によって予め接着剤(図示せず)が塗工された腹側用の弾性体連続部材3S(弾性体35)を供給し、この弾性体連続部材3Sを介して、上側第2分離ロール252に巻き付いて搬送されてきたテープ状シート材33Tを積層して接着する。
【0097】
したがって、上側第2分離ロール252と押し圧ロール257との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。また、テープ状シート材33Tは上側第1分離ロール251、上側第2分離ロール252のそれぞれのロール面から離れることなく第2シート材2Sに接着される。背側用の各弾性体連続部材3Sは、例えば、それぞれの背側用のテープ状シート材33Tの幅方向中心に配されるように供給される。
【0098】
また、腸骨上に配される弾性体連続部材3S(3Sc)は、その部分に配されるテープ状シート材33T(33Tc)が幅広に形成されていることから、テープ状シート材33Tcの幅内からはみ出すことなく複数本(図示は一例として3本)が供給される。
このようにして、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる背側部23となる外装体連続部材11Sが構成される。そして、背側部23の外装体連続部材11Sは、テープ状シート材33Tを下側にした状態で矢印A7方向に供給される。
【0099】
さらに、背側の外装体連続部材11Sの表裏を反転させ、矢印A2方向に供給される。表裏の反転には、図示はしないが一例として、外装体連続部材11Sの上面側(第2シート材2S側)に水平ロールを配し、供給方向を軸にして外装体連続部材11Sを90°回転し、垂直ロールで回転した外装体連続部材11Sの第2シート材2S面側を一旦受ける。さらに供給方向を軸にして外装体連続部材11Sを90°回転し、別の水平ロールで回転した外装体連続部材11Sの上面側を受ける。これにより、幅方向および高さ方向にぶれることなく供給方向を軸にして外装体連続部材11Sの表裏を安定的に反転させることができる。この結果、背側部23の外装体連続部材11Sでは、1本のテープ状シート材33Tに複数本の弾性体連続部材3Scを接着した部位が、後の工程でパンツ型おむつ連続体において腸骨上の高さに配される。
【0100】
一方腹側は上述の第1実施形態の第3実施態様と同様にして、下側第2分離ロール254と案内ロール255との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。このようにして、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、矢印A5方向に供給される。この結果、腹側部21の外装体連続部材11Sでは、1本のテープ状シート材33Tに複数本の弾性体連続部材3Scを接着した部位が、後の工程でパンツ型おむつ連続体において腸骨上の高さに配される。
【0101】
次に、上述の第1実施形態の第2実施態様と同様にして、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整工程では、腹側部21の外装体連続部材11Sの供給方向を背側部23の外装体連続部材11Sの供給方向(矢印A2方向)に平行な矢印A4方向にするとともに、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(例えば上面)かつ同一高さに配する。
以上の工程によって、幅広のテープ状シート材33Tcが外側に配した腹側部21の外装体連続部材11Sと背側部23の外装体連続部材11Sとが得られる。
その後の工程は、前述の第1実施形態で説明した工程と同様である。
【0102】
上記第3実施形態の第1実施態様の製造方法では、前述の第1実施形態と同様な作用効果が得られる。それとともに、腸骨上に配されるテープ状シート材33Tcの幅を広く形成することによって、1本のテープ状シート材33Tcに複数本の弾性体連続部材3Scを接着することができるので、伸縮力を強めることができ、腸骨上の締め付け力が強化され、動作時等にパンツ型おむつがずり落ちにくくなるという利点が得られる。
【0103】
次に第3実施形態の第2実施態様を、図16を参照して説明する。第1シート材1Sにおいて腹側部21および背側部23の幅広に作製したテープ状シート材33Tcを連続的に取ると、外装体連続部材11Sにおいて、幅広のテープ状シート材33Tcの幅方向の一方側において別のテープ状シート材33Tとの間隔が幅広のテープ状シート材33Tcの幅と同等の長さの間隔が開いてしまう。そこで、第2実施態様では、幅広のテープ状シート材33Tcの両側における隣接するテープ状シート材33Tとの間隔を、他のテープ状シート材33T同士の間隔と同等にする製造方法を、図16を参照して以下に説明する。
【0104】
図16に示すように、第1シート材1Sにおいて、腹側部21の幅広のテープ状シート材33Tcを一方側で取り、背側部23の幅広のテープ状シート材33Tcを他方側で取る。これによって、腹側部21においては、幅広のテープ状シート材33Tcの両側における別のテープ状シート材33Tとの間隔は、他の多くのテープ状シート材33T同士の間隔と同等になる。また背側部23においても、幅広のテープ状シート材33Tcの両側における別のテープ状シート材33Tとの間隔は、他の多くのテープ状シート材33T同士の間隔と同等になる。このようにして、テープ状シート材33T同士の間隔を均等にした状態で、一部のテープ状シート材33Tの幅を広く作製することが可能になる。
この場合の弾性体連続部材3Scを介した図示しない第2シート材2Sへのテープ状シート材33Tの接着は、前述の第1、第2実施形態の製造方法を適用することができる。
【0105】
上記第3実施形態では2本のテープ状シート材33Tcを幅広に作製し、そのテープ状シート材33Tcに対応する弾性体連続部材3Sを複数本配したが、腹側部21のテープ状シート材33Tcに対応する弾性体連続部材3Sの本数と、背側部23のテープ状シート材33Tcに対応する弾性体連続部材3Sの本数とが異なっていてもよい。また、異なる太さの弾性体連続部材3Sを配してもよい。
例えば、ウエスト、腸骨上、腰等に配される場合、腹側部21および背側部23の各弾性体連続部材3Sの本数を変えてもよい。弾性体連続部材3Sの本数を多くすることで伸縮力を強くでき、強い締め付け力を得ることができる。また腹側部21および背側部23の各弾性体連続部材3Sの本数を変えてもよい。例えば、背側部23の弾性体連続部材3Sの本数を腹側部21よりも多くすることで、背側部23の伸縮力を強くでき、おむつのずれ落ちを抑制することができる。また、腹側部21の弾性体連続部材3Sの本数を背側部23よりも多くすることで、腹側部21の伸縮力を強くでき、おむつのずれ落ちを抑制することができる。
【0106】
次に、均等な幅にスリットしたテープ状シート材33Tを用いて、パンツ型おむつを作製した場合について、図17を参照して以下に説明する。なお、図17〜19では、テープ状シート材33Tの位置をわかりやすくするためにハッチングを記載して示した。
図17(1)に、テープ状シート材33Tに均等な幅にスリットされたものを用いて作製されたおむつの要部側面図を示す。腹側部21、背側部23に配されるそれぞれのテープ状シート材33Tの本数は同数である。背側部23に配される第2シート材2Sとテープ状シート材33Tとの位置関係と、腹側部21に配される第2シート材2Sとテープ状シート材33Tとの位置関係とが同様になるように、テープ状シート材33Tに対する背側部23および腹側部21のそれぞれに配される第2シート材2Sは供給位置が調整されている。すなわち、第2シート材2Sの幅方向の一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離が同一にされている。このようにテープ状シート材33Tが接着された第2シート材2Sを用いておむつを作製すると、腹側部21に配された第2シート材2Sに接着されたテープ状シート材33Tと、背側部23に配された第2シート材2Sに接着されたテープ状シート材33Tとは、サイドシール部25で重なり合うようになる。この場合、サイドシール部25が強弱関係を有するようになりサイドシール部25における剥がし易さ向上する。
上記例では、腹側部21に配される第2シート材2Sと、背側部23に配される第2シート材2Sの幅は同一としている。以下、第2シート材2Sの幅については同様である。
【0107】
なお、テープ状シート材33Tを接着する際のテープ状シート材33Tに対する第2シート材2Sの供給位置を変えることで、おむつを作製した状態の腹側部21に配されるテープ状シート材33Tと背側部23に配されるテープ状シート材33Tとの位置関係をずらすことが可能である。例えば、図17(1)に示した構成から第2シート材2Sの供給位置をテープ状シート材33Tの1本分の幅だけずらすことによって、図17(2)に示すように、サイドシール部25では、腹側部21に配された第2シート材2Sに接着されたテープ状シート材33Tとの間に、背側部23に配された第2シート材2Sに接着されたテープ状シート材33Tが配されるようになり、テープ状シート材33Tが重なり合うことはない。この場合、第2シート材2Sの流れ調整が必要ないので、外装体全体の搬送性を気にせず加工を行うことができる。
【0108】
また、腹側部21に配されるテープ状シート材33Tと背側部23に配されるテープ状シート材33Tの本数が異なる場合、例えば一方が奇数本で他方が偶数の場合について、以下に説明する。
一例として図18(1)を参照して、腹側部21に配されるテープ状シート材33Tが6本で、背側部23に配されるテープ状シート材33Tの本数が7本の場合で説明する。外層材スリットカッター(図示せず)によって分離されたテープ状シート材33Tを接着する腹側部21に配される第2シート材2Sと、背側部23に配される第2シート材2Sとが、平面視同位置の場合(ただし、高さ方向の位置は異なる。)、背側部23に配される第2シート材2Sの幅方向一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離aと、腹側部21に配される第2シート材2Sの幅方向一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離bとは、テープ状シート材33Tの幅分だけ異なる。このように配置されるようにテープ状シート材33Tに対して第2シート材2Sを供給し、互いを接着させ、この第2シート材2Sを用いておむつを作製した。この場合、おむつのサイドシール部25における腹側部21に配されるテープ状シート材33Tと、背側部23に配されるテープ状シート材33Tとの位置関係は、交互に配された状態となり、重ならない。
【0109】
また図18(2)を参照して、腹側部21、背側部23に配されるテープ状シート材33Tの本数が上記同様に異なる場合を説明する。本例は、背側部23に配される第2シート材2Sの幅方向一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離aと、腹側部21に配される第2シート材2Sの幅方向一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離bとが同一になる場合である。このように配置されるようにテープ状シート材33Tに対して第2シート材2Sを供給し、互いを接着させ、この第2シート材2Sを用いておむつを作製した。この場合、おむつのサイドシール部25における腹側部21に配されるテープ状シート材33Tと、背側部23に配されるテープ状シート材33Tとは重なる。なお、背側部23より腹側部21のほうが、テープ状シート材33Tが少なく配されているので、サイドシール部25において、背側部23のテープ状シート材33Tと重ならない腹側部21のテープ状シート材33Tが生じる。
図18(1),(2)に示した構成の場合、伸縮範囲、応力の調整が可能となり、外装体仕様(例えば、締め付け応力設計)の自由度が広がる。またどちらの構成においても、背側部23の方が下方にテープ状シート材33Tが1本多いため、臀部のフィット性に優れる。
【0110】
次に、異なる幅にスリットしたテープ状シート材33Tcを有するテープ状シート材33Tを用いてパンツ型おむつを作製した場合について、図19を参照して以下に説明する。
図19に示したおむつの要部側面図は、図15に示した幅が異なるテープ状シート材33Tcを有するテープ状シート材33Tの場合であり、テープ状シート材33Tに対して第2シート材2Sの供給位置を調整して、互いを接着させ、この第2シート材2Sを用いておむつを作製した。この場合、おむつのサイドシール部25における腹側部21に配されるテープ状シート材33Tと、背側部23に配されるテープ状シート材33Tとは重なる。しかも、幅が異なるテープ状シート材33Tc同士も重なり合う。
【0111】
次に、異なる幅にスリットしたテープ状シート材33Tcを有するテープ状シート材33Tを用いてパンツ型おむつを作製した別の例について、図20を参照して以下に説明する。
図20に示したおむつの要部側面図は、図16に示した幅が異なるテープ状シート材33Tcを有するテープ状シート材33Tの場合であり、テープ状シート材33Tに対して第2シート材2Sの供給位置を調整して、互いを接着させ、この第2シート材2Sを用いておむつを作製した。この場合、おむつのサイドシール部25における腹側部21に配されるテープ状シート材33Tと、背側部23に配されるテープ状シート材33Tとは重なる。しかも、幅が異なるテープ状シート材33Tc同士も重なり合う。さらに、腹側部21に配される幅の異なるテープ状シート材33Tcと、背側部23に配される幅の異なるテープ状シート材33Tcとが、サイドシール部25において重なりあう。さらに幅の異なるテープ状シート材33Tが抜けた位置に相当するテープ状シート材33T間の位置も重なりあう。
【0112】
次に、上記図11〜14によって説明した実施形態において、腹側部21と背側部23に配される各外装体連続部材11Sを所定間隔Dに位置調整する方法について説明する。この方法としては、上述のロールの組み合わせのみによる方法の他に、前記図3〜5によって説明したパンツ型おむつ10の製造方法と同様に、離間手段(図示せず)を用いて、背側に配される第2シート2Sと、腹側に配される第2シート2Sを、テープ状シート材33Tが表面側に配されるように、かつ平行方向に供給されるようにする方法がある。この方法では、背側に配される第2シート材2Sと、腹側に配される第2シート材2Sとの高さが異なるが、その高さの違いは、例えば2本のロール(図示せず)を用いて同一高さに調整すればよい。
【0113】
次に、本発明のパンツ型着用物品の製造方法に係る第4実施形態について図21を参照して説明する。図21は、前述の第1実施形態の図8(1)において、前述の第1〜第3実施形態とは異なって弾性体連続部材3Sを複数本ずつ供給した場合を示す要部平面図である。また第4実施形態では、上記第1〜第3実施形態において、テープ状シート材33Tは、スリットしてから第2シート材2Sに接着されるまで、その間隔がずれることなく維持されていることを利用している。
【0114】
図21に示すように、1本のテープ状シート材33Tに対して複数本の細い弾性体連続部材3Sを供給し、第2シート材2Sとテープ状シート材33Tとの間に複数本の細い弾性体連続部材3Sを介して接着することが可能になる。このとき、1本で構成した弾性体連続部材3Sの伸縮力と同等の伸縮力が得られるように、細い弾性体連続部材3Sの太さと本数が考慮されることが好ましい。またスリット時のテープ状シート材33Tの幅方向位置が維持されていることから、テープ状シート材33Tの位置決めが高精度になされるので、1本のテープ状シート材33Tに対して複数本の細い弾性体連続部材3Sを接着させても、弾性体連続部材3Sがテープ状シート材33Tからはみだすことなく、テープ状シート材33Tの幅内に収まるように接着できる。
したがって、1本のテープ状シート材33Tに細い弾性体連続部材3Sを複数本接着させることができるので、伸縮力を低下させることなく、弾性体連続部材3Sを細くしたことにより見えにくくすることができ、着用者に弾性体(弾性体連続部材3S)による締め付け力を意識させにくくなり、着用感の向上が図れる。
例えば、テープ状シート材33Tにもよるが、坪量が16g/m2程度で厚さが0.02mm程度のテープ状シート材33Tを用いた場合、太さが0.1mm〜1mm程度の弾性体連続部材3Sを用いて、その間隔を1mm〜5mm程度にすることで見えにくくなり、好ましくは、0.1mm〜0.3mm程度の太さにし、その間隔を2mm〜4mm程度にする。
【0115】
上記各実施形態、各実施態様は、適宜組み合わせることができる。
例えば、第4実施形態は、上記第1〜第3実施形態と組み合わせることができる。
上記第3実施形態の第2実施態様と第4実施形態とを組み合わせた場合を説明する。例えば、第1シート材1Sにおいて、腹側部21でテープ状シート材33Tcを取った部分は、背側部23ではテープ状シート材33Tcに対応した間隔があいてしまう。そのため、背側部23では、その部分の伸縮力が弱くなる。そこで、背側部23において、テープ状シート材33Tの間隔が広くなっている部分の両側に隣接するテープ状シート材33Tの部分において、弾性体連続部材3Sを複数本接着することで、その部分の伸縮力を強めて、テープ状シート材33Tの間隔が広くなって伸縮力が低下した部分を補うことができる。
【0116】
上記各実施形態においては本発明のパンツ型着用物品としてパンツ型おむつを例に示したが、吸収性本体を肌面側に配置して用いられるパンツ型おむつカバーであることも好ましい。ここで吸収性本体は、排泄される尿等を吸収するものであれば特に限定されないが、例えば尿とりパッド等の吸収パッドが挙げられる。吸収パッドは、例えば、液透過性の表面シート、液不透過性の防漏シート、および両シート間に介在された液保持性の吸収体を具備し、平面視矩形状等の縦長形状に形成されたものが挙げられる。そして、吸収パッドの長手方向の両側には、左右一対の立体ガードが形成されていることが好ましく、各立体ガードは、吸収パッドの長手方向の両側に、立体ガード弾性部材を有する立体ガード形成用のシート材が配設されていることが好ましい。このような吸収パッドの長手方向を着用者の背側から腹側に股間を介してわたすようにして、該パッドの液透過シート側を着用者の肌に当接するよう配置する。おむつカバーは、この吸収パッドを覆うようにして着用することが好ましい。
また本発明のパンツ型着用物品は、上述のようなパンツ型のおむつのほか、生理用ショーツ、ショーツ型ナプキンなどの、パンツ型の構造を有する吸収性物品一般を含む概念である。このパンツ型着用物品は、乳幼児用のものであっても、成人用のものであってもよい。
【符号の説明】
【0117】
10 パンツ型着用物品(パンツ型おむつ)
11 外装体
11S 外装体連続部材
13 股下部
21 腹側部
21A,21B 側縁部
23 背側部
23A,23B 側縁部
31 内層材
33 外層材
35 弾性体
1S 第1シート材
2S 第2シート材
3S 弾性体連続部材
33T,33Tc テープ状シート材
【技術分野】
【0001】
本発明はパンツ型着用物品の製造方法に関する。
【背景技術】
【0002】
従来のパンツ型おむつとして、着用者の腹側および背側に配されるように形成された外装体と、外装体の腹側と背側との間の着用者の股間部に配される股下部とを有し、股下部に吸収性本体が配されているものが知られている(例えば、特許文献1、特許文献2参照。)。
【0003】
外装体は、ほぼ全面にわたって内層材と外層材とが積層された2層構造になっており、外装体を構成するには、内層材と外層材とを弾性部材を挟持して貼り合わせたシートを用いる。このシートの幅を2分割し、分割した各シートを並行にした状態で、各シート間を渡すように吸収性本体を配置し、シートを構成する各外層材の外側辺部を折り曲げ、その折り曲げ部分で吸収性本体の両端部を固定する。続いて、吸収性本体の中央部付近で折り曲げるとともに内層材を内側にしてシートを重ね合わせ、吸収性本体を挟むようにして重ね合わせたシートを幅方向に所定の間隔で接合する。その後、接合部の中央部をシートの幅方向に切断して切り離す。これによって、シートを接合してなる外装体と、この外装体に固定された吸収性本体とを備えたパンツ型おむつが完成する(例えば、特許文献1参照。)。
【0004】
また、前身頃から後身頃までを一体的な外装シートにより連続的に覆い、その外面に、幅方向に延在する帯状シート基材を縦方向に位置をずらして複数配置し、帯状シート基材と外装シートとの重なり部分におけるウエスト側端部にギャザー弾性伸縮部材を兼ねる腰下弾性伸縮部材を挟み、ホットメルト接着剤等により固定する構成が開示されている(例えば、特許文献3参照。)。この構成では帯状シート基材のCD方向(ライン流れ方向と直交する幅方向)股下側の端部がその下の別の帯状シート基材に被さるように配されているので、外装シート全体としては少なくとも外装シートと帯状シート基材による2層構造(帯状シート基材の重なり部分では3層構造)となる。この製造方法としては、外装シートとの間に細長状弾性伸縮部材を連続的に挟み込みつつ帯状シート基材のウエスト側の端部でホットメルト接着剤により固定する。そのため、各帯状シート基材が部分的に重なるように各帯状シート基材をずらして配する必要があり、細長状弾性伸縮部材に対する帯状シート基材の位置精度が重要になる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−279077号公報
【特許文献2】特表2008−508082号公報
【特許文献3】特許第4659109号
【発明の概要】
【発明が解決しようとする課題】
【0006】
パンツ型おむつに対し使用者からは下着と変わらない使用感が求められており、従来のパンツ型おむつでは、外装体がほぼ全面にわたって内層材と外層材とを積層した2層構造になっているため、柔軟性と通気性の更なる向上が期待されている。特に、スパンボンドなどエンボス加工されたシートを使用した場合には、その可能性が高まっていた。また、ウエストフリル部材となる帯状シート基材を縦方向に配する構成でも2層構造もしくは3層構造になるため、さらなる通気性の向上が望まれる。
本発明は、パンツ型おむつの外装体の腰周り領域を柔らかくし、かつ通気性を改善して着用時の蒸れの問題を解決することを課題とする。さらに、不織布のようなシートを狭幅に切断したテープ状シート材(帯状シート基材)を固定する場合、テープ状シート材を所定間隔に精度よく安定的に配することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、パンツ型着用物品の製造方法であって、外装体の構成材料になる第1シート材を幅方向に複数にスリットして複数本のテープ状シート材を形成する工程と、前記複数本のテープ状シート材を、前記スリット時の幅方向位置を維持しながら交互に異なる方向に搬送させ、腹側用と背側用に分離する工程と、前記腹側用と背側用のテープ状シート材のそれぞれを、前記スリット時の幅方向位置を維持しながら腹側と背側の別々の第2シート材に積層して固定し、腹側部に配される外装体連続部材と背側部に配される外装体連続部材を得る工程と、前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材を所定間隔に位置調整する工程と、前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材間を渡すように吸収性本体を固定する工程と、前記第2シート材同士を内側に対向させて前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材同士を重ね合わせ、該外装体連続部材同士を幅方向に所定間隔で接合する工程と、前記接合部で前記外装体連続部材を幅方向に切断する工程とを備えるパンツ型着用物品の製造方法を提供する。
【発明の効果】
【0008】
本発明のパンツ型着用物品の製造方法は、1層領域の部分の作用で腰周り領域を柔らかくし(柔軟性)、かつ同領域の通気性を格段に高めることができ、蒸れを大幅に低減できるパンツ型着用物品を容易に製造できる。
さらに、腹側用、背側用のテープ状シート材は、それぞれスリット時の幅方向位置を維持して第2シート材に積層、固定されるので、第2シート材に対してテープ状シート材を安定的に高精度に配することができる。
【図面の簡単な説明】
【0009】
【図1】本発明のパンツ型着用物品の製造方法で製造される好ましいパンツ型着用物品の一例を示した斜視図である。
【図2】図1に示したパンツ型着用物品の一例を示した分解斜視図である。
【図3】図1に示したパンツ型着用物品の製造方法の一例を示した図面であり、(1)は製造工程の全体を示した斜視図であり、(2)は吸収性本体を積層する状態を示した上面図である。
【図4】図1に示したパンツ型着用物品の製造方法の一例を示した要部斜視図である。
【図5】図1に示したパンツ型着用物品の製造方法の一例を示した要部平面図である。
【図6】本発明のパンツ型着用物品の製造方法に係る好ましい一実施形態(第1実施形態)の第1実施態様を示した製造工程概略図である。
【図7】第1実施態様のパンツ型着用物品の製造方法を示した要部斜視図である。
【図8】第1実施態様のパンツ型着用物品の製造方法を示した要部平面図であり、(1)は第1シート材および背側部に配される第2シート材の上方から見た要部平面図であり、(2)は第1シート材および下側第1分離ロールより下側の腹側部に配される第2シート材等を上方から見た要部平面図である。
【図9】第1実施態様のテープ状シート材のスリット状態を示した上面図である。
【図10】第1実施態様の分離ロール部分におけるテープ状シート材の分離状態を示した側面図である。
【図11】本発明のパンツ型着用物品の製造方法に係る第2実施態様を示した要部斜視図である。
【図12】本発明のパンツ型着用物品の製造方法に係る第3実施態様を示した要部斜視図である。
【図13】本発明のパンツ型着用物品の製造方法に係る第2実施形態を示した要部斜視図である。
【図14】本発明のパンツ型着用物品の製造方法に係る第3実施形態の第1実施態様を示した要部斜視図である。
【図15】第3実施形態の第1実施態様のテープ状シート材のスリット状態を示した平面図である。
【図16】第3実施形態の第2実施態様のテープ状シート材のスリット状態を示した平面図である。
【図17】本発明のパンツ型着用物品のサイドシール部を挟んで腹側部と背側部のテープ状シート材と第2シート材との位置関係の一例を示した要部側面図である。
【図18】本発明のパンツ型着用物品のサイドシール部を挟んで腹側部と背側部のテープ状シート材と第2シート材との位置関係の一例を示した要部側面図である。
【図19】本発明のパンツ型着用物品のサイドシール部を挟んで腹側部と背側部のテープ状シート材と第2シート材との位置関係の一例を示した要部側面図である。
【図20】本発明のパンツ型着用物品のサイドシール部を挟んで腹側部と背側部のテープ状シート材と第2シート材との位置関係の一例を示した要部側面図である。
【図21】本発明のパンツ型着用物品の製造方法に係る第4実施形態を示した図面であり、第1実施形態の図8(1)において弾性体連続部材3Sを複数本ずつ供給した場合を示した要部平面図である。
【発明を実施するための形態】
【0010】
まず、本発明に係るパンツ型着用物品の製造方法で製造されるパンツ型着用物品の好ましい一例について、図1および図2を参照しながら、以下に説明する。
本明細書のパンツ型着用物品10では、パンツ型着用物品の身丈方向をY方向とし、パンツ型着用物品の幅方向をX方向とし「腰周り方向」ともいう。
【0011】
図1および図2に示すように、パンツ型着用物品10の好ましい一例は、例えばパンツ型おむつであり、着用者の腹側に配される腹側部21と、股間部に配される股下部13と、背側に配される背側部23とを有している。以下、このパンツ型おむつ10について詳細に説明する。
パンツ型おむつ10は、腹側部21と背側部23を形成する外装体11と、股下部13を形成する吸収性本体40とで構成されている。
【0012】
外装体11は、腹側部21の一方の側縁部21Aと背側部23の一方の側縁部23Aとが接合され、さらに腹側部21の他方の側縁部21Bと背側部23の一方の側縁部23Bとが接合されて、環状に構成されている。側縁部21A、23Aの接合部および側縁部21B、23Bの接合部のそれぞれでサイドシール部25が構成されている。
また、股下部13は、腹側部21と背側部23とを架け渡して着用者の股間部に配される吸収性本体40で構成されている。環状にした外装体11と股下部13を架け渡した吸収性本体40によりパンツ型となっている。
吸収性本体40は、股間部を形成するとともに、腹側部21および背側部23において外装体11のウエスト開口部12下方近傍まで延出して、外装体11と固定されている。これにより、腰周り領域において外装体11は吸収性本体40が固定された中央域と、固定されていない両側域とを有する。上記「腰周り領域」とは、概ねウエスト開口部12の上端縁からその下部方向である身丈方向(Y方向)に大腿部の外側付け根付近が配置される位置までの間の領域をいう。
【0013】
上記外装体11は、内層材31と外層材33とが積層されて構成されており、内層材31が1層存在する1層領域を外装体11の身丈方向(Y方向)に間隔を置いて複数有している。図面では、1層領域に内層材31が存在し、外層材33が外装体11の身丈方向に間隔を置いて、内層材31に積層されている構成を示した。
【0014】
内層材31と外層材33とが積層された積層領域は、パンツ型おむつ10の幅方向(X方向)に伸縮性を有している。積層領域は、内層材31と外層材33との間に弾性体35を備えていてもよい。この場合、弾性体35は伸長状態で内層材31と外層材33との間に挟持されており、これにより、伸縮性を有する。または、後に詳述するように、内層材31および外層材33の両方またはどちらか一方が伸縮性を有する材料で構成されていてもよい。
また、吸収性本体40が固定されている外装体11の中央域において、弾性体35は複数箇所にわたって切断されていて、内層材31と外層材33との積層領域は実質的な伸縮性を有していないことが好ましい。
【0015】
内層材31および外層材33の素材としてのシートとしては、それぞれ、例えばエアースルー不織布、ヒートロール不織布、スパンレース不織布、スパンボンド不織布、メルトブローン不織布等の各種製法による不織布、織布、編布、樹脂フィルム等が挙げられ、これらを積層一体化させてなるシート材等も用いることができる。
また、特に内層材31は、通気性、風合いを良好にする観点から、不織布から形成されているものが好ましく、また、排泄物の漏れ防止の観点から、撥水性の不織布から形成されているものが好ましい。
【0016】
弾性体35の材料としては、おむつや生理用ナプキン等の吸収性物品に用いられる通常の弾性材料を用いることができ、例えば素材としては、スチレン−ブタジエン、ブタジエン、イソプレン、ネオプレン等の合成ゴム、天然ゴム、EVA、伸縮性ポリオレフィン、ポリウレタン等を挙げることができ、形態としては、断面が矩形、正方形、円形、多角形状等の糸状ないし紐状(平ゴム等)のもの、またはマルチフィラメントタイプの糸状のもの等を用いることができる。
【0017】
次に、上記吸収性本体40について説明する。図2に示すように、吸収性本体40は、一例として、表面シート41と、裏面シート42と、その間に介在される液保持性を有する吸収性コア43を備えている。この吸収性コア43は、被覆シート44を図面に示した点線の位置で矢印方向に折り曲げることで、被覆シート44により被覆されている。さらに、肌当接面側には内側立体ギャザー45をなす一対のサイドシート46,46が配置されている。非肌当接面側には順に上記裏面シート42と股下シート47とが配置されている。
この吸収性本体40は通常この種のおむつに用いられる材料を用いることができ、特に限定されるものではない。
【0018】
表面シート41は、親水性不織布で形成されることが好ましい。親水性不織布としては、エアースルー不織布、ポイントボンド不織布、スパンボンド不織布、スパンレース不織布、立体賦形不織布と呼ばれている不織布で、その繊維がポリプロピレンの単繊維や、ポリプロピレンとポリエチレンの複合繊維、ポリエチレンテレフタレートとポリエチレンの複合繊維等で親水化処理が施された繊維が好ましく使用できる。また、表面シート41として、樹脂フィルムを開孔したシートも用いることができる。
【0019】
裏面シート42は、防水性があり透湿性を有していれば特に限定されない。例えば疎水性の熱可塑性樹脂と、炭酸カルシウム等からなる微小な無機フィラーまたは相溶性のない有機高分子等とを溶融混練してフィルムを形成し、該フィルムを一軸または二軸延伸して得られる多孔性フィルムが挙げられる。熱可塑性樹脂としては、ポリオレフィンが挙げられる。該ポリオレフィンとしては、高〜低密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、ポリブテン等が挙げられ、これらを単独でまたは混合して用いることができる。
【0020】
吸収性コア43には、例えば、繊維集合体またはこれと吸収性ポリマーとを併用させたもの等を用いることができる。繊維集合体を構成する繊維としては、パルプ繊維等の親水性天然繊維や、合成繊維(好ましくは親水化処理を施したもの)等を用いることができる。坪量は特に限定されないが、150g/m2〜500g/m2が好ましい。また被覆シート44には、親水性のティッシュペーパー等の薄手の紙(薄葉紙)、コットンやレーヨンなどの親水性繊維からなる不織布、合成樹脂の繊維に親水化処理を施してなる不織布(スパンボンド−メルトブローン−スパンボンド(SMS)、スパンボンド−メルトブローン−メルトブローン−スパンボンド(SMMS)、スパンボンド−スパンボンド−メルトブローン−スパンボンド(SSMS)等の複合不織布)等を用いることができる。
【0021】
サイドシート46には、撥水性不織布を用いることが好ましく、具体的には、スパンボンド不織布、スパンボンド−メルトブローン(SM)不織布、SMS不織布等が用いられる。股下シート47には、布状の外観を与えるために各種不織布を用いることができる。
【0022】
図1に戻り、このパンツ型おむつ10では、外層材33が存在せず、内層材31が1層存在する1層領域を外装体11の身丈方向に間隔を置いて複数有することにより、従来のパンツ型おむつと同様の伸縮性を維持して身体への装着性および身体の可動性を保ちつつ、1層領域の部分で通気性を格段に高めることができる。よって、蒸れを大幅に低減できる。また、外層材33の使用量を削減することができるので、いわゆる環境にやさしい製品になるとともに、製品コストの低減が図れる。また、1層領域を有することによって外装体11の柔らかさが向上し、着用時の動作が円滑になるとともにはき心地がよくなる。
【0023】
本発明者は、上記パンツ型おむつ10の製造方法として、下記の製造方法を発明している。その製造方法を図3ないし図5を参照して説明する。
【0024】
図3ないし図5に示すように、例えば、上側より第1シート材1Sを供給するとともに、下側より第2シート材2Sを供給し、さらに、第1シート材1Sと第2シート材2Sとの間に弾性体35となる弾性体連続部材3Sを供給する。第1シート材1Sは外層材33を構成するものであり、第2シート材2Sは内層材31を構成するものである。これらの第1シート材1S(外層材33)、第2シート材2S(内層材31)および弾性体連続部材3S(弾性体35)は、それぞれ上述したパンツ型おむつ10と同様な材料を用いる。
【0025】
先ず、外層材スリットカッター211によって上記第1シート材1Sを幅方向に複数本に分割して細幅のテープ状シート材33Tを形成する。次に離間手段(図示せず)によって、テープ状シート材33T、33T間を所定の間隔d1に離間する。テープ状シート材33T(分割された第1シート材1S)は、その幅が前述したパンツ型おむつ10の各外層材33(33A、33B)の幅に形成され、離間したときの間隔も前述したパンツ型おむつ10の外層材33の間隔に作製される。
【0026】
上記離間手段は、図に示さないが、各テープ状シート材に対して案内ロールを設け、その設置角度、位置によって所定間隔に広げ第2シート材2Sと合流する手段、もしくは各テープ状シート材に対してシート流れ調整用ガイド(蛇行修正器)を備え第2シート材2Sと合流する手段を具備している。
【0027】
また、並列に複数本の弾性体連続部材3Sを用意し、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で、第2シート材2Sとともに供給する。それぞれの弾性体連続部材3Sは所定の間隔d2で供給される。このとき、上記テープ状シート材33T幅方向の中心に弾性体連続部材3Sの幅方向の中心が位置するように供給されることが好ましい。上記接着剤塗工装置215には例えばホットメルトガンを用い、この場合の接着剤にはホットメルト接着剤を用いる。
【0028】
このようにして、ニップロール217、218間に、第2シート材2S上に伸長した状態で所定の間隔d2にした弾性体連続部材3Sを供給する。それと同時に、それぞれの弾性体連続部材3S上に、テープ状シート材33Tの幅方向中央に弾性体連続部材3Sが位置するようにして、それぞれのテープ状シート材33Tを供給する。
そして、ニップロール217、218間に上記第2シート材2S、弾性体連続部材3S、テープ状シート材33Tを通し、ロール間の圧力によって弾性体連続部材3Sに着けられたホットメルト接着剤により第2シート材2Sとテープ状シート材33Tとを弾性体連続部材3Sを介して接着し、外装体11となる外装体連続部材11Sを得る。なお、接着剤は、接着剤塗工装置215により、テープ状シート材33T上および第2シート材2S上のいずれか一方または両方に供給して、弾性体連続部材3Sと接着してもよい。
【0029】
次に、第2シート材2Sの吸収性本体40が付けられる部分の弾性体連続部材3Sの弾性機能を発現させなくする弾性体切断工程を行う。この弾性体切断工程は、例えば、弾性体連続部材3Sの収縮力を発現させなくする非機能化領域形成部(図示せず)を形成したカットロール219を用い、外装体連続部材11Sに非機能化領域11Nを形成することができる。非機能化領域形成部は、弾性体連続部材3Sを分断する多数の凸部もしくはカッター刃、または弾性体連続部材3Sを熱シールによって硬化させる多数のエンボスピン等から構成されている。
カットロール219に対向するロール220はその受けロールであり、その周面は平滑面となっている。
【0030】
次に、外装体スリットカッター221を用いて、腹側部21と背側部23とを形成するよう、外装体連続部材11Sをその幅方向の中央部で切断して、所定間隔に離間する。この所定間隔を含むパンツ型おむつ10の寸法等はサイズや用途に応じて適宜選択する。
【0031】
次に、吸収性本体形成部4より供給される吸収性本体連続体40Sを切断して得た吸収性本体40を外装体連続部材11Sの腹側部21と背側部23との所定の位置に配置する。このとき、吸収性本体40は、その長手方向が腹側部21と背側部23とに対して、例えば直角方向になるように配される。吸収性本体40の外装体連続部材11Sへの固定は、外装体連続部材11Sの伸長状態を維持したままで行う。例えば、外装体連続部材11Sが弾性体連続部材3Sの収縮力により縮まないように維持しながら、吸収性本体40を固定する。吸収性本体40にもその長手方向に収縮する弾性部材が配されていることが一般的であるが、そのような場合にも、吸収性本体40を、収縮しないように維持しながら外装体連続部材11Sに対して固定する。その際、吸収性本体40または外装体連続部材11Sには予め接着剤を塗工しておく。
【0032】
続いて、外装体連続部材11Sの幅方向外側の端部を、吸収性本体40の長手方向両端部を覆うように折り返し、その折り返し部分で吸収性本体40を固定する。その際、折り返し部分の内面側、吸収性本体40等の所定位置には、予め接着剤を塗工しておく。
【0033】
次に、吸収性本体40の長手方向を二つ折りにするとともに、外装体連続部材11Sの腹側部21と外装体連続部材11Sの背側部23とを第2シート材2Sを内側に対向させて重ね合わせる。続いて、腹側部21と背側部23とをその幅方向に所定間隔で接合するサイドシール工程を行う。このサイドシール工程における所定間隔はパンツ型おむつ10の幅方向の長さを決めるものである。このようにして、パンツ型おむつ連続体10Sを得る。
【0034】
続いて、サイドシールを行って得た接合部でパンツ型おむつ連続体10Sを幅方向に切断する。この結果、パンツ型おむつ10が完成し、前述のパンツ型おむつの一例で説明した構成を得ることができる。
【0035】
上記製造方法では、テープ状シート材33Tの接着位置をさらに高精度にして第2シート材2Sに接着する製造方法が期待されている。その製造方法として、以下のような本発明のパンツ型着用物品の製造方法がある。以下、パンツ型おむつの製造方法として説明する。
【0036】
本発明のパンツ型おむつの製造方法の好ましい実施形態(第1実施形態)の第1実施態様について、図6ないし図10を参照して、以下に説明する。この第1実施態様は、前述のパンツ型おむつ10を製造する一方法である。なお、後述の他の実施態様について、特に説明しない点については、第1実施態様に関して詳述した説明が適宜適用される。
なお、図8は図7における要部平面図を示した図面であり、図8(1)は第1シート材1Sおよび背側部23に配される第2シート材2Sの上方から見た要部平面図であり、図8(2)は第1シート材1Sおよび下側第1分離ロール253より下側の腹側部21に配される第2シート材2S等を上方から見た要部平面図である。この図8により、第2シート材2Sとテープ状シート材33Tとの配置関係、テープ状シート材33Tと弾性体連続部材3Sとの配置関係が明確化される。テープ状とは細幅で長い帯状のシート状態であり、スリットとはシート材を幅方向に複数に分割し複数本のテープ状に切断することである。本発明においては、シート材の供給方向(後述の矢印A1方向)に沿って切断し、シート材の幅方向に複数本に分割される。
【0037】
図6ないし図8に示すように、第1シート材1Sを矢印A1方向に供給する。この第1シート材1Sは外層材33を構成するものである。この第1シート材1Sを、外層材スリットカッター211によって幅方向にスリットし、複数本に分割して細幅のテープ状シート材33T(外層材33)を形成する。例えば、各テープ状シート材33Tは均等な幅にスリットされる(詳細は図9参照)。
そしてスリット時の各テープ状シート材33Tの幅方向位置を維持した状態で各テープ状シート材33Tを上側第1分離ロール251と下側第1分離ロール253との間に供給する。このロール間に供給された複数本のテープ状シート材33Tを1本ずつ交互に選択して上側第1分離ロール251と下側第1分離ロール253に巻き付けることによって異なる方向(例えば、上方向と下方向)に分離する。すなわち、複数本のテープ状シート材33Tが1本ずつ交互に腹側用と背側用に分離される(詳細は図10参照)。上記異なる方向とは、分離位置に供給された第1シート材1Sに対し、この第1シート材1Sが有する2面のうちの一方の第1面より第1シート材1Sから離れる方向およびこの第1面とは反対側の第2面より第1シート材1Sから離れる方向をいう。言い換えれば、第1シート材1Sを挟んで第1シート材1Sの両面から反対方向に離れていく2方向であればよく、必ずしも正反対の方向でなくてもよい。したがって、上述の上方向と下方向に限定されることはなく、上側第1分離ロール251と下側第1分離ロール253のそれぞれの回転軸に対して直角な面内での異なる2方向とすることもできる。また上側第1分離ロール251と下側第1分離ロール253のそれぞれの回転軸の配置方向は水平に対してある角度、例えば90度を有していてもよい。この場合、上側および下側は右側および左側となるが、本実施形態では便宜的に上側および下側と称す。本実施形態では、上側第1分離ロール251と下側第1分離ロール253のそれぞれのロールに向かう方向が異なる方向である。
【0038】
上側第1分離ロール251に巻き付いて上方向に分離された背側用のテープ状シート材33Tが上側第2分離ロール252に巻き付くとき、上側第1分離ロール251と上側第2分離ロール252との間に、第1シート材1Sの供給方向(矢印A方向)とは反対方向から、第2シート材2Sを上側第2分離ロール252に直接巻き付くように供給する。この第2シート材2Sは内層材31を構成するものである。さらに並列に複数本の弾性体連続部材3Sを用意し、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で、上記第2シート材2Sとともに供給する。このとき、例えば、上記テープ状シート材33T幅方向の中心に弾性体連続部材3Sの幅方向の中心が位置するように供給される。この弾性体連続部材3Sは弾性体35を構成するものである。上記接着剤塗工装置215には例えばホットメルトガンを用い、この場合の接着剤にはホットメルト接着剤を用いる。
【0039】
このようにして、上側第1分離ロール251と上側第2分離ロール252との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく上側第1分離ロール251のロール面に巻き付いて搬送されているので、スリット時の各テープ状シート材33Tの幅方向位置が維持されている。この状態でテープ状シート材33Tは上側第1分離ロール251から離れることなく第2シート材2Sに接着される。この結果、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる背側部23となる外装体連続部材11Sが構成される。そして、背側部23の外装体連続部材11Sは、上側第2分離ロール252に巻き付いた状態で表裏が反転し、矢印A2方向に供給される。
【0040】
一方、下側第1分離ロール253に巻き付いて下方向に分離された腹側用のテープ状シート材33Tが下側第2分離ロール254に巻き付くとき、下側第1分離ロール253と下側第2分離ロール254との間に、第1シート材1Sの供給方向(矢印A1方向)とは反対方向から、第2シート材2Sを下側第2分離ロール254に直接巻き付くように供給する。さらに並列に複数本の弾性体連続部材3Sを用意し、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で、上記第2シート材2Sとともに供給する。このとき、上記テープ状シート材33T幅方向の中心に弾性体連続部材3Sの幅方向の中心が位置するように供給されることが好ましい。上記接着剤塗工装置215には例えばホットメルトガンを用い、この場合の接着剤にはホットメルト接着剤を用いる。
上記接着剤塗工装置215では、各弾性体連続部材3Sに対して個別のホットメルトガンを用いているが、弾性連続部材3Sの位置に対応して接着剤を出す複数のノズルを有する一体型のホットメルトガン(図示せず)を用いることも好ましい。
また、上記接着剤は、弾性体連続部材3Sに塗工されるのではなく、弾性体連続部材3Sが配される位置の第2シート材2S面に塗工されてもよい。塗工は、連続的であっても、断続的であってもよい。
また、上記上側第1、第2分離ロール251,252、下側第1、第2分離ロール253、254は、回転可能なロールであり、上側第1分離ロール251、下側第1分離ロール253は、図示しない回転駆動手段によって回転可能となっている。回転駆動手段としては、モータが挙げられる。また回転可能なロールはその周速度でシートが送られるように、ロール周面が粗面もしくはゴムのような摩擦力が大きい面になっていることが好ましい。さらに、上側第2分離ロール252、下側第2分離ロール254は、回転駆動手段によって回転されるロールであってもよい。この場合、上側第1分離ロール251、下側第1分離ロール253の周速度と同等の周速度で回転される。
【0041】
このようにして、下側第1分離ロール253と下側第2分離ロール254との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく下側第1分離ロール253のロール面に巻き付いて搬送されているので、スリット時の各テープ状シート材33Tの幅方向位置を維持した状態で第2シート材2Sに接着される。この結果、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sが配される腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、下側第2分離ロール254に巻き付いた状態で表裏が反転し、矢印A3方向に供給される。
テープ状シート材33Tが交互に上下方向に分離されるので、上方向に分離されたテープ状シート材33Tと下方向に分離されたテープ状シート材33Tとが、それぞれ第2シート材2Sに配される位置関係は異なる。そのため、背側と腹側とで背側用の第2シート材2Sに配されるテープ状シート材33Tの位置関係と、腹側用の第2シート材2Sに配されるテープ状シート材33Tの位置を合わせる場合には、背側用の第2シート材2Sに配されるテープ状シート材33Tの供給位置と、腹側用の第2シート材2Sに配されるテープ状シート材33Tの供給位置とが異なる。そこで第2シート材2Sの少なくともどちらか一方の供給位置を調整する(例えばどちらか一方の第2シート材2Sをその幅方向にずらす)ことで、背側用の第2シート材2Sに配されるテープ状シート材33Tの位置関係と、腹側用の第2シート材2Sに配されるテープ状シート材33Tの位置関係とを同じにすることができる。
また、テープ状シート材33Tを接着した背側用および腹側用の各第2シート材2Sは、おむつにしたときに、それぞれの第2シート材2Sの幅方向に配されるテープ状シート材33Tの位置が異なっていてもよい。
【0042】
上記説明したように、第2シート材2Sに、接着剤が塗工された弾性体連続部材3Sを介してテープ状シート材33Tが接着されるには、第2シート材2S、弾性体連続部材3Sおよびテープ状シート材33Tが同一方向からこの順に積層して上側第1、第2分離ロール間251、252間、および下側第1、第2分離ロール間253、254間に供給される必要がある。このように供給することで、弾性体連続部材3Sに塗工した接着剤がロール面に付着するのを防止できる。
【0043】
次に、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整工程では、一例として、腹側部21の外装体連続部材11Sの位置を調整する。すなわち、背側部23の外装体連続部材11Sの供給方向(矢印A2方向)に対して腹側部21の外装体連続部材11Sの供給方向を平行な方向(矢印A4方向)にするとともに、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(例えば上面)かつ同一高さにする。
【0044】
まず、腹側部21の外装体連続部材11Sの供給方向(矢印A3方向)に対してロール軸を直角方向に配した反転ロール260により、腹側部21の外装体連続部材11Sの表裏を反転させる。この反転によって供給方向も反転する。続いて反転させた供給方向に対して供給方向が横方向(例えば、好ましくは90°方向)変更される矢印B方向となるように、上記反転させた供給方向に対してロール軸を所定の角度(例えば30°〜60°、好ましくは45°)に配した第1ロール261により、腹側部21の外装体連続部材11Sの表裏を反転させるとともに供給方向を矢印B方向に変更する。次に第2ロール262により、腹側部21の外装体連続部材11Sの供給方向を水平方向から垂直な矢印C方向に変える。続いて第3ロール263により、腹側部21の外装体連続部材11Sの供給方向を垂直方向から水平方向に変える。次に、腹側部21の外装体連続部材11Sの供給方向に対してロール軸を所定の角度(例えば30°〜60°、好ましくは45°)に配した第4ロール264により、腹側部21の外装体連続部材11Sの表裏を反転させて腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(上面)に向けるとともに同一高さにして、かつ供給方向を横方向(例えば、好ましくは90°方向)変更して背側部23の外装体連続部材11Sと平行な矢印A4方向の供給方向を得る。
【0045】
第1、第3ロール261、263は、腹側部21と背側部23の各外装体連続部材11Sの間隔を所定間隔Dにし、第1、第3ロール261、263のロール径を考慮して第2、第4ロール262、264の間隔を調整することによって、腹側部21および背側部23の各外装体連続部材11Sの第2シート材2S側の面を同一高さにしている。また、第1、第4ロール261、264は、いわゆるターンロールであるため、回転はせず、ロール表面はシートが滑るようになっている。反転ロール260、第2ロール262、第3ロール263は、回転可能なロールであり、図示しない回転駆動手段によって回転駆動されるものとなっていてもよい。回転駆動手段としては、モータが挙げられる。また回転可能なロールはその周速度でシートが送られるように、ロール周面が粗面もしくはゴムのような摩擦力が大きい表面になっていることが好ましい。また、各ロールの周速度はシートが引っ張られ過ぎたり、たるんだりしないように、一定速度となっていることが好ましい。
【0046】
なお、上記反転ロール260および第1〜第4ロール261〜264のロール構成は一例であって、腹側部21および背側部23の各外装体連続部材11Sの第2シート材2S側の面を同一面方向に向け、かつ同一高さにして、腹側部21および背側部23の各外装体連続部材11Sが平行な方向の供給方向を得ることができれば、他のロール構成を採用することもできる。
【0047】
腹側部21と背側部23に配される各外装体連続部材11Sを所定間隔Dに位置調整する方法としては、上述のロールの組み合わせのみによる方法の他に、腹側のテープ状シート材33Tが接着された第2シート材2Sの表裏を反転させた後、前記図3〜5によって説明したパンツ型おむつ10の製造方法と同様に、離間手段(図示せず)を用いて、背側に配される第2シート2Sと、腹側に配される第2シート2Sを、テープ状シート材33Tが表面側(または裏面側)に配される状態で、かつ平面視互いが並行に供給されるようにする。そして、背側に配される第2シート材2Sと、腹側に配される第2シート材2Sとの高さを、ロール(図示せず)を用いて同一高さに調整すればよい。
【0048】
その後、前述の製造方法の一例で説明した工程と同様に、腹側部21および背側部23の各外装体連続部材11Sの第2シート材2S間を渡すように吸収性本体40を積層する以降の工程を行う。なお、吸収性本体40を積層する前に、前述の製造方法の一例で説明したのと同様に、第2シート材2Sの吸収性本体40が付けられる部分の弾性体連続部材3Sの弾性機能を発現させなくする弾性体切断工程を行ってもよい。
この結果、パンツ型おむつ10(前記図1参照)が完成し、前述のパンツ型おむつの一例で説明した構成を得ることができる。
【0049】
上記テープ状シート材33Tの幅は弾性体連続部材3Sの幅とほぼ同等かそれ以上とすることが好ましい。例えば、テープ状シート材33Tの幅を0.5mm〜60mmとすることが好ましく、テープ状シート材33Tの貼り付け間隔を1mm〜40mmとすることが好ましい。より好ましくは、テープ状シート材33Tの幅を3mm〜30mm、テープ状シート材33Tの貼り付け間隔を3mm〜30mmとする。さらに好ましくは、テープ状シート材33Tの幅を5mm〜10mm、テープ状シート材33Tの貼り付け間隔を5mm〜10mmとする。
【0050】
また、テープ状シート材33Tの幅方向端部(おむつの身丈方向端部)が自由端になっているので、弾性体連続部材3Sの伸長力が解かれるとその収縮によってテープ状シート材33Tが収縮しフリル(図示せず)を形成する。このため、おむつ全体として、かわいらしさを創出できるという作用がある。また、テープ状シート材33Tの第2シート2Sとの接着位置はテープ状シート材33Tの幅方向(Y方向)における中央部に限定されず、幅方向のどちらかに偏っていてもよい。すなわち、テープ状シート材33Tは幅方向において第2シート2Sとの接着位置から一方の縁までの距離が長く他方の縁までの距離が短くてもよい。このように、接着位置から縁までの距離を変えることで、距離の長い方にフリルが形成されやすくなる。またテープ状シート材33Tに対する弾性体連続部材3Sの接着位置を偏らせテープ状シート材33Tに接着することは、テープ状シート材33Tの供給位置精度が高い本発明の製造方法を用いることでより容易になる。
【0051】
上記第1実施態様の製造方法においては、背側部23の外装体連続部材11Sを作製する工程で腹側部21の外装体連続部材11Sを作製し、腹側部21の外装体連続部材11Sを作製する工程で背側部23の外装体連続部材11Sを作製してもよい。
【0052】
上記第1実施態様のパンツ型おむつの製造方法では、第1シート材1Sをスリットして形成した複数本のテープ状シート材33Tをそれぞれスリット時の幅方向位置を維持した状態で第2シート材2Sと積層することで、従来のパンツ型おむつと同様の伸縮性を維持して身体への装着性および身体の可動性を保ちつつ、内層材31からなる1層領域を形成する。これにより、通気性が1層領域で格段に高められるので、蒸れを大幅に低減したパンツ型おむつ10を提供することができる。
また、外層材33の使用量を低減できるので、使い捨てタイプのパンツ型おむつでは、いわゆる環境にやさしい省資源の製品を製造することができる。さらに、外層材33の使用量を削減できるので、製品コストの低減が図れる。また、1層領域を有することによって外装体11の柔らかさが向上し、着用時の動作が円滑になるとともにはき心地がよくなる。
【0053】
それとともに、腹側用、背側用のテープ状シート材33Tは、ロールに巻き付いた状態でそれぞれスリット時の幅方向位置を維持しながら第2シート材2Sに積層、固定されるので、第2シート材2Sに対してテープ状シート材33Tを高精度に配することができる。テープ状シート材33Tは、その幅以下に幅方向のずれを抑えることが好ましく、例えば、テープ状シート材33Tの幅が3mmの場合、幅方向に2mm以下のずれに抑えることができる。詳細は後述するが、これによって、1本のテープ状シート材33Tに対し複数本の弾性体連続部材3Sを配して接着することが容易になり、伸縮性の強度を身丈方向の部位によって容易に変えることが可能になり、装着性に優れたパンツ型着用物品を提供することができる。
【0054】
また腹側用、背側用のテープ状シート材33Tは、それぞれスリット時の幅方向位置を維持した状態で、かつ上側第1分離ロール251、下側第1分離ロール253に巻き付いた状態で、第2シート材2Sに積層、固定されるので、テープ状シート材33Tのテンションの安定化が図れる。すなわち、テープ状シート材33Tが一定のテンションを有する状態で第2シート材2Sに接着することができるので、パンツ型おむつ10の外装体全体が均一なテンション状態になることから、はき心地がよくなる。
さらに、テープ状シート材33Tの搬送中、幅方向にぶれることがなくなるので、第2シート材2Sへのテープ状シート材33Tの接着位置精度が一層向上できる。
【0055】
また、テープ状シート材33Tの離間間隔がテープ状シート材33Tの幅と同一であることから、テープ状シート材33Tは第2シート材2Sに等間隔に積層、固定される。これによって、パンツ型おむつ10を作製した際に、弾性体連続部材3Sを介して接着したテープ状シート材33Tがパンツの外装体10全面にむらなく均一に配されることになり、はき心地のよいパンツ型おむつ10を提供することができる。さらに、テープ状シート材33Tの接着間隔を等間隔にすることにより、弾性体連続部材3S(弾性体35)の収縮により身体に与える応力が均一に分散される作用が得られるとともに、外観上の美観(規則性の与える美観)も高まるという効果が得られる。
【0056】
ロール軸を矢印A1方向に対して所定の角度θ(0°<θ<90°)に配した二つのロール(第1、第4ロール261、264)によって一方の外装体連続部材11Sの供給方向を平行移動させ、シート供給方向(例えば矢印A1方向)に対してロール軸を平行に配した二つのロール(第2、第3ロール262、263)によって、この外装体連続部材11Sの高さが調整できる。これによって、腹側部21と背側部23の各外装体連続部材11Sの間隔を所定間隔Dに容易にすることができ、さらに腹側部21と背側部23の各外装体連続部材11Sのそれぞれの第2シート材2S側の面を同一高さに容易にすることができる。この結果、腹側部21と背側部23の各外装体連続部材11S上に吸収性本体40を積層する際、各外装体連続部材11Sの高さ合わせをする必要がなくなるので、吸収性本体40の積層工程が容易になる。
【0057】
また、製造装置の構成や製造装置の配置スペースによっては、腹側用、背側用の各弾性体連続部材3Sおよび各第2シート材2Sを同一方向からそれぞれの1対の上側第1、第2分離ロール251、252間、下側第1、第2分離ロール253、254間に供給することが困難な場合がある。このような場合には、弾性体連続部材3Sの供給方向を逆にする、または弾性体連続部材3Sと第2シート材2Sの両方の供給方向を逆にしてもよい。これらの構成における製造方法を以下に説明する。
【0058】
次に、第1実施形態の第2実施態様について、図11を参照して、以下に説明する。第2実施態様は、前述のパンツ型おむつ10を製造する一方法であり、弾性体連続部材3Sを前述の第1実施態様とは逆の方向から供給する製造方法である。
【0059】
図11に示すように、前記第1実施態様と同様に、第1シート材1S(外層材33)を矢印A1方向に供給し、外層材スリットカッター211によって幅方向に複数にスリットし、複数本に分割して細幅のテープ状シート材33T(外層材33)を得る。そしてスリット時の幅方向位置を維持した状態で各テープ状シート材33Tを上側第1分離ロール251と下側第1分離ロール253との間に供給し、テープ状シート材33Tを互い違いに上側第1分離ロール251と下側第1分離ロール253に巻き付けることによって異なる2方向(例えば、上方向と下方向)に分離する。
【0060】
そして、上述の第1実施態様と同様に、上側第1分離ロール251と上側第2分離ロール252との間に、第1シート材1Sの供給方向(矢印A1方向)とは反対方向から、第2シート材2S(内層材31)を上側第2分離ロール252に直接巻き付くように供給する。さらに並列に複数本の弾性体連続部材3S(弾性体35)を、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で、上記第2シート材2Sとともに供給する。
【0061】
このようにして、上側第1分離ロール251と上側第2分離ロール252との間で圧力がかけられて、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる背側部23となる外装体連続部材11Sが構成される。そして、背側部23の外装体連続部材11Sは、上側第2分離ロール252に巻き付いた状態で表裏が反転し、矢印A2方向に供給される。
【0062】
一方、腹側用のテープ状シート材33Tが下側第1分離ロール253に巻き付いて下方向に分離され、さらに下側第2分離ロール254に巻き付いて搬送される。下側第2分離ロール254の下部には案内ロール255が配されていて、第1シート材1Sの供給方向とは反対方向より腹側用の第2シート材2Sを供給してこの案内ロール255の下側から直接巻き付けて、案内ロール255と下側第2分離ロール254との間に送る。そして、案内ロール255と下側第2分離ロール254との間において、案内ロール255に巻き付けた第2シート材2S上に、第1シート材1Sの供給方向(矢印A1方向)と同様の方向から、腹側用の弾性体35となる複数本の弾性体連続部材3Sを並列に供給する。各弾性体連続部材3Sは、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で供給され、この弾性体連続部材3Sを介して、下側第2分離ロール254に巻き付いて搬送されてきたテープ状シート材33Tと第2シート材2Sとを接着する。上述の案内ロール255は、回転可能なロールであって、前述と同様な回転駆動手段(図示せず)により回転されるものであることが好ましい。この場合、案内ロール255の周速度が下側第2分離ロール254の周速度に一致することが好ましい。また、案内ロール255は、シートがロール周面で滑らないように、ロール周面が粗面もしくはゴムのような摩擦力が大きい面になっていることが好ましい。
【0063】
このようにして、下側第2分離ロール254と案内ロール255との間で圧力がかけられて、第2シート材2Sに、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく下側第1分離ロール253および下側第2分離ロール254のロール面に巻き付いて搬送されるので、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。また、テープ状シート材33Tは下側第1分離ロール253、下側第2分離ロール254のそれぞれのロール面から離れることなく第2シート材2Sに接着される。この結果、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、下側第2分離ロール254と案内ロール255との間から矢印A5方向に供給される。
【0064】
上記説明したように、第2シート材2Sに、接着剤が塗工された弾性体連続部材3Sを介してテープ状シート材33Tが接着されるには、下側第2分離ロール254と案内ロール255間に、第2シート材2S、弾性体連続部材3Sおよびテープ状シート材33Tが同一方向からこの順に積層して供給される必要がある。このように供給することで、弾性体連続部材3Sに塗工した接着剤がロール面に付着するのを防止できる。
【0065】
次に、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整方法は、背側部23の外装体連続部材11Sの供給方向(矢印A2方向)に対して腹側部21の外装体連続部材11Sの供給方向を平行な方向(矢印A4方向)にするとともに、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(例えば上面)かつ同一高さに配する。
【0066】
まず、腹側部21の外装体連続部材11Sの供給方向(矢印A5方向)に対してロール軸を所定の角度(例えば好ましくは30°〜60°、より好ましくは45°)に配した第1ロール261により、腹側部21の外装体連続部材11Sの表裏を反転させるとともに供給方向を矢印B1方向に変更する。次に第2ロール262により、腹側部21の外装体連続部材11Sの供給方向を水平方向から垂直方向(矢印C方向)に変える。続いて第3ロール263により、腹側部21の外装体連続部材11Sの供給方向を垂直方向から水平方向(矢印B2方向)に変える。次に、腹側部21の外装体連続部材11Sの供給方向に対してロール軸を所定の角度(例えば好ましくは30°〜60°、より好ましくは45°)に配した第4ロール264により、腹側部21の外装体連続部材11Sの表裏を反転させて腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(上面)に向けるとともに同一高さにして、かつ供給方向を変更して背側部23の外装体連続部材11Sと平行な方向の供給方向(矢印A4方向)を得る。
【0067】
したがって、第1、第3ロール261,263によって、腹側部21と背側部23の各外装体連続部材11Sの間隔を所定間隔Dにし、第1、第3ロール261,263のロール径を考慮して第2、第4ロール262,264の間隔を調整することによって、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一高さにしている。
【0068】
その後、製造工程は、前述の第1実施態様で説明した製造方法と同様である。
【0069】
次に、第1実施形態の第3実施態様について、図12を参照して、以下に説明する。第3実施態様は、前述のパンツ型おむつ10を製造する一方法であり、弾性体連続部材3Sと第2シート材2Sの両方を第1実施態様とは逆の方向から供給する製造方法である。
【0070】
図12に示すように、前記第1実施態様と同様にして、背側部23に配される外装体連続部材11Sが構成され、上側第2分離ロール252に巻き付いた状態で表裏が反転し、矢印A2方向に供給される。
【0071】
一方、腹側用のテープ状シート材33Tが下側第1分離ロール253に巻き付いて下方向に分離され、さらに下側第2分離ロール254に巻き付いて搬送される。この下側第2分離ロール254の下部には案内ロール255が配されていて、第1シート材1Sの供給方向と同様な矢印A3方向より腹側用の第2シート材2Sを供給して、下側第2分離ロール254と案内ロール255との間に送る。そして、案内ロール255と下側第2分離ロール254との間において、第2シート材2S上に、第1シート材1Sの供給方向(矢印A1方向)と同様の方向から、腹側用の弾性体35となる複数本の弾性体連続部材3Sを並列に供給する。各弾性体連続部材3Sは、それぞれが伸長された状態で、かつ、接着剤塗工装置215により供給された接着剤(図示せず)が付された状態で供給され、この弾性体連続部材3Sを介して、下側第2分離ロール254に巻き付いて搬送されてきたテープ状シート材33Tを接着する。
【0072】
このようにして、下側第2分離ロール254と案内ロール255との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく下側第1分離ロール253のロール面に巻き付いて搬送されているので、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。また、テープ状シート材33Tは下側第1分離ロール253、下側第2分離ロール254のそれぞれのロール面から離れることなく第2シート材2Sに接着される。この結果、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、下側第2分離ロール254と案内ロール255との間から矢印A5方向に供給される。
【0073】
次に、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整方法は、前述の第2実施態様と同様である。その結果、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(上面)に向けるとともに同一高さにして、かつ背側部23の外装体連続部材11Sと平行な方向の供給方向(矢印A4方向)を得る。
【0074】
その後の製造工程は、前述の第1実施態様で説明した製造方法と同様である。
【0075】
上記第2、第3実施態様においても、前述の第1実施態様と同様な作用効果を得ることができる。また、第2シート材2Sに、接着剤が塗工された弾性体連続部材3Sを介してテープ状シート材33Tが接着されるには、下側第2分離ロール254と案内ロール255間に、第2シート材2S、弾性体連続部材3Sおよびテープ状シート材33Tが同一方向からこの順に積層して供給される必要がある。このように供給することで、弾性体連続部材3Sに塗工した接着剤がロール面に付着するのを防止できる。
【0076】
次に、本発明の製造方法の第2実施形態について、図13を参照して、以下に説明する。第2実施形態は、前述のパンツ型おむつ10において弾性体連続部材3Sを用いないパンツ型おむつを製造方法の好ましい一例である。
【0077】
図13に示すように、伸縮性を有する第1シート材1S(外層材33)を前記第1実施形態の第1実施態様と同様に、矢印A1方向に供給する。
【0078】
伸縮性を有する第1シート材1S(外層材33)として、弾性繊維を含む不織布、弾性フィルム等の伸縮シートを用いることができる。肌触りや布のような見た目を重視する場合には、これらの伸縮シートの表面は繊維層を有する形態が好ましい。この繊維層が非伸縮性である場合、非伸縮性の繊維層が伸縮シートの伸縮性を阻害しないように、延伸加工等により繊維層を伸長可能にする。延伸加工としては、例えば、繊維層に部分的に繊維同士の結合を切断したり繊維を伸長させたりする歯溝加工があり、それにより伸縮シートの伸縮性を阻害せずに繊維層を含む伸縮シートに伸縮性が発現される。
【0079】
延伸加工としての歯溝加工は、ロール表面に凹凸が形成された凹凸ロール241によって、第1シート材1Sの表面全域に施される。なお、凹凸ロール241に対向する位置には該凹凸ロール241と噛み合う凹凸ロール242が配されている。この結果、第1シート材1Sの幅方向に溝(図示は省略。)が付けられる。この歯溝加工によって、第1シート材1Sは、その長手方向に伸縮シートの伸縮性を阻害せずに繊維層に伸長性を与えて、第1シート材1Sに伸縮性を発現させる。この溝の間隔は、第1シート材1Sの不織布の厚さにもよるが、例えば等間隔に形成される。なお、伸縮性を付与する度合いを位置ごとに変えるような場合には、溝の間隔を変えることも可能である。例えば、第1シート材1Sの厚みが0.01mm〜0.2mmの場合、強い伸縮性を得たい領域では、溝の間隔を2mm〜5mm程度にし、弱い伸縮性を得たい領域では溝の間隔を0.5mm〜2mm程度にする。この溝の間隔は、第1シート材1Sの厚さによっても変化する。
ここでいう第1シート材1Sの伸縮性とは、例えば、前述の弾性体連続部材3Sにより付与される伸縮性に代わりうる伸縮性をいう。
また、第1シート材1Sが溝により所望の伸縮性を有するものであれば、その加工方法は限定されない。
【0080】
上記伸縮性を有する第1シート材1Sとしては、例えば(1)弾性繊維層の両面または片面に、伸長可能な繊維層が一体化されているシート、(2)ネット状の弾性シートの両面または片面に、伸長可能な繊維層が一体化されているシート、(3)弾性フィルムからなる弾性シートの両面または片面に、伸張可能な繊維層が一体化されているシート、(4)互いに交差せずに一方向に延びるように配列した多数の弾性フィラメントが、実質的に非伸長状態で、それらの全長にわたり、伸長可能な不織布に接合されてなる伸縮シート等を好ましく用いることができる。
【0081】
前記(1)のシートとしては、例えば(a)弾性繊維層の少なくとも一面に、実質的に非弾性の非弾性繊維層が配され、両繊維層は、弾性繊維層の構成繊維が繊維形態を保った状態で、繊維交点の熱融着によって全面接合されており、非弾性繊維層の構成繊維の一部が弾性繊維層に入り込んだ状態、および弾性繊維層の構成繊維の一部が非弾性繊維層に入り込んだ状態のいずれかの状態または両方の状態になっている伸縮性不織布が挙げられる。また、前記(1)〜(3)のシートとしては、(b)弾性伸縮性を有する弾性層と実質的に非弾性の非弾性繊維層とを有し、前記両層が厚み方向に積層されて部分的に接合されている積層シートを、延伸させてなる伸縮性シート等を好ましく用いることができる。これらの延伸や前記(1)〜(3)の伸長可能な繊維層や不織布を得るための一手段として、前述の歯溝加工を施すことが好ましい。
【0082】
前記(a)の伸縮性不織布は、弾性繊維層と、非弾性繊維層との界面およびその近傍においては、弾性繊維層の構成繊維と、非弾性繊維層の構成繊維との交点が熱融着しており、実質的に全面で均一に接合されている。全面で接合されていることによって、両層が離間して空間が形成されることが防止され、あたかも一層の不織布のような一体感のある多層構造の伸縮性不織布となる。上記の弾性繊維層の構成繊維が繊維形態を保った状態とは、弾性繊維層の構成繊維のほとんどが、熱や圧力等を付与された場合であっても、フィルム状、または繊維を含むフィルム構造に変形していない状態をいう。また、弾性繊維層は、その層内において、構成繊維の交点が熱融着している。同様に、非弾性繊維層も、その層内において、構成繊維の交点が熱融着している。
【0083】
弾性繊維層の両面に非弾性繊維層が配されている場合、少なくとも何れか一方の面においては、その構成繊維の一部が弾性繊維層に入り込んだ状態、および弾性繊維層の構成繊維の一部が少なくとも一方の非弾性繊維層に入り込んだ状態のいずれかの状態または両方の状態になっている。
弾性繊維層は、伸ばすことができ且つ伸ばした力から解放したときに収縮する性質を有するものである。また、弾性を有する繊維の集合体である。また、弾性繊維層は、弾性を有する繊維からなるウエブや不織布の形態であり得る。例えば、スピニングブローン法、スパンボンド法、メルトブローン法等によって形成された不織布であり得る。特に好ましくは、スピニングブローン法で得られたウエブである。弾性繊維層の構成繊維としては、例えば熱可塑性エラストマー、ゴムなどを原料とする繊維を用いることができる。特に熱可塑性エラストマーを原料とする繊維は、通常の熱可塑性樹脂と同様に押出機を用いた溶融紡糸が可能であり、またそのようにして得られた繊維は熱融着させやすいので、エアスルー不織布を基本構成とする本実施形態の伸縮性不織布に好適である。熱可塑性エラストマーとしては、SBS、SIS、SEBS、SEPS等のスチレン系エラストマー、オレフィン系エラストマー、ポリエステル系エラストマー、ポリウレタン系エラストマーを挙げることができる。これらは一種を単独でまたは二種以上を組み合わせて用いることができる。
【0084】
非弾性繊維層は、伸長性を有するが、実質的に非弾性のものである。ここでいう、伸長性は、構成繊維自体が伸長する場合と、構成繊維自体は伸長しなくても、繊維同士の交点において熱融着していた両繊維が離れたり、繊維同士の熱融着等により複数本の繊維で形成された立体構造が構造的に変化したり、構成繊維がちぎれたりして、繊維層全体として伸長する場合の何れであっても良い。非弾性繊維層を構成する繊維としては、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエステル(PETやPBT)、ポリアミド等からなる繊維等が挙げられる。非弾性繊維層を構成する繊維は、短繊維でも長繊維でも良く、親水性でも撥水性でも良い。また、芯鞘型またはサイド・バイ・サイドの複合繊維、分割繊維、異形断面繊維、捲縮繊維、熱収縮繊維等を用いることもできる。これらの繊維は一種を単独でまたは二種以上を組み合わせて用いることができる。非弾性繊維層は、連続フィラメントまたは短繊維のウエブまたは不織布であり得る。
【0085】
前記(b)の伸縮性シートは、弾性伸縮性を有する弾性層の両面または片面に、実質的に非弾性の非弾性繊維層が積層され、これらが規則的なパターンで、部分的に接合されている積層シートに対して延伸加工を施すことにより得られる。
【0086】
次に、上記歯溝加工が施された第1シート材1Sを、外層材スリットカッター211によって幅方向に複数にスリットし、複数本に分割して細幅のテープ状シート材33T(外層材33)を作製する。例えば、各テープ状シート材33Tは均等な幅にスリットされている。
そして前述の第1実施態様と同様に、スリット時の幅方向位置を維持した状態で各テープ状シート材33Tを上側第1分離ロール251と下側第1分離ロール253との間に供給する。このロール間に供給された複数本のテープ状シート材33Tを互い違いに上側第1分離ロール251と下側第1分離ロール253に巻き付けることによって腹側用と背側用の異なる2方向に分離する。
【0087】
上側第1分離ロール251に巻き付いて上方向に分離された背側用のテープ状シート材33Tが上側第2分離ロール252に巻き付くとき、上側第1分離ロール251と上側第2分離ロール252との間に、第1シート材1Sの供給方向(矢印A1方向)とは反対方向から、第2シート材2Sを上側第2分離ロール252に直接巻き付くように供給する。このとき、接着剤塗工装置215によって、予めテープ状シート材33Tを接着する位置に接着剤32を塗工しておく。
【0088】
そして上側第1分離ロール251と上側第2分離ロール252との間で圧力がかけられて、第2シート材2Sの下面側に接着剤塗工装置(図示省略)により塗工した接着剤32によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。さらに、テープ状シート材33Tは上側第1分離ロール251から離れることなく第2シート材2Sに接着される。このようにして、テープ状シート材33Tが接着された第2シート材2Sからなる背側部23となる外装体連続部材11Sが構成される。そして、背側部23の外装体連続部材11Sは、上側第2分離ロール252に巻き付いた状態で表裏が反転し、矢印A2方向に供給される。
【0089】
一方、腹側用のテープ状シート材33Tが下側第1分離ロール253に巻き付いて下方向に分離され、さらに下側第2分離ロール254に巻き付いて搬送される。この下側第2分離ロール254の下部には案内ロール255が配されていて、第1シート材1Sの供給方向と同様な矢印A3方向より腹側用の第2シート材2S(内層材31)を供給する。このとき、接着剤塗工装置215によって、第2シート材2Sには、予めテープ状シート材33Tを接着する位置に接着剤32を塗工しておく。
【0090】
そして下側第2分離ロール254と案内ロール255との間において圧力がかけられて、第2シート材2S上に、接着剤32によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、滑ることなく下側第1分離ロール253、下側第2分離ロール254の各ロール面に巻き付いて搬送されているので、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。また、テープ状シート材33Tは下側第1分離ロール253、下側第2分離ロール254のそれぞれのロール面から離れることなくほぼ一定のテンションを維持して第2シート材2Sに接着される。この結果、テープ状シート材33Tが接着された第2シート材2Sからなる腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、下側第2分離ロール254と案内ロール255との間から矢印A5方向に供給される。
各第2シート材2Sに供給される接着剤32は、テープ状シート材33Tのそれぞれが貼り合わされる所定の位置(例えば、ほぼ中央部または幅方向の一方側)に供給され、その供給方法は連続的であっても間欠的であってもよい。この接着剤32には、例えばホットメルト接着剤や両面接着テープ等が用いられる。
【0091】
上記説明したように、接着剤32が塗工された第2シート材2Sにテープ状シート材33Tが接着されるには、第2シート材2Sおよびテープ状シート材33Tが同一方向から積層して上側第1、第2分離ロール間251、252間、および下側第2分離ロール、案内ロール間254、255間に供給される必要がある。このように供給することで、第2シート材2Sに塗工した接着剤32がロール面に付着するのを防止できる。
【0092】
次に、前述の第1実施形態の第2実施態様と同様にして、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整では、背側部23の外装体連続部材11Sの供給方向(矢印A2方向)に対して腹側部21の外装体連続部材11Sの供給方向を平行な矢印A4方向にするとともに、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(例えば上面)かつ同一高さに配する。これ以降の製造工程は、前述の第1実施形態と同様である。
【0093】
この第2実施形態では、前述の第1実施形態と同様の効果が得られる。それとともに、テープ状シート材33T自体に伸縮性が付与されているので、第1シート材1S(外層材33)と第2シート材2S(内層材31)との間に弾性体を配する必要がないため、その分、材料の削減、材料費の低減が図れる。
また、第1シート材1Sが凹凸を有する延伸加工が施されているため柔らかい外観および感触となり、また、接着剤32の塗布幅をテープ状シート材33Tの幅より狭くすることで、テープ状シート材33Tにフリルを形成することもできる。
さらに、テープ状シート材33Tの幅を変更することによって伸縮力も変化し、ウエスト部、腸骨上、腰等の各部位に応じた適切な締め付け圧に調整ができる。例えば、ウエスト部、腸骨上には他の部位に比べて幅を大きくすることで、伸縮力を高め締め付け圧を大きくすることができる。
またさらに、弾性体を配さないパンツ型おむつ10において、積層領域の伸縮性が弱い場合には、必要に応じて第1実施形態の弾性体連続部材3Sを第1シート材1Sと第2シート材2Sとの間に挟持させてもよい。
【0094】
次に、本発明の製造方法に係る第3実施形態の第1実施態様について、図14および図15を参照して、以下に説明する。第3実施形態の第1実施態様は、前述のパンツ型おむつ10において一部にテープ状シート材33Tの幅が異なるものを用いた構成のパンツ型おむつを製造する一方法である。
【0095】
図14および図15に示すように、前述の第1実施形態と同様にして、矢印A1方向から供給された第1シート材1S(外層材33)を、外層材スリットカッター211を用いて供給方向に複数にスリットして複数本のテープ状シート材33T(外層材33)を作製する。このとき、例えば、腸骨上に配置されるテープ状シート材33T(33Tc)を幅広に作製し、他のテープ状シート材33Tは均等な幅に作製する。例えば、テープ状シート材33Tcを他のテープ状シート材33Tよりも1.05倍〜3倍程度、好ましくは1.1倍〜2倍程度、幅広く形成する。そして各テープ状シート材33Tを、スリット時の幅方向位置を維持した状態で上側第1分離ロール251と下側第1分離ロール252との間に供給する。
複数本のテープ状シート材33Tは、互い違いに上側第1分離ロール251と下側第1分離ロール253に巻き付けることによって異なる2方向(例えば、上方向と下方向)に分離する。すなわち、複数本のテープ状シート材33Tを腹側用と背側用に分離する。
【0096】
背側用のテープ状シート材33Tが上側第1分離ロール251に巻き付いて上方向に分離され、さらに上側第2分離ロール252に巻き付いて上方向に搬送される。一方、上側第2分離ロール252の上部には押し圧ロール257が配されていて、第1シート材1Sの供給方向(矢印A1方向)と同様の方向(矢印A6方向)より背側用の第2シート材2Sを供給して、上側第2分離ロール252と押し圧ロール257との間に送る。そして、押し圧ロール257と上側第2分離ロール252との間において、第1シート材1Sの供給方向(矢印A1方向)と同様の方向から第2シート材2Sの下側に、接着剤塗工装置215によって予め接着剤(図示せず)が塗工された腹側用の弾性体連続部材3S(弾性体35)を供給し、この弾性体連続部材3Sを介して、上側第2分離ロール252に巻き付いて搬送されてきたテープ状シート材33Tを積層して接着する。
【0097】
したがって、上側第2分離ロール252と押し圧ロール257との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。また、テープ状シート材33Tは上側第1分離ロール251、上側第2分離ロール252のそれぞれのロール面から離れることなく第2シート材2Sに接着される。背側用の各弾性体連続部材3Sは、例えば、それぞれの背側用のテープ状シート材33Tの幅方向中心に配されるように供給される。
【0098】
また、腸骨上に配される弾性体連続部材3S(3Sc)は、その部分に配されるテープ状シート材33T(33Tc)が幅広に形成されていることから、テープ状シート材33Tcの幅内からはみ出すことなく複数本(図示は一例として3本)が供給される。
このようにして、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる背側部23となる外装体連続部材11Sが構成される。そして、背側部23の外装体連続部材11Sは、テープ状シート材33Tを下側にした状態で矢印A7方向に供給される。
【0099】
さらに、背側の外装体連続部材11Sの表裏を反転させ、矢印A2方向に供給される。表裏の反転には、図示はしないが一例として、外装体連続部材11Sの上面側(第2シート材2S側)に水平ロールを配し、供給方向を軸にして外装体連続部材11Sを90°回転し、垂直ロールで回転した外装体連続部材11Sの第2シート材2S面側を一旦受ける。さらに供給方向を軸にして外装体連続部材11Sを90°回転し、別の水平ロールで回転した外装体連続部材11Sの上面側を受ける。これにより、幅方向および高さ方向にぶれることなく供給方向を軸にして外装体連続部材11Sの表裏を安定的に反転させることができる。この結果、背側部23の外装体連続部材11Sでは、1本のテープ状シート材33Tに複数本の弾性体連続部材3Scを接着した部位が、後の工程でパンツ型おむつ連続体において腸骨上の高さに配される。
【0100】
一方腹側は上述の第1実施形態の第3実施態様と同様にして、下側第2分離ロール254と案内ロール255との間で圧力がかけられて、第2シート材2S上に、弾性体連続部材3Sを介して、弾性体連続部材3Sに塗工した接着剤によって、テープ状シート材33Tが接着される。このとき、テープ状シート材33Tは、スリット時の幅方向位置を維持した状態で第2シート材2Sに接着される。このようにして、弾性体連続部材3Sを介してテープ状シート材33Tが接着された第2シート材2Sからなる腹側部21となる外装体連続部材11Sが構成される。そして、腹側部21の外装体連続部材11Sは、矢印A5方向に供給される。この結果、腹側部21の外装体連続部材11Sでは、1本のテープ状シート材33Tに複数本の弾性体連続部材3Scを接着した部位が、後の工程でパンツ型おむつ連続体において腸骨上の高さに配される。
【0101】
次に、上述の第1実施形態の第2実施態様と同様にして、腹側部21と背側部23の各外装体連続部材11Sを所定間隔Dに位置調整する。この位置調整工程では、腹側部21の外装体連続部材11Sの供給方向を背側部23の外装体連続部材11Sの供給方向(矢印A2方向)に平行な矢印A4方向にするとともに、腹側部21の外装体連続部材11Sの第2シート材2S側の面と背側部23の外装体連続部材11Sの第2シート材2S側の面とを同一面方向(例えば上面)かつ同一高さに配する。
以上の工程によって、幅広のテープ状シート材33Tcが外側に配した腹側部21の外装体連続部材11Sと背側部23の外装体連続部材11Sとが得られる。
その後の工程は、前述の第1実施形態で説明した工程と同様である。
【0102】
上記第3実施形態の第1実施態様の製造方法では、前述の第1実施形態と同様な作用効果が得られる。それとともに、腸骨上に配されるテープ状シート材33Tcの幅を広く形成することによって、1本のテープ状シート材33Tcに複数本の弾性体連続部材3Scを接着することができるので、伸縮力を強めることができ、腸骨上の締め付け力が強化され、動作時等にパンツ型おむつがずり落ちにくくなるという利点が得られる。
【0103】
次に第3実施形態の第2実施態様を、図16を参照して説明する。第1シート材1Sにおいて腹側部21および背側部23の幅広に作製したテープ状シート材33Tcを連続的に取ると、外装体連続部材11Sにおいて、幅広のテープ状シート材33Tcの幅方向の一方側において別のテープ状シート材33Tとの間隔が幅広のテープ状シート材33Tcの幅と同等の長さの間隔が開いてしまう。そこで、第2実施態様では、幅広のテープ状シート材33Tcの両側における隣接するテープ状シート材33Tとの間隔を、他のテープ状シート材33T同士の間隔と同等にする製造方法を、図16を参照して以下に説明する。
【0104】
図16に示すように、第1シート材1Sにおいて、腹側部21の幅広のテープ状シート材33Tcを一方側で取り、背側部23の幅広のテープ状シート材33Tcを他方側で取る。これによって、腹側部21においては、幅広のテープ状シート材33Tcの両側における別のテープ状シート材33Tとの間隔は、他の多くのテープ状シート材33T同士の間隔と同等になる。また背側部23においても、幅広のテープ状シート材33Tcの両側における別のテープ状シート材33Tとの間隔は、他の多くのテープ状シート材33T同士の間隔と同等になる。このようにして、テープ状シート材33T同士の間隔を均等にした状態で、一部のテープ状シート材33Tの幅を広く作製することが可能になる。
この場合の弾性体連続部材3Scを介した図示しない第2シート材2Sへのテープ状シート材33Tの接着は、前述の第1、第2実施形態の製造方法を適用することができる。
【0105】
上記第3実施形態では2本のテープ状シート材33Tcを幅広に作製し、そのテープ状シート材33Tcに対応する弾性体連続部材3Sを複数本配したが、腹側部21のテープ状シート材33Tcに対応する弾性体連続部材3Sの本数と、背側部23のテープ状シート材33Tcに対応する弾性体連続部材3Sの本数とが異なっていてもよい。また、異なる太さの弾性体連続部材3Sを配してもよい。
例えば、ウエスト、腸骨上、腰等に配される場合、腹側部21および背側部23の各弾性体連続部材3Sの本数を変えてもよい。弾性体連続部材3Sの本数を多くすることで伸縮力を強くでき、強い締め付け力を得ることができる。また腹側部21および背側部23の各弾性体連続部材3Sの本数を変えてもよい。例えば、背側部23の弾性体連続部材3Sの本数を腹側部21よりも多くすることで、背側部23の伸縮力を強くでき、おむつのずれ落ちを抑制することができる。また、腹側部21の弾性体連続部材3Sの本数を背側部23よりも多くすることで、腹側部21の伸縮力を強くでき、おむつのずれ落ちを抑制することができる。
【0106】
次に、均等な幅にスリットしたテープ状シート材33Tを用いて、パンツ型おむつを作製した場合について、図17を参照して以下に説明する。なお、図17〜19では、テープ状シート材33Tの位置をわかりやすくするためにハッチングを記載して示した。
図17(1)に、テープ状シート材33Tに均等な幅にスリットされたものを用いて作製されたおむつの要部側面図を示す。腹側部21、背側部23に配されるそれぞれのテープ状シート材33Tの本数は同数である。背側部23に配される第2シート材2Sとテープ状シート材33Tとの位置関係と、腹側部21に配される第2シート材2Sとテープ状シート材33Tとの位置関係とが同様になるように、テープ状シート材33Tに対する背側部23および腹側部21のそれぞれに配される第2シート材2Sは供給位置が調整されている。すなわち、第2シート材2Sの幅方向の一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離が同一にされている。このようにテープ状シート材33Tが接着された第2シート材2Sを用いておむつを作製すると、腹側部21に配された第2シート材2Sに接着されたテープ状シート材33Tと、背側部23に配された第2シート材2Sに接着されたテープ状シート材33Tとは、サイドシール部25で重なり合うようになる。この場合、サイドシール部25が強弱関係を有するようになりサイドシール部25における剥がし易さ向上する。
上記例では、腹側部21に配される第2シート材2Sと、背側部23に配される第2シート材2Sの幅は同一としている。以下、第2シート材2Sの幅については同様である。
【0107】
なお、テープ状シート材33Tを接着する際のテープ状シート材33Tに対する第2シート材2Sの供給位置を変えることで、おむつを作製した状態の腹側部21に配されるテープ状シート材33Tと背側部23に配されるテープ状シート材33Tとの位置関係をずらすことが可能である。例えば、図17(1)に示した構成から第2シート材2Sの供給位置をテープ状シート材33Tの1本分の幅だけずらすことによって、図17(2)に示すように、サイドシール部25では、腹側部21に配された第2シート材2Sに接着されたテープ状シート材33Tとの間に、背側部23に配された第2シート材2Sに接着されたテープ状シート材33Tが配されるようになり、テープ状シート材33Tが重なり合うことはない。この場合、第2シート材2Sの流れ調整が必要ないので、外装体全体の搬送性を気にせず加工を行うことができる。
【0108】
また、腹側部21に配されるテープ状シート材33Tと背側部23に配されるテープ状シート材33Tの本数が異なる場合、例えば一方が奇数本で他方が偶数の場合について、以下に説明する。
一例として図18(1)を参照して、腹側部21に配されるテープ状シート材33Tが6本で、背側部23に配されるテープ状シート材33Tの本数が7本の場合で説明する。外層材スリットカッター(図示せず)によって分離されたテープ状シート材33Tを接着する腹側部21に配される第2シート材2Sと、背側部23に配される第2シート材2Sとが、平面視同位置の場合(ただし、高さ方向の位置は異なる。)、背側部23に配される第2シート材2Sの幅方向一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離aと、腹側部21に配される第2シート材2Sの幅方向一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離bとは、テープ状シート材33Tの幅分だけ異なる。このように配置されるようにテープ状シート材33Tに対して第2シート材2Sを供給し、互いを接着させ、この第2シート材2Sを用いておむつを作製した。この場合、おむつのサイドシール部25における腹側部21に配されるテープ状シート材33Tと、背側部23に配されるテープ状シート材33Tとの位置関係は、交互に配された状態となり、重ならない。
【0109】
また図18(2)を参照して、腹側部21、背側部23に配されるテープ状シート材33Tの本数が上記同様に異なる場合を説明する。本例は、背側部23に配される第2シート材2Sの幅方向一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離aと、腹側部21に配される第2シート材2Sの幅方向一端辺とこの端辺に最も近いテープ状シート材33Tの幅方向の上記一端辺側の端辺との距離bとが同一になる場合である。このように配置されるようにテープ状シート材33Tに対して第2シート材2Sを供給し、互いを接着させ、この第2シート材2Sを用いておむつを作製した。この場合、おむつのサイドシール部25における腹側部21に配されるテープ状シート材33Tと、背側部23に配されるテープ状シート材33Tとは重なる。なお、背側部23より腹側部21のほうが、テープ状シート材33Tが少なく配されているので、サイドシール部25において、背側部23のテープ状シート材33Tと重ならない腹側部21のテープ状シート材33Tが生じる。
図18(1),(2)に示した構成の場合、伸縮範囲、応力の調整が可能となり、外装体仕様(例えば、締め付け応力設計)の自由度が広がる。またどちらの構成においても、背側部23の方が下方にテープ状シート材33Tが1本多いため、臀部のフィット性に優れる。
【0110】
次に、異なる幅にスリットしたテープ状シート材33Tcを有するテープ状シート材33Tを用いてパンツ型おむつを作製した場合について、図19を参照して以下に説明する。
図19に示したおむつの要部側面図は、図15に示した幅が異なるテープ状シート材33Tcを有するテープ状シート材33Tの場合であり、テープ状シート材33Tに対して第2シート材2Sの供給位置を調整して、互いを接着させ、この第2シート材2Sを用いておむつを作製した。この場合、おむつのサイドシール部25における腹側部21に配されるテープ状シート材33Tと、背側部23に配されるテープ状シート材33Tとは重なる。しかも、幅が異なるテープ状シート材33Tc同士も重なり合う。
【0111】
次に、異なる幅にスリットしたテープ状シート材33Tcを有するテープ状シート材33Tを用いてパンツ型おむつを作製した別の例について、図20を参照して以下に説明する。
図20に示したおむつの要部側面図は、図16に示した幅が異なるテープ状シート材33Tcを有するテープ状シート材33Tの場合であり、テープ状シート材33Tに対して第2シート材2Sの供給位置を調整して、互いを接着させ、この第2シート材2Sを用いておむつを作製した。この場合、おむつのサイドシール部25における腹側部21に配されるテープ状シート材33Tと、背側部23に配されるテープ状シート材33Tとは重なる。しかも、幅が異なるテープ状シート材33Tc同士も重なり合う。さらに、腹側部21に配される幅の異なるテープ状シート材33Tcと、背側部23に配される幅の異なるテープ状シート材33Tcとが、サイドシール部25において重なりあう。さらに幅の異なるテープ状シート材33Tが抜けた位置に相当するテープ状シート材33T間の位置も重なりあう。
【0112】
次に、上記図11〜14によって説明した実施形態において、腹側部21と背側部23に配される各外装体連続部材11Sを所定間隔Dに位置調整する方法について説明する。この方法としては、上述のロールの組み合わせのみによる方法の他に、前記図3〜5によって説明したパンツ型おむつ10の製造方法と同様に、離間手段(図示せず)を用いて、背側に配される第2シート2Sと、腹側に配される第2シート2Sを、テープ状シート材33Tが表面側に配されるように、かつ平行方向に供給されるようにする方法がある。この方法では、背側に配される第2シート材2Sと、腹側に配される第2シート材2Sとの高さが異なるが、その高さの違いは、例えば2本のロール(図示せず)を用いて同一高さに調整すればよい。
【0113】
次に、本発明のパンツ型着用物品の製造方法に係る第4実施形態について図21を参照して説明する。図21は、前述の第1実施形態の図8(1)において、前述の第1〜第3実施形態とは異なって弾性体連続部材3Sを複数本ずつ供給した場合を示す要部平面図である。また第4実施形態では、上記第1〜第3実施形態において、テープ状シート材33Tは、スリットしてから第2シート材2Sに接着されるまで、その間隔がずれることなく維持されていることを利用している。
【0114】
図21に示すように、1本のテープ状シート材33Tに対して複数本の細い弾性体連続部材3Sを供給し、第2シート材2Sとテープ状シート材33Tとの間に複数本の細い弾性体連続部材3Sを介して接着することが可能になる。このとき、1本で構成した弾性体連続部材3Sの伸縮力と同等の伸縮力が得られるように、細い弾性体連続部材3Sの太さと本数が考慮されることが好ましい。またスリット時のテープ状シート材33Tの幅方向位置が維持されていることから、テープ状シート材33Tの位置決めが高精度になされるので、1本のテープ状シート材33Tに対して複数本の細い弾性体連続部材3Sを接着させても、弾性体連続部材3Sがテープ状シート材33Tからはみだすことなく、テープ状シート材33Tの幅内に収まるように接着できる。
したがって、1本のテープ状シート材33Tに細い弾性体連続部材3Sを複数本接着させることができるので、伸縮力を低下させることなく、弾性体連続部材3Sを細くしたことにより見えにくくすることができ、着用者に弾性体(弾性体連続部材3S)による締め付け力を意識させにくくなり、着用感の向上が図れる。
例えば、テープ状シート材33Tにもよるが、坪量が16g/m2程度で厚さが0.02mm程度のテープ状シート材33Tを用いた場合、太さが0.1mm〜1mm程度の弾性体連続部材3Sを用いて、その間隔を1mm〜5mm程度にすることで見えにくくなり、好ましくは、0.1mm〜0.3mm程度の太さにし、その間隔を2mm〜4mm程度にする。
【0115】
上記各実施形態、各実施態様は、適宜組み合わせることができる。
例えば、第4実施形態は、上記第1〜第3実施形態と組み合わせることができる。
上記第3実施形態の第2実施態様と第4実施形態とを組み合わせた場合を説明する。例えば、第1シート材1Sにおいて、腹側部21でテープ状シート材33Tcを取った部分は、背側部23ではテープ状シート材33Tcに対応した間隔があいてしまう。そのため、背側部23では、その部分の伸縮力が弱くなる。そこで、背側部23において、テープ状シート材33Tの間隔が広くなっている部分の両側に隣接するテープ状シート材33Tの部分において、弾性体連続部材3Sを複数本接着することで、その部分の伸縮力を強めて、テープ状シート材33Tの間隔が広くなって伸縮力が低下した部分を補うことができる。
【0116】
上記各実施形態においては本発明のパンツ型着用物品としてパンツ型おむつを例に示したが、吸収性本体を肌面側に配置して用いられるパンツ型おむつカバーであることも好ましい。ここで吸収性本体は、排泄される尿等を吸収するものであれば特に限定されないが、例えば尿とりパッド等の吸収パッドが挙げられる。吸収パッドは、例えば、液透過性の表面シート、液不透過性の防漏シート、および両シート間に介在された液保持性の吸収体を具備し、平面視矩形状等の縦長形状に形成されたものが挙げられる。そして、吸収パッドの長手方向の両側には、左右一対の立体ガードが形成されていることが好ましく、各立体ガードは、吸収パッドの長手方向の両側に、立体ガード弾性部材を有する立体ガード形成用のシート材が配設されていることが好ましい。このような吸収パッドの長手方向を着用者の背側から腹側に股間を介してわたすようにして、該パッドの液透過シート側を着用者の肌に当接するよう配置する。おむつカバーは、この吸収パッドを覆うようにして着用することが好ましい。
また本発明のパンツ型着用物品は、上述のようなパンツ型のおむつのほか、生理用ショーツ、ショーツ型ナプキンなどの、パンツ型の構造を有する吸収性物品一般を含む概念である。このパンツ型着用物品は、乳幼児用のものであっても、成人用のものであってもよい。
【符号の説明】
【0117】
10 パンツ型着用物品(パンツ型おむつ)
11 外装体
11S 外装体連続部材
13 股下部
21 腹側部
21A,21B 側縁部
23 背側部
23A,23B 側縁部
31 内層材
33 外層材
35 弾性体
1S 第1シート材
2S 第2シート材
3S 弾性体連続部材
33T,33Tc テープ状シート材
【特許請求の範囲】
【請求項1】
パンツ型着用物品の製造方法であって、
外装体の構成材料になる第1シート材を幅方向に複数にスリットして複数本のテープ状シート材を形成する工程と、
前記複数本のテープ状シート材を、前記スリット時の幅方向位置を維持しながら交互に異なる方向に搬送させ、腹側用と背側用に分離する工程と、
前記腹側用と背側用のテープ状シート材のそれぞれを、前記スリット時の幅方向位置を維持しながら腹側と背側の別々の第2シート材に積層して固定し、腹側部に配される外装体連続部材と背側部に配される外装体連続部材を得る工程と、
前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材を所定間隔に位置調整する工程と、
前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材間を渡すように吸収性本体を固定する工程と、
前記第2シート材同士を内側に対向させて前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材同士を重ね合わせ、該外装体連続部材同士を幅方向に所定間隔で接合する工程と、
前記接合部で前記外装体連続部材を幅方向に切断する工程と
を備えるパンツ型着用物品の製造方法。
【請求項2】
前記腹側用のテープ状シート材と前記背側用のテープ状シート材とに分離する工程は、前記複数本のテープ状シート材を1本ずつ交互に選択して一対の分離ロールのそれぞれのロールに巻き付けることによって前記異なる方向に分離して搬送する請求項1記載のパンツ型着用物品の製造方法。
【請求項3】
前記一対の分離ロールのうち、一方の分離ロールに巻き付けた前記腹側用のテープ状シート材をその巻き付け状態を維持して前記腹側用の第2シート材に積層し、前記他方の分離ロールに巻き付けた前記背側用のテープ状シート材をその巻き付け状態を維持して前記背側用の第2シート材に積層する請求項2記載のパンツ型着用物品の製造方法。
【請求項4】
前記テープ状シート材の離間間隔は前記テープ状シート材の幅と同一である請求項1、請求項2または請求項3記載のパンツ型着用物品の製造方法。
【請求項5】
前記テープ状シート材と前記第2シート材との間に、弾性体連続部材を介在させて接合する請求項1ないし請求項4のうちのいずれか1項に記載のパンツ型着用物品の製造方法。
【請求項6】
前記腹側部および前記背側部の各外装体連続部材を所定間隔に位置調整する工程は、前記腹側部の第2シート材側の面と前記背側部の第2シート材側の面とを同一面方向かつ同一高さに配する請求項1ないし請求項5のいずれか1項に記載のパンツ型着用物品の製造方法。
【請求項7】
前記腹側部および前記背側部の各外装体連続部材を所定間隔に位置調整する工程は、前記腹側部、背側部の各外装体連続部材のうちの、一方の供給方向を平行移動させる二つのロールと、一方の供給高さを調整する二つのロールとにより行う請求項1ないし請求項6のいずれか1項に記載のパンツ型着用物品の製造方法。
【請求項1】
パンツ型着用物品の製造方法であって、
外装体の構成材料になる第1シート材を幅方向に複数にスリットして複数本のテープ状シート材を形成する工程と、
前記複数本のテープ状シート材を、前記スリット時の幅方向位置を維持しながら交互に異なる方向に搬送させ、腹側用と背側用に分離する工程と、
前記腹側用と背側用のテープ状シート材のそれぞれを、前記スリット時の幅方向位置を維持しながら腹側と背側の別々の第2シート材に積層して固定し、腹側部に配される外装体連続部材と背側部に配される外装体連続部材を得る工程と、
前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材を所定間隔に位置調整する工程と、
前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材間を渡すように吸収性本体を固定する工程と、
前記第2シート材同士を内側に対向させて前記腹側部に配される外装体連続部材と前記背側部に配される外装体連続部材同士を重ね合わせ、該外装体連続部材同士を幅方向に所定間隔で接合する工程と、
前記接合部で前記外装体連続部材を幅方向に切断する工程と
を備えるパンツ型着用物品の製造方法。
【請求項2】
前記腹側用のテープ状シート材と前記背側用のテープ状シート材とに分離する工程は、前記複数本のテープ状シート材を1本ずつ交互に選択して一対の分離ロールのそれぞれのロールに巻き付けることによって前記異なる方向に分離して搬送する請求項1記載のパンツ型着用物品の製造方法。
【請求項3】
前記一対の分離ロールのうち、一方の分離ロールに巻き付けた前記腹側用のテープ状シート材をその巻き付け状態を維持して前記腹側用の第2シート材に積層し、前記他方の分離ロールに巻き付けた前記背側用のテープ状シート材をその巻き付け状態を維持して前記背側用の第2シート材に積層する請求項2記載のパンツ型着用物品の製造方法。
【請求項4】
前記テープ状シート材の離間間隔は前記テープ状シート材の幅と同一である請求項1、請求項2または請求項3記載のパンツ型着用物品の製造方法。
【請求項5】
前記テープ状シート材と前記第2シート材との間に、弾性体連続部材を介在させて接合する請求項1ないし請求項4のうちのいずれか1項に記載のパンツ型着用物品の製造方法。
【請求項6】
前記腹側部および前記背側部の各外装体連続部材を所定間隔に位置調整する工程は、前記腹側部の第2シート材側の面と前記背側部の第2シート材側の面とを同一面方向かつ同一高さに配する請求項1ないし請求項5のいずれか1項に記載のパンツ型着用物品の製造方法。
【請求項7】
前記腹側部および前記背側部の各外装体連続部材を所定間隔に位置調整する工程は、前記腹側部、背側部の各外装体連続部材のうちの、一方の供給方向を平行移動させる二つのロールと、一方の供給高さを調整する二つのロールとにより行う請求項1ないし請求項6のいずれか1項に記載のパンツ型着用物品の製造方法。
【図1】


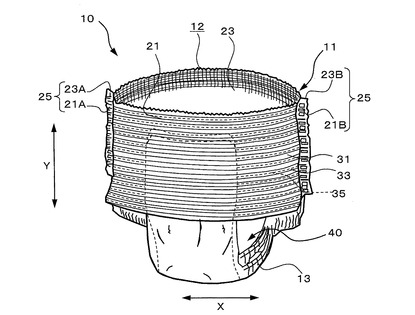
【図2】
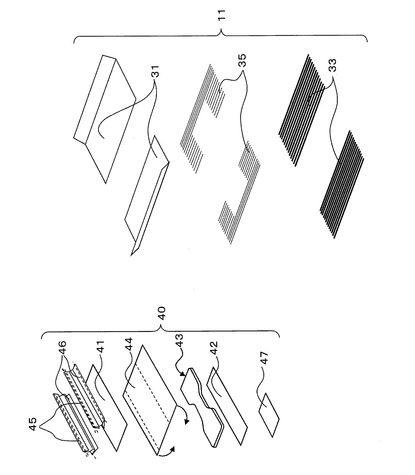
【図3】
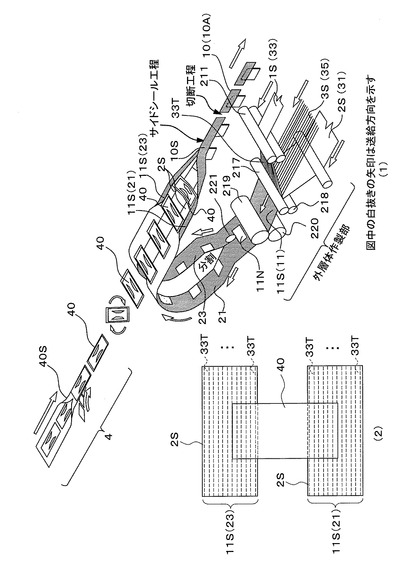
【図4】
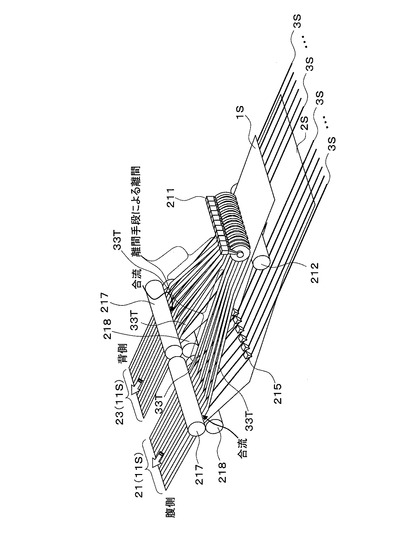
【図5】
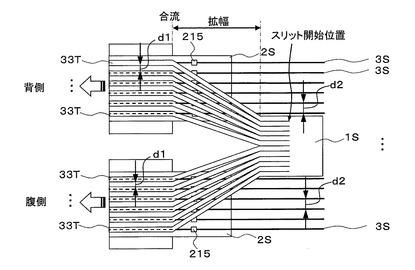
【図6】
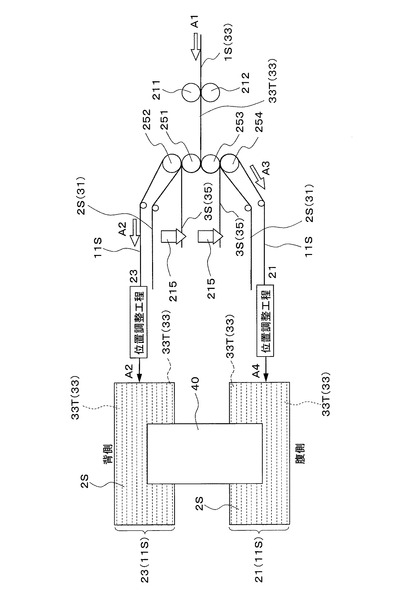
【図7】
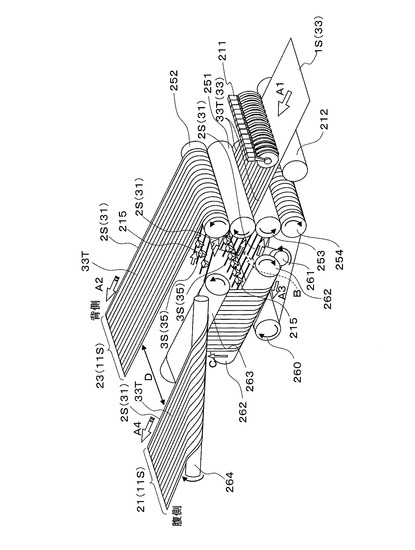
【図8】
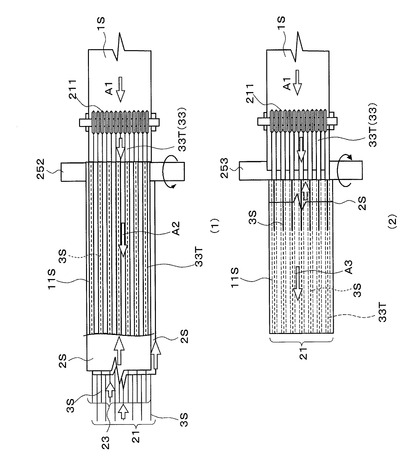
【図9】
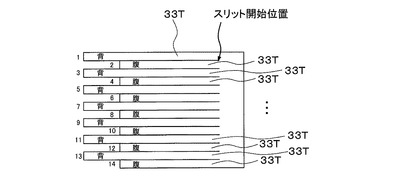
【図10】
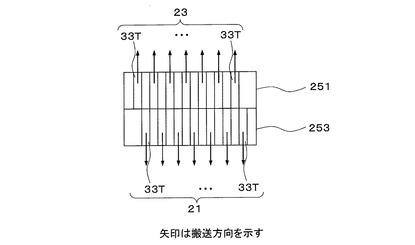
【図11】
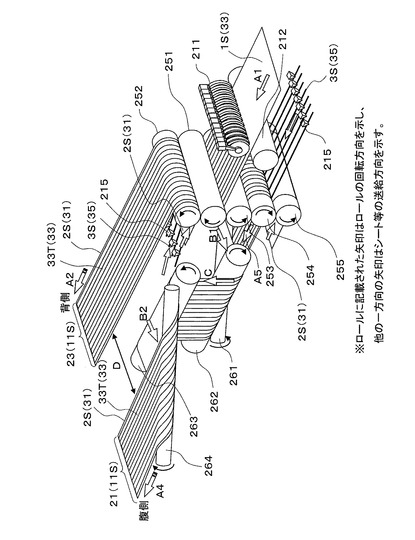
【図12】
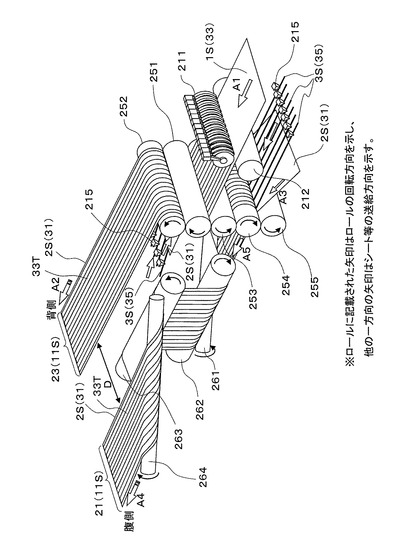
【図13】
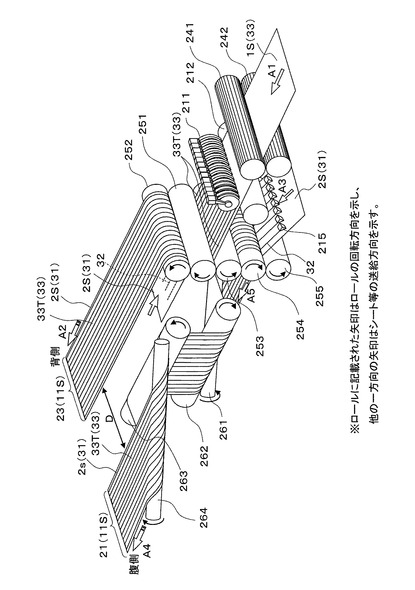
【図14】
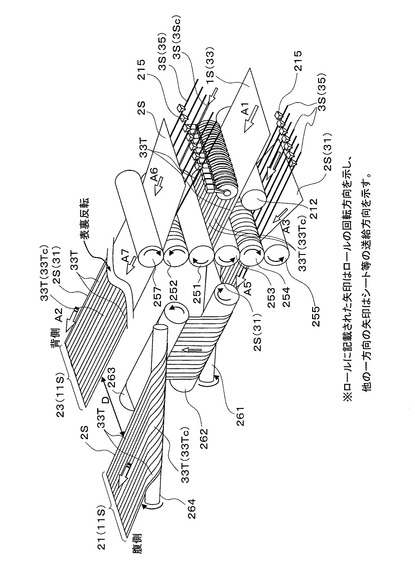
【図15】
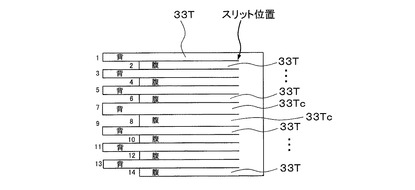
【図16】
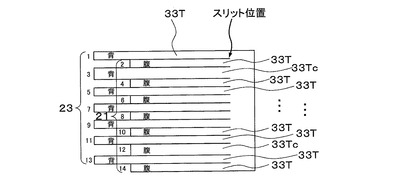
【図17】
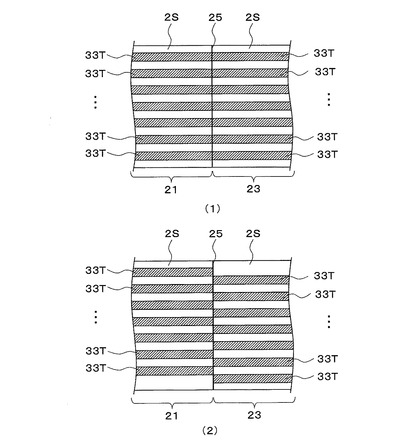
【図18】
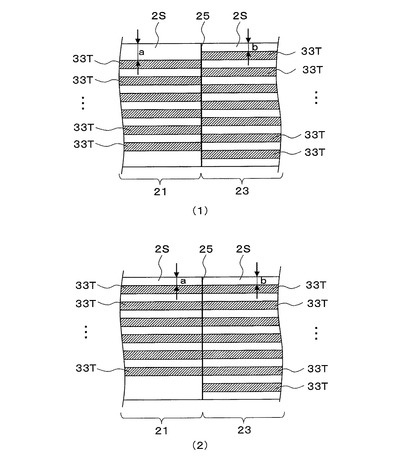
【図19】
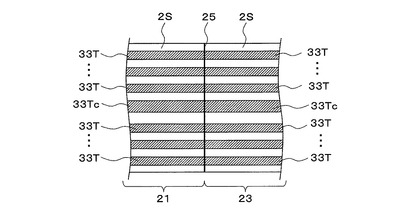
【図20】
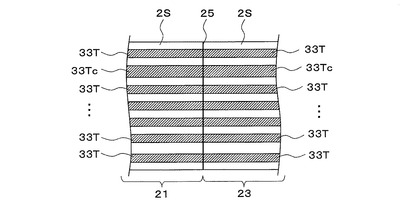
【図21】
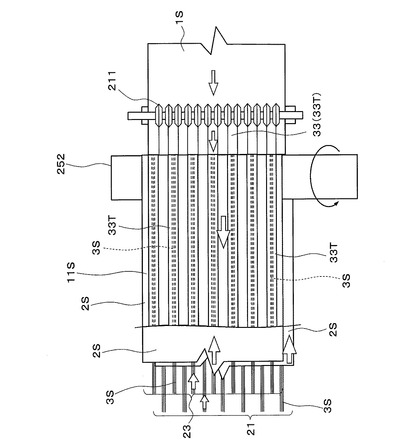
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2013−94618(P2013−94618A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−243227(P2011−243227)
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]