
パーライト系レールの圧延方法

【課題】本発明は熱間圧延の仕上圧延工程前に意図的にレール頭部のコーナー部を冷却してから圧延を施すことで、頭頂部よりもオーステナイトを微細化することで、熱間圧延後の加速冷却にて冷却速度が速くなるコーナー部でのパーライト変態を促進させる。
【解決手段】質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2パス以上かつ圧延パス間を10秒以下とする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うパーライト系レールの圧延方法。
【解決手段】質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2パス以上かつ圧延パス間を10秒以下とする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うパーライト系レールの圧延方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は鉄道等で使用されるレールにおいて、レール頭部表面に高硬度のパーライト組織を安定的に得ることを目的としたパーライト系レールの圧延方法に関するものである。
【背景技術】
【0002】
旅客鉄道や貨物鉄道では、輸送の高効率化の手段として、列車速度の向上や列車積載重量の増加が図られている。このような鉄道輸送の効率化はレール使用環境の過酷化を意味し、レール材質の一層の改善が要求されるに至っている。具体的には、曲線区間に敷設されたレールでは、G.C.(ゲージ・コーナー)部や頭側部の摩耗が急激に増加し、レールの使用寿命の点で問題視されるようになった。
【0003】
そこで、高炭素鋼を用いたパーライト組織を呈した高強度(高硬度)レールやその製造方法が発明され、旅客鉄道の曲線区間のレール寿命を飛躍的に改善してきた(例えば、特許文献1、2参照)。
特許文献1の開示技術では、圧延を終えた鋼レールをオーステナイト域温度から800〜450℃間を冷却速度1〜4℃/secで冷却することにより、高硬度のパーライト組織のレールを提供することができる。
特許文献2の開示技術では、圧延を終えた鋼レールをオーステナイト域温度からレール頭部を囲続するノズルから気体冷却媒体をレール頭部に指向して適用することにより高硬度のパーライト組織のレールを製造することができる。
【0004】
しかし、特許文献1、2のように、熱処理の際、Ac1点以上の温度から一定の冷却速度でレールを冷却した場合、頭部内部の冷却速度が頭部表面の冷却速度よりも遅くなるため、レール頭部表面からレール頭部内部にいくに従って硬度は低下していき、内部まで均質に高硬度化することはできない。
【0005】
このような問題を解決して、更にレールの使用寿命を向上させるため、内部まで高硬度化する方法として、例えば、特許文献3のようにAr1点以上の温度からレール頭部の表面を起点として表面下5mm以内の領域がパーライト変態を開始するまで頭表面の冷却速度が1〜10℃/secで冷却した後、表面を起点として表面下20mm以上の領域がパーライト変態終了まで頭表面の冷却速度が2〜20℃/secで冷却する高深度高強度レールの製造法が発明された。
【0006】
特許文献3の製造方法では、冷却方法の制御により、レール頭頂表面から20mm以内における硬度差がHB30以下となるレールを製造することができる。
しかし、この技術では、高硬度を達成するためにオーステナイト領域から加速冷却を施す際に、レール頭部のコーナー部(図1参照)は、レール頭部の頭頂部、及びレール頭部の側面からの抜熱の影響を受けるため、それら二つの領域よりも冷却速度が高くなるため、レール頭部コーナー部に耐摩耗性がパーライト組織よりも劣位なベイナイト組織や、硬度が著しく高く、き裂の起点となるマルテンサイト組織が生成してしまう問題がある。更に、パーライト組織の硬度を高めるため、鋼の焼入れ性を高め元素を添加した場合は、よりレール頭部のコーナー部にベイナイト組織や、マルテンサイト組織が生成しやすくなる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭62−056524号公報
【特許文献2】特開昭61−149436号公報
【特許文献3】特開平09−241747号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述した背景から、旅客鉄道や貨物鉄道のレールに要求される高硬度レールにおいて、レール頭部表面の金属組織を安定的にパーライトとする製造方法の提供が望まれるようになった。
本発明は、上述した問題点に鑑み案出されたものであり、その目的とするところは、レール圧延用鋼片から熱間圧延および加速冷却を経て高硬度レールを製造する工程において、加速冷却の際にレール頭部のコーナー部でのベイナイトあるいはマルテンサイト等の有害な組織の生成を抑制し、安定的に高硬度のパーライト組織を得ることにある。
【課題を解決するための手段】
【0009】
本発明は上記目的を達成するものであって、レール圧延用鋼片から熱間圧延および加速冷却を経て高硬度レールを製造する工程において、加速冷却の際にレール頭部のコーナー部の過冷に伴うベイナイト、マルテンサイトの生成を抑制するため、熱間圧延の仕上圧延工程において、最終圧延前にレール頭部のコーナー部と頭頂部に温度差を設け、コーナー部を頭頂部よりも大きな圧下量で圧延を施すことで、コーナー部のオーステナイト粒を微細化し、パーライト変態を促進させるものである。
本発明の構成は下記のとおりである。
【0010】
質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有したレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2〜5回かつ圧延パス間時間を1〜10secとする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)と頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うことを特徴とするパーライト系レールの圧延方法。
【発明の効果】
【0011】
本発明によれば、鉄道で使用される高硬度のパーライト組織の鋼レールを熱間圧延にて製造する際、仕上圧延工程の前にレール頭部のコーナー表面の圧延温度を頭頂部よりも低下させ、仕上圧延において、コーナー部を頭頂部よりも強い圧下を施すことで仕上圧延後に得られるオーステナイト粒径を微細化でき、その結果レール頭部コーナー部のパーライト変態を促進させることで、加速冷却時にベイナイト、マルテンサイト等の異組織が発生しやすいコーナー部においてパーライト組織を安定的に得ることが可能である。
【図面の簡単な説明】
【0012】
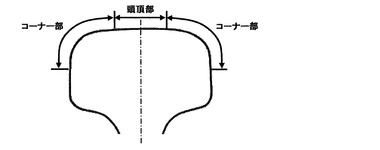
【図1】本発明のレール圧延方法において、圧延温度、圧下を制御するレールコーナー部および、レール頭頂部の位置を示す模式図である。
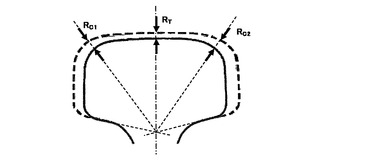
【図2】本発明のレール圧延方法において、レール頭部のコーナー部と頭頂部の圧下量を示す模式図である。
【発明を実施するための形態】
【0013】
以下に本発明について詳細に説明する。本発明者らはレール頭部のコーナー部にベイナイトあるいはマルテンサイトが生成したレール数本に対して、それらと同じ成分、同じ圧延条件で熱間圧延を行い、加速冷却前のオーステナイト領域から水焼入れを行い、頭部のオーステナイト粒径を調査した。その結果、コーナー部のオーステナイト粒径は頭頂部と比較して平均20μm程度の差しかなく、コーナー部と頭頂部で焼入れ性に差がないことを確認した。即ち、熱間圧延後に頭部表面の耐摩耗性を向上させるために、エアーやミストを用いた加速冷却や、ソルトバス等の浸漬法により冷却を施す際、コーナー部は頭頂部や頭部側面よりも抜熱し易いため、コーナー部は頭頂部、頭部側面よりも冷却速度が高くなり、ベイナイトやマルテンサイトが生成しやすい状態にある。
【0014】
そこで、本発明者らは、コーナー部におけるベイナイトやマルテンサイトの生成を抑制するため、コーナー部のオーステナイト粒径を更に微細化によりパーライト組織の生成核となる粒界面積を増やすことで、コーナー部の焼入れ性を意図的に悪化させる、即ちパーライト変態を促進させる方法を検討した。一般的に熱間圧延における再結晶後のオーステナイト粒径の微細化には圧下量の増加(あるいは累積圧下量の増加)、圧延温度の低下が有効である。
【0015】
本発明者らは、熱間圧延においてレール圧延用鋼片を加熱炉で再加熱し、粗圧延、中間圧延の後、圧延パス数が2パス以上かつ圧延パス間が10sec以下の連続仕上げ圧延を施す前に、コーナー部の表面温度を頭頂部の表面温度と比較して、一定の温度範囲に低下させた後に圧延を施すことで、コーナー部のオーステナイト粒径を更に微細化できることを見出した。さらに、同じ成分のレールで、頭頂部表面温度とコーナー部表面温度の温度低下を同一条件とした場合に、コーナー部の圧下量(Rc)と頭頂部の圧下量(RT)の比(Rc/RT)を特定の値以上とすることでオーステナイト粒径を一層微細化できることを確認した。
【0016】
以上のことから、本発明者らは、高炭素含有の鋼レールにおいて、コーナー部の圧延温度を頭頂部と比較して特定の範囲内に収め、コーナー部の圧下量と頭頂部の圧下量の比を特定の値以上に制御することで、頭頂部よりもオーステナイト粒径を従来以上に微細化することができ、その後の加速冷却を施した後にベイナイトやマルテンサイトが生成しないことを見出した。
【0017】
次に、本発明の限定理由について詳細に記述する。
(1)化学成分
まず、レール鋼の化学成分を請求範囲に限定した理由について詳細に説明する。以下、組成における質量%は単に%と記載する。
(a)C量、Si量、Mn量の限定理由
Cは、パーライト変態を促進させ、かつ耐摩耗性を確保する有効な元素である。C量が0.65%未満では、加速冷却をおこなっても初析フェライトの生成が抑制できなくなり、レールに要求されている基本的な強度や耐摩耗性の確保が困難となる。更に、強度不足のため塑性変形起因のフレーキング損傷が発生し、耐表面損傷性が低下する。一方、C量が1.40%を超えると、延性、靭性に悪影響を及ぼす初析セメンタイトの生成が抑制できなくなる。このため、C量を0.65〜1.40%に限定した。なお、C量を0.85%以上にすると、耐摩耗性がより一層向上し、レールの使用寿命の改善効果が高くなる。また、初析セメンタイトの生成を安定的に抑制するにはC量を1.20%以下にすると良い。
【0018】
Siは、脱酸剤として必須の成分である。また、パーライト組織中のフェライト相への固溶強化によりレール頭部の硬度(強度)を向上させ、かつ過共析鋼において、初析セメンタイト組織の生成を抑制し、延性の低下を抑制する元素である。しかし、0.10%未満ではその効果が十分に期待できない。また、2.00%を超えるとフェライト相が脆化し、レールの延性が低下する。このためSi量は0.10〜2.00%とした。上記の効果を安定的に得るための好ましい範囲は0.20〜1.60%である。
【0019】
Mnは焼き入れ性を高め、パーライト変態温度を低下させ、パーライトラメラ間隔を微細化することによりレール頭部の高硬度化を達成し、同時に初析セメンタイト組織の生成を抑制する元素である。しかし、0.10%未満ではこれらの効果が小さく、また、2.00%を超えると焼入れ性が著しく増加し、本発明の圧延方法を施しても、レール頭部のコーナー部に延性に有害なマルテンサイト組織が生成しやすくなる。さらに、偏析が助長され、偏析部にレールの延性や靭性に有害な初析セメンタイトが生成しやすくなる。このためMn量は0.10〜2.00%とした。上記の効果を安定的に得るための好ましい範囲は0.20〜1.60%である。
【0020】
(b)その他の化学成分について
なお、本発明において、レール圧延用鋼片の化学成分については、C、Si、Mn以外の成分は特に限定していないが、さらに必要に応じて、Ti、V、Nb、Cr、Mo、B、Co、Cu、Ni、Mg、Ca、Al、Zrの1種または2種以上を含有することができる。以下にそれらの成分範囲とその限定理由を述べる。
【0021】
Tiは鋼中に微量添加することで、熱間圧延中にオーステナイト中に導入された転位やオーステナイト粒界に微細なTiC、TiN、Ti(C,N)として析出することで、再結晶後のオーステナイト粒の粒成長を抑制し、オーステナイト組織の微細化を図り、パーライト変態を促進させるのに有効な元素である。ただし、0.001%未満ではその効果が十分に期待できず、オーステナイト微細化が達成できない。また、Ti量が0.01%を超えると、粗大なTi系析出物が生成し、オーステナイト粒の粒成長を抑制できない。このためTi量は0.001〜0.01%が望ましい。
【0022】
Vは熱間圧延中にオーステナイト中に導入された転位やオーステナイト粒界に微細なVC、VN、V(C,N)として析出することで、再結晶後のオーステナイト粒の粒成長を抑制し、オーステナイト組織の微細化を図り、パーライト変態を促進させるのに有効な元素である。しかし、その効果は0.005%未満では期待できず、オーステナイト粒の微細化が達成できない。また、V量が0.20%を越えると、粗大なV系析出物が生成し、オーステナイト粒の粒成長を抑制できない。このため、V量は0.005〜0.20%が望ましい。
【0023】
Nbは、熱間圧延で析出したNbC、NbN、Nb(C,N)により、再結晶後のオーステナイト粒の粒成長を抑制し、オーステナイトの微細化を図り、パーライト変態を促進させるのに有効な元素である。しかし、その効果は0.002%未満では期待できず、オーステナイト粒の微細化が達成できない。また、添加量が0.050%を超えると、粗大なNb炭化物やNb窒化物が生成し、オーステナイト粒の粒成長を抑制できない。このため、Nb量は0.002〜0.050%が望ましい。
【0024】
Crは、パーライトの平衡変態点を上昇させ、結果としてパーライト組織を微細にして高硬度(強度)化に寄与すると同時に、セメンタイト相を強化して、パーライト組織の硬度(強度)を向上させることにより耐摩耗性を向上させる元素である。ただし、0.05%未満ではその効果が小さく、2.00%を超える過剰な添加を行うと、焼入性が著しく増加し、本発明の圧延方法を適用しても、レール頭部のコーナー部においてベイナイトあるいはマルテンサイトの生成を抑制できない。このため、Cr量は0.05〜2.00%が望ましい。
【0025】
Moは、Cr同様パーライトの平衡変態点を上昇させ、結果としてパーライト組織を微細にすることにより高硬度(強度)化に寄与し、パーライト組織の硬度(強度)を向上させる元素である。ただし、0.01%未満ではその効果が小さく、レール鋼の硬度を向上させる効果が全く見られなくなる。また、0.50%を超える過剰な添加を行うと、パーライト組織の変態速度が著しく低下し、本発明の圧延方法を適用してもレール頭部のコーナー部において、ベイナイトあるいはマルテンサイトの生成を抑制できない。このため、Mo添加量は0.01〜0.50%が望ましい。
【0026】
Bは、旧オーステナイト粒界に鉄炭ほう化物を形成し、初析セメンタイト組織の生成を微細化し、同時に、パーライト変態温度の冷却速度依存性を低減させ、頭部の硬度分布を均一化することにより、レールの摩耗量を低減し、高寿命化を図る元素であるが、0.0001%未満ではその効果は十分でなく、初析セメンタイト組織の生成やレール頭部の硬度分布には改善が認められない。また、0.0050%を超えて添加すると、本発明の圧延方法を適用しパーライト組織を安定的に得たとしても、旧オーステナイト粒界に粗大な鉄の炭ほう化物が生成するため、レール鋼に必要な延性が大きく低下する。このため、B量は0.0001〜0.0050%が望ましい。
【0027】
Coは、パーライト組織中のフェライトに固溶し、固溶強化によりパーライト組織の硬度(強度)を向上させる元素であり、さらに、パーライトの変態エネルギーを増加させて、パーライト組織を微細にすることにより延性を向上させる元素であるが、0.10%未満ではその効果が期待できない。また、2.00%を超えて添加すると、パーライト組織中のフェライト相の延性が著しく低下し、レール鋼に必要な延性が著しく低下してしまう。このため、Co量は0.10〜2.00%が望ましい。
【0028】
Cuは、パーライト組織中のフェライトに固溶し、固溶強化によりパーライト組織の硬度(強度)を向上させる元素であるが、0.05%未満ではその効果が期待できない。また、1.00%を超えて添加すると、著しい焼入れ性向上により、本発明の圧延方法を適用してもレール頭部のコーナー部において、ベイナイトあるいはマルテンサイトの生成を抑制できない。さらに、パーライト組織中のフェライト相の延性が著しく低下し、レール鋼に必要な延性が低下する。このため、Cu量は0.05〜1.00%が望ましい。
【0029】
Niは、Cu添加による熱間圧延時の脆化を防止し、同時に、フェライトへの固溶強化によりパーライト鋼の高硬度(強度)化を図る元素である。しかし、0.01%未満では、その効果が著しく小さく、また、1.00%を超えて添加すると、パーライト組織中のフェライト相の延性が著しく低下し、レール鋼の延性が低下する。このため、Ni量は0.01〜1.00%が望ましい。
【0030】
Mgは、O、または、SやAl等と結合して微細な酸化物や硫化物を形成し、熱間圧延の再加熱、粗圧延、中間圧延、仕上圧延の各工程において、オーステナイト粒の粒成長を抑制し、オーステナイト粒の微細化を図り、パーライト変態を促進させるのに有効な元素である。さらに、MgO,MgSがMnSを微細に分散させ、MnSの周囲にMnの希薄帯を形成し、パーライト変態の生成に寄与し、その結果、パーライトブロックサイズを微細化することにより、パーライト組織の延性を向上させるのに有効な元素である。しかし、0.0005%未満ではその効果は弱く、0.0200%を超えて添加すると、Mgの粗大酸化物が生成し、オーステナイト粒の粒成長を抑制できないだけでなく、レール鋼の延性を低下させる。このため、Mg量は0.0005〜0.0200%が望ましい。
【0031】
Caは、Sとの結合力が強く、CaSとして硫化物を形成し、さらに、CaSがMnSを微細に分散させ、MnSの周囲にMnの希薄帯を形成し、パーライト変態の生成に寄与し、その結果、パーライトブロックサイズを微細化することにより、パーライト組織の延性を向上させるのに有効な元素である。しかし、0.0005%未満ではその効果は弱く、0.0150%を超えて添加すると、Caの粗大酸化物が生成し、レール鋼の延性が低下するため、Ca量は0.0005〜0.0150%が望ましい。
【0032】
Alは、脱酸剤として有効な成分である。また、共析変態温度を高温側へ、共析炭素量を高炭素側へ移動させる元素であり、パーライト組織の高強度化と初析セメンタイト組織の生成抑制に有効な元素である。ただし、0.0050%未満では、その効果が弱く、1.00%を超えて添加すると、鋼中に固溶させることが困難となり、疲労損傷の起点となる粗大なアルミナ系介在物が生成し、レール鋼の延性が低下するとともに、溶接時に酸化物が生成し、溶接性が著しく低下するため、Al量は0.0050〜1.00%が望ましい。
【0033】
Zrは、介在物としてのZrO2がオーステナイトとの格子整合性が良いため、オーステナイトが凝固初晶である高炭素レール鋼の凝固核となり、凝固組織の等軸晶化率を高めることにより、鋳片中心部の偏析帯の形成を抑制し、レール偏析部に生成する初析セメンタイト組織の生成を抑制する元素である。しかし、Zr量が0.0001%未満では、ZrO2系介在物の数が少なく、凝固核として十分な作用を示さない。その結果、偏析部に初析セメンタイト組織が生成し、レール鋼の延性を低下させる。また、Zr量が0.2000%を超えると、粗大Zr系介在物が多量に生成して、レール鋼の延性が低下する。このため、Zr量は0.0001〜0.2000%が望ましい。
【0034】
また、上記成分以外にレール鋼に不可避的に含まれる元素として、PやSがある。
Pは、レール鋼の延性を劣化させる元素であり、0.035%を越えて含有すると、その影響が無視できなくなる。そのためPの含有量は0.035%以下が望ましい。好ましくは、0.020%以下である。
Sは、主として介在物(MnS等)の形態で鋼中に存在し、鋼の脆化(延性の低下)を引き起こす元素である。特に、S含有量が0.035%を超えると、脆性への悪影響を無視できなくなる。よって、Sの含有量は0.035%以下が望ましい。好ましくは、0.020%以下である。
上記のような成分組成で構成されるレール鋼は、転炉、電気炉などの通常使用される溶解炉で溶製を行い、この溶鋼を造塊・分塊法あるいは連続鋳造法により、熱間圧延用鋼片を鋳造する。
【0035】
(2)仕上圧延条件の限定理由
次に本発明レールを製造する際の製造条件について説明する。
(a)圧延温度
レール用鋼片は、1200〜1300℃に再加熱された後に、粗圧延、中間圧延、仕上圧延からなる熱間圧延によりレール形状に成形される。粗圧延および中間圧延については、一般的な条件で圧延を行えばよい。
まず、中間圧延後のレール頭部のコーナー部の冷却下限について詳細に説明する。一般的に、熱間圧延中の金属の再結晶は圧延温度の低下と共に進行が遅くなる。中間圧延後にレール頭部のコーナー部を冷却する際に850℃を下回ると、仕上圧延後から加速冷却を開始する前にオーステナイトの再結晶が完了しないため、レール頭部に微細なオーステナイト粒が得られない。このため、仕上圧延工程前のコーナー部の冷却の下限の温度を850℃とした。
【0036】
次に、レール頭部のコーナー部を冷却する際の温度の低下範囲について詳細に説明する。コーナー部が頭頂部と比較してその温度差が30℃よりも低い場合、オーステナイト粒が再結晶した後に得られる粒径差が平均20μm程度の差しかなく、コーナー部と頭頂部で焼入れ性に差がない。80℃を越えた温度差を与えると仕上圧延終了後にオーステナイト粒が再結晶した際、コーナー部と頭頂部のオーステナイト粒径差が非常に大きくなる。その結果、ベイナイトやマルテンサイト等の組織の生成は抑制できるが、コーナー部の加速冷却後の硬度が頭頂部よりも著しく低くなり、コーナー部の耐摩耗性が低下する。このため、仕上圧延前のコーナー部の温度低下範囲を頭頂部と比較して30〜80℃とした。
【0037】
また、本発明ではレール頭部のコーナー部の冷却手段としては特に限定はしないが、ソルトバスなどの浸漬型の冷却方法の場合、意図的にコーナー部と頭頂部の温度差を設けることが困難である。このため、ノズルからエアーあるいはミストをコーナー部に噴射し、コーナー部のみを冷却できる手段を用いることが望ましい。
【0038】
(b)圧延パス数、圧延パス間時間、圧下量
次に、熱間圧延において、中間圧延後、コーナー部を選択冷却する工程を終了した後の、仕上圧延工程における圧延パス数、圧延パス間時間、圧下量について詳細に説明する。
熱間圧延の仕上圧延工程において、レール頭部のコーナー部の再結晶後のオーステナイト粒径を微細化させるには低温かつ高い圧下量で圧延を施せばよい。圧延温度に関しては、仕上圧延工程前のコーナー部の選択冷却によりコーナー部のみ圧延温度を低下することができる。しかし、レール圧延において、仕上圧延工程の圧延パス数が1パスの場合、寸法精度の確保のため、コーナー部を再結晶させるに至る大圧下を施す(歪を与える)ことができず、オーステナイトの再結晶が達成できない問題がある。そこで圧延パス数を2パス以上とし、圧下毎のパス間時間を制御することで、歪の累積効果により、高い転位密度の加工オーステナイト状態から再結晶させる、あるいは再結晶の繰り返しにより微細な再結晶オーステナイト粒が得られる。しかし、圧延パス数が5パスを越えると圧延パス間時間、圧延温度の設定によっては仕上圧延後の加速冷却前に延性、靭性を劣化させる初析セメンタイトが生成してしまう。このため、仕上圧延工程における圧延パス数を2〜5パスに限定した。
【0039】
圧延パス数が2パス以上の仕上圧延を行う際、各パス間の時間が10secを越えると、再結晶したオーステナイト粒の粒成長が起きるため、コーナー部のオーステナイト粒の微細化が達成できない。圧延パス間時間が短い場合は歪の累積効果が顕著になるが、圧延パス間時間1secまでは導入された転位の密度に大きな変化がないため、効果が変わらない。このため、圧延パス間時間を1〜10secに限定した。
【0040】
中間圧延の後、レール頭部のコーナー部の温度を、850℃以上かつ頭頂部と比較して30〜80℃低下させ、直ちに圧延パス数2〜5パスかつ圧延パス間時間が1〜10secの仕上圧延を行う際、コーナー部は頭頂部に比べて温度が低い分、再結晶の開始には頭頂部よりも大きな歪が必要である。レール頭部のコーナー部の仕上圧延における各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2未満の場合、コーナー部のオーステナイトが均一に再結晶しないため、安定的にコーナー部のオーステナイト粒の微細化が達成できない。このため、Rc/RTの値を1.2以上に限定した。一方、Rc/RTが大きすぎるとコーナー部のオーステナイト粒が著しく微細化し、熱間圧延後に加速冷却を施しても、高硬度のパーライトが得られない場合がある。このため、Rc/RTの値は1.2〜2.0の間とすることが好ましい。また、Rc/RTの値が1.2よりも大きいほどコーナー部は頭頂部よりも強い圧下を受けることになり、さらにコーナー部のオーステナイト粒を微細化できる。このため、更に好ましいRc/RTの値の範囲は1.5〜2.0である。
【0041】
ここで図2に頭頂部とコーナー部の圧下量について示す。図2に示すように、上記のレール頭部のコーナー部の仕上圧延における各パスの圧下量の合計値(Rc)は図中のRc1およびRc2に該当し、各々がRc1、/RTおよびRc2/RTの値が1.2以上としなければならない。
【0042】
(3)その他の製造条件
熱間圧延後の加速冷却の際の冷却速度については特に限定していないが、冷却速度が2℃/sec未満になると、成分系によっては加速冷却途中の高温度域で初析セメンタイト組織が生成し、レールの靭性や延性が低下することや、冷却途中の高温度域でパーライト変態が始まり、硬さの低いパーライト組織が生成し、高強度化が困難となる。一方、冷却速度が30℃/secを超えると、空気およびミスト等のいずれの冷媒を用いても冷却速度が安定せず、冷却停止温度の制御が困難となり、過冷却によりレール頭部の頭頂部やレールコーナー部にレールの耐摩耗性に有害なベイナイト組織が生成し易くなり、本発明の効果が発揮されない。このため、冷却速度の範囲は2〜30℃/secであることが望ましい。
【0043】
さらに、冷却停止温度についても特に限定していないが、650℃を超える温度域で加速冷却を停止すると、その後の複熱の影響で温度が上昇し、硬さの低いパーライト組織が多く生成し、高強度化が困難となる。一方、550℃未満の温度域で冷却を停止すると、レールの耐摩耗性に有害なベイナイト組織が生成し易くなる。このため、冷却の停止温度は550〜650℃の範囲にあることが望ましい。
【0044】
(4)金属組織
次に本発明レールの金属組織について説明する。
本発明レール圧延方法はレール頭部のコーナー部、頭頂部を含む頭部全体をパーライト組織とすることを目的としているが、成分系、さらには、仕上圧延後の冷却条件の選択によっては、レール頭部だけでなく、レール柱部、頭表部、頭部内部、底部のパーライト組織中に、微量な初析フェライト組織、初析セメンタイト組織、ベイナイト組織やマルテンサイト組織が混入することがある。しかし、これらの組織が微量に混入しても、レールの特性には悪影響を及ぼさないため、レール横断面の面積率で5%程度まではパーライト以外の組織を含んでも構わない。
【実施例】
【0045】
次に、本発明の実施例について説明する。
表1に、実施例に用いたレール圧延用鋼片のC量、Si量、Mn量およびその他の成分を示す。なお、レール圧延用鋼片の構成は以下の通りである。
(1)C量、Si量、Mn量が本発明の限定範囲内のレール圧延用鋼片(10本、鋼符号A〜J)
(2)C量、Si量、Mn量が本発明の限定範囲外のレール圧延用鋼片(6本、鋼符号a〜f)
【0046】
<実施例1>
各鋼符号のレール圧延用鋼片を用いて、熱間圧延を行い、中間圧延後に、頭頂部の温度が960℃に対し、コーナー部の温度を900℃に低下させた後、圧延パス数4回で圧延パス間時間が1−2パス間、2−3パス間、3−4パス間の順に3sec、2sec、6sec、RC/RTを1.4とした仕上圧延を行った。仕上圧延の後は760℃のオーステナイト領域から冷却速度11℃/secで640℃まで加速冷却を施した。表2に、加速冷却の後、頭部の断面の顕微鏡観察を行った結果を示す。なお、ミクロ組織観察条件は以下の通りである。
【0047】
観察試料: レール長手方向に対し垂直に切出したレール頭部断面
腐食方法: 3%硝酸アルコール溶液(ナイタール液)中で10秒間腐食
観察位置: 図1に示すレールコーナー部において頭表面下5mmまでの範囲
観察方法: 光学顕微鏡、200倍〜1000倍
【0048】
鋼符号A〜Jは、C量、Si量、Mn量を上記請求範囲内に収めたため、パーライト組織が得られた。
一方、鋼符号aはC量が上記請求範囲よりも低かったため、初析フェライトが大量に生成した。
鋼符号bはC量が上記請求範囲よりも高かったため、初析セメンタイトが大量に生成した。
鋼符号cはSi量が上記請求範囲よりも低く、C量が過共析成分であるため、初析セメンタイトが生成した。
鋼符号dはSi量が上記請求範囲よりも高かったため、パーライト組織は得られたが、著しく脆化した。
鋼符号eはMn量が上記請求範囲よりも低かったため、十分な焼入れ性が得られず、特にオーステナイト粒の微細化を図ったコーナー部において、耐摩耗性に必要な硬度が得られなかった。
鋼符号fはMn量が上記請求範囲よりも高かったため、本発明の効果を持ってしてもマルテンサイトの発生を抑制することができなかった。
【0049】
<実施例2>
表1に記載の鋼符号A〜Fを用いて、種々のコーナー部温度、頭頂部温度、仕上圧延における圧延パス数、圧延パス間時間、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)と頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)で仕上圧延を行ったレールのミクロ組織観察結果を表3に示す。なお、構成は以下のとおりである。
(1)符号A1、B1、C1、D1、E1、F1:中間圧延後のコーナー部の温度低下、仕上圧延時の圧延パス数、圧延パス間時間、Rc/RTが上記限定範囲内のレール。
(2)符号A2、B2、C2、D2、E2、F2:中間圧延後のコーナー部の温度低下、仕上圧延時の圧延パス数、圧延パス間時間、Rc/RTが上記限定範囲外のレール。
【0050】
なお、熱間圧延後の冷却は高硬度のパーライト組織を得るため、780℃から冷却速度10℃/secでレールの表面温度が560℃になるまで冷却した。
【0051】
表3に示したように、本発明レール圧延方法により製造した鋼レール(符号A1、B1、C1、D1、E1、F1)は、比較レール圧延方法により製造した鋼レール(符号A2、B2、C2、D2、E2、F2)と比較して、仕上圧延工程前にコーナー部を意図的に冷却した際のコーナー部の温度低下範囲、仕上圧延における圧延パス数、圧延パス間時間、Rc/RTの値を上記請求の範囲に収めているため、加速冷却の際に冷却速度が頭頂部よりも速くなるコーナー部においてパーライトが安定的に得られた。
【0052】
符号A2は仕上げ圧延前にコーナー部を850℃以下への冷却により、コーナー部で未再結晶の粗大なオーステナイト粒が残留したため、ベイナイトが生成した。
符号B2はコーナー部の温度低下が小さいため、パーライトの促進効果が得られず、加速冷却によりベイナイトが生成した。
符号C2はコーナー部の温度低下が80℃を越えたため、加速冷却後に得られるパーライト組織の硬度がコーナー部と頭頂部で大きな差が出来てしまい、レールのコーナー部が偏摩耗しやすい好ましくないレールとなった。
符号D2は仕上圧延が1パスであるため、レールとしての寸法精度を確保するために再結晶に必要な分の圧下量(歪)を与えることができず、オーステナイトの微細化が達成できなかったため、加速冷却の際にベイナイトが生成した。
符号E2は圧延パス間時間が10secよりも大きいため、コーナー部のオーステナイト粒が再結晶の後、粒成長したため、加速冷却によりコーナー部にベイナイトが生成した。
符号F2はRc/RTの値が1.2よりも低かったため、コーナー部のオーステナイト粒の微細化が達成できず、コーナー部にベイナイトが生成した。
【0053】
本発明によれば、高炭素のパーライト系レールの製造時に、熱間圧延の仕上圧延工程の前にレール頭部のコーナー部の温度を上記の請求の範囲通りに低下させ、しかる後に上記請求の範囲の仕上圧延を施し、コーナー部に微細なオーステナイトを得ることで、ベイナイト等の異組織の生成なしにパーライト変態を安定的に得ることができる。
【0054】
【表1】

【0055】
【表2】
【0056】
【表3】
【技術分野】
【0001】
本発明は鉄道等で使用されるレールにおいて、レール頭部表面に高硬度のパーライト組織を安定的に得ることを目的としたパーライト系レールの圧延方法に関するものである。
【背景技術】
【0002】
旅客鉄道や貨物鉄道では、輸送の高効率化の手段として、列車速度の向上や列車積載重量の増加が図られている。このような鉄道輸送の効率化はレール使用環境の過酷化を意味し、レール材質の一層の改善が要求されるに至っている。具体的には、曲線区間に敷設されたレールでは、G.C.(ゲージ・コーナー)部や頭側部の摩耗が急激に増加し、レールの使用寿命の点で問題視されるようになった。
【0003】
そこで、高炭素鋼を用いたパーライト組織を呈した高強度(高硬度)レールやその製造方法が発明され、旅客鉄道の曲線区間のレール寿命を飛躍的に改善してきた(例えば、特許文献1、2参照)。
特許文献1の開示技術では、圧延を終えた鋼レールをオーステナイト域温度から800〜450℃間を冷却速度1〜4℃/secで冷却することにより、高硬度のパーライト組織のレールを提供することができる。
特許文献2の開示技術では、圧延を終えた鋼レールをオーステナイト域温度からレール頭部を囲続するノズルから気体冷却媒体をレール頭部に指向して適用することにより高硬度のパーライト組織のレールを製造することができる。
【0004】
しかし、特許文献1、2のように、熱処理の際、Ac1点以上の温度から一定の冷却速度でレールを冷却した場合、頭部内部の冷却速度が頭部表面の冷却速度よりも遅くなるため、レール頭部表面からレール頭部内部にいくに従って硬度は低下していき、内部まで均質に高硬度化することはできない。
【0005】
このような問題を解決して、更にレールの使用寿命を向上させるため、内部まで高硬度化する方法として、例えば、特許文献3のようにAr1点以上の温度からレール頭部の表面を起点として表面下5mm以内の領域がパーライト変態を開始するまで頭表面の冷却速度が1〜10℃/secで冷却した後、表面を起点として表面下20mm以上の領域がパーライト変態終了まで頭表面の冷却速度が2〜20℃/secで冷却する高深度高強度レールの製造法が発明された。
【0006】
特許文献3の製造方法では、冷却方法の制御により、レール頭頂表面から20mm以内における硬度差がHB30以下となるレールを製造することができる。
しかし、この技術では、高硬度を達成するためにオーステナイト領域から加速冷却を施す際に、レール頭部のコーナー部(図1参照)は、レール頭部の頭頂部、及びレール頭部の側面からの抜熱の影響を受けるため、それら二つの領域よりも冷却速度が高くなるため、レール頭部コーナー部に耐摩耗性がパーライト組織よりも劣位なベイナイト組織や、硬度が著しく高く、き裂の起点となるマルテンサイト組織が生成してしまう問題がある。更に、パーライト組織の硬度を高めるため、鋼の焼入れ性を高め元素を添加した場合は、よりレール頭部のコーナー部にベイナイト組織や、マルテンサイト組織が生成しやすくなる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭62−056524号公報
【特許文献2】特開昭61−149436号公報
【特許文献3】特開平09−241747号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述した背景から、旅客鉄道や貨物鉄道のレールに要求される高硬度レールにおいて、レール頭部表面の金属組織を安定的にパーライトとする製造方法の提供が望まれるようになった。
本発明は、上述した問題点に鑑み案出されたものであり、その目的とするところは、レール圧延用鋼片から熱間圧延および加速冷却を経て高硬度レールを製造する工程において、加速冷却の際にレール頭部のコーナー部でのベイナイトあるいはマルテンサイト等の有害な組織の生成を抑制し、安定的に高硬度のパーライト組織を得ることにある。
【課題を解決するための手段】
【0009】
本発明は上記目的を達成するものであって、レール圧延用鋼片から熱間圧延および加速冷却を経て高硬度レールを製造する工程において、加速冷却の際にレール頭部のコーナー部の過冷に伴うベイナイト、マルテンサイトの生成を抑制するため、熱間圧延の仕上圧延工程において、最終圧延前にレール頭部のコーナー部と頭頂部に温度差を設け、コーナー部を頭頂部よりも大きな圧下量で圧延を施すことで、コーナー部のオーステナイト粒を微細化し、パーライト変態を促進させるものである。
本発明の構成は下記のとおりである。
【0010】
質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有したレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2〜5回かつ圧延パス間時間を1〜10secとする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)と頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うことを特徴とするパーライト系レールの圧延方法。
【発明の効果】
【0011】
本発明によれば、鉄道で使用される高硬度のパーライト組織の鋼レールを熱間圧延にて製造する際、仕上圧延工程の前にレール頭部のコーナー表面の圧延温度を頭頂部よりも低下させ、仕上圧延において、コーナー部を頭頂部よりも強い圧下を施すことで仕上圧延後に得られるオーステナイト粒径を微細化でき、その結果レール頭部コーナー部のパーライト変態を促進させることで、加速冷却時にベイナイト、マルテンサイト等の異組織が発生しやすいコーナー部においてパーライト組織を安定的に得ることが可能である。
【図面の簡単な説明】
【0012】
【図1】本発明のレール圧延方法において、圧延温度、圧下を制御するレールコーナー部および、レール頭頂部の位置を示す模式図である。
【図2】本発明のレール圧延方法において、レール頭部のコーナー部と頭頂部の圧下量を示す模式図である。
【発明を実施するための形態】
【0013】
以下に本発明について詳細に説明する。本発明者らはレール頭部のコーナー部にベイナイトあるいはマルテンサイトが生成したレール数本に対して、それらと同じ成分、同じ圧延条件で熱間圧延を行い、加速冷却前のオーステナイト領域から水焼入れを行い、頭部のオーステナイト粒径を調査した。その結果、コーナー部のオーステナイト粒径は頭頂部と比較して平均20μm程度の差しかなく、コーナー部と頭頂部で焼入れ性に差がないことを確認した。即ち、熱間圧延後に頭部表面の耐摩耗性を向上させるために、エアーやミストを用いた加速冷却や、ソルトバス等の浸漬法により冷却を施す際、コーナー部は頭頂部や頭部側面よりも抜熱し易いため、コーナー部は頭頂部、頭部側面よりも冷却速度が高くなり、ベイナイトやマルテンサイトが生成しやすい状態にある。
【0014】
そこで、本発明者らは、コーナー部におけるベイナイトやマルテンサイトの生成を抑制するため、コーナー部のオーステナイト粒径を更に微細化によりパーライト組織の生成核となる粒界面積を増やすことで、コーナー部の焼入れ性を意図的に悪化させる、即ちパーライト変態を促進させる方法を検討した。一般的に熱間圧延における再結晶後のオーステナイト粒径の微細化には圧下量の増加(あるいは累積圧下量の増加)、圧延温度の低下が有効である。
【0015】
本発明者らは、熱間圧延においてレール圧延用鋼片を加熱炉で再加熱し、粗圧延、中間圧延の後、圧延パス数が2パス以上かつ圧延パス間が10sec以下の連続仕上げ圧延を施す前に、コーナー部の表面温度を頭頂部の表面温度と比較して、一定の温度範囲に低下させた後に圧延を施すことで、コーナー部のオーステナイト粒径を更に微細化できることを見出した。さらに、同じ成分のレールで、頭頂部表面温度とコーナー部表面温度の温度低下を同一条件とした場合に、コーナー部の圧下量(Rc)と頭頂部の圧下量(RT)の比(Rc/RT)を特定の値以上とすることでオーステナイト粒径を一層微細化できることを確認した。
【0016】
以上のことから、本発明者らは、高炭素含有の鋼レールにおいて、コーナー部の圧延温度を頭頂部と比較して特定の範囲内に収め、コーナー部の圧下量と頭頂部の圧下量の比を特定の値以上に制御することで、頭頂部よりもオーステナイト粒径を従来以上に微細化することができ、その後の加速冷却を施した後にベイナイトやマルテンサイトが生成しないことを見出した。
【0017】
次に、本発明の限定理由について詳細に記述する。
(1)化学成分
まず、レール鋼の化学成分を請求範囲に限定した理由について詳細に説明する。以下、組成における質量%は単に%と記載する。
(a)C量、Si量、Mn量の限定理由
Cは、パーライト変態を促進させ、かつ耐摩耗性を確保する有効な元素である。C量が0.65%未満では、加速冷却をおこなっても初析フェライトの生成が抑制できなくなり、レールに要求されている基本的な強度や耐摩耗性の確保が困難となる。更に、強度不足のため塑性変形起因のフレーキング損傷が発生し、耐表面損傷性が低下する。一方、C量が1.40%を超えると、延性、靭性に悪影響を及ぼす初析セメンタイトの生成が抑制できなくなる。このため、C量を0.65〜1.40%に限定した。なお、C量を0.85%以上にすると、耐摩耗性がより一層向上し、レールの使用寿命の改善効果が高くなる。また、初析セメンタイトの生成を安定的に抑制するにはC量を1.20%以下にすると良い。
【0018】
Siは、脱酸剤として必須の成分である。また、パーライト組織中のフェライト相への固溶強化によりレール頭部の硬度(強度)を向上させ、かつ過共析鋼において、初析セメンタイト組織の生成を抑制し、延性の低下を抑制する元素である。しかし、0.10%未満ではその効果が十分に期待できない。また、2.00%を超えるとフェライト相が脆化し、レールの延性が低下する。このためSi量は0.10〜2.00%とした。上記の効果を安定的に得るための好ましい範囲は0.20〜1.60%である。
【0019】
Mnは焼き入れ性を高め、パーライト変態温度を低下させ、パーライトラメラ間隔を微細化することによりレール頭部の高硬度化を達成し、同時に初析セメンタイト組織の生成を抑制する元素である。しかし、0.10%未満ではこれらの効果が小さく、また、2.00%を超えると焼入れ性が著しく増加し、本発明の圧延方法を施しても、レール頭部のコーナー部に延性に有害なマルテンサイト組織が生成しやすくなる。さらに、偏析が助長され、偏析部にレールの延性や靭性に有害な初析セメンタイトが生成しやすくなる。このためMn量は0.10〜2.00%とした。上記の効果を安定的に得るための好ましい範囲は0.20〜1.60%である。
【0020】
(b)その他の化学成分について
なお、本発明において、レール圧延用鋼片の化学成分については、C、Si、Mn以外の成分は特に限定していないが、さらに必要に応じて、Ti、V、Nb、Cr、Mo、B、Co、Cu、Ni、Mg、Ca、Al、Zrの1種または2種以上を含有することができる。以下にそれらの成分範囲とその限定理由を述べる。
【0021】
Tiは鋼中に微量添加することで、熱間圧延中にオーステナイト中に導入された転位やオーステナイト粒界に微細なTiC、TiN、Ti(C,N)として析出することで、再結晶後のオーステナイト粒の粒成長を抑制し、オーステナイト組織の微細化を図り、パーライト変態を促進させるのに有効な元素である。ただし、0.001%未満ではその効果が十分に期待できず、オーステナイト微細化が達成できない。また、Ti量が0.01%を超えると、粗大なTi系析出物が生成し、オーステナイト粒の粒成長を抑制できない。このためTi量は0.001〜0.01%が望ましい。
【0022】
Vは熱間圧延中にオーステナイト中に導入された転位やオーステナイト粒界に微細なVC、VN、V(C,N)として析出することで、再結晶後のオーステナイト粒の粒成長を抑制し、オーステナイト組織の微細化を図り、パーライト変態を促進させるのに有効な元素である。しかし、その効果は0.005%未満では期待できず、オーステナイト粒の微細化が達成できない。また、V量が0.20%を越えると、粗大なV系析出物が生成し、オーステナイト粒の粒成長を抑制できない。このため、V量は0.005〜0.20%が望ましい。
【0023】
Nbは、熱間圧延で析出したNbC、NbN、Nb(C,N)により、再結晶後のオーステナイト粒の粒成長を抑制し、オーステナイトの微細化を図り、パーライト変態を促進させるのに有効な元素である。しかし、その効果は0.002%未満では期待できず、オーステナイト粒の微細化が達成できない。また、添加量が0.050%を超えると、粗大なNb炭化物やNb窒化物が生成し、オーステナイト粒の粒成長を抑制できない。このため、Nb量は0.002〜0.050%が望ましい。
【0024】
Crは、パーライトの平衡変態点を上昇させ、結果としてパーライト組織を微細にして高硬度(強度)化に寄与すると同時に、セメンタイト相を強化して、パーライト組織の硬度(強度)を向上させることにより耐摩耗性を向上させる元素である。ただし、0.05%未満ではその効果が小さく、2.00%を超える過剰な添加を行うと、焼入性が著しく増加し、本発明の圧延方法を適用しても、レール頭部のコーナー部においてベイナイトあるいはマルテンサイトの生成を抑制できない。このため、Cr量は0.05〜2.00%が望ましい。
【0025】
Moは、Cr同様パーライトの平衡変態点を上昇させ、結果としてパーライト組織を微細にすることにより高硬度(強度)化に寄与し、パーライト組織の硬度(強度)を向上させる元素である。ただし、0.01%未満ではその効果が小さく、レール鋼の硬度を向上させる効果が全く見られなくなる。また、0.50%を超える過剰な添加を行うと、パーライト組織の変態速度が著しく低下し、本発明の圧延方法を適用してもレール頭部のコーナー部において、ベイナイトあるいはマルテンサイトの生成を抑制できない。このため、Mo添加量は0.01〜0.50%が望ましい。
【0026】
Bは、旧オーステナイト粒界に鉄炭ほう化物を形成し、初析セメンタイト組織の生成を微細化し、同時に、パーライト変態温度の冷却速度依存性を低減させ、頭部の硬度分布を均一化することにより、レールの摩耗量を低減し、高寿命化を図る元素であるが、0.0001%未満ではその効果は十分でなく、初析セメンタイト組織の生成やレール頭部の硬度分布には改善が認められない。また、0.0050%を超えて添加すると、本発明の圧延方法を適用しパーライト組織を安定的に得たとしても、旧オーステナイト粒界に粗大な鉄の炭ほう化物が生成するため、レール鋼に必要な延性が大きく低下する。このため、B量は0.0001〜0.0050%が望ましい。
【0027】
Coは、パーライト組織中のフェライトに固溶し、固溶強化によりパーライト組織の硬度(強度)を向上させる元素であり、さらに、パーライトの変態エネルギーを増加させて、パーライト組織を微細にすることにより延性を向上させる元素であるが、0.10%未満ではその効果が期待できない。また、2.00%を超えて添加すると、パーライト組織中のフェライト相の延性が著しく低下し、レール鋼に必要な延性が著しく低下してしまう。このため、Co量は0.10〜2.00%が望ましい。
【0028】
Cuは、パーライト組織中のフェライトに固溶し、固溶強化によりパーライト組織の硬度(強度)を向上させる元素であるが、0.05%未満ではその効果が期待できない。また、1.00%を超えて添加すると、著しい焼入れ性向上により、本発明の圧延方法を適用してもレール頭部のコーナー部において、ベイナイトあるいはマルテンサイトの生成を抑制できない。さらに、パーライト組織中のフェライト相の延性が著しく低下し、レール鋼に必要な延性が低下する。このため、Cu量は0.05〜1.00%が望ましい。
【0029】
Niは、Cu添加による熱間圧延時の脆化を防止し、同時に、フェライトへの固溶強化によりパーライト鋼の高硬度(強度)化を図る元素である。しかし、0.01%未満では、その効果が著しく小さく、また、1.00%を超えて添加すると、パーライト組織中のフェライト相の延性が著しく低下し、レール鋼の延性が低下する。このため、Ni量は0.01〜1.00%が望ましい。
【0030】
Mgは、O、または、SやAl等と結合して微細な酸化物や硫化物を形成し、熱間圧延の再加熱、粗圧延、中間圧延、仕上圧延の各工程において、オーステナイト粒の粒成長を抑制し、オーステナイト粒の微細化を図り、パーライト変態を促進させるのに有効な元素である。さらに、MgO,MgSがMnSを微細に分散させ、MnSの周囲にMnの希薄帯を形成し、パーライト変態の生成に寄与し、その結果、パーライトブロックサイズを微細化することにより、パーライト組織の延性を向上させるのに有効な元素である。しかし、0.0005%未満ではその効果は弱く、0.0200%を超えて添加すると、Mgの粗大酸化物が生成し、オーステナイト粒の粒成長を抑制できないだけでなく、レール鋼の延性を低下させる。このため、Mg量は0.0005〜0.0200%が望ましい。
【0031】
Caは、Sとの結合力が強く、CaSとして硫化物を形成し、さらに、CaSがMnSを微細に分散させ、MnSの周囲にMnの希薄帯を形成し、パーライト変態の生成に寄与し、その結果、パーライトブロックサイズを微細化することにより、パーライト組織の延性を向上させるのに有効な元素である。しかし、0.0005%未満ではその効果は弱く、0.0150%を超えて添加すると、Caの粗大酸化物が生成し、レール鋼の延性が低下するため、Ca量は0.0005〜0.0150%が望ましい。
【0032】
Alは、脱酸剤として有効な成分である。また、共析変態温度を高温側へ、共析炭素量を高炭素側へ移動させる元素であり、パーライト組織の高強度化と初析セメンタイト組織の生成抑制に有効な元素である。ただし、0.0050%未満では、その効果が弱く、1.00%を超えて添加すると、鋼中に固溶させることが困難となり、疲労損傷の起点となる粗大なアルミナ系介在物が生成し、レール鋼の延性が低下するとともに、溶接時に酸化物が生成し、溶接性が著しく低下するため、Al量は0.0050〜1.00%が望ましい。
【0033】
Zrは、介在物としてのZrO2がオーステナイトとの格子整合性が良いため、オーステナイトが凝固初晶である高炭素レール鋼の凝固核となり、凝固組織の等軸晶化率を高めることにより、鋳片中心部の偏析帯の形成を抑制し、レール偏析部に生成する初析セメンタイト組織の生成を抑制する元素である。しかし、Zr量が0.0001%未満では、ZrO2系介在物の数が少なく、凝固核として十分な作用を示さない。その結果、偏析部に初析セメンタイト組織が生成し、レール鋼の延性を低下させる。また、Zr量が0.2000%を超えると、粗大Zr系介在物が多量に生成して、レール鋼の延性が低下する。このため、Zr量は0.0001〜0.2000%が望ましい。
【0034】
また、上記成分以外にレール鋼に不可避的に含まれる元素として、PやSがある。
Pは、レール鋼の延性を劣化させる元素であり、0.035%を越えて含有すると、その影響が無視できなくなる。そのためPの含有量は0.035%以下が望ましい。好ましくは、0.020%以下である。
Sは、主として介在物(MnS等)の形態で鋼中に存在し、鋼の脆化(延性の低下)を引き起こす元素である。特に、S含有量が0.035%を超えると、脆性への悪影響を無視できなくなる。よって、Sの含有量は0.035%以下が望ましい。好ましくは、0.020%以下である。
上記のような成分組成で構成されるレール鋼は、転炉、電気炉などの通常使用される溶解炉で溶製を行い、この溶鋼を造塊・分塊法あるいは連続鋳造法により、熱間圧延用鋼片を鋳造する。
【0035】
(2)仕上圧延条件の限定理由
次に本発明レールを製造する際の製造条件について説明する。
(a)圧延温度
レール用鋼片は、1200〜1300℃に再加熱された後に、粗圧延、中間圧延、仕上圧延からなる熱間圧延によりレール形状に成形される。粗圧延および中間圧延については、一般的な条件で圧延を行えばよい。
まず、中間圧延後のレール頭部のコーナー部の冷却下限について詳細に説明する。一般的に、熱間圧延中の金属の再結晶は圧延温度の低下と共に進行が遅くなる。中間圧延後にレール頭部のコーナー部を冷却する際に850℃を下回ると、仕上圧延後から加速冷却を開始する前にオーステナイトの再結晶が完了しないため、レール頭部に微細なオーステナイト粒が得られない。このため、仕上圧延工程前のコーナー部の冷却の下限の温度を850℃とした。
【0036】
次に、レール頭部のコーナー部を冷却する際の温度の低下範囲について詳細に説明する。コーナー部が頭頂部と比較してその温度差が30℃よりも低い場合、オーステナイト粒が再結晶した後に得られる粒径差が平均20μm程度の差しかなく、コーナー部と頭頂部で焼入れ性に差がない。80℃を越えた温度差を与えると仕上圧延終了後にオーステナイト粒が再結晶した際、コーナー部と頭頂部のオーステナイト粒径差が非常に大きくなる。その結果、ベイナイトやマルテンサイト等の組織の生成は抑制できるが、コーナー部の加速冷却後の硬度が頭頂部よりも著しく低くなり、コーナー部の耐摩耗性が低下する。このため、仕上圧延前のコーナー部の温度低下範囲を頭頂部と比較して30〜80℃とした。
【0037】
また、本発明ではレール頭部のコーナー部の冷却手段としては特に限定はしないが、ソルトバスなどの浸漬型の冷却方法の場合、意図的にコーナー部と頭頂部の温度差を設けることが困難である。このため、ノズルからエアーあるいはミストをコーナー部に噴射し、コーナー部のみを冷却できる手段を用いることが望ましい。
【0038】
(b)圧延パス数、圧延パス間時間、圧下量
次に、熱間圧延において、中間圧延後、コーナー部を選択冷却する工程を終了した後の、仕上圧延工程における圧延パス数、圧延パス間時間、圧下量について詳細に説明する。
熱間圧延の仕上圧延工程において、レール頭部のコーナー部の再結晶後のオーステナイト粒径を微細化させるには低温かつ高い圧下量で圧延を施せばよい。圧延温度に関しては、仕上圧延工程前のコーナー部の選択冷却によりコーナー部のみ圧延温度を低下することができる。しかし、レール圧延において、仕上圧延工程の圧延パス数が1パスの場合、寸法精度の確保のため、コーナー部を再結晶させるに至る大圧下を施す(歪を与える)ことができず、オーステナイトの再結晶が達成できない問題がある。そこで圧延パス数を2パス以上とし、圧下毎のパス間時間を制御することで、歪の累積効果により、高い転位密度の加工オーステナイト状態から再結晶させる、あるいは再結晶の繰り返しにより微細な再結晶オーステナイト粒が得られる。しかし、圧延パス数が5パスを越えると圧延パス間時間、圧延温度の設定によっては仕上圧延後の加速冷却前に延性、靭性を劣化させる初析セメンタイトが生成してしまう。このため、仕上圧延工程における圧延パス数を2〜5パスに限定した。
【0039】
圧延パス数が2パス以上の仕上圧延を行う際、各パス間の時間が10secを越えると、再結晶したオーステナイト粒の粒成長が起きるため、コーナー部のオーステナイト粒の微細化が達成できない。圧延パス間時間が短い場合は歪の累積効果が顕著になるが、圧延パス間時間1secまでは導入された転位の密度に大きな変化がないため、効果が変わらない。このため、圧延パス間時間を1〜10secに限定した。
【0040】
中間圧延の後、レール頭部のコーナー部の温度を、850℃以上かつ頭頂部と比較して30〜80℃低下させ、直ちに圧延パス数2〜5パスかつ圧延パス間時間が1〜10secの仕上圧延を行う際、コーナー部は頭頂部に比べて温度が低い分、再結晶の開始には頭頂部よりも大きな歪が必要である。レール頭部のコーナー部の仕上圧延における各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2未満の場合、コーナー部のオーステナイトが均一に再結晶しないため、安定的にコーナー部のオーステナイト粒の微細化が達成できない。このため、Rc/RTの値を1.2以上に限定した。一方、Rc/RTが大きすぎるとコーナー部のオーステナイト粒が著しく微細化し、熱間圧延後に加速冷却を施しても、高硬度のパーライトが得られない場合がある。このため、Rc/RTの値は1.2〜2.0の間とすることが好ましい。また、Rc/RTの値が1.2よりも大きいほどコーナー部は頭頂部よりも強い圧下を受けることになり、さらにコーナー部のオーステナイト粒を微細化できる。このため、更に好ましいRc/RTの値の範囲は1.5〜2.0である。
【0041】
ここで図2に頭頂部とコーナー部の圧下量について示す。図2に示すように、上記のレール頭部のコーナー部の仕上圧延における各パスの圧下量の合計値(Rc)は図中のRc1およびRc2に該当し、各々がRc1、/RTおよびRc2/RTの値が1.2以上としなければならない。
【0042】
(3)その他の製造条件
熱間圧延後の加速冷却の際の冷却速度については特に限定していないが、冷却速度が2℃/sec未満になると、成分系によっては加速冷却途中の高温度域で初析セメンタイト組織が生成し、レールの靭性や延性が低下することや、冷却途中の高温度域でパーライト変態が始まり、硬さの低いパーライト組織が生成し、高強度化が困難となる。一方、冷却速度が30℃/secを超えると、空気およびミスト等のいずれの冷媒を用いても冷却速度が安定せず、冷却停止温度の制御が困難となり、過冷却によりレール頭部の頭頂部やレールコーナー部にレールの耐摩耗性に有害なベイナイト組織が生成し易くなり、本発明の効果が発揮されない。このため、冷却速度の範囲は2〜30℃/secであることが望ましい。
【0043】
さらに、冷却停止温度についても特に限定していないが、650℃を超える温度域で加速冷却を停止すると、その後の複熱の影響で温度が上昇し、硬さの低いパーライト組織が多く生成し、高強度化が困難となる。一方、550℃未満の温度域で冷却を停止すると、レールの耐摩耗性に有害なベイナイト組織が生成し易くなる。このため、冷却の停止温度は550〜650℃の範囲にあることが望ましい。
【0044】
(4)金属組織
次に本発明レールの金属組織について説明する。
本発明レール圧延方法はレール頭部のコーナー部、頭頂部を含む頭部全体をパーライト組織とすることを目的としているが、成分系、さらには、仕上圧延後の冷却条件の選択によっては、レール頭部だけでなく、レール柱部、頭表部、頭部内部、底部のパーライト組織中に、微量な初析フェライト組織、初析セメンタイト組織、ベイナイト組織やマルテンサイト組織が混入することがある。しかし、これらの組織が微量に混入しても、レールの特性には悪影響を及ぼさないため、レール横断面の面積率で5%程度まではパーライト以外の組織を含んでも構わない。
【実施例】
【0045】
次に、本発明の実施例について説明する。
表1に、実施例に用いたレール圧延用鋼片のC量、Si量、Mn量およびその他の成分を示す。なお、レール圧延用鋼片の構成は以下の通りである。
(1)C量、Si量、Mn量が本発明の限定範囲内のレール圧延用鋼片(10本、鋼符号A〜J)
(2)C量、Si量、Mn量が本発明の限定範囲外のレール圧延用鋼片(6本、鋼符号a〜f)
【0046】
<実施例1>
各鋼符号のレール圧延用鋼片を用いて、熱間圧延を行い、中間圧延後に、頭頂部の温度が960℃に対し、コーナー部の温度を900℃に低下させた後、圧延パス数4回で圧延パス間時間が1−2パス間、2−3パス間、3−4パス間の順に3sec、2sec、6sec、RC/RTを1.4とした仕上圧延を行った。仕上圧延の後は760℃のオーステナイト領域から冷却速度11℃/secで640℃まで加速冷却を施した。表2に、加速冷却の後、頭部の断面の顕微鏡観察を行った結果を示す。なお、ミクロ組織観察条件は以下の通りである。
【0047】
観察試料: レール長手方向に対し垂直に切出したレール頭部断面
腐食方法: 3%硝酸アルコール溶液(ナイタール液)中で10秒間腐食
観察位置: 図1に示すレールコーナー部において頭表面下5mmまでの範囲
観察方法: 光学顕微鏡、200倍〜1000倍
【0048】
鋼符号A〜Jは、C量、Si量、Mn量を上記請求範囲内に収めたため、パーライト組織が得られた。
一方、鋼符号aはC量が上記請求範囲よりも低かったため、初析フェライトが大量に生成した。
鋼符号bはC量が上記請求範囲よりも高かったため、初析セメンタイトが大量に生成した。
鋼符号cはSi量が上記請求範囲よりも低く、C量が過共析成分であるため、初析セメンタイトが生成した。
鋼符号dはSi量が上記請求範囲よりも高かったため、パーライト組織は得られたが、著しく脆化した。
鋼符号eはMn量が上記請求範囲よりも低かったため、十分な焼入れ性が得られず、特にオーステナイト粒の微細化を図ったコーナー部において、耐摩耗性に必要な硬度が得られなかった。
鋼符号fはMn量が上記請求範囲よりも高かったため、本発明の効果を持ってしてもマルテンサイトの発生を抑制することができなかった。
【0049】
<実施例2>
表1に記載の鋼符号A〜Fを用いて、種々のコーナー部温度、頭頂部温度、仕上圧延における圧延パス数、圧延パス間時間、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)と頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)で仕上圧延を行ったレールのミクロ組織観察結果を表3に示す。なお、構成は以下のとおりである。
(1)符号A1、B1、C1、D1、E1、F1:中間圧延後のコーナー部の温度低下、仕上圧延時の圧延パス数、圧延パス間時間、Rc/RTが上記限定範囲内のレール。
(2)符号A2、B2、C2、D2、E2、F2:中間圧延後のコーナー部の温度低下、仕上圧延時の圧延パス数、圧延パス間時間、Rc/RTが上記限定範囲外のレール。
【0050】
なお、熱間圧延後の冷却は高硬度のパーライト組織を得るため、780℃から冷却速度10℃/secでレールの表面温度が560℃になるまで冷却した。
【0051】
表3に示したように、本発明レール圧延方法により製造した鋼レール(符号A1、B1、C1、D1、E1、F1)は、比較レール圧延方法により製造した鋼レール(符号A2、B2、C2、D2、E2、F2)と比較して、仕上圧延工程前にコーナー部を意図的に冷却した際のコーナー部の温度低下範囲、仕上圧延における圧延パス数、圧延パス間時間、Rc/RTの値を上記請求の範囲に収めているため、加速冷却の際に冷却速度が頭頂部よりも速くなるコーナー部においてパーライトが安定的に得られた。
【0052】
符号A2は仕上げ圧延前にコーナー部を850℃以下への冷却により、コーナー部で未再結晶の粗大なオーステナイト粒が残留したため、ベイナイトが生成した。
符号B2はコーナー部の温度低下が小さいため、パーライトの促進効果が得られず、加速冷却によりベイナイトが生成した。
符号C2はコーナー部の温度低下が80℃を越えたため、加速冷却後に得られるパーライト組織の硬度がコーナー部と頭頂部で大きな差が出来てしまい、レールのコーナー部が偏摩耗しやすい好ましくないレールとなった。
符号D2は仕上圧延が1パスであるため、レールとしての寸法精度を確保するために再結晶に必要な分の圧下量(歪)を与えることができず、オーステナイトの微細化が達成できなかったため、加速冷却の際にベイナイトが生成した。
符号E2は圧延パス間時間が10secよりも大きいため、コーナー部のオーステナイト粒が再結晶の後、粒成長したため、加速冷却によりコーナー部にベイナイトが生成した。
符号F2はRc/RTの値が1.2よりも低かったため、コーナー部のオーステナイト粒の微細化が達成できず、コーナー部にベイナイトが生成した。
【0053】
本発明によれば、高炭素のパーライト系レールの製造時に、熱間圧延の仕上圧延工程の前にレール頭部のコーナー部の温度を上記の請求の範囲通りに低下させ、しかる後に上記請求の範囲の仕上圧延を施し、コーナー部に微細なオーステナイトを得ることで、ベイナイト等の異組織の生成なしにパーライト変態を安定的に得ることができる。
【0054】
【表1】
【0055】
【表2】
【0056】
【表3】
【特許請求の範囲】
【請求項1】
質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延からなる熱間圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2〜5パスかつ圧延パス間を1〜10秒とする仕上圧延を施す際に、レール頭部のコーナー部の仕上圧延の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うことを特徴とするパーライト系レールの圧延方法。
【請求項1】
質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延からなる熱間圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2〜5パスかつ圧延パス間を1〜10秒とする仕上圧延を施す際に、レール頭部のコーナー部の仕上圧延の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うことを特徴とするパーライト系レールの圧延方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−617(P2012−617A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−134740(P2010−134740)
【出願日】平成22年6月14日(2010.6.14)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月14日(2010.6.14)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]