
ヒレ付き防水シート及びその製造方法
【課題】防水シートを構成するシート材及び不職布材に存するサイズ上の制約を上手く利用することによって、より合理的かつ効率的に製造することができるヒレ付き防水シート及びその製造方法を提供すること。
【解決手段】少なくとも、遮水性を有するシート材と、適宜の厚さを有する不職布などの柔軟材を積層してなる防水シートの製造方法であって、裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断していく段階と、この裁断によって形成した複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成する段階と、当該幅広帯状柔軟材を前記シート材に積層する段階を備えた。
【解決手段】少なくとも、遮水性を有するシート材と、適宜の厚さを有する不職布などの柔軟材を積層してなる防水シートの製造方法であって、裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断していく段階と、この裁断によって形成した複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成する段階と、当該幅広帯状柔軟材を前記シート材に積層する段階を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トンネル工事において形成される一次覆工面に対して展設する防水シート及びその製造方法に関し、特に一次覆工面に固着するためのヒレ部を備え、かつ従来品又は従来方法に比してより合理的・効率的にこのヒレ部を形成することができるようにした防水シート及びその製造方法に関する。
【背景技術】
【0002】
山岳、地下、海底等におけるトンネル建設では、トンネル外側からの滲水を遮断することによりトンネル内壁面を強化して、トンネルの安定性及び耐久性を向上させるため、掘削後の岩盤が緩み始める前に露出した地山面等に対してコンクリート材を吹き付け、そこに鋼製支保工を建て込んでからロックボルト等の係止部材を打設して一次覆工面を形成し、当該面に滲水防止用の防水シートを展着した後、この防水シートを埋め殺しながら更にコンクリートを打設して二次覆工を施すいわゆるNATM工法が一般的に採用される。
【0003】
このとき、二次覆工作業に先立って防水シートを一次覆工面へ展着しておく必要があるが、この防水シートを直接一次覆工面に固着するためにたとえばシート材に一つ一つ孔を穿ちながら釘材等により固着すれば、該孔からは当然地山からの水分が滲み出てくるので、これが滲水防止用シートとして機能しないことは言うまでもない。
【0004】
この点に関し、シート材に孔を穿つことなく施工できる方法の一つとして、その一端側のみをシート材の裏面側(一次覆工面側)へ熱溶着等した柔軟な帯状ないし舌状の部材(以下「ヒレ」という。)を利用する方法がある。
【0005】
しかしながら、トンネル工事用の防水シートは当然ながら長さ・幅ともにきわめて大きなものとなるところ、その素材となる例えばEVAシート(エチレン・ビニル・アセテート)について実際に製造があり流通しているものの幅は最大でも約5100mmであるのに対して、その裏面側(一次覆工面側)に貼着する不職布の幅については最大4200mm〜4300mm程度であるため、このまま単に貼り合わせるとシート材の方に約800mm〜900mmの余りが出てしまい、特にトンネル工事のような大規模作業にあってこの無駄は著しく不経済である。
【0006】
この点、不職布の方を2分の1ないし3分の1の適宜の幅に切断することによって2100mmないし1400mm幅の不職布として形成しこれらをトンネル長さ方向に平行かつ一部重畳的に配列することも考えられるが、やはり一定程度の無駄が必ず生じてしまい、いずれにしても帯に短し襷に流しという状態にあった。
【0007】
しかも、ヒレの形成は、不職布層に対して該ヒレ用の部材を新たに熱溶着等して行われるものであるため、そもそもこれが大きな手間とコストを要し、上記同様に不経済である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで本発明は、防水シートを構成するシート材及び不職布材に存するサイズ上の制約を上手く利用することによって、より合理的かつ効率的に製造することができるヒレ付き防水シート及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
上記の課題を解決することを目的としてなされた本発明防水シート製造方法の構成は、少なくとも、遮水性を有するシート材と、適宜の厚さを有する不職布などの柔軟材を積層してなる防水シートの製造方法であって、裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断していく段階と、この裁断によって形成した複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成する段階と、当該幅広帯状柔軟材を前記シート材に積層する段階を備えたことを特徴とするものである。
【0010】
また、本発明防水シート製造方法において、複数枚の前記柔軟材パネルを接合するに際しては、端部同士の接合箇所を端縁から稍内側に設けることによって、当該端部に適宜の長さを有する自由端を形成するように構成することが可能である。
【0011】
さらに、本発明防水シート製造方法において、前記シート材の幅方向における少なくとも一端側の適宜の領域に対しては、前記幅広帯状柔軟材を接着しないように構成することが望ましい。
【0012】
また、上記の課題を解決することを目的としてなされた本発明防水シートの構成は、少なくとも、遮水性を有するシート材からなる防水層と、適宜の厚さを有する不職布などの柔軟材からなる緩衝層を積層してなる防水シートであって、前記緩衝層は、裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断してなる複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成してなることを特徴とするものである。
【0013】
本発明防水シートについては、前記柔軟材パネルの端部同士の接合箇所を端縁から稍内側に設けることによって、当該端部に適宜の長さを有する自由端を形成することが可能である。
【0014】
また、本発明防水シートにおいて、前記シート材の幅方向における少なくとも一端側の適宜の領域に対しては、前記幅広帯状柔軟材を接着しないようにすることも任意である。
【発明の効果】
【0015】
本発明によれば、防水シートにおける防水層と緩衝層を積層するに先立ち、まず緩衝層をなす柔軟材の材料(帯状柔軟材)を裁断して柔軟材パネルを複数枚形成し、これらを順次接合していくに際して、柔軟材パネルの長さが防水層をなすシート材の幅と略同寸となるように帯状柔軟材を裁断するので、裁断された柔軟材パネルを90度回転させその縦横を入れ替えたものを相互に接合することにより幅広帯状柔軟材を形成し、これを緩衝層として適用すれば両者は略同一幅を有する防水層及び緩衝層として形成されることとなり、その結果、前述のような各部材より生じる無駄についての問題は完全に解消される。
【0016】
また、本発明防水シートにおいて、柔軟材パネルは防水シート長さ方向の一端部又は両端部の一定領域を自由端として形成されるので、これをヒレ部に適用することが可能である。
【0017】
しかも、この場合には、わざわざヒレ部用の部材を別途新たに加工して用意したり更には該部材を緩衝層に対して熱溶着等によって固定したりする必要が一切なくなることから、防水シートの製造にかかる手間とコストを大幅にかつ簡単に削減することが可能となる。
【0018】
また、シート材の幅方向における端部には、幅広帯状柔軟材の接着されていない領域を重なり代用に確保して形成することができるので、隣合う防水シートを延設する際において、シート材同士の端部領域を重ね合わせこれを熱溶着等するだけで、高い遮水性を維持しつつ、延設作業を行うことができるようになる。
【図面の簡単な説明】
【0019】
【図1】本発明防水シートに用いるシート材及び裁断前の帯状柔軟材を例示した斜視図
【図2】本発明防水シートを構成するシート材と、裁断箇所を破線で表した帯状柔軟材を例示した斜視図
【図3】本発明防水シートにおけるシート材及び柔軟材パネルを例示した斜視図
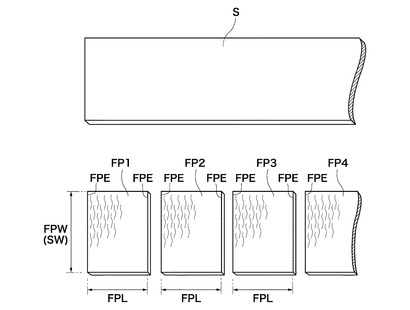
【図4】本発明防水シートを構成するシート材と、90度転回した状態にある柔軟材パネルを例示した斜視図
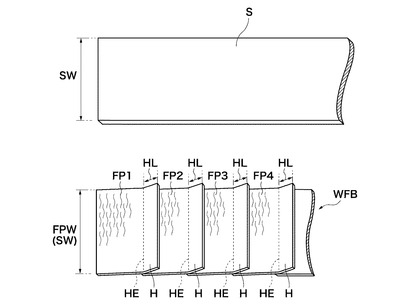
【図5】本発明防水シートを構成するシート材と、柔軟材パネルを順次接着してなる幅広帯状柔軟材を例示した斜視図
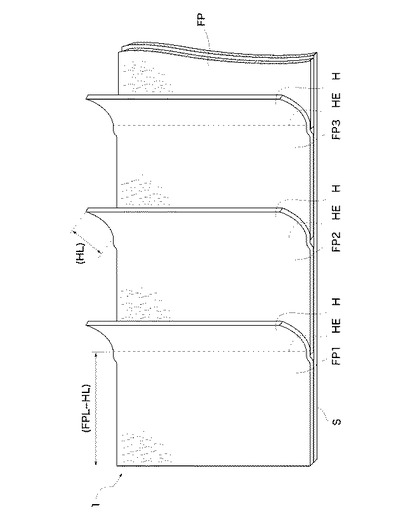
【図6】本発明防水シートを構成するシート材と幅広帯状柔軟材の積層状態を例示した斜視図
【図7】本発明防水シートを構成するシート材と幅広帯状柔軟材の他の積層状態を例示した斜視図
【発明を実施するための形態】
【0020】
以下、本発明防水シート及びその製造方法の実施形態例について、図面を参照しつつ説明する。
【0021】
図1〜図7において、1は本発明防水シートの一実施例であって、防水層をなすシート材Sと、緩衝層をなす柔軟材Fを素材としてこれらを裁断加工したものを、熱溶着、高周波溶着、超音波溶着、或いはホットメルトなど任意の接着手段によって、積層状態に貼り合わせて成るものである。
【0022】
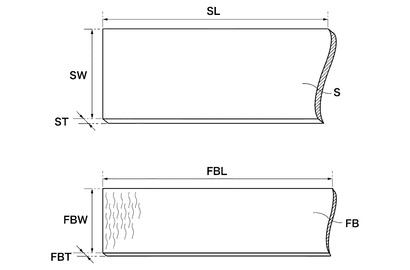
シート材Sは、地山等からの滲水を遮断するために、遮水性を有するたとえばEVAシートを素材として、図1に示すとおり幅SWが5100mm程度、厚さSTが0.8〜2.0mm程度、長さSLはたとえば約10000mm以上の帯状のものを採用している。
【0023】
また、柔軟材Fは、(図示しない)不陸な一次覆工面との衝突等により本発明防水シート1が破損してしまわないよう緩衝材として機能するものであり、図1に示すとおり、幅FBWが4200mm程度、厚さFBTが3〜5mm程度、長さFBLが例えば12000mm以上の帯状の不職布等(以下「帯状柔軟材FB」という。)を素材として形成されてなるものである。なお、本発明防水シート1において不職布等の帯状柔軟材FBは、製造に際して圧延するとともに約半分の幅に二分割した幅2100mm程度のものを使用することも任意である。
【0024】
したがってこのまま、すなわちシート材Sと帯状柔軟材FBの長さ方向及び幅方向を同じくしたままで単に積層構造を構成していくのみでは、上記のいずれにしてもシート材Sの幅SWと柔軟材FBの幅FBWとが異なるために、これがトンネル工事に用いるような大規模なシート材Sの場合、きわめて多くの無駄を生じてしまうことは前述のとおりである。
【0025】
しかし、この帯状柔軟材FBを最適な長さで裁断加工することによって、上記のような問題については完全に解消することができるので、以下にその方法を詳述する。
【0026】
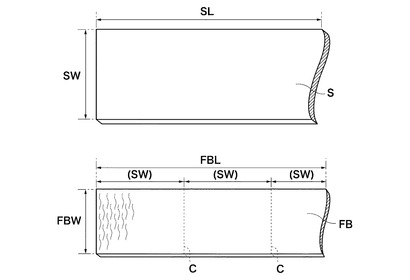
図2において、帯状柔軟材FBに対して、これを裁断するのに好適な箇所を破線Cで示してある。
【0027】
すなわち裁断は、帯状柔軟材FBの長さFBL方向に沿って、シート材Sの幅SWと同じ間隔(SW)を隔てながら行われる。
【0028】
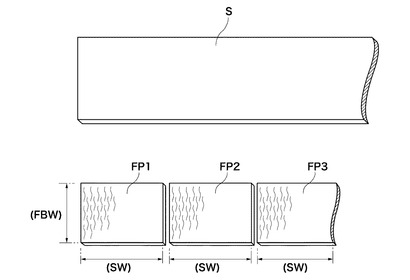
この結果、裁断された帯状柔軟材FBは、図3に示すとおりシート材Sにおける長さ方向には裁断間隔SWたる5100mmを、幅方向にはもともとの幅と同じFBWたる4200mmをそれぞれ有するパネル状の柔軟材FP(以下「柔軟材パネルFP」という。)に形成される。
【0029】
ここで各柔軟材パネルFPについて、図4に示すとおりこれらの縦方向と横方向とが入れ替わるよう90度転回させると、各柔軟材パネルFPとしての幅FPWを5100mm(SW)とみることができる。
【0030】
斯かる柔軟材パネルFPの幅FPWを有する端部FPEを互いに順次接合することによって、図5に示すとおり、幅FPW(すなわちSW)を有する幅の広い帯状の柔軟材WFB(以下「幅広帯状柔軟材WFB」という。)を形成することができ、シート材Sとこの幅広帯状柔軟材WFBとは、一切の無駄を生ずることなく、かつ、シート材Sの持つ大きさを最大限活かしながら、互いに貼り合わせて積層構造をなすことができることとなる。
【0031】
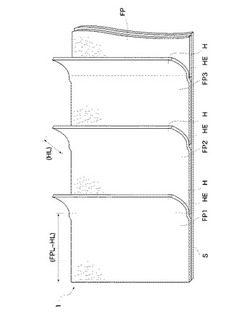
また、本発明防水シート1において幅広帯状柔軟剤WFBを形成するに際しては、図5及び図6に示すとおり、この幅広帯状柔軟材WFBを構成する柔軟材パネルFPの一端側Hを適宜の長さHLを有する自由端として形成することができるので、これを防水シート1に備わるヒレ部材として適用することが可能である。
【0032】
各柔軟材パネルFPを接合するときは端縁から稍内側に位置する破線HEで示した部分において例えば相互に縫着するとともに、残り部分を自由端にしておくことにより、上述のようなヒレ状部材を形成することができる。
【0033】
なお、図7に示すとおり、形成した幅広帯状柔軟材WFBをシート材Sに積層する際には、トンネル長さ方向へ本発明防水シート1を順次延設しやすいように、シート材Sの幅方向における一端側ないし両端側における適宜の領域に対しては当該幅広帯状柔軟材WFBを接着しないようにしておき、自由端Pを形成することが望ましい。
【0034】
斯かる方法によれば、シート材Sの幅方向における少なくとも一つの端部が緩衝層を有することなく構成されるので、シート材S同士を熱溶着等により接合し、防水シート1としてこれを容易に延設していくことできるようになる。
【産業上の利用可能性】
【0035】
本発明は以上の通りであって、防水シートにおける防水層と緩衝層を積層するに先立ち、まず緩衝層をなす柔軟材の材料(帯状柔軟材)を裁断して柔軟材パネルを複数枚形成し、これらを順次接合していくに際して、柔軟材パネルの長さが防水層をなすシート材の幅と略同寸となるように帯状柔軟材を裁断するので、裁断された柔軟材パネルを90度回転させその縦横を入れ替えたものを相互に接合することにより幅広帯状柔軟材を形成し、これを緩衝層に適用すれば両者は略同一幅を有する防水層及び緩衝層として形成されることとなり、その結果、前述のような各部材より生じる無駄についての問題は完全に解消され、また柔軟材パネルは防水シート長さ方向の一端部又は両端部の一定領域を自由端として形成されるので、これをヒレ部に適用することが可能であり、しかも、この場合には、わざわざヒレ部用の部材を別途新たに加工して用意したり更には該部材を緩衝層に対して熱溶着等によって固定したりする必要が一切なくなることから、防水シートの製造にかかる手間とコストを大幅にかつ簡単に削減することが可能となると共に、シート材の幅方向における端部には、幅広帯状柔軟材の接着されていない領域を重なり代用に確保して形成することができるので、隣合う防水シートを延設する際において、シート材同士の端部領域を重ね合わせこれを熱溶着等するだけで、高い遮水性を維持しつつ、延設作業を行うことができるようになるといった顕著な効果を有するものであることから、ヒレ付き防水シート及びその製造方法に適用してきわめて有用である。
【符号の説明】
【0036】
1 本発明防水シート
S シート材
F 柔軟材
C 裁断箇所
FB 帯状柔軟材
FP 柔軟材パネル
FPE 端部
WFB 幅広帯状柔軟材
H ヒレ
HE 縫着箇所
P 自由端
PE 接着箇所
【技術分野】
【0001】
本発明は、トンネル工事において形成される一次覆工面に対して展設する防水シート及びその製造方法に関し、特に一次覆工面に固着するためのヒレ部を備え、かつ従来品又は従来方法に比してより合理的・効率的にこのヒレ部を形成することができるようにした防水シート及びその製造方法に関する。
【背景技術】
【0002】
山岳、地下、海底等におけるトンネル建設では、トンネル外側からの滲水を遮断することによりトンネル内壁面を強化して、トンネルの安定性及び耐久性を向上させるため、掘削後の岩盤が緩み始める前に露出した地山面等に対してコンクリート材を吹き付け、そこに鋼製支保工を建て込んでからロックボルト等の係止部材を打設して一次覆工面を形成し、当該面に滲水防止用の防水シートを展着した後、この防水シートを埋め殺しながら更にコンクリートを打設して二次覆工を施すいわゆるNATM工法が一般的に採用される。
【0003】
このとき、二次覆工作業に先立って防水シートを一次覆工面へ展着しておく必要があるが、この防水シートを直接一次覆工面に固着するためにたとえばシート材に一つ一つ孔を穿ちながら釘材等により固着すれば、該孔からは当然地山からの水分が滲み出てくるので、これが滲水防止用シートとして機能しないことは言うまでもない。
【0004】
この点に関し、シート材に孔を穿つことなく施工できる方法の一つとして、その一端側のみをシート材の裏面側(一次覆工面側)へ熱溶着等した柔軟な帯状ないし舌状の部材(以下「ヒレ」という。)を利用する方法がある。
【0005】
しかしながら、トンネル工事用の防水シートは当然ながら長さ・幅ともにきわめて大きなものとなるところ、その素材となる例えばEVAシート(エチレン・ビニル・アセテート)について実際に製造があり流通しているものの幅は最大でも約5100mmであるのに対して、その裏面側(一次覆工面側)に貼着する不職布の幅については最大4200mm〜4300mm程度であるため、このまま単に貼り合わせるとシート材の方に約800mm〜900mmの余りが出てしまい、特にトンネル工事のような大規模作業にあってこの無駄は著しく不経済である。
【0006】
この点、不職布の方を2分の1ないし3分の1の適宜の幅に切断することによって2100mmないし1400mm幅の不職布として形成しこれらをトンネル長さ方向に平行かつ一部重畳的に配列することも考えられるが、やはり一定程度の無駄が必ず生じてしまい、いずれにしても帯に短し襷に流しという状態にあった。
【0007】
しかも、ヒレの形成は、不職布層に対して該ヒレ用の部材を新たに熱溶着等して行われるものであるため、そもそもこれが大きな手間とコストを要し、上記同様に不経済である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで本発明は、防水シートを構成するシート材及び不職布材に存するサイズ上の制約を上手く利用することによって、より合理的かつ効率的に製造することができるヒレ付き防水シート及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
上記の課題を解決することを目的としてなされた本発明防水シート製造方法の構成は、少なくとも、遮水性を有するシート材と、適宜の厚さを有する不職布などの柔軟材を積層してなる防水シートの製造方法であって、裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断していく段階と、この裁断によって形成した複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成する段階と、当該幅広帯状柔軟材を前記シート材に積層する段階を備えたことを特徴とするものである。
【0010】
また、本発明防水シート製造方法において、複数枚の前記柔軟材パネルを接合するに際しては、端部同士の接合箇所を端縁から稍内側に設けることによって、当該端部に適宜の長さを有する自由端を形成するように構成することが可能である。
【0011】
さらに、本発明防水シート製造方法において、前記シート材の幅方向における少なくとも一端側の適宜の領域に対しては、前記幅広帯状柔軟材を接着しないように構成することが望ましい。
【0012】
また、上記の課題を解決することを目的としてなされた本発明防水シートの構成は、少なくとも、遮水性を有するシート材からなる防水層と、適宜の厚さを有する不職布などの柔軟材からなる緩衝層を積層してなる防水シートであって、前記緩衝層は、裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断してなる複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成してなることを特徴とするものである。
【0013】
本発明防水シートについては、前記柔軟材パネルの端部同士の接合箇所を端縁から稍内側に設けることによって、当該端部に適宜の長さを有する自由端を形成することが可能である。
【0014】
また、本発明防水シートにおいて、前記シート材の幅方向における少なくとも一端側の適宜の領域に対しては、前記幅広帯状柔軟材を接着しないようにすることも任意である。
【発明の効果】
【0015】
本発明によれば、防水シートにおける防水層と緩衝層を積層するに先立ち、まず緩衝層をなす柔軟材の材料(帯状柔軟材)を裁断して柔軟材パネルを複数枚形成し、これらを順次接合していくに際して、柔軟材パネルの長さが防水層をなすシート材の幅と略同寸となるように帯状柔軟材を裁断するので、裁断された柔軟材パネルを90度回転させその縦横を入れ替えたものを相互に接合することにより幅広帯状柔軟材を形成し、これを緩衝層として適用すれば両者は略同一幅を有する防水層及び緩衝層として形成されることとなり、その結果、前述のような各部材より生じる無駄についての問題は完全に解消される。
【0016】
また、本発明防水シートにおいて、柔軟材パネルは防水シート長さ方向の一端部又は両端部の一定領域を自由端として形成されるので、これをヒレ部に適用することが可能である。
【0017】
しかも、この場合には、わざわざヒレ部用の部材を別途新たに加工して用意したり更には該部材を緩衝層に対して熱溶着等によって固定したりする必要が一切なくなることから、防水シートの製造にかかる手間とコストを大幅にかつ簡単に削減することが可能となる。
【0018】
また、シート材の幅方向における端部には、幅広帯状柔軟材の接着されていない領域を重なり代用に確保して形成することができるので、隣合う防水シートを延設する際において、シート材同士の端部領域を重ね合わせこれを熱溶着等するだけで、高い遮水性を維持しつつ、延設作業を行うことができるようになる。
【図面の簡単な説明】
【0019】
【図1】本発明防水シートに用いるシート材及び裁断前の帯状柔軟材を例示した斜視図
【図2】本発明防水シートを構成するシート材と、裁断箇所を破線で表した帯状柔軟材を例示した斜視図
【図3】本発明防水シートにおけるシート材及び柔軟材パネルを例示した斜視図
【図4】本発明防水シートを構成するシート材と、90度転回した状態にある柔軟材パネルを例示した斜視図
【図5】本発明防水シートを構成するシート材と、柔軟材パネルを順次接着してなる幅広帯状柔軟材を例示した斜視図
【図6】本発明防水シートを構成するシート材と幅広帯状柔軟材の積層状態を例示した斜視図
【図7】本発明防水シートを構成するシート材と幅広帯状柔軟材の他の積層状態を例示した斜視図
【発明を実施するための形態】
【0020】
以下、本発明防水シート及びその製造方法の実施形態例について、図面を参照しつつ説明する。
【0021】
図1〜図7において、1は本発明防水シートの一実施例であって、防水層をなすシート材Sと、緩衝層をなす柔軟材Fを素材としてこれらを裁断加工したものを、熱溶着、高周波溶着、超音波溶着、或いはホットメルトなど任意の接着手段によって、積層状態に貼り合わせて成るものである。
【0022】
シート材Sは、地山等からの滲水を遮断するために、遮水性を有するたとえばEVAシートを素材として、図1に示すとおり幅SWが5100mm程度、厚さSTが0.8〜2.0mm程度、長さSLはたとえば約10000mm以上の帯状のものを採用している。
【0023】
また、柔軟材Fは、(図示しない)不陸な一次覆工面との衝突等により本発明防水シート1が破損してしまわないよう緩衝材として機能するものであり、図1に示すとおり、幅FBWが4200mm程度、厚さFBTが3〜5mm程度、長さFBLが例えば12000mm以上の帯状の不職布等(以下「帯状柔軟材FB」という。)を素材として形成されてなるものである。なお、本発明防水シート1において不職布等の帯状柔軟材FBは、製造に際して圧延するとともに約半分の幅に二分割した幅2100mm程度のものを使用することも任意である。
【0024】
したがってこのまま、すなわちシート材Sと帯状柔軟材FBの長さ方向及び幅方向を同じくしたままで単に積層構造を構成していくのみでは、上記のいずれにしてもシート材Sの幅SWと柔軟材FBの幅FBWとが異なるために、これがトンネル工事に用いるような大規模なシート材Sの場合、きわめて多くの無駄を生じてしまうことは前述のとおりである。
【0025】
しかし、この帯状柔軟材FBを最適な長さで裁断加工することによって、上記のような問題については完全に解消することができるので、以下にその方法を詳述する。
【0026】
図2において、帯状柔軟材FBに対して、これを裁断するのに好適な箇所を破線Cで示してある。
【0027】
すなわち裁断は、帯状柔軟材FBの長さFBL方向に沿って、シート材Sの幅SWと同じ間隔(SW)を隔てながら行われる。
【0028】
この結果、裁断された帯状柔軟材FBは、図3に示すとおりシート材Sにおける長さ方向には裁断間隔SWたる5100mmを、幅方向にはもともとの幅と同じFBWたる4200mmをそれぞれ有するパネル状の柔軟材FP(以下「柔軟材パネルFP」という。)に形成される。
【0029】
ここで各柔軟材パネルFPについて、図4に示すとおりこれらの縦方向と横方向とが入れ替わるよう90度転回させると、各柔軟材パネルFPとしての幅FPWを5100mm(SW)とみることができる。
【0030】
斯かる柔軟材パネルFPの幅FPWを有する端部FPEを互いに順次接合することによって、図5に示すとおり、幅FPW(すなわちSW)を有する幅の広い帯状の柔軟材WFB(以下「幅広帯状柔軟材WFB」という。)を形成することができ、シート材Sとこの幅広帯状柔軟材WFBとは、一切の無駄を生ずることなく、かつ、シート材Sの持つ大きさを最大限活かしながら、互いに貼り合わせて積層構造をなすことができることとなる。
【0031】
また、本発明防水シート1において幅広帯状柔軟剤WFBを形成するに際しては、図5及び図6に示すとおり、この幅広帯状柔軟材WFBを構成する柔軟材パネルFPの一端側Hを適宜の長さHLを有する自由端として形成することができるので、これを防水シート1に備わるヒレ部材として適用することが可能である。
【0032】
各柔軟材パネルFPを接合するときは端縁から稍内側に位置する破線HEで示した部分において例えば相互に縫着するとともに、残り部分を自由端にしておくことにより、上述のようなヒレ状部材を形成することができる。
【0033】
なお、図7に示すとおり、形成した幅広帯状柔軟材WFBをシート材Sに積層する際には、トンネル長さ方向へ本発明防水シート1を順次延設しやすいように、シート材Sの幅方向における一端側ないし両端側における適宜の領域に対しては当該幅広帯状柔軟材WFBを接着しないようにしておき、自由端Pを形成することが望ましい。
【0034】
斯かる方法によれば、シート材Sの幅方向における少なくとも一つの端部が緩衝層を有することなく構成されるので、シート材S同士を熱溶着等により接合し、防水シート1としてこれを容易に延設していくことできるようになる。
【産業上の利用可能性】
【0035】
本発明は以上の通りであって、防水シートにおける防水層と緩衝層を積層するに先立ち、まず緩衝層をなす柔軟材の材料(帯状柔軟材)を裁断して柔軟材パネルを複数枚形成し、これらを順次接合していくに際して、柔軟材パネルの長さが防水層をなすシート材の幅と略同寸となるように帯状柔軟材を裁断するので、裁断された柔軟材パネルを90度回転させその縦横を入れ替えたものを相互に接合することにより幅広帯状柔軟材を形成し、これを緩衝層に適用すれば両者は略同一幅を有する防水層及び緩衝層として形成されることとなり、その結果、前述のような各部材より生じる無駄についての問題は完全に解消され、また柔軟材パネルは防水シート長さ方向の一端部又は両端部の一定領域を自由端として形成されるので、これをヒレ部に適用することが可能であり、しかも、この場合には、わざわざヒレ部用の部材を別途新たに加工して用意したり更には該部材を緩衝層に対して熱溶着等によって固定したりする必要が一切なくなることから、防水シートの製造にかかる手間とコストを大幅にかつ簡単に削減することが可能となると共に、シート材の幅方向における端部には、幅広帯状柔軟材の接着されていない領域を重なり代用に確保して形成することができるので、隣合う防水シートを延設する際において、シート材同士の端部領域を重ね合わせこれを熱溶着等するだけで、高い遮水性を維持しつつ、延設作業を行うことができるようになるといった顕著な効果を有するものであることから、ヒレ付き防水シート及びその製造方法に適用してきわめて有用である。
【符号の説明】
【0036】
1 本発明防水シート
S シート材
F 柔軟材
C 裁断箇所
FB 帯状柔軟材
FP 柔軟材パネル
FPE 端部
WFB 幅広帯状柔軟材
H ヒレ
HE 縫着箇所
P 自由端
PE 接着箇所
【特許請求の範囲】
【請求項1】
少なくとも、遮水性を有するシート材と、適宜の厚さを有する不職布などの柔軟材を積層してなる防水シートの製造方法であって、
裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断していく段階と、
この裁断によって形成した複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成する段階と、
当該幅広帯状柔軟材を前記シート材に積層する段階
を備えたことを特徴とする防水シート製造方法。
【請求項2】
請求項1の防水シート製造方法において、
複数枚の前記柔軟材パネルを接合するに際しては、端部同士の接合箇所を端縁から稍内側に設けることによって、当該端部に適宜の長さを有する自由端を形成するようにした防水シート製造方法。
【請求項3】
請求項1又は2の防水シート製造方法において、
前記シート材の幅方向における少なくとも一端側の適宜の領域に対しては、前記幅広帯状柔軟材を接着しないようにした防水シート製造方法。
【請求項4】
少なくとも、遮水性を有するシート材からなる防水層と、適宜の厚さを有する不職布などの柔軟材からなる緩衝層を積層してなる防水シートであって、前記緩衝層は、裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断してなる複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成してなることを特徴とする防水シート。
【請求項5】
前記柔軟材パネルの端部同士の接合箇所を端縁から稍内側に設けることによって、当該端部に適宜の長さを有する自由端を形成した請求項4の防水シート。
【請求項6】
前記シート材の幅方向における少なくとも一端側の適宜の領域に対しては、前記幅広帯状柔軟材を接着しないようにした請求項4又は5の防水シート。
【請求項1】
少なくとも、遮水性を有するシート材と、適宜の厚さを有する不職布などの柔軟材を積層してなる防水シートの製造方法であって、
裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断していく段階と、
この裁断によって形成した複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成する段階と、
当該幅広帯状柔軟材を前記シート材に積層する段階
を備えたことを特徴とする防水シート製造方法。
【請求項2】
請求項1の防水シート製造方法において、
複数枚の前記柔軟材パネルを接合するに際しては、端部同士の接合箇所を端縁から稍内側に設けることによって、当該端部に適宜の長さを有する自由端を形成するようにした防水シート製造方法。
【請求項3】
請求項1又は2の防水シート製造方法において、
前記シート材の幅方向における少なくとも一端側の適宜の領域に対しては、前記幅広帯状柔軟材を接着しないようにした防水シート製造方法。
【請求項4】
少なくとも、遮水性を有するシート材からなる防水層と、適宜の厚さを有する不職布などの柔軟材からなる緩衝層を積層してなる防水シートであって、前記緩衝層は、裁断前の帯状柔軟材を、前記シート材の幅と略同一の間隔を当該帯状柔軟材の長さ方向に置きながら、裁断してなる複数枚の柔軟材パネルを、前記シート材の幅と略同寸を有する端部同士を順次接合していくことによって、一枚の幅広帯状柔軟材に形成してなることを特徴とする防水シート。
【請求項5】
前記柔軟材パネルの端部同士の接合箇所を端縁から稍内側に設けることによって、当該端部に適宜の長さを有する自由端を形成した請求項4の防水シート。
【請求項6】
前記シート材の幅方向における少なくとも一端側の適宜の領域に対しては、前記幅広帯状柔軟材を接着しないようにした請求項4又は5の防水シート。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−47141(P2011−47141A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−194881(P2009−194881)
【出願日】平成21年8月25日(2009.8.25)
【出願人】(502198320)株式会社エイチケーエス (4)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月25日(2009.8.25)
【出願人】(502198320)株式会社エイチケーエス (4)
【Fターム(参考)】
[ Back to top ]