
ヒータチップ及び接合装置及び接合方法並びに細線と端子の接続構造

【課題】導電性の細線を端子部材にろう接する接合加工において被接合物の物理的強度を飛躍的に向上させること。
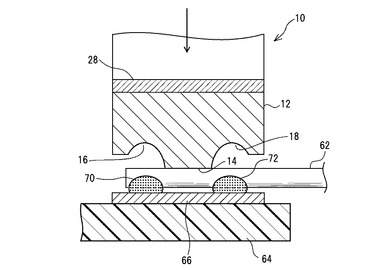
【解決手段】ヒータチップ10は、通常使用形態の姿勢において最下端の突出した部位となる略直方体形状のコテ部12を有し、チップ厚さ方向においてコテ部12の下面中心部にコテ先面14を有し、その両隣に一対のコテ先凹部16,18を有しいている。基板64上ではす、予めスクリーン印刷によって、たとえば矩形形状の端子66上に所定の間隔を空けて平行に2本の帯状または枕木形のクリームハンダ70,72が塗布される。これらの枕木形クリームハンダ70,72は、ヒータチップ10のコテ先凹部16,18にそれぞれ対応(対向)する位置関係およびサイズを有している。
【解決手段】ヒータチップ10は、通常使用形態の姿勢において最下端の突出した部位となる略直方体形状のコテ部12を有し、チップ厚さ方向においてコテ部12の下面中心部にコテ先面14を有し、その両隣に一対のコテ先凹部16,18を有しいている。基板64上ではす、予めスクリーン印刷によって、たとえば矩形形状の端子66上に所定の間隔を空けて平行に2本の帯状または枕木形のクリームハンダ70,72が塗布される。これらの枕木形クリームハンダ70,72は、ヒータチップ10のコテ先凹部16,18にそれぞれ対応(対向)する位置関係およびサイズを有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属部材のろう接に用いられるヒータチップ、接合装置および接合方法ならびにろう接を用いる細線と端子の接続構造に関する。
【背景技術】
【0002】
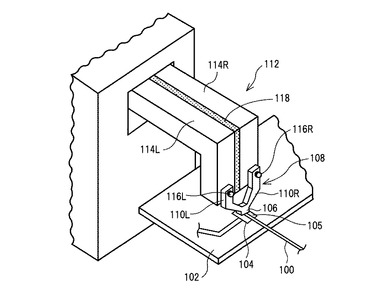
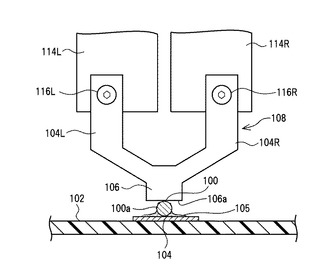
従来より、たとえば外付け電気部品のリード線(被覆線)100をプリント配線板102上の端子(接続パッドまたは電極等)104にリフローソルダリングで接合するために、図24に示すように、コテ部106を有するヒータチップ108が用いられている(たとえば特許文献1参照)。
【0003】
このタイプのヒータチップ108は、高融点金属たとえばタングステンあるいはモリブデンからなる略コ字状の板体として形成され、凹形の向き(姿勢)で底辺より下方に突出する小片状のコテ部106を水平にし、左右両端の接続端子部110L,110Rをヒータヘッド112に取り付けている。図示のヒータヘッド112は、ヒータ電源(図示せず)の出力端子に通じる一対の給電用導体114L,114Rの一側面にボルト116L,116Rでヒータチップ108の左右接続端子110L,110Rを物理的かつ電気的にそれぞれ接続しており、給電用導体114L,114Rを介してヒータチップ108を上下に移動させる昇降機構や被接合物に向けて押圧する加圧機構(図示せず)を有している。給電用導体114L,114Rの間には両者を電気的に分離するための絶縁体118が挟まれている。
【0004】
図24において、プリント配線板102は、図示しない作業台(たとえばXYテーブル)上に水平に載置されており、リード線100は端子104の上に載せられる。端子104の表面には、予めクリーム状のハンダまたはメッキのハンダ105が塗布されている。
【0005】
ヒータヘッド112がヒータチップ108を下ろすと、図25に示すように、ヒータチップ108のコテ部106の下面つまりコテ先面106aが被接合部つまりリード線100およびプリント配線板102側の端子104に適度な加圧力で接触する。このようにヒータチップ108のコテ部106を被接合部(100,104)に押し当てた状態の下で、ヒータ電源がオンしてヒータチップ108に電流を供給すると、ヒータチップ108のコテ部106が抵抗発熱し、被接合部(100,104)を加熱する。これによって、リード線100の絶縁被膜が熱で溶けて剥がれ、リード線100の周囲のハンダ105も溶ける。溶けたハンダ105は、リード線100の露出した導体100aの周面に沿って這い上がるように幾らか盛り上がる。通電開始から一定時間(通電時間)経過後にヒータ電源が通電を止め、通電終了から一定時間(保持時間)経過後にヒータヘッド112がヒータチップ108を上昇させて被接合部(100,104)から離す。そうすると、ハンダ105が凝固して、被接合部(100,104)がリフローのハンダ付けによって結合する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−66636号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
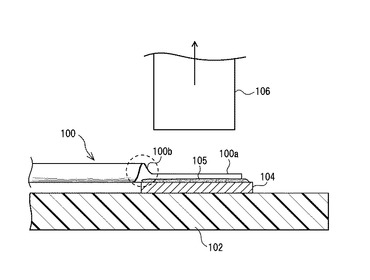
今日、携帯電子機器等に搭載される超小型電気部品(振動モータ、マイク、スピーカ等)のリード線は、非常に細く、線径(太さ)が通常200μm以下であり、100μm以下や数10μm以下も少なくない。そのような極細のリード線100を基板102上の端子104に接合するハンダ付け(またはろう付け)に上記のようなヒータチップ108を用いると、図26に示すようにリード線100の露出した導体100aがコテ部106からの加熱と加圧により扁平に潰れて端子104に接合される。このことによって、電気的には、リード線100と端子104との間に良好な導電結合が得られる。
【0008】
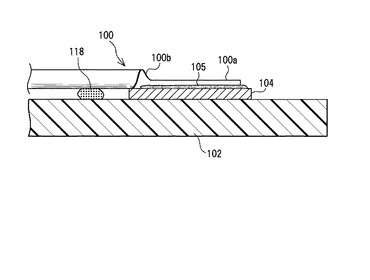
しかしながら、リード線100が振動その他の外力を受けると、その段差部(潰れた部分と潰れていない部分との境目)100b付近で切れやすい。特に、リード線100がアルミ線の場合に切れやすい。このように、物理的強度が不十分であるため、図27に示すように、接着剤118を用いてリード線100を基板102に固定することも行われているが、そのぶん余計な工程を要し、手間がかかっている。
【0009】
また、リード線100の扁平に潰れた部分100aの上面は、ヒータチップ108のコテ先面106aが加圧接触するために、そこには溶けたハンダ105が這い上がってこない。このため、リード線100と基板102との間の物理的な接合強度はさほど大きくない。したがって、リード線100の扁平に潰れた部分100aが振動その他の外力によって端子104から剥がれることがあり、この点も課題になっていた。
【0010】
本発明は、上記のような従来技術の問題点を解決するものであり、導電性の細線を端子部材にろう接する接合加工において被接合物の物理的強度を飛躍的に向上させるヒータチップ、接合装置および接合方法を提供する。
【0011】
さらに、本発明は、量産性、電気的特性および物理的強度に優れた細線と端子の接続構造を提供する。
【課題を解決するための手段】
【0012】
本発明のヒータチップは、通電により発熱するコテ部を有し、前記コテ部のコテ先面を端子部材上の導電性細線の一端部に加圧接触させることによって前記細線を前記端子部材に接合するヒータチップであって、前記コテ部のコテ先面を当てられる前記細線側から見て前記細線の端と反対側で前記コテ先面に隣接して設けられ、前記細線を前記端子部材にろう接するために前記細線に非接触で被さる第1のコテ先凹部を有する。
【0013】
上記構成のヒータチップにおいては、コテ部のコテ先面を端子部材上の細線の一部に当てて、所定の加圧力を加えるとともに、コテ部を通電して発熱させると、コテ部からの加圧と加熱によって細線のコテ先面と接触する部分が扁平に潰れて端子の表面に熱圧着で結合し、熱圧着部が形成される。一方、予め端子部材上に塗布され、もしくはヒータチップの動作と連動して供給されるろう材もコテ部からの加熱によって溶融し、ぬれによって周囲に拡散する。この場合、溶融した液状のろう材は、高温に発熱している第1のコテ先凹部と細線との間の隙間に流れ込み、細線を周回方向で覆い尽す。直後に、コテ部の通電停止、通電電流の減少またはヒータチップの引き離し等によって、溶融ろう材を凝固温度よりも低い温度に冷やすと、第1のコテ先凹部の下で溶融ろう材が形状または形体を保ったまま固体のろう材に変化する。こうして、熱圧着部に隣接する根元側の位置で細線を覆って保持する第1のろう接部が形成される。
【0014】
本発明の上記ヒータチップを用いて得られるリード線/端子の接続構造において、上記熱圧着部は、細線と端子との間で原子レベルでの直接的な結合をなし、密着力・耐久性に優れ、高温でも剥がれにくく、電気的な特性(導電性)も安定している。また、細線に振動その他の外力が加わっても、第1のろう接部がそれをブロックして細線をしっかりと保持するので、熱圧着部の括れ部付近で細線が切れることはない。
【0015】
本発明の好適な一態様における第1のコテ先凹部は、細線と直交する方向でコテ部の一端から他端まで一様な断面形状で形成される。別の好適な一態様における第1のコテ先凹部は、細線と直交する方向でコテ部の両端部を除く中間部に形成される。
【0016】
本発明の好適な一態様によれば、細線側から見て細線の端寄りでコテ先面に隣接して設けられ、細線を端子部材にろう接するために細線に非接触で被さる第2のコテ先凹部が設けられる。上記のようにコテ部からの加熱によって溶融した液状のろう材は、高温に発熱している第2のコテ先凹部と細線との間の隙間にも流れ込み、細線を周回方向で覆い尽す。直後に、溶融ろう材を凝固温度よりも低い温度に冷やすと、第2のコテ先凹部の下で溶融ろう材が形状または形体を保ったまま固体のろう材に変化する。こうして、熱圧着部に隣接する先端側の位置で細線を覆って保持する第2のろう接部が形成される。この第2のろう接部は、細線がその先端から剥がれるのを十全に防止する。
【0017】
本発明の好適な一態様における第2のコテ先凹部も、細線と直交する方向でコテ部の一端から他端まで一様な断面形状で形成される。別の好適な一態様における第2のコテ先凹部も、細線と直交する方向でコテ部の両端部を除く中間部に形成される。
【0018】
本発明の接合装置は、本発明のヒータチップと、前記ヒータチップを支持し、導電性の細線を端子部材に接合する際に、前記コテ部のコテ先面を前記端子部材上の前記細線の一端部に加圧接触させるヒータヘッドと、前記ヒータチップに抵抗発熱用の電流を供給するヒータ電源とを有する。
【0019】
本発明の接合装置によれば、本発明のヒータチップを備え、ヒータヘッドにより該ヒータチップの加圧動作を制御し、ヒータ電源により該ヒータチップの通電・加熱動作を制御することにより、導電性の細線を端子部材にろう接する接合加工において、1回のヒータチップ加圧・加熱動作により、被接合物に上記のような熱圧着部および第1のろう接部、さらには第2のろう接部を形成することができる。なお、1回のヒータチップ加圧・加熱動作では、加圧力および加熱温度を所定のプロファイルに従って可変させる動作を行うこともできる。
【0020】
本発明の第1の観点における接合方法は、本発明の接合装置を用いて導電性の細線を端子部材に接合する接合方法であって、端子部材の上にろう材を塗布する第1の工程と、前記端子部材の上に前記細線の一端部を配置する第2の工程と、 前記ヒータチップのコテ先面を前記細線の一端部に当てて、所定の加圧力を加える第3の工程と、前記コテ部を通電により一定の温度まで発熱させる第4の工程と、前記端子部材の上で前記コテ部からの加熱により溶融したろう材を前記コテ先凹部と前記細線との間の隙間に流動させる第5の工程と、前記ろう材を凝固温度よりも低い温度に冷やして固化させる第6の工程とを有する。
【0021】
本発明の第2の観点における接合方法は、本発明の接合装置を用いて導電性の細線を端子部材に接合する接合方法であって、前記端子部材の上に前記細線の一端部を載せる第1の工程と、前記ヒータチップのコテ先面を前記端子部材上の前記細線の一端部に当てて、所定の加圧力を加える第2の工程と、前記コテ先凹部またはその付近にろう材を供給する第3の工程と、前記コテ部を通電により一定の温度まで発熱させる第4の工程と、前記端子部材上で前記コテ部からの加熱により溶融したろう材を前記コテ先凹部と前記細線との間の隙間に流動させる第5の工程と、溶融した前記ろう材を凝固温度よりも低い温度に冷やして固化させる第6の工程とを有する。
【0022】
本発明の上記第1または第2の観点における接合方法によれば、導電性の細線を端子部材にろう接する接合加工において、上記一連(第1〜第6)の工程により、つまり1回のヒータチップ加圧・加熱動作により、被接合物に上記のような熱圧着部および第1のろう接部、さらには第2のろう接部を形成することができる。なお、1回のヒータチップ加圧・加熱動作では、加圧力および加熱温度を所定のプロファイルに従って可変させる動作を行うこともできる。
【0023】
本発明の細線と端子の接続構造は、導電性の細線の一端部が扁平に変形して端子部材に熱圧着で結合されている熱圧着部と、前記熱圧着部に隣接する位置で前記細線がろう材で覆われて前記端子部材に結合されているろう接部とを有し、前記熱圧着部と前記ろう接部とが同時に形成される。
【0024】
本発明の上記細線と端子の接続構造は、上記のように熱圧着部とろう接部によって電気的にも物理的にも優れた接合が得られ、しかも熱圧着部とろう接部が同時に形成されるので量産性にも優れている。
【発明の効果】
【0025】
本発明のヒータチップ、接合装置または接合方法によれば、上記のような構成および作用により、導電性の細線を端子部材にろう接する接合加工において被接合物の物理的強度を飛躍的に向上させることができる。
【0026】
本発明の端子の接続構造によれば、上記のような構成および作用により、この種接続構造の量産性、電気的特性および物理的強度を同時に改善することができる。
【図面の簡単な説明】
【0027】
【図1】本発明の一実施形態におけるヒータチップの構成を示す斜視図である。
【図2】上記ヒータチップのコテ部の構造を示す縦断面図である。
【図3】上記実施形態における接合装置の全体構成を示す図である。
【図4】上記接合装置を用いて被覆線をプリント配線板上の端子にハンダ付けで接合する第1実施例の加工例を示す図である。
【図5】第1実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図6】第1実施例においてヒータチップの直下に被接合物(端子およびリード線)が位置決めされる様子を示す斜視図である。
【図7】第1実施例においてヒータチップが降下して端子上のリード線に接触する直前の状態を示す一部断面正面図である。
【図8A】第1実施例においてヒータチップが端子上のリード線に接触したときの状態を示す一部断面側面図である。
【図8B】第1実施例においてヒータチップがリード線を加圧したときの状態を示す一部断面側面図である。
【図8C】第1実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図8D】第1実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図9】第2実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図10A】第2実施例においてヒータチップが端子上のリード線に接触したときの状態を示す一部断面側面図である。
【図10B】第2実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図10C】第2実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図11】第3実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図12A】第1実施例においてヒータチップがリード線を加圧したときの状態を示す一部断面側面図である。
【図12B】第3実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図12C】第3実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図13】第1、第2および第3実施例におけるヒータチップの構成の変形例を示す断面図である。
【図14】第4実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図15】第4実施例におけるヒータチップの構成を示す図(斜視図および底面図)である。
【図16A】第4実施例においてヒータチップのコテ先面がリード線に当接する前にコテ先面およびコテ先両端部が土手形クリームハンダに接触する状態を示す一部断面側面図である。
【図16B】第4実施例においてヒータチップの下降を停止した状態で土手形クリームハンダの上層部が溶ける様子を示す一部断面側面図である。
【図16C】第4実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図16D】第4実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図17】第4実施例の一変形例における端子上のクリームハンダおよびリード線の配置関係を示す平面図である。
【図18】第4実施例の上記変形例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図19】第5実施例におけるヒータチップの構成を示す斜視図である。
【図20】第5実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図21A】第5実施例においてヒータチップが端子上のリード線に接触したときの状態を示す一部断面側面図である。
【図21B】第5実施例においてヒータチップがリード線の先端部に加圧接触して端子に押し付けている様子を示す一部断面側面図である。
【図21C】第5実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図21D】第5実施例において端子上の溶けたハンダがぬれと表面張力によってコテ先凹部の中に寄せ集まる様子を模式的に示す平面図である。
【図21E】第5実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図22】第5実施例による接合加工が済んだ後の接合部を真上から撮影した写真である。
【図23A】ハンダ付け部の断面構造を示す図22のA線についての金属顕微鏡撮影図である。
【図23B】熱圧着部の断面構造を示す図22のB線についての金属顕微鏡撮影図である。
【図24】従来のヒータチップとそれを用いるハンダ付けの例を示す斜視図である。
【図25】図24のヒータチップを通電させている状態を示す正面図である。
【図26】上記従来のハンダ付けにおける問題点を示す図である。
【図27】上記従来のハンダ付けにおいて接着剤を補強材に用いる措置を示す図である。
【発明を実施するための最良の形態】
【0028】
以下、図1〜図23Bを参照して本発明の好適な実施形態を説明する。
【0029】
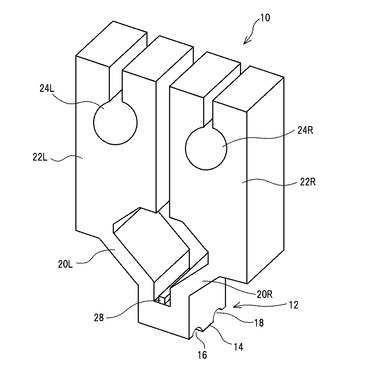
図1および図2に、本発明の一実施形態におけるヒータチップの構成を示す。ここで、図1はこのヒータチップの斜視図、図2はコテ部の構造を示す縦断面図である。
【0030】
この実施形態におけるヒータチップ10は、たとえば3〜5mmの板厚を有するタングステン板で形成されている。このタングステン板をワイヤ放電加工により刳り貫いて一体加工することにより、ヒータチップ10が作製される。
【0031】
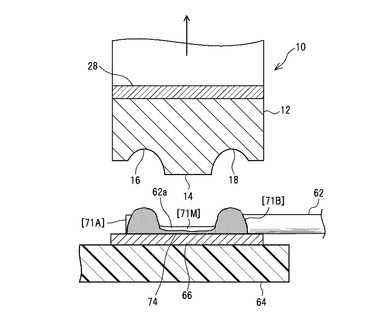
このヒータチップ10は、通常使用形態の姿勢において最下端の突出した部位となる略直方体形状のコテ部12を有し、チップ厚さ方向においてコテ部12の下面中心部にコテ先面14を有し、その両隣に一対のコテ先凹部16,18を有する構成を主たる特徴としている。
【0032】
コテ先凹部16,18は、たとえば切削および研磨加工によって形成され、図2に示すように一様な断面形状たとえばアーチ形状でチップ厚さ方向と直交する方向(チップ幅方向)に延びている。ここで、コテ先凹部16,18の内側端はコテ先面14に隣接し、コテ先凹部16,18の外側端はコテ先面14よりも後退した位置(図では高い位置)でチップ厚さ方向のコテ先エッジ12a,12bにそれぞれ隣接している。
【0033】
コテ部12の上面の左右両端部には、電流密度を高めるために断面積を細く絞った二股状の電流通過部20L,20Rを介して左右の接続端子部22L,22Rがそれぞれ接続されている。これらの接続端子部22L,22Rは、上端部に1つまたは複数(図示の例は2つ)のボルト通し穴24L,24Rをそれぞれ設けている。コテ部12の上面の中心部には、後述する熱電対26(図3)を取り付けるための突部28が形成されている。
【0034】
このヒータチップ10も、従来のヒータチップ108と同様に、ヒータヘッド112(図19)に取り付けられ、予め設定された手順および条件で所与の被接合物に対して所定の加圧動作および通電発熱動作を行うようになっている。
【0035】
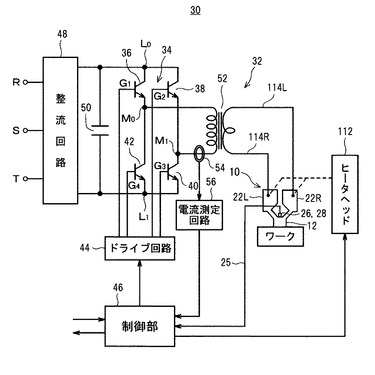
図3に、この実施形態における接合装置30の全体構成を示す。この接合装置30は、上述した構成を有するヒータチップ10と、このヒータチップ10を支持し、被接合物を接合する際にコテ部12のコテ先面14を被接合物の頂部または上面に加圧接触させるヒータヘッド112と、ヒータチップ10に抵抗発熱用の電流を供給するヒータ電源32と、装置内の各部および全体の動作を制御する制御部46とを備えている。
【0036】
ヒータ電源32は、交流波形インバータ式の電源回路を用いている。この電源回路におけるインバータ34は、GTR(ジャイアント・トランジスタ)またはIGBT(絶縁ゲート・バイポーラ・トランジスタ)等からなる4つのトランジスタ・スイッチング素子36,38,40,42を有している。
【0037】
これら4つのスイッチング素子36〜42のうち、第1組(正極側)のスイッチング素子36,40はドライブ回路44を介して制御部46からの同相の駆動パルスG1,G3 により所定のインバータ周波数(たとえば4kHz)で同時にスイッチング(オン・オフ)制御され、第2組(負極側)のスイッチング素子38,42はドライブ回路44を介して制御部46からの同相の駆動パルスG2,G4 により上記インバータ周波数で同時にスイッチング制御されるようになっている。
【0038】
インバータ34の入力端子(L0 ,L1)は三相整流回路48の出力端子に接続されている。三相整流回路48は、たとえば6個のダイオードを三相ブリッジ結線してなり、三相交流電源端子(R,S,T)より入力する商用周波数の三相交流電圧を全波整流して直流電圧に変換する。三相整流回路48より出力された直流電圧は、コンデンサ50で平滑されてからインバータ34の入力端子[L0 ,L1]に与えられる。
【0039】
インバータ34の出力端子(M0 ,M1)は、溶接トランス52の一次側コイルの両端にそれぞれ接続されている。溶接トランス52の二次側コイルの両端は、整流回路を介さずに二次側導体114L,114Rを介してヒータチップ10の接続端子部22L,22Rにそれぞれ接続されている。
【0040】
制御部46は、マイクロコンピュータを含んでおり、ヒータ電源32内の一切の制御たとえば通電制御(特にインバータ制御)や各種ヒート条件の設定ないし表示処理等を行うほか、ヒータヘッド112に対しても所要の制御を行う。
【0041】
このヒータ電源32では、チップ温度フィードバック制御を行うために、ヒータチップ10の突部28に取り付けられる熱電対26より出力されるコテ温度測定信号がケーブル25を介して制御部46に与えられる。また、電流フィードバック制御を行う場合は、一次側回路の導体にたとえばカレント・トランスからなる電流センサ54が取り付けられる。この電流センサ54の出力信号から電流測定回路56において一次電流または二次電流の測定値(たとえば実効値、平均値またはピーク値)が求められ、その電流測定信号が制御部46に与えられる。
[実施例1]
【0042】
次に、図4〜図8Dにつき、上記構成の接合装置30を用いて被覆線を端子部材に接合する一実施例(第1実施例)を説明する。
【0043】
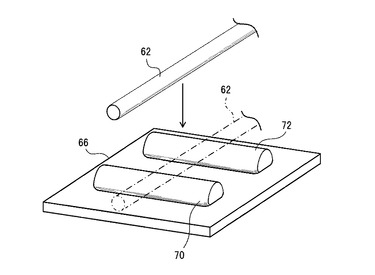
図4に示すように、この実施例は、上述した従来例(図24、図25)と同様にリフローソルダリングで外付け電気部品(たとえば小型モータ)60のリード線62をプリント配線板64上の端子(接続パッドまたは電極等)66に接合する。リード線62は、線径が200μm以下の細い被覆線であり、たとえばアルミ線または銅メッキのアルミ線である。端子66は、たとえば一辺または直径が1mm以下の導体(たとえば銅)からなる薄板片である。なお、プリント配線64上には、図示しない電子部品が実装される場合がある。この場合、本発明の接合方法より前に、たとえばリフロー炉にて加熱されることがある。この際、後述するスクリーン印刷されたクリームハンダも加熱されることになる。しかし、このような状態においても、本実施形態の接合方法を問題なく実施できる。
【0044】
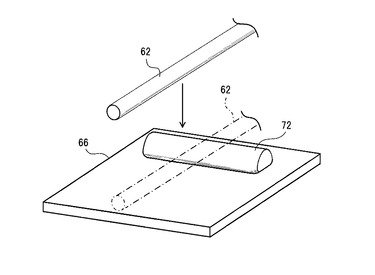
図中、左側のリード線62'と端子66'は既に接合加工が済んでおり、右側のリード線62と端子66は未だである。端子66,66'はプリント配線板64上のプリント配線68,68'さらにはスルーホール(図示せず)等を介して裏面に取り付けられている表面実装型電気部品(図示せず)に電気的に接続されている。端子66の表面には、予めクリームハンダが塗布され、または盛られている。この実施例では、スクリーン印刷によって、図5に示すように、たとえば矩形形状の端子66上に所定の間隔を空けて平行に2本の帯状または枕木形のクリームハンダ70,72が塗布される。後述するように、これらの枕木形クリームハンダ70,72は、ヒータチップ10のコテ先凹部16,18にそれぞれ対応(対向)する位置関係およびサイズを有している。
【0045】
接合装置30は、ヒータチップ10の通電発熱機能に基づく急速加熱/急速冷却特性とインバータ式ヒータ電源32の高速かつ精細な通電制御機能とを活かして、ヒータチップ10のコテ部12の温度を高速かつ任意に可変できるようになっている。
【0046】
先ず、接合装置30を起動させる前に、図6に示すように、作業台(図示せず)上でプリント配線板64の端子66の上に所定の向きでリード線62を水平に配置し、ヒータヘッド112に取り付けられているヒータチップ10の直下に被接合部(62,64)を位置決めする。この実施例では、リード線62の一端部が2本の枕木形クリームハンダ70,72の上にそれらと直交する向きで載るようにする。
【0047】
接合装置30を起動させると、最初にヒータヘッド112が作動する。ヒータヘッド112は、ヒータチップ10を降ろして、図7に示すようにコテ部12のコテ先面14をリード線62の頂部に当て、予め設定された加圧力を加える。こうしてヒータチップ10がリード線62に加圧接触し、それと同時または直後にヒータ電源32が作動して通電を開始する。
【0048】
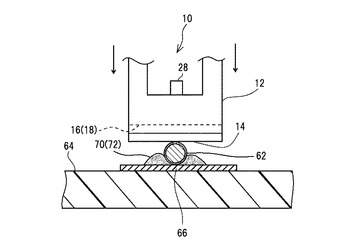
この場合、図8Aに示すように、コテ部12のコテ先凹部16,18が枕木形クリームハンダ70,72の真上に位置し、コテ先面14が枕木形クリームハンダ70,72の間のハンダ非塗布領域つまり端子66の表面と向かい合う。これにより、ヒータチップ10がリード線62に加圧接触すると、図8Bに示すように、リード線62のコテ先面14と接触する部分62aは端子66の表面に押し付けられる。
【0049】
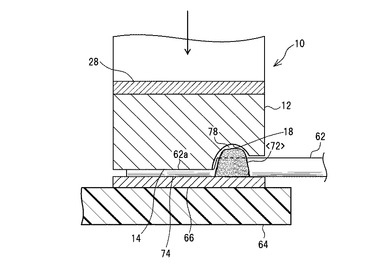
そして、通電が開始されると、ヒータチップ10のコテ部12が発熱し、その加圧と加熱によってリード線62のコテ先面14と接触する部分62aがその表面で絶縁被膜が剥がれると同時に扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される。
【0050】
一方、クリームハンダ70,72もコテ部12からの加熱によって溶融し、ぬれによって周囲に拡散する。この場合、溶融した液状のハンダ<70>,<72>は、図8Cに示すように、高温に発熱しているコテ先凹部16,18とリード線62との間の隙間76,78に流れ込み、リード線62の下面および側面だけでなくその頂面まで覆い尽す。
【0051】
接合装置30は、インバータ34を通じてコテ部12の温度を任意の時間特性(波形)で制御することができる。通常は、ハンダの融点(320℃)よりも高い温度に一定時間発熱させてから、一気にまたは段階的にハンダの凝固点よりも低い一定のベース温度までコテ部12の温度を下げるか、または通電を止めて常温に戻す。これによって、コテ部12がそれまでの加熱部材から瞬時に冷却部材(ヒートシンク)に変わり、コテ先凹部16,18の下で液状の溶融ハンダ<70>,<72>が形状を保ったまま、つまりリード線62を上から下まで覆った状態のまま固体ハンダ[70],[72]に変わる。
【0052】
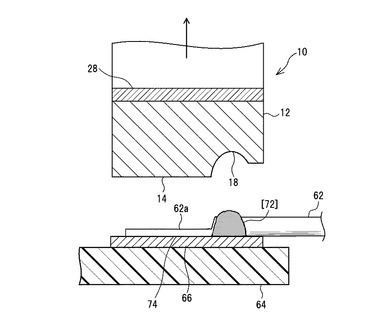
接合装置30は、上記のようにコテ部12の温度をハンダ凝固点よりも低い温度に下げてから一定時間経過後に、図8Dに示すように、ヒータヘッド112によりヒータチップ10を上昇させて、被接合部(62,66)から離す。
【0053】
このように、この実施例の接合装置30および接合方法においては、上記構成のヒータチップ10を使用する1回の加圧・通電動作により、リード線62の一部62aが端子66の表面に熱圧着で結合される熱圧着部74が形成されると同時に、その熱圧着部74に隣接する両側(先端側および根元側)の位置でリード線62を上から下まで覆って端子66に結合するハンダ付け部[70],[72]が形成される。
【0054】
このリード線/端子の接続構造において、熱圧着部74は、リード線62と端子66との間で原子レベルでの直接的な結合をなし、密着力・耐久性に優れ、高温でも剥がれにくい。もちろん、電気的な特性(導電性)も安定している。また、リード線62に振動その他の外力が加わっても、根元側のハンダ付け部[72]がそれをブロックするので、リード線62が非常に細くても(線径が数10μm以下でも)、さらにはアルミ線でもあっても、その扁平に潰れた部分62aの根元付近で切れることはない。一方で、先端側のハンダ付け部[70]はリード線62が先端から剥がれるのを十全に防止することができる。
[実施例2]
【0055】
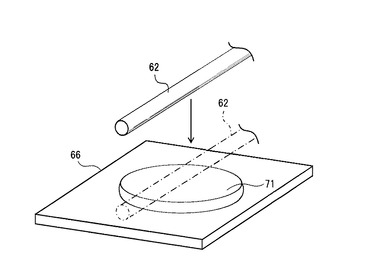
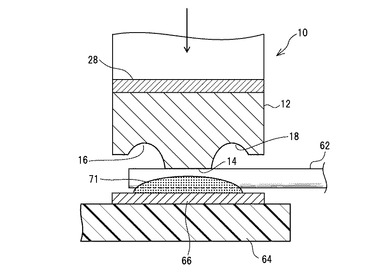
上記第1実施例と同一構成のヒータチップ10を使用するリード線62と端子66との接合加工において、図9に示すように、端子66上の中心部から周辺部にかけて塗り潰しのクリームハンダ71を塗布することも可能である。この場合、リード線62の一端部が塗り潰しのクリームハンダ71を横断してその上に載せられる。接合装置30が起動して、ヒータチップ10を降ろすと、図10Aに示すように、コテ部12のコテ先面14および両コテ先凹部16,18のいずれもリード線62を挟んで端子66上のクリームハンダ71と向かい合う。
【0056】
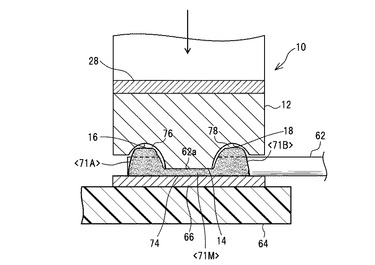
そして、ヒータチップ10がリード線62に加圧接触し、通電が開始されると、ヒータチップ10のコテ部12が発熱し、その加圧と加熱によってリード線62のコテ先面14と接触する部分62aがその表面で絶縁被膜が剥がれると同時に扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される(図10B)。この場合、リード線62の露出した導体62aと端子66表面との接触界面においては、その付近で溶融したハンダ部<71M>の大部分が接触界面の外側(周囲)に押し出され、熱圧着部74が主たる結合形態になる。もっとも、溶融ハンダ部<71M>の一部が接触界面に残って、そのまま固まることもある。
【0057】
一方、クリームハンダ71は、コテ先凹部16,18の下でもコテ部12からの加熱によって溶融し、ぬれによって周囲に拡散する。この場合も、図10Bに示すように、高温に発熱しているコテ先凹部16,18の下で溶融ハンダ部<71A>,<71B>がリード線62との間の隙間76,78に流れ込み、リード線62を周回方向で(下面および側面だけでなく頂面まで)覆い尽す。
【0058】
こうして、通電開始から所定時間が経過して、接合装置30がコテ部12をハンダ凝固点よりも低い温度(ベース温度または常温)に冷やすと、端子66上で全ての溶融ハンダ部がそれぞれの位置で固化する。すなわち、溶融ハンダ部<71A>,<71B>はコテ先凹部16,18の下でリード線62を上から下まで覆った状態で瘤状の固体ハンダ部[71A],[71B]に変わり、中心部の溶融ハンダ部<71M>は熱圧着部74の周囲に広がる低層の固体ハンダ部[71M]に変わる。
【0059】
このように、この第2実施例においても、第1実施例と同じ構成のヒータチップ10を使用する1回の加圧・通電動作により、リード線62の一部62aが端子66の表面に熱圧着で結合される熱圧着部74が形成されると同時に、その熱圧着部74に隣接する位置でリード線62を上から下まで覆って端子66に結合するハンダ付け部[71A],[71B]が形成される。ただし、上述したように、熱圧着部74にハンダが混在することもある。
[実施例3]
【0060】
上記のようなリード線62と端子66との接合加工において、図11に示すように、端子66上に根元側の枕木形クリームハンダ72のみを塗布し、先端側の枕木形クリームハンダ(70)を省くことも可能である。
【0061】
この場合にも、上記第1実施例と同一構成のヒータチップ10を使用することができる。しかし、コテ部12の下面において根元側のコテ先凹部18のみを有し、先端側のコテ先凹部(16)を省いた構成のヒータチップ10をより好適に使用することができる。
【0062】
この場合、図12Aに示すように、コテ部12のコテ先凹部18が枕木形クリームハンダ72の真上に位置し、コテ先面14が端子66上のハンダ非塗布領域つまり端子66の表面と向かい合う。これにより、ヒータチップ10がリード線62に加圧接触すると、リード線62のコテ先面14と接触する部分62aは端子66の表面に押し付けられる。そして、通電が開始されると、ヒータチップ10のコテ部12が発熱し、図12Bに示すように、その加圧と加熱によってリード線62のコテ先面14と接触する部分62aがその表面で絶縁被膜が剥がれると同時に扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される。
【0063】
一方、クリームハンダ72もコテ部12からの加熱によって溶融し、ぬれによって周囲に拡散する。この場合も、溶融した液状のハンダ<72>は、図12Bに示すように、高温に発熱しているコテ先凹部18とリード線62との間の隙間78に流れ込み、リード線62を周回方向で(下面および側面だけでなく頂面も)覆い尽す。
【0064】
接合装置30は、通電開始から一定時間経過後にコテ部12の温度をハンダ凝固点よりも低い温度に下げ、図12Cに示すように、ヒータチップ10を上昇させて、被接合部(62,66)から離す。
【0065】
このように、この第3実施例の接合装置30および接合方法においては、上記構成のヒータチップ10(図12A〜12C)を使用する1回の加圧・通電動作により、リード線62と端子66との間に熱圧着部74とハンダ付け部[72]とが同時に形成される。ハンダ付け部[72]は、上述した第1および第2実施例のものと同様に、熱圧着部74に隣接して根元側でリード線62をハンダで覆って保持するので、リード線62に振動その他の外力が加わっても、それをブロックする。したがって、リード線62が扁平に潰れた部分62aの根元付近で切れることはない。熱圧着部74も、上述した第1実施例のものと同様に、電気的特性および、密着力・耐久性に優れ、高温でも剥がれにくい。
【0066】
もっとも、物理的な衝撃や外力を受けると、その衝撃力の大きさや向きによっては、熱圧着部74がリード線先端側から剥がれることもあり得る。その点では、上記第1実施例のように先端側のハンダ付け部[70]により端子66上でリード線62の先端をハンダで覆って保持するのがより好ましい。
[実施例1,2,3におけるヒータチップの変形例]
【0067】
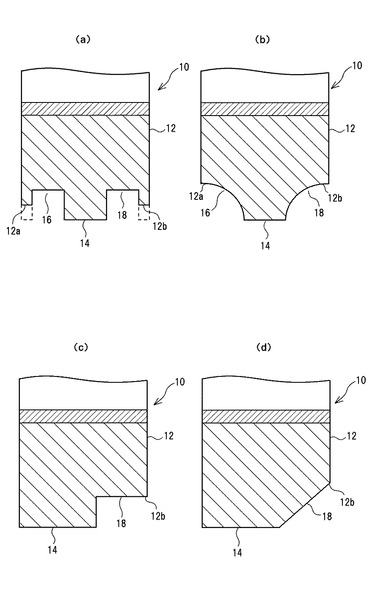
図13に、上述した第1および第2実施例におけるヒータチップ10の構成(特にコテ先凹部の断面構造)に関して幾つかの変形例を示す。
【0068】
図13の(a)はコテ先凹部16,18の断面形状を四角形にする構成を示す。この場合も、チップ厚み方向におけるヒータチップ10のコテ先エッジ12a,12bは、コテ先面14よりも後退した位置(図では高い位置)にあるのが好ましい。もっとも、点線で示すように、コテ先エッジ12a,12bをコテ先面14と同じ高さにすることも可能である。
【0069】
図13の(b)は、コテ先凹部16,18においてそれらの外側端をコテ先面14から最も遠く(高く)離してコテ先エッジ12a,12bに連続させる構成を特徴とする。コテ先凹部16,18の断面形状が四角形でも、同様の構成を採ることができる。
【0070】
図13の(c),(d)は、上記第2の実施例と同様に、端子(66)上のリード線(62)から見て根元側のコテ先凹部18のみを有し、先端側のコテ先凹部(16)を省いたものである。図13の(c)は、コテ先凹部18の断面形状が矩形で、その外側端がコテ先面14から最も遠い位置でコテ先エッジ12bに連続している。図13の(d)は、コテ先凹部18の断面形状が直角三角形で、その外側端がコテ先面14から最も遠い位置でコテ先エッジ12bに連続している構成である。
[実施例4]
【0071】
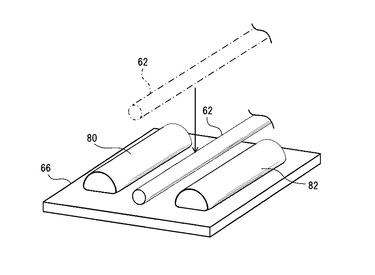
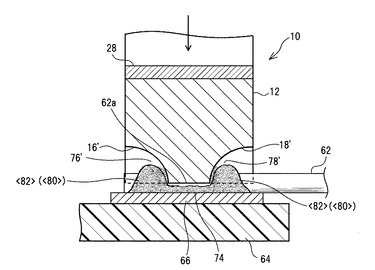
さらに別の実施例(第4の実施例)として、図14に示すように、リード線62を端子66上で帯状または土手形クリームハンダ80,82と平行に並べて配置することも可能である。この場合も、上記第1、第2または第3実施例における構成のヒータチップ10を用いることができる。しかし、図15に示すように、コテ先凹部16',18'がリード線62と直交する方向でコテ先両端部84,86を除く中間部に形成されている構成のヒータチップ10をより好適に使用することができる。
【0072】
この場合、ヒータチップ10を被接合部(62,66)に向けて降ろすとき、コテ先両端部84,86が土手形クリームハンダ80,82とそれぞれ対向し、コテ先凹部16',18'はリード線62と対向する。コテ先面14は、リード線62と直交する方向で土手形クリームハンダ80,82およびリード線62と対向する。
【0073】
そして、図16Aに示すように、コテ先面14がリード線62に当接する手前で、コテ先両端部84,86およびコテ先面14が土手形クリームハンダ80,82の頂部に接触する。そのために、リード線62が土手形クリームハンダ80,82に並べて端子66上で配置されたときに(図14)、リード線62の頂部より土手形クリームハンダ80,82の頂部が幾らか高くなるように、スクリーン印刷で塗布する土手形クリームハンダ80,82の膜厚を設定する。
【0074】
この実施例では、上記のようにコテ先両端部84,86およびコテ先面14が土手形クリームハンダ80,82の頂部に接触する高さ位置でヒータチップ10の下降をいったん停止し、その停止位置でヒータチップ10の通電を開始する。これにより、コテ先面14がリード線62にまだ当たっていない状態の下で、土手形クリームハンダ80,82の上層部がコテ部12からの加熱によってコテ先両端部84,86およびコテ先面14付近で溶融し始める。そして、溶融した液状のハンダ<80>,<82>は、ぬれによって拡散し、図16Bに示すように、コテ先凹部16',18'とリード線62との間の隙間76',78'に寄ってくる。
【0075】
そこから、ヒータチップ10を降ろすと、コテ先面14がリード線62に当接し、リード線62に加圧力が加えられる。すると、図16Cに示すように、コテ部12からの加圧と加熱によってリード線62のコテ先面14と接触する部分62aがその表面で絶縁被膜が剥がれると同時に扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される。この場合、リード線62は端子66表面の土手形クリームハンダ80,82が塗布されていない領域で熱圧着されるので、熱圧着部74にはハンダが殆ど混入しない。なお、上記停止位置でヒータチップ10に流す電流の電流値(コテ先温度)とリード線62に加圧力を加えているときにヒータチップ10に流す電流の電流値(コテ先温度)とを独立に設定するのが好ましい。
【0076】
一方、コテ先凹部16',18'もコテ先面14と一緒に下降することで、土手形クリームハンダ80,82が一層加熱されてそれらの全部が溶融し、コテ先凹部16',18'とリード線62との間の隙間76',78'に入り込む溶融ハンダ<80>,<82>が増加する。こうして、コテ先凹部16',18'の下で溶融ハンダ<80>,<82>がリード線62を覆い尽すに至る。
【0077】
接合装置30は、通電開始から一定時間経過後にコテ部12の温度をハンダ凝固点よりも低い温度に下げ、図16Dに示すように、ヒータチップ10を上昇させて、被接合部(62,66)から離す。
【0078】
このように、この第4実施例においては、上記構成のヒータチップ10(図15〜図16D)を使用する1回の加圧・通電動作により、結果的にはリード線62と端子66との間に上記第1実施例と同様の熱圧着部74とハンダ付け部[70],[72]とが同時に形成される。ただし、この第4実施例では、図14から理解されるように、リード線62を端子66上に載せるときに、土手形クリームハンダ80,82がリード線載置位置の両側で案内部として機能するので、位置決めしやすいという利点がある。さらに、リード線62と端子66との間に土手形クリームハンダ80,82が介在しないので、熱圧着部74にハンダが混入するのを防げる利点もある。
【0079】
なお、この第4実施例においても、第1〜第3実施例と同様に、リード線62がコテ先面14に当接して扁平に潰れるまでヒータチップ10を連続的に(途中で停止することなく)下降させ、加圧力の印加に連動して通電を開始する方法も可能である。
【0080】
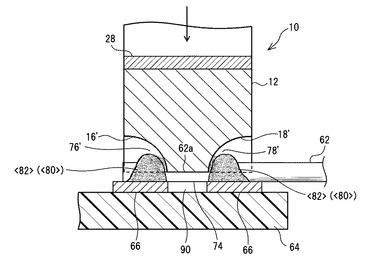
上記第4実施例の一変形例として、図17に示すように、端子66のリード線62が載置される領域の中間部の両側に切欠き部90,90を形成し、これらの切欠き部90,90によって土手形クリームハンダ80,82をそれぞれ2つの角隅クリームハンダ(80A,82A),(80B,82B)に分割することも可能である。
【0081】
この場合、図18に示すように、ヒータチップ10がリード線62に加圧接触しながら通電により発熱するときは、リード線62の先端側で両側から溶融した液状の角隅クリームハンダ<80A>,<80B>が合流するようにしてコテ先凹部16'の隙間76'に流動するとともに、リード線62の根元側で両側から溶融した液状の角隅クリームハンダ<82A>,<82B>が合流するようにしてコテ先凹部18'の隙間78'に流動する。ここで、各々の溶融角隅クリームハンダ<80A>,<80B>,<82A>,<82B>は、切欠き部90,90によって端子中央部側つまり熱圧着部74側への拡がりを遮断される。これにより、熱圧着部74にハンダが混入するのを一層確実に防ぐことができる。
[実施例5]
【0082】
次に、図19〜図23につき、リード線62が銅メッキアルミ線(または銅クラッドアルミ線)である場合に好適に適用できる別の実施例(第5の実施例)を説明する。
【0083】
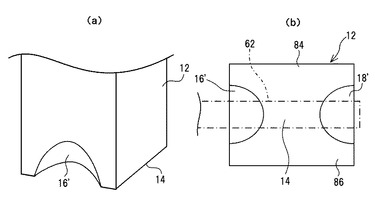
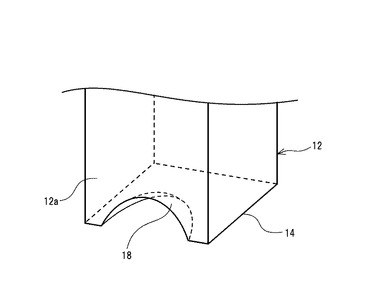
この実施例では、上述した第3の実施例と同様に、コテ部12の下面において根元側のコテ先凹部18のみを有し、先端側のコテ先凹部(16)を省いた構成のヒータチップ10を使用する。ただし、図19に示すように、この実施例におけるコテ先凹部18は、リード線62と平行になるチップ厚み方向でリード線62の先端側から見てコテ部12の反対側の一側面12aから内奥に向かって延びる洞窟またはくぼみの形態を有している。好ましくは、コテ先凹部18は、コテ部12の一側面12aの幅方向中心部にて、下に向かって逆テーパ状に横に広がりながら、かつ内奥に深度を拡大しながらコテ部12を上端から底(コテ先面14)まで湾曲に削ぎ落したような構造を有している。図示のくぼみ構造においては、くぼみの天井は側面12aから内奥に向かって次第に低くなり、入口から内奥の終端まで底が切り欠かれている。
【0084】
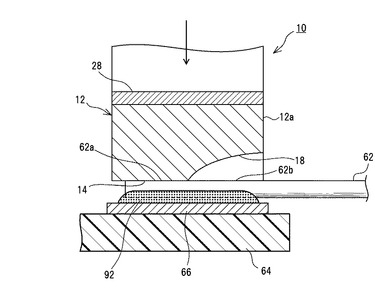
この実施例では、図20に示すように、端子66の表面に予めクリームハンダ92が塗り潰しで塗布され、端子66に接合されるべきリード線62はクリームハンダ92の上に載せられる。接合装置30(図3)が起動して、ヒータチップ10を降ろすと、図21Aに示すように、コテ部12のコテ先面14およびコテ先凹部18のいずれもリード線62を挟んで端子66上のクリームハンダ92と向かい合う。
【0085】
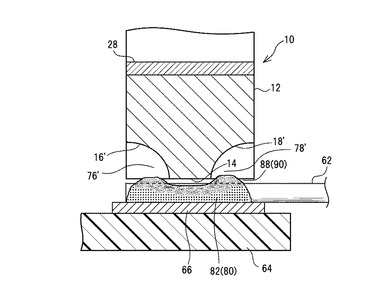
そして、図21Bに示すように、コテ部12のコテ先面14がリード線62の先端部62aに加圧接触して端子66に押し付けると、リード線62が少したるむほど基端側(電気部品60側)に伸びて、コテ先凹部18の直下ではリード線62が端子66の表面に密着しない状態になり、あるいは両者(62,66)の間に隙間94が形成される状態となる。
【0086】
そして、通電が開始されると、ヒータチップ10のコテ部12が発熱し、その加圧と加熱によりコテ先面14と接触するリード線62の先端部分62aで表面の絶縁被膜(たとえばウレタン)が剥がれて、リード線62の先端部分62aが扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される(図21C)。そうすると、リード線62の先端部62aおよび熱圧着部74を介して端子66にコテ部12の熱が伝わり、さらにはリード線62のコテ先凹部18内に延在する部分(以下、「先端近接部」と称する。)62bにもコテ部12の熱が伝わり、このリード線62の先端近接部62bでも絶縁被覆が溶けて剥がれる。
【0087】
こうしてコテ先凹部18内では、リード線62の先端近接部62bの絶縁被覆が剥がれると、内側の銅メッキ層(または銅クラッド層)がピュアな状態で露出し、フラックスが使われていなくても、この露出した銅メッキ層を溶融状態のハンダ<92>がぬれによって包み込む。この場合、コテ部12と端子66との間のスペース(隙間)においては、図21Dに示すように、端子66上の溶けたハンダ<92>の多くがぬれと表面張力によってコテ先凹部18の中に寄せ集まってきて、リード線62の先端近接部62bの銅メッキ層(または銅クラッド層)を覆った状態になる。
【0088】
そして、通電開始から所定時間が経過して、接合装置30がコテ部12をハンダ凝固点よりも低い温度(ベース温度または常温)に冷やすと、端子66上で全ての溶融ハンダ<92>がそれぞれの位置で固化する。すなわち、コテ先凹部18内の溶融ハンダ部<92J>はリード線62の先端近接部62bの銅メッキ層(または銅クラッド層)を覆う固体ハンダ部[92J]に変わり、コテ先面14の下に残っている溶融ハンダ部<92K>は熱圧着部74の周囲に広がる低層の固体ハンダ部[92K]に変わる。
【0089】
このように、この実施例においても、本発明のヒータチップ10を使用する1回の加圧・通電動作により、リード線62の先端部62aが端子66の表面に熱圧着で結合される第1の接合部つまり熱圧着部74が形成されると同時に、その熱圧着部74に隣接する位置でリード線62の先端近接部62bが端子66の表面にハンダ付けで結合される第2の接合部つまりハンダ付け部[92J]が形成される。
【0090】
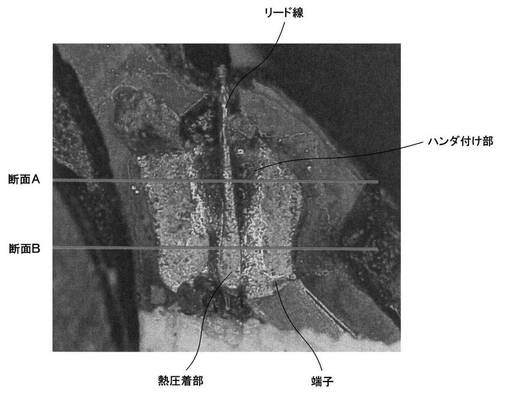
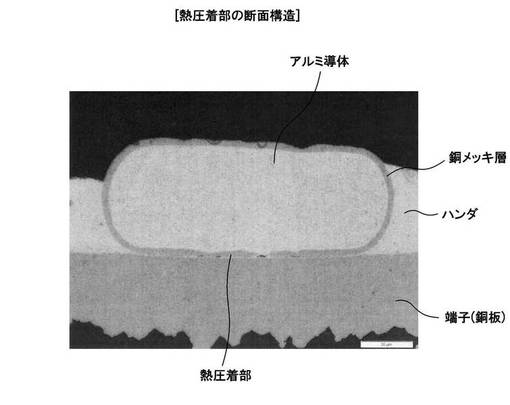
図22および図23A,図23Bに、この実施例における実験結果の一例を示す。図22は、この実施例による接合加工が済んだ後の接合部を真上から撮影した写真である。図23Aは、ハンダ付け部[92J]の断面構造を示す図22のA線についての金属顕微鏡撮影図である。図23Bは、熱圧着部72の断面構造を示す図22のB線についての金属顕微鏡撮影図である。
【0091】
図23Aに示すように、ハンダ付け部[92J]では、端子(66)上で山形に隆起して固まったハンダが、潰れていないリード線(62)の銅メッキ層の周りを下から上まで覆っており、リード線(62)の頂部を除く周回方向の大部分でハンダ接合が形成されているのが観察される。このように、潰れていない(断面が円形の)リード線(62)の銅メッキ層の周りを下から上までハンダが覆うことで、接合強度の大きくて安定した接合部が得られる。なお、周回方向で銅メッキ層の欠けている部分は、銅とアルミニウムが合金化した部分(ジェラルミン)であり、この付近も非常に強固な接合部になっている。
【0092】
一方、図23Bに示すように、熱圧着部74では、リード線(62)が扁平または断面矩形に潰れていて、この扁平な部分の下面に露出している銅メッキ層が端子(66)の表面に圧着している接合状態が観察されるとともに、リード線(62)の扁平部分の切立った両側面に露出している銅メッキ層がハンダと接合している接合状態も観察される。もっとも、このような切立った両側面におけるハンダ接合の強度は高くはない。
【0093】
このように、この実施例では、コテ部12からの熱をリード線62、端子66およびハンダ92に効率よく伝える機能を主に熱圧着部74が担い、リード線62と端子64とを強固に結合する機能を主にハンダ付け部[92J]が担う。ハンダ付け部[92J]の接合面積および接合強度が大きいので、たとえ熱圧着部74が緩んだり剥がれても、リード線62と端子64との間にはハンダ付け部[92J]の安定かつ強固な結合が保たれる。
【0094】
したがって、リードフレームのように薄くて熱容量の大きな端子(66)にリード線62を接合する場合には、熱圧着部74には大きな接合強度を見込めないが、ハンダ付け部[92J]は上記と同様に安定かつ十分強固な接合強度が得られるので、この実施例の有用性が特に顕著に出る。
【0095】
また、上記のように接合加工の際にコテ部12のコテ先面14がリード線62の先端部62aを端子66に押し付けることにより、リード線62が少したるむほど基端側(電気部品60側)に伸びるので、電気部品60がリード線62に振動を与えるようなもの(たとえばボイスコイル)であっても、リード線62はその振動に追従することができる。これにより、リード線62の安全性と電気部品60の性能を同時に向上させることができる。なお、リード線62は、銅メッキアルミ線(または銅クラッドアルミ線)に限定されず、たとえば銅の裸線であってもよい。
[他の実施例または変形例]
【0096】
以上、本発明の好適な実施形態について説明したが、上述した実施形態は本発明を限定するものではない。当業者にあっては、具体的な実施態様において本発明の技術思想および技術範囲から逸脱せずに種々の変形・変更を加えることが可能である。
【0097】
たとえば、端子66の形状は、上記実施例におけるような四角形に限定されるものではなく、たとえば円形や楕円形等も可能である。上記実施例ではリード線62の一端部を絶縁被覆付きのまま端子66にハンダ付けで接合したが、予め絶縁被覆を機械的に剥いでから端子66にハンダ付けで接合することも可能である。本発明は、上記実施例におけるような線径200μm以下の極細リード線62と端子66とのハンダ付けに好適に用いることができるが、加工対象の細線としてそれよりも太いリード線(被覆線)や裸線も可能である。
【0098】
また、上述した実施例は、リフローソルダリングに係り、接合装置30が起動する前に予め端子66上にクリームハンダを塗布した。しかし、接合装置30が起動してヒータチップ10を被加工物(62,66)に当てる際にそれと連携してたとえば固形のハンダをコテ先凹部16,18(16',18')付近に供給するハンダ付け方法も可能である。
【0099】
また、上記実施例はハンダ付けに係るものであったが、本発明はアルミニウムろう、銀ろう、銅ろう等のろう付けにも適用可能であり、広くは任意のろう接に適用可能である。
【符号の説明】
【0100】
10 ヒータチップ
12 コテ部
14 コテ先面
16,18 コテ先凹部
30 接合装置
60 電気部品
62 リード線
62a リード線の扁平に潰れた部分
66 端子
70,72 枕木形クリームハンダ
71 塗り潰しのクリームハンダ
<71> 溶融した液状のハンダ
[71] 冷えて固まった固体のハンダ
74 熱圧着部
80,82 土手形クリームハンダ
<80>,<82> 溶融した液状のハンダ
[80],[82] 冷えて固まった固体のハンダ
84,86 コテ先両端部
92 塗り潰しのクリームハンダ
<92> 溶融した液状のハンダ
[92] 冷えて固まった固体のハンダ
【技術分野】
【0001】
本発明は、金属部材のろう接に用いられるヒータチップ、接合装置および接合方法ならびにろう接を用いる細線と端子の接続構造に関する。
【背景技術】
【0002】
従来より、たとえば外付け電気部品のリード線(被覆線)100をプリント配線板102上の端子(接続パッドまたは電極等)104にリフローソルダリングで接合するために、図24に示すように、コテ部106を有するヒータチップ108が用いられている(たとえば特許文献1参照)。
【0003】
このタイプのヒータチップ108は、高融点金属たとえばタングステンあるいはモリブデンからなる略コ字状の板体として形成され、凹形の向き(姿勢)で底辺より下方に突出する小片状のコテ部106を水平にし、左右両端の接続端子部110L,110Rをヒータヘッド112に取り付けている。図示のヒータヘッド112は、ヒータ電源(図示せず)の出力端子に通じる一対の給電用導体114L,114Rの一側面にボルト116L,116Rでヒータチップ108の左右接続端子110L,110Rを物理的かつ電気的にそれぞれ接続しており、給電用導体114L,114Rを介してヒータチップ108を上下に移動させる昇降機構や被接合物に向けて押圧する加圧機構(図示せず)を有している。給電用導体114L,114Rの間には両者を電気的に分離するための絶縁体118が挟まれている。
【0004】
図24において、プリント配線板102は、図示しない作業台(たとえばXYテーブル)上に水平に載置されており、リード線100は端子104の上に載せられる。端子104の表面には、予めクリーム状のハンダまたはメッキのハンダ105が塗布されている。
【0005】
ヒータヘッド112がヒータチップ108を下ろすと、図25に示すように、ヒータチップ108のコテ部106の下面つまりコテ先面106aが被接合部つまりリード線100およびプリント配線板102側の端子104に適度な加圧力で接触する。このようにヒータチップ108のコテ部106を被接合部(100,104)に押し当てた状態の下で、ヒータ電源がオンしてヒータチップ108に電流を供給すると、ヒータチップ108のコテ部106が抵抗発熱し、被接合部(100,104)を加熱する。これによって、リード線100の絶縁被膜が熱で溶けて剥がれ、リード線100の周囲のハンダ105も溶ける。溶けたハンダ105は、リード線100の露出した導体100aの周面に沿って這い上がるように幾らか盛り上がる。通電開始から一定時間(通電時間)経過後にヒータ電源が通電を止め、通電終了から一定時間(保持時間)経過後にヒータヘッド112がヒータチップ108を上昇させて被接合部(100,104)から離す。そうすると、ハンダ105が凝固して、被接合部(100,104)がリフローのハンダ付けによって結合する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−66636号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
今日、携帯電子機器等に搭載される超小型電気部品(振動モータ、マイク、スピーカ等)のリード線は、非常に細く、線径(太さ)が通常200μm以下であり、100μm以下や数10μm以下も少なくない。そのような極細のリード線100を基板102上の端子104に接合するハンダ付け(またはろう付け)に上記のようなヒータチップ108を用いると、図26に示すようにリード線100の露出した導体100aがコテ部106からの加熱と加圧により扁平に潰れて端子104に接合される。このことによって、電気的には、リード線100と端子104との間に良好な導電結合が得られる。
【0008】
しかしながら、リード線100が振動その他の外力を受けると、その段差部(潰れた部分と潰れていない部分との境目)100b付近で切れやすい。特に、リード線100がアルミ線の場合に切れやすい。このように、物理的強度が不十分であるため、図27に示すように、接着剤118を用いてリード線100を基板102に固定することも行われているが、そのぶん余計な工程を要し、手間がかかっている。
【0009】
また、リード線100の扁平に潰れた部分100aの上面は、ヒータチップ108のコテ先面106aが加圧接触するために、そこには溶けたハンダ105が這い上がってこない。このため、リード線100と基板102との間の物理的な接合強度はさほど大きくない。したがって、リード線100の扁平に潰れた部分100aが振動その他の外力によって端子104から剥がれることがあり、この点も課題になっていた。
【0010】
本発明は、上記のような従来技術の問題点を解決するものであり、導電性の細線を端子部材にろう接する接合加工において被接合物の物理的強度を飛躍的に向上させるヒータチップ、接合装置および接合方法を提供する。
【0011】
さらに、本発明は、量産性、電気的特性および物理的強度に優れた細線と端子の接続構造を提供する。
【課題を解決するための手段】
【0012】
本発明のヒータチップは、通電により発熱するコテ部を有し、前記コテ部のコテ先面を端子部材上の導電性細線の一端部に加圧接触させることによって前記細線を前記端子部材に接合するヒータチップであって、前記コテ部のコテ先面を当てられる前記細線側から見て前記細線の端と反対側で前記コテ先面に隣接して設けられ、前記細線を前記端子部材にろう接するために前記細線に非接触で被さる第1のコテ先凹部を有する。
【0013】
上記構成のヒータチップにおいては、コテ部のコテ先面を端子部材上の細線の一部に当てて、所定の加圧力を加えるとともに、コテ部を通電して発熱させると、コテ部からの加圧と加熱によって細線のコテ先面と接触する部分が扁平に潰れて端子の表面に熱圧着で結合し、熱圧着部が形成される。一方、予め端子部材上に塗布され、もしくはヒータチップの動作と連動して供給されるろう材もコテ部からの加熱によって溶融し、ぬれによって周囲に拡散する。この場合、溶融した液状のろう材は、高温に発熱している第1のコテ先凹部と細線との間の隙間に流れ込み、細線を周回方向で覆い尽す。直後に、コテ部の通電停止、通電電流の減少またはヒータチップの引き離し等によって、溶融ろう材を凝固温度よりも低い温度に冷やすと、第1のコテ先凹部の下で溶融ろう材が形状または形体を保ったまま固体のろう材に変化する。こうして、熱圧着部に隣接する根元側の位置で細線を覆って保持する第1のろう接部が形成される。
【0014】
本発明の上記ヒータチップを用いて得られるリード線/端子の接続構造において、上記熱圧着部は、細線と端子との間で原子レベルでの直接的な結合をなし、密着力・耐久性に優れ、高温でも剥がれにくく、電気的な特性(導電性)も安定している。また、細線に振動その他の外力が加わっても、第1のろう接部がそれをブロックして細線をしっかりと保持するので、熱圧着部の括れ部付近で細線が切れることはない。
【0015】
本発明の好適な一態様における第1のコテ先凹部は、細線と直交する方向でコテ部の一端から他端まで一様な断面形状で形成される。別の好適な一態様における第1のコテ先凹部は、細線と直交する方向でコテ部の両端部を除く中間部に形成される。
【0016】
本発明の好適な一態様によれば、細線側から見て細線の端寄りでコテ先面に隣接して設けられ、細線を端子部材にろう接するために細線に非接触で被さる第2のコテ先凹部が設けられる。上記のようにコテ部からの加熱によって溶融した液状のろう材は、高温に発熱している第2のコテ先凹部と細線との間の隙間にも流れ込み、細線を周回方向で覆い尽す。直後に、溶融ろう材を凝固温度よりも低い温度に冷やすと、第2のコテ先凹部の下で溶融ろう材が形状または形体を保ったまま固体のろう材に変化する。こうして、熱圧着部に隣接する先端側の位置で細線を覆って保持する第2のろう接部が形成される。この第2のろう接部は、細線がその先端から剥がれるのを十全に防止する。
【0017】
本発明の好適な一態様における第2のコテ先凹部も、細線と直交する方向でコテ部の一端から他端まで一様な断面形状で形成される。別の好適な一態様における第2のコテ先凹部も、細線と直交する方向でコテ部の両端部を除く中間部に形成される。
【0018】
本発明の接合装置は、本発明のヒータチップと、前記ヒータチップを支持し、導電性の細線を端子部材に接合する際に、前記コテ部のコテ先面を前記端子部材上の前記細線の一端部に加圧接触させるヒータヘッドと、前記ヒータチップに抵抗発熱用の電流を供給するヒータ電源とを有する。
【0019】
本発明の接合装置によれば、本発明のヒータチップを備え、ヒータヘッドにより該ヒータチップの加圧動作を制御し、ヒータ電源により該ヒータチップの通電・加熱動作を制御することにより、導電性の細線を端子部材にろう接する接合加工において、1回のヒータチップ加圧・加熱動作により、被接合物に上記のような熱圧着部および第1のろう接部、さらには第2のろう接部を形成することができる。なお、1回のヒータチップ加圧・加熱動作では、加圧力および加熱温度を所定のプロファイルに従って可変させる動作を行うこともできる。
【0020】
本発明の第1の観点における接合方法は、本発明の接合装置を用いて導電性の細線を端子部材に接合する接合方法であって、端子部材の上にろう材を塗布する第1の工程と、前記端子部材の上に前記細線の一端部を配置する第2の工程と、 前記ヒータチップのコテ先面を前記細線の一端部に当てて、所定の加圧力を加える第3の工程と、前記コテ部を通電により一定の温度まで発熱させる第4の工程と、前記端子部材の上で前記コテ部からの加熱により溶融したろう材を前記コテ先凹部と前記細線との間の隙間に流動させる第5の工程と、前記ろう材を凝固温度よりも低い温度に冷やして固化させる第6の工程とを有する。
【0021】
本発明の第2の観点における接合方法は、本発明の接合装置を用いて導電性の細線を端子部材に接合する接合方法であって、前記端子部材の上に前記細線の一端部を載せる第1の工程と、前記ヒータチップのコテ先面を前記端子部材上の前記細線の一端部に当てて、所定の加圧力を加える第2の工程と、前記コテ先凹部またはその付近にろう材を供給する第3の工程と、前記コテ部を通電により一定の温度まで発熱させる第4の工程と、前記端子部材上で前記コテ部からの加熱により溶融したろう材を前記コテ先凹部と前記細線との間の隙間に流動させる第5の工程と、溶融した前記ろう材を凝固温度よりも低い温度に冷やして固化させる第6の工程とを有する。
【0022】
本発明の上記第1または第2の観点における接合方法によれば、導電性の細線を端子部材にろう接する接合加工において、上記一連(第1〜第6)の工程により、つまり1回のヒータチップ加圧・加熱動作により、被接合物に上記のような熱圧着部および第1のろう接部、さらには第2のろう接部を形成することができる。なお、1回のヒータチップ加圧・加熱動作では、加圧力および加熱温度を所定のプロファイルに従って可変させる動作を行うこともできる。
【0023】
本発明の細線と端子の接続構造は、導電性の細線の一端部が扁平に変形して端子部材に熱圧着で結合されている熱圧着部と、前記熱圧着部に隣接する位置で前記細線がろう材で覆われて前記端子部材に結合されているろう接部とを有し、前記熱圧着部と前記ろう接部とが同時に形成される。
【0024】
本発明の上記細線と端子の接続構造は、上記のように熱圧着部とろう接部によって電気的にも物理的にも優れた接合が得られ、しかも熱圧着部とろう接部が同時に形成されるので量産性にも優れている。
【発明の効果】
【0025】
本発明のヒータチップ、接合装置または接合方法によれば、上記のような構成および作用により、導電性の細線を端子部材にろう接する接合加工において被接合物の物理的強度を飛躍的に向上させることができる。
【0026】
本発明の端子の接続構造によれば、上記のような構成および作用により、この種接続構造の量産性、電気的特性および物理的強度を同時に改善することができる。
【図面の簡単な説明】
【0027】
【図1】本発明の一実施形態におけるヒータチップの構成を示す斜視図である。
【図2】上記ヒータチップのコテ部の構造を示す縦断面図である。
【図3】上記実施形態における接合装置の全体構成を示す図である。
【図4】上記接合装置を用いて被覆線をプリント配線板上の端子にハンダ付けで接合する第1実施例の加工例を示す図である。
【図5】第1実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図6】第1実施例においてヒータチップの直下に被接合物(端子およびリード線)が位置決めされる様子を示す斜視図である。
【図7】第1実施例においてヒータチップが降下して端子上のリード線に接触する直前の状態を示す一部断面正面図である。
【図8A】第1実施例においてヒータチップが端子上のリード線に接触したときの状態を示す一部断面側面図である。
【図8B】第1実施例においてヒータチップがリード線を加圧したときの状態を示す一部断面側面図である。
【図8C】第1実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図8D】第1実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図9】第2実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図10A】第2実施例においてヒータチップが端子上のリード線に接触したときの状態を示す一部断面側面図である。
【図10B】第2実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図10C】第2実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図11】第3実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図12A】第1実施例においてヒータチップがリード線を加圧したときの状態を示す一部断面側面図である。
【図12B】第3実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図12C】第3実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図13】第1、第2および第3実施例におけるヒータチップの構成の変形例を示す断面図である。
【図14】第4実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図15】第4実施例におけるヒータチップの構成を示す図(斜視図および底面図)である。
【図16A】第4実施例においてヒータチップのコテ先面がリード線に当接する前にコテ先面およびコテ先両端部が土手形クリームハンダに接触する状態を示す一部断面側面図である。
【図16B】第4実施例においてヒータチップの下降を停止した状態で土手形クリームハンダの上層部が溶ける様子を示す一部断面側面図である。
【図16C】第4実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図16D】第4実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図17】第4実施例の一変形例における端子上のクリームハンダおよびリード線の配置関係を示す平面図である。
【図18】第4実施例の上記変形例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図19】第5実施例におけるヒータチップの構成を示す斜視図である。
【図20】第5実施例における端子上のクリームハンダおよびリード線の配置関係を示す斜視図である。
【図21A】第5実施例においてヒータチップが端子上のリード線に接触したときの状態を示す一部断面側面図である。
【図21B】第5実施例においてヒータチップがリード線の先端部に加圧接触して端子に押し付けている様子を示す一部断面側面図である。
【図21C】第5実施例においてヒータチップがリード線に加圧接触しながら通電により発熱しているときの状態を示す一部断面側面図である。
【図21D】第5実施例において端子上の溶けたハンダがぬれと表面張力によってコテ先凹部の中に寄せ集まる様子を模式的に示す平面図である。
【図21E】第5実施例においてヒータチップをリード線から離すときの様子およびハンダ付けされた後の被接合物の状態を示す一部断面側面図である。
【図22】第5実施例による接合加工が済んだ後の接合部を真上から撮影した写真である。
【図23A】ハンダ付け部の断面構造を示す図22のA線についての金属顕微鏡撮影図である。
【図23B】熱圧着部の断面構造を示す図22のB線についての金属顕微鏡撮影図である。
【図24】従来のヒータチップとそれを用いるハンダ付けの例を示す斜視図である。
【図25】図24のヒータチップを通電させている状態を示す正面図である。
【図26】上記従来のハンダ付けにおける問題点を示す図である。
【図27】上記従来のハンダ付けにおいて接着剤を補強材に用いる措置を示す図である。
【発明を実施するための最良の形態】
【0028】
以下、図1〜図23Bを参照して本発明の好適な実施形態を説明する。
【0029】
図1および図2に、本発明の一実施形態におけるヒータチップの構成を示す。ここで、図1はこのヒータチップの斜視図、図2はコテ部の構造を示す縦断面図である。
【0030】
この実施形態におけるヒータチップ10は、たとえば3〜5mmの板厚を有するタングステン板で形成されている。このタングステン板をワイヤ放電加工により刳り貫いて一体加工することにより、ヒータチップ10が作製される。
【0031】
このヒータチップ10は、通常使用形態の姿勢において最下端の突出した部位となる略直方体形状のコテ部12を有し、チップ厚さ方向においてコテ部12の下面中心部にコテ先面14を有し、その両隣に一対のコテ先凹部16,18を有する構成を主たる特徴としている。
【0032】
コテ先凹部16,18は、たとえば切削および研磨加工によって形成され、図2に示すように一様な断面形状たとえばアーチ形状でチップ厚さ方向と直交する方向(チップ幅方向)に延びている。ここで、コテ先凹部16,18の内側端はコテ先面14に隣接し、コテ先凹部16,18の外側端はコテ先面14よりも後退した位置(図では高い位置)でチップ厚さ方向のコテ先エッジ12a,12bにそれぞれ隣接している。
【0033】
コテ部12の上面の左右両端部には、電流密度を高めるために断面積を細く絞った二股状の電流通過部20L,20Rを介して左右の接続端子部22L,22Rがそれぞれ接続されている。これらの接続端子部22L,22Rは、上端部に1つまたは複数(図示の例は2つ)のボルト通し穴24L,24Rをそれぞれ設けている。コテ部12の上面の中心部には、後述する熱電対26(図3)を取り付けるための突部28が形成されている。
【0034】
このヒータチップ10も、従来のヒータチップ108と同様に、ヒータヘッド112(図19)に取り付けられ、予め設定された手順および条件で所与の被接合物に対して所定の加圧動作および通電発熱動作を行うようになっている。
【0035】
図3に、この実施形態における接合装置30の全体構成を示す。この接合装置30は、上述した構成を有するヒータチップ10と、このヒータチップ10を支持し、被接合物を接合する際にコテ部12のコテ先面14を被接合物の頂部または上面に加圧接触させるヒータヘッド112と、ヒータチップ10に抵抗発熱用の電流を供給するヒータ電源32と、装置内の各部および全体の動作を制御する制御部46とを備えている。
【0036】
ヒータ電源32は、交流波形インバータ式の電源回路を用いている。この電源回路におけるインバータ34は、GTR(ジャイアント・トランジスタ)またはIGBT(絶縁ゲート・バイポーラ・トランジスタ)等からなる4つのトランジスタ・スイッチング素子36,38,40,42を有している。
【0037】
これら4つのスイッチング素子36〜42のうち、第1組(正極側)のスイッチング素子36,40はドライブ回路44を介して制御部46からの同相の駆動パルスG1,G3 により所定のインバータ周波数(たとえば4kHz)で同時にスイッチング(オン・オフ)制御され、第2組(負極側)のスイッチング素子38,42はドライブ回路44を介して制御部46からの同相の駆動パルスG2,G4 により上記インバータ周波数で同時にスイッチング制御されるようになっている。
【0038】
インバータ34の入力端子(L0 ,L1)は三相整流回路48の出力端子に接続されている。三相整流回路48は、たとえば6個のダイオードを三相ブリッジ結線してなり、三相交流電源端子(R,S,T)より入力する商用周波数の三相交流電圧を全波整流して直流電圧に変換する。三相整流回路48より出力された直流電圧は、コンデンサ50で平滑されてからインバータ34の入力端子[L0 ,L1]に与えられる。
【0039】
インバータ34の出力端子(M0 ,M1)は、溶接トランス52の一次側コイルの両端にそれぞれ接続されている。溶接トランス52の二次側コイルの両端は、整流回路を介さずに二次側導体114L,114Rを介してヒータチップ10の接続端子部22L,22Rにそれぞれ接続されている。
【0040】
制御部46は、マイクロコンピュータを含んでおり、ヒータ電源32内の一切の制御たとえば通電制御(特にインバータ制御)や各種ヒート条件の設定ないし表示処理等を行うほか、ヒータヘッド112に対しても所要の制御を行う。
【0041】
このヒータ電源32では、チップ温度フィードバック制御を行うために、ヒータチップ10の突部28に取り付けられる熱電対26より出力されるコテ温度測定信号がケーブル25を介して制御部46に与えられる。また、電流フィードバック制御を行う場合は、一次側回路の導体にたとえばカレント・トランスからなる電流センサ54が取り付けられる。この電流センサ54の出力信号から電流測定回路56において一次電流または二次電流の測定値(たとえば実効値、平均値またはピーク値)が求められ、その電流測定信号が制御部46に与えられる。
[実施例1]
【0042】
次に、図4〜図8Dにつき、上記構成の接合装置30を用いて被覆線を端子部材に接合する一実施例(第1実施例)を説明する。
【0043】
図4に示すように、この実施例は、上述した従来例(図24、図25)と同様にリフローソルダリングで外付け電気部品(たとえば小型モータ)60のリード線62をプリント配線板64上の端子(接続パッドまたは電極等)66に接合する。リード線62は、線径が200μm以下の細い被覆線であり、たとえばアルミ線または銅メッキのアルミ線である。端子66は、たとえば一辺または直径が1mm以下の導体(たとえば銅)からなる薄板片である。なお、プリント配線64上には、図示しない電子部品が実装される場合がある。この場合、本発明の接合方法より前に、たとえばリフロー炉にて加熱されることがある。この際、後述するスクリーン印刷されたクリームハンダも加熱されることになる。しかし、このような状態においても、本実施形態の接合方法を問題なく実施できる。
【0044】
図中、左側のリード線62'と端子66'は既に接合加工が済んでおり、右側のリード線62と端子66は未だである。端子66,66'はプリント配線板64上のプリント配線68,68'さらにはスルーホール(図示せず)等を介して裏面に取り付けられている表面実装型電気部品(図示せず)に電気的に接続されている。端子66の表面には、予めクリームハンダが塗布され、または盛られている。この実施例では、スクリーン印刷によって、図5に示すように、たとえば矩形形状の端子66上に所定の間隔を空けて平行に2本の帯状または枕木形のクリームハンダ70,72が塗布される。後述するように、これらの枕木形クリームハンダ70,72は、ヒータチップ10のコテ先凹部16,18にそれぞれ対応(対向)する位置関係およびサイズを有している。
【0045】
接合装置30は、ヒータチップ10の通電発熱機能に基づく急速加熱/急速冷却特性とインバータ式ヒータ電源32の高速かつ精細な通電制御機能とを活かして、ヒータチップ10のコテ部12の温度を高速かつ任意に可変できるようになっている。
【0046】
先ず、接合装置30を起動させる前に、図6に示すように、作業台(図示せず)上でプリント配線板64の端子66の上に所定の向きでリード線62を水平に配置し、ヒータヘッド112に取り付けられているヒータチップ10の直下に被接合部(62,64)を位置決めする。この実施例では、リード線62の一端部が2本の枕木形クリームハンダ70,72の上にそれらと直交する向きで載るようにする。
【0047】
接合装置30を起動させると、最初にヒータヘッド112が作動する。ヒータヘッド112は、ヒータチップ10を降ろして、図7に示すようにコテ部12のコテ先面14をリード線62の頂部に当て、予め設定された加圧力を加える。こうしてヒータチップ10がリード線62に加圧接触し、それと同時または直後にヒータ電源32が作動して通電を開始する。
【0048】
この場合、図8Aに示すように、コテ部12のコテ先凹部16,18が枕木形クリームハンダ70,72の真上に位置し、コテ先面14が枕木形クリームハンダ70,72の間のハンダ非塗布領域つまり端子66の表面と向かい合う。これにより、ヒータチップ10がリード線62に加圧接触すると、図8Bに示すように、リード線62のコテ先面14と接触する部分62aは端子66の表面に押し付けられる。
【0049】
そして、通電が開始されると、ヒータチップ10のコテ部12が発熱し、その加圧と加熱によってリード線62のコテ先面14と接触する部分62aがその表面で絶縁被膜が剥がれると同時に扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される。
【0050】
一方、クリームハンダ70,72もコテ部12からの加熱によって溶融し、ぬれによって周囲に拡散する。この場合、溶融した液状のハンダ<70>,<72>は、図8Cに示すように、高温に発熱しているコテ先凹部16,18とリード線62との間の隙間76,78に流れ込み、リード線62の下面および側面だけでなくその頂面まで覆い尽す。
【0051】
接合装置30は、インバータ34を通じてコテ部12の温度を任意の時間特性(波形)で制御することができる。通常は、ハンダの融点(320℃)よりも高い温度に一定時間発熱させてから、一気にまたは段階的にハンダの凝固点よりも低い一定のベース温度までコテ部12の温度を下げるか、または通電を止めて常温に戻す。これによって、コテ部12がそれまでの加熱部材から瞬時に冷却部材(ヒートシンク)に変わり、コテ先凹部16,18の下で液状の溶融ハンダ<70>,<72>が形状を保ったまま、つまりリード線62を上から下まで覆った状態のまま固体ハンダ[70],[72]に変わる。
【0052】
接合装置30は、上記のようにコテ部12の温度をハンダ凝固点よりも低い温度に下げてから一定時間経過後に、図8Dに示すように、ヒータヘッド112によりヒータチップ10を上昇させて、被接合部(62,66)から離す。
【0053】
このように、この実施例の接合装置30および接合方法においては、上記構成のヒータチップ10を使用する1回の加圧・通電動作により、リード線62の一部62aが端子66の表面に熱圧着で結合される熱圧着部74が形成されると同時に、その熱圧着部74に隣接する両側(先端側および根元側)の位置でリード線62を上から下まで覆って端子66に結合するハンダ付け部[70],[72]が形成される。
【0054】
このリード線/端子の接続構造において、熱圧着部74は、リード線62と端子66との間で原子レベルでの直接的な結合をなし、密着力・耐久性に優れ、高温でも剥がれにくい。もちろん、電気的な特性(導電性)も安定している。また、リード線62に振動その他の外力が加わっても、根元側のハンダ付け部[72]がそれをブロックするので、リード線62が非常に細くても(線径が数10μm以下でも)、さらにはアルミ線でもあっても、その扁平に潰れた部分62aの根元付近で切れることはない。一方で、先端側のハンダ付け部[70]はリード線62が先端から剥がれるのを十全に防止することができる。
[実施例2]
【0055】
上記第1実施例と同一構成のヒータチップ10を使用するリード線62と端子66との接合加工において、図9に示すように、端子66上の中心部から周辺部にかけて塗り潰しのクリームハンダ71を塗布することも可能である。この場合、リード線62の一端部が塗り潰しのクリームハンダ71を横断してその上に載せられる。接合装置30が起動して、ヒータチップ10を降ろすと、図10Aに示すように、コテ部12のコテ先面14および両コテ先凹部16,18のいずれもリード線62を挟んで端子66上のクリームハンダ71と向かい合う。
【0056】
そして、ヒータチップ10がリード線62に加圧接触し、通電が開始されると、ヒータチップ10のコテ部12が発熱し、その加圧と加熱によってリード線62のコテ先面14と接触する部分62aがその表面で絶縁被膜が剥がれると同時に扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される(図10B)。この場合、リード線62の露出した導体62aと端子66表面との接触界面においては、その付近で溶融したハンダ部<71M>の大部分が接触界面の外側(周囲)に押し出され、熱圧着部74が主たる結合形態になる。もっとも、溶融ハンダ部<71M>の一部が接触界面に残って、そのまま固まることもある。
【0057】
一方、クリームハンダ71は、コテ先凹部16,18の下でもコテ部12からの加熱によって溶融し、ぬれによって周囲に拡散する。この場合も、図10Bに示すように、高温に発熱しているコテ先凹部16,18の下で溶融ハンダ部<71A>,<71B>がリード線62との間の隙間76,78に流れ込み、リード線62を周回方向で(下面および側面だけでなく頂面まで)覆い尽す。
【0058】
こうして、通電開始から所定時間が経過して、接合装置30がコテ部12をハンダ凝固点よりも低い温度(ベース温度または常温)に冷やすと、端子66上で全ての溶融ハンダ部がそれぞれの位置で固化する。すなわち、溶融ハンダ部<71A>,<71B>はコテ先凹部16,18の下でリード線62を上から下まで覆った状態で瘤状の固体ハンダ部[71A],[71B]に変わり、中心部の溶融ハンダ部<71M>は熱圧着部74の周囲に広がる低層の固体ハンダ部[71M]に変わる。
【0059】
このように、この第2実施例においても、第1実施例と同じ構成のヒータチップ10を使用する1回の加圧・通電動作により、リード線62の一部62aが端子66の表面に熱圧着で結合される熱圧着部74が形成されると同時に、その熱圧着部74に隣接する位置でリード線62を上から下まで覆って端子66に結合するハンダ付け部[71A],[71B]が形成される。ただし、上述したように、熱圧着部74にハンダが混在することもある。
[実施例3]
【0060】
上記のようなリード線62と端子66との接合加工において、図11に示すように、端子66上に根元側の枕木形クリームハンダ72のみを塗布し、先端側の枕木形クリームハンダ(70)を省くことも可能である。
【0061】
この場合にも、上記第1実施例と同一構成のヒータチップ10を使用することができる。しかし、コテ部12の下面において根元側のコテ先凹部18のみを有し、先端側のコテ先凹部(16)を省いた構成のヒータチップ10をより好適に使用することができる。
【0062】
この場合、図12Aに示すように、コテ部12のコテ先凹部18が枕木形クリームハンダ72の真上に位置し、コテ先面14が端子66上のハンダ非塗布領域つまり端子66の表面と向かい合う。これにより、ヒータチップ10がリード線62に加圧接触すると、リード線62のコテ先面14と接触する部分62aは端子66の表面に押し付けられる。そして、通電が開始されると、ヒータチップ10のコテ部12が発熱し、図12Bに示すように、その加圧と加熱によってリード線62のコテ先面14と接触する部分62aがその表面で絶縁被膜が剥がれると同時に扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される。
【0063】
一方、クリームハンダ72もコテ部12からの加熱によって溶融し、ぬれによって周囲に拡散する。この場合も、溶融した液状のハンダ<72>は、図12Bに示すように、高温に発熱しているコテ先凹部18とリード線62との間の隙間78に流れ込み、リード線62を周回方向で(下面および側面だけでなく頂面も)覆い尽す。
【0064】
接合装置30は、通電開始から一定時間経過後にコテ部12の温度をハンダ凝固点よりも低い温度に下げ、図12Cに示すように、ヒータチップ10を上昇させて、被接合部(62,66)から離す。
【0065】
このように、この第3実施例の接合装置30および接合方法においては、上記構成のヒータチップ10(図12A〜12C)を使用する1回の加圧・通電動作により、リード線62と端子66との間に熱圧着部74とハンダ付け部[72]とが同時に形成される。ハンダ付け部[72]は、上述した第1および第2実施例のものと同様に、熱圧着部74に隣接して根元側でリード線62をハンダで覆って保持するので、リード線62に振動その他の外力が加わっても、それをブロックする。したがって、リード線62が扁平に潰れた部分62aの根元付近で切れることはない。熱圧着部74も、上述した第1実施例のものと同様に、電気的特性および、密着力・耐久性に優れ、高温でも剥がれにくい。
【0066】
もっとも、物理的な衝撃や外力を受けると、その衝撃力の大きさや向きによっては、熱圧着部74がリード線先端側から剥がれることもあり得る。その点では、上記第1実施例のように先端側のハンダ付け部[70]により端子66上でリード線62の先端をハンダで覆って保持するのがより好ましい。
[実施例1,2,3におけるヒータチップの変形例]
【0067】
図13に、上述した第1および第2実施例におけるヒータチップ10の構成(特にコテ先凹部の断面構造)に関して幾つかの変形例を示す。
【0068】
図13の(a)はコテ先凹部16,18の断面形状を四角形にする構成を示す。この場合も、チップ厚み方向におけるヒータチップ10のコテ先エッジ12a,12bは、コテ先面14よりも後退した位置(図では高い位置)にあるのが好ましい。もっとも、点線で示すように、コテ先エッジ12a,12bをコテ先面14と同じ高さにすることも可能である。
【0069】
図13の(b)は、コテ先凹部16,18においてそれらの外側端をコテ先面14から最も遠く(高く)離してコテ先エッジ12a,12bに連続させる構成を特徴とする。コテ先凹部16,18の断面形状が四角形でも、同様の構成を採ることができる。
【0070】
図13の(c),(d)は、上記第2の実施例と同様に、端子(66)上のリード線(62)から見て根元側のコテ先凹部18のみを有し、先端側のコテ先凹部(16)を省いたものである。図13の(c)は、コテ先凹部18の断面形状が矩形で、その外側端がコテ先面14から最も遠い位置でコテ先エッジ12bに連続している。図13の(d)は、コテ先凹部18の断面形状が直角三角形で、その外側端がコテ先面14から最も遠い位置でコテ先エッジ12bに連続している構成である。
[実施例4]
【0071】
さらに別の実施例(第4の実施例)として、図14に示すように、リード線62を端子66上で帯状または土手形クリームハンダ80,82と平行に並べて配置することも可能である。この場合も、上記第1、第2または第3実施例における構成のヒータチップ10を用いることができる。しかし、図15に示すように、コテ先凹部16',18'がリード線62と直交する方向でコテ先両端部84,86を除く中間部に形成されている構成のヒータチップ10をより好適に使用することができる。
【0072】
この場合、ヒータチップ10を被接合部(62,66)に向けて降ろすとき、コテ先両端部84,86が土手形クリームハンダ80,82とそれぞれ対向し、コテ先凹部16',18'はリード線62と対向する。コテ先面14は、リード線62と直交する方向で土手形クリームハンダ80,82およびリード線62と対向する。
【0073】
そして、図16Aに示すように、コテ先面14がリード線62に当接する手前で、コテ先両端部84,86およびコテ先面14が土手形クリームハンダ80,82の頂部に接触する。そのために、リード線62が土手形クリームハンダ80,82に並べて端子66上で配置されたときに(図14)、リード線62の頂部より土手形クリームハンダ80,82の頂部が幾らか高くなるように、スクリーン印刷で塗布する土手形クリームハンダ80,82の膜厚を設定する。
【0074】
この実施例では、上記のようにコテ先両端部84,86およびコテ先面14が土手形クリームハンダ80,82の頂部に接触する高さ位置でヒータチップ10の下降をいったん停止し、その停止位置でヒータチップ10の通電を開始する。これにより、コテ先面14がリード線62にまだ当たっていない状態の下で、土手形クリームハンダ80,82の上層部がコテ部12からの加熱によってコテ先両端部84,86およびコテ先面14付近で溶融し始める。そして、溶融した液状のハンダ<80>,<82>は、ぬれによって拡散し、図16Bに示すように、コテ先凹部16',18'とリード線62との間の隙間76',78'に寄ってくる。
【0075】
そこから、ヒータチップ10を降ろすと、コテ先面14がリード線62に当接し、リード線62に加圧力が加えられる。すると、図16Cに示すように、コテ部12からの加圧と加熱によってリード線62のコテ先面14と接触する部分62aがその表面で絶縁被膜が剥がれると同時に扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される。この場合、リード線62は端子66表面の土手形クリームハンダ80,82が塗布されていない領域で熱圧着されるので、熱圧着部74にはハンダが殆ど混入しない。なお、上記停止位置でヒータチップ10に流す電流の電流値(コテ先温度)とリード線62に加圧力を加えているときにヒータチップ10に流す電流の電流値(コテ先温度)とを独立に設定するのが好ましい。
【0076】
一方、コテ先凹部16',18'もコテ先面14と一緒に下降することで、土手形クリームハンダ80,82が一層加熱されてそれらの全部が溶融し、コテ先凹部16',18'とリード線62との間の隙間76',78'に入り込む溶融ハンダ<80>,<82>が増加する。こうして、コテ先凹部16',18'の下で溶融ハンダ<80>,<82>がリード線62を覆い尽すに至る。
【0077】
接合装置30は、通電開始から一定時間経過後にコテ部12の温度をハンダ凝固点よりも低い温度に下げ、図16Dに示すように、ヒータチップ10を上昇させて、被接合部(62,66)から離す。
【0078】
このように、この第4実施例においては、上記構成のヒータチップ10(図15〜図16D)を使用する1回の加圧・通電動作により、結果的にはリード線62と端子66との間に上記第1実施例と同様の熱圧着部74とハンダ付け部[70],[72]とが同時に形成される。ただし、この第4実施例では、図14から理解されるように、リード線62を端子66上に載せるときに、土手形クリームハンダ80,82がリード線載置位置の両側で案内部として機能するので、位置決めしやすいという利点がある。さらに、リード線62と端子66との間に土手形クリームハンダ80,82が介在しないので、熱圧着部74にハンダが混入するのを防げる利点もある。
【0079】
なお、この第4実施例においても、第1〜第3実施例と同様に、リード線62がコテ先面14に当接して扁平に潰れるまでヒータチップ10を連続的に(途中で停止することなく)下降させ、加圧力の印加に連動して通電を開始する方法も可能である。
【0080】
上記第4実施例の一変形例として、図17に示すように、端子66のリード線62が載置される領域の中間部の両側に切欠き部90,90を形成し、これらの切欠き部90,90によって土手形クリームハンダ80,82をそれぞれ2つの角隅クリームハンダ(80A,82A),(80B,82B)に分割することも可能である。
【0081】
この場合、図18に示すように、ヒータチップ10がリード線62に加圧接触しながら通電により発熱するときは、リード線62の先端側で両側から溶融した液状の角隅クリームハンダ<80A>,<80B>が合流するようにしてコテ先凹部16'の隙間76'に流動するとともに、リード線62の根元側で両側から溶融した液状の角隅クリームハンダ<82A>,<82B>が合流するようにしてコテ先凹部18'の隙間78'に流動する。ここで、各々の溶融角隅クリームハンダ<80A>,<80B>,<82A>,<82B>は、切欠き部90,90によって端子中央部側つまり熱圧着部74側への拡がりを遮断される。これにより、熱圧着部74にハンダが混入するのを一層確実に防ぐことができる。
[実施例5]
【0082】
次に、図19〜図23につき、リード線62が銅メッキアルミ線(または銅クラッドアルミ線)である場合に好適に適用できる別の実施例(第5の実施例)を説明する。
【0083】
この実施例では、上述した第3の実施例と同様に、コテ部12の下面において根元側のコテ先凹部18のみを有し、先端側のコテ先凹部(16)を省いた構成のヒータチップ10を使用する。ただし、図19に示すように、この実施例におけるコテ先凹部18は、リード線62と平行になるチップ厚み方向でリード線62の先端側から見てコテ部12の反対側の一側面12aから内奥に向かって延びる洞窟またはくぼみの形態を有している。好ましくは、コテ先凹部18は、コテ部12の一側面12aの幅方向中心部にて、下に向かって逆テーパ状に横に広がりながら、かつ内奥に深度を拡大しながらコテ部12を上端から底(コテ先面14)まで湾曲に削ぎ落したような構造を有している。図示のくぼみ構造においては、くぼみの天井は側面12aから内奥に向かって次第に低くなり、入口から内奥の終端まで底が切り欠かれている。
【0084】
この実施例では、図20に示すように、端子66の表面に予めクリームハンダ92が塗り潰しで塗布され、端子66に接合されるべきリード線62はクリームハンダ92の上に載せられる。接合装置30(図3)が起動して、ヒータチップ10を降ろすと、図21Aに示すように、コテ部12のコテ先面14およびコテ先凹部18のいずれもリード線62を挟んで端子66上のクリームハンダ92と向かい合う。
【0085】
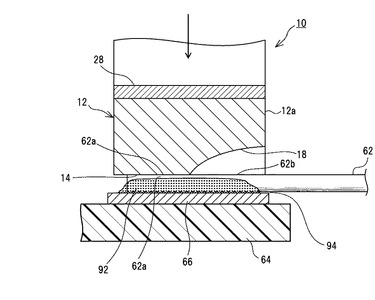
そして、図21Bに示すように、コテ部12のコテ先面14がリード線62の先端部62aに加圧接触して端子66に押し付けると、リード線62が少したるむほど基端側(電気部品60側)に伸びて、コテ先凹部18の直下ではリード線62が端子66の表面に密着しない状態になり、あるいは両者(62,66)の間に隙間94が形成される状態となる。
【0086】
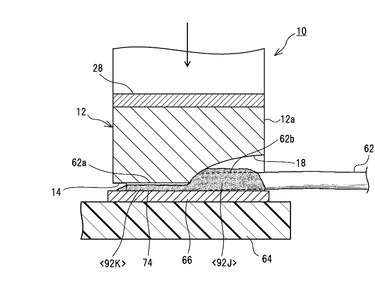
そして、通電が開始されると、ヒータチップ10のコテ部12が発熱し、その加圧と加熱によりコテ先面14と接触するリード線62の先端部分62aで表面の絶縁被膜(たとえばウレタン)が剥がれて、リード線62の先端部分62aが扁平に潰れて端子66の表面に熱圧着で結合し、熱圧着部74が形成される(図21C)。そうすると、リード線62の先端部62aおよび熱圧着部74を介して端子66にコテ部12の熱が伝わり、さらにはリード線62のコテ先凹部18内に延在する部分(以下、「先端近接部」と称する。)62bにもコテ部12の熱が伝わり、このリード線62の先端近接部62bでも絶縁被覆が溶けて剥がれる。
【0087】
こうしてコテ先凹部18内では、リード線62の先端近接部62bの絶縁被覆が剥がれると、内側の銅メッキ層(または銅クラッド層)がピュアな状態で露出し、フラックスが使われていなくても、この露出した銅メッキ層を溶融状態のハンダ<92>がぬれによって包み込む。この場合、コテ部12と端子66との間のスペース(隙間)においては、図21Dに示すように、端子66上の溶けたハンダ<92>の多くがぬれと表面張力によってコテ先凹部18の中に寄せ集まってきて、リード線62の先端近接部62bの銅メッキ層(または銅クラッド層)を覆った状態になる。
【0088】
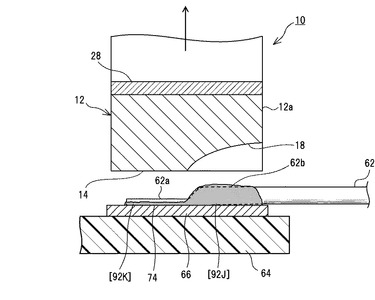
そして、通電開始から所定時間が経過して、接合装置30がコテ部12をハンダ凝固点よりも低い温度(ベース温度または常温)に冷やすと、端子66上で全ての溶融ハンダ<92>がそれぞれの位置で固化する。すなわち、コテ先凹部18内の溶融ハンダ部<92J>はリード線62の先端近接部62bの銅メッキ層(または銅クラッド層)を覆う固体ハンダ部[92J]に変わり、コテ先面14の下に残っている溶融ハンダ部<92K>は熱圧着部74の周囲に広がる低層の固体ハンダ部[92K]に変わる。
【0089】
このように、この実施例においても、本発明のヒータチップ10を使用する1回の加圧・通電動作により、リード線62の先端部62aが端子66の表面に熱圧着で結合される第1の接合部つまり熱圧着部74が形成されると同時に、その熱圧着部74に隣接する位置でリード線62の先端近接部62bが端子66の表面にハンダ付けで結合される第2の接合部つまりハンダ付け部[92J]が形成される。
【0090】
図22および図23A,図23Bに、この実施例における実験結果の一例を示す。図22は、この実施例による接合加工が済んだ後の接合部を真上から撮影した写真である。図23Aは、ハンダ付け部[92J]の断面構造を示す図22のA線についての金属顕微鏡撮影図である。図23Bは、熱圧着部72の断面構造を示す図22のB線についての金属顕微鏡撮影図である。
【0091】
図23Aに示すように、ハンダ付け部[92J]では、端子(66)上で山形に隆起して固まったハンダが、潰れていないリード線(62)の銅メッキ層の周りを下から上まで覆っており、リード線(62)の頂部を除く周回方向の大部分でハンダ接合が形成されているのが観察される。このように、潰れていない(断面が円形の)リード線(62)の銅メッキ層の周りを下から上までハンダが覆うことで、接合強度の大きくて安定した接合部が得られる。なお、周回方向で銅メッキ層の欠けている部分は、銅とアルミニウムが合金化した部分(ジェラルミン)であり、この付近も非常に強固な接合部になっている。
【0092】
一方、図23Bに示すように、熱圧着部74では、リード線(62)が扁平または断面矩形に潰れていて、この扁平な部分の下面に露出している銅メッキ層が端子(66)の表面に圧着している接合状態が観察されるとともに、リード線(62)の扁平部分の切立った両側面に露出している銅メッキ層がハンダと接合している接合状態も観察される。もっとも、このような切立った両側面におけるハンダ接合の強度は高くはない。
【0093】
このように、この実施例では、コテ部12からの熱をリード線62、端子66およびハンダ92に効率よく伝える機能を主に熱圧着部74が担い、リード線62と端子64とを強固に結合する機能を主にハンダ付け部[92J]が担う。ハンダ付け部[92J]の接合面積および接合強度が大きいので、たとえ熱圧着部74が緩んだり剥がれても、リード線62と端子64との間にはハンダ付け部[92J]の安定かつ強固な結合が保たれる。
【0094】
したがって、リードフレームのように薄くて熱容量の大きな端子(66)にリード線62を接合する場合には、熱圧着部74には大きな接合強度を見込めないが、ハンダ付け部[92J]は上記と同様に安定かつ十分強固な接合強度が得られるので、この実施例の有用性が特に顕著に出る。
【0095】
また、上記のように接合加工の際にコテ部12のコテ先面14がリード線62の先端部62aを端子66に押し付けることにより、リード線62が少したるむほど基端側(電気部品60側)に伸びるので、電気部品60がリード線62に振動を与えるようなもの(たとえばボイスコイル)であっても、リード線62はその振動に追従することができる。これにより、リード線62の安全性と電気部品60の性能を同時に向上させることができる。なお、リード線62は、銅メッキアルミ線(または銅クラッドアルミ線)に限定されず、たとえば銅の裸線であってもよい。
[他の実施例または変形例]
【0096】
以上、本発明の好適な実施形態について説明したが、上述した実施形態は本発明を限定するものではない。当業者にあっては、具体的な実施態様において本発明の技術思想および技術範囲から逸脱せずに種々の変形・変更を加えることが可能である。
【0097】
たとえば、端子66の形状は、上記実施例におけるような四角形に限定されるものではなく、たとえば円形や楕円形等も可能である。上記実施例ではリード線62の一端部を絶縁被覆付きのまま端子66にハンダ付けで接合したが、予め絶縁被覆を機械的に剥いでから端子66にハンダ付けで接合することも可能である。本発明は、上記実施例におけるような線径200μm以下の極細リード線62と端子66とのハンダ付けに好適に用いることができるが、加工対象の細線としてそれよりも太いリード線(被覆線)や裸線も可能である。
【0098】
また、上述した実施例は、リフローソルダリングに係り、接合装置30が起動する前に予め端子66上にクリームハンダを塗布した。しかし、接合装置30が起動してヒータチップ10を被加工物(62,66)に当てる際にそれと連携してたとえば固形のハンダをコテ先凹部16,18(16',18')付近に供給するハンダ付け方法も可能である。
【0099】
また、上記実施例はハンダ付けに係るものであったが、本発明はアルミニウムろう、銀ろう、銅ろう等のろう付けにも適用可能であり、広くは任意のろう接に適用可能である。
【符号の説明】
【0100】
10 ヒータチップ
12 コテ部
14 コテ先面
16,18 コテ先凹部
30 接合装置
60 電気部品
62 リード線
62a リード線の扁平に潰れた部分
66 端子
70,72 枕木形クリームハンダ
71 塗り潰しのクリームハンダ
<71> 溶融した液状のハンダ
[71] 冷えて固まった固体のハンダ
74 熱圧着部
80,82 土手形クリームハンダ
<80>,<82> 溶融した液状のハンダ
[80],[82] 冷えて固まった固体のハンダ
84,86 コテ先両端部
92 塗り潰しのクリームハンダ
<92> 溶融した液状のハンダ
[92] 冷えて固まった固体のハンダ
【特許請求の範囲】
【請求項1】
通電により発熱するコテ部を有し、前記コテ部のコテ先面を端子部材上の導電性細線の一端部に加圧接触させることによって前記細線を前記端子部材に接合するヒータチップであって、
前記コテ部のコテ先面を当てられる前記細線側から見て前記細線の端と反対側で前記コテ先面に隣接して設けられ、前記細線を前記端子部材にろう接するために前記細線に非接触で被さる第1のコテ先凹部を有するヒータチップ。
【請求項2】
前記第1のコテ先凹部は、前記細線と直交するチップ幅方向で前記コテ部の一端から他端まで一様な断面形状で形成されている、請求項1に記載のヒータチップ。
【請求項3】
前記第1のコテ先凹部は、前記細線と直交するチップ幅方向で前記コテ部の両端部を除く中間部に形成されている、請求項1に記載のヒータチップ。
【請求項4】
前記第1のコテ先凹部は、前記細線と平行になるチップ厚み方向で前記細線の先端側から見て前記コテ部の反対側の一側面から内奥に向かって延びる洞窟またはくぼみの形態を有している、請求項1に記載のヒータチップ。
【請求項5】
前記細線側から見て前記細線の端寄りで前記コテ先面に隣接して設けられ、前記細線を前記端子部材にろう接するために前記細線に非接触で被さる第2のコテ先凹部を有する、請求項1〜4のいずれか一項に記載のヒータチップ。
【請求項6】
前記第2のコテ先凹部は、前記細線と直交する方向で前記コテ部の一端から他端まで一様な断面形状で形成されている、請求項5に記載のヒータチップ。
【請求項7】
前記第2のコテ先凹部は、前記細線と直交する方向で前記コテ部の両端部を除く中間部に形成されている、請求項5に記載のヒータチップ。
【請求項8】
請求項1〜7のいずれか一項に記載のヒータチップと、
前記ヒータチップを支持し、導電性の細線を端子部材に接合する際に、前記コテ部のコテ先面を前記端子部材上の前記細線の一端部に加圧接触させるヒータヘッドと、
前記ヒータチップに抵抗発熱用の電流を供給するヒータ電源と
を有する接合装置。
【請求項9】
請求項8に記載の接合装置を用いて導電性の細線を端子部材に接合する接合方法であって、
端子部材の上にろう材を塗布する第1の工程と、
前記端子部材の上に前記細線の一端部を配置する第2の工程と、
前記ヒータチップのコテ先面を前記端子部材上の前記細線の一部に当てて、所定の加圧力を加える第3の工程と、
前記コテ部を通電により第1の温度まで発熱させる第4の工程と、
前記端子部材上で前記コテ部からの加熱により溶融したろう材を前記コテ先凹部と前記細線との間の隙間に流動させる第5の工程と、
溶融した前記ろう材を凝固温度よりも低い温度に冷やして固化させる第6の工程と
を有する接合方法。
【請求項10】
前記第1の工程では、前記端子部材の上に前記ろう材が局所的に塗布され、
前記第2の工程では、前記ろう材の上に前記細線の一部が載せられ、
前記第3の工程では、前記コテ先凹部が前記細線を挟んで前記ろう材と対向し、前記コテ先面が前記細線を挟んで前記端子部材の表面と対向する、
請求項9に記載の接合方法。
【請求項11】
前記第1の工程では、前記端子部材の上に前記ろう材が局所的に塗布され、
前記第2の工程では、前記端子部材上で前記ろう材と並んでその隣に前記細線が載せられ、
前記第3の工程では、前記コテ先面が前記細線および前記ろう材と対向し、前記コテ先凹部が少なくとも前記細線と対向する、
請求項9に記載の接合方法。
【請求項12】
前記第1の工程において、前記ろう材は、前記第2の工程においてその隣に並べられる前記細線よりも前記端子部材上で高くなるような厚さに塗布される、請求項11に記載の接合方法。
【請求項13】
前記第2の工程と前記第3の工程との間で、前記ヒータチップのコテ先面を前記端子部材上の前記細線の一部に当たる手前の位置で停止させ、前記コテ部を通電により第2の温度まで発熱させて前記ろう材の一部を溶融させる第7の工程を有する、請求項12に記載の接合方法。
【請求項14】
前記第1の工程において、前記ろう材は、スクリーン印刷によって前記端子部材上に塗布される、請求項9〜13のいずれか一項に記載の接合方法。
【請求項15】
請求項8に記載の接合装置を用いて導電性の細線を端子部材に接合する接合方法であって、
前記端子部材の上に前記細線の一端部を載せる第1の工程と、
前記ヒータチップのコテ先面を前記端子部材上の前記細線の一端部に当てて、所定の加圧力を加える第2の工程と、
前記コテ先凹部またはその付近にろう材を供給する第3の工程と、
前記コテ部を通電により一定の温度まで発熱させる第4の工程と、
前記端子部材上で前記コテ部からの加熱により溶融したろう材を前記コテ先凹部と前記細線との間の隙間に流動させる第5の工程と、
溶融した前記ろう材を凝固温度よりも低い温度に冷やして固化させる第6の工程と
を有する接合方法。
【請求項16】
前記細線の線径は200μm以下である、請求項9〜15のいずれか一項に記載のヒータチップ。
【請求項17】
導電性の細線の一端部が扁平に変形して端子部材に熱圧着で結合されている熱圧着部と、
前記熱圧着部に隣接する位置で前記細線がろう材で覆われて前記端子部材に結合されているろう接部と
を有し、
前記熱圧着部と前記ろう接部とが同時に形成される、細線と端子の接続構造。
【請求項18】
前記ろう接部は、前記熱圧着部から見て前記細線の端と反対側の隣に形成される、請求項17に記載の細線と端子の接続構造。
【請求項19】
前記ろう接部は、前記熱圧着部から見て前記細線の端寄りとその反対側の両隣に形成される、請求項17に記載の細線と端子の接続構造。
【請求項1】
通電により発熱するコテ部を有し、前記コテ部のコテ先面を端子部材上の導電性細線の一端部に加圧接触させることによって前記細線を前記端子部材に接合するヒータチップであって、
前記コテ部のコテ先面を当てられる前記細線側から見て前記細線の端と反対側で前記コテ先面に隣接して設けられ、前記細線を前記端子部材にろう接するために前記細線に非接触で被さる第1のコテ先凹部を有するヒータチップ。
【請求項2】
前記第1のコテ先凹部は、前記細線と直交するチップ幅方向で前記コテ部の一端から他端まで一様な断面形状で形成されている、請求項1に記載のヒータチップ。
【請求項3】
前記第1のコテ先凹部は、前記細線と直交するチップ幅方向で前記コテ部の両端部を除く中間部に形成されている、請求項1に記載のヒータチップ。
【請求項4】
前記第1のコテ先凹部は、前記細線と平行になるチップ厚み方向で前記細線の先端側から見て前記コテ部の反対側の一側面から内奥に向かって延びる洞窟またはくぼみの形態を有している、請求項1に記載のヒータチップ。
【請求項5】
前記細線側から見て前記細線の端寄りで前記コテ先面に隣接して設けられ、前記細線を前記端子部材にろう接するために前記細線に非接触で被さる第2のコテ先凹部を有する、請求項1〜4のいずれか一項に記載のヒータチップ。
【請求項6】
前記第2のコテ先凹部は、前記細線と直交する方向で前記コテ部の一端から他端まで一様な断面形状で形成されている、請求項5に記載のヒータチップ。
【請求項7】
前記第2のコテ先凹部は、前記細線と直交する方向で前記コテ部の両端部を除く中間部に形成されている、請求項5に記載のヒータチップ。
【請求項8】
請求項1〜7のいずれか一項に記載のヒータチップと、
前記ヒータチップを支持し、導電性の細線を端子部材に接合する際に、前記コテ部のコテ先面を前記端子部材上の前記細線の一端部に加圧接触させるヒータヘッドと、
前記ヒータチップに抵抗発熱用の電流を供給するヒータ電源と
を有する接合装置。
【請求項9】
請求項8に記載の接合装置を用いて導電性の細線を端子部材に接合する接合方法であって、
端子部材の上にろう材を塗布する第1の工程と、
前記端子部材の上に前記細線の一端部を配置する第2の工程と、
前記ヒータチップのコテ先面を前記端子部材上の前記細線の一部に当てて、所定の加圧力を加える第3の工程と、
前記コテ部を通電により第1の温度まで発熱させる第4の工程と、
前記端子部材上で前記コテ部からの加熱により溶融したろう材を前記コテ先凹部と前記細線との間の隙間に流動させる第5の工程と、
溶融した前記ろう材を凝固温度よりも低い温度に冷やして固化させる第6の工程と
を有する接合方法。
【請求項10】
前記第1の工程では、前記端子部材の上に前記ろう材が局所的に塗布され、
前記第2の工程では、前記ろう材の上に前記細線の一部が載せられ、
前記第3の工程では、前記コテ先凹部が前記細線を挟んで前記ろう材と対向し、前記コテ先面が前記細線を挟んで前記端子部材の表面と対向する、
請求項9に記載の接合方法。
【請求項11】
前記第1の工程では、前記端子部材の上に前記ろう材が局所的に塗布され、
前記第2の工程では、前記端子部材上で前記ろう材と並んでその隣に前記細線が載せられ、
前記第3の工程では、前記コテ先面が前記細線および前記ろう材と対向し、前記コテ先凹部が少なくとも前記細線と対向する、
請求項9に記載の接合方法。
【請求項12】
前記第1の工程において、前記ろう材は、前記第2の工程においてその隣に並べられる前記細線よりも前記端子部材上で高くなるような厚さに塗布される、請求項11に記載の接合方法。
【請求項13】
前記第2の工程と前記第3の工程との間で、前記ヒータチップのコテ先面を前記端子部材上の前記細線の一部に当たる手前の位置で停止させ、前記コテ部を通電により第2の温度まで発熱させて前記ろう材の一部を溶融させる第7の工程を有する、請求項12に記載の接合方法。
【請求項14】
前記第1の工程において、前記ろう材は、スクリーン印刷によって前記端子部材上に塗布される、請求項9〜13のいずれか一項に記載の接合方法。
【請求項15】
請求項8に記載の接合装置を用いて導電性の細線を端子部材に接合する接合方法であって、
前記端子部材の上に前記細線の一端部を載せる第1の工程と、
前記ヒータチップのコテ先面を前記端子部材上の前記細線の一端部に当てて、所定の加圧力を加える第2の工程と、
前記コテ先凹部またはその付近にろう材を供給する第3の工程と、
前記コテ部を通電により一定の温度まで発熱させる第4の工程と、
前記端子部材上で前記コテ部からの加熱により溶融したろう材を前記コテ先凹部と前記細線との間の隙間に流動させる第5の工程と、
溶融した前記ろう材を凝固温度よりも低い温度に冷やして固化させる第6の工程と
を有する接合方法。
【請求項16】
前記細線の線径は200μm以下である、請求項9〜15のいずれか一項に記載のヒータチップ。
【請求項17】
導電性の細線の一端部が扁平に変形して端子部材に熱圧着で結合されている熱圧着部と、
前記熱圧着部に隣接する位置で前記細線がろう材で覆われて前記端子部材に結合されているろう接部と
を有し、
前記熱圧着部と前記ろう接部とが同時に形成される、細線と端子の接続構造。
【請求項18】
前記ろう接部は、前記熱圧着部から見て前記細線の端と反対側の隣に形成される、請求項17に記載の細線と端子の接続構造。
【請求項19】
前記ろう接部は、前記熱圧着部から見て前記細線の端寄りとその反対側の両隣に形成される、請求項17に記載の細線と端子の接続構造。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】

【図7】
【図8A】
【図8B】

【図8C】

【図8D】

【図9】
【図10A】
【図10B】
【図10C】
【図11】
【図12A】

【図12B】
【図12C】
【図13】
【図14】
【図15】
【図16A】

【図16B】
【図16C】
【図16D】

【図17】

【図18】
【図19】
【図20】

【図21A】
【図21B】
【図21C】
【図21D】

【図21E】
【図24】
【図25】
【図26】
【図27】
【図22】
【図23A】

【図23B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【図8D】
【図9】
【図10A】
【図10B】
【図10C】
【図11】
【図12A】
【図12B】
【図12C】
【図13】
【図14】
【図15】
【図16A】
【図16B】
【図16C】
【図16D】
【図17】
【図18】
【図19】
【図20】
【図21A】
【図21B】
【図21C】
【図21D】
【図21E】
【図24】
【図25】
【図26】
【図27】
【図22】
【図23A】
【図23B】
【公開番号】特開2013−99779(P2013−99779A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−196044(P2012−196044)
【出願日】平成24年9月6日(2012.9.6)
【出願人】(000161367)ミヤチテクノス株式会社 (103)
【出願人】(503304441)株式会社 工房PDA (6)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年9月6日(2012.9.6)
【出願人】(000161367)ミヤチテクノス株式会社 (103)
【出願人】(503304441)株式会社 工房PDA (6)
【Fターム(参考)】
[ Back to top ]