
ヒートシールテープおよび商品展示体
【課題】被処理物の外表面が種々のポリマー素材で形成されていても、十分なヒートシール接着力により被処理物に接着し、高温・高湿度の環境下においても接着力の保持を可能とするヒートシールテープを提供する。
【解決手段】基材層と、少なくとも基材層の片面に形成されたシーラント層と、からなるヒートシールテープにおいて、前記シーラント層は、エチレン−酢酸ビニル共重合体、スチレン系ブロック共重合体および粘着付与剤とを含むホットメルト組成物から構成され、該組成物は、融点が85℃以下であり、メルトフローレート(MFR)が15.0g/10分以下(190℃、2160g荷重)であるヒートシールテープ。
【解決手段】基材層と、少なくとも基材層の片面に形成されたシーラント層と、からなるヒートシールテープにおいて、前記シーラント層は、エチレン−酢酸ビニル共重合体、スチレン系ブロック共重合体および粘着付与剤とを含むホットメルト組成物から構成され、該組成物は、融点が85℃以下であり、メルトフローレート(MFR)が15.0g/10分以下(190℃、2160g荷重)であるヒートシールテープ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品等の商品を封入した袋を複数並べて取り付けて展示販売するためのディ
スプレイストリップとして、販売広告や景品券などを印刷して、袋の外面に取り付けられ
るバナーとして、粉、砂糖などの食品や飼料、肥料、セメントなどの粉粒体包装袋の袋口
をシールするための密封部材などとして用いられるヒートシールテープ、及び該ヒート
シールテープに包装袋が複数並べて取り付けられた商品展示体に関する。
【背景技術】
【0002】
スナック菓子などの食品は、通常、製袋包装機で所定量ずつ個別包装されて商店に出荷
されている。商店では入荷した包装袋を陳列棚に並べて展示販売するため、個々の袋を展
示棚に並べる作業を必要とした。この作業負担を軽減するとともに、陳列スペースの有効
利用という観点から、商品封入袋を細長のテープ(この用途に用いられる場合、ディスプ
レイストリップと称されることがある)に並べて取り付けて、吊下げ展示販売する方式が
注目されている。ディスプレイストリップに商品を封入した袋を取り付ける方式としては、
ディスプレイストリップ基材に粘着剤を塗布して形成した粘着剤層に商品封入袋を常温で
取り付ける方式と、ディスプレイストリップ基材にヒートシール性の樹脂層(シーラント
層)を形成し、商品封入袋をヒートシールにより取り付ける方式とが知られている。前者
の粘着剤層に商品封入袋を取り付ける方式では、ディスプレイストリップ表面に粘着剤層
を有するために、ディスプレイストリップ製造段階における工程通過性に難点があり、広
く普及するに至っていない。また、後者のヒートシール性樹脂層を有するディスプレイス
トリップでは、上記のような工程通過性の問題はないが、ヒートシールにより取り付けら
れた袋を販売時に取り外すときに、袋の取り付けられた部分が損傷するという問題があっ
た。
【0003】
上記の袋の損傷問題については、ヒートシール性を有する樹脂としてエチレン−酢酸ビ
ニル共重合体を用いることにより、袋に対して一定の接着力を確保する一方で、袋の表面
を傷つけることなく、袋を取り外し可能とする技術が知られている(特許文献1〜3)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許7011883号公報
【特許文献2】日本特許4551671号公報
【特許文献3】米国特許7160595号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記の技術では、袋素材が二軸延伸ポリプロピレン樹脂である場合には袋
に対して接着力を有するが、二軸延伸ナイロンフィルム、二軸延伸ポリエステルフィルム
などのポリプロピレン以外の素材で形成された袋に対する接着力が不十分で、特に、室温
の環境下では接着力を有していても高温高湿度の環境下では、接着力が大幅に低下すると
いう問題があった。
また、最近、販売広告や景品券などを印刷したテープ(この用途に用いられる場合、バ
ナーと称されることがある)が、包装袋外面の一端から他端(通常、上端から下端)に、
ヒートシールにより取り付けられるようになってきたが、このバナーについても、上記と
同様の問題を有する。
さらに、粉、砂糖などの食品や飼料、肥料、セメントなどの粉粒体包装袋の上側袋口を
シールするための密封部材についても、上記と同様の問題を有する。
【0006】
したがって、本発明の解決すべき課題は、袋表面がいかなる素材で形成されていても、
特に、二軸延伸ポリエステルフィルムまたは二軸延伸ナイロンフィルムから形成された包
装袋であっても、十分なヒートシール性を有し、室温下だけでなく、高温高湿度下におい
ても接着力を維持することができる、ディスプレイストリップ、バナー、または袋密封部
材などとして用いられるヒートシールテープを提供することである。
【課題を解決するための手段】
【0007】
上記の課題は、基材層と、基材層の少なくとも片面に形成されたシーラント層と、から
なるヒートシールテープにおいて、
前記シーラント層は、エチレン−酢酸ビニル共重合体、スチレン系ブロック共重合体お
よび粘着付与剤とを含むホットメルト組成物から構成され、
該組成物は、融点が85℃以下(好ましくは80℃以下)であり、かつ、190℃、21
60g荷重で測定したメルトフローレート(MFR)が15.0g/10分以下(好まし
くは10.0g/10分以下)であるヒートシールテープを得ることにより解決される。
(以下、メルトフローレートをMFRと略記することがあり、本発明においてメルトフ
ローレートは、JIS K7210−1995に規定された方法に従い、190℃、21
60g荷重のもとで測定した値を示す。)
【0008】
上記のヒートシールテープと、外表面層がポリエステル、ナイロン、またはポリプロピレ
ン等の二軸延伸フィルムから形成された包装袋とからなり、前記包装袋が、前記ヒート
シールテープに複数並べて取り付けられることにより商品展示体が構成される。
【0009】
本発明のヒートシールテープにおいて、エチレン−酢酸ビニル共重合体が非架橋エチレ
ン−酢酸ビニル共重合体(a)と架橋エチレン−酢酸ビニル共重合体(b)との混合物で
あることが好ましく、さらに、エチレン−酢酸ビニル共重合体がMFR100g/10分
(190℃、2160g荷重)以上の非架橋エチレン−酢酸ビニル共重合体(a)とMF
R1g/10分(190℃、2160g荷重)以下の架橋エチレン−酢酸ビニル共重合体
(b)との混合物であることが好ましい。
【0010】
また、エチレン−酢酸ビニル共重合体が、非架橋エチレン−酢酸ビニル共重合体(a)
60〜90重量%と架橋エチレン−酢酸ビニル共重合体(b)40〜10重量%とからな
る混合物であることが好ましい。
【0011】
本発明のヒートシールテープにおいて、前記基材層と前記シーラント層との間に、粘着
剤層が形成される場合がある。
【発明の効果】
【0012】
本発明のヒートシールテープは、シーラント層が、エチレン−酢酸ビニル共重合体だけ
でなく、エチレン−酢酸ビニル共重合体とスチレン系ブロック共重合体との混合物から形
成されているため、ポリエステル、ナイロン、ポリプロピレンなどの各種ポリマーの二軸
延伸フィルムから形成された包装袋に対して優れた接着性を有する。さらに、シーラント
層を形成する組成物の融点が85℃以下と低いため、ヒートシール性に優れている一方で
は、MFRが15.0g/10分以下と高温下において流れ難いため、ヒートシールによ
り取り付けられた袋の保持性がよく、とくに高温高湿度下の環境下においても袋との接着
性や袋の保持性が維持されるという優れた効果を奏する。したがって、袋が取り付けられ
たヒートシールテープ(ディスプレイストリップ)は、生産者から商店に、種々の環境下
のもとで輸送することが可能である。
【0013】
袋にバナーとして取り付けられたヒートシールテープも同様に、袋との接着性に優れ、
とくに高温高湿度下においても袋から剥離することがない。また、袋の袋口をシールする
ための密封部材として用いられた場合にも、高温高湿度下においても袋の密封が維持され
る。
【0014】
本発明のヒートシールテープの好ましい態様として、エチレン−酢酸ビニル共重合体が、
非架橋共重合体と架橋共重合体との混合物であり、特に、MFR100以上の非常に流動
しやすい共重合体とMFR1以下の非常に流動し難い共重合体とが混合されていることに
より、ヒートシール性に優れるとともに高温高湿度下における袋との接着性にも優れると
いう効果をより顕著にしている。
【図面の簡単な説明】
【0015】
【図1】本発明のヒートシールテープ(ディスプレイストリップ)に袋を取り付ける1例を示す模式図である。
【発明を実施するための形態】
【0016】
(ヒートシールテープ)
本発明におけるヒートシールテープは、ヒートシール性を有している。ヒートシール性
とは、加熱バーや加熱板あるいは加熱ロール等を用いて、テープと包装袋などの被処理物
を重ねた上で、加熱、加圧し、テープと被処理物間を接着させる性質を有していることを
意味している。
本発明に係るヒートシールテープの形状については、ディスプレイストリップとして用
いる場合、ヒートシールにより、商品を封入した袋を並べて取り付け、吊下げ展示販売で
きるものであれば特に限定されないが、通常、細幅の長尺形状を有し、複数の袋を並べて
取り付けることができるように所定の長さを有し、吊下げ展示のために上端に孔が形成さ
れている。また、バナーとして用いられる場合、袋外面の一端から他端に取り付けられ、
袋面の一部をカバーする幅を有している。また、袋口をシールするためのヒートシール
テープは、袋の大きさおよび袋の重量に応じて所定の幅と長さを有している。
【0017】
ヒートシールテープは、基材層と、基材層の少なくとも片面に形成されたシーラント層
とから構成され、シーラント層がヒートシールにより溶融して、包装袋などの被処理物と
接着する。
【0018】
(基材層)
上記基材層としては特に限定されないが、多数の商品を取り付けて吊り下げるために必要
な充分な強度を有し、かつ、ヒートシール時に溶融したり劣化したりしない耐熱性を有す
ることが好ましく、例えば、二軸延伸ポリプロピレン(OPP)、二軸延伸ポリエチレン
テレフタレート(OPET)、二軸延伸ナイロン(ONY)などの二軸延伸フィルム、金
属箔、紙、不織布、メッシュなどの織物又はこれらの積層物が挙げられるが、なかでも、
二軸延伸フィルムが好ましい。
上記基材層の厚さとしては特に限定されないが、本発明のヒートシールテープをディスプ
レイストリップとして用いる場合には、20μm〜200μmの範囲にあることが好まし
く、30μm〜80μmの範囲にあることがさらに好ましい。20μm未満であると、充
分な強度が得られずにディスプレイストリップとして用いた場合、展示時や商品を封入し
た袋を取り外す際に破損する恐れがあり、200μmを超えると、基材層が断熱材の役割
をしてヒートシール時にシーラント層に充分に熱が伝わらないことがある。本発明のヒー
トシールテープをバナーとして用いる場合には、20μmよりも薄くてもよく、例えば、
5μm以上であればよい。
【0019】
(シーラント層)
本発明のヒートシールテープのシーラント層は、少なくとも基材層の片面に形成される
が、両面に形成されてもよい。例えば、袋口を密封する場合に用いられる場合、袋口を外
側から挟んでヒートシールして密封する場合には、シーラント層は片面でよいが、ヒート
シールテープを袋口の中に挿入して袋口を密封する場合には、基材層の両面にシーラント
層を形成することが有利である。
【0020】
本発明のヒートシールテープにおいて、シーラント層は、テープにヒートシール性を与
えるために、少なくともエチレン−酢酸ビニル共重合体、スチレン系ブロック共重合体お
よび粘着付与剤を含む。従来、特許文献1〜2に開示されているように、エチレン−酢酸
ビニル共重合体および粘着付与剤とからなるシーラント層を有するヒートシールテープ
(ディスプレイストリップ)が用いられていたが、本発明においては、さらにスチレン系
ブロック共重合体を加えて組成物を形成し、組成物の融点を85℃以下と低くして、ホッ
トメルト性を与え、低温でのヒートシールを可能にする一方では,MFRを15.0g/
10分以下と低くして、高温高湿度の環境下においても袋保持性が確保されている。なお、
本発明において、ホットメルト性とは、常温では固体であるが、加熱すると溶融し、流動
状態となる性質を意味している。
シーラント層の厚さとしては、特に制限されないが、3μm〜100μmの範囲にあるこ
とが好ましく、5μm〜60μmの範囲にあることがさらに好ましい。3μm未満である
と十分な接着力が得られなく、厚みが100μmを超えると、ヒートシール時間が長くな
ることがある。しかし十分な接着力が得られ、かつ適度なヒートシール時間を得るために
は最適な厚みは5μm以上、60μm以下が望ましい。
【0021】
(エチレン−酢酸ビニル共重合体)
本発明において用いられるエチレン−酢酸ビニル共重合体における酢酸ビニル含量とし
ては、10重量%〜40重量%の範囲にあることが好ましく、20〜30重量%の範囲に
あることがさらに好ましい。酢酸ビニル含量が10重量%以下では、低融点を得ることが
難しく、また一方、40重量%以上では高温時の接着性、袋保持力が不十分となる傾向が
ある。また、上記エチレン−酢酸ビニル共重合体としては、酢酸ビニル成分の一部がケン
化されたものも用いることができる。更に、上記エチレン−酢酸ビニル共重合体としては、
その少なくとも一部がカルボキシル変性されたものも用いることができる。
本発明におけるシーラント層組成物の融点は85℃以下であり、MFRは15.0g/
10分以下であるので、それに応じて適当な融点、MFRを有するエチレン−酢酸ビニル
共重合体を適宜選択する必要がある。
【0022】
本発明においてエチレン−酢酸ビニル共重合体は、非架橋共重合体と架橋共重合体との
混合物であることが好ましい。非架橋共重合体に架橋共重合体を加えることにより、ヒー
トシールテープ(ディスプレイストリップ)に取り付けられた袋の保持力、なかでも高温
高湿度下における保持力が増大する。非架橋共重合体としては、MFR100g/10分
以上のものが好ましく、架橋共重合体としては、MFR1g/10分以下のものが好まし
い。MFRが極端に相違する共重合体のブレンドにより、低温シールと高温高湿度下にお
ける袋保持力を併せ有するヒートシールテープ(ディスプレイストリップ)を得ることが
できる。
非架橋共重合体と架橋共重合体との混合比率については適宜選択可能であるが、非架橋
共重合体60〜90重量%、架橋共重合体40〜10重量%の範囲にあることが好ましく、
さらに、非架橋共重合体65〜85重量%、架橋共重合体35〜15重量%の範囲にある
ことがさらに好ましい。なお、上記非架橋重合体と架橋重合体とは、同一酢酸ビニル含量
であってもよく、相違していてもよい。
【0023】
本発明において、非架橋共重合体と架橋重合体との混合物を得る方法としては、非架橋
重合体に有機過酸化物を加えて押出機で混練する方法が挙げられる。有機過酸化物は、一
般のラジカル重合に使用される開始剤であり、例えばベンゾイルパーオキサイド、1,1
−ジ−t−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、t−ブチルパー
ベンゾエート、ジ−t−ブチルパーオキサイド、あるいはジクミルパーオキサイド等が使
用できる。これらの有機過酸化物を、0.05〜5重量%程度加えて、混練することによ
り、非架橋共重合体と架橋共重合体の混合した混合物を得ることができる。得られた非架
橋共重合体と架橋共重合体が所望の混合比率を有し、所望のMFRを有しているかどうか
のチェックは、得られた混練組成物を適当な溶剤、例えば、メチルエチルケトン中に浸漬
し、可溶分(非架橋共重合体)と不溶分(架橋共重合体)とに区分し、それぞれのMFR
を測定することにより行うことができる。なお、本発明において、架橋共重合体における
架橋とは溶剤不溶性であるが、熱流動性が保持できる程度の架橋を意味している。
【0024】
(スチレン系ブロック共重合体)
シーラント層を構成するスチレン系ブロック共重合体としては、スチレン、α−メチル
スチレン等のスチレン系モノマーとブタジエン、イソプレン等の共役ジエンとからなるブ
ロックコポリマーあるいはその水素添加物が用いられる。具体的にはスチレン・ブタジエ
ンブロック共重合体、スチレン・イソプレンブロック共重合体、スチレン・エチレン・ブ
テンブロック共重合体(スチレン・ブタジエンブロック共重合体水素添加物)、及びスチ
レン・エチレン・プロピレンブロック共重合体(スチレン・イソプレンブロック共重合体
水素添加物)などを挙げることができ、例えばスチレン系モノマーが10〜60モル%、
共役ジエンが90〜40モル%程度のブロックコポリマー又はその水素添加物が好ましく
使用される。これらのスチレン系ブロックポリマーの組成比、分子量、粘度等は幅広く任
意に選ぶことができる。本発明においては、エチレン−酢酸ビニル共重合体に上記のスチ
レン系ブロック共重合体を加えることにより、袋の表面がポリエステル、ナイロン、ヒー
トシーラブルポリプロピレンなどの各種のポリマー素材の二軸延伸フィルムから形成され
たいずれの包装袋に対しても接着性を有するヒートシールテープ(ディスプレイストリッ
プ)を得ることができる。
【0025】
(粘着付与剤)
シーラント層を構成する粘着付与剤としては特に限定されないが、例えば、ロジン樹脂、
キシレン樹脂、テルペン樹脂、脂肪族系炭化水素樹脂、脂環族系炭化水素樹脂及び芳香族
系炭化水素樹脂からなる群より選択される少なくとも1種の樹脂が好適に用いられる。
上記ロジン樹脂としては、例えば、ロジン、ロジンエステル、ガムロジン、水素化ロジ
ン、重合ロジン、天然ロジンのグリセロールエステル、変性ロジンのグリセロールエステ
ル、天然ロジンのペンタエリスリトールエステル、変性ロジンのペンタエリスリトールエ
ステル、水素化ロジンのグリセロールエステル、重合ロジンのグリセロールエステル等が
挙げられる。キシレン樹脂としては、アルキルフェノール変性キシレン樹脂、ロジン変性
キシレン樹脂等が挙げられる。上記テルペン樹脂としては、例えば、テルペン、フェノー
ル性テルペン、変性テルペン、α−ピネン重合体、β−ピネン重合体、ジペンテン重合体、
テルペン−フェノール共重合体等が挙げられる。上記脂肪族系炭化水素樹脂としては、例
えば、1−ブテン、イソブチレン、ブタジエン、1,3−ペンタジエン等の炭素数4〜5
のモノ又はジオレフィンを主成分とする重合体等が挙げられる。上記脂環族系炭化水素樹
脂としては、例えば、スペントC4−C5留分中のジエン成分を環化2量体化したものを
重合させた樹脂、シクロペンタジエン等の環状モノマーを重合させた樹脂、水素添加ジシ
クロペンタジエン樹脂、水素添加石油樹脂等が挙げられる。上記芳香族系炭化水素樹脂と
しては、例えば、ビニルトルエン、インデン、スチレン重合体、α−メチルスチレン重合
体等が挙げられる。上記シーラント層は、加工性の向上及び粘着力等の調整を目的として
ワックスを含有してもよい。
【0026】
(シーラント層組成物)
本発明のヒートシールテープのシーラント層を構成するエチレン−酢酸ビニル共重合体
(X)、スチレン系ブロック共重合体(Y)と粘着付与剤(Z)との混合割合の好適範囲
は、エチレンー酢酸ビニル共重合体50〜85重量%(さらに好ましくは、60〜80重
量%)、スチレン系ブロック共重合体8〜30重量%(さらに好ましくは10〜20重量
%)、粘着付与剤10〜30重量%(さらに好ましくは13〜20重量%)である(X+
Y+Z=100重量%)。
【0027】
上記シーラント層は、必要に応じて、更に、紫外線防止剤、酸化防止剤、可塑剤、滑剤、
顔料、染料等の通常用いられる添加剤を含有してもよい。
【0028】
上記シーラント層は本発明のヒートシールテープの実質的全面に形成されていてもよい
し、縞模様のように形成されていてもよく、また、商品を取り付ける所定の位置にのみ形
成されていてもよい。シーラント層がヒートシールテープの実質的全面に形成されている
場合には、ヒートシールテープの任意の位置に包装袋などの被処理物を接着させることが
でき好ましい。なお、ここで実質的にとは、孔あけ加工を施した位置や包装物などの被処
理物を接着させることのない周辺部等は含まないという意味である。
【0029】
(シーラント層の形成方法)
シーラント層は、上記の各成分を同時に或いは任意の順序で溶融混合することによって得
られる。混合方法は任意であり、押出機、オープンロールミル、バンバリーミキサー、
ニーダー、ニーダールーダー、溶融混合槽等を用い、機械的混合条件下に混合する方法、
押出機やホットメルトアプリケーターのような複数の押出手段を用い、押出時に混合する
方法などを採用することができる。
【0030】
エチレンー酢酸ビニル共重合体については、予め非架橋エチレンー酢酸ビニル共重合体と
有機過酸化物を押出機に供給し、加熱混合することにより非架橋共重合体と架橋共重合体
との混合物を得て、この混合物を、スチレン系ブロック共重合体、粘着付与剤とともに押
出機に供給して、本発明におけるシーラント層組成物を形成してもよい。
また、非架橋エチレンー酢酸ビニル共重合体を、スチレン系ブロック共重合体、粘着付与
剤とともに、有機過酸化物を添加して、これらを押出機で混練して、非架橋共重合体と架
橋共重合体との混合物を得るとともに、上記成分が混練した本発明におけるシーラント組
成物を形成してもよい。後者の場合、所望の架橋重合体が得られているかどうかのチェッ
クは、シーラント組成物を適当な溶剤を用いて分別してエチレンー酢酸ビニル共重合体を
取り出し、取り出されたエチレンー酢酸ビニル共重合体を非架橋重合体と架橋重合体とに
分別することにより行うことができる。
【0031】
(基材層とシーラント層の積層)
上記基材層に上記のシーラント層を積層一体化することにより本発明のヒートシール
テープが得られる。基材層とシーラント層との一体化は、基材層フィルムの表面をコロナ
放電処理などにより活性化処理した後、シーラント層フィルムをラミネートしたり、基材
層上にシーラント層溶融組成物を押出しコートしたり、溶融ポリエチレンを介して基材層
とシーラント層とを積層したり、ウレタン接着剤処理された基材層上にシーラント層フィ
ルムをラミネートすることにより行うことができる。
【0032】
(粘着剤層)
本発明のヒートシールテープの変形態様として、前記シーラント層と前記基材層との間
に粘着剤層を設けることができる。商店で展示された商品展示体から、顧客により包装袋
が取り外され、再度、元に戻したい場合がある。このような要望に対応するために、ヒー
トシールテープ(ディスプレイストリップ)のシーラント層と基材層との間に、粘着剤層
を設け、ヒートシールテープ(ディスプレイストリップ)から袋が取り外されたとき、
ヒートシールテープ(ディスプレイストリップ)のシーラント層は袋に付着して外され、
粘着剤層が露出するので、この粘着剤層に取り外した袋を再度取り付けることができる。
粘着剤層形成に用いられる粘着剤としては、常温で粘着性のあるものであれば特に限定さ
れないが、好ましくは、ゴム系粘着剤、アクリル系粘着剤等を用いて形成することができ
る。
なお、本発明において粘着剤とは、一般的な圧着接着剤を意味し、例えば、テープと包装
袋などの2つの被着物同士を接着でき、かつ、剥離できるものをいう。
粘着剤層の厚さとしては、特に限定されないが、10μm〜300μmの範囲にあるこ
とが好ましく、20μm〜100μmの範囲にあることがより好ましい。10μm未満で
は、いったん取り付けられた袋を取り外した際に、上記ヒートシール層とともに上記粘着
剤層もはがれてしまい、袋の再取り付けが困難となることがある。一方、粘着剤層の厚さ
が300μmを超えても粘着剤層の効果は向上しない。
【0033】
(シリコーン処理)
上記の粘着剤層を設けたヒートシールテープ(ディスプレイストリップ)において、袋
を取り外すとき、上層のシーラント層と下層の粘着剤層との間で容易に剥離が起こるよう
に、上層のシーラント層と下層の粘着剤層との間にシリコーン処理剤層があることが好ま
しい。シリコーン処理剤としては特に限定されず、例えば、離型性を要求される用途に用
いられる市販のシリコーン処理剤等を、粘着剤層面に塗布することによりシリコーン処理
が行われる。
【0034】
(包装袋)
本発明のヒートシールテープ(ディスプレイストリップ)に取り付けられる包装袋また
はヒートシールテープ(バナー)が取り付けられる包装袋としては、ヒートシールにより
取り付け可能なもので、少なくとも袋の外表面はプラスチックフィルムから構成されてい
るものが用いられる。本発明のヒートシールテープは、いずれの素材に対しても接着性を
有するので、袋の外表面は、ヒートシーラブル二軸延伸ポリプロピレンフィルムだけでな
く、二軸延伸ナイロンフィルム、二軸延伸ポリエステルフィルムなどの二軸延伸フィルム
で形成されたものであってもよい。袋の外表面がいずれの素材で形成されていても、これ
らの袋は本発明のヒートシールテープ(ディスプレイストリップ)にヒートシールにより
取り付け可能であり、しかも、袋が取り付けられたヒートシールテープ(ディスプレイス
トリップ)が、高温高湿度(40℃、90%)下に置かれても接着力は維持されることが
できる。また、袋の外表面がいずれの素材で形成されていても、これらの袋に本発明の
ヒートシールテープ(バナー)を取り付けることが可能であり、高温高湿度(40℃、9
0%)下に置かれても接着力は維持されることができる。さらにまた、袋の袋口を本発明
のヒートシールテープによりシールすることができる。
【0035】
(包装袋の層構成)
本発明のヒートシールテープに取り付けられる包装袋の層構成は、特に限定されること
なく、各種の層構成の包装袋が取り付けられる。例えば、二軸延伸ポリエチレンテレフタ
レート(OPET)層/印刷層/アルミニウム蒸着無延伸ポリプロピレン(VM−CP
P)層からなるもの;二軸延伸ナイロン(ONY)層/印刷層/ポリエチレン(PE)層
/アルミニウム蒸着無延伸ポリプロピレン(VM−CPP)層からなるもの;ヒートシー
ラブル二軸延伸ポリプロピレン(HS−OPP)層/印刷層/接着剤層/ポリエチレン
(PE)層/アルミニウム蒸着ポリエチレンテレフタレート(VM−PET)層/ポリエ
チレン(PE)層/無延伸ポリプロピレン(CPP)層からなるもの;ヒートシーラブル
二軸延伸ポリプロピレン(HS−OPP)層/印刷層/アルミニウム蒸着無延伸ポリプロ
ピレン(VM−CPP)層からなるもの;ヒートシーラブル二軸延伸ポリプロピレン(H
S−OPP)層/印刷層/ポリエチレン(PE)層/アルミニウム蒸着無延伸ポリプロピ
レン(VM−CPP)層からなるもの;ヒートシーラブル二軸延伸ポリプロピレン(HS
−OPP)層/印刷層/ポリエチレン(PE)層/アルミニウム蒸着ヒートシーラブル二
軸延伸ポリプロピレン(VM−HS−OPP)層;ヒートシーラブル二軸延伸ポリプロピ
レン(HS−OPP)層/印刷層/接着剤層/ポリエチレン(PE)層/アルミニウム蒸
着無延伸ポリプロピレン(VM−CPP)層からなるもの等が挙げられる。
【0036】
(ヒートシールテープへの袋の取り付け)
本発明のヒートシールテープと商品が封入された袋とをヒートシールにより結合して、
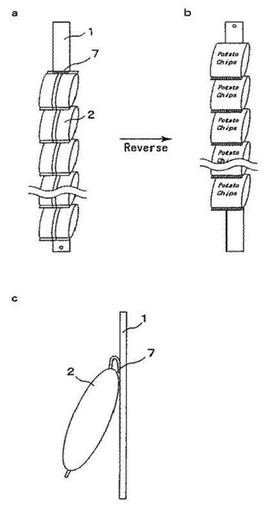
本発明の商品展示体を製造する方法としては特に限定されないが、例えば、図1に示す手
順により取り付けることが好ましい。この方法では、まず、袋2の表側がヒートシール
テープ(ディスプレイストリップ)1に接するようにして商品を封入した袋2を置き、次
いで袋2の上部をヒートシールして袋2をヒートシールテープ(ディスプレイストリッ
プ)1に結合させる(図1a)。袋2に封入される商品としては、スナック菓子、キャン
デイなどが挙げられるがこれに限定されない。所定の数の商品を封入した袋2をヒート
シールテープ(ディスプレイストリップ)1に結合したところで、商品を封入した袋2を、
ヒートシール部を軸に上下反転させて袋2の表面がヒートシールテープ(ディスプレイス
トリップ)1とは反対側になるようにする(図1b)。この状態でヒートシールテープ
(ディスプレイストリップ)1の片端をフック等に吊り下げて展示すれば、袋2とヒート
シールテープ(ディスプレイストリップ)1との接着部7は図1cのようになっているこ
とから、商品を封入した袋を下方向に引っ張れば少ない力で容易にヒートシールテープ
(ディスプレイストリップ)から取り外すことができる。
また、袋の裏側の上端部をヒートシールテープ(ディスプレイストリップ)の所定の位置
に取り付けて、上記のような反転を行うことなく、そのままの状態で吊下げ展示を行って
もよい。
【0037】
本発明のヒートシールテープ(ディスプレイストリップ)に商品が封入された袋の取り付
けは、所定温度に加熱されたヒータプレート上に、ヒートシールテープ(ディスプレイス
トリップ)と袋(袋の端部)を置いて、上から加圧することにより行うことが可能であり、
専用装置も市販されている(株式会社イシダ製、F−SPA機)。加熱温度、加熱時間、
加熱圧力は、適宜設定されるが、130℃〜190℃(さらに好ましくは、140〜18
0℃)、100msec〜1000msec(さらに好ましくは,150msec〜50
0msec)、1Kg/cm2〜8Kg/cm2(さらに好ましくは、2Kg/cm2〜
6Kg/cm2の範囲で選択されるのが好ましい。本発明におけるシーラント組成物は、
低融点・高MFRを有するが、加圧下でヒートシールを行うことにより、高い接着力およ
び袋保持性を有することができる。
また、本発明のヒートシールテープ(バナー)の袋への取り付けについては、例えば、特開
2002−80008号公報に示されているように、製袋包装機のフォーマ面において、
包装フィルムの上に重ねてヒートシールテープを供給し、袋の上端・下端となる位置を
ヒートシールする際に、ヒートシールテープもヒートシールすることにより、袋の上端お
よび下端にヒートシールテープを取り付けることができる。
【0038】
(包装袋を取り付けたヒートシールテープの輸送)
包装袋が取り付けられたヒートシールテープ(ディスプレイストリップ)は商店に搬送
されて展示される。本発明のヒートシールテープ(ディスプレイストリップ)は、搬送過
程において高温・高湿度(40℃、90%)の過酷な環境下におかれても接着力が低下す
ることがないという利点を有する。
【実施例】
【0039】
以下、本発明のヒートシールテープをディスプレイストリップとして用いた場合につい
て、実施例によりさらに本発明を詳しく説明するが、本発明はこれらの実施例に限定され
るものではない。
【0040】
[実施例1、比較例1〜2]
下記仕様のディスプレイストリップを作製し、作製したディスプレイストリップに下記
仕様の包装袋を下記の条件でヒートシールにより取り付けて、接着性を評価した。なお、
メルトフローレート(MFR)は、190℃、2160g荷重のもとで測定した値である。
【0041】
(ディスプレイストリップの作製)
基材層として二軸延伸ポリエチレンテレフタレートフィルム(厚み:50μm)を使用
し、該ポリエチレンテレフタレートフィルムのコロナ放電処理を行った面に、シーラント
層として下記組成物からなるフィルム(厚み:35μm)をラミネートして、幅35mm
のディスプレイストリップを作製した。
【0042】
ストリップA(実施例1)
シーラント層フィルムの組成:
(A)酢酸ビニル含量25重量%のエチレン−酢酸ビニル共重合体70重量%[(a)M
FR250g/10分の非架橋共重合体75重量%と、(b)MFR0.3g/10分の
架橋共重合体25重量%と、からなる混合物(a+b=100重量%)]、(B)スチレ
ンブタジエン系ブロック共重合体13重量%、および(C)石油樹脂系粘着付与剤17重
量%とからなる組成物(A+B+C=100重量%)。
シーラント層フィルムの物性:融点74℃、MFR7.8g/10min。
【0043】
ストリップB(比較例1)
シーラント層フィルムの組成:
(A)酢酸ビニル含量28重量%のエチレン−酢酸ビニル共重合体(非架橋)と酢酸ビニ
ル含量15重量%のエチレン−酢酸ビニル共重合体(非架橋)との混合物83重量%と、
(B)石油樹脂系粘着付与剤17重量%とからなる組成物(A+B=100重量%)。
シーラント層フィルムの物性:融点104℃、MFR20g/10min。
【0044】
ストリップC(比較例2)
シーラント層フィルムの組成:
酢酸ビニル含量17重量%のエチレン−酢酸ビニル共重合体83重量%(非架橋)と石
油樹脂系粘着付与剤17重量%とからなる組成物。
シーラント層フィルムの物性: 融点83℃、MFR15g/min。
【0045】
(包装袋の仕様)
下記仕様の包装袋(幅:13cm)を用いた。
袋1: 包装袋の外層が二軸延伸ポリエチレンテレフタレートフィルム(厚み:18μ
m)により形成されている。
袋2: 包装袋の外層が二軸延伸ナイロンフィルム(厚み:15μm)により形成され
ている。
袋3: 包装袋の外層がヒートシーラブルニ軸延伸ポリプロピレンフィルム(厚み:2
0μm)により形成されている。
【0046】
(ヒートシール条件)
(株)イシダ製のF−SPA機を用いて、下記条件で包装袋の上端部をディスプレイス
トリップに取り付けた。
ヒートシール温度・時間: 160℃、300msec
ヒートシール圧力:3Kg/cm2
ヒートシール面積:長さ10mm×幅30mm
【0047】
(接着性評価)
(1)ヒートシール強度測定
室温(23℃)において、ディスプレイストリップと袋とのヒートシール強度を引張試
験機(東洋精機製作所社製、ストログラフVI−C)を用いて、ディスプレイストリップ
と包装袋とをチャック間距離20cmで掴み、300mm/minの引張速度で測定した。
(2)室温下または高温高湿度下における袋保持性
包装袋(100g荷重)を取り付けたディスプレイストリップを、室温(23℃)下また
は40℃、高湿度(90%RH)下で、2週間吊下げ放置して、袋が維持できるかどうかを
観察した。袋の吊下げ放置は、図1(c)に示す態様で行った。
【0048】
(ヒートシール強度の測定結果)
(1)袋1に対する接着性
実施例1 ストリップA 22.9 N/30mm
比較例1 ストリップB 14.2 N/30mm
比較例2 ストリップC 1.2 N/30mm
(2)袋2に対する接着性
実施例1 ストリップA 23.5 N/30mm
比較例1 ストリップB 14.2 N/30mm
比較例2 ストリップC 1.6 N/30mm
(3)袋3に対する接着性
実施例1 ストリップA 19.0 N/30mm
比較例1 ストリップB 8.8 N/30mm
比較例2 ストリップC 15.0 N/30mm
【0049】
(袋保持性の評価)
(1)室温(23℃)
袋1の場合
実施例1 ストリップA 2週間吊下げ放置の間、袋は保持されている。
比較例1 ストリップB 同上
袋2の場合
実施例1 ストリップA 2週間吊下げ放置の間,袋は保持されている。
比較例1 ストリップB 同上
(2)高温(40℃)高湿度(90%RH)
袋1の場合
実施例1 ストリップA 2週間吊下げ放置の間、袋は保持されている。
比較例1 ストリップB 吊下げ後、30分以内に袋は落下した。
袋2の場合
実施例1 ストリップA 2週間吊下げ放置の間、袋は保持されている。
比較例1 ストリップB 吊下げ後、1時間以内に袋は落下した。
【0050】
以上の結果から、本発明のディスプレイストリップ(ストリップA)は、外層がポリエス
テル,ナイロンまたはポリプロピレン製のニ軸延伸フィルムから形成されたいずれの包装
袋に対しても優れた接着性を有することが明らかである。本発明のディスプレイストリッ
プは、優れた接着性を有するとともに、袋の外表面を損傷することなく袋を取り外すこと
ができる。
一方、比較例のストリップBまたはCでは、ストリップAの有する接着力に比して劣り、
特にストリップCではほとんど接着力を示さなかったことから、本発明に係るディスプレ
イストリップの接着力の優秀性が明らかである。
また、本発明のディスプレイストリップ(ストリップA)は、高温高湿度下の環境下に
おいても袋を保持する性能を有するが、ストリップBではこのような性能を有していない
ので、ディスプレイストリップに袋を取り付けてから商品展示までの輸送・保管期間中の
環境に制約があるが、本発明に係るディスプレイストリップではそのような制約がない。
【0051】
[実施例2]
下記仕様のディスプレイストリップを作製し、作製したディスプレイストリップに下記
仕様の包装袋を下記の条件でヒートシールにより取り付けて、接着性を評価した。
【0052】
(ディスプレイストリップの作製)
(1) 基材層として二軸延伸ポリエチレンテレフタレートフィルム(厚み:50μm)
を使用し、該ポリエチレンテレフタレートフィルムの片面に、ポリウレタン系プライマー
をトルエンに溶解した溶液を塗布乾燥し、0.8μmのコート層を形成した。このコート
層の上に、天然ゴム系粘着剤を塗布して、厚さ35μmの粘着剤層を形成した。
(2) 実施例1と同一のシーラント層フィルム(厚み:35μm)の上に、シリコーン
系剥離剤を厚さ0.05g/m2になるように塗布した。
(3) 上記の基材層フィルム上に形成した粘着剤層と、シーラント層フィルム裏面に形
成したシリコーン系剥離剤層とを貼りあわせた。そして、シーラント層フィルムの表面側
に、長さ方向に対して直角方向に3mm間隔で、シーラント層フィルム層のみに切れ目を
入れるスリットを形成し、35mm幅に裁断して、実施例2のディスプレイストリップと
した。
【0053】
[比較例3]
(1)実施例2と同様にして、基材層フィルム上に粘着剤層(厚み:35μm)を形成
した。
(2) 実施例2におけるディスプレイストリップのシーラント層フィルム(実
施例1の
シーラント層フィルムと同じ)の替りに、低密度ポリエチレンフィルム(LLDPE)
(厚み:35μm)を用いて、このLLDPEフィルムの片面に、実施例2と同様に、シ
リコーン剥離剤を塗布した。
(3) 実施例2と同様にして、基材層フィルム上に形成した粘着剤層と、シー
ラント層
フィルム裏面に形成したシリコーン系剥離剤層とを貼りあわせた。そして、実施例2と同
様にシーラント層フィルム表面側にスリットを形成し、35mm幅に裁断して、比較例3
のディスプレイストリップとした。
【0054】
(接着性評価)
実施例1において使用した包装袋と同じ包装袋を使用して、実施例1と同じヒートシー
ル条件でヒートシールを行って、実施例2および比較例3のディスプレイストリップにつ
いて接着性を評価した。 その結果を表1に示した。
【0055】
【表1】

【0056】
表1に示した結果から明らかなように、本発明のディスプレイストリップは、いずれの
袋に対しても優れた接着性を示したが、従来のディスプレイストリップ(比較例3)では、
袋3(ヒートシーラブル二軸延伸ポリプロピレン)のみに対して接着性を示したのみで、
袋1および袋2に対しては接着性がなかった。
また、実施例2のディスプレイストリップに包装袋を取り付けて得られた商品展示体に
ついて、商品展示体から袋を取り外したところ、袋にシーラント層フィルムのみが付着し
て剥がれ、ディスプレイストリップの剥がれた部分には、粘着剤層が露出したので、袋を
再度、ディスプレイストリップに取り付けることが可能であった。
【0057】
[実施例3]
(1)二軸延伸ポリエチレンテレフタレートフィルム(厚み:12μm)にコロナ放電
処理を行った面に、シーラント層として実施例1と同組成物からなるフィルム(厚み:2
5μm)をラミネートして、幅35mmのバナーを作製した。
(2)作製したバナーを包装フィルム[外層がポリエチレンテレフタレートフィルム
(厚み:18μm)で構成されている]とともに、バナー供給機構を有する製袋包装機
[株式会社イシダ製、ATLAS]に供給して、前記包装フィルムを筒状に成形するとと
もに、筒状フィルムの所定位置に長手方向にバナーを重ねながら、横シール・切断を行っ
て、袋の上端と下端をシールするとともに、バナーを袋の上端と下端で固定し、袋の幅方
向右側部にバナーを配置した包装袋(幅13.5cm、長さ19cm)を製造した。
(3)バナーを取付けた上記の包装袋について、バナーと袋とのヒートシール強度を実
施例1と同条件で測定したところ、ヒートシール強度は、12N/35mmであった。
【産業上の利用可能性】
【0058】
本発明のヒートシールテープをディスプレイストリップとして用いる場合には、種々の
素材から形成されたいずれの包装袋に対しても優れたヒートシール性を有するとともに、
高温多湿の環境下においても袋保持性を有するという優れた特性を有するので、食品包装
袋だけに限らず種々の商品包装袋の展示販売に有効であり、食品業界、包装機業界、商品
流通業界などの広い産業分野において利用可能性を有するものである。
また、本発明のヒートシールテープをバナーとして用いる場合には、種々の素材から形
成された包装袋の外面に取り付けられることができ、また、本発明のヒートシールテープ
は、包装袋の袋口のシール材として用いることができるので、上記の業界において利用す
ることができる。
さらに、本発明のヒートシールテープは、ポリマーシートや成形物をヒートシールによ
り積層するときに、シートとシートとの間、または成形物と成形物との間に挿入して、両
層間を接着・積層するために用いることが可能であり、また、電気材料分野におけるヒー
トシールテープとして用いることも可能である。
【0059】
以上のとおり、本発明の好適な実施例を説明したが、当業者であれば、本明細書を見て、
自明な範囲内で種々の変更および修正を容易に想定するであろう。したがって、そのよう
な変更および修正は、請求の範囲から定まる発明の範囲内のものと解釈される。
【符号の説明】
【0060】
1 ヒートシールテープ(ディスプレイストリップ)
2 袋
7 接着部
【技術分野】
【0001】
本発明は、食品等の商品を封入した袋を複数並べて取り付けて展示販売するためのディ
スプレイストリップとして、販売広告や景品券などを印刷して、袋の外面に取り付けられ
るバナーとして、粉、砂糖などの食品や飼料、肥料、セメントなどの粉粒体包装袋の袋口
をシールするための密封部材などとして用いられるヒートシールテープ、及び該ヒート
シールテープに包装袋が複数並べて取り付けられた商品展示体に関する。
【背景技術】
【0002】
スナック菓子などの食品は、通常、製袋包装機で所定量ずつ個別包装されて商店に出荷
されている。商店では入荷した包装袋を陳列棚に並べて展示販売するため、個々の袋を展
示棚に並べる作業を必要とした。この作業負担を軽減するとともに、陳列スペースの有効
利用という観点から、商品封入袋を細長のテープ(この用途に用いられる場合、ディスプ
レイストリップと称されることがある)に並べて取り付けて、吊下げ展示販売する方式が
注目されている。ディスプレイストリップに商品を封入した袋を取り付ける方式としては、
ディスプレイストリップ基材に粘着剤を塗布して形成した粘着剤層に商品封入袋を常温で
取り付ける方式と、ディスプレイストリップ基材にヒートシール性の樹脂層(シーラント
層)を形成し、商品封入袋をヒートシールにより取り付ける方式とが知られている。前者
の粘着剤層に商品封入袋を取り付ける方式では、ディスプレイストリップ表面に粘着剤層
を有するために、ディスプレイストリップ製造段階における工程通過性に難点があり、広
く普及するに至っていない。また、後者のヒートシール性樹脂層を有するディスプレイス
トリップでは、上記のような工程通過性の問題はないが、ヒートシールにより取り付けら
れた袋を販売時に取り外すときに、袋の取り付けられた部分が損傷するという問題があっ
た。
【0003】
上記の袋の損傷問題については、ヒートシール性を有する樹脂としてエチレン−酢酸ビ
ニル共重合体を用いることにより、袋に対して一定の接着力を確保する一方で、袋の表面
を傷つけることなく、袋を取り外し可能とする技術が知られている(特許文献1〜3)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許7011883号公報
【特許文献2】日本特許4551671号公報
【特許文献3】米国特許7160595号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記の技術では、袋素材が二軸延伸ポリプロピレン樹脂である場合には袋
に対して接着力を有するが、二軸延伸ナイロンフィルム、二軸延伸ポリエステルフィルム
などのポリプロピレン以外の素材で形成された袋に対する接着力が不十分で、特に、室温
の環境下では接着力を有していても高温高湿度の環境下では、接着力が大幅に低下すると
いう問題があった。
また、最近、販売広告や景品券などを印刷したテープ(この用途に用いられる場合、バ
ナーと称されることがある)が、包装袋外面の一端から他端(通常、上端から下端)に、
ヒートシールにより取り付けられるようになってきたが、このバナーについても、上記と
同様の問題を有する。
さらに、粉、砂糖などの食品や飼料、肥料、セメントなどの粉粒体包装袋の上側袋口を
シールするための密封部材についても、上記と同様の問題を有する。
【0006】
したがって、本発明の解決すべき課題は、袋表面がいかなる素材で形成されていても、
特に、二軸延伸ポリエステルフィルムまたは二軸延伸ナイロンフィルムから形成された包
装袋であっても、十分なヒートシール性を有し、室温下だけでなく、高温高湿度下におい
ても接着力を維持することができる、ディスプレイストリップ、バナー、または袋密封部
材などとして用いられるヒートシールテープを提供することである。
【課題を解決するための手段】
【0007】
上記の課題は、基材層と、基材層の少なくとも片面に形成されたシーラント層と、から
なるヒートシールテープにおいて、
前記シーラント層は、エチレン−酢酸ビニル共重合体、スチレン系ブロック共重合体お
よび粘着付与剤とを含むホットメルト組成物から構成され、
該組成物は、融点が85℃以下(好ましくは80℃以下)であり、かつ、190℃、21
60g荷重で測定したメルトフローレート(MFR)が15.0g/10分以下(好まし
くは10.0g/10分以下)であるヒートシールテープを得ることにより解決される。
(以下、メルトフローレートをMFRと略記することがあり、本発明においてメルトフ
ローレートは、JIS K7210−1995に規定された方法に従い、190℃、21
60g荷重のもとで測定した値を示す。)
【0008】
上記のヒートシールテープと、外表面層がポリエステル、ナイロン、またはポリプロピレ
ン等の二軸延伸フィルムから形成された包装袋とからなり、前記包装袋が、前記ヒート
シールテープに複数並べて取り付けられることにより商品展示体が構成される。
【0009】
本発明のヒートシールテープにおいて、エチレン−酢酸ビニル共重合体が非架橋エチレ
ン−酢酸ビニル共重合体(a)と架橋エチレン−酢酸ビニル共重合体(b)との混合物で
あることが好ましく、さらに、エチレン−酢酸ビニル共重合体がMFR100g/10分
(190℃、2160g荷重)以上の非架橋エチレン−酢酸ビニル共重合体(a)とMF
R1g/10分(190℃、2160g荷重)以下の架橋エチレン−酢酸ビニル共重合体
(b)との混合物であることが好ましい。
【0010】
また、エチレン−酢酸ビニル共重合体が、非架橋エチレン−酢酸ビニル共重合体(a)
60〜90重量%と架橋エチレン−酢酸ビニル共重合体(b)40〜10重量%とからな
る混合物であることが好ましい。
【0011】
本発明のヒートシールテープにおいて、前記基材層と前記シーラント層との間に、粘着
剤層が形成される場合がある。
【発明の効果】
【0012】
本発明のヒートシールテープは、シーラント層が、エチレン−酢酸ビニル共重合体だけ
でなく、エチレン−酢酸ビニル共重合体とスチレン系ブロック共重合体との混合物から形
成されているため、ポリエステル、ナイロン、ポリプロピレンなどの各種ポリマーの二軸
延伸フィルムから形成された包装袋に対して優れた接着性を有する。さらに、シーラント
層を形成する組成物の融点が85℃以下と低いため、ヒートシール性に優れている一方で
は、MFRが15.0g/10分以下と高温下において流れ難いため、ヒートシールによ
り取り付けられた袋の保持性がよく、とくに高温高湿度下の環境下においても袋との接着
性や袋の保持性が維持されるという優れた効果を奏する。したがって、袋が取り付けられ
たヒートシールテープ(ディスプレイストリップ)は、生産者から商店に、種々の環境下
のもとで輸送することが可能である。
【0013】
袋にバナーとして取り付けられたヒートシールテープも同様に、袋との接着性に優れ、
とくに高温高湿度下においても袋から剥離することがない。また、袋の袋口をシールする
ための密封部材として用いられた場合にも、高温高湿度下においても袋の密封が維持され
る。
【0014】
本発明のヒートシールテープの好ましい態様として、エチレン−酢酸ビニル共重合体が、
非架橋共重合体と架橋共重合体との混合物であり、特に、MFR100以上の非常に流動
しやすい共重合体とMFR1以下の非常に流動し難い共重合体とが混合されていることに
より、ヒートシール性に優れるとともに高温高湿度下における袋との接着性にも優れると
いう効果をより顕著にしている。
【図面の簡単な説明】
【0015】
【図1】本発明のヒートシールテープ(ディスプレイストリップ)に袋を取り付ける1例を示す模式図である。
【発明を実施するための形態】
【0016】
(ヒートシールテープ)
本発明におけるヒートシールテープは、ヒートシール性を有している。ヒートシール性
とは、加熱バーや加熱板あるいは加熱ロール等を用いて、テープと包装袋などの被処理物
を重ねた上で、加熱、加圧し、テープと被処理物間を接着させる性質を有していることを
意味している。
本発明に係るヒートシールテープの形状については、ディスプレイストリップとして用
いる場合、ヒートシールにより、商品を封入した袋を並べて取り付け、吊下げ展示販売で
きるものであれば特に限定されないが、通常、細幅の長尺形状を有し、複数の袋を並べて
取り付けることができるように所定の長さを有し、吊下げ展示のために上端に孔が形成さ
れている。また、バナーとして用いられる場合、袋外面の一端から他端に取り付けられ、
袋面の一部をカバーする幅を有している。また、袋口をシールするためのヒートシール
テープは、袋の大きさおよび袋の重量に応じて所定の幅と長さを有している。
【0017】
ヒートシールテープは、基材層と、基材層の少なくとも片面に形成されたシーラント層
とから構成され、シーラント層がヒートシールにより溶融して、包装袋などの被処理物と
接着する。
【0018】
(基材層)
上記基材層としては特に限定されないが、多数の商品を取り付けて吊り下げるために必要
な充分な強度を有し、かつ、ヒートシール時に溶融したり劣化したりしない耐熱性を有す
ることが好ましく、例えば、二軸延伸ポリプロピレン(OPP)、二軸延伸ポリエチレン
テレフタレート(OPET)、二軸延伸ナイロン(ONY)などの二軸延伸フィルム、金
属箔、紙、不織布、メッシュなどの織物又はこれらの積層物が挙げられるが、なかでも、
二軸延伸フィルムが好ましい。
上記基材層の厚さとしては特に限定されないが、本発明のヒートシールテープをディスプ
レイストリップとして用いる場合には、20μm〜200μmの範囲にあることが好まし
く、30μm〜80μmの範囲にあることがさらに好ましい。20μm未満であると、充
分な強度が得られずにディスプレイストリップとして用いた場合、展示時や商品を封入し
た袋を取り外す際に破損する恐れがあり、200μmを超えると、基材層が断熱材の役割
をしてヒートシール時にシーラント層に充分に熱が伝わらないことがある。本発明のヒー
トシールテープをバナーとして用いる場合には、20μmよりも薄くてもよく、例えば、
5μm以上であればよい。
【0019】
(シーラント層)
本発明のヒートシールテープのシーラント層は、少なくとも基材層の片面に形成される
が、両面に形成されてもよい。例えば、袋口を密封する場合に用いられる場合、袋口を外
側から挟んでヒートシールして密封する場合には、シーラント層は片面でよいが、ヒート
シールテープを袋口の中に挿入して袋口を密封する場合には、基材層の両面にシーラント
層を形成することが有利である。
【0020】
本発明のヒートシールテープにおいて、シーラント層は、テープにヒートシール性を与
えるために、少なくともエチレン−酢酸ビニル共重合体、スチレン系ブロック共重合体お
よび粘着付与剤を含む。従来、特許文献1〜2に開示されているように、エチレン−酢酸
ビニル共重合体および粘着付与剤とからなるシーラント層を有するヒートシールテープ
(ディスプレイストリップ)が用いられていたが、本発明においては、さらにスチレン系
ブロック共重合体を加えて組成物を形成し、組成物の融点を85℃以下と低くして、ホッ
トメルト性を与え、低温でのヒートシールを可能にする一方では,MFRを15.0g/
10分以下と低くして、高温高湿度の環境下においても袋保持性が確保されている。なお、
本発明において、ホットメルト性とは、常温では固体であるが、加熱すると溶融し、流動
状態となる性質を意味している。
シーラント層の厚さとしては、特に制限されないが、3μm〜100μmの範囲にあるこ
とが好ましく、5μm〜60μmの範囲にあることがさらに好ましい。3μm未満である
と十分な接着力が得られなく、厚みが100μmを超えると、ヒートシール時間が長くな
ることがある。しかし十分な接着力が得られ、かつ適度なヒートシール時間を得るために
は最適な厚みは5μm以上、60μm以下が望ましい。
【0021】
(エチレン−酢酸ビニル共重合体)
本発明において用いられるエチレン−酢酸ビニル共重合体における酢酸ビニル含量とし
ては、10重量%〜40重量%の範囲にあることが好ましく、20〜30重量%の範囲に
あることがさらに好ましい。酢酸ビニル含量が10重量%以下では、低融点を得ることが
難しく、また一方、40重量%以上では高温時の接着性、袋保持力が不十分となる傾向が
ある。また、上記エチレン−酢酸ビニル共重合体としては、酢酸ビニル成分の一部がケン
化されたものも用いることができる。更に、上記エチレン−酢酸ビニル共重合体としては、
その少なくとも一部がカルボキシル変性されたものも用いることができる。
本発明におけるシーラント層組成物の融点は85℃以下であり、MFRは15.0g/
10分以下であるので、それに応じて適当な融点、MFRを有するエチレン−酢酸ビニル
共重合体を適宜選択する必要がある。
【0022】
本発明においてエチレン−酢酸ビニル共重合体は、非架橋共重合体と架橋共重合体との
混合物であることが好ましい。非架橋共重合体に架橋共重合体を加えることにより、ヒー
トシールテープ(ディスプレイストリップ)に取り付けられた袋の保持力、なかでも高温
高湿度下における保持力が増大する。非架橋共重合体としては、MFR100g/10分
以上のものが好ましく、架橋共重合体としては、MFR1g/10分以下のものが好まし
い。MFRが極端に相違する共重合体のブレンドにより、低温シールと高温高湿度下にお
ける袋保持力を併せ有するヒートシールテープ(ディスプレイストリップ)を得ることが
できる。
非架橋共重合体と架橋共重合体との混合比率については適宜選択可能であるが、非架橋
共重合体60〜90重量%、架橋共重合体40〜10重量%の範囲にあることが好ましく、
さらに、非架橋共重合体65〜85重量%、架橋共重合体35〜15重量%の範囲にある
ことがさらに好ましい。なお、上記非架橋重合体と架橋重合体とは、同一酢酸ビニル含量
であってもよく、相違していてもよい。
【0023】
本発明において、非架橋共重合体と架橋重合体との混合物を得る方法としては、非架橋
重合体に有機過酸化物を加えて押出機で混練する方法が挙げられる。有機過酸化物は、一
般のラジカル重合に使用される開始剤であり、例えばベンゾイルパーオキサイド、1,1
−ジ−t−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサン、t−ブチルパー
ベンゾエート、ジ−t−ブチルパーオキサイド、あるいはジクミルパーオキサイド等が使
用できる。これらの有機過酸化物を、0.05〜5重量%程度加えて、混練することによ
り、非架橋共重合体と架橋共重合体の混合した混合物を得ることができる。得られた非架
橋共重合体と架橋共重合体が所望の混合比率を有し、所望のMFRを有しているかどうか
のチェックは、得られた混練組成物を適当な溶剤、例えば、メチルエチルケトン中に浸漬
し、可溶分(非架橋共重合体)と不溶分(架橋共重合体)とに区分し、それぞれのMFR
を測定することにより行うことができる。なお、本発明において、架橋共重合体における
架橋とは溶剤不溶性であるが、熱流動性が保持できる程度の架橋を意味している。
【0024】
(スチレン系ブロック共重合体)
シーラント層を構成するスチレン系ブロック共重合体としては、スチレン、α−メチル
スチレン等のスチレン系モノマーとブタジエン、イソプレン等の共役ジエンとからなるブ
ロックコポリマーあるいはその水素添加物が用いられる。具体的にはスチレン・ブタジエ
ンブロック共重合体、スチレン・イソプレンブロック共重合体、スチレン・エチレン・ブ
テンブロック共重合体(スチレン・ブタジエンブロック共重合体水素添加物)、及びスチ
レン・エチレン・プロピレンブロック共重合体(スチレン・イソプレンブロック共重合体
水素添加物)などを挙げることができ、例えばスチレン系モノマーが10〜60モル%、
共役ジエンが90〜40モル%程度のブロックコポリマー又はその水素添加物が好ましく
使用される。これらのスチレン系ブロックポリマーの組成比、分子量、粘度等は幅広く任
意に選ぶことができる。本発明においては、エチレン−酢酸ビニル共重合体に上記のスチ
レン系ブロック共重合体を加えることにより、袋の表面がポリエステル、ナイロン、ヒー
トシーラブルポリプロピレンなどの各種のポリマー素材の二軸延伸フィルムから形成され
たいずれの包装袋に対しても接着性を有するヒートシールテープ(ディスプレイストリッ
プ)を得ることができる。
【0025】
(粘着付与剤)
シーラント層を構成する粘着付与剤としては特に限定されないが、例えば、ロジン樹脂、
キシレン樹脂、テルペン樹脂、脂肪族系炭化水素樹脂、脂環族系炭化水素樹脂及び芳香族
系炭化水素樹脂からなる群より選択される少なくとも1種の樹脂が好適に用いられる。
上記ロジン樹脂としては、例えば、ロジン、ロジンエステル、ガムロジン、水素化ロジ
ン、重合ロジン、天然ロジンのグリセロールエステル、変性ロジンのグリセロールエステ
ル、天然ロジンのペンタエリスリトールエステル、変性ロジンのペンタエリスリトールエ
ステル、水素化ロジンのグリセロールエステル、重合ロジンのグリセロールエステル等が
挙げられる。キシレン樹脂としては、アルキルフェノール変性キシレン樹脂、ロジン変性
キシレン樹脂等が挙げられる。上記テルペン樹脂としては、例えば、テルペン、フェノー
ル性テルペン、変性テルペン、α−ピネン重合体、β−ピネン重合体、ジペンテン重合体、
テルペン−フェノール共重合体等が挙げられる。上記脂肪族系炭化水素樹脂としては、例
えば、1−ブテン、イソブチレン、ブタジエン、1,3−ペンタジエン等の炭素数4〜5
のモノ又はジオレフィンを主成分とする重合体等が挙げられる。上記脂環族系炭化水素樹
脂としては、例えば、スペントC4−C5留分中のジエン成分を環化2量体化したものを
重合させた樹脂、シクロペンタジエン等の環状モノマーを重合させた樹脂、水素添加ジシ
クロペンタジエン樹脂、水素添加石油樹脂等が挙げられる。上記芳香族系炭化水素樹脂と
しては、例えば、ビニルトルエン、インデン、スチレン重合体、α−メチルスチレン重合
体等が挙げられる。上記シーラント層は、加工性の向上及び粘着力等の調整を目的として
ワックスを含有してもよい。
【0026】
(シーラント層組成物)
本発明のヒートシールテープのシーラント層を構成するエチレン−酢酸ビニル共重合体
(X)、スチレン系ブロック共重合体(Y)と粘着付与剤(Z)との混合割合の好適範囲
は、エチレンー酢酸ビニル共重合体50〜85重量%(さらに好ましくは、60〜80重
量%)、スチレン系ブロック共重合体8〜30重量%(さらに好ましくは10〜20重量
%)、粘着付与剤10〜30重量%(さらに好ましくは13〜20重量%)である(X+
Y+Z=100重量%)。
【0027】
上記シーラント層は、必要に応じて、更に、紫外線防止剤、酸化防止剤、可塑剤、滑剤、
顔料、染料等の通常用いられる添加剤を含有してもよい。
【0028】
上記シーラント層は本発明のヒートシールテープの実質的全面に形成されていてもよい
し、縞模様のように形成されていてもよく、また、商品を取り付ける所定の位置にのみ形
成されていてもよい。シーラント層がヒートシールテープの実質的全面に形成されている
場合には、ヒートシールテープの任意の位置に包装袋などの被処理物を接着させることが
でき好ましい。なお、ここで実質的にとは、孔あけ加工を施した位置や包装物などの被処
理物を接着させることのない周辺部等は含まないという意味である。
【0029】
(シーラント層の形成方法)
シーラント層は、上記の各成分を同時に或いは任意の順序で溶融混合することによって得
られる。混合方法は任意であり、押出機、オープンロールミル、バンバリーミキサー、
ニーダー、ニーダールーダー、溶融混合槽等を用い、機械的混合条件下に混合する方法、
押出機やホットメルトアプリケーターのような複数の押出手段を用い、押出時に混合する
方法などを採用することができる。
【0030】
エチレンー酢酸ビニル共重合体については、予め非架橋エチレンー酢酸ビニル共重合体と
有機過酸化物を押出機に供給し、加熱混合することにより非架橋共重合体と架橋共重合体
との混合物を得て、この混合物を、スチレン系ブロック共重合体、粘着付与剤とともに押
出機に供給して、本発明におけるシーラント層組成物を形成してもよい。
また、非架橋エチレンー酢酸ビニル共重合体を、スチレン系ブロック共重合体、粘着付与
剤とともに、有機過酸化物を添加して、これらを押出機で混練して、非架橋共重合体と架
橋共重合体との混合物を得るとともに、上記成分が混練した本発明におけるシーラント組
成物を形成してもよい。後者の場合、所望の架橋重合体が得られているかどうかのチェッ
クは、シーラント組成物を適当な溶剤を用いて分別してエチレンー酢酸ビニル共重合体を
取り出し、取り出されたエチレンー酢酸ビニル共重合体を非架橋重合体と架橋重合体とに
分別することにより行うことができる。
【0031】
(基材層とシーラント層の積層)
上記基材層に上記のシーラント層を積層一体化することにより本発明のヒートシール
テープが得られる。基材層とシーラント層との一体化は、基材層フィルムの表面をコロナ
放電処理などにより活性化処理した後、シーラント層フィルムをラミネートしたり、基材
層上にシーラント層溶融組成物を押出しコートしたり、溶融ポリエチレンを介して基材層
とシーラント層とを積層したり、ウレタン接着剤処理された基材層上にシーラント層フィ
ルムをラミネートすることにより行うことができる。
【0032】
(粘着剤層)
本発明のヒートシールテープの変形態様として、前記シーラント層と前記基材層との間
に粘着剤層を設けることができる。商店で展示された商品展示体から、顧客により包装袋
が取り外され、再度、元に戻したい場合がある。このような要望に対応するために、ヒー
トシールテープ(ディスプレイストリップ)のシーラント層と基材層との間に、粘着剤層
を設け、ヒートシールテープ(ディスプレイストリップ)から袋が取り外されたとき、
ヒートシールテープ(ディスプレイストリップ)のシーラント層は袋に付着して外され、
粘着剤層が露出するので、この粘着剤層に取り外した袋を再度取り付けることができる。
粘着剤層形成に用いられる粘着剤としては、常温で粘着性のあるものであれば特に限定さ
れないが、好ましくは、ゴム系粘着剤、アクリル系粘着剤等を用いて形成することができ
る。
なお、本発明において粘着剤とは、一般的な圧着接着剤を意味し、例えば、テープと包装
袋などの2つの被着物同士を接着でき、かつ、剥離できるものをいう。
粘着剤層の厚さとしては、特に限定されないが、10μm〜300μmの範囲にあるこ
とが好ましく、20μm〜100μmの範囲にあることがより好ましい。10μm未満で
は、いったん取り付けられた袋を取り外した際に、上記ヒートシール層とともに上記粘着
剤層もはがれてしまい、袋の再取り付けが困難となることがある。一方、粘着剤層の厚さ
が300μmを超えても粘着剤層の効果は向上しない。
【0033】
(シリコーン処理)
上記の粘着剤層を設けたヒートシールテープ(ディスプレイストリップ)において、袋
を取り外すとき、上層のシーラント層と下層の粘着剤層との間で容易に剥離が起こるよう
に、上層のシーラント層と下層の粘着剤層との間にシリコーン処理剤層があることが好ま
しい。シリコーン処理剤としては特に限定されず、例えば、離型性を要求される用途に用
いられる市販のシリコーン処理剤等を、粘着剤層面に塗布することによりシリコーン処理
が行われる。
【0034】
(包装袋)
本発明のヒートシールテープ(ディスプレイストリップ)に取り付けられる包装袋また
はヒートシールテープ(バナー)が取り付けられる包装袋としては、ヒートシールにより
取り付け可能なもので、少なくとも袋の外表面はプラスチックフィルムから構成されてい
るものが用いられる。本発明のヒートシールテープは、いずれの素材に対しても接着性を
有するので、袋の外表面は、ヒートシーラブル二軸延伸ポリプロピレンフィルムだけでな
く、二軸延伸ナイロンフィルム、二軸延伸ポリエステルフィルムなどの二軸延伸フィルム
で形成されたものであってもよい。袋の外表面がいずれの素材で形成されていても、これ
らの袋は本発明のヒートシールテープ(ディスプレイストリップ)にヒートシールにより
取り付け可能であり、しかも、袋が取り付けられたヒートシールテープ(ディスプレイス
トリップ)が、高温高湿度(40℃、90%)下に置かれても接着力は維持されることが
できる。また、袋の外表面がいずれの素材で形成されていても、これらの袋に本発明の
ヒートシールテープ(バナー)を取り付けることが可能であり、高温高湿度(40℃、9
0%)下に置かれても接着力は維持されることができる。さらにまた、袋の袋口を本発明
のヒートシールテープによりシールすることができる。
【0035】
(包装袋の層構成)
本発明のヒートシールテープに取り付けられる包装袋の層構成は、特に限定されること
なく、各種の層構成の包装袋が取り付けられる。例えば、二軸延伸ポリエチレンテレフタ
レート(OPET)層/印刷層/アルミニウム蒸着無延伸ポリプロピレン(VM−CP
P)層からなるもの;二軸延伸ナイロン(ONY)層/印刷層/ポリエチレン(PE)層
/アルミニウム蒸着無延伸ポリプロピレン(VM−CPP)層からなるもの;ヒートシー
ラブル二軸延伸ポリプロピレン(HS−OPP)層/印刷層/接着剤層/ポリエチレン
(PE)層/アルミニウム蒸着ポリエチレンテレフタレート(VM−PET)層/ポリエ
チレン(PE)層/無延伸ポリプロピレン(CPP)層からなるもの;ヒートシーラブル
二軸延伸ポリプロピレン(HS−OPP)層/印刷層/アルミニウム蒸着無延伸ポリプロ
ピレン(VM−CPP)層からなるもの;ヒートシーラブル二軸延伸ポリプロピレン(H
S−OPP)層/印刷層/ポリエチレン(PE)層/アルミニウム蒸着無延伸ポリプロピ
レン(VM−CPP)層からなるもの;ヒートシーラブル二軸延伸ポリプロピレン(HS
−OPP)層/印刷層/ポリエチレン(PE)層/アルミニウム蒸着ヒートシーラブル二
軸延伸ポリプロピレン(VM−HS−OPP)層;ヒートシーラブル二軸延伸ポリプロピ
レン(HS−OPP)層/印刷層/接着剤層/ポリエチレン(PE)層/アルミニウム蒸
着無延伸ポリプロピレン(VM−CPP)層からなるもの等が挙げられる。
【0036】
(ヒートシールテープへの袋の取り付け)
本発明のヒートシールテープと商品が封入された袋とをヒートシールにより結合して、
本発明の商品展示体を製造する方法としては特に限定されないが、例えば、図1に示す手
順により取り付けることが好ましい。この方法では、まず、袋2の表側がヒートシール
テープ(ディスプレイストリップ)1に接するようにして商品を封入した袋2を置き、次
いで袋2の上部をヒートシールして袋2をヒートシールテープ(ディスプレイストリッ
プ)1に結合させる(図1a)。袋2に封入される商品としては、スナック菓子、キャン
デイなどが挙げられるがこれに限定されない。所定の数の商品を封入した袋2をヒート
シールテープ(ディスプレイストリップ)1に結合したところで、商品を封入した袋2を、
ヒートシール部を軸に上下反転させて袋2の表面がヒートシールテープ(ディスプレイス
トリップ)1とは反対側になるようにする(図1b)。この状態でヒートシールテープ
(ディスプレイストリップ)1の片端をフック等に吊り下げて展示すれば、袋2とヒート
シールテープ(ディスプレイストリップ)1との接着部7は図1cのようになっているこ
とから、商品を封入した袋を下方向に引っ張れば少ない力で容易にヒートシールテープ
(ディスプレイストリップ)から取り外すことができる。
また、袋の裏側の上端部をヒートシールテープ(ディスプレイストリップ)の所定の位置
に取り付けて、上記のような反転を行うことなく、そのままの状態で吊下げ展示を行って
もよい。
【0037】
本発明のヒートシールテープ(ディスプレイストリップ)に商品が封入された袋の取り付
けは、所定温度に加熱されたヒータプレート上に、ヒートシールテープ(ディスプレイス
トリップ)と袋(袋の端部)を置いて、上から加圧することにより行うことが可能であり、
専用装置も市販されている(株式会社イシダ製、F−SPA機)。加熱温度、加熱時間、
加熱圧力は、適宜設定されるが、130℃〜190℃(さらに好ましくは、140〜18
0℃)、100msec〜1000msec(さらに好ましくは,150msec〜50
0msec)、1Kg/cm2〜8Kg/cm2(さらに好ましくは、2Kg/cm2〜
6Kg/cm2の範囲で選択されるのが好ましい。本発明におけるシーラント組成物は、
低融点・高MFRを有するが、加圧下でヒートシールを行うことにより、高い接着力およ
び袋保持性を有することができる。
また、本発明のヒートシールテープ(バナー)の袋への取り付けについては、例えば、特開
2002−80008号公報に示されているように、製袋包装機のフォーマ面において、
包装フィルムの上に重ねてヒートシールテープを供給し、袋の上端・下端となる位置を
ヒートシールする際に、ヒートシールテープもヒートシールすることにより、袋の上端お
よび下端にヒートシールテープを取り付けることができる。
【0038】
(包装袋を取り付けたヒートシールテープの輸送)
包装袋が取り付けられたヒートシールテープ(ディスプレイストリップ)は商店に搬送
されて展示される。本発明のヒートシールテープ(ディスプレイストリップ)は、搬送過
程において高温・高湿度(40℃、90%)の過酷な環境下におかれても接着力が低下す
ることがないという利点を有する。
【実施例】
【0039】
以下、本発明のヒートシールテープをディスプレイストリップとして用いた場合につい
て、実施例によりさらに本発明を詳しく説明するが、本発明はこれらの実施例に限定され
るものではない。
【0040】
[実施例1、比較例1〜2]
下記仕様のディスプレイストリップを作製し、作製したディスプレイストリップに下記
仕様の包装袋を下記の条件でヒートシールにより取り付けて、接着性を評価した。なお、
メルトフローレート(MFR)は、190℃、2160g荷重のもとで測定した値である。
【0041】
(ディスプレイストリップの作製)
基材層として二軸延伸ポリエチレンテレフタレートフィルム(厚み:50μm)を使用
し、該ポリエチレンテレフタレートフィルムのコロナ放電処理を行った面に、シーラント
層として下記組成物からなるフィルム(厚み:35μm)をラミネートして、幅35mm
のディスプレイストリップを作製した。
【0042】
ストリップA(実施例1)
シーラント層フィルムの組成:
(A)酢酸ビニル含量25重量%のエチレン−酢酸ビニル共重合体70重量%[(a)M
FR250g/10分の非架橋共重合体75重量%と、(b)MFR0.3g/10分の
架橋共重合体25重量%と、からなる混合物(a+b=100重量%)]、(B)スチレ
ンブタジエン系ブロック共重合体13重量%、および(C)石油樹脂系粘着付与剤17重
量%とからなる組成物(A+B+C=100重量%)。
シーラント層フィルムの物性:融点74℃、MFR7.8g/10min。
【0043】
ストリップB(比較例1)
シーラント層フィルムの組成:
(A)酢酸ビニル含量28重量%のエチレン−酢酸ビニル共重合体(非架橋)と酢酸ビニ
ル含量15重量%のエチレン−酢酸ビニル共重合体(非架橋)との混合物83重量%と、
(B)石油樹脂系粘着付与剤17重量%とからなる組成物(A+B=100重量%)。
シーラント層フィルムの物性:融点104℃、MFR20g/10min。
【0044】
ストリップC(比較例2)
シーラント層フィルムの組成:
酢酸ビニル含量17重量%のエチレン−酢酸ビニル共重合体83重量%(非架橋)と石
油樹脂系粘着付与剤17重量%とからなる組成物。
シーラント層フィルムの物性: 融点83℃、MFR15g/min。
【0045】
(包装袋の仕様)
下記仕様の包装袋(幅:13cm)を用いた。
袋1: 包装袋の外層が二軸延伸ポリエチレンテレフタレートフィルム(厚み:18μ
m)により形成されている。
袋2: 包装袋の外層が二軸延伸ナイロンフィルム(厚み:15μm)により形成され
ている。
袋3: 包装袋の外層がヒートシーラブルニ軸延伸ポリプロピレンフィルム(厚み:2
0μm)により形成されている。
【0046】
(ヒートシール条件)
(株)イシダ製のF−SPA機を用いて、下記条件で包装袋の上端部をディスプレイス
トリップに取り付けた。
ヒートシール温度・時間: 160℃、300msec
ヒートシール圧力:3Kg/cm2
ヒートシール面積:長さ10mm×幅30mm
【0047】
(接着性評価)
(1)ヒートシール強度測定
室温(23℃)において、ディスプレイストリップと袋とのヒートシール強度を引張試
験機(東洋精機製作所社製、ストログラフVI−C)を用いて、ディスプレイストリップ
と包装袋とをチャック間距離20cmで掴み、300mm/minの引張速度で測定した。
(2)室温下または高温高湿度下における袋保持性
包装袋(100g荷重)を取り付けたディスプレイストリップを、室温(23℃)下また
は40℃、高湿度(90%RH)下で、2週間吊下げ放置して、袋が維持できるかどうかを
観察した。袋の吊下げ放置は、図1(c)に示す態様で行った。
【0048】
(ヒートシール強度の測定結果)
(1)袋1に対する接着性
実施例1 ストリップA 22.9 N/30mm
比較例1 ストリップB 14.2 N/30mm
比較例2 ストリップC 1.2 N/30mm
(2)袋2に対する接着性
実施例1 ストリップA 23.5 N/30mm
比較例1 ストリップB 14.2 N/30mm
比較例2 ストリップC 1.6 N/30mm
(3)袋3に対する接着性
実施例1 ストリップA 19.0 N/30mm
比較例1 ストリップB 8.8 N/30mm
比較例2 ストリップC 15.0 N/30mm
【0049】
(袋保持性の評価)
(1)室温(23℃)
袋1の場合
実施例1 ストリップA 2週間吊下げ放置の間、袋は保持されている。
比較例1 ストリップB 同上
袋2の場合
実施例1 ストリップA 2週間吊下げ放置の間,袋は保持されている。
比較例1 ストリップB 同上
(2)高温(40℃)高湿度(90%RH)
袋1の場合
実施例1 ストリップA 2週間吊下げ放置の間、袋は保持されている。
比較例1 ストリップB 吊下げ後、30分以内に袋は落下した。
袋2の場合
実施例1 ストリップA 2週間吊下げ放置の間、袋は保持されている。
比較例1 ストリップB 吊下げ後、1時間以内に袋は落下した。
【0050】
以上の結果から、本発明のディスプレイストリップ(ストリップA)は、外層がポリエス
テル,ナイロンまたはポリプロピレン製のニ軸延伸フィルムから形成されたいずれの包装
袋に対しても優れた接着性を有することが明らかである。本発明のディスプレイストリッ
プは、優れた接着性を有するとともに、袋の外表面を損傷することなく袋を取り外すこと
ができる。
一方、比較例のストリップBまたはCでは、ストリップAの有する接着力に比して劣り、
特にストリップCではほとんど接着力を示さなかったことから、本発明に係るディスプレ
イストリップの接着力の優秀性が明らかである。
また、本発明のディスプレイストリップ(ストリップA)は、高温高湿度下の環境下に
おいても袋を保持する性能を有するが、ストリップBではこのような性能を有していない
ので、ディスプレイストリップに袋を取り付けてから商品展示までの輸送・保管期間中の
環境に制約があるが、本発明に係るディスプレイストリップではそのような制約がない。
【0051】
[実施例2]
下記仕様のディスプレイストリップを作製し、作製したディスプレイストリップに下記
仕様の包装袋を下記の条件でヒートシールにより取り付けて、接着性を評価した。
【0052】
(ディスプレイストリップの作製)
(1) 基材層として二軸延伸ポリエチレンテレフタレートフィルム(厚み:50μm)
を使用し、該ポリエチレンテレフタレートフィルムの片面に、ポリウレタン系プライマー
をトルエンに溶解した溶液を塗布乾燥し、0.8μmのコート層を形成した。このコート
層の上に、天然ゴム系粘着剤を塗布して、厚さ35μmの粘着剤層を形成した。
(2) 実施例1と同一のシーラント層フィルム(厚み:35μm)の上に、シリコーン
系剥離剤を厚さ0.05g/m2になるように塗布した。
(3) 上記の基材層フィルム上に形成した粘着剤層と、シーラント層フィルム裏面に形
成したシリコーン系剥離剤層とを貼りあわせた。そして、シーラント層フィルムの表面側
に、長さ方向に対して直角方向に3mm間隔で、シーラント層フィルム層のみに切れ目を
入れるスリットを形成し、35mm幅に裁断して、実施例2のディスプレイストリップと
した。
【0053】
[比較例3]
(1)実施例2と同様にして、基材層フィルム上に粘着剤層(厚み:35μm)を形成
した。
(2) 実施例2におけるディスプレイストリップのシーラント層フィルム(実
施例1の
シーラント層フィルムと同じ)の替りに、低密度ポリエチレンフィルム(LLDPE)
(厚み:35μm)を用いて、このLLDPEフィルムの片面に、実施例2と同様に、シ
リコーン剥離剤を塗布した。
(3) 実施例2と同様にして、基材層フィルム上に形成した粘着剤層と、シー
ラント層
フィルム裏面に形成したシリコーン系剥離剤層とを貼りあわせた。そして、実施例2と同
様にシーラント層フィルム表面側にスリットを形成し、35mm幅に裁断して、比較例3
のディスプレイストリップとした。
【0054】
(接着性評価)
実施例1において使用した包装袋と同じ包装袋を使用して、実施例1と同じヒートシー
ル条件でヒートシールを行って、実施例2および比較例3のディスプレイストリップにつ
いて接着性を評価した。 その結果を表1に示した。
【0055】
【表1】
【0056】
表1に示した結果から明らかなように、本発明のディスプレイストリップは、いずれの
袋に対しても優れた接着性を示したが、従来のディスプレイストリップ(比較例3)では、
袋3(ヒートシーラブル二軸延伸ポリプロピレン)のみに対して接着性を示したのみで、
袋1および袋2に対しては接着性がなかった。
また、実施例2のディスプレイストリップに包装袋を取り付けて得られた商品展示体に
ついて、商品展示体から袋を取り外したところ、袋にシーラント層フィルムのみが付着し
て剥がれ、ディスプレイストリップの剥がれた部分には、粘着剤層が露出したので、袋を
再度、ディスプレイストリップに取り付けることが可能であった。
【0057】
[実施例3]
(1)二軸延伸ポリエチレンテレフタレートフィルム(厚み:12μm)にコロナ放電
処理を行った面に、シーラント層として実施例1と同組成物からなるフィルム(厚み:2
5μm)をラミネートして、幅35mmのバナーを作製した。
(2)作製したバナーを包装フィルム[外層がポリエチレンテレフタレートフィルム
(厚み:18μm)で構成されている]とともに、バナー供給機構を有する製袋包装機
[株式会社イシダ製、ATLAS]に供給して、前記包装フィルムを筒状に成形するとと
もに、筒状フィルムの所定位置に長手方向にバナーを重ねながら、横シール・切断を行っ
て、袋の上端と下端をシールするとともに、バナーを袋の上端と下端で固定し、袋の幅方
向右側部にバナーを配置した包装袋(幅13.5cm、長さ19cm)を製造した。
(3)バナーを取付けた上記の包装袋について、バナーと袋とのヒートシール強度を実
施例1と同条件で測定したところ、ヒートシール強度は、12N/35mmであった。
【産業上の利用可能性】
【0058】
本発明のヒートシールテープをディスプレイストリップとして用いる場合には、種々の
素材から形成されたいずれの包装袋に対しても優れたヒートシール性を有するとともに、
高温多湿の環境下においても袋保持性を有するという優れた特性を有するので、食品包装
袋だけに限らず種々の商品包装袋の展示販売に有効であり、食品業界、包装機業界、商品
流通業界などの広い産業分野において利用可能性を有するものである。
また、本発明のヒートシールテープをバナーとして用いる場合には、種々の素材から形
成された包装袋の外面に取り付けられることができ、また、本発明のヒートシールテープ
は、包装袋の袋口のシール材として用いることができるので、上記の業界において利用す
ることができる。
さらに、本発明のヒートシールテープは、ポリマーシートや成形物をヒートシールによ
り積層するときに、シートとシートとの間、または成形物と成形物との間に挿入して、両
層間を接着・積層するために用いることが可能であり、また、電気材料分野におけるヒー
トシールテープとして用いることも可能である。
【0059】
以上のとおり、本発明の好適な実施例を説明したが、当業者であれば、本明細書を見て、
自明な範囲内で種々の変更および修正を容易に想定するであろう。したがって、そのよう
な変更および修正は、請求の範囲から定まる発明の範囲内のものと解釈される。
【符号の説明】
【0060】
1 ヒートシールテープ(ディスプレイストリップ)
2 袋
7 接着部
【特許請求の範囲】
【請求項1】
基材層と、基材層の少なくとも片面に形成されたシーラント層と、からなるヒートシー
ルテープにおいて、
前記シーラント層は、エチレン−酢酸ビニル共重合体、スチレン系ブロック共重合体お
よび粘着付与剤とを含むホットメルト組成物から構成され、
前記組成物は、融点が85℃以下であり、かつ、メルトフローレート(MFR)が15.
0g/10分以下(190℃、2160g荷重)であるヒートシールテープ。
【請求項2】
請求項1において、エチレン−酢酸ビニル共重合体が非架橋エチレン−酢酸ビニル共重
合体(a)と架橋エチレン−酢酸ビニル共重合体(b)との混合物であるヒートシール
テープ。
【請求項3】
請求項1または2において、エチレン−酢酸ビニル共重合体が、MFR100g/10
分(190℃、2160g荷重)以上の非架橋エチレン−酢酸ビニル共重合体(a)とM
FR1g/10分(190℃、2160g荷重)以下の架橋エチレン−酢酸ビニル共重合
体(b)との混合物であるヒートシールテープ。
【請求項4】
請求項2または3において、エチレン−酢酸ビニル共重合体が、非架橋エチレン−酢酸
ビニル共重合体(a)60〜90重量%と架橋エチレン−酢酸ビニル共重合体(b)40
〜10重量%とからなるヒートシールテープ。
【請求項5】
請求項1〜4のいずれか1項において、前記基材層と前記シーラント層との間に、粘着
剤層が形成されているヒートシールテープ。
【請求項6】
請求項1〜5のいずれか1項に記載のヒートシールテープと、
外表面層が二軸延伸フィルムから形成された包装袋とからなり、
前記包装袋が、前記ヒートシールテープに複数並べて取り付けられた商品展示体。
【請求項1】
基材層と、基材層の少なくとも片面に形成されたシーラント層と、からなるヒートシー
ルテープにおいて、
前記シーラント層は、エチレン−酢酸ビニル共重合体、スチレン系ブロック共重合体お
よび粘着付与剤とを含むホットメルト組成物から構成され、
前記組成物は、融点が85℃以下であり、かつ、メルトフローレート(MFR)が15.
0g/10分以下(190℃、2160g荷重)であるヒートシールテープ。
【請求項2】
請求項1において、エチレン−酢酸ビニル共重合体が非架橋エチレン−酢酸ビニル共重
合体(a)と架橋エチレン−酢酸ビニル共重合体(b)との混合物であるヒートシール
テープ。
【請求項3】
請求項1または2において、エチレン−酢酸ビニル共重合体が、MFR100g/10
分(190℃、2160g荷重)以上の非架橋エチレン−酢酸ビニル共重合体(a)とM
FR1g/10分(190℃、2160g荷重)以下の架橋エチレン−酢酸ビニル共重合
体(b)との混合物であるヒートシールテープ。
【請求項4】
請求項2または3において、エチレン−酢酸ビニル共重合体が、非架橋エチレン−酢酸
ビニル共重合体(a)60〜90重量%と架橋エチレン−酢酸ビニル共重合体(b)40
〜10重量%とからなるヒートシールテープ。
【請求項5】
請求項1〜4のいずれか1項において、前記基材層と前記シーラント層との間に、粘着
剤層が形成されているヒートシールテープ。
【請求項6】
請求項1〜5のいずれか1項に記載のヒートシールテープと、
外表面層が二軸延伸フィルムから形成された包装袋とからなり、
前記包装袋が、前記ヒートシールテープに複数並べて取り付けられた商品展示体。
【図1】

【公開番号】特開2012−52100(P2012−52100A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2011−160646(P2011−160646)
【出願日】平成23年7月22日(2011.7.22)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成23年7月22日(2011.7.22)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]