
ヒートシール性積層ポリプロピレン系樹脂フイルム及び包装体
【課題】 重量物を包装するのに十分なヒートシール強度と密封性を有するヒートシール性積層ポリプロピレン系樹脂フイルム及びかかるフイルムを用いてなる包装体を提供すること。
【解決手段】 結晶性ポリプロピレン系樹脂及びプロピレンα−オレフィン共重合体からなり、融点が155℃以下の基材層と中間層及び融点が150℃以下の熱融着層を有する3層以上の積層体からなる延伸ポリプロピレン系樹脂フイルムであって、中間層中のキシレン可溶分が2.5%以下であって、基材層の融点が中間層の融点よりも高く、かつ厚みが4μm以上としたことを特徴とするヒートシール性積層ポリプロピレン系樹脂フイルム。
【解決手段】 結晶性ポリプロピレン系樹脂及びプロピレンα−オレフィン共重合体からなり、融点が155℃以下の基材層と中間層及び融点が150℃以下の熱融着層を有する3層以上の積層体からなる延伸ポリプロピレン系樹脂フイルムであって、中間層中のキシレン可溶分が2.5%以下であって、基材層の融点が中間層の融点よりも高く、かつ厚みが4μm以上としたことを特徴とするヒートシール性積層ポリプロピレン系樹脂フイルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ヒートシール性積層ポリプロピレン系樹脂フイルム及び包装体に関し、さらに詳しくは、重量物を包装するのに十分なヒートシール強度を有し、尚且つ、密封性の要求される自動充填包装に好適に用いることができるヒートシール性積層ポリプロピレン系樹脂フイルム及びかかる積層体を用いてなる包装体に関する。
【背景技術】
【0002】
従来から、包装用に使用するヒートシーラブルフイルムとしては、一般的に、ポリプロピレン系樹脂に低融点のポリオレフィン系樹脂を積層した共押出し積層ポリプロピレン系樹脂フイルム、無延伸ポリエチレン系樹脂フイルム又はポリプロピレン系樹脂フイルムと延伸ポリプロピレン系樹脂フイルムとをラミネートした積層ポリプロピレン系樹脂フイルムが多用されている。しかしながら、ポリプロピレン系樹脂に低融点のポリオレフィン系樹脂を積層した共押出し積層ポリプロピレン系樹脂フイルムでは、ある程度のシール強度はあるものの、水物などの重量物を包装するまでのシール強度はなく、無延伸ポリエチレン系樹脂フイルム又はポリプロピレン系樹脂フイルムと延伸ポリプロピレン系樹脂フイルムとをラミネートした積層ポリプロピレン系樹脂フイルムにおいては、十分なシール強度はあるものの、有機溶剤等を使用するラミネート工程が必要であり、経済的にも地球環境に与える影響の面からも好ましくない。
【0003】
また、共押出し積層ポリプロピレン系樹脂フイルムのシール強度を改善する方策として、ポリプロピレン系樹脂を基材層とし、直鎖状低密度ポリエチレン系樹脂を熱融着層に使用する例が報告されている(例えば、特許文献1参照)が、異種素材を積層する為、その層間強度が弱く本件が目的とする十分なヒートシール強度は得られるものではない。
【特許文献1】特開平9−207294号公報
【0004】
さらに、ポリプロピレン系樹脂層と直鎖状低密度ポリエチレン系樹脂層の間に接着層を設けることが報告されている(例えば、特許文献2参照)が、これらはポリエチレン系樹脂を積層する為、フイルムの腰感が無くなり、製袋加工時や内容物充填後の取り扱い性に支障をきたすものである。
【特許文献2】特開平10−76618号公報
【0005】
また、各層に使用する樹脂のMFR(メルトフローレート)を規定することで十分なシール強度が得られることが報告されている(例えば、特許文献3参照)が、これだけでは自動包装時のシール部の密封性が十分でなく、シール部の密封性が要求される用途には不向きであった。
【特許文献3】特開2003−225979号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来の積層ポリプロピレン系フイルムの有する問題点を解決し、重量物を包装するのに十分なヒートシール強度と密封性を有するヒートシール性積層ポリプロピレン系樹脂フイルム及びかかるフイルムを用いてなる包装体を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムは、結晶性ポリプロピレン系樹脂及びプロピレンα−オレフィン共重合体からなり、融点が155℃以下の基材層と中間層及び融点が150℃以下の熱融着層を有する3層以上の積層体からなる延伸ポリプロピレン系樹脂フイルムであって、基材層の融点が中間層の融点よりも高く、中間層中のキシレン可溶分が2.5%以下であって、かつ厚みが4μm以上としたことを特徴とする。
【0008】
上記の構成からなる本発明のヒートシール性積層ポリプロピレン系樹脂フイルムは、重量物を包装するのに十分なヒートシール強度を有し、密封性の要求される用途に好適に用いることが出来る。
【0009】
また、この場合において、前記基材層と中間層が熱融着層に使用する樹脂を5重量%以上配合することが好適である。
【0010】
さらにまた、この場合において、前記フィルムが2軸延伸されてなることが好適である。
【0011】
さらにまた、この場合において、前記フィルムを用いてなる包装が好適な使用形態である。
【発明の効果】
【0012】
本発明のヒートシール性積層体は、重量物を包装するのに十分なヒートシール強度を有するのは勿論のこと、取扱い性にも優れ、また密封性も良好であるため、小麦粉、米、麦などの穀物類;ジャガイモ、ダイコン・ニンジンなどの根菜類;板・糸こんにやく類;たくあん漬、醤油漬、奈良漬などの各種漬物類;各種味噌類;だしのもと・めんつゆ、醤油、ソース、ケチャップ、マヨネーズなどの包装材、ラーメン等の個包装を数個まとめて包装する集合包装用包装材に好適用いることが出来る。
【0013】
また、本発明の積層フィルムは、ぺ一パーカートン、チューブ用、袋用、カップ用、スタンディングパック用、トレイ用などの包装体としても用いることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明のヒートシール性積層ポリプロピレン系樹脂フイルム及び包装体の実施の形態を説明する。
【0015】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムに用は、基材層、熱融着層、及び基材層と熱融着層の間に中間層を設けた3層以上のフイルムとすることが好ましい。
基材層は結晶性ポリプロピレン系樹脂とプロピレンと他のα−オレフィンとの共重合体の2種以上の樹脂よりなることが好ましい。本発明の積層フイルムの基材層に用いる結晶性ポリプロピレン系樹脂としては、通常の押出成形などで使用するn−へプタン不溶性のアイソタクチックのプロピレン単独重合体又はプロピレンを70重量%以上含有するポリプロピレンと他のα−オレフィンとの共重合体であればよい。
n−ヘプタン不溶性とは、ポリプロピレンの結晶性を指標すると同時に食品包装用として使用する際の安全性を示すものであり、本発明では、昭和57年2月厚生省告示第20号によるn−ヘプタン不溶性(25℃、60分抽出した際の溶出分が150ppm以下〔使用温度が100℃を超えるものは30ppm以下〕)に適合するものを使用することが好ましい態様である。
プロピレンと他のα−オレフィンとの共重合体のα−オレフィン共重合成分としては、炭素数が2〜8のα−オレフィン、例えば、エチレン、ブテン−1、ペンテン−1、ヘキセン−1、4−メチル−1−ペンテンなどが好ましい。ここで共重合体とは、プロピレンに上記に例示されるα−オレフィンを1種又は2種以上重合して得られたランダム又はブロック共重合体であることが好ましい。
また、基材層中のプロピレンと他のα−オレフィンとの共重合体の配合量としては、15重量%以上、好ましい範囲としては、20重量%以上、50重量%以下にすることが望ましく、融点を155〜148℃とするのが好ましい。20重量%未満では十分な密封性が得られない場合があり好ましくなく、50重量%を越える場合は、腰がなくなり取り扱い性が不十分となる場合があり好ましくない。
また、メルトフローレート(MFR)は、結晶性ポリプロピレン系樹脂、プロピレンと他のα−オレフィンとの共重合体とも0.1〜100g/10min、好ましくは0.5〜20g/10min、さらに好ましくは、1.0〜10g/10minの範囲のものを例示することができる。
【0016】
また、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムの熱融着層に用いる樹脂は融点が150℃以下の熱可塑性樹脂であって、エチレン、プロピレン、ブテン、ペンテン、ヘキセン、オクテン、デセン等の炭素数が2〜10のα−オレフィン系モノマーから選ばれた2種以上を重合して得たランダム共重合体又はブロック共重合体が好ましく、また、この共重合体は単独又は混合して使用することができる。この場合、MFRの高い方が、密封性と腰感、取り扱い性の点において好ましい。
【0017】
ここで特に好ましい熱融着層を構成する樹脂としては、ブチン含有量の多いプロピレンーブテン共重合体を含むものであるのが好ましく、このプロピレンーブテン共重合体におけるブテン含有量は20重量%以上であるのが好ましい。なお、ブテン含有量の上限は特に限定されないが、ブテン含有量が多すぎるとフィルム表面がべたつき、滑り性や耐ブロッキング性が低下する場合があるため、かかる不良を生じない範囲で適宜決定すればよい。上記ブテン含有量の多いプロピレンーブテン共重合体としては、例えば、住友化学(株)製「SPX78J1」、三井化学(株)製「XR110H」などを例示することができる。
【0018】
上記プロピレンーブテン共重合体は、熱融着層を構成する樹脂成分中、65重量%以上配合することが好ましい。より好ましくは、70重量%以上であり、99重量%以下であるのが好ましく、より好ましくは95重量%以下である。上記プロピレンーブテン共重合体の配合量が少なすぎる場合にはシール時の融着力が低くなり、自動包装時の密封性が得られ難い場合があり、一方、多すぎる場合には、中間層との層間強度が低下する場合がある。
【0019】
さらにまた、熱融着層を形成する熱可塑性樹脂の融点は150℃以下、好ましくは60〜150℃にすることが望ましい。このようにすることにより、ヒートシール性積層体に十分なヒートシール強度を与えることができる。熱融着層を形成する熱可塑性樹脂の融点が60℃未満ではヒートシール部の耐熱性が乏しく、150℃を越えるとヒートシール強度の向上が期待できない。
また、MFRは0.1〜100g/10min、好ましくは0.5〜20g/10min、さらに好ましくは、1.0〜10g/10minの範囲のものを例示することができる。
【0020】
この他、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムには、基材層と熱融着層の間に、50重量%を越えるプロピレンーαーオレフィン共重合体を配合した中間層を設けることが好ましく、より好ましくは、プロピレンーαーオレフィン共重合体を60重量%から100重量%の範囲で配合することが望ましい。ここでプロピレンーαーオレフィン共重合体の配合量が、50重量%以下の時は、密封性が不十分となり好ましくない。
また、ここで用いるプロピレンーαーオレフィン共重合体は特に限定されるものではないが、冷キシレン可溶分(CXS)が3重量%以下のプロピレンーαーオレフィン共重合体であることが好ましい。冷キシレン可溶分(CXS)が3重量%を越えるプロピレンーαーオレフィン共重合体を用いる場合は、腰がなくなる傾向にあり好ましくない。
α一オレフィン共重合体は、衝撃強度や引き裂き特性などの機械的強度や低温特性、耐侯性などに優れるものであり、かかる成分を配合することで、積層フィルムに優れた特性を付与することができる。しかしながら、α一オレフィン共重合体は、主成分のα一オレフィン分子鎖中に、第2成分や第3成分として異種のα一オレフィンがランダムに導入された構造を有しているため、結晶化が抑制されて、ホモポリプロピレンなどのα一オレフーインのホモポリマーに比べて結晶性が低く、α一オレフィン共重合体の配合は、結果としてフィルムの腰感を低下させることとなる。
冷キシレン可溶分(CXS)が3重量%以下のプロピレンーαーオレフィン共重合体を50重量%を越えるように配合した中間層を設けることが好ましい。より好ましくは、65〜95重量%であり、特に好ましくは65〜80重量%である。
このとき他に用いる例えば結晶性ポリプロピレン系樹脂の冷キシレン可溶分(CXS)を含めて、中間層全体の冷キシレン可溶分(CXS)が2.5重量%以下であることが好ましく、2.4重量%以下であることがより好ましい。さらに、2.2重量%以下であることがより好ましい。
また、中間層に用いる樹脂のメルトフローレート(MFR)は、0.1〜100g/10min、好ましくは0.5〜20g/10min、さらに好ましくは、1.0〜10g/10minの範囲のものを例示することができる。この場合、MFRが高い方が、密封性と腰感、取り扱い性の点において好ましい。
【0021】
上記「冷キシレン可溶分」とは、α一オレフィン共重合体に含まれる非晶部の量を示しており、「冷キシレン可溶分が3重量%以下」であると言うことは、非晶部が少なく結晶性の高いα一オレフィン共重合体を意味している。
ここで、冷キシレン可溶分とは、試料1gを沸騰キシレン100mlに完全に溶解させた後、20℃に降温し、4時間放置、その後、これを析出物と溶液とにろ別し、ろ液を乾固して減圧下70℃で乾燥した際の重量を測定して重量%を求めたもののことをいう。
【0022】
上記冷キシレン可溶分3重量%以下のα一オレフィンとしては、特開2003−277412号に記載の連続気相重合法により合成された重合体が例示でき、たとえば、「FSX66E8」(住友化学〔株〕製)を使用することができる。
【0023】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムの各層の厚み構成は、中間層が4μm以上、好ましくは、5μmから40μmの範囲とすることが望ましい。4μm未満の場合は、接着力が弱くなり、十分なシール強度が出ない上に、密封性も不十分となる為、好ましくない。40μmを越える場合は、腰のないフイルムとなる上に、均一な延伸が難しくなり、厚みが不揃いとなる場合があり好ましくない。基材層と熱融着層の厚みは特に限定されるものではないが、基材層は全層厚みの30〜89%、熱融着層は1〜20%、の範囲で設定することが好ましい。さらに好ましい範囲としては、基材層は全層厚みの40〜83.5%、熱融着層は1.5〜15%である。ここで、基層の層厚みが30%未満、熱融着層が20%を越える場合は、腰感がなくなる傾向にあり、商品の取り扱い上好ましくない。また、基層の層厚みが89%を越え、熱融着層が1%未満の場合は、目的とするシール強度、密封性が得られない場合があるので好ましくない。
一方、熱融着層の厚みは、0.8μm以上であることが好ましく、さらに好ましくは0.9μmから6μmの範囲とすることが望ましい。ここで、0.8μm未満の場合は、シール強度、密封性が不十分なものとなるため、好ましくなく、6μmを越える場合は、腰が無くなる上に滑り不良、ブロッキングの問題が発生するため、商品の取り扱い上、好ましくない。
【0024】
また、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムの中間層には熱融着層で使用する樹脂を5重量%以上配合する事が好ましく、より好ましくは、8重量%以上配合する事であり、30重量%以下であるのが好ましく、ここで、熱融着層で使用する樹脂の配合量が5重量%未満の場合は、密封性が不十分となり好ましくなく、30重量%を越える場合は、フイルムの腰がなくなり、商品の取り扱い性が悪くなる上に、フイルム同士を重ねた際に、フイルム同士がブロッキングしてフイルムを剥がしにくくなる場合があり好ましくない。
【0025】
また、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムの基層の融点は、中間層の融点よりも高いことが好ましく、さらに好ましくは140℃から155℃の範囲とすることが望ましい。基層の融点が中間層よりも低い場合は、フィルム全体の腰感が弱くなり、商品の取り扱いが困難となる場合がある。一方、中間層の融点としては、130℃から150℃の範囲とすることが望ましく、この範囲を越える場合は、フィルム全体が硬くなるため、密封性が不十分となる場合があり好ましくない、また、この範囲を下回る場合は、フィルム全体の腰感が弱くなり、商品の取り扱い上問題となる場合があり、好ましくない。
【0026】
本発明において、各層を形成する樹脂には、必要に応じて各層の特性を阻害しない範囲で、各種添加材、充填材、例えば、熱安定剤、酸化防止剤、光安定剤、帯電防止剤、滑剤、核剤、難燃剤、顔料、染料、炭酸カルシウム、硫酸バリウム、水酸化マグネシウム、マイカ、タルク、クレー、酸化亜鉛、酸化マグネシウム、酸化アルミニゥム、抗菌剤、防曇剤、自然分解性を付与する添加材等を添加することができる。さらにまた、その他の熱可塑性樹脂、熱可塑性エラストマー、ゴム類、炭化水素樹脂、石油樹脂等を本発明のフイルムの特性を害さない範囲で配合してもよい。
【0027】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムはそれ自体公知の方法で任意に製造することができ、特に制限するものではない。例えば、積層数に見合う押出し機を用いてTダイ法又はインフレーション法等で溶融積層した後、冷却ロール法、水冷法又は空冷法で冷却して積層フイルムとし、逐次2軸延伸法、同時2軸延伸法、チューブ延伸法等で延伸する方法を例示することができる。ここで、逐次2軸延伸法にて製造する際の条件を例示すると、T型のダイスより溶融押出しした樹脂をキャスティング機にて冷却固化させて、原反シートを作成する。この際、溶融キャスティングするロール温度は、樹脂の結晶化を抑え、透明性を向上させる目的で15℃から40℃の間に設定する事が好ましい。次に、延伸に適した温度まで原反シートを加熱後、延伸ロール間の速度差を利用してシートの流れ方向に延伸する、この際の延伸倍率は、延伸のムラがなく安定して製造する事を考えると3倍から6倍の間に設定することが好ましい。次に、縦延伸したシートの両耳部をテンタークリップで把持し、熱風で延伸に適した温度まで加熱しながらシートの流れと直角方向に、順次拡げながら延伸する。この際の横延伸倍率は、厚み変動と生産性を考慮して7倍から10倍の間に設定することが好ましい。
【0028】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムは、基材層の表面に同種のポリプロピレン系樹脂層及び他の樹脂層、例えば、エチレン−酢酸ビニル共重合体けん化物、ポリビニルアルコール等のガスバリア性樹脂層をさらに積層してもよく、また、基材層と中間層の間、中間層と熱融着層の間に同様に積層することも、その特性を害さない限り、特に制限されない。
【0029】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムは、必要に応じて本発明の特性を阻害しない範囲で、表面処理を行う事ができる。表面処理の方法としては、コロナ放電処理、プラズマ処理、火炎処理、酸処理等が例示でき、特に制限はない。連続処理が可能であり、このフイルムの製造過程の巻き取り工程前に容易に実施できるコロナ放電処理、プラズマ処理、火炎処理を行うのが好ましく、熱融着層表面の濡れ張力を向上する手段としてはコロナ放電処理が特に好ましい。また、用途に応じて本発明の特性を阻害しない範囲で、フイルムに穴あけ加工等の特殊加工を行う事が出来る。1〜5000μmの穴あけ加工を施して、青果物の鮮度保持包装等にも使用する事が出来る。
【実施例】
【0030】
以下、本発明の具体例を実施例によってさらに説明するが、本発明は、その要旨を逸脱しない限り以下の実施例に限定されるものではない。なお、本明細書中における特性は下記の方法により評価をおこなった。
【0031】
(融点Tm)
JIS K7121に従い、示差走査熱量計(DSC)により測定を行った。
状態調整として、室温から200℃まで30℃/分で昇温し、200℃で5分間保持し、10℃/分で−100℃まで、降温し、−100℃で5分間保持した後、吸熱曲線の測定として、−100℃から200℃まで10℃/分で昇温した。
なお、融解ピークが複数ある場合は、温度が最大の融解ピークを融点とした。
【0032】
(冷キシレン可溶分)
冷キシレン可溶分とは、試料1gを沸騰キシレン100mlに完全に溶解させた後、20℃に降温し、4時間放置、その後、これを析出物と溶液とにろ別し、ろ液を乾固して減圧下70℃で乾燥した際の重量を測定して重量%を求めたもののことをいう。
フィルムからは、各層を削り取りサンプルを得る。
【0033】
(ヒートシール強度)
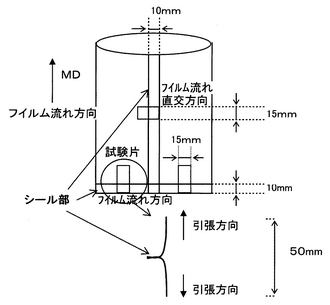
下記実験で得られたヒートシール性積層ポリプロピレン系樹脂フイルムから、該フイルムの流れ方向が袋の長さ方向となるようにして切り出した試料を、袋のシール部の断面が図1に示すようなT字形となるようにヒートシール(シール幅:10mm)して(中央合掌シール形)、サイズ185mm×255mmのセンタープレスシール袋を作成した。尚、ヒートシールは、西部機械社製シーラー「テストシーラー」を用い、シール温度150℃、圧力196kPa(2kg/cm2)、ヒートシール時間2秒の条件で行った。
得られた袋の長さ方向(MD)および幅方向(TD)のそれぞれに平行なシール部より、幅15mm、長さ50mmの試験片を切り出す。ついで、この試験片を、温度20℃、湿度65%RHの雰囲気中に24時間放置した後、東洋精機社製「テンシロン」(UTM−IIIL)を用いて、チャック間距離20mmとし(ヒートシール部から10mmの位置を把持する)、200mm/分の速度(チャート速度200mm/分)で180度剥離した際の強度を測定し、ヒートシール強度[N/15mm]とした。図1に作成した袋の形状と、ヒートシール強度測定用試験片の模式図を示す。
【0034】
(密封性)
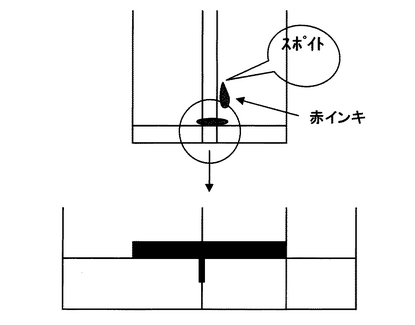
上記ヒートシール強度測定法と同様にして作成した袋の長さ方向(MD)と幅方向(TD)のシール部がそれぞれ重なった部分に赤インキ(CHUGAI KASEI CO.LTD製 RECORDER INK)を袋内側から垂らし袋の外側への抜け具合を評価した。
○:袋の内側にインキが溜まり、シール部への浸透もなく、袋の外側にはもれない
△:インキのシール部への浸透はあるが、袋の外側には漏れ出さない。
×:インキが袋の外側に漏れ出す。
【0035】
(商品取り扱い性)
上記ヒートシール強度測定法と同様にして作成した袋の中に、重量約4g、大きさ25mm×75mmの米菓を、厚み25μm、大きさ80mm×140mmのポリエチレンフイルムでひねり包装したものを入れて、商品の取り扱い性を評価した。
評価5級:フイルムに腰があり、箱詰め、箱だし、陳列作業が容易にできる
評価4級:袋を持ったとき、多少たよりなく感じるが、作業は問題なく行える
評価3級:腰がない感じがして、手に持った際たよりなく感じ多少、作業がしずらくなる。
評価2級:腰がなく、手に持った際たよりなく感じ、作業しずらい
評価1級:腰がまったくなく、作業が困難
【0036】
下記製造例で使用した各層を構成する樹脂は次の通りである。
プロピレン単独重合体−1:住友化学(株)製「FS2011DG3」,MFR:2.5g/10分,融点:158℃,冷キシレン可溶分(CXS):3.3重量%
プロピレン単独重合体−2:住友化学(株)製「WF836DG3」,MFR:7.6g/10分,融点:158℃,冷キシレン可溶分(CXS):3.3重量%
プロピレン・エチレン・ブテンランダム共重合体一1:住友化学(株)製「FSX66E8」,エチレン含有量:2.5モル%,ブテン含有量:7モル%,MFR:3.1g/10分,融点:133℃,冷キシレン可溶分(CXS):1.6重量%
プロピレン・ブテン共重合体一1:住友化学(株)製:SPX78J1」,ブテン含有量:25モル%,MFR:9.0g/10分,融点:128℃,冷キシレン可溶分(CXS):14.O重量%
プロピレン・ブテン共重合体一2:三井化学(株)製「XR110H」,MFR:6.0g/10分,融点:110℃
【0037】
(実施例1)
(ヒートシール性積層ポリプロピレン系樹脂フイルムの製造方法)
3台の溶融押出機を用い、第1の押出機にてプロピレン単独重合体−1(密度0.90g/cm3、MFR2.5g/10分、融点158℃、冷キシレン可溶分3.3重量%)
を70重量%、プロピレン・エチレン・ブテンランダム共重合体−1(密度0.89g/cm3、MFR3.1g/10分、融点133℃、冷キシレン可溶分1.6重量%)を30重量%とした混合樹脂に有機ポリマー微粒子(CS11:住友化学(株)製、粒子径1.1μmとCS18:住友化学(株)製、粒子径1.8μmを5対1で配合)を2000ppm添加して基材層Aとして、第2の押出機にてプロピレン・ブテンランダム共重合体−1(密度0.89g/cm3、MFR9.0g/10分、融点128℃、冷キシレン可溶分14.0重量%)100重量%に不活性微粒子(サイリシア350:富士シリシア化学(株)製、粒子径1.8μm、CUBE50KAS:丸尾カルシウム(株)製、粒子径5.5μm、CUBE80KAS:丸尾カルシウム(株)製、粒子径8.5μmを10対2対1で配合)を1500ppm添加して熱融着層Cとし、第3の押出機にて、プロピレン・エチレン・ブテンランダム共重合体−1(密度0.89g/cm3、MFR3.1g/10分、融点133℃、冷キシレン可溶分1.6重量%)を90重量%、プロピレン単独重合体−1(密度0.90g/cm3、MFR2.5g/10分、融点157℃、冷キシレン可溶分3.3重量%)を10重量%とした混合樹脂を基材層と熱融着層の中間に位置する層Bとして、ダイス内にてA/B/Cとるように、Tダイ方式にて溶融共押出し後、20℃のチルロールにて冷却固化し、縦方向に4.5倍、横方向に8倍延伸し、A/B/C構成の厚みがそれぞれ順に28μm、5μm、2μmである積層フイルムを得た。得られたヒートシール性フイルムの基材層A及び熱融着層Cのそれぞれの表面にコロナ放電処理を行い、コロナ放電処理後の基材層A表面の濡れ張力が40mN/m、熱融着層C表面の濡れ張力が39mN/mとなるようにしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。表1に評価結果を示す。得られたヒートシール性積層ポリプロピレン系樹脂フイルムは、十分なヒートシール強度と腰感、密封性を有し、取り扱い性、商品の保護性のすべてに優れるものであった。
【0038】
(比較例1)
実施例1に於いて基材層Aの樹脂として、プロピレン単独重合体−1を100重量%とした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、密封性が劣り、商品の保護性が不十分なものであった。
【0039】
(比較例2)
実施例1に於いて基材層Aの樹脂として、プロピレン単独重合体−1を45重量%、プロピレン・エチレン・ブテンランダム共重合体一1を55重量%とし、中間層Bの樹脂として、プロピレン単独重合体−2を50重量%、プロピレン・エチレン・ブテンランダム共重合体一1を50重量%とし、熱融着層Cの樹脂として、プロピレン・ブテンランダム共重合体−1を50重量%、プロピレン・ブテンランダム共重合体−2を50重量%として、A/B/C構成の厚みをそれぞれ順に30μm、4μm、1μmとした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、腰感が劣る上に、密封性も不十分なものであった。
【0040】
(比較例3)
実施例1に於いて基材層Aの樹脂として、プロピレン単独重合体−1を75重量%、プロピレン・エチレン・ブテンランダム共重合体一1の配合量を25重量%とし、中間層Bの樹脂として、プロピレン単独重合体−1を60重量%、プロピレン・エチレン・ブテンランダム共重合体一1の配合量を40重量%として、A/B/C構成の厚みをそれぞれ順に10μm、28μm、2μmとした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、密封性が劣り、商品の保護性が不十分なものであった。
【0041】
(実施例2)
実施例1に於いて中間層Bの樹脂として、プロピレン単独重合体−2を30重量%、プロピレン・エチレン・ブテンランダム共重合体一1を70重量%とした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、シール強度、腰感、密封性とも十分なものであった。
【0042】
(実施例3)
実施例1に於いて熱融着層Cの樹脂として、プロピレン・ブテンランダム共重合体−1を50重量%、プロピレン・ブテンランダム共重合体−2を50重量%として、A/B/C構成の厚みをそれぞれ順に30μm、4μm、1μmとした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、シール強度、腰感、密封性とも十分なものであった。
【0043】
(実施例4)
実施例3に於いて基材層Aにポリオキシエチレン(2)ステアリルアミンモノステアリン酸エステル0.45重量%、N,Nビス(2ヒドロキシエチル)ステアリルアミン0.11%重量部、ステアリン酸モノグリセリンエステル0.1重量%を添加し、中間層Bにステアリン酸モノグリセリンエステル0.4重量%、エルカ酸アミド0.09重量%添加した以外は、実施例3と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、シール強度、腰感、密封性とも十分なものであった。
また、青果物包装時の防曇性も良好なものであった。
【0044】
【表1】

【産業上の利用可能性】
【0045】
本発明のヒートシール性積層体は、重量物を包装するのに十分なヒートシール強度を有するのは勿論のこと、取扱い性にも優れ、また密封性も良好であるため、小麦粉、米、麦などの穀物類;ジャガイモ、ダイコン・ニンジンなどの根菜類;板・糸こんにやく類;たくあん漬、醤油漬、奈良漬などの各種漬物類;各種味噌類;だしのもと・めんつゆ、醤油、ソース、ケチャップ、マヨネーズなどの包装材、ラーメン等の個包装を数個まとめて包装する集合包装用包装材に好適用いることが出来る。
【0046】
また、本発明の積層フィルムは、ぺ一パーカートン、チューブ用、袋用、カップ用、スタンディングパック用、トレイ用などの包装体としても用いることができる。
【図面の簡単な説明】
【0047】
【図1】実施例で作成した袋の形状とヒートシール強度測定用の試験片の模式図である。
【図2】密封性評価方法の模式図である。
【技術分野】
【0001】
本発明は、ヒートシール性積層ポリプロピレン系樹脂フイルム及び包装体に関し、さらに詳しくは、重量物を包装するのに十分なヒートシール強度を有し、尚且つ、密封性の要求される自動充填包装に好適に用いることができるヒートシール性積層ポリプロピレン系樹脂フイルム及びかかる積層体を用いてなる包装体に関する。
【背景技術】
【0002】
従来から、包装用に使用するヒートシーラブルフイルムとしては、一般的に、ポリプロピレン系樹脂に低融点のポリオレフィン系樹脂を積層した共押出し積層ポリプロピレン系樹脂フイルム、無延伸ポリエチレン系樹脂フイルム又はポリプロピレン系樹脂フイルムと延伸ポリプロピレン系樹脂フイルムとをラミネートした積層ポリプロピレン系樹脂フイルムが多用されている。しかしながら、ポリプロピレン系樹脂に低融点のポリオレフィン系樹脂を積層した共押出し積層ポリプロピレン系樹脂フイルムでは、ある程度のシール強度はあるものの、水物などの重量物を包装するまでのシール強度はなく、無延伸ポリエチレン系樹脂フイルム又はポリプロピレン系樹脂フイルムと延伸ポリプロピレン系樹脂フイルムとをラミネートした積層ポリプロピレン系樹脂フイルムにおいては、十分なシール強度はあるものの、有機溶剤等を使用するラミネート工程が必要であり、経済的にも地球環境に与える影響の面からも好ましくない。
【0003】
また、共押出し積層ポリプロピレン系樹脂フイルムのシール強度を改善する方策として、ポリプロピレン系樹脂を基材層とし、直鎖状低密度ポリエチレン系樹脂を熱融着層に使用する例が報告されている(例えば、特許文献1参照)が、異種素材を積層する為、その層間強度が弱く本件が目的とする十分なヒートシール強度は得られるものではない。
【特許文献1】特開平9−207294号公報
【0004】
さらに、ポリプロピレン系樹脂層と直鎖状低密度ポリエチレン系樹脂層の間に接着層を設けることが報告されている(例えば、特許文献2参照)が、これらはポリエチレン系樹脂を積層する為、フイルムの腰感が無くなり、製袋加工時や内容物充填後の取り扱い性に支障をきたすものである。
【特許文献2】特開平10−76618号公報
【0005】
また、各層に使用する樹脂のMFR(メルトフローレート)を規定することで十分なシール強度が得られることが報告されている(例えば、特許文献3参照)が、これだけでは自動包装時のシール部の密封性が十分でなく、シール部の密封性が要求される用途には不向きであった。
【特許文献3】特開2003−225979号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来の積層ポリプロピレン系フイルムの有する問題点を解決し、重量物を包装するのに十分なヒートシール強度と密封性を有するヒートシール性積層ポリプロピレン系樹脂フイルム及びかかるフイルムを用いてなる包装体を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムは、結晶性ポリプロピレン系樹脂及びプロピレンα−オレフィン共重合体からなり、融点が155℃以下の基材層と中間層及び融点が150℃以下の熱融着層を有する3層以上の積層体からなる延伸ポリプロピレン系樹脂フイルムであって、基材層の融点が中間層の融点よりも高く、中間層中のキシレン可溶分が2.5%以下であって、かつ厚みが4μm以上としたことを特徴とする。
【0008】
上記の構成からなる本発明のヒートシール性積層ポリプロピレン系樹脂フイルムは、重量物を包装するのに十分なヒートシール強度を有し、密封性の要求される用途に好適に用いることが出来る。
【0009】
また、この場合において、前記基材層と中間層が熱融着層に使用する樹脂を5重量%以上配合することが好適である。
【0010】
さらにまた、この場合において、前記フィルムが2軸延伸されてなることが好適である。
【0011】
さらにまた、この場合において、前記フィルムを用いてなる包装が好適な使用形態である。
【発明の効果】
【0012】
本発明のヒートシール性積層体は、重量物を包装するのに十分なヒートシール強度を有するのは勿論のこと、取扱い性にも優れ、また密封性も良好であるため、小麦粉、米、麦などの穀物類;ジャガイモ、ダイコン・ニンジンなどの根菜類;板・糸こんにやく類;たくあん漬、醤油漬、奈良漬などの各種漬物類;各種味噌類;だしのもと・めんつゆ、醤油、ソース、ケチャップ、マヨネーズなどの包装材、ラーメン等の個包装を数個まとめて包装する集合包装用包装材に好適用いることが出来る。
【0013】
また、本発明の積層フィルムは、ぺ一パーカートン、チューブ用、袋用、カップ用、スタンディングパック用、トレイ用などの包装体としても用いることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明のヒートシール性積層ポリプロピレン系樹脂フイルム及び包装体の実施の形態を説明する。
【0015】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムに用は、基材層、熱融着層、及び基材層と熱融着層の間に中間層を設けた3層以上のフイルムとすることが好ましい。
基材層は結晶性ポリプロピレン系樹脂とプロピレンと他のα−オレフィンとの共重合体の2種以上の樹脂よりなることが好ましい。本発明の積層フイルムの基材層に用いる結晶性ポリプロピレン系樹脂としては、通常の押出成形などで使用するn−へプタン不溶性のアイソタクチックのプロピレン単独重合体又はプロピレンを70重量%以上含有するポリプロピレンと他のα−オレフィンとの共重合体であればよい。
n−ヘプタン不溶性とは、ポリプロピレンの結晶性を指標すると同時に食品包装用として使用する際の安全性を示すものであり、本発明では、昭和57年2月厚生省告示第20号によるn−ヘプタン不溶性(25℃、60分抽出した際の溶出分が150ppm以下〔使用温度が100℃を超えるものは30ppm以下〕)に適合するものを使用することが好ましい態様である。
プロピレンと他のα−オレフィンとの共重合体のα−オレフィン共重合成分としては、炭素数が2〜8のα−オレフィン、例えば、エチレン、ブテン−1、ペンテン−1、ヘキセン−1、4−メチル−1−ペンテンなどが好ましい。ここで共重合体とは、プロピレンに上記に例示されるα−オレフィンを1種又は2種以上重合して得られたランダム又はブロック共重合体であることが好ましい。
また、基材層中のプロピレンと他のα−オレフィンとの共重合体の配合量としては、15重量%以上、好ましい範囲としては、20重量%以上、50重量%以下にすることが望ましく、融点を155〜148℃とするのが好ましい。20重量%未満では十分な密封性が得られない場合があり好ましくなく、50重量%を越える場合は、腰がなくなり取り扱い性が不十分となる場合があり好ましくない。
また、メルトフローレート(MFR)は、結晶性ポリプロピレン系樹脂、プロピレンと他のα−オレフィンとの共重合体とも0.1〜100g/10min、好ましくは0.5〜20g/10min、さらに好ましくは、1.0〜10g/10minの範囲のものを例示することができる。
【0016】
また、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムの熱融着層に用いる樹脂は融点が150℃以下の熱可塑性樹脂であって、エチレン、プロピレン、ブテン、ペンテン、ヘキセン、オクテン、デセン等の炭素数が2〜10のα−オレフィン系モノマーから選ばれた2種以上を重合して得たランダム共重合体又はブロック共重合体が好ましく、また、この共重合体は単独又は混合して使用することができる。この場合、MFRの高い方が、密封性と腰感、取り扱い性の点において好ましい。
【0017】
ここで特に好ましい熱融着層を構成する樹脂としては、ブチン含有量の多いプロピレンーブテン共重合体を含むものであるのが好ましく、このプロピレンーブテン共重合体におけるブテン含有量は20重量%以上であるのが好ましい。なお、ブテン含有量の上限は特に限定されないが、ブテン含有量が多すぎるとフィルム表面がべたつき、滑り性や耐ブロッキング性が低下する場合があるため、かかる不良を生じない範囲で適宜決定すればよい。上記ブテン含有量の多いプロピレンーブテン共重合体としては、例えば、住友化学(株)製「SPX78J1」、三井化学(株)製「XR110H」などを例示することができる。
【0018】
上記プロピレンーブテン共重合体は、熱融着層を構成する樹脂成分中、65重量%以上配合することが好ましい。より好ましくは、70重量%以上であり、99重量%以下であるのが好ましく、より好ましくは95重量%以下である。上記プロピレンーブテン共重合体の配合量が少なすぎる場合にはシール時の融着力が低くなり、自動包装時の密封性が得られ難い場合があり、一方、多すぎる場合には、中間層との層間強度が低下する場合がある。
【0019】
さらにまた、熱融着層を形成する熱可塑性樹脂の融点は150℃以下、好ましくは60〜150℃にすることが望ましい。このようにすることにより、ヒートシール性積層体に十分なヒートシール強度を与えることができる。熱融着層を形成する熱可塑性樹脂の融点が60℃未満ではヒートシール部の耐熱性が乏しく、150℃を越えるとヒートシール強度の向上が期待できない。
また、MFRは0.1〜100g/10min、好ましくは0.5〜20g/10min、さらに好ましくは、1.0〜10g/10minの範囲のものを例示することができる。
【0020】
この他、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムには、基材層と熱融着層の間に、50重量%を越えるプロピレンーαーオレフィン共重合体を配合した中間層を設けることが好ましく、より好ましくは、プロピレンーαーオレフィン共重合体を60重量%から100重量%の範囲で配合することが望ましい。ここでプロピレンーαーオレフィン共重合体の配合量が、50重量%以下の時は、密封性が不十分となり好ましくない。
また、ここで用いるプロピレンーαーオレフィン共重合体は特に限定されるものではないが、冷キシレン可溶分(CXS)が3重量%以下のプロピレンーαーオレフィン共重合体であることが好ましい。冷キシレン可溶分(CXS)が3重量%を越えるプロピレンーαーオレフィン共重合体を用いる場合は、腰がなくなる傾向にあり好ましくない。
α一オレフィン共重合体は、衝撃強度や引き裂き特性などの機械的強度や低温特性、耐侯性などに優れるものであり、かかる成分を配合することで、積層フィルムに優れた特性を付与することができる。しかしながら、α一オレフィン共重合体は、主成分のα一オレフィン分子鎖中に、第2成分や第3成分として異種のα一オレフィンがランダムに導入された構造を有しているため、結晶化が抑制されて、ホモポリプロピレンなどのα一オレフーインのホモポリマーに比べて結晶性が低く、α一オレフィン共重合体の配合は、結果としてフィルムの腰感を低下させることとなる。
冷キシレン可溶分(CXS)が3重量%以下のプロピレンーαーオレフィン共重合体を50重量%を越えるように配合した中間層を設けることが好ましい。より好ましくは、65〜95重量%であり、特に好ましくは65〜80重量%である。
このとき他に用いる例えば結晶性ポリプロピレン系樹脂の冷キシレン可溶分(CXS)を含めて、中間層全体の冷キシレン可溶分(CXS)が2.5重量%以下であることが好ましく、2.4重量%以下であることがより好ましい。さらに、2.2重量%以下であることがより好ましい。
また、中間層に用いる樹脂のメルトフローレート(MFR)は、0.1〜100g/10min、好ましくは0.5〜20g/10min、さらに好ましくは、1.0〜10g/10minの範囲のものを例示することができる。この場合、MFRが高い方が、密封性と腰感、取り扱い性の点において好ましい。
【0021】
上記「冷キシレン可溶分」とは、α一オレフィン共重合体に含まれる非晶部の量を示しており、「冷キシレン可溶分が3重量%以下」であると言うことは、非晶部が少なく結晶性の高いα一オレフィン共重合体を意味している。
ここで、冷キシレン可溶分とは、試料1gを沸騰キシレン100mlに完全に溶解させた後、20℃に降温し、4時間放置、その後、これを析出物と溶液とにろ別し、ろ液を乾固して減圧下70℃で乾燥した際の重量を測定して重量%を求めたもののことをいう。
【0022】
上記冷キシレン可溶分3重量%以下のα一オレフィンとしては、特開2003−277412号に記載の連続気相重合法により合成された重合体が例示でき、たとえば、「FSX66E8」(住友化学〔株〕製)を使用することができる。
【0023】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムの各層の厚み構成は、中間層が4μm以上、好ましくは、5μmから40μmの範囲とすることが望ましい。4μm未満の場合は、接着力が弱くなり、十分なシール強度が出ない上に、密封性も不十分となる為、好ましくない。40μmを越える場合は、腰のないフイルムとなる上に、均一な延伸が難しくなり、厚みが不揃いとなる場合があり好ましくない。基材層と熱融着層の厚みは特に限定されるものではないが、基材層は全層厚みの30〜89%、熱融着層は1〜20%、の範囲で設定することが好ましい。さらに好ましい範囲としては、基材層は全層厚みの40〜83.5%、熱融着層は1.5〜15%である。ここで、基層の層厚みが30%未満、熱融着層が20%を越える場合は、腰感がなくなる傾向にあり、商品の取り扱い上好ましくない。また、基層の層厚みが89%を越え、熱融着層が1%未満の場合は、目的とするシール強度、密封性が得られない場合があるので好ましくない。
一方、熱融着層の厚みは、0.8μm以上であることが好ましく、さらに好ましくは0.9μmから6μmの範囲とすることが望ましい。ここで、0.8μm未満の場合は、シール強度、密封性が不十分なものとなるため、好ましくなく、6μmを越える場合は、腰が無くなる上に滑り不良、ブロッキングの問題が発生するため、商品の取り扱い上、好ましくない。
【0024】
また、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムの中間層には熱融着層で使用する樹脂を5重量%以上配合する事が好ましく、より好ましくは、8重量%以上配合する事であり、30重量%以下であるのが好ましく、ここで、熱融着層で使用する樹脂の配合量が5重量%未満の場合は、密封性が不十分となり好ましくなく、30重量%を越える場合は、フイルムの腰がなくなり、商品の取り扱い性が悪くなる上に、フイルム同士を重ねた際に、フイルム同士がブロッキングしてフイルムを剥がしにくくなる場合があり好ましくない。
【0025】
また、本発明のヒートシール性積層ポリプロピレン系樹脂フイルムの基層の融点は、中間層の融点よりも高いことが好ましく、さらに好ましくは140℃から155℃の範囲とすることが望ましい。基層の融点が中間層よりも低い場合は、フィルム全体の腰感が弱くなり、商品の取り扱いが困難となる場合がある。一方、中間層の融点としては、130℃から150℃の範囲とすることが望ましく、この範囲を越える場合は、フィルム全体が硬くなるため、密封性が不十分となる場合があり好ましくない、また、この範囲を下回る場合は、フィルム全体の腰感が弱くなり、商品の取り扱い上問題となる場合があり、好ましくない。
【0026】
本発明において、各層を形成する樹脂には、必要に応じて各層の特性を阻害しない範囲で、各種添加材、充填材、例えば、熱安定剤、酸化防止剤、光安定剤、帯電防止剤、滑剤、核剤、難燃剤、顔料、染料、炭酸カルシウム、硫酸バリウム、水酸化マグネシウム、マイカ、タルク、クレー、酸化亜鉛、酸化マグネシウム、酸化アルミニゥム、抗菌剤、防曇剤、自然分解性を付与する添加材等を添加することができる。さらにまた、その他の熱可塑性樹脂、熱可塑性エラストマー、ゴム類、炭化水素樹脂、石油樹脂等を本発明のフイルムの特性を害さない範囲で配合してもよい。
【0027】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムはそれ自体公知の方法で任意に製造することができ、特に制限するものではない。例えば、積層数に見合う押出し機を用いてTダイ法又はインフレーション法等で溶融積層した後、冷却ロール法、水冷法又は空冷法で冷却して積層フイルムとし、逐次2軸延伸法、同時2軸延伸法、チューブ延伸法等で延伸する方法を例示することができる。ここで、逐次2軸延伸法にて製造する際の条件を例示すると、T型のダイスより溶融押出しした樹脂をキャスティング機にて冷却固化させて、原反シートを作成する。この際、溶融キャスティングするロール温度は、樹脂の結晶化を抑え、透明性を向上させる目的で15℃から40℃の間に設定する事が好ましい。次に、延伸に適した温度まで原反シートを加熱後、延伸ロール間の速度差を利用してシートの流れ方向に延伸する、この際の延伸倍率は、延伸のムラがなく安定して製造する事を考えると3倍から6倍の間に設定することが好ましい。次に、縦延伸したシートの両耳部をテンタークリップで把持し、熱風で延伸に適した温度まで加熱しながらシートの流れと直角方向に、順次拡げながら延伸する。この際の横延伸倍率は、厚み変動と生産性を考慮して7倍から10倍の間に設定することが好ましい。
【0028】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムは、基材層の表面に同種のポリプロピレン系樹脂層及び他の樹脂層、例えば、エチレン−酢酸ビニル共重合体けん化物、ポリビニルアルコール等のガスバリア性樹脂層をさらに積層してもよく、また、基材層と中間層の間、中間層と熱融着層の間に同様に積層することも、その特性を害さない限り、特に制限されない。
【0029】
本発明のヒートシール性積層ポリプロピレン系樹脂フイルムは、必要に応じて本発明の特性を阻害しない範囲で、表面処理を行う事ができる。表面処理の方法としては、コロナ放電処理、プラズマ処理、火炎処理、酸処理等が例示でき、特に制限はない。連続処理が可能であり、このフイルムの製造過程の巻き取り工程前に容易に実施できるコロナ放電処理、プラズマ処理、火炎処理を行うのが好ましく、熱融着層表面の濡れ張力を向上する手段としてはコロナ放電処理が特に好ましい。また、用途に応じて本発明の特性を阻害しない範囲で、フイルムに穴あけ加工等の特殊加工を行う事が出来る。1〜5000μmの穴あけ加工を施して、青果物の鮮度保持包装等にも使用する事が出来る。
【実施例】
【0030】
以下、本発明の具体例を実施例によってさらに説明するが、本発明は、その要旨を逸脱しない限り以下の実施例に限定されるものではない。なお、本明細書中における特性は下記の方法により評価をおこなった。
【0031】
(融点Tm)
JIS K7121に従い、示差走査熱量計(DSC)により測定を行った。
状態調整として、室温から200℃まで30℃/分で昇温し、200℃で5分間保持し、10℃/分で−100℃まで、降温し、−100℃で5分間保持した後、吸熱曲線の測定として、−100℃から200℃まで10℃/分で昇温した。
なお、融解ピークが複数ある場合は、温度が最大の融解ピークを融点とした。
【0032】
(冷キシレン可溶分)
冷キシレン可溶分とは、試料1gを沸騰キシレン100mlに完全に溶解させた後、20℃に降温し、4時間放置、その後、これを析出物と溶液とにろ別し、ろ液を乾固して減圧下70℃で乾燥した際の重量を測定して重量%を求めたもののことをいう。
フィルムからは、各層を削り取りサンプルを得る。
【0033】
(ヒートシール強度)
下記実験で得られたヒートシール性積層ポリプロピレン系樹脂フイルムから、該フイルムの流れ方向が袋の長さ方向となるようにして切り出した試料を、袋のシール部の断面が図1に示すようなT字形となるようにヒートシール(シール幅:10mm)して(中央合掌シール形)、サイズ185mm×255mmのセンタープレスシール袋を作成した。尚、ヒートシールは、西部機械社製シーラー「テストシーラー」を用い、シール温度150℃、圧力196kPa(2kg/cm2)、ヒートシール時間2秒の条件で行った。
得られた袋の長さ方向(MD)および幅方向(TD)のそれぞれに平行なシール部より、幅15mm、長さ50mmの試験片を切り出す。ついで、この試験片を、温度20℃、湿度65%RHの雰囲気中に24時間放置した後、東洋精機社製「テンシロン」(UTM−IIIL)を用いて、チャック間距離20mmとし(ヒートシール部から10mmの位置を把持する)、200mm/分の速度(チャート速度200mm/分)で180度剥離した際の強度を測定し、ヒートシール強度[N/15mm]とした。図1に作成した袋の形状と、ヒートシール強度測定用試験片の模式図を示す。
【0034】
(密封性)
上記ヒートシール強度測定法と同様にして作成した袋の長さ方向(MD)と幅方向(TD)のシール部がそれぞれ重なった部分に赤インキ(CHUGAI KASEI CO.LTD製 RECORDER INK)を袋内側から垂らし袋の外側への抜け具合を評価した。
○:袋の内側にインキが溜まり、シール部への浸透もなく、袋の外側にはもれない
△:インキのシール部への浸透はあるが、袋の外側には漏れ出さない。
×:インキが袋の外側に漏れ出す。
【0035】
(商品取り扱い性)
上記ヒートシール強度測定法と同様にして作成した袋の中に、重量約4g、大きさ25mm×75mmの米菓を、厚み25μm、大きさ80mm×140mmのポリエチレンフイルムでひねり包装したものを入れて、商品の取り扱い性を評価した。
評価5級:フイルムに腰があり、箱詰め、箱だし、陳列作業が容易にできる
評価4級:袋を持ったとき、多少たよりなく感じるが、作業は問題なく行える
評価3級:腰がない感じがして、手に持った際たよりなく感じ多少、作業がしずらくなる。
評価2級:腰がなく、手に持った際たよりなく感じ、作業しずらい
評価1級:腰がまったくなく、作業が困難
【0036】
下記製造例で使用した各層を構成する樹脂は次の通りである。
プロピレン単独重合体−1:住友化学(株)製「FS2011DG3」,MFR:2.5g/10分,融点:158℃,冷キシレン可溶分(CXS):3.3重量%
プロピレン単独重合体−2:住友化学(株)製「WF836DG3」,MFR:7.6g/10分,融点:158℃,冷キシレン可溶分(CXS):3.3重量%
プロピレン・エチレン・ブテンランダム共重合体一1:住友化学(株)製「FSX66E8」,エチレン含有量:2.5モル%,ブテン含有量:7モル%,MFR:3.1g/10分,融点:133℃,冷キシレン可溶分(CXS):1.6重量%
プロピレン・ブテン共重合体一1:住友化学(株)製:SPX78J1」,ブテン含有量:25モル%,MFR:9.0g/10分,融点:128℃,冷キシレン可溶分(CXS):14.O重量%
プロピレン・ブテン共重合体一2:三井化学(株)製「XR110H」,MFR:6.0g/10分,融点:110℃
【0037】
(実施例1)
(ヒートシール性積層ポリプロピレン系樹脂フイルムの製造方法)
3台の溶融押出機を用い、第1の押出機にてプロピレン単独重合体−1(密度0.90g/cm3、MFR2.5g/10分、融点158℃、冷キシレン可溶分3.3重量%)
を70重量%、プロピレン・エチレン・ブテンランダム共重合体−1(密度0.89g/cm3、MFR3.1g/10分、融点133℃、冷キシレン可溶分1.6重量%)を30重量%とした混合樹脂に有機ポリマー微粒子(CS11:住友化学(株)製、粒子径1.1μmとCS18:住友化学(株)製、粒子径1.8μmを5対1で配合)を2000ppm添加して基材層Aとして、第2の押出機にてプロピレン・ブテンランダム共重合体−1(密度0.89g/cm3、MFR9.0g/10分、融点128℃、冷キシレン可溶分14.0重量%)100重量%に不活性微粒子(サイリシア350:富士シリシア化学(株)製、粒子径1.8μm、CUBE50KAS:丸尾カルシウム(株)製、粒子径5.5μm、CUBE80KAS:丸尾カルシウム(株)製、粒子径8.5μmを10対2対1で配合)を1500ppm添加して熱融着層Cとし、第3の押出機にて、プロピレン・エチレン・ブテンランダム共重合体−1(密度0.89g/cm3、MFR3.1g/10分、融点133℃、冷キシレン可溶分1.6重量%)を90重量%、プロピレン単独重合体−1(密度0.90g/cm3、MFR2.5g/10分、融点157℃、冷キシレン可溶分3.3重量%)を10重量%とした混合樹脂を基材層と熱融着層の中間に位置する層Bとして、ダイス内にてA/B/Cとるように、Tダイ方式にて溶融共押出し後、20℃のチルロールにて冷却固化し、縦方向に4.5倍、横方向に8倍延伸し、A/B/C構成の厚みがそれぞれ順に28μm、5μm、2μmである積層フイルムを得た。得られたヒートシール性フイルムの基材層A及び熱融着層Cのそれぞれの表面にコロナ放電処理を行い、コロナ放電処理後の基材層A表面の濡れ張力が40mN/m、熱融着層C表面の濡れ張力が39mN/mとなるようにしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。表1に評価結果を示す。得られたヒートシール性積層ポリプロピレン系樹脂フイルムは、十分なヒートシール強度と腰感、密封性を有し、取り扱い性、商品の保護性のすべてに優れるものであった。
【0038】
(比較例1)
実施例1に於いて基材層Aの樹脂として、プロピレン単独重合体−1を100重量%とした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、密封性が劣り、商品の保護性が不十分なものであった。
【0039】
(比較例2)
実施例1に於いて基材層Aの樹脂として、プロピレン単独重合体−1を45重量%、プロピレン・エチレン・ブテンランダム共重合体一1を55重量%とし、中間層Bの樹脂として、プロピレン単独重合体−2を50重量%、プロピレン・エチレン・ブテンランダム共重合体一1を50重量%とし、熱融着層Cの樹脂として、プロピレン・ブテンランダム共重合体−1を50重量%、プロピレン・ブテンランダム共重合体−2を50重量%として、A/B/C構成の厚みをそれぞれ順に30μm、4μm、1μmとした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、腰感が劣る上に、密封性も不十分なものであった。
【0040】
(比較例3)
実施例1に於いて基材層Aの樹脂として、プロピレン単独重合体−1を75重量%、プロピレン・エチレン・ブテンランダム共重合体一1の配合量を25重量%とし、中間層Bの樹脂として、プロピレン単独重合体−1を60重量%、プロピレン・エチレン・ブテンランダム共重合体一1の配合量を40重量%として、A/B/C構成の厚みをそれぞれ順に10μm、28μm、2μmとした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、密封性が劣り、商品の保護性が不十分なものであった。
【0041】
(実施例2)
実施例1に於いて中間層Bの樹脂として、プロピレン単独重合体−2を30重量%、プロピレン・エチレン・ブテンランダム共重合体一1を70重量%とした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、シール強度、腰感、密封性とも十分なものであった。
【0042】
(実施例3)
実施例1に於いて熱融着層Cの樹脂として、プロピレン・ブテンランダム共重合体−1を50重量%、プロピレン・ブテンランダム共重合体−2を50重量%として、A/B/C構成の厚みをそれぞれ順に30μm、4μm、1μmとした以外は、実施例1と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、シール強度、腰感、密封性とも十分なものであった。
【0043】
(実施例4)
実施例3に於いて基材層Aにポリオキシエチレン(2)ステアリルアミンモノステアリン酸エステル0.45重量%、N,Nビス(2ヒドロキシエチル)ステアリルアミン0.11%重量部、ステアリン酸モノグリセリンエステル0.1重量%を添加し、中間層Bにステアリン酸モノグリセリンエステル0.4重量%、エルカ酸アミド0.09重量%添加した以外は、実施例3と同様にしてヒートシール性積層ポリプロピレン系樹脂フイルムを得た。得られた積層フイルムは、シール強度、腰感、密封性とも十分なものであった。
また、青果物包装時の防曇性も良好なものであった。
【0044】
【表1】
【産業上の利用可能性】
【0045】
本発明のヒートシール性積層体は、重量物を包装するのに十分なヒートシール強度を有するのは勿論のこと、取扱い性にも優れ、また密封性も良好であるため、小麦粉、米、麦などの穀物類;ジャガイモ、ダイコン・ニンジンなどの根菜類;板・糸こんにやく類;たくあん漬、醤油漬、奈良漬などの各種漬物類;各種味噌類;だしのもと・めんつゆ、醤油、ソース、ケチャップ、マヨネーズなどの包装材、ラーメン等の個包装を数個まとめて包装する集合包装用包装材に好適用いることが出来る。
【0046】
また、本発明の積層フィルムは、ぺ一パーカートン、チューブ用、袋用、カップ用、スタンディングパック用、トレイ用などの包装体としても用いることができる。
【図面の簡単な説明】
【0047】
【図1】実施例で作成した袋の形状とヒートシール強度測定用の試験片の模式図である。
【図2】密封性評価方法の模式図である。
【特許請求の範囲】
【請求項1】
結晶性ポリプロピレン系樹脂及びプロピレンα−オレフィン共重合体からなり、融点が155℃以下の基材層と中間層及び融点が150℃以下の熱融着層を有する3層以上の積層体からなる延伸ポリプロピレン系樹脂フイルムであって、基材層の融点が中間層の融点よりも高く、中間層中のキシレン可溶分が2.5%以下であって、かつ厚みが4μm以上である事を特徴としたヒートシール性積層ポリプロピレン系樹脂フイルム。
【請求項2】
前記基材層と中間層が熱融着層に使用する樹脂を5重量%以上配合することを特徴とした請求項1記載のヒートシール性積層ポリプロピレン系樹脂フイルム。
【請求項3】
2軸延伸されてなることを特徴とする請求項1記載の包装用フィルム。
【請求項4】
請求項1記載の包装用フィルムを用いてなることを特徴とする包装体。
【請求項1】
結晶性ポリプロピレン系樹脂及びプロピレンα−オレフィン共重合体からなり、融点が155℃以下の基材層と中間層及び融点が150℃以下の熱融着層を有する3層以上の積層体からなる延伸ポリプロピレン系樹脂フイルムであって、基材層の融点が中間層の融点よりも高く、中間層中のキシレン可溶分が2.5%以下であって、かつ厚みが4μm以上である事を特徴としたヒートシール性積層ポリプロピレン系樹脂フイルム。
【請求項2】
前記基材層と中間層が熱融着層に使用する樹脂を5重量%以上配合することを特徴とした請求項1記載のヒートシール性積層ポリプロピレン系樹脂フイルム。
【請求項3】
2軸延伸されてなることを特徴とする請求項1記載の包装用フィルム。
【請求項4】
請求項1記載の包装用フィルムを用いてなることを特徴とする包装体。
【図1】

【図2】
【図2】
【公開番号】特開2006−327183(P2006−327183A)
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願番号】特願2006−115525(P2006−115525)
【出願日】平成18年4月19日(2006.4.19)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願日】平成18年4月19日(2006.4.19)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]