
ヒートパイプを用いた電子機器放熱ユニットの製造方法
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、電子部品等から発生した熱を放散させるためのヒ−トパイプを用いた放熱ユニットの製造方法並びに放熱ユニットの構造に関するものである。
【0002】
【従来の技術】電子機器内の過熱を防止する手段として、従来は多くの場合空冷ファンによる強制空冷方式が採用されていた。しかしながら最近の電子計算機に代表される高密度実装電子機器では、IC・LSI等の発熱部品が高密度に実装されていて、機器内の発熱量が著しく増大する傾向にあるため、空冷ファンによる方式では冷却能力に限界がある。しかも、電子機器の小型化が急速に進むに伴って装置内での放熱ユニットの実装スペ−スはますます狭くなりつつあり、電子機器内での熱放散は極めて困難な状況になってきている。
【0003】このような問題を解決するため、電子部品あるいは電子素子(以下電子部品という)による発熱を熱伝導体で受け、その熱を当該電子部品から放熱させる機構が提案され、一部実用化されている。これは、特に冷却が必要な電子部品に熱伝導性の板等を接触させ、その熱を前記板等に伝えることで当該電子部品の過剰な温度上昇を抑制しようとするものである。また、板等に伝えられた熱は電子機器内に拡散させるか、あるいは必要に応じて電子機器外に放出させるものである。
【0004】ところで冷却を目的として特定の電子部品に熱伝導体を接触させる場合、熱容量の観点からはその熱伝導体の体積を大きくすることが望ましく、また、可能な限り広い面積で電子部品と接触させた方が、電子部品からの熱をより受けやすくなることは言うまでもない。しかし一方で電子部品はますます小型化されてきているため、熱伝導体との接触面積の大きさは限られ、また、冷却ユニットも体積の大きなものは用いることが不可能になってきている。このため、熱伝導体にヒ−トパイプを取り付けて熱の拡散を高める方法が提案されている。ヒ−トパイプはその内部に蒸発と凝縮を繰り返す熱媒体が封入されており、電子部品から発生した熱をヒ−トパイプの蒸発部で受け、蒸発した熱媒体が凝縮部へ移動し、凝縮して放熱する。この熱媒体の移動速度は極めて速いため、優れた放熱性が実現できる。
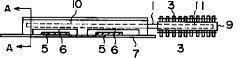
【0005】図8〜図10はこのようなヒ−トパイプを利用した従来の放熱ユニットの1例を示したもので、図8R>8は従来方式放熱ユニットの1例、図9は図10の矢印A−Aに沿う部分拡大断面図、図10は放熱ユニットの正面図である。この放熱ユニットは、短軸方向の外径が約2mm、長軸方向の外径が約4mmの偏平断面のヒ−トパイプ1と、各ヒ−トパイプ1の蒸発部10に取り付けられたブロック2と、ヒ−トパイプ1の凝縮部11に取り付けられた放熱フィン3とによって構成されている。ブロック2は放熱ユニットの軽量化、小型化を図るために、アルミニウム又はアルミニウム合金が一般的に使用される。蒸発部10におけるブロック2へのヒ−トパイプ1の取り付けは、図9に示すようにブロック2の厚み部分に偏平ヒ−トパイプ1より一回り大きなパイプ挿入孔21を形成し、このパイプ挿入孔21に偏平ヒ−トパイプ1を挿入する。続いてヒ−トパイプ表面と挿入孔の内壁との隙間に半田20を流し込んで一体化させる。以上のように構成されたヒ−トパイプ式放熱ユニットは、図10のようにブロック2の裏面へ熱伝導性の良い高熱伝導ゴム6を介してプリント基板7上のLSI等の発熱部品5へ接触させ、この状態でブロック2をプリント基板7に取り付けて使用される。発熱部品5で発生した熱はヒ−トパイプ1の蒸発部10を加熱して内部に封入されている作動液を蒸発させ、これによりヒ−トパイプ1の蒸発部10内の蒸気圧が高まり、圧力の低い凝縮部11へと蒸気流が生じる。凝縮部11へ移動した蒸気の熱は、放熱フィン3に伝わり、大気中に放散される。このため比較的小型でも放熱性能の極めて高い放熱ユニットが得られる。
【0006】
【発明が解決しようとする課題】ところで、前述のヒ−トパイプ式放熱ユニットにおけるブロック2及びヒ−トパイプ1の蒸発部10は、前述のように半田20によって固定されている。しかしブロックの材質がアルミニウムまたはアルミニウム合金の場合には、その表面に形成されている酸化被膜が半田の付着を阻害するため、ヒ−トパイプ表面とパイプ挿入孔の内壁との間にボイドが発生する可能性があり、ボイドが存在するとヒ−トパイプと伝熱板との間の熱抵抗が大きくなり、ユニットの放熱性能を低下させる。また、ボイドの発生を抑えてヒ−トパイプをパイプ挿入孔内に固定するためには、パイプ挿入孔を大きくして流し込む半田の量をより多くしなければならないが、この場合は半田の比重が大きいために放熱ユニットの重量が増大し、かつ、パイプ挿入孔を大きくすることによってブロックの厚みも大きくしなければならず、放熱ユニットの薄型化が図れなくなるという問題点があった。
【0007】本発明の目的は、ブロックの厚さをより薄くして全体の軽量化、薄型化を図ると共に、ブロックとヒ−トパイプとの固定に際し、その熱抵抗を小さくして放熱性能の優れたヒ−トパイプ式放熱ユニット及びその製造方法を提供することにある。
【0008】
【課題を解決するための手段】請求項1によるヒートパイプを用いた電子機器放熱ユニットの製造方法は、電子部品あるいは電子素子から発生した熱を伝播するためのブロックにヒートパイプを装着するヒートパイプを用いた電子機器放熱ユニットの製造方法において、前記ブロックに、ヒートパイプを挿入するための孔を設けると共に、ブロックの前記孔に対応する位置に凸部を設け、前記孔にヒートパイプを挿入した後、前記ブロックの両面から前記凸部に局所的な外力を加え、前記ヒートパイプの外面と前記孔の内壁とを変形させて密着させてなることを特徴とするものである。
【0009】請求項2によるヒートパイプを用いた電子機器放熱ユニットの製造方法は、電子部品あるいは電子素子から発生した熱を伝播するためのブロックにヒートパイプを装着するヒートパイプを用いた電子機器放熱ユニットの製造方法において、前記ブロックに、ヒートパイプを挿入するための凹溝を設けると共に、ブロックの前記凹溝に対応する位置に凸部を設け、前記凹溝にヒートパイプを挿入した後、前記ブロックの両面から前記凸部に局所的な外力を加え、前記ヒートパイプの外面と前記凹溝の内壁とを変形させて密着させてなることを特徴とするものである。
【0010】請求項3によるヒートパイプを用いた電子機器放熱ユニットの製造方法は、ブロックの孔あるいは凹溝に対応する位置の凸部を、ブロックの両面に連続的に、あるいは断続的に設けたことを特徴とするものである。
【0011】
【発明の実施の形態】
【実施例】以下、本発明を図面を参照して詳細に説明する。
【0012】(実施例1)本発明によるヒ−トパイプ式放熱器の一つの実施形態の外観は図1に示すように従来例と同一であり、ブロック2には外形寸法100×200mm、厚さ3mmのアルミニウム板を用いる。ヒ−トパイプ1は外径3mmの銅製のものを使用し、図1に示すようにブロック2内に挿入されている部分は偏平形状12、ブロック外の部分は丸形状のままとなっている。ヒ−トパイプ1に装着されるフィン3にはバ−リング加工が施され、かしめによってヒ−トパイプ1に装着されている。
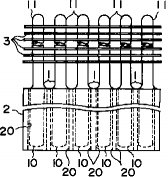
【0013】次にブロック2にヒ−トパイプ1を固着する方法について説明する。アルミニウム製ブロック2の形状は、図2(a)に示すようにヒ−トパイプ1が挿入されていない部分の厚さt1 =3mmとし、ヒ−トパイプ1が挿入される部分にはその長さ方向に沿って幅t2 =4mm、高さt3 =0.4mmの凸部15をアルミニウム製ブロック2の両面に対向して設けた。このような形状のブロック材はアルミニウムの熱間押出し、研削加工等によって容易に製造出来る。続いてブロック2一方の断面から直径3.2mmのヒ−トパイプ円形挿入孔をあけ、外径3mmの銅製ヒ−トパイプを挿入した。この時点では挿入されている部分のヒ−トパイプ1の断面形状は円形である。このような状態において、図2(a)の矢印に示すように上下方向からプレス圧力40kg/cm2 で加圧した。このように機械的圧力を加えることで、凸部15に優先的に力がかかり、図2(b)に示すように内部に挿入されたヒ−トパイプは略偏平に変形する。この変形形状は凸部15の幅t2 や高さt3 の値あるいは機械的外力のかけ方等によって変化する。この形状は図3(a)に示すような両面が完全に平らな偏平形状のものであることが好ましいが、図3(b)のような中央部が若干凸状のもの、あるいは図3(c)のような中央部が若干凹状のものであっても実用上差し支えない。また、ブロック2の表面形状を、装着する電子部品の形状に合わせた形に加工しておくと、ブロック2と電子部品との接触が良くなり、熱効率が上昇する。
【0014】図2(b)は、ブロック2の少なくとも電子部品と熱的に接続される表面が十分平滑であることが望まれるタイプの実施形態で、ブロック2をプレス等による加圧によって平らにするか、必要によっては研削等によって平滑化する。これによって放熱すべき電子部品との接触が良好に保たれ、高性能化が可能となる。なお、図2ではヒ−トパイプが3本の場合を示しているが、この本数・間隔等は冷却すべき電子部品の個数やその発生熱量等を考慮して適宜決定されるべきものである。
【0015】上述したように、機械的圧力を加えることによりブロック2に挿入されたヒ−トパイプ1の断面が略偏平形状に変形されると共に、その略偏平形状の平面部分がブロック2の内壁に十分強い力で押しつけられ、十分な熱的接続が実現出来ると共に、ブロック2の表面からヒ−トパイプ1までの平均的な距離が短くなるため、伝導に伴う熱抵抗が減少する。
【0016】(実施例2)図4(a)は本発明の第2の実施例を示すもので、ブロック2の両面の、ヒ−トパイプ挿入箇所に対応する部分に凸部15を設ける点では実施例1と同様であるが、実施例1と異なる点は、ヒ−トパイプ1が挿入されるブロック2の厚さがヒ−トパイプ1の外径よりも大きくしたことである。すなわち図4の実施例では、ヒ−トパイプ1の外径を3mmとし、ブロック2の厚さt1 =4mm、凸部15の幅t2 =4mm、高さt3 =0.2mm、挿入孔の直径3.2mmとした。本実施例のようにブロック2の厚さがヒ−トパイプ1の外径よりも大きい場合には、凸部15の高さはベ−スブロックに設けられた挿入孔とヒ−トパイプ1の外径との隙間よりも大きく、さらに凸部15の断面積が隙間の断面積よりも大きくすることが望ましい。挿入孔にヒ−トパイプ1を挿入した図4(a)の状態でプレス加工して図4(b)の形状とする。本方法の場合、実施例1に比較して加圧による変形量が少ないため、常温でプレスすることが可能となり、また、加圧時間も短時間で行えるというメリットがある。
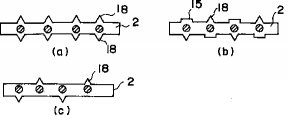
【0017】図4(a)には凸部15の断面形状が長方形の例を示したが、断面形状は長方形に限定されるものではなく、例えば図5(a)に示すように幅が2mm、高さが0.5mmの三角形状であっても良い。更には図5R>5(b)に示すようにブロック両面の凸部形状をそれぞれ変えたものであっても良い。また、図5(c)に示すようにブロックの両面に凸部を有するものの、1本のヒ−トパイプに対して、一カ所の凸部15を両面に断続的に設けても良い。この場合は、ヒ−トパイプの変形量が少ないため、パイプ径が小さい場合に特に有効で、ヒ−トパイプ作動液の流路を確保する場合に多く使用される。
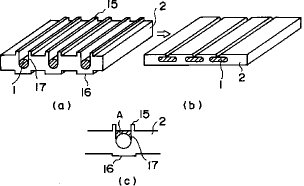
【0018】(実施例3)図6は本発明の第3の実施例を示すもので、図6(a)に示すようにブロック2の片面にヒ−トパイプ1を装着するためのU字状の凹溝17を形成すると共に、凹溝17の側部に凸部15を設け、ブロック2の反対面には長方形断面の凸部16を設ける。この場合、凹部側部に設けた凸部15の形状は、二つの凸部15の断面積がU字状凹溝部断面積とヒ−トパイプ断面積との差、すなわち図6(c)の斜線を施した断面積Aよりも大きいことが望ましい。図6の場合、ブロック2には厚さ5mmのアルミニウム板を用い、その片面に幅3.2mm、深さ4mmの凹溝17を形成し、凹溝側部に1mm角の断面を有する凸部15を設け、ブロック2の裏面には高さ0.2mm、幅2mmの凸部を設けた。このように作成したブロック2のU字状凹溝17に外径3mmのヒ−トパイプ1を装着し、ブロック2の両面からプレスを用いて機械的外力を加えた。この結果、図6(b)に示すようにヒ−トパイプ1は略偏平状に変形し、ヒ−トパイプ1とブロック2とは熱的に密接に結合される。
【0019】図6はブロック2の一面にU字状凹溝部17、反対面に凸部15を設けた例を示したが、図7(a)に示すようにU字状凹部17と凸部15とを交互に配列しても良い。あるいは、10(b)のようにU字状凹部17側部に設けた凸部15のみで、反対面の凸部15を設けない形状としても良い。
【0020】
【発明の効果】以上詳細に説明したように、本発明によれば、電子部品の発熱部品を取り付けるためのブロックに、ヒ−トパイプを装着するための孔あるいは凹溝を設け、かつ、ヒ−トパイプ装着箇所に対応するブロックに凸部を設け、ヒ−トパイプ装着後にプレス等による機械的外力を加えてヒ−トパイプとブロックとを結合させたため、ヒ−トパイプ断面が偏平形状に変形し、ヒ−トパイプの外面とブロックの孔あるいは凹溝の内壁とが密着して接合され、接合部での熱抵抗が著しく小さくなり、放熱効率の極めて高いヒ−トパイプ式放熱ユニットが実現出来た。また、ブロックとヒ−トパイプとを半田で接合する必要がないため、ブロックの厚さも薄くすることが出来、その結果、放熱ユニットの小型化、軽量化が可能となった。更にブロックの少なくとも一面を平滑に加工することにより、発熱部品とブロックとが密着され、放熱特性を向上させることが可能となる。
【0021】
【図面の簡単な説明】
【図1】本実施例におけるヒ−トパイプ式放熱ユニットの斜視図である。
【図2】本実施例におけるブロックの部分拡大図である。
【図3】本実施例における偏平加工後のヒ−トパイプの断面図である。
【図4】本発明の第2実施例におけるブロックの部分拡大図である。
【図5】本発明の第2実施例における変形例である。
【図6】本発明の第3実施例におけるブロックの部分拡大図である。
【図7】本発明の第3実施例の変形例である。
【図8】従来例におけるヒ−トパイプ式放熱ユニットの側面図である。
【図9】従来例における図8の矢印A−Aに沿う部分拡大図である。
【図10】従来例におけるヒ−トパイプ式放熱ユニットの正面図である。
【符号の説明】
1 ヒ−トパイプ
2 ブロック
3 放熱フィン
10 蒸発部
11 凝縮部
15、16 凸部
17 U字状溝
20 半田
21 偏平挿入孔
【0001】
【発明の属する技術分野】本発明は、電子部品等から発生した熱を放散させるためのヒ−トパイプを用いた放熱ユニットの製造方法並びに放熱ユニットの構造に関するものである。
【0002】
【従来の技術】電子機器内の過熱を防止する手段として、従来は多くの場合空冷ファンによる強制空冷方式が採用されていた。しかしながら最近の電子計算機に代表される高密度実装電子機器では、IC・LSI等の発熱部品が高密度に実装されていて、機器内の発熱量が著しく増大する傾向にあるため、空冷ファンによる方式では冷却能力に限界がある。しかも、電子機器の小型化が急速に進むに伴って装置内での放熱ユニットの実装スペ−スはますます狭くなりつつあり、電子機器内での熱放散は極めて困難な状況になってきている。
【0003】このような問題を解決するため、電子部品あるいは電子素子(以下電子部品という)による発熱を熱伝導体で受け、その熱を当該電子部品から放熱させる機構が提案され、一部実用化されている。これは、特に冷却が必要な電子部品に熱伝導性の板等を接触させ、その熱を前記板等に伝えることで当該電子部品の過剰な温度上昇を抑制しようとするものである。また、板等に伝えられた熱は電子機器内に拡散させるか、あるいは必要に応じて電子機器外に放出させるものである。
【0004】ところで冷却を目的として特定の電子部品に熱伝導体を接触させる場合、熱容量の観点からはその熱伝導体の体積を大きくすることが望ましく、また、可能な限り広い面積で電子部品と接触させた方が、電子部品からの熱をより受けやすくなることは言うまでもない。しかし一方で電子部品はますます小型化されてきているため、熱伝導体との接触面積の大きさは限られ、また、冷却ユニットも体積の大きなものは用いることが不可能になってきている。このため、熱伝導体にヒ−トパイプを取り付けて熱の拡散を高める方法が提案されている。ヒ−トパイプはその内部に蒸発と凝縮を繰り返す熱媒体が封入されており、電子部品から発生した熱をヒ−トパイプの蒸発部で受け、蒸発した熱媒体が凝縮部へ移動し、凝縮して放熱する。この熱媒体の移動速度は極めて速いため、優れた放熱性が実現できる。
【0005】図8〜図10はこのようなヒ−トパイプを利用した従来の放熱ユニットの1例を示したもので、図8R>8は従来方式放熱ユニットの1例、図9は図10の矢印A−Aに沿う部分拡大断面図、図10は放熱ユニットの正面図である。この放熱ユニットは、短軸方向の外径が約2mm、長軸方向の外径が約4mmの偏平断面のヒ−トパイプ1と、各ヒ−トパイプ1の蒸発部10に取り付けられたブロック2と、ヒ−トパイプ1の凝縮部11に取り付けられた放熱フィン3とによって構成されている。ブロック2は放熱ユニットの軽量化、小型化を図るために、アルミニウム又はアルミニウム合金が一般的に使用される。蒸発部10におけるブロック2へのヒ−トパイプ1の取り付けは、図9に示すようにブロック2の厚み部分に偏平ヒ−トパイプ1より一回り大きなパイプ挿入孔21を形成し、このパイプ挿入孔21に偏平ヒ−トパイプ1を挿入する。続いてヒ−トパイプ表面と挿入孔の内壁との隙間に半田20を流し込んで一体化させる。以上のように構成されたヒ−トパイプ式放熱ユニットは、図10のようにブロック2の裏面へ熱伝導性の良い高熱伝導ゴム6を介してプリント基板7上のLSI等の発熱部品5へ接触させ、この状態でブロック2をプリント基板7に取り付けて使用される。発熱部品5で発生した熱はヒ−トパイプ1の蒸発部10を加熱して内部に封入されている作動液を蒸発させ、これによりヒ−トパイプ1の蒸発部10内の蒸気圧が高まり、圧力の低い凝縮部11へと蒸気流が生じる。凝縮部11へ移動した蒸気の熱は、放熱フィン3に伝わり、大気中に放散される。このため比較的小型でも放熱性能の極めて高い放熱ユニットが得られる。
【0006】
【発明が解決しようとする課題】ところで、前述のヒ−トパイプ式放熱ユニットにおけるブロック2及びヒ−トパイプ1の蒸発部10は、前述のように半田20によって固定されている。しかしブロックの材質がアルミニウムまたはアルミニウム合金の場合には、その表面に形成されている酸化被膜が半田の付着を阻害するため、ヒ−トパイプ表面とパイプ挿入孔の内壁との間にボイドが発生する可能性があり、ボイドが存在するとヒ−トパイプと伝熱板との間の熱抵抗が大きくなり、ユニットの放熱性能を低下させる。また、ボイドの発生を抑えてヒ−トパイプをパイプ挿入孔内に固定するためには、パイプ挿入孔を大きくして流し込む半田の量をより多くしなければならないが、この場合は半田の比重が大きいために放熱ユニットの重量が増大し、かつ、パイプ挿入孔を大きくすることによってブロックの厚みも大きくしなければならず、放熱ユニットの薄型化が図れなくなるという問題点があった。
【0007】本発明の目的は、ブロックの厚さをより薄くして全体の軽量化、薄型化を図ると共に、ブロックとヒ−トパイプとの固定に際し、その熱抵抗を小さくして放熱性能の優れたヒ−トパイプ式放熱ユニット及びその製造方法を提供することにある。
【0008】
【課題を解決するための手段】請求項1によるヒートパイプを用いた電子機器放熱ユニットの製造方法は、電子部品あるいは電子素子から発生した熱を伝播するためのブロックにヒートパイプを装着するヒートパイプを用いた電子機器放熱ユニットの製造方法において、前記ブロックに、ヒートパイプを挿入するための孔を設けると共に、ブロックの前記孔に対応する位置に凸部を設け、前記孔にヒートパイプを挿入した後、前記ブロックの両面から前記凸部に局所的な外力を加え、前記ヒートパイプの外面と前記孔の内壁とを変形させて密着させてなることを特徴とするものである。
【0009】請求項2によるヒートパイプを用いた電子機器放熱ユニットの製造方法は、電子部品あるいは電子素子から発生した熱を伝播するためのブロックにヒートパイプを装着するヒートパイプを用いた電子機器放熱ユニットの製造方法において、前記ブロックに、ヒートパイプを挿入するための凹溝を設けると共に、ブロックの前記凹溝に対応する位置に凸部を設け、前記凹溝にヒートパイプを挿入した後、前記ブロックの両面から前記凸部に局所的な外力を加え、前記ヒートパイプの外面と前記凹溝の内壁とを変形させて密着させてなることを特徴とするものである。
【0010】請求項3によるヒートパイプを用いた電子機器放熱ユニットの製造方法は、ブロックの孔あるいは凹溝に対応する位置の凸部を、ブロックの両面に連続的に、あるいは断続的に設けたことを特徴とするものである。
【0011】
【発明の実施の形態】
【実施例】以下、本発明を図面を参照して詳細に説明する。
【0012】(実施例1)本発明によるヒ−トパイプ式放熱器の一つの実施形態の外観は図1に示すように従来例と同一であり、ブロック2には外形寸法100×200mm、厚さ3mmのアルミニウム板を用いる。ヒ−トパイプ1は外径3mmの銅製のものを使用し、図1に示すようにブロック2内に挿入されている部分は偏平形状12、ブロック外の部分は丸形状のままとなっている。ヒ−トパイプ1に装着されるフィン3にはバ−リング加工が施され、かしめによってヒ−トパイプ1に装着されている。
【0013】次にブロック2にヒ−トパイプ1を固着する方法について説明する。アルミニウム製ブロック2の形状は、図2(a)に示すようにヒ−トパイプ1が挿入されていない部分の厚さt1 =3mmとし、ヒ−トパイプ1が挿入される部分にはその長さ方向に沿って幅t2 =4mm、高さt3 =0.4mmの凸部15をアルミニウム製ブロック2の両面に対向して設けた。このような形状のブロック材はアルミニウムの熱間押出し、研削加工等によって容易に製造出来る。続いてブロック2一方の断面から直径3.2mmのヒ−トパイプ円形挿入孔をあけ、外径3mmの銅製ヒ−トパイプを挿入した。この時点では挿入されている部分のヒ−トパイプ1の断面形状は円形である。このような状態において、図2(a)の矢印に示すように上下方向からプレス圧力40kg/cm2 で加圧した。このように機械的圧力を加えることで、凸部15に優先的に力がかかり、図2(b)に示すように内部に挿入されたヒ−トパイプは略偏平に変形する。この変形形状は凸部15の幅t2 や高さt3 の値あるいは機械的外力のかけ方等によって変化する。この形状は図3(a)に示すような両面が完全に平らな偏平形状のものであることが好ましいが、図3(b)のような中央部が若干凸状のもの、あるいは図3(c)のような中央部が若干凹状のものであっても実用上差し支えない。また、ブロック2の表面形状を、装着する電子部品の形状に合わせた形に加工しておくと、ブロック2と電子部品との接触が良くなり、熱効率が上昇する。
【0014】図2(b)は、ブロック2の少なくとも電子部品と熱的に接続される表面が十分平滑であることが望まれるタイプの実施形態で、ブロック2をプレス等による加圧によって平らにするか、必要によっては研削等によって平滑化する。これによって放熱すべき電子部品との接触が良好に保たれ、高性能化が可能となる。なお、図2ではヒ−トパイプが3本の場合を示しているが、この本数・間隔等は冷却すべき電子部品の個数やその発生熱量等を考慮して適宜決定されるべきものである。
【0015】上述したように、機械的圧力を加えることによりブロック2に挿入されたヒ−トパイプ1の断面が略偏平形状に変形されると共に、その略偏平形状の平面部分がブロック2の内壁に十分強い力で押しつけられ、十分な熱的接続が実現出来ると共に、ブロック2の表面からヒ−トパイプ1までの平均的な距離が短くなるため、伝導に伴う熱抵抗が減少する。
【0016】(実施例2)図4(a)は本発明の第2の実施例を示すもので、ブロック2の両面の、ヒ−トパイプ挿入箇所に対応する部分に凸部15を設ける点では実施例1と同様であるが、実施例1と異なる点は、ヒ−トパイプ1が挿入されるブロック2の厚さがヒ−トパイプ1の外径よりも大きくしたことである。すなわち図4の実施例では、ヒ−トパイプ1の外径を3mmとし、ブロック2の厚さt1 =4mm、凸部15の幅t2 =4mm、高さt3 =0.2mm、挿入孔の直径3.2mmとした。本実施例のようにブロック2の厚さがヒ−トパイプ1の外径よりも大きい場合には、凸部15の高さはベ−スブロックに設けられた挿入孔とヒ−トパイプ1の外径との隙間よりも大きく、さらに凸部15の断面積が隙間の断面積よりも大きくすることが望ましい。挿入孔にヒ−トパイプ1を挿入した図4(a)の状態でプレス加工して図4(b)の形状とする。本方法の場合、実施例1に比較して加圧による変形量が少ないため、常温でプレスすることが可能となり、また、加圧時間も短時間で行えるというメリットがある。
【0017】図4(a)には凸部15の断面形状が長方形の例を示したが、断面形状は長方形に限定されるものではなく、例えば図5(a)に示すように幅が2mm、高さが0.5mmの三角形状であっても良い。更には図5R>5(b)に示すようにブロック両面の凸部形状をそれぞれ変えたものであっても良い。また、図5(c)に示すようにブロックの両面に凸部を有するものの、1本のヒ−トパイプに対して、一カ所の凸部15を両面に断続的に設けても良い。この場合は、ヒ−トパイプの変形量が少ないため、パイプ径が小さい場合に特に有効で、ヒ−トパイプ作動液の流路を確保する場合に多く使用される。
【0018】(実施例3)図6は本発明の第3の実施例を示すもので、図6(a)に示すようにブロック2の片面にヒ−トパイプ1を装着するためのU字状の凹溝17を形成すると共に、凹溝17の側部に凸部15を設け、ブロック2の反対面には長方形断面の凸部16を設ける。この場合、凹部側部に設けた凸部15の形状は、二つの凸部15の断面積がU字状凹溝部断面積とヒ−トパイプ断面積との差、すなわち図6(c)の斜線を施した断面積Aよりも大きいことが望ましい。図6の場合、ブロック2には厚さ5mmのアルミニウム板を用い、その片面に幅3.2mm、深さ4mmの凹溝17を形成し、凹溝側部に1mm角の断面を有する凸部15を設け、ブロック2の裏面には高さ0.2mm、幅2mmの凸部を設けた。このように作成したブロック2のU字状凹溝17に外径3mmのヒ−トパイプ1を装着し、ブロック2の両面からプレスを用いて機械的外力を加えた。この結果、図6(b)に示すようにヒ−トパイプ1は略偏平状に変形し、ヒ−トパイプ1とブロック2とは熱的に密接に結合される。
【0019】図6はブロック2の一面にU字状凹溝部17、反対面に凸部15を設けた例を示したが、図7(a)に示すようにU字状凹部17と凸部15とを交互に配列しても良い。あるいは、10(b)のようにU字状凹部17側部に設けた凸部15のみで、反対面の凸部15を設けない形状としても良い。
【0020】
【発明の効果】以上詳細に説明したように、本発明によれば、電子部品の発熱部品を取り付けるためのブロックに、ヒ−トパイプを装着するための孔あるいは凹溝を設け、かつ、ヒ−トパイプ装着箇所に対応するブロックに凸部を設け、ヒ−トパイプ装着後にプレス等による機械的外力を加えてヒ−トパイプとブロックとを結合させたため、ヒ−トパイプ断面が偏平形状に変形し、ヒ−トパイプの外面とブロックの孔あるいは凹溝の内壁とが密着して接合され、接合部での熱抵抗が著しく小さくなり、放熱効率の極めて高いヒ−トパイプ式放熱ユニットが実現出来た。また、ブロックとヒ−トパイプとを半田で接合する必要がないため、ブロックの厚さも薄くすることが出来、その結果、放熱ユニットの小型化、軽量化が可能となった。更にブロックの少なくとも一面を平滑に加工することにより、発熱部品とブロックとが密着され、放熱特性を向上させることが可能となる。
【0021】
【図面の簡単な説明】
【図1】本実施例におけるヒ−トパイプ式放熱ユニットの斜視図である。
【図2】本実施例におけるブロックの部分拡大図である。
【図3】本実施例における偏平加工後のヒ−トパイプの断面図である。
【図4】本発明の第2実施例におけるブロックの部分拡大図である。
【図5】本発明の第2実施例における変形例である。
【図6】本発明の第3実施例におけるブロックの部分拡大図である。
【図7】本発明の第3実施例の変形例である。
【図8】従来例におけるヒ−トパイプ式放熱ユニットの側面図である。
【図9】従来例における図8の矢印A−Aに沿う部分拡大図である。
【図10】従来例におけるヒ−トパイプ式放熱ユニットの正面図である。
【符号の説明】
1 ヒ−トパイプ
2 ブロック
3 放熱フィン
10 蒸発部
11 凝縮部
15、16 凸部
17 U字状溝
20 半田
21 偏平挿入孔
【特許請求の範囲】
【請求項1】 電子部品あるいは電子素子から発生した熱を伝播するためのブロックにヒートパイプを装着するヒートパイプを用いた電子機器放熱ユニットの製造方法において、前記ブロックに、ヒートパイプを挿入するための孔を設けると共に、ブロックの前記孔に対応する位置に凸部を設け、前記孔にヒートパイプを挿入した後、前記ブロックの両面から前記凸部に局所的な外力を加え、前記ヒートパイプの外面と前記孔の内壁とを変形させて密着させてなることを特徴とするヒートパイプを用いた電子機器放熱ユニットの製造方法。
【請求項2】 電子部品あるいは電子素子から発生した熱を伝播するためのブロックにヒートパイプを装着するヒートパイプを用いた電子機器放熱ユニットの製造方法において、前記ブロックに、ヒートパイプを挿入するための凹溝を設けると共に、ブロックの前記凹溝に対応する位置に凸部を設け、前記凹溝にヒートパイプを挿入した後、前記ブロックの両面から前記凸部に局所的な外力を加え、前記ヒートパイプの外面と前記凹溝の内壁とを変形させて密着させてなることを特徴とするヒートパイプを用いた電子機器放熱ユニットの製造方法。
【請求項3】 ブロックの孔あるいは凹溝に対応する位置の凸部を、ブロックの両面に連続的に、あるいは断続的に設けたことを特徴とする請求項1または2に記載のヒートパイプを用いた電子機器放熱ユニットの製造方法。
【請求項1】 電子部品あるいは電子素子から発生した熱を伝播するためのブロックにヒートパイプを装着するヒートパイプを用いた電子機器放熱ユニットの製造方法において、前記ブロックに、ヒートパイプを挿入するための孔を設けると共に、ブロックの前記孔に対応する位置に凸部を設け、前記孔にヒートパイプを挿入した後、前記ブロックの両面から前記凸部に局所的な外力を加え、前記ヒートパイプの外面と前記孔の内壁とを変形させて密着させてなることを特徴とするヒートパイプを用いた電子機器放熱ユニットの製造方法。
【請求項2】 電子部品あるいは電子素子から発生した熱を伝播するためのブロックにヒートパイプを装着するヒートパイプを用いた電子機器放熱ユニットの製造方法において、前記ブロックに、ヒートパイプを挿入するための凹溝を設けると共に、ブロックの前記凹溝に対応する位置に凸部を設け、前記凹溝にヒートパイプを挿入した後、前記ブロックの両面から前記凸部に局所的な外力を加え、前記ヒートパイプの外面と前記凹溝の内壁とを変形させて密着させてなることを特徴とするヒートパイプを用いた電子機器放熱ユニットの製造方法。
【請求項3】 ブロックの孔あるいは凹溝に対応する位置の凸部を、ブロックの両面に連続的に、あるいは断続的に設けたことを特徴とする請求項1または2に記載のヒートパイプを用いた電子機器放熱ユニットの製造方法。
【図3】



【図4】

【図1】

【図2】

【図5】
【図6】
【図7】

【図9】

【図8】
【図10】
【図4】
【図1】
【図2】
【図5】
【図6】
【図7】
【図9】
【図8】
【図10】
【特許番号】特許第3268734号(P3268734)
【登録日】平成14年1月18日(2002.1.18)
【発行日】平成14年3月25日(2002.3.25)
【国際特許分類】
【出願番号】特願平8−304697
【出願日】平成8年11月15日(1996.11.15)
【公開番号】特開平10−141877
【公開日】平成10年5月29日(1998.5.29)
【審査請求日】平成11年8月18日(1999.8.18)
【審判番号】不服2000−15187(P2000−15187/J1)
【審判請求日】平成12年9月25日(2000.9.25)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【合議体】
【参考文献】
【文献】特開 平8−278091(JP,A)
【文献】特開 昭61−138092(JP,A)
【文献】実開 昭62−52776(JP,U)
【登録日】平成14年1月18日(2002.1.18)
【発行日】平成14年3月25日(2002.3.25)
【国際特許分類】
【出願日】平成8年11月15日(1996.11.15)
【公開番号】特開平10−141877
【公開日】平成10年5月29日(1998.5.29)
【審査請求日】平成11年8月18日(1999.8.18)
【審判番号】不服2000−15187(P2000−15187/J1)
【審判請求日】平成12年9月25日(2000.9.25)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【合議体】
【参考文献】
【文献】特開 平8−278091(JP,A)
【文献】特開 昭61−138092(JP,A)
【文献】実開 昭62−52776(JP,U)
[ Back to top ]