
ピストン及び定量ポンプ
【課題】 ピストンを構成する部品点数を削減して容易に組み立てることができるようにすること。
【解決手段】 少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンは前記シャフトとの間で弁機能を発揮するようにすることによって、ピストンを構成する部品点数を削減して容易に組み立てることができるようにすることができるようになる。
【解決手段】 少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンは前記シャフトとの間で弁機能を発揮するようにすることによって、ピストンを構成する部品点数を削減して容易に組み立てることができるようにすることができるようになる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、ガス検知管等を取り付けて定量のガスを吸引するための定量ポンプと、該定量ポンプに使用するピストンとに関するものである。
【背景技術】
【0002】
従来、この種の定量ポンプにおいては、同一出願人によるものとして、例えば、中空円筒状のケーシング(シリンダー)と、該ケーシング内に嵌装されたピストン部を有すると共に第1のストッパ溝と第2のストッパ溝を有したシャフトと、前記ケーシングの先端部に螺着されたガス導入孔を有する案内筒と、該案内筒の先端に着脱自在に取り付けられ、前記ガス導入孔に連通する検知管の端部収容体と、前記ケーシングの基端部に螺着され前記シャフトを挿通自在に支持する支持筒と、該支持筒の外部に位置し且つ前記シャフトの端部に形成された操作ハンドルと、前記支持筒内部に配設され、バネで前記挿通されたシャフトの軸芯方向に付勢された係止片を備えたストッパとから構成され、前記シャフトに形成された第1のストッパ溝と第2のストッパ溝が180度回転した位置に設けられ、前記操作ハンドルを180度回すことにより前記ストッパの係止片がストッパ溝と係合する位置を変える事により採取ガス量を選択出来るガス検知管用定量ポンプがある(特許文献1参照)。
【0003】
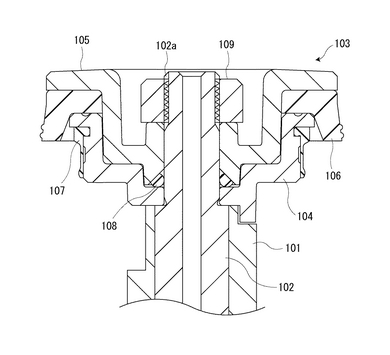
この種のガス検知管用定量ポンプに用いられているピストン部の構造を略示的に示した断面図を図7に示してある。アルミニウム等の金属で棒状に形成されたシャフト101の内部には、金属製のパイプ102が配設されており、該パイプ102の端部側は前記シャフト101の端部よりも所定長さ突出した状態になっており、前記パイプ102の端部寄りにはネジ部102aが形成されている。
【0004】
シャフト101の端部よりも突出するパイプ102の端部側には、ピストン部103が接続されるようになっている。このピストン部103は、例えば、ピストン104と、フランジ105と、ピストンパッキン106と、リングバルブ107と、O−リング108との部品から構成されており、これら部品で構成されたピストン部103は、ナット109をパイプ102のネジ部102aに螺着させることによって固定されている。
【0005】
前記ガス検知管用定量ポンプは、端部収容体の筒状ゴム体にガス検知管を装着させた状態でシャフト101の端部に設けられた操作ハンドルを引いて、前記シャフト101に接続されたピストン部103をケーシング(シリンダー)内で移動させて該ケーシング内を真空乃至減圧状態にさせることにより前記ガス検知管に所定量のガスを吸引させるものである。
【0006】
このガス検知管用定量ポンプにおいて故障等の不具合が生じた場合、その不具合の多くはピストン部103にガスの漏れ(リーク)が生じ、ケーシング(シリンダー)内をピストン部103が移動した際、該ケーシング内が所定の真空乃至減圧状態にならないというものである。
【0007】
このピストン部103の不具合としては、例えば、ピストンパッキン106とケーシング(シリンダー)との密着性の低下による不具合や、リングバルブ107の不具合や、O−リング108の不具合や、それぞれの部品取り付け状態による不具合や、それぞれの部品の老朽化・劣化等がある。
【0008】
このように、複数の部品からなるピストン部103は、それぞれの部品の老朽化・劣化等の他、それぞれの部品の取り付け状態等によっても不具合が生じることがあるため、ガス検知管用定量ポンプのメンテナンスは、サービスセンター等に持ち込まれ、特定の技術者によって取り付け・調整が行われて、シャフト101の端部にピストン部103を接続させるためのナット109の緩みによって前記複数の部品の取り付け状態が変わらないように、前記ナット109の螺着後にネジロック剤を塗布している。
【0009】
【特許文献1】特開平9−5219号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、前記従来技術においては、ピストン部103が複数の部品によって構成されていることから、ピストン部103の不具合といっても、前述のようにピストン部103に使用される部品単体の不具合や、複数の部品との関係によって生じる不具合があって、その不具合が生じている原因や部品の特定が困難であり、また、取り付け状態等によっても不具合が生じるため、部品交換等のメンテナンスや、組み立て作業が容易でないという問題点を有している。
【0011】
従って、従来の定量ポンプにおいては、ピストンを構成する部品点数を削減して容易に組み立てることができるようにするということに解決しなければならない課題を有している。
【課題を解決するための手段】
【0012】
上記した従来例の課題を解決する具体的手段として本発明に係る第1の発明として、シャフトの端部に接続して用いられるピストンであって、該ピストンは前記シャフトとの間で弁機能を発揮することを特徴とするピストンを提供するものである。
【0013】
第2の発明として、シャフトの端部に接続して用いられるピストンであって、該ピストンはピストン支持部とピストン本体部とから構成され、前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、これらピストン支持部とピストン本体部とを一体的に成型したことを特徴とするピストンを提供するものである。
【0014】
この第2の発明において、前記ピストン本体部には、周縁部にピストン支持部の外径よりも稍大径のシール部を形成したことを付加的な要件として含むものである。
【0015】
また、第3の発明として、少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンは前記シャフトとの間で弁機能を発揮することを特徴とする定量ポンプを提供するものである。
【0016】
第4の発明として、少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンはピストン支持部とピストン本体部とから構成され、前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、これらピストン支持部とピストン本体部とを一体的に成型したことを特徴とする定量ポンプを提供するものである。
【0017】
この第4の発明において、前記ピストンは、フランジ部材を介在させてシャフトに接続されていること;前記ピストンには、該ピストンとシャフトとを接続するための固定ネジとの接触部に凸部を形成させたこと;前記ピストンは、耐熱性のポリアミド樹脂を用いてピストン支持部を形成したこと;前記ピストン本体部には、周縁部にピストン支持部の外径よりも稍大径のシール部を形成したこと;を付加的な要件として含むものである。
【発明の効果】
【0018】
本発明の第1の発明に係るピストンは、シャフトの端部に接続して用いられるピストンであって、該ピストンは前記シャフトとの間で弁機能を発揮させるようにしたものであり、また、本発明の第2の発明に係るピストンは、シャフトの端部に接続して用いられるピストンであって、該ピストンはピストン支持部とピストン本体部とから構成され、前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、これらピストン支持部とピストン本体部とを一体的に成型したものであるため、これら第1及び第2の発明に係るピストンは、ピストンを構成する部品点数が削減され、また、このピストンを用いて、例えば、定量ポンプ等を製造する場合には、組み立てが容易なため製造性・メンテナンス性を向上させることができると共に、保管コスト等を削減することができるという優れた効果を奏する。
【0019】
更に、前記ピストン本体部の周縁部にピストン支持部の外径よりも稍大径のシール部を形成することにより、一つのピストンだけで、ピストンに必要な全ての機能を備えることができるようになるので、ピストンを構成する部品点数を削減して保管コスト等を削減することができるばかりでなく、製造性・メンテナンス性がより一層向上されて容易に組み立てることができるようになり、特にリーク等の問題が生じた場合であってもピストンさえ交換すれば前記問題を容易に解消することができるようになる。
【0020】
本発明の第3の発明に係る定量ポンプは、少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンは前記シャフトとの間で弁機能を発揮させるようにしたものであり、また、本発明の第4の発明に係る定量ポンプは、少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンはピストン支持部とピストン本体部とから構成され、前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、これらピストン支持部とピストン本体部とを一体的に成型したものであるため、これら第3及び第4の発明に係る定量ポンプは、定量ポンプに用いるピストンを構成する部品点数が削減されて、容易に組み立てることができると共に、リーク等の不具合が生じづらく、またリーク等の不具合が生じたとしても、その原因や部品を容易に特定することができるという優れた効果を奏する。
【0021】
更に、前記ピストン本体部の周縁部にピストン支持部の外径よりも稍大径のシール部を形成することにより、一つのピストンだけで、ピストンに必要な全ての機能を備えることができるようになるので、ピストンを構成する部品点数を削減して保管コスト等を削減することができるばかりでなく、製造性・メンテナンス性がより一層向上されて容易に組み立てることができるようになり、特にリーク等の問題が生じた場合であってもピストンさえ交換すれば前記問題を容易に解消することができるようになる。
【発明を実施するための最良の形態】
【0022】
次に、本発明を具体的な実施の形態に基づいて詳しく説明する。
本発明の実施の形態に係るピストン及び該ピストンを用いた定量ポンプを図1乃至図6を用いて説明する。なお、前記従来技術におけるピストン部103を構成する部品の呼称は、従来このように呼んでいたというだけのものであり、本発明に係るピストン及び定量ポンプに用いる部品においても同一の呼称を有する部品があるが、単に同一の呼称を用いることになっただけのことであって、前記従来技術のピストン部103を構成する部品と同一の機能を有するというものではない。
【0023】
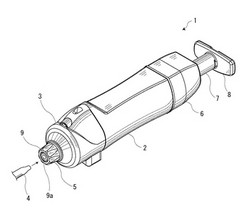
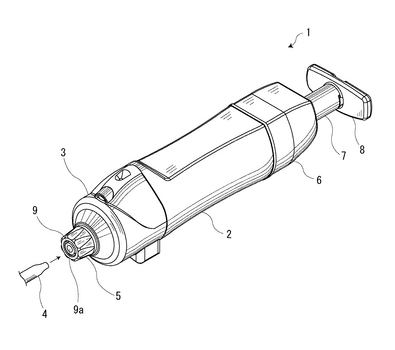
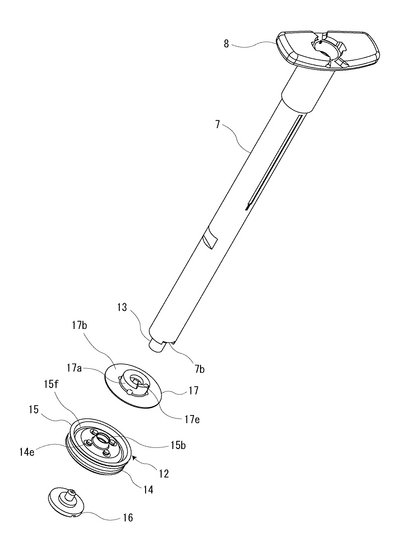
図1に、本発明の実施の形態に係る定量ポンプの略示的な斜視図を示してある。定量ポンプ1は、略円筒状に形成されたケーシング2の一端部側には、案内筒3が配設されており、該案内筒3には、ガス検知管4を装着させることができるガス検知管装着部5が設けられている。
【0024】
一方、ケーシング2の他端部側には、支持筒6が配設されている。該支持筒6には、図示していない挿通孔が形成されており、該挿通孔には、摺動可能な状態でシャフト7が挿通されている。このシャフト7は、アルミニウム等の金属または熱可塑性エンジニアリング樹脂等の樹脂等により棒状に形成されている。
【0025】
ケーシング2の外側に位置する前記シャフト7の端部には、操作ハンドル8が配設されており、該操作ハンドル8を握って前後に操作することにより、該操作ハンドル8の操作に伴って前記シャフト7が前後に摺動するので、該シャフト7の出し入れが容易にできるようになっている。なお、前記操作ハンドル8は、前記シャフト7と一体的に形成しても良いことは勿論である。
【0026】
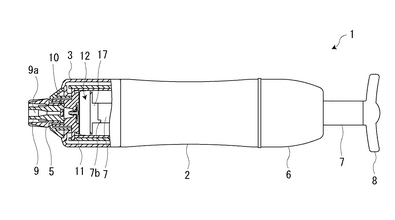
図2に、定量ポンプ1の案内筒3側の一部を断面で示した略示的な平面図を示してある。ガス検知管装着部5内には、先広の筒状に形成されたガス検知管取付部材9が配設されており、該ガス検知管取付部材9内にガス検知管4の端部側を挿入させて装着させるようになっている。
【0027】
筒状に形成されたガス検知管取付部材9の内径側は、ガス吸引口9aが形成されており、前記ガス検知管取付部材9の定量ポンプ1内側の端部、即ちガス吸引口9aの端部には、フィルター10が配設されており、前記定量ポンプ1内に吸引されるガスは、前記フィルター10を通過するようになっている。
【0028】
ケーシング2の内部には、円筒状に形成されたシリンダー11が配設されている。また、該シリンダー11(ケーシング2)の内部側に位置するシャフト7の端部には、ピストン12が接続されており、該ピストン12は、前記シリンダー11内に摺動可能な状態で挿設されている。つまり、操作ハンドル8を操作することにより、前記シャフト7を介して前記ピストン12をシリンダー11内で前後に摺動させることができるのである。
【0029】
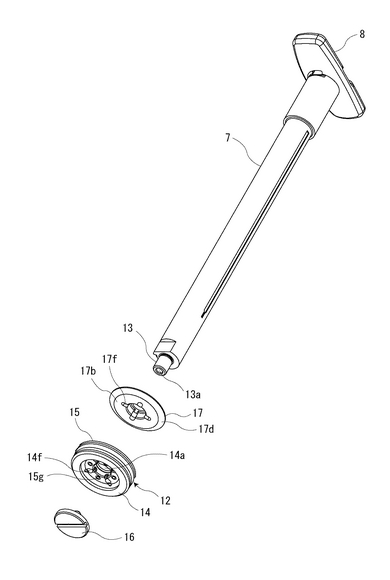
図3に、シャフト7とピストン12とを分解して示しピストン12側からみた斜視図を示し、図4に、シャフト7とピストン12とを分解して示しシャフト7側からみた斜視図を示してある。シャフト7内には、アルミニウム等の金属または熱可塑性エンジニアリング樹脂等の樹脂等で形成されたパイプ13が配設されており、該パイプ13の端部側は前記シャフト7の端部よりも所定長さ突出した状態になっており、前記パイプ13の端部寄りの内径側にはネジ部13aが形成されている。なお、前記パイプ13は、前記ピストン12の接続を容易にすること及び製造を容易にするために設けたものであって、前記シャフト7と前記パイプ13とは、必ずしも別々に形成しなければならないというものではなく、例えば、前記シャフト7と前記パイプ13とを一体で形成してパイプ13を省略しても良い。
【0030】
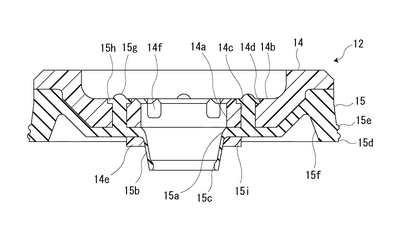
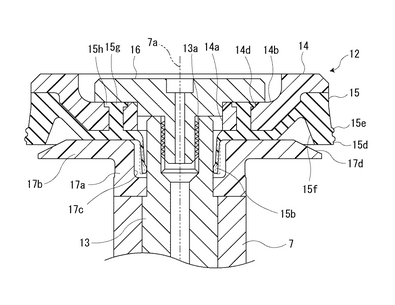
シャフト7の端部よりも突出するパイプ13の端部側には、ピストン12を配設して、該ピストン12を前記シャフト7の端部に接続できるようになっている。図5に、ピストン12を拡大して略示的に示した断面図を示し、図6に、ピストン12をシャフト7の端部に接続させた状態を拡大して略示的に示した断面図を示してある。ピストン12は、ピストン支持部14とピストン本体部15とから構成されている。
【0031】
このピストン支持部14は、例えば、耐熱性のポリアミド樹脂(耐熱性PA)等の樹脂を用いて略円盤状に形成し、該略円盤状の中央部には、パイプ13(シャフト7)の外径よりも稍大径のシャフト取付用孔部14aを設け、該シャフト取付用孔部14aに前記シャフト7の端部よりも所定長さ突出しているパイプ13を挿設できるようになっている。前記樹脂としては、熱変形に至る温度が230℃以上の樹脂であることが好ましい。
【0032】
前記ピストン本体部15は、例えば、アクリロニトリルブタジエンゴム(NBR)等のゴムを用いて略円盤状に形成し、該略円盤状の中央部には、パイプ13(シャフト7)の外径よりも稍大径のシャフト挿通用孔部15aを設け、該シャフト取付用孔部14aに前記シャフト7の端部よりも所定長さ突出しているパイプ13を挿設できるようになっている。略円盤状に形成された前記ピストン支持部14と前記ピストン本体部15とは、略同一の外周径に形成することが良く、前記ピストン本体部15の上面の形状が前記ピストン支持部14の底面の形状と略同一の形状になるように対応させて形成することが良い。このピストン本体部15は、前記ピストン支持部14との接触面側を略同径に形成することが好ましい。
【0033】
ピストン本体部15に形成されたシャフト挿通用孔部15aには、シャフト7の軸方向7aに延設された筒状のバルブ部15bが形成されている。つまり、略円盤状に形成された前記ピストン本体部15の中央部にシャフト7の軸方向7aに延設された筒状のバルブ部15bを設けたことによって前記シャフト挿通用孔部15aが形成されたものである。この筒状のバルブ部15bとしては、例えば、ピストン本体部15からみて後方側、即ち支持筒6側に形成することが好ましく、また、シャフト7の軸方向7aと略同一の方向、即ち軸方向7aから稍傾斜した角度の方向も含むものである。
【0034】
このバルブ部15bは、シャフト7の軸方向7aでガス検知管取付部材9のガス吸引口9aと反対面側、即ちガス検知管装着部5側からみてシリンダー11側に肉薄状に形成させることが良く、その際、ガス検知管装着部5側からシリンダー11側に向かって端部が縮径されるように形成し、その端部側がシャフト7のパイプ13の外径よりも稍小径になるように形成することが好ましい。筒状のバルブ部15bとして、例えば、先端側の径が小さい円錐台形状の筒体であれば良い。
【0035】
つまり、バルブ部15bにパイプ13を挿設させる際には、該パイプ13が前記バルブ部15bを稍押し広げながら挿入されるようになるため、該バルブ部15bと前記パイプ13とがしっかりと確実に密着するようになっているのである。更に、バルブ部15bの端部には、内径側に凸状に形成された内周凸状リップ部15cを形成し、挿設されたパイプ13(シャフト7)との密着性を向上させるようにしている。要するに、内周凸状リップ部15cは、バルブ(弁)としての機能を確実に維持するために、バルブ部15bの端部における長期の縮径状態の維持と、該端部の裂け等の破損防止機能維持と、パイプ13(シャフト7)との密着性の向上とにおいて重要であるため、バルブ部15bの端部に内周凸状リップ部15cを設けておくことが好ましいのである。
【0036】
このバルブ部15bは、該バルブ部15bの肉厚や、ピストン本体部15の底面側から延設される長さによって、後述するガス抜き時の圧力が変化するようになる、即ち、バルブ部15bの肉厚を厚くしたり、バルブ部15bの長さを長くすると、ガス抜き時に高い圧力が必要になり、一方、バルブ部15bの肉厚を薄くしたり、バルブ部15bの長さを短くすると、低い圧力でガスが抜けるようになる。そのため、使用目的等によって、バルブ部15bの肉厚と長さとは、適宜調整すれば良いが、本発明に係るピストン12をシリンダー11内に吸引できるガスの容量が100ミリリットル程度である定量ポンプ1に用いる場合には、例えば、バルブ部15bの肉厚が略0.3mm〜0.5mm程度の範囲で、長さが略3.0mm〜3.5mm程度の範囲にすると良い。
【0037】
ピストン本体部15の周縁部には、ピストン支持部14の外径よりも稍大径のシール部15dを形成してある。該シール部15dは、ガス検知管装着部5側からシリンダー11側に向かって拡径されるように形成し、その端部側がシリンダー11の内径よりも稍大径になるように形成することが好ましい。更に、シール部15dの端部寄りには、凸状に形成された複数本のリング状シール部15eを形成し、シリンダー11との密着性を向上させるようにすることが好ましい。
【0038】
また、ピストン本体部15におけるシール部15dの内径側には、リング状凹部fを形成することが好ましく、このようにリング状凹部fを形成することにより、シリンダー11内に沿ってピストン12を摺動させた際に、ピストン本体部15のシール部15dの外径がリング状凹部fの存在によって適宜調整されるため、前記シール部15dがシリンダー11内とより確実に密着するようになるのである。
【0039】
これら樹脂で形成されたピストン支持部14と、ゴムで形成されたピストン本体部15とは、前記ピストン支持部14の底面とピストン本体部15の上面とを重ね合わせて貼着させた状態で、周囲を略200℃乃至前記ピストン本体部15を形成する樹脂が熱変形に至らない温度(例えば225℃)程度の温度の範囲にすることによって、前記樹脂製のピストン支持部14とゴム製のピストン本体部15とを一体的に成型することができる。この際、まずピストン支持部14のみを形成しておき、該ピストン支持部14をピストン本体部15を形成することができる所定の型内に配設し、該型内に前記温度の範囲にした流体状のゴムを流入させて樹脂製のピストン支持部14とゴム製のピストン本体部15とを一体的に成型してピストン12を形成しても良い。
【0040】
このように形成したピストン12は、該ピストン12のシャフト取付用孔部14aとシャフト挿通用孔部15aとにパイプ13(シャフト7)を挿設し、該パイプ13のネジ部13aに前記ピストン12の上面(ピストン支持部14の上面)側から固定ネジ16を螺着させて前記シャフト7の端部に前記ピストン12を接続させて固定するが、該ピストン12のピストン支持部14の上面側に前記固定ネジ16より大径の凹部14bを形成し、該固定ネジ16が前記ピストン支持部14の上面よりも突出しないようにするのが良い。
【0041】
そして、ピストン12のピストン支持部14の上面側(凹部14b)には、シャフト取付用孔部14aの周囲で固定ネジ16の半径内、即ちピストン12と固定ネジ16との接触部に半円形状の凸部15gを形成するのが良い。このようにピストン12と固定ネジ16との接触部に複数(例えば4つ)の凸部15gを形成させることにより、前記固定ネジ16を螺着させた際に、図6に示したように、該固定ネジ16の螺着によって前記凸部15gが押圧され、該押圧に対する反発力が凸部15gに生じて該固定ネジ16にテンションを付与するようになるため、前記固定ネジ16の螺着の緩みが防止されるようになり、前記従来技術で必要であったナット109の螺着後におけるネジロック剤(ネジ緩み防止剤)の塗布が、本発明に係るピストン12及び定量ポンプ1では必要ではなくなるので、製造・メンテナンスを容易に行うことができるようになるのである。
【0042】
この凸部15gは、ピストン支持部14を形成する際に樹脂によって形成しても良いが、図5に示したように、シャフト取付用孔部14aの周囲に凸部用孔部14cを穿設すると共に、該凸部用孔部14cの上部側に周縁凹部14dを形成し、該周縁凹部14dに対応する凸部用フランジ部15hが形成された凸部15gをピストン本体部15を形成する際にゴムによって形成し、該凸部15gと凸部用フランジ部15hとを前記凸部用孔部14cと周縁凹部14dとに嵌合させることが好ましい。
【0043】
このように前記凸部15gと凸部用フランジ部15hとを前記凸部用孔部14cと周縁凹部14dとに嵌合させることにより、ピストン支持部14とピストン本体部1との一体化がより強固になると共に、樹脂よりもソフトなゴムで凸部15gを形成して、固定ネジ16の緩み防止を向上できるのである。更に、ピストン支持部14の底面側でシャフト取付用孔部14aの周囲には、固定用凸部14eを形成すると共に、該固定用凸部14eに対応する孔部15iをピストン本体部15に形成し、これら固定用凸部14eと孔部15iとを嵌合させてピストン支持部14とピストン本体部1との一体化をより強固にすることが好ましい。
【0044】
更に、ピストン支持部14の上面側、例えば固定用凸部14eの反対面側には、シャフト取付用孔部14aに達するガス抜き用凹部14fを形成してあり、ピストン12の上面(ピストン支持部14の上面)側に固定ネジ16を螺着させた場合であっても、前記ガス抜き用凹部14fを介して前記シャフト取付用孔部14a内にガスが流入されるようになっている。なお、前記ガス抜き用凹部14fは、必ずしも形成しなければならないというものではなく、例えば、ピストン12の上面側と固定ネジ16との間隙からガスが抜けるようにしても良い。
【0045】
ピストン12は、シャフト7の端部側(シャフト7の端部よりも所定長さ突出したパイプ13の端部側)に直接的に配設して接続させても良いが、フランジ部材17を介在させて前記シャフト7に接続、即ち、図6に示したようにシャフト7の端部よりも突出するパイプ13の端部側にまずフランジ部材17を配設し、該フランジ部材17の上側にピストン12を配設するようにすることが好ましい。
【0046】
このフランジ部材17は、例えば、熱可塑性のポリエステル樹脂等の樹脂を用いて形成することができる。前記フランジ部材17には、パイプ13(シャフト7)の外径と略同径に形成された内径を有する円筒部17aと、該円筒部17aの上部側に張り出したフランジ部17bとが形成されている。前記円筒部17aの上部側には、前記パイプ13(シャフト7)より大径に形成したバルブ部収容凹部17cを形成してあり、前記フランジ部17bの上面側の周縁側には、傾斜部17dを形成してある。
【0047】
そのため、パイプ13の端部側にフランジ部材17を配設し、該フランジ部材17の上側にピストン12を配設、即ちパイプ13の端部側(シャフト7の端部側)に前記フランジ部材17を介してピストン12を接続させることにより、該ピストン12のバルブ部15bがフランジ部材17のバルブ部収容凹部17c内に収容されるようになって、該バルブ部収容凹部17cの存在によって前記バルブ部15bが保護され、図6の仮想線のように拡径されたとしても前記バルブ部15bに傷等が生ずることを防止することができるのである。また、フランジ部17bの存在によってピストン12(ピストン本体部15)の底面側がしっかりと支持され、その際傾斜部17dが形成されているため、シール部15dの動きが妨げられることがないのである。
【0048】
また、フランジ部材17には、円筒部17aに延設させた突出部17eを形成させると共に、該突出部17eに対応する切欠部7bをシャフト7の端部側に形成し、これら突出部17eと切欠部7bとを係合させることにより、フランジ部材17が回転しないようにすることが好ましい。
【0049】
更に、フランジ部17bの上面側には、ピストン支持部14の固定用凸部14eに対応するフランジ部凹部17fを形成し、これら固定用凸部14eとフランジ部凹部17fとを係合させることにより、ピストン12が回転しないようにすることが好ましい。
【0050】
このように構成された本発明のピストン12及び該ピストン12を用いた定量ポンプ1について、その動作を説明すると、まず、予め操作ハンドル8を前方側、即ちケーシング2に近づける方向側に操作しておき、ガス検知管取付部材9のガス吸引口9a内にガス検知管4の端部側を挿入させて、該ガス検知管4をガス検知管装着部5に装着させる。
【0051】
この状態で、操作ハンドル8を握って該操作ハンドル8を後方側、即ちケーシング2から遠ざける方向側に操作することにより、該操作ハンドル8の操作に伴ってシャフト7を介してピストン12をシリンダー11内に沿って後方側に摺動させる。
【0052】
シリンダー11内に沿ってピストン12が後方側に摺動すると、該ピストン12のシール部15d(リング状シール部15eを含む)が前記シリンダー11内と密着しており、該シリンダー11と前記ピストン12との間からガスが漏れることがないため、シリンダー11内が真空乃至減圧状態になって周囲のガスが前記ガス検知管4及びガス吸引口9aを介して前記シリンダー11内に吸引されるようになる。
【0053】
このとき、シリンダー11内を所定の容量に形成しておくことにより、該シリンダー11内に吸引されるガスの量を前記所定の容量に定量的に制御することができる、つまりガス検知管4内を通過させて吸引するガスの量を、例えば50ミリリットルや100ミリリットル等の容量に定量的に制御できるのである。
【0054】
ここで、ガス検知管4内を通過させるガスの量が、シリンダー11内の容量よりも多い場合、例えば、該シリンダー11内に吸引できるガスの容量が100ミリリットルであり、前記ガス検知管4内を通過させる必要があるガスの量が200ミリリットルである場合には、一回の吸引操作、即ちピストン12をシリンダー11内に沿って後方側に摺動させる操作だけでは、前記希望とする吸引量を満たすことができない。
【0055】
そのため、ピストン12をシリンダー11内に沿って前方側に摺動させ、再度前記ピストン12を後方側に摺動させる操作をして吸引操作を行うことになるが、前記ピストン12をシリンダー11内に沿って前方側に摺動させる際、該シリンダー11内に吸引されたガスは、ピストン12の前方側への摺動によって圧縮されつつガス抜き用凹部14fを通過してシャフト取付用孔部14a・シャフト挿通用孔部15aに導入されるようになる。
【0056】
このとき、シャフト挿通用孔部15aに延設されたリング状のバルブ部15bの端部(内周凸状リップ部15cを含む)とパイプ13(シャフト7)とは密着状態になっているが、前記圧縮されたガスがシャフト挿通用孔部15a内に導入されることにより、該ガスの圧力によってバルブ部15bの端部が図6の仮想線で示したように稍拡径されるようになり、該拡径されたバルブ部15bの端部と前記パイプ13との間に形成された隙間から前記ガスが抜けるようになるのである。
【0057】
つまり、シャフト挿通用孔部15a内に圧縮されたガスが導入されていない通常時は、ピストン12のバルブ部15bの端部がパイプ13(シャフト7)と密着して封止状態になっているが、前記シャフト挿通用孔部15a内に圧縮されたガスが導入された場合には、ピストン12のバルブ部15bの端部が稍拡径されて前記圧縮されたガスが通過できるようになるという弁機能を有するようになるのであり。このようなバルブ部15bの動作によって、ピストン12はシャフト7との間で弁機能を発揮するようになるのである。
【0058】
このように樹脂製のピストン支持部14とゴム製のピストン本体部15とを一体的に成型してピストン12を形成することにより、該ピストン12のピストン支持部14が前記従来技術のフランジ105に相当し、シール部15d(リング状シール部15eを含む)が前記従来技術のピストンパッキン106に相当し、バルブ部15b(内周凸状リップ部15cを含む)が前記従来技術のリングバルブ107とO−リング108とに相当するようになる、即ち一つのピストン12が多くの機能を有するようになることにより、ピストン12を構成する部品点数を大幅に削減することができるため、保管等のコストを削減できると共に、容易に組み立てることができ、更にピストン12を小型化・軽量化することもできるようになり、また、ゴム製のピストン本体部15が一体化された樹脂製のピストン支持部14によって強度が維持されるのである。
【0059】
そして、前記従来技術においては、ピストン部103が複数の部品によって構成されていることから、ピストン部103の不具合の原因や部品の特定が困難であり、また、取り付け状態等によっても不具合が生じるため、部品交換等のメンテナンスや、組み立て作業が容易ではなく、特にピストン部103にガスの漏れ(リーク)等が生じた場合、ユーザーではメンテナンス等の対処が困難であるので、サービスセンター等に持ち込んで対処するしかなかったが、本発明に係るピストン12及び定量ポンプ1であれば、該ピストン12及び定量ポンプ1をサービスセンターに持ち込まなくても、ユーザーが容易にピストン12を交換する等のメンテナンスを容易に行うことができると共に、不具合の原因や部品を容易に特定することができ、更に、このようなリーク等の不具合が仮に生じたとしてもピストン12を交換しさえすれば前記不具合を容易に解消できるようになるのである。
【実施例1】
【0060】
この実施例1においては、ポリブチレンテレフタレート樹脂を用いて略棒状のシャフト7を形成し、該シャフト7内にアルミニウムを用いて形成したパイプ13を配設し、シリンダー11(ケーシング2)の内部側のシャフト7の端部に、ポリブチレンテレフタレート樹脂を用いて形成したフランジ部材17を配設すると共に、耐熱性のポリアミド樹脂を用いて形成したピストン支持部14とアクリロニトリルブタジエンゴムを用いて形成したピストン本体部15とを一体的に成型したピストン12を配設して、これらピストン12とフランジ部材17とを固定ネジ16によってシャフト7の端部に接続させ、その他の構成は、前記実施の形態と同様に形成して定量ポンプ1を製造した。
【0061】
この際、ピストン12には、シール部15dの端部寄りに2本のリング状シール部15eを形成し、バルブ部15bの肉厚を略0.3mm程度にすると共に、長さを略3.15mm程度にした。
【0062】
このようにして製造した実施例1のピストン12及び該ピストン12を用いた定量ポンプ1は、10人の使用者によってそれぞれ別々に製造してみたが、その製造された定量ポンプ1を用いてガス漏れ(リーク)試験を行ってみたところ、全ての定量ポンプ1にリークは確認されなかった。つまり、製造時やメンテナンス時における部品取り付けのバラツキによるリークはほとんど起こらないと推察されるものである。
【産業上の利用可能性】
【0063】
本発明に係るピストン及び定量ポンプは、部品点数を削減して容易に製造することができることは勿論であるが、単に部品点数を削減したというだけではなく、メンテナンス性が向上され、更に、ガスの漏れの原因となる部分も少なくなることから、製造時の歩留まりが良くなると共に、信頼性も向上するようになる。
【図面の簡単な説明】
【0064】
【図1】本発明の実施の形態に係る定量ポンプを略示的に示した斜視図である。
【図2】同定量ポンプの案内筒側の一部を断面で示した略示的な平面図である。
【図3】同定量ポンプに使用するシャフトとピストンとを分解して示しピストン側からみた略示的な斜視図である。
【図4】同定量ポンプに使用するシャフトとピストンとを分解して示しシャフト側からみた略示的な斜視図である。
【図5】同定量ポンプに使用するピストンを拡大して略示的に示した断面図である。
【図6】同定量ポンプに使用するピストンをシャフトの端部に接続させた状態を拡大して略示的に示した断面図である。
【図7】従来技術であるピストン部の構造を略示的に示した断面図である。
【符号の説明】
【0065】
1 定量ポンプ
2 ケーシング
3 案内筒
4 ガス検知管
5 ガス検知管装着部
6 支持筒
7 シャフト
7a 軸方向
7b 切欠部
8 ハンドル
9 ガス検知管取付部材
9a ガス吸引口
10 フィルター
11 シリンダー
12 ピストン
13 パイプ
13a ネジ部
14 ピストン支持部
14a シャフト取付用孔部
14b 凹部
14c 凸部用孔部
14d 周縁凹部
14e 固定用凸部
14f ガス抜き用凹部
15 ピストン本体部
15a シャフト挿通用孔部
15b バルブ部
15c 内周凸状リップ部
15d シール部
15e リング状シール部
15f リング状凹部
15g 凸部
15h 凸部用フランジ部
15i 孔部
16 固定ネジ
17 フランジ部材
17a 円筒部
17b フランジ部
17c バルブ部収容凹部
17d 傾斜部
17e 突出部
17f フランジ部凹部
【技術分野】
【0001】
本発明は、例えば、ガス検知管等を取り付けて定量のガスを吸引するための定量ポンプと、該定量ポンプに使用するピストンとに関するものである。
【背景技術】
【0002】
従来、この種の定量ポンプにおいては、同一出願人によるものとして、例えば、中空円筒状のケーシング(シリンダー)と、該ケーシング内に嵌装されたピストン部を有すると共に第1のストッパ溝と第2のストッパ溝を有したシャフトと、前記ケーシングの先端部に螺着されたガス導入孔を有する案内筒と、該案内筒の先端に着脱自在に取り付けられ、前記ガス導入孔に連通する検知管の端部収容体と、前記ケーシングの基端部に螺着され前記シャフトを挿通自在に支持する支持筒と、該支持筒の外部に位置し且つ前記シャフトの端部に形成された操作ハンドルと、前記支持筒内部に配設され、バネで前記挿通されたシャフトの軸芯方向に付勢された係止片を備えたストッパとから構成され、前記シャフトに形成された第1のストッパ溝と第2のストッパ溝が180度回転した位置に設けられ、前記操作ハンドルを180度回すことにより前記ストッパの係止片がストッパ溝と係合する位置を変える事により採取ガス量を選択出来るガス検知管用定量ポンプがある(特許文献1参照)。
【0003】
この種のガス検知管用定量ポンプに用いられているピストン部の構造を略示的に示した断面図を図7に示してある。アルミニウム等の金属で棒状に形成されたシャフト101の内部には、金属製のパイプ102が配設されており、該パイプ102の端部側は前記シャフト101の端部よりも所定長さ突出した状態になっており、前記パイプ102の端部寄りにはネジ部102aが形成されている。
【0004】
シャフト101の端部よりも突出するパイプ102の端部側には、ピストン部103が接続されるようになっている。このピストン部103は、例えば、ピストン104と、フランジ105と、ピストンパッキン106と、リングバルブ107と、O−リング108との部品から構成されており、これら部品で構成されたピストン部103は、ナット109をパイプ102のネジ部102aに螺着させることによって固定されている。
【0005】
前記ガス検知管用定量ポンプは、端部収容体の筒状ゴム体にガス検知管を装着させた状態でシャフト101の端部に設けられた操作ハンドルを引いて、前記シャフト101に接続されたピストン部103をケーシング(シリンダー)内で移動させて該ケーシング内を真空乃至減圧状態にさせることにより前記ガス検知管に所定量のガスを吸引させるものである。
【0006】
このガス検知管用定量ポンプにおいて故障等の不具合が生じた場合、その不具合の多くはピストン部103にガスの漏れ(リーク)が生じ、ケーシング(シリンダー)内をピストン部103が移動した際、該ケーシング内が所定の真空乃至減圧状態にならないというものである。
【0007】
このピストン部103の不具合としては、例えば、ピストンパッキン106とケーシング(シリンダー)との密着性の低下による不具合や、リングバルブ107の不具合や、O−リング108の不具合や、それぞれの部品取り付け状態による不具合や、それぞれの部品の老朽化・劣化等がある。
【0008】
このように、複数の部品からなるピストン部103は、それぞれの部品の老朽化・劣化等の他、それぞれの部品の取り付け状態等によっても不具合が生じることがあるため、ガス検知管用定量ポンプのメンテナンスは、サービスセンター等に持ち込まれ、特定の技術者によって取り付け・調整が行われて、シャフト101の端部にピストン部103を接続させるためのナット109の緩みによって前記複数の部品の取り付け状態が変わらないように、前記ナット109の螺着後にネジロック剤を塗布している。
【0009】
【特許文献1】特開平9−5219号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、前記従来技術においては、ピストン部103が複数の部品によって構成されていることから、ピストン部103の不具合といっても、前述のようにピストン部103に使用される部品単体の不具合や、複数の部品との関係によって生じる不具合があって、その不具合が生じている原因や部品の特定が困難であり、また、取り付け状態等によっても不具合が生じるため、部品交換等のメンテナンスや、組み立て作業が容易でないという問題点を有している。
【0011】
従って、従来の定量ポンプにおいては、ピストンを構成する部品点数を削減して容易に組み立てることができるようにするということに解決しなければならない課題を有している。
【課題を解決するための手段】
【0012】
上記した従来例の課題を解決する具体的手段として本発明に係る第1の発明として、シャフトの端部に接続して用いられるピストンであって、該ピストンは前記シャフトとの間で弁機能を発揮することを特徴とするピストンを提供するものである。
【0013】
第2の発明として、シャフトの端部に接続して用いられるピストンであって、該ピストンはピストン支持部とピストン本体部とから構成され、前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、これらピストン支持部とピストン本体部とを一体的に成型したことを特徴とするピストンを提供するものである。
【0014】
この第2の発明において、前記ピストン本体部には、周縁部にピストン支持部の外径よりも稍大径のシール部を形成したことを付加的な要件として含むものである。
【0015】
また、第3の発明として、少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンは前記シャフトとの間で弁機能を発揮することを特徴とする定量ポンプを提供するものである。
【0016】
第4の発明として、少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンはピストン支持部とピストン本体部とから構成され、前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、これらピストン支持部とピストン本体部とを一体的に成型したことを特徴とする定量ポンプを提供するものである。
【0017】
この第4の発明において、前記ピストンは、フランジ部材を介在させてシャフトに接続されていること;前記ピストンには、該ピストンとシャフトとを接続するための固定ネジとの接触部に凸部を形成させたこと;前記ピストンは、耐熱性のポリアミド樹脂を用いてピストン支持部を形成したこと;前記ピストン本体部には、周縁部にピストン支持部の外径よりも稍大径のシール部を形成したこと;を付加的な要件として含むものである。
【発明の効果】
【0018】
本発明の第1の発明に係るピストンは、シャフトの端部に接続して用いられるピストンであって、該ピストンは前記シャフトとの間で弁機能を発揮させるようにしたものであり、また、本発明の第2の発明に係るピストンは、シャフトの端部に接続して用いられるピストンであって、該ピストンはピストン支持部とピストン本体部とから構成され、前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、これらピストン支持部とピストン本体部とを一体的に成型したものであるため、これら第1及び第2の発明に係るピストンは、ピストンを構成する部品点数が削減され、また、このピストンを用いて、例えば、定量ポンプ等を製造する場合には、組み立てが容易なため製造性・メンテナンス性を向上させることができると共に、保管コスト等を削減することができるという優れた効果を奏する。
【0019】
更に、前記ピストン本体部の周縁部にピストン支持部の外径よりも稍大径のシール部を形成することにより、一つのピストンだけで、ピストンに必要な全ての機能を備えることができるようになるので、ピストンを構成する部品点数を削減して保管コスト等を削減することができるばかりでなく、製造性・メンテナンス性がより一層向上されて容易に組み立てることができるようになり、特にリーク等の問題が生じた場合であってもピストンさえ交換すれば前記問題を容易に解消することができるようになる。
【0020】
本発明の第3の発明に係る定量ポンプは、少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンは前記シャフトとの間で弁機能を発揮させるようにしたものであり、また、本発明の第4の発明に係る定量ポンプは、少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、前記ピストンはピストン支持部とピストン本体部とから構成され、前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、これらピストン支持部とピストン本体部とを一体的に成型したものであるため、これら第3及び第4の発明に係る定量ポンプは、定量ポンプに用いるピストンを構成する部品点数が削減されて、容易に組み立てることができると共に、リーク等の不具合が生じづらく、またリーク等の不具合が生じたとしても、その原因や部品を容易に特定することができるという優れた効果を奏する。
【0021】
更に、前記ピストン本体部の周縁部にピストン支持部の外径よりも稍大径のシール部を形成することにより、一つのピストンだけで、ピストンに必要な全ての機能を備えることができるようになるので、ピストンを構成する部品点数を削減して保管コスト等を削減することができるばかりでなく、製造性・メンテナンス性がより一層向上されて容易に組み立てることができるようになり、特にリーク等の問題が生じた場合であってもピストンさえ交換すれば前記問題を容易に解消することができるようになる。
【発明を実施するための最良の形態】
【0022】
次に、本発明を具体的な実施の形態に基づいて詳しく説明する。
本発明の実施の形態に係るピストン及び該ピストンを用いた定量ポンプを図1乃至図6を用いて説明する。なお、前記従来技術におけるピストン部103を構成する部品の呼称は、従来このように呼んでいたというだけのものであり、本発明に係るピストン及び定量ポンプに用いる部品においても同一の呼称を有する部品があるが、単に同一の呼称を用いることになっただけのことであって、前記従来技術のピストン部103を構成する部品と同一の機能を有するというものではない。
【0023】
図1に、本発明の実施の形態に係る定量ポンプの略示的な斜視図を示してある。定量ポンプ1は、略円筒状に形成されたケーシング2の一端部側には、案内筒3が配設されており、該案内筒3には、ガス検知管4を装着させることができるガス検知管装着部5が設けられている。
【0024】
一方、ケーシング2の他端部側には、支持筒6が配設されている。該支持筒6には、図示していない挿通孔が形成されており、該挿通孔には、摺動可能な状態でシャフト7が挿通されている。このシャフト7は、アルミニウム等の金属または熱可塑性エンジニアリング樹脂等の樹脂等により棒状に形成されている。
【0025】
ケーシング2の外側に位置する前記シャフト7の端部には、操作ハンドル8が配設されており、該操作ハンドル8を握って前後に操作することにより、該操作ハンドル8の操作に伴って前記シャフト7が前後に摺動するので、該シャフト7の出し入れが容易にできるようになっている。なお、前記操作ハンドル8は、前記シャフト7と一体的に形成しても良いことは勿論である。
【0026】
図2に、定量ポンプ1の案内筒3側の一部を断面で示した略示的な平面図を示してある。ガス検知管装着部5内には、先広の筒状に形成されたガス検知管取付部材9が配設されており、該ガス検知管取付部材9内にガス検知管4の端部側を挿入させて装着させるようになっている。
【0027】
筒状に形成されたガス検知管取付部材9の内径側は、ガス吸引口9aが形成されており、前記ガス検知管取付部材9の定量ポンプ1内側の端部、即ちガス吸引口9aの端部には、フィルター10が配設されており、前記定量ポンプ1内に吸引されるガスは、前記フィルター10を通過するようになっている。
【0028】
ケーシング2の内部には、円筒状に形成されたシリンダー11が配設されている。また、該シリンダー11(ケーシング2)の内部側に位置するシャフト7の端部には、ピストン12が接続されており、該ピストン12は、前記シリンダー11内に摺動可能な状態で挿設されている。つまり、操作ハンドル8を操作することにより、前記シャフト7を介して前記ピストン12をシリンダー11内で前後に摺動させることができるのである。
【0029】
図3に、シャフト7とピストン12とを分解して示しピストン12側からみた斜視図を示し、図4に、シャフト7とピストン12とを分解して示しシャフト7側からみた斜視図を示してある。シャフト7内には、アルミニウム等の金属または熱可塑性エンジニアリング樹脂等の樹脂等で形成されたパイプ13が配設されており、該パイプ13の端部側は前記シャフト7の端部よりも所定長さ突出した状態になっており、前記パイプ13の端部寄りの内径側にはネジ部13aが形成されている。なお、前記パイプ13は、前記ピストン12の接続を容易にすること及び製造を容易にするために設けたものであって、前記シャフト7と前記パイプ13とは、必ずしも別々に形成しなければならないというものではなく、例えば、前記シャフト7と前記パイプ13とを一体で形成してパイプ13を省略しても良い。
【0030】
シャフト7の端部よりも突出するパイプ13の端部側には、ピストン12を配設して、該ピストン12を前記シャフト7の端部に接続できるようになっている。図5に、ピストン12を拡大して略示的に示した断面図を示し、図6に、ピストン12をシャフト7の端部に接続させた状態を拡大して略示的に示した断面図を示してある。ピストン12は、ピストン支持部14とピストン本体部15とから構成されている。
【0031】
このピストン支持部14は、例えば、耐熱性のポリアミド樹脂(耐熱性PA)等の樹脂を用いて略円盤状に形成し、該略円盤状の中央部には、パイプ13(シャフト7)の外径よりも稍大径のシャフト取付用孔部14aを設け、該シャフト取付用孔部14aに前記シャフト7の端部よりも所定長さ突出しているパイプ13を挿設できるようになっている。前記樹脂としては、熱変形に至る温度が230℃以上の樹脂であることが好ましい。
【0032】
前記ピストン本体部15は、例えば、アクリロニトリルブタジエンゴム(NBR)等のゴムを用いて略円盤状に形成し、該略円盤状の中央部には、パイプ13(シャフト7)の外径よりも稍大径のシャフト挿通用孔部15aを設け、該シャフト取付用孔部14aに前記シャフト7の端部よりも所定長さ突出しているパイプ13を挿設できるようになっている。略円盤状に形成された前記ピストン支持部14と前記ピストン本体部15とは、略同一の外周径に形成することが良く、前記ピストン本体部15の上面の形状が前記ピストン支持部14の底面の形状と略同一の形状になるように対応させて形成することが良い。このピストン本体部15は、前記ピストン支持部14との接触面側を略同径に形成することが好ましい。
【0033】
ピストン本体部15に形成されたシャフト挿通用孔部15aには、シャフト7の軸方向7aに延設された筒状のバルブ部15bが形成されている。つまり、略円盤状に形成された前記ピストン本体部15の中央部にシャフト7の軸方向7aに延設された筒状のバルブ部15bを設けたことによって前記シャフト挿通用孔部15aが形成されたものである。この筒状のバルブ部15bとしては、例えば、ピストン本体部15からみて後方側、即ち支持筒6側に形成することが好ましく、また、シャフト7の軸方向7aと略同一の方向、即ち軸方向7aから稍傾斜した角度の方向も含むものである。
【0034】
このバルブ部15bは、シャフト7の軸方向7aでガス検知管取付部材9のガス吸引口9aと反対面側、即ちガス検知管装着部5側からみてシリンダー11側に肉薄状に形成させることが良く、その際、ガス検知管装着部5側からシリンダー11側に向かって端部が縮径されるように形成し、その端部側がシャフト7のパイプ13の外径よりも稍小径になるように形成することが好ましい。筒状のバルブ部15bとして、例えば、先端側の径が小さい円錐台形状の筒体であれば良い。
【0035】
つまり、バルブ部15bにパイプ13を挿設させる際には、該パイプ13が前記バルブ部15bを稍押し広げながら挿入されるようになるため、該バルブ部15bと前記パイプ13とがしっかりと確実に密着するようになっているのである。更に、バルブ部15bの端部には、内径側に凸状に形成された内周凸状リップ部15cを形成し、挿設されたパイプ13(シャフト7)との密着性を向上させるようにしている。要するに、内周凸状リップ部15cは、バルブ(弁)としての機能を確実に維持するために、バルブ部15bの端部における長期の縮径状態の維持と、該端部の裂け等の破損防止機能維持と、パイプ13(シャフト7)との密着性の向上とにおいて重要であるため、バルブ部15bの端部に内周凸状リップ部15cを設けておくことが好ましいのである。
【0036】
このバルブ部15bは、該バルブ部15bの肉厚や、ピストン本体部15の底面側から延設される長さによって、後述するガス抜き時の圧力が変化するようになる、即ち、バルブ部15bの肉厚を厚くしたり、バルブ部15bの長さを長くすると、ガス抜き時に高い圧力が必要になり、一方、バルブ部15bの肉厚を薄くしたり、バルブ部15bの長さを短くすると、低い圧力でガスが抜けるようになる。そのため、使用目的等によって、バルブ部15bの肉厚と長さとは、適宜調整すれば良いが、本発明に係るピストン12をシリンダー11内に吸引できるガスの容量が100ミリリットル程度である定量ポンプ1に用いる場合には、例えば、バルブ部15bの肉厚が略0.3mm〜0.5mm程度の範囲で、長さが略3.0mm〜3.5mm程度の範囲にすると良い。
【0037】
ピストン本体部15の周縁部には、ピストン支持部14の外径よりも稍大径のシール部15dを形成してある。該シール部15dは、ガス検知管装着部5側からシリンダー11側に向かって拡径されるように形成し、その端部側がシリンダー11の内径よりも稍大径になるように形成することが好ましい。更に、シール部15dの端部寄りには、凸状に形成された複数本のリング状シール部15eを形成し、シリンダー11との密着性を向上させるようにすることが好ましい。
【0038】
また、ピストン本体部15におけるシール部15dの内径側には、リング状凹部fを形成することが好ましく、このようにリング状凹部fを形成することにより、シリンダー11内に沿ってピストン12を摺動させた際に、ピストン本体部15のシール部15dの外径がリング状凹部fの存在によって適宜調整されるため、前記シール部15dがシリンダー11内とより確実に密着するようになるのである。
【0039】
これら樹脂で形成されたピストン支持部14と、ゴムで形成されたピストン本体部15とは、前記ピストン支持部14の底面とピストン本体部15の上面とを重ね合わせて貼着させた状態で、周囲を略200℃乃至前記ピストン本体部15を形成する樹脂が熱変形に至らない温度(例えば225℃)程度の温度の範囲にすることによって、前記樹脂製のピストン支持部14とゴム製のピストン本体部15とを一体的に成型することができる。この際、まずピストン支持部14のみを形成しておき、該ピストン支持部14をピストン本体部15を形成することができる所定の型内に配設し、該型内に前記温度の範囲にした流体状のゴムを流入させて樹脂製のピストン支持部14とゴム製のピストン本体部15とを一体的に成型してピストン12を形成しても良い。
【0040】
このように形成したピストン12は、該ピストン12のシャフト取付用孔部14aとシャフト挿通用孔部15aとにパイプ13(シャフト7)を挿設し、該パイプ13のネジ部13aに前記ピストン12の上面(ピストン支持部14の上面)側から固定ネジ16を螺着させて前記シャフト7の端部に前記ピストン12を接続させて固定するが、該ピストン12のピストン支持部14の上面側に前記固定ネジ16より大径の凹部14bを形成し、該固定ネジ16が前記ピストン支持部14の上面よりも突出しないようにするのが良い。
【0041】
そして、ピストン12のピストン支持部14の上面側(凹部14b)には、シャフト取付用孔部14aの周囲で固定ネジ16の半径内、即ちピストン12と固定ネジ16との接触部に半円形状の凸部15gを形成するのが良い。このようにピストン12と固定ネジ16との接触部に複数(例えば4つ)の凸部15gを形成させることにより、前記固定ネジ16を螺着させた際に、図6に示したように、該固定ネジ16の螺着によって前記凸部15gが押圧され、該押圧に対する反発力が凸部15gに生じて該固定ネジ16にテンションを付与するようになるため、前記固定ネジ16の螺着の緩みが防止されるようになり、前記従来技術で必要であったナット109の螺着後におけるネジロック剤(ネジ緩み防止剤)の塗布が、本発明に係るピストン12及び定量ポンプ1では必要ではなくなるので、製造・メンテナンスを容易に行うことができるようになるのである。
【0042】
この凸部15gは、ピストン支持部14を形成する際に樹脂によって形成しても良いが、図5に示したように、シャフト取付用孔部14aの周囲に凸部用孔部14cを穿設すると共に、該凸部用孔部14cの上部側に周縁凹部14dを形成し、該周縁凹部14dに対応する凸部用フランジ部15hが形成された凸部15gをピストン本体部15を形成する際にゴムによって形成し、該凸部15gと凸部用フランジ部15hとを前記凸部用孔部14cと周縁凹部14dとに嵌合させることが好ましい。
【0043】
このように前記凸部15gと凸部用フランジ部15hとを前記凸部用孔部14cと周縁凹部14dとに嵌合させることにより、ピストン支持部14とピストン本体部1との一体化がより強固になると共に、樹脂よりもソフトなゴムで凸部15gを形成して、固定ネジ16の緩み防止を向上できるのである。更に、ピストン支持部14の底面側でシャフト取付用孔部14aの周囲には、固定用凸部14eを形成すると共に、該固定用凸部14eに対応する孔部15iをピストン本体部15に形成し、これら固定用凸部14eと孔部15iとを嵌合させてピストン支持部14とピストン本体部1との一体化をより強固にすることが好ましい。
【0044】
更に、ピストン支持部14の上面側、例えば固定用凸部14eの反対面側には、シャフト取付用孔部14aに達するガス抜き用凹部14fを形成してあり、ピストン12の上面(ピストン支持部14の上面)側に固定ネジ16を螺着させた場合であっても、前記ガス抜き用凹部14fを介して前記シャフト取付用孔部14a内にガスが流入されるようになっている。なお、前記ガス抜き用凹部14fは、必ずしも形成しなければならないというものではなく、例えば、ピストン12の上面側と固定ネジ16との間隙からガスが抜けるようにしても良い。
【0045】
ピストン12は、シャフト7の端部側(シャフト7の端部よりも所定長さ突出したパイプ13の端部側)に直接的に配設して接続させても良いが、フランジ部材17を介在させて前記シャフト7に接続、即ち、図6に示したようにシャフト7の端部よりも突出するパイプ13の端部側にまずフランジ部材17を配設し、該フランジ部材17の上側にピストン12を配設するようにすることが好ましい。
【0046】
このフランジ部材17は、例えば、熱可塑性のポリエステル樹脂等の樹脂を用いて形成することができる。前記フランジ部材17には、パイプ13(シャフト7)の外径と略同径に形成された内径を有する円筒部17aと、該円筒部17aの上部側に張り出したフランジ部17bとが形成されている。前記円筒部17aの上部側には、前記パイプ13(シャフト7)より大径に形成したバルブ部収容凹部17cを形成してあり、前記フランジ部17bの上面側の周縁側には、傾斜部17dを形成してある。
【0047】
そのため、パイプ13の端部側にフランジ部材17を配設し、該フランジ部材17の上側にピストン12を配設、即ちパイプ13の端部側(シャフト7の端部側)に前記フランジ部材17を介してピストン12を接続させることにより、該ピストン12のバルブ部15bがフランジ部材17のバルブ部収容凹部17c内に収容されるようになって、該バルブ部収容凹部17cの存在によって前記バルブ部15bが保護され、図6の仮想線のように拡径されたとしても前記バルブ部15bに傷等が生ずることを防止することができるのである。また、フランジ部17bの存在によってピストン12(ピストン本体部15)の底面側がしっかりと支持され、その際傾斜部17dが形成されているため、シール部15dの動きが妨げられることがないのである。
【0048】
また、フランジ部材17には、円筒部17aに延設させた突出部17eを形成させると共に、該突出部17eに対応する切欠部7bをシャフト7の端部側に形成し、これら突出部17eと切欠部7bとを係合させることにより、フランジ部材17が回転しないようにすることが好ましい。
【0049】
更に、フランジ部17bの上面側には、ピストン支持部14の固定用凸部14eに対応するフランジ部凹部17fを形成し、これら固定用凸部14eとフランジ部凹部17fとを係合させることにより、ピストン12が回転しないようにすることが好ましい。
【0050】
このように構成された本発明のピストン12及び該ピストン12を用いた定量ポンプ1について、その動作を説明すると、まず、予め操作ハンドル8を前方側、即ちケーシング2に近づける方向側に操作しておき、ガス検知管取付部材9のガス吸引口9a内にガス検知管4の端部側を挿入させて、該ガス検知管4をガス検知管装着部5に装着させる。
【0051】
この状態で、操作ハンドル8を握って該操作ハンドル8を後方側、即ちケーシング2から遠ざける方向側に操作することにより、該操作ハンドル8の操作に伴ってシャフト7を介してピストン12をシリンダー11内に沿って後方側に摺動させる。
【0052】
シリンダー11内に沿ってピストン12が後方側に摺動すると、該ピストン12のシール部15d(リング状シール部15eを含む)が前記シリンダー11内と密着しており、該シリンダー11と前記ピストン12との間からガスが漏れることがないため、シリンダー11内が真空乃至減圧状態になって周囲のガスが前記ガス検知管4及びガス吸引口9aを介して前記シリンダー11内に吸引されるようになる。
【0053】
このとき、シリンダー11内を所定の容量に形成しておくことにより、該シリンダー11内に吸引されるガスの量を前記所定の容量に定量的に制御することができる、つまりガス検知管4内を通過させて吸引するガスの量を、例えば50ミリリットルや100ミリリットル等の容量に定量的に制御できるのである。
【0054】
ここで、ガス検知管4内を通過させるガスの量が、シリンダー11内の容量よりも多い場合、例えば、該シリンダー11内に吸引できるガスの容量が100ミリリットルであり、前記ガス検知管4内を通過させる必要があるガスの量が200ミリリットルである場合には、一回の吸引操作、即ちピストン12をシリンダー11内に沿って後方側に摺動させる操作だけでは、前記希望とする吸引量を満たすことができない。
【0055】
そのため、ピストン12をシリンダー11内に沿って前方側に摺動させ、再度前記ピストン12を後方側に摺動させる操作をして吸引操作を行うことになるが、前記ピストン12をシリンダー11内に沿って前方側に摺動させる際、該シリンダー11内に吸引されたガスは、ピストン12の前方側への摺動によって圧縮されつつガス抜き用凹部14fを通過してシャフト取付用孔部14a・シャフト挿通用孔部15aに導入されるようになる。
【0056】
このとき、シャフト挿通用孔部15aに延設されたリング状のバルブ部15bの端部(内周凸状リップ部15cを含む)とパイプ13(シャフト7)とは密着状態になっているが、前記圧縮されたガスがシャフト挿通用孔部15a内に導入されることにより、該ガスの圧力によってバルブ部15bの端部が図6の仮想線で示したように稍拡径されるようになり、該拡径されたバルブ部15bの端部と前記パイプ13との間に形成された隙間から前記ガスが抜けるようになるのである。
【0057】
つまり、シャフト挿通用孔部15a内に圧縮されたガスが導入されていない通常時は、ピストン12のバルブ部15bの端部がパイプ13(シャフト7)と密着して封止状態になっているが、前記シャフト挿通用孔部15a内に圧縮されたガスが導入された場合には、ピストン12のバルブ部15bの端部が稍拡径されて前記圧縮されたガスが通過できるようになるという弁機能を有するようになるのであり。このようなバルブ部15bの動作によって、ピストン12はシャフト7との間で弁機能を発揮するようになるのである。
【0058】
このように樹脂製のピストン支持部14とゴム製のピストン本体部15とを一体的に成型してピストン12を形成することにより、該ピストン12のピストン支持部14が前記従来技術のフランジ105に相当し、シール部15d(リング状シール部15eを含む)が前記従来技術のピストンパッキン106に相当し、バルブ部15b(内周凸状リップ部15cを含む)が前記従来技術のリングバルブ107とO−リング108とに相当するようになる、即ち一つのピストン12が多くの機能を有するようになることにより、ピストン12を構成する部品点数を大幅に削減することができるため、保管等のコストを削減できると共に、容易に組み立てることができ、更にピストン12を小型化・軽量化することもできるようになり、また、ゴム製のピストン本体部15が一体化された樹脂製のピストン支持部14によって強度が維持されるのである。
【0059】
そして、前記従来技術においては、ピストン部103が複数の部品によって構成されていることから、ピストン部103の不具合の原因や部品の特定が困難であり、また、取り付け状態等によっても不具合が生じるため、部品交換等のメンテナンスや、組み立て作業が容易ではなく、特にピストン部103にガスの漏れ(リーク)等が生じた場合、ユーザーではメンテナンス等の対処が困難であるので、サービスセンター等に持ち込んで対処するしかなかったが、本発明に係るピストン12及び定量ポンプ1であれば、該ピストン12及び定量ポンプ1をサービスセンターに持ち込まなくても、ユーザーが容易にピストン12を交換する等のメンテナンスを容易に行うことができると共に、不具合の原因や部品を容易に特定することができ、更に、このようなリーク等の不具合が仮に生じたとしてもピストン12を交換しさえすれば前記不具合を容易に解消できるようになるのである。
【実施例1】
【0060】
この実施例1においては、ポリブチレンテレフタレート樹脂を用いて略棒状のシャフト7を形成し、該シャフト7内にアルミニウムを用いて形成したパイプ13を配設し、シリンダー11(ケーシング2)の内部側のシャフト7の端部に、ポリブチレンテレフタレート樹脂を用いて形成したフランジ部材17を配設すると共に、耐熱性のポリアミド樹脂を用いて形成したピストン支持部14とアクリロニトリルブタジエンゴムを用いて形成したピストン本体部15とを一体的に成型したピストン12を配設して、これらピストン12とフランジ部材17とを固定ネジ16によってシャフト7の端部に接続させ、その他の構成は、前記実施の形態と同様に形成して定量ポンプ1を製造した。
【0061】
この際、ピストン12には、シール部15dの端部寄りに2本のリング状シール部15eを形成し、バルブ部15bの肉厚を略0.3mm程度にすると共に、長さを略3.15mm程度にした。
【0062】
このようにして製造した実施例1のピストン12及び該ピストン12を用いた定量ポンプ1は、10人の使用者によってそれぞれ別々に製造してみたが、その製造された定量ポンプ1を用いてガス漏れ(リーク)試験を行ってみたところ、全ての定量ポンプ1にリークは確認されなかった。つまり、製造時やメンテナンス時における部品取り付けのバラツキによるリークはほとんど起こらないと推察されるものである。
【産業上の利用可能性】
【0063】
本発明に係るピストン及び定量ポンプは、部品点数を削減して容易に製造することができることは勿論であるが、単に部品点数を削減したというだけではなく、メンテナンス性が向上され、更に、ガスの漏れの原因となる部分も少なくなることから、製造時の歩留まりが良くなると共に、信頼性も向上するようになる。
【図面の簡単な説明】
【0064】
【図1】本発明の実施の形態に係る定量ポンプを略示的に示した斜視図である。
【図2】同定量ポンプの案内筒側の一部を断面で示した略示的な平面図である。
【図3】同定量ポンプに使用するシャフトとピストンとを分解して示しピストン側からみた略示的な斜視図である。
【図4】同定量ポンプに使用するシャフトとピストンとを分解して示しシャフト側からみた略示的な斜視図である。
【図5】同定量ポンプに使用するピストンを拡大して略示的に示した断面図である。
【図6】同定量ポンプに使用するピストンをシャフトの端部に接続させた状態を拡大して略示的に示した断面図である。
【図7】従来技術であるピストン部の構造を略示的に示した断面図である。
【符号の説明】
【0065】
1 定量ポンプ
2 ケーシング
3 案内筒
4 ガス検知管
5 ガス検知管装着部
6 支持筒
7 シャフト
7a 軸方向
7b 切欠部
8 ハンドル
9 ガス検知管取付部材
9a ガス吸引口
10 フィルター
11 シリンダー
12 ピストン
13 パイプ
13a ネジ部
14 ピストン支持部
14a シャフト取付用孔部
14b 凹部
14c 凸部用孔部
14d 周縁凹部
14e 固定用凸部
14f ガス抜き用凹部
15 ピストン本体部
15a シャフト挿通用孔部
15b バルブ部
15c 内周凸状リップ部
15d シール部
15e リング状シール部
15f リング状凹部
15g 凸部
15h 凸部用フランジ部
15i 孔部
16 固定ネジ
17 フランジ部材
17a 円筒部
17b フランジ部
17c バルブ部収容凹部
17d 傾斜部
17e 突出部
17f フランジ部凹部
【特許請求の範囲】
【請求項1】
シャフトの端部に接続して用いられるピストンであって、
該ピストンは前記シャフトとの間で弁機能を発揮すること
を特徴とするピストン。
【請求項2】
シャフトの端部に接続して用いられるピストンであって、
該ピストンはピストン支持部とピストン本体部とから構成され、
前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、
前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、
これらピストン支持部とピストン本体部とを一体的に成型したこと
を特徴とするピストン。
【請求項3】
前記ピストン本体部には、
周縁部にピストン支持部の外径よりも稍大径のシール部を形成したこと
を特徴とする請求項2に記載のピストン。
【請求項4】
少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、
前記ピストンは前記シャフトとの間で弁機能を発揮すること
を特徴とする定量ポンプ。
【請求項5】
少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、
前記ピストンはピストン支持部とピストン本体部とから構成され、
前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、
前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、
これらピストン支持部とピストン本体部とを一体的に成型したこと
を特徴とする定量ポンプ。
【請求項6】
前記ピストンは、
フランジ部材を介在させてシャフトに接続されていること
を特徴とする請求項5に記載の定量ポンプ。
【請求項7】
前記ピストンには、
該ピストンとシャフトとを接続するための固定ネジとの接触部に凸部を形成させたこと
を特徴とする請求項5または6に記載の定量ポンプ。
【請求項8】
前記ピストンは、
耐熱性のポリアミド樹脂を用いてピストン支持部を形成したこと
を特徴とする請求項5乃至7のいずれかに記載の定量ポンプ。
【請求項9】
前記ピストン本体部には、
周縁部にピストン支持部の外径よりも稍大径のシール部を形成したこと
を特徴とする請求項5に記載の定量ポンプ。
【請求項1】
シャフトの端部に接続して用いられるピストンであって、
該ピストンは前記シャフトとの間で弁機能を発揮すること
を特徴とするピストン。
【請求項2】
シャフトの端部に接続して用いられるピストンであって、
該ピストンはピストン支持部とピストン本体部とから構成され、
前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、
前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、
これらピストン支持部とピストン本体部とを一体的に成型したこと
を特徴とするピストン。
【請求項3】
前記ピストン本体部には、
周縁部にピストン支持部の外径よりも稍大径のシール部を形成したこと
を特徴とする請求項2に記載のピストン。
【請求項4】
少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、
前記ピストンは前記シャフトとの間で弁機能を発揮すること
を特徴とする定量ポンプ。
【請求項5】
少なくとも円筒状のシリンダーと、該シリンダー内に摺動可能な状態で挿設されたピストンが端部に接続されたシャフトとを備えた定量ポンプであって、
前記ピストンはピストン支持部とピストン本体部とから構成され、
前記ピストン支持部は、樹脂で略円盤状に形成してその中央部にシャフト取付用孔部を設け、
前記ピストン本体部は、ゴムで略円盤状に形成してその中央部に前記シャフトの軸方向に延設された筒状のバルブ部を形成し、
これらピストン支持部とピストン本体部とを一体的に成型したこと
を特徴とする定量ポンプ。
【請求項6】
前記ピストンは、
フランジ部材を介在させてシャフトに接続されていること
を特徴とする請求項5に記載の定量ポンプ。
【請求項7】
前記ピストンには、
該ピストンとシャフトとを接続するための固定ネジとの接触部に凸部を形成させたこと
を特徴とする請求項5または6に記載の定量ポンプ。
【請求項8】
前記ピストンは、
耐熱性のポリアミド樹脂を用いてピストン支持部を形成したこと
を特徴とする請求項5乃至7のいずれかに記載の定量ポンプ。
【請求項9】
前記ピストン本体部には、
周縁部にピストン支持部の外径よりも稍大径のシール部を形成したこと
を特徴とする請求項5に記載の定量ポンプ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−189126(P2006−189126A)
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願番号】特願2005−2541(P2005−2541)
【出願日】平成17年1月7日(2005.1.7)
【出願人】(391028122)株式会社ガステック (15)
【Fターム(参考)】
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願日】平成17年1月7日(2005.1.7)
【出願人】(391028122)株式会社ガステック (15)
【Fターム(参考)】
[ Back to top ]