
ピッチ系黒鉛化短繊維
【課題】本発明の目的は、熱硬化性樹脂と混練しても樹脂の硬化阻害を引き起こす恐れの少ないピッチ系黒鉛化短繊維を提供することにある。
【解決手段】本発明は、(i)光学顕微鏡で観測した平均繊維径が2μmより大きく20μm以下で、平均繊維径に対する繊維径分散の百分率が3〜20%であり、
(ii)走査型電子顕微鏡での観察表面が実質的に平坦であり、かつ
(iii)透過型電子顕微鏡による繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満である5本の繊維末端を観察したときに、下記式(1)
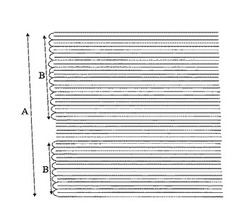
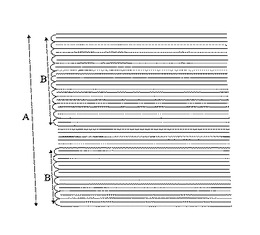
閉鎖率(%)=B/A ×100・・・(1)
A:繊維末端のグラフェンシート端面の全長(nm)
B:端面がU字状に湾曲している部分の長さ(nm)
で表される閉鎖率の平均(平均閉鎖率)が80%を超え100%未満であるピッチ系黒鉛化短繊維である。
【解決手段】本発明は、(i)光学顕微鏡で観測した平均繊維径が2μmより大きく20μm以下で、平均繊維径に対する繊維径分散の百分率が3〜20%であり、
(ii)走査型電子顕微鏡での観察表面が実質的に平坦であり、かつ
(iii)透過型電子顕微鏡による繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満である5本の繊維末端を観察したときに、下記式(1)
閉鎖率(%)=B/A ×100・・・(1)
A:繊維末端のグラフェンシート端面の全長(nm)
B:端面がU字状に湾曲している部分の長さ(nm)
で表される閉鎖率の平均(平均閉鎖率)が80%を超え100%未満であるピッチ系黒鉛化短繊維である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱伝導性に優れたピッチ系黒鉛化短繊維に関する。更に詳しくは、従来の炭素繊維よりも反応活性点が少なく、かつ熱伝導性に優れたピッチ系黒鉛化短繊維に関する。
【背景技術】
【0002】
電気部品などの筐体の熱伝導性を向上させるため、少量の添加で優れた熱伝導性を発現する炭素繊維の利用が検討されている。炭素繊維にはPAN系炭素繊維とピッチ系炭素繊維がある。PAN系炭素繊維は難黒鉛化炭素であり、熱伝導を担う黒鉛性を高めることが非常に困難である。これに対し、ピッチ系炭素繊維は易黒鉛化炭素繊維と呼ばれ、黒鉛性を高くすることができるため、高い熱伝導率を達成しやすい。
しかしながら、繊維末端のグラファイト端面が露出しているピッチ系炭素繊維は、グラファイト端面の反応性が非常に高く、シリコーン樹脂やエポキシ樹脂などの熱硬化性樹脂と混練すると樹脂の硬化阻害を引き起こし、硬化に多大の時間を要するという欠点がある。このため、ピッチ系炭素繊維と熱硬化性樹脂から成形品を効率よく製造することは困難であった。
【0003】
繊維末端のグラファイト端面の構造制御は、カーボンナノチューブに代表されるチューブ構造を有する炭素繊維で報告されている(特許文献1,2,3)。このようなチューブ構造を有する炭素繊維は、その繊維径が数〜数十nmサイズの極細炭素繊維であり、繊維断面はオニオン構造となっており、繊維末端のグラファイト端面の構造の制御は容易である。
しかしながら、通常の溶融紡糸で製造される炭素繊維は、その繊維径も数〜数十μmと非常に大きく、かつ繊維断面もカーボンナノチューブとは大きく異なる。このため、カーボンナノチューブのように、繊維末端のグラファイト端面の構造を制御することは非常に困難であったが、最近、繊維末端が閉じているピッチ系炭素繊維が提案されている(特許文献4)。この炭素繊維は、樹脂の硬化阻害を引き起こす恐れが少ないという利点を有する。
【特許文献1】特開2000−327317号公報
【特許文献2】特開2003−049329号公報
【特許文献3】特開2002−146634号公報
【特許文献4】特開2007−291576号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
そこで、本発明の目的は、グラフェンシート端面の閉鎖率が所定の範囲にあり、熱硬化性樹脂と混練しても樹脂の硬化阻害を引き起こす恐れの少ないピッチ系黒鉛化短繊維を提供することにある。また本発明の目的は、グラフェンシート端面の閉鎖率が所定の範囲にあり、いわゆる層間化合物を作ることが出来るピッチ系黒鉛化短繊維を提供することにある。また本発明の目的は、熱伝導性に優れたピッチ系炭素繊維を提供することにある。
【0005】
また本発明は、該ピッチ系炭素繊維を含有する組成物を提供することにある。さらに本発明は、組成物からなる電子部品用放熱板、電波遮蔽板、熱交換器などの成形体を提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは、ピッチ系黒鉛化短繊維を製造する際に、紡糸ノズルを通過するピッチに所定の応力を加え、且つ黒鉛化した炭素繊維を粉砕するのではなく、炭素繊維を粉砕した後、黒鉛化すると、グラフェンシートの端面の閉鎖率が所定の範囲にある炭素繊維が得られることを見出した。また得られた炭素繊維は、熱硬化性樹脂と混練しても樹脂の硬化阻害を引き起こすことが無く、短時間にコンポジット成形品が得られることを見出し、本発明を完成した。
【0007】
即ち、本発明は、(i)光学顕微鏡で観測した平均繊維径(D1)が2μmより大きく20μm以下であり、平均繊維径(D1)に対する繊維径分散(S1)の百分率が3〜20%の範囲であり、
(ii)走査型電子顕微鏡での観察表面が実質的に平坦であり、かつ
(iii)透過型電子顕微鏡による繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満である5本の繊維末端を観察したときに、式(1)
閉鎖率(%)=B/A ×100 (1)
(Aは繊維末端のグラフェンシート端面の全長(nm)、Bは端面がU字状に湾曲している部分の長さ(nm)を表す)
で表される閉鎖率の平均値(平均閉鎖率)が80%を超え100%未満であるピッチ系黒鉛化短繊維である。
【0008】
また本発明は、該ピッチ系黒鉛化短繊維とマトリクスとを含み、短繊維の含有率が3〜60体積%である組成物である。
【0009】
さらに本発明は、該組成物よりなる、平板、電子部品用放熱板、電波遮蔽板、熱交換器などの成形体を包含する。
【発明の効果】
【0010】
本発明のピッチ系黒鉛化短繊維は、グラフェンシートの端面が閉じている割合が高いので反応活性点が少ない。そのため、本発明のピッチ系黒鉛化短繊維は、熱硬化性樹脂と混練しても樹脂の硬化阻害を引き起こすことが少なく、短時間にコンポジットが得られる。また本発明のピッチ系黒鉛化短繊維は、グラフェンシート端面の閉鎖率が所定の範囲にあり、いわゆる層間化合物を作ることが出来る。また、本発明のピッチ系黒鉛化短繊維は、熱伝導性が高く、樹脂に少量添加しても優れた熱伝導性を発現させることが出来る。
【発明を実施するための最良の形態】
【0011】
〈ピッチ系黒鉛化短繊維〉
(平均繊維径:D1)
本発明のピッチ系黒鉛化短繊維の光学顕微鏡で観測した平均繊維径(D1)は、2μmより大きく20μm以下、好ましくは5〜15μmであり、より好ましくは7〜13μmである。D1が2μmを下回る場合、マトリクスと複合する際にフィラーの本数が多くなるため、マトリクス/フィラー混合物の粘度が高くなり、成形が困難になるため好ましくない。一方、D1が20μmを超えると、マトリクスと複合する際にフィラーの本数が少なくなるため、フィラー同士が接触しにくくなり、複合材とした時に効果的な熱伝導を発揮しにくくなる。
【0012】
(CV値)
本発明のピッチ系黒鉛化短繊維の光学顕微鏡で観測した平均繊維径(D1)に対する繊維径分散(S1)の百分率(CV値)は、3〜20%、好ましくは5〜15%である。CV値は、繊維径のバラツキの指標であり、値が小さいほど工程安定性が高く、製品のバラツキが小さいことを意味している。CV値が3%より小さいとき、繊維径は極めて揃っている。このため、繊維の間隙に入る大きさの小さな繊維の量が少なくなり、マトリクスと複合する際により密な充填状態を形成するのが困難となり、結果として高性能の複合材を得にくくなることがあるため好ましくない。一方、CV値が20%より大きい場合、マトリクスと複合する際に、分散性が悪くなり、均一な性能を有する複合材を得ることが困難になることがあるため好ましくない。CV値は、紡糸時の溶融したメソフェーズピッチの粘度を制御することで調整することが出来る。
【0013】
(表面凹凸)
本発明のピッチ系黒鉛化短繊維は、走査型電子顕微鏡での側面の観察表面が実質的に平坦であることを特徴とする。ここで、実質的に平坦であるとは、フィブリル構造のような激しい凹凸を側面に有しないことを意味している。表面に激しい凹凸のような欠陥が存在する場合には、マトリクス樹脂との混練に際して表面積の増大に伴う粘度の増大を引き起こし、成形性を悪化させる。このため、表面凹凸のような欠陥は、出来るだけ小さい状態が望ましい。より具体的には、走査型電子顕微鏡において1000倍で観察した像での観察視野に、凹凸のような欠陥が10箇所以下であることが好ましい。この様なピッチ系黒鉛化短繊維は、例えば粉砕処理を行った後に黒鉛化処理を実施することによって得ることができる。
【0014】
(グラフェンシートの端面)
本発明のピッチ系黒鉛化短繊維は、透過型電子顕微鏡による繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満である5本の繊維末端を観察したときに、式(1)で表される閉鎖率の平均値(平均閉鎖率)が80%を超え100%未満である。
閉鎖率(%)=B/A ×100 (1)
(Aは繊維末端のグラフェンシート端面の全長(nm)、Bは端面がU字状に湾曲している部分の長さ(nm)を表す)
閉鎖率は、繊維末端のグラフェンシート端面の全長(nm)に対する、端面がU字状に湾曲している部分の長さ(nm)の比で表される。図1に黒鉛化短繊維末端の模式図を示す。Aが繊維末端のグラフェンシート端面の全長を示し、Bは端面がU字状に湾曲している部分の長さ、すなわち端面が開いていてU字に湾曲していない部分を除いた部分の長さを示す。
【0015】
グラフェンシートの端面の平均閉鎖率が80%を超える場合、余分な官能基の発生や、形状に起因する電子の局在化が起こり難い。このため、ピッチ系黒鉛化短繊維に活性点が生じず、シリコーン樹脂やエポキシ樹脂などの熱硬化性樹脂との混練で、触媒活性点の低下による硬化阻害の抑制が可能となる。また、水などの吸着も低減でき、例えばポリエステルのような加水分解を伴う樹脂との混練においても、著しい湿熱耐久性能向上をもたらすことが出来る。平均閉鎖率が80%以下であると余分な官能基の発生や、形状に起因する電子の局在化を引き起こし、他材料との反応を促進する可能性があるため好ましくない。グラフェンシート端面の平均閉鎖率は好ましくは90%以上100%未満、更に好ましくは95%以上100%未満である。
グラフェンシート端面の平均閉鎖率が100%の場合、例えばグラフェンシートの層間に化合物を入れることが出来なくなり、所謂層間化合物を作ることが出来ない。このため、例えばリチウムイオン電池や水素貯蔵材料としての仕様が困難となり、炭素繊維の用途を限定してしまうため好ましくない。
【0016】
閉鎖率は繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満のときに好適に求めることができる。端面の全長が50nm未満の場合、繊維末端のグラフェンシートの端面像を400万倍以上に拡大する必要があり、極一部のデータ解釈となり、全体像の把握が困難となるため好ましくない。一方、端面の全長が300nmを超えた場合は、グラフェンシート端面のU字状湾曲構造の視認が困難となり、グラフェンシート端面の閉鎖率を導き出すことが出来ず好ましくない。全長のより好ましい範囲は60nm以上200nm以下である。
グラフェンシート端面構造は、黒鉛化の前に粉砕を実施するか、黒鉛化の後に粉砕を実施するかにより、大きく異なる。すなわち、黒鉛化後に粉砕処理を行った場合、黒鉛化で成長したグラフェンシートが切断破断され、グラフェンシート端面が開いた状態になり易い。一方、黒鉛化前に粉砕処理を行った場合、黒鉛の成長過程でグラフェンシート端面がU字上に湾曲した構造になり易い。このため、グラフェンシート端面の平均閉鎖率が80%を超えるようなピッチ系黒鉛化短繊維を得るためには、粉砕を行った後に黒鉛化処理することが好ましい。
平均閉鎖率が80%を超え100%未満のピッチ系黒鉛化短繊維は、紡糸ノズルを通過するピッチに特定の応力を加えること、及び粉砕を行った後に黒鉛化処理することで、好ましく得ることが出来る。
【0017】
(平均繊維長:L1)
ピッチ系黒鉛化短繊維は、一般的には平均繊維長1mm未満からなるミルドファイバーと平均繊維長1mm以上10mm未満からなるカットファイバーの2種類がある。ミルドファイバーの外観は粉状のため分散性に優れ、カットファイバーの外観は繊維状に近いため、繊維同士の接触が得られやすい特徴がある。
本発明のピッチ系黒鉛化短繊維は、ミルドファイバーに該当し、その平均繊維長(L1)は、10μm以上700μm以下であることが好ましい。ここで、平均繊維長は、個数平均繊維長であり、光学顕微鏡下で測長器を用い、複数の視野において所定本数を測定し、その平均値から求めることができる。L1は目的によって適した値に制御することが好ましいが、当該短繊維を熱伝導性材料として用いる場合、L1は10〜700μmの範囲が好ましい。L1が10μmより小さい場合、当該短繊維同士が接触しにくくなり、効果的な熱伝導が期待しにくくなるため好ましくない。一方、700μmより大きくなると、マトリクスと混合する際にマトリクス/短繊維混合物の粘度が高くなり、成形性が著しく低下する傾向があるため好ましくない。より好ましい範囲は、20〜300μmであり、更に好ましくは20〜250μmの範囲である。
【0018】
この様なピッチ系黒鉛化短繊維を得る手法として特に制限はないが、粉砕の条件、すなわちカッター等で粉砕する際の、カッターの回転速度、ボールミルの回転数、ジェットミルの気流速度、クラッシャーの衝突回数、粉砕装置中の滞留時間等を調節することで平均繊維長を制御することができる。また、粉砕後のピッチ系炭素短繊維から、篩等の分級操作を行って、短い繊維長または、長い繊維長のピッチ系炭素短繊維を除去することにより調整することもできる。
平均繊維径(D1)に対する平均繊維長(L1)の比(L1/D1)は1〜50の範囲であることが好ましい。L1/D1は平均繊維長にも依存するが、L1/D1が1より小さいときには、繊維形状に由来する効果、即ち当該短繊維同士の接触しやすさに由来する熱伝導が期待し難くなるため好ましくない。一方、L1/D1が50を超えると、マトリクスと混合する際にマトリクス/短繊維混合物の粘度が著しく高くなり、成形が困難になるため好ましくない。より好ましくは平均繊維長が20〜150μmの場合には、1.5〜20であり、平均繊維長が150〜500μmの場合には、10〜50である。
【0019】
(真密度)
本発明のピッチ系黒鉛化短繊維の真密度は、2.15〜2.30g/ccの範囲であることが好ましい。ピッチ系黒鉛化短繊維の真密度は、黒鉛化度が上がるにつれて増加する。より好ましくは、2.18〜2.30g/ccである。
【0020】
(熱伝導率)
また、ピッチ系黒鉛化短繊維の繊維軸方向の熱伝導率は400W/(m・K)以上であることが好ましい。さらに好ましくは500W/(m・K)以上である。この様なピッチ系黒鉛化短繊維を得る手法として特に制限は無いが、具体的には黒鉛化温度を高めることや黒鉛化時間を長くとることにより達成できる。
【0021】
(結晶の大きさ)
本発明のピッチ系黒鉛化短繊維は、黒鉛結晶からなり、六角網面の厚み方向に由来する結晶の大きさが30nm以上であり、六角網面の成長方向に由来する結晶の大きさが80nm以上であることが好ましい。結晶の大きさは、六角網面の厚み方向、六角網面の成長方向のいずれも、黒鉛化度に対応するものであり、熱物性を発現するためには、一定の大きさ以上が必要である。六角網面の厚み方向に由来する結晶の大きさ及び六角網面の成長方向の結晶の大きさは、X線回折法で求めることができる。測定手法は集中法とし、解析手法としては、学振法が好適に用いられる。六角網面の厚み方向の結晶の大きさは、(002)面からの回折線を用いて求め、六角網面の成長方向の結晶の大きさは、(110)面からの回折線を用いてそれぞれ求めることができる。この様なピッチ系黒鉛化短繊維を得る手法として特に制限は無いが、具体的には黒鉛化温度を高めることや黒鉛化時間を長くとることにより達成できる。
【0022】
〈ピッチ系黒鉛化短繊維の製造〉
次に、本発明のピッチ系黒鉛化短繊維の製造方法について説明する。本発明で用いられるピッチ系黒鉛化短繊維の原料としては、例えば、ナフタレンやフェナントレンといった縮合多環炭化水素化合物、石油系ピッチや石炭系ピッチといった縮合複素環化合物等が挙げられる。その中でもナフタレンやフェナントレンといった縮合多環炭化水素化合物が好ましく、特にメソフェーズピッチが好ましい。メソフェーズピッチのメソフェーズ率としては少なくとも90%以上、より好ましくは95%以上、更に好ましくは99%以上である。なお、メソフェーズピッチのメソフェーズ率は、溶融状態にあるピッチを偏光顕微鏡で観察することで確認出来る。
【0023】
原料ピッチの軟化点は230℃以上340℃以下が好ましい。不融化処理は、軟化点よりも低温で処理する必要がある。このため、軟化点が230℃より低いと、少なくとも軟化点未満の低い温度で不融化処理する必要があり、結果として不融化に長時間を要するため好ましくない。一方、軟化点が340℃を超えると、ピッチが熱分解を引き起こしやすくなり、発生したガスで糸に気泡が発生するなどの問題を生じるため好ましくない。軟化点のより好ましい範囲は250℃以上320℃以下、更に好ましくは260℃以上310℃以下である。原料ピッチの軟化点はメトラー法により求めることが出来る。原料ピッチは、二種以上を適宜組み合わせて用いてもよい。組み合わせる原料ピッチのメソフェーズ率は少なくとも90%以上であり、軟化点が230℃以上340℃以下であることが好ましい。
【0024】
メソフェーズピッチは溶融法により紡糸され、その後、不融化、炭化、粉砕、黒鉛化によってピッチ系黒鉛化短繊維となる。場合によっては、粉砕の後、分級工程を入れることもある。本発明のピッチ系黒鉛化短繊維は、透過型電子顕微鏡による繊維末端観察において、グラフェンシートの端面の閉鎖率が80%を超え100%未満であることを特徴とする。上述のとおり、このようなピッチ系黒鉛化短繊維は、紡糸ノズルを通過するピッチに特定の応力を加えること、及び粉砕を行った後に黒鉛化処理することで、好ましく得ることが出来る。紡糸ノズルを通過するピッチに特定の応力を加えることが出来なかった場合、あるいは黒鉛化後に粉砕処理を行うと、黒鉛化で成長したグラフェンシートが切断破断され、グラフェンシート端面が開いた状態になる。これに対して、黒鉛化前に粉砕処理を行うと、グラフェンシート端面がU字上に湾曲した部分が端面全長中の80%を超え100%未満である所望の黒鉛化短繊維となる。
以下各工程の好ましい態様について説明する。
【0025】
(紡糸)
紡糸は、いわゆる溶融紡糸法で行なうことができる。具体的には、口金から吐出したメソフェーズピッチをワインダーで引き取る通常の紡糸延伸法、熱風をアトマイジング源として用いるメルトブロー法、遠心力を利用してメソフェーズピッチを引き取る遠心紡糸法などが挙げられる。中でも、生産性の高さなどの理由からメルトブロー法を用いることが望ましい。このため、以下、メルトブロー法について説明する。
【0026】
ピッチ系炭素繊維前駆体を形成する紡糸ノズルの形状はどのようなものであっても良い。通常、真円状のものが使用されるが、適時、楕円などの異型形状のノズルを用いても何ら問題ない。ノズル孔の長さ(LN)と孔径(DN)の比(LN/DN)としては、3.1〜20の範囲が好ましい。LN/DNが20を超えると、ノズルを通過するメソフェーズピッチに強いせん断力が付与され、繊維断面にラジアル構造が発現する。ラジアル構造の発現は、黒鉛化の過程で繊維断面に割れを生じさせることがあり、機械特性の低下を引き起こすことがあるため好ましくない。一方、LN/DNが3.1未満では、原料ピッチにせん断を付与することが出来ず、結果として黒鉛の配向が低いピッチ系炭素繊維前駆体となる。このため、黒鉛化しても黒鉛化度を十分に上げることが出来ず、熱伝導性を向上させ難く好ましくない。機械強度と熱伝導性の両立を達成するには、メソフェーズピッチに適度のせん断を付与する必要がある。このため、ノズル孔の長さ(LN)と孔径(DN)の比(LN/DN)は3.1〜20の範囲が好ましく、更には3.5〜12の範囲が特に好ましい。
【0027】
紡糸時のノズルの温度、メソフェーズピッチがノズルを通過する際のせん断速度、ノズルからブローされる風量、風の温度等についても特に制約はなく、安定した紡糸状態が維持できる条件、即ち、メソフェーズピッチのノズル孔での溶融粘度が2〜40Pa・sの範囲が好ましい。
ノズルを通過するメソフェーズピッチの溶融粘度が2Pa・s未満の場合、溶融粘度が低すぎて糸形状を維持することが出来ず好ましくない。一方、メソフェーズピッチの溶融粘度が40Pa・sを超える場合、メソフェーズピッチに強いせん断力が付与され、繊維断面にラジアル構造を形成するため好ましくない。メソフェーズピッチに付与するせん断力を適切な範囲にせしめ、かつ繊維形状を維持するためには、ノズルを通過するメソフェーズピッチの溶融粘度を制御する必要がある。このため、メソフェーズピッチの溶融粘度を2〜40Pa・sの範囲にするのが好ましく、更には3〜30Pa・sの範囲にすることが好ましく、5〜25Pa・sの範囲にすることが更に好ましい。
【0028】
紡糸ノズルを通過するピッチに加えられる応力は、紡糸ノズルを通過するピッチの溶融粘度とノズルを通過するピッチのせん断速度の積によって決定される。
紡糸ノズルを通過するピッチの溶融粘度は、例えばキャピラリーレオメータなどの粘度測定装置により決定することができる。
ピッチのせん断速度は、紡糸ノズルを通過するピッチの流速とノズル孔の孔径から以下の式により算出することが出来る。
γ=8×V/DN
(γ:せん断速度、V:キャピラリー内のピッチの流速(m/s)、DN:キャピラリーの孔径(m))
本発明の平均閉鎖率が80%を超え100%未満のピッチ系黒鉛化短繊維を得るには、前述のとおり紡糸ノズルを通過するピッチの応力を所定の値に制御する方法が好ましく挙げられる。応力の好ましい範囲は30〜200kPa、より好ましい範囲は50〜150kPaである。
【0029】
紡糸ノズルを通過するピッチの応力を所定の値に制御する方法としては、紡糸ノズルを通過するピッチの溶融粘度が2〜40Pa・sの範囲であり、ノズルを通過するピッチのせん断速度が3000〜20000s−1の範囲とする条件を選択することが好ましく挙げられる。
ノズルを通過するピッチのせん断速度が3000s−1未満であると、紡糸ノズルを通過するピッチに十分応力を加えることが出来ず、配向の低いピッチ系炭素繊維前駆体となる。このため、黒鉛化しても黒鉛化度を十分に上げることが出来ず、熱伝導性を向上させ難く好ましくない。また、配向性の低いピッチ系炭素繊維前駆体からは、高い黒鉛化性を達成することが出来ず、繊維末端にグラフェンシートの発現が認められず、結果としてグラフェンシート端面を閉じることが困難となり、得られるピッチ系黒鉛化短繊維の平均閉鎖率は80%未満となる。
【0030】
一方、せん断速度が20000s−1を超えると、ノズルを通過するメソフェーズピッチに強いせん断力が付与され、配向性の高いピッチ系炭素繊維前駆体が得られる。このため、繊維末端のグラフェンシート発現が顕著となり、結果としてグラフェンシート端面が閉じ易くなり、得られるピッチ系黒鉛化短繊維の平均閉鎖率は100%となる。せん断速度が20000s−1を超え配向性の高いピッチ系炭素繊維前駆体を経る場合は、繊維断面にラジアル構造が発現するため、黒鉛化の過程で繊維断面に割れを生じさせることがあり、機械特性の低下を引き起こすことがあるため好ましくない。ノズルを通過するピッチのせん断速度のより好ましい範囲は、5000〜13000s−1の範囲である。
【0031】
本発明のピッチ系黒鉛化短繊維は、平均繊維径(D1)が2μmより大きく20μm以下であることを特徴とするが、ピッチ系黒鉛化短繊維の平均繊維径の制御は、ノズルの孔径を変更する、あるいはノズルからの原料ピッチの吐出量を変更する、あるいはドラフト比を変更することで調整可能である。ドラフト比の変更は、100〜400℃に加温された毎分100〜20000mの線速度のガスを細化点近傍に吹き付けることによって達成することができる。吹き付けるガスに特に制限は無いが、コストパフォーマンスと安全性の面から空気が望ましい。なお、ピッチ系炭素繊維前駆体は、金網ベルト上に捕集され連続的なマット状にされた後、さらにクロスラップされることで一定の目付のウェブとしても良い。その際、ベルト搬送速度により任意の目付量に調整できるが、必要に応じ、クロスラップ等の方法により積層させてもよい。ピッチ系炭素繊維前駆体ウェブの目付量は生産性及び工程安定性を考慮して、150〜1000g/m2が好ましい。
【0032】
(不融化)
上記の方法で得られたピッチ系炭素繊維前駆体ウェブは、公知の方法で不融化処理し、ピッチ系不融化繊維ウェブにする。不融化は、空気、或いはオゾン、二酸化窒素、窒素、酸素、ヨウ素、臭素を空気に添加したガスを用いた酸化性雰囲気下で実施できるが、安全性、利便性を考慮すると空気中で実施することが望ましい。また、バッチ処理、連続処理のどちらでも処理可能であるが、生産性を考慮すると連続処理が望ましい。不融化処理は150〜350℃の温度で、一定時間の熱処理を付与することで達成される。より好ましい温度範囲は、160〜340℃である。昇温速度は1〜10℃/分が好適に用いられ、連続処理の場合は任意の温度に設定した複数の反応室を順次通過させることで、上記昇温速度を達成できる。昇温速度のより好ましい範囲は、生産性及び工程安定性を考慮して、3〜9℃/分である。
【0033】
(炭化処理)
上記方法で得られたピッチ系不融化繊維ウェブは、600〜2000℃の温度で、真空中、或いは窒素、アルゴン、クリプトン等の不活性ガスを用いた非酸化性雰囲気中で炭化処理され、ピッチ系炭素繊維ウェブになる。炭化処理は、コスト面を考慮して、常圧かつ窒素雰囲気下での処理が望ましい。また、バッチ処理、連続処理のどちらでも処理可能であるが、生産性を考慮すれば連続処理が望ましい。
【0034】
(粉砕)
ピッチ系黒鉛化短繊維の製造において、炭化処理が終わった後のピッチ系炭素繊維ウェブを粉砕することが最大のポイントとなる。炭化処理されたピッチ系炭素繊維ウェブは、所望の繊維長にするために、切断、破砕・粉砕等の処理が実施される。また、場合によっては、分級処理が実施される。処理方式は所望の繊維長に応じて選定されるが、切断にはギロチン式、1軸、2軸及び多軸回転式等のカッターが好適に使用される。破砕、粉砕には衝撃作用を利用したハンマ式、ピン式、ボール式、ビーズ式及びロッド式、粒子同士の衝突を利用した高速回転式、圧縮・引裂き作用を利用したロール式、コーン式及びスクリュー式等の破砕機・粉砕機等が好適に使用される。所望の繊維長を得るために、切断と破砕・粉砕を多種複数機で構成してもよい。処理雰囲気は湿式、乾式のどちらでもよい。分級処理には、振動篩い式、遠心分離式、慣性力式、濾過式等の分級装置等が好適に使用される。所望の繊維長は、機種選定のみならず、ロータ・回転刃等の回転数、供給量、刃間クリアランス、系内滞留時間等を制御することによっても得ることができる。また、分級処理を用いる場合には、所望の繊維長は篩い網孔径等を調整することによっても得ることができる。
【0035】
(黒鉛化)
上記の切断、破砕・粉砕処理、場合によっては分級処理を併用して作成したピッチ系炭素短繊維は、2000〜3500℃に加熱し黒鉛化して最終的なピッチ系黒鉛化短繊維とする。黒鉛化は、アチソン炉、電気炉等にて実施され、真空中、或いは窒素、アルゴン、クリプトン等の不活性ガスを用いた非酸化性雰囲気下等で実施される。なお、本発明では、一連の製造過程のいずれかにおいて、サイジング等の表面処理を施しても良い。
【0036】
〈組成物〉
本発明は、本発明のピッチ系黒鉛化短繊維とマトリクスとを含み、該ピッチ系黒鉛化短繊維の含有率が3〜60体積%、好ましくは10〜50体積%である組成物を包含する。ピッチ系黒鉛化短繊維の含有量が、3体積%より少ない添加量では、熱伝導性を十分に確保することが難しい。一方、60体積%より多く添加するのは困難である。
マトリクスは熱可塑性樹脂及び/又は熱硬化性樹脂であることが好ましい。さらに複合成形体に所望の物性を発現させるために熱可塑性樹脂と熱硬化性樹脂を適宜混合して用いることもできる。
【0037】
マトリクスに用いることができる熱可塑性樹脂としてポリオレフィン類及びその共重合体(ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、ポリビニルアルコール、エチレン−酢酸ビニル共重合体、エチレン−プロピレン共重合体等のエチレン−α−オレフィン共重合体など)、ポリメタクリル酸類及びその共重合体(ポリメタクリル酸メチル等のポリメタクリル酸エステルなど)、ポリアクリル酸類及びその共重合体、ポリアセタール類及びその共重合体、フッ素樹脂類及びその共重合体(ポリフッ化ビニリデン、ポリテトラフルオロエチレン等)、ポリエステル類及びその共重合体(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン2,6ナフタレート、液晶性ポリマーなど)、ポリスチレン類及びその共重合体(スチレン−アクリロニトリル共重合体、ABS樹脂など)、ポリアクリロニトリル類及びその共重合体、ポリフェニレンエーテル(PPE)類及びその共重合体(変性PPE樹脂なども含む)、脂肪族ポリアミド類及びその共重合体、芳香族ポリアミド類及びその共重合体、ポリイミド類及びその共重合体、ポリアミドイミド類及びその共重合体、ポリカーボネート類及びその共重合体、ポリフェニレンスルフィド類及びその共重合体、ポリサルホン類及びその共重合体、ポリエーテルサルホン類及びその共重合体、ポリエーテルニトリル類及びその共重合体、ポリエーテルケトン類及びその共重合体、ポリエーテルエーテルケトン類及びその共重合体、ポリケトン類及びその共重合体、シリコーンオイル等が挙げられる。
【0038】
なかでも熱可塑性樹脂として、ポリカーボネート類及びその共重合体、ポリエステル類及びその共重合体、ポリアミド類及びその共重合体、ポリオレフィン類及びその共重合体、ポリエーテルケトン類及びその共重合体、ポリフェニレンスルフィド類及びその共重合体、およびABS樹脂類、シリコーンオイルからなる群より選ばれる少なくとも一種の樹脂が好ましく挙げられる。これらから一種を単独で用いても、二種以上を適宜組み合わせて用いても良い。また、これらの熱可塑性樹脂に難燃剤等の添加剤や他の機能性フィラーなどが混入していても良い。
また、熱硬化性樹脂としては、エポキシ類、アクリル類、ウレタン類、シリコーン類、フェノール類、イミド類、熱硬化型変性PPE類、および熱硬化型PPE類、ポリブタジエン系ゴム及びその共重合体、アクリル系ゴム及びその共重合体、シリコーン系ゴム及びその共重合体、天然ゴムなどが挙げられ、これらから一種を単独で用いても、二種以上を適宜組み合わせて用いても良い。また、これらの熱硬化性樹脂に難燃剤等の添加剤や機能性フィラーなどが混入していても良い。
【0039】
本発明の組成物は、ピッチ系黒鉛化短繊維とマトリクスとを混合して作製するが、混合の際には、ニーダー、各種ミキサー、ブレンダー、ロール、押出機、ミリング機、自公転式の撹拌機などの混合装置又は混練装置が好適に用いられる。そして、複合材料及び/または複合成形体は、射出成形法、プレス成形法、カレンダー成形法、ロール成形法、押出成形法、粉体成形法、注型成形法、ブロー成形法等の成形方法にて、成形することが可能である。成形条件は、成形手法とマトリクスに依存し、熱可塑性樹脂の場合は、当該樹脂の溶融粘度より温度を上げた状態で成形を実施する。マトリクスが熱硬化性樹脂の場合は、適切な型において、当該樹脂の硬化温度を付与するといった方法を挙げることができる。
【0040】
〈成形体〉
本発明の組成物を平板状に成形した成形体は熱伝導率が2W/(m・K)以上であることが好ましい。即ち本発明は、該組成物からなり、熱伝導率が2W/(m・K)以上である平板を包含する。2W/(m・K)の熱伝導率は、マトリクスとして用いている高分子材料に比較すると約一桁高い熱伝導率である。本発明の組成物は、例えば成形体として電子部品用放熱板、電波遮蔽板、熱交換器などに用いることが出来る。従って、本発明は、該組成物からなる電子部品用放熱板を包含する。該組成物からなる電波遮蔽板を包含する。本発明は、該組成物からなる熱交換器を包含する。
【実施例】
【0041】
以下に実施例を示すが、本発明はこれらに制限されるものではない。
(1)ピッチ系黒鉛化短繊維の平均繊維径及び繊維径分散:
平均繊維径及び繊維径分散は、ピッチ系黒鉛化短繊維をJIS R7607に準じ、光学顕微鏡下でスケールを用いて60本測定し、その平均値から求めた。また、CV値は、得られた平均繊維径(Ave)と繊維径の偏差(S)との比率として、下記式(2)により決定した。
CV=S/Ave×100 (2)
ここで、
【0042】
【数1】

【0043】
であり、Xは観測値、nは観測数である。
(2)ピッチ系黒鉛化短繊維の平均繊維長:
平均繊維長は、個数平均繊維長であり、黒鉛化を経たピッチ系黒鉛化短繊維を光学顕微鏡下、測長器で2000本測定し、その平均値から求めた。倍率は繊維長に応じて適宜調整した。
(3)ピッチ系黒鉛化短繊維の真密度:
ピッチ系黒鉛化短繊維の真密度は、浮沈法により測定した。すなわち、シリンダー内に比重2.17(g/cm3)のジブロモエタンと比重2.89(g/cm3)のブロモホルムの混合溶液を作成し、25±0.2℃の温度にコントロールする。上記混合溶液にピッチ系黒鉛化短繊維を浸析させ、1.3kPaで3分間保持した後、ピッチ系黒鉛化炭素繊維が混合液の中央に来るまでかき混ぜる。10分後ピッチ系黒鉛化炭素繊維が浮上するようであればジブロモエタンを追加し、沈むようであればブロモホルムを滴下する。この操作をピッチ系黒鉛化炭素繊維が静止するまで繰り返す。ピッチ系黒鉛化炭素繊維が静止した後、その混合液体の密度を比重浮ひょうで測定し、ピッチ系黒鉛化炭素繊維の密度とした。
(4)結晶の大きさ:
X線回折法にて求め、六角網面の厚み方向に由来する結晶子の大きさは(002)面からの回折線を用いて求め、六角網面の成長方向に由来する結晶子の大きさは(110)面からの回折線を用いて求めた。また、求め方は学振法に準拠して実施した。
(5)ピッチ系黒鉛化短繊維の熱伝導率:
粉砕工程以外を同じ条件で作製した、ピッチ系黒鉛化繊維ウェブから糸を抜き出し抵抗率を測定し、特開平11−117143号公報に開示されている熱伝導率と電気比抵抗との関係を表す下記式(3)より求めた。
K=1272.4/ER−49.4 (3)
ここで、Kはピッチ系黒鉛化繊維の熱伝導率W/(m・K)、ERは同じピッチ系黒鉛化繊維の電気比抵抗μΩmを表す。
(6)実質的に平坦な表面の確認:
ピッチ系黒鉛化短繊維を走査型電子顕微鏡にて1000倍で観察した像に、凹凸のような欠陥が何箇所あるかを数えた。10箇所以下の場合平滑とした。
(7)ピッチ系黒鉛化短繊維のグラフェンシートの端面微細構造:
ピッチ系黒鉛化短繊維の透過型電子顕微鏡による繊維末端観察において、繊維末端の50〜250万倍のグラフェンシート端面像を5本観察し、繊維末端のグラフェンシート端面の全長A(nm)と端面がU字状に湾曲している部分の長さB(nm)を計測し、閉鎖率(%)=B/A ×100により、閉鎖率を求めた。
(8)平板状成形体の熱伝導率:
京都電子製QTM−500で測定した。
【0044】
[実施例1]
光学的異方性割合が100%、軟化点が288℃である縮合多環炭化水素化合物よりなるメソフェーズピッチを原料とした。335℃で溶融した原料を直径0.2mmφの孔、2mm長のキャピラリーを有する口金を使用し、スリットから加熱空気を毎分5500mの線速度で噴出させて、溶融粘度が15Pa・sであるピッチを、流速0.0002(m)、せん断速度7500s−1で牽引させることでピッチに112.5kPaの応力を付与した後、金網ベルト上に捕集させ連続的なマットとし、さらにクロスラッピングで目付け350g/m2のピッチ系炭素繊維前駆体ウェブとした。なお、このウェブを構成するピッチ系炭素繊維前駆体の平均繊維径は11.3μmであった。
このピッチ系炭素繊維前駆体ウェブを空気中で175℃から280℃まで平均昇温速度4℃/分で昇温して不融化し、ピッチ系不融化繊維ウェブを作成した。次にピッチ系不融化繊維ウェブを窒素雰囲気中800℃で焼成した後、セイシン企業製のジェットミル粉砕機(SKジェット・オー・ミル)で粉砕処理を施し、ピッチ系炭素短繊維を得た。このピッチ系炭素短繊維を非酸化性雰囲気とした電気炉にて3000℃で熱処理することで、ピッチ系黒鉛化短繊維を得た。
【0045】
ピッチ系黒鉛化短繊維の平均繊維径(D1)は8.2μm、D1に対するL1の比は8.5、繊維径分散の平均繊維径に対する百分率(CV値)は13%、真密度は2.193g/ccであった。また、ピッチ系黒鉛化短繊維の透過型電子顕微鏡による5本の繊維末端観察において、170万倍のグラフェンシート端面像から求めたグラフェンシート端面の閉鎖率はそれぞれ、89%、94%、94%、92%、90%であり、グラフェンシート端面の平均閉鎖率は91.8%であった。
また、走査型電子顕微鏡で1000倍の倍率で観察した、ピッチ系黒鉛化短繊維の表面には、大きな凹凸のような欠陥はなく平滑であった。X線回折法によって求めた六角網面の厚み方向の結晶の大きさは、55nmであった。また、六角網面の成長方向の結晶の大きさは、125nmであった。
【0046】
なお、焼成までを同じ工程で作製し、粉砕を実施しなかったピッチ系炭素繊維ウェブを、非酸化性雰囲気とした電気炉にて3000℃で熱処理したピッチ系黒鉛化繊維ウェブより、単糸を抜き取り、電気比抵抗を測定したところ、1.6μΩmであった。熱伝導度は750W/(m・K)であった。また、LIB負極剤特性を調べたところ、容量は345mAh/gであり、黒鉛の理論値(375mAh/g)に近いものであった。
東レダウシリコーン製の熱硬化樹脂(SE1740A)10mlとピッチ系黒鉛化短繊維10gを真空型プラネタリミキサー(シンキー製ARV−310)にて3分間混練し、東レダウシリコーン製の熱硬化樹脂(SE1740B)を10ml追加し、さらに3分間真空混練することで、スラリー20mlを作成した。上記スラリーを130℃で熱処理し、樹脂の硬化する時間を計測したところ、5分間で硬化した。
【0047】
[比較例1]
ピッチ系不融化繊維ウェブを3000℃で黒鉛化して、ピッチ系黒鉛化繊維ウェブを作成後、粉砕処理を施すことでピッチ系黒鉛化短繊維を製造した以外は、実施例1に従い製造した。
ピッチ系黒鉛化短繊維の平均繊維径(D1)は7.4μm、D1に対するL1の比は6.8、繊維径分散の平均繊維径に対する百分率は17%、真密度は2.185g/ccであった。また、ピッチ系黒鉛化短繊維の透過型電子顕微鏡による5本の繊維末端観察において、170万倍のグラフェンシート端面像から求めたグラフェンシート端面の閉鎖率はそれぞれ、11%、7%、10%、5%、8%であり、グラフェンシート端面の平均閉鎖率は8.2%であった。また、走査型電子顕微鏡で1000倍の倍率で観察した、ピッチ系黒鉛化短繊維の表面には、大きな凹凸のような欠陥が観察視野内に20以上認められた。X線回折法によって求めた六角網面の厚み方向の結晶の大きさは、30nmであった。また、六角網面の成長方向の結晶の大きさは、61nmであった。なお、ピッチ系炭素繊維ウェブを、非酸化性雰囲気とした電気炉にて3000℃で熱処理したピッチ系黒鉛化繊維ウェブより、単糸を抜き取り、電気比抵抗を測定したところ、1.6μΩmであった。熱伝導度は750W/(m・K)であった。
東レダウシリコーン製の熱硬化樹脂(SE1740A)10mlとピッチ系黒鉛化短繊維10gを真空型プラネタリミキサー(シンキー製ARV−310)にて3分間混練し、東レダウシリコーン製の熱硬化樹脂(SE1740B)を10ml追加し、さらに3分間真空混練することで、スラリー20mlを作成した。上記スラリーを130℃で熱処理し、樹脂の硬化する時間を計測したところ、90分経過しても硬化しなかった。
【0048】
[比較例2]
ピッチ系炭素短繊維を非酸化性雰囲気とした電気炉にて2000℃で熱処理することで、ピッチ系黒鉛化短繊維を得た。ピッチ系黒鉛化短繊維の平均繊維径(D1)は8.2μm、D1に対するL1の比は8.5、繊維径分散の平均繊維径に対する百分率は13%、真密度は2.103g/ccであった。また、ピッチ系黒鉛化短繊維の透過型電子顕微鏡による5本の繊維末端観察において、170万倍のグラフェンシート端面像から求めたグラフェンシート端面の閉鎖率はそれぞれ、21%、28%、20%、27%、24%であり、グラフェンシート端面の平均閉鎖率は24%であった。また、走査型電子顕微鏡で1000倍の倍率で観察した、ピッチ系黒鉛化短繊維の表面には、大きな凹凸のような欠陥はなく平滑であった。X線回折法によって求めた六角網面の厚み方向の結晶の大きさは、5nmであった。また、六角網面の成長方向の結晶の大きさは、10nmであった。
東レダウシリコーン製の熱硬化樹脂(SE1740A)10mlとピッチ系黒鉛化短繊維10gを真空型プラネタリミキサー(シンキー製ARV−310)にて3分間混練し、東レダウシリコーン製の熱硬化樹脂(SE1740B)を10ml追加し、さらに3分間真空混練することで、スラリー20mlを作成した。上記スラリーを130℃で熱処理し、樹脂の硬化する時間を計測したところ、90分経過しても硬化しなかった。
【0049】
[比較例3]
三菱化学(株)製の炭素繊維(K223QM)の透過型電子顕微鏡による5本の繊維末端観察において、170万倍のグラフェンシート端面像から求めたグラフェンシート端面の閉鎖率は全て、0%であり、グラフェンシート端面の平均閉鎖率は0%であった。また、走査型電子顕微鏡で1000倍の倍率で観察した、ピッチ系黒鉛化短繊維の表面には、大きな凹凸のような欠陥はなく平滑であった。
東レダウシリコーン製の熱硬化樹脂(SE1740A)10mlと上述の炭素繊維10gを真空型プラネタリミキサー(シンキー製ARV−310)にて3分間混練し、東レダウシリコーン製の熱硬化樹脂(SE1740B)を10ml追加し、さらに3分間真空混練することで、スラリー20mlを作成した。上記スラリーを130℃で熱処理し、樹脂の硬化する時間を計測したところ、90分経過しても硬化しなかった。
【0050】
[比較例4]
縮合多環炭化水素化合物よりなるピッチを主原料とした。光学的異方性割合は100%、軟化点が283℃であった。直径0.2mmφの孔、0.6mm長のキャップを使用し、スリットから加熱空気を毎分5000mの線速度で噴出させて、溶融粘度が55Pa・sであるピッチをせん断速度7500s−1で牽引させることでピッチに412.5kpaの応力を付与し、平均繊維径が15μmのピッチ系短繊維を作製した。紡出された短繊維をベルト上に捕集してマットとし、さらにクロスラッピングで目付320g/m2のピッチ系炭素短繊維ウェブとした。
このウェブを空気中で175℃から280℃まで平均昇温速度7℃/分で昇温して不融化を行った。不融化したウェブを窒素雰囲気中800℃で焼成した後、粉砕処理を施し、平均繊維長が28μmのピッチ系炭素短繊維とした。その後、非酸化性雰囲気とした電気炉にて3000℃で熱処理することで黒鉛化し、ピッチ系黒鉛化短繊維とした。なお、平均繊維径は10.1μm、繊維径分散の平均繊維径に対する百分率は13%、真密度は2.17g/ccであった。
【0051】
透過型電子顕微鏡で100万倍の倍率で観察し、400万倍に写真上で拡大したところ、5本のグラフェンシート端面の閉鎖率は全て100%であった。また、走査型電子顕微鏡で4000倍の倍率で観察した、ピッチ系炭素短繊維フィラーの表面は、大きな凹凸はなく平滑であった。上述のピッチ系黒鉛化短繊維のLIB負極剤特性を調べたところ、容量は285mAh/gであり、黒鉛の理論値(375mAh/g)からかけ離れた値であった。
以上の結果をまとめ下記表1に示す。
【0052】
【表1】
【0053】
[実施例2]
熱可塑性樹脂として、ポリフェニレンスルフィド(ポリプラスチック製,フォートロン,0220A9)を選定し、実施例1で作成したピッチ系黒鉛化短繊維とを70:30の体積比でクリモト製二軸混練機にて組成物を作成した。この組成物を名機製作所製の射出成形機にて、厚み2mmの平板に成形した。この平板の熱伝導率を測定したところ、4.1W/(m・K)であった。
【0054】
[比較例5]
ピッチ系黒鉛化短繊維を添加しない、ポリフェニレンスルフィドの平板を作成した。熱伝導率は0.4W/(m・K)であった。
【産業上の利用可能性】
【0055】
本発明のピッチ系黒鉛化短繊維は、電子部品などに利用することができる。
【図面の簡単な説明】
【0056】
【図1】ピッチ系黒鉛化短繊維の末端の模式図を示す。
【符号の説明】
【0057】
A 繊維末端のグラフェンシート端面の全長
B 端面がU字状に湾曲している部分の長さ
【技術分野】
【0001】
本発明は、熱伝導性に優れたピッチ系黒鉛化短繊維に関する。更に詳しくは、従来の炭素繊維よりも反応活性点が少なく、かつ熱伝導性に優れたピッチ系黒鉛化短繊維に関する。
【背景技術】
【0002】
電気部品などの筐体の熱伝導性を向上させるため、少量の添加で優れた熱伝導性を発現する炭素繊維の利用が検討されている。炭素繊維にはPAN系炭素繊維とピッチ系炭素繊維がある。PAN系炭素繊維は難黒鉛化炭素であり、熱伝導を担う黒鉛性を高めることが非常に困難である。これに対し、ピッチ系炭素繊維は易黒鉛化炭素繊維と呼ばれ、黒鉛性を高くすることができるため、高い熱伝導率を達成しやすい。
しかしながら、繊維末端のグラファイト端面が露出しているピッチ系炭素繊維は、グラファイト端面の反応性が非常に高く、シリコーン樹脂やエポキシ樹脂などの熱硬化性樹脂と混練すると樹脂の硬化阻害を引き起こし、硬化に多大の時間を要するという欠点がある。このため、ピッチ系炭素繊維と熱硬化性樹脂から成形品を効率よく製造することは困難であった。
【0003】
繊維末端のグラファイト端面の構造制御は、カーボンナノチューブに代表されるチューブ構造を有する炭素繊維で報告されている(特許文献1,2,3)。このようなチューブ構造を有する炭素繊維は、その繊維径が数〜数十nmサイズの極細炭素繊維であり、繊維断面はオニオン構造となっており、繊維末端のグラファイト端面の構造の制御は容易である。
しかしながら、通常の溶融紡糸で製造される炭素繊維は、その繊維径も数〜数十μmと非常に大きく、かつ繊維断面もカーボンナノチューブとは大きく異なる。このため、カーボンナノチューブのように、繊維末端のグラファイト端面の構造を制御することは非常に困難であったが、最近、繊維末端が閉じているピッチ系炭素繊維が提案されている(特許文献4)。この炭素繊維は、樹脂の硬化阻害を引き起こす恐れが少ないという利点を有する。
【特許文献1】特開2000−327317号公報
【特許文献2】特開2003−049329号公報
【特許文献3】特開2002−146634号公報
【特許文献4】特開2007−291576号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
そこで、本発明の目的は、グラフェンシート端面の閉鎖率が所定の範囲にあり、熱硬化性樹脂と混練しても樹脂の硬化阻害を引き起こす恐れの少ないピッチ系黒鉛化短繊維を提供することにある。また本発明の目的は、グラフェンシート端面の閉鎖率が所定の範囲にあり、いわゆる層間化合物を作ることが出来るピッチ系黒鉛化短繊維を提供することにある。また本発明の目的は、熱伝導性に優れたピッチ系炭素繊維を提供することにある。
【0005】
また本発明は、該ピッチ系炭素繊維を含有する組成物を提供することにある。さらに本発明は、組成物からなる電子部品用放熱板、電波遮蔽板、熱交換器などの成形体を提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは、ピッチ系黒鉛化短繊維を製造する際に、紡糸ノズルを通過するピッチに所定の応力を加え、且つ黒鉛化した炭素繊維を粉砕するのではなく、炭素繊維を粉砕した後、黒鉛化すると、グラフェンシートの端面の閉鎖率が所定の範囲にある炭素繊維が得られることを見出した。また得られた炭素繊維は、熱硬化性樹脂と混練しても樹脂の硬化阻害を引き起こすことが無く、短時間にコンポジット成形品が得られることを見出し、本発明を完成した。
【0007】
即ち、本発明は、(i)光学顕微鏡で観測した平均繊維径(D1)が2μmより大きく20μm以下であり、平均繊維径(D1)に対する繊維径分散(S1)の百分率が3〜20%の範囲であり、
(ii)走査型電子顕微鏡での観察表面が実質的に平坦であり、かつ
(iii)透過型電子顕微鏡による繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満である5本の繊維末端を観察したときに、式(1)
閉鎖率(%)=B/A ×100 (1)
(Aは繊維末端のグラフェンシート端面の全長(nm)、Bは端面がU字状に湾曲している部分の長さ(nm)を表す)
で表される閉鎖率の平均値(平均閉鎖率)が80%を超え100%未満であるピッチ系黒鉛化短繊維である。
【0008】
また本発明は、該ピッチ系黒鉛化短繊維とマトリクスとを含み、短繊維の含有率が3〜60体積%である組成物である。
【0009】
さらに本発明は、該組成物よりなる、平板、電子部品用放熱板、電波遮蔽板、熱交換器などの成形体を包含する。
【発明の効果】
【0010】
本発明のピッチ系黒鉛化短繊維は、グラフェンシートの端面が閉じている割合が高いので反応活性点が少ない。そのため、本発明のピッチ系黒鉛化短繊維は、熱硬化性樹脂と混練しても樹脂の硬化阻害を引き起こすことが少なく、短時間にコンポジットが得られる。また本発明のピッチ系黒鉛化短繊維は、グラフェンシート端面の閉鎖率が所定の範囲にあり、いわゆる層間化合物を作ることが出来る。また、本発明のピッチ系黒鉛化短繊維は、熱伝導性が高く、樹脂に少量添加しても優れた熱伝導性を発現させることが出来る。
【発明を実施するための最良の形態】
【0011】
〈ピッチ系黒鉛化短繊維〉
(平均繊維径:D1)
本発明のピッチ系黒鉛化短繊維の光学顕微鏡で観測した平均繊維径(D1)は、2μmより大きく20μm以下、好ましくは5〜15μmであり、より好ましくは7〜13μmである。D1が2μmを下回る場合、マトリクスと複合する際にフィラーの本数が多くなるため、マトリクス/フィラー混合物の粘度が高くなり、成形が困難になるため好ましくない。一方、D1が20μmを超えると、マトリクスと複合する際にフィラーの本数が少なくなるため、フィラー同士が接触しにくくなり、複合材とした時に効果的な熱伝導を発揮しにくくなる。
【0012】
(CV値)
本発明のピッチ系黒鉛化短繊維の光学顕微鏡で観測した平均繊維径(D1)に対する繊維径分散(S1)の百分率(CV値)は、3〜20%、好ましくは5〜15%である。CV値は、繊維径のバラツキの指標であり、値が小さいほど工程安定性が高く、製品のバラツキが小さいことを意味している。CV値が3%より小さいとき、繊維径は極めて揃っている。このため、繊維の間隙に入る大きさの小さな繊維の量が少なくなり、マトリクスと複合する際により密な充填状態を形成するのが困難となり、結果として高性能の複合材を得にくくなることがあるため好ましくない。一方、CV値が20%より大きい場合、マトリクスと複合する際に、分散性が悪くなり、均一な性能を有する複合材を得ることが困難になることがあるため好ましくない。CV値は、紡糸時の溶融したメソフェーズピッチの粘度を制御することで調整することが出来る。
【0013】
(表面凹凸)
本発明のピッチ系黒鉛化短繊維は、走査型電子顕微鏡での側面の観察表面が実質的に平坦であることを特徴とする。ここで、実質的に平坦であるとは、フィブリル構造のような激しい凹凸を側面に有しないことを意味している。表面に激しい凹凸のような欠陥が存在する場合には、マトリクス樹脂との混練に際して表面積の増大に伴う粘度の増大を引き起こし、成形性を悪化させる。このため、表面凹凸のような欠陥は、出来るだけ小さい状態が望ましい。より具体的には、走査型電子顕微鏡において1000倍で観察した像での観察視野に、凹凸のような欠陥が10箇所以下であることが好ましい。この様なピッチ系黒鉛化短繊維は、例えば粉砕処理を行った後に黒鉛化処理を実施することによって得ることができる。
【0014】
(グラフェンシートの端面)
本発明のピッチ系黒鉛化短繊維は、透過型電子顕微鏡による繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満である5本の繊維末端を観察したときに、式(1)で表される閉鎖率の平均値(平均閉鎖率)が80%を超え100%未満である。
閉鎖率(%)=B/A ×100 (1)
(Aは繊維末端のグラフェンシート端面の全長(nm)、Bは端面がU字状に湾曲している部分の長さ(nm)を表す)
閉鎖率は、繊維末端のグラフェンシート端面の全長(nm)に対する、端面がU字状に湾曲している部分の長さ(nm)の比で表される。図1に黒鉛化短繊維末端の模式図を示す。Aが繊維末端のグラフェンシート端面の全長を示し、Bは端面がU字状に湾曲している部分の長さ、すなわち端面が開いていてU字に湾曲していない部分を除いた部分の長さを示す。
【0015】
グラフェンシートの端面の平均閉鎖率が80%を超える場合、余分な官能基の発生や、形状に起因する電子の局在化が起こり難い。このため、ピッチ系黒鉛化短繊維に活性点が生じず、シリコーン樹脂やエポキシ樹脂などの熱硬化性樹脂との混練で、触媒活性点の低下による硬化阻害の抑制が可能となる。また、水などの吸着も低減でき、例えばポリエステルのような加水分解を伴う樹脂との混練においても、著しい湿熱耐久性能向上をもたらすことが出来る。平均閉鎖率が80%以下であると余分な官能基の発生や、形状に起因する電子の局在化を引き起こし、他材料との反応を促進する可能性があるため好ましくない。グラフェンシート端面の平均閉鎖率は好ましくは90%以上100%未満、更に好ましくは95%以上100%未満である。
グラフェンシート端面の平均閉鎖率が100%の場合、例えばグラフェンシートの層間に化合物を入れることが出来なくなり、所謂層間化合物を作ることが出来ない。このため、例えばリチウムイオン電池や水素貯蔵材料としての仕様が困難となり、炭素繊維の用途を限定してしまうため好ましくない。
【0016】
閉鎖率は繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満のときに好適に求めることができる。端面の全長が50nm未満の場合、繊維末端のグラフェンシートの端面像を400万倍以上に拡大する必要があり、極一部のデータ解釈となり、全体像の把握が困難となるため好ましくない。一方、端面の全長が300nmを超えた場合は、グラフェンシート端面のU字状湾曲構造の視認が困難となり、グラフェンシート端面の閉鎖率を導き出すことが出来ず好ましくない。全長のより好ましい範囲は60nm以上200nm以下である。
グラフェンシート端面構造は、黒鉛化の前に粉砕を実施するか、黒鉛化の後に粉砕を実施するかにより、大きく異なる。すなわち、黒鉛化後に粉砕処理を行った場合、黒鉛化で成長したグラフェンシートが切断破断され、グラフェンシート端面が開いた状態になり易い。一方、黒鉛化前に粉砕処理を行った場合、黒鉛の成長過程でグラフェンシート端面がU字上に湾曲した構造になり易い。このため、グラフェンシート端面の平均閉鎖率が80%を超えるようなピッチ系黒鉛化短繊維を得るためには、粉砕を行った後に黒鉛化処理することが好ましい。
平均閉鎖率が80%を超え100%未満のピッチ系黒鉛化短繊維は、紡糸ノズルを通過するピッチに特定の応力を加えること、及び粉砕を行った後に黒鉛化処理することで、好ましく得ることが出来る。
【0017】
(平均繊維長:L1)
ピッチ系黒鉛化短繊維は、一般的には平均繊維長1mm未満からなるミルドファイバーと平均繊維長1mm以上10mm未満からなるカットファイバーの2種類がある。ミルドファイバーの外観は粉状のため分散性に優れ、カットファイバーの外観は繊維状に近いため、繊維同士の接触が得られやすい特徴がある。
本発明のピッチ系黒鉛化短繊維は、ミルドファイバーに該当し、その平均繊維長(L1)は、10μm以上700μm以下であることが好ましい。ここで、平均繊維長は、個数平均繊維長であり、光学顕微鏡下で測長器を用い、複数の視野において所定本数を測定し、その平均値から求めることができる。L1は目的によって適した値に制御することが好ましいが、当該短繊維を熱伝導性材料として用いる場合、L1は10〜700μmの範囲が好ましい。L1が10μmより小さい場合、当該短繊維同士が接触しにくくなり、効果的な熱伝導が期待しにくくなるため好ましくない。一方、700μmより大きくなると、マトリクスと混合する際にマトリクス/短繊維混合物の粘度が高くなり、成形性が著しく低下する傾向があるため好ましくない。より好ましい範囲は、20〜300μmであり、更に好ましくは20〜250μmの範囲である。
【0018】
この様なピッチ系黒鉛化短繊維を得る手法として特に制限はないが、粉砕の条件、すなわちカッター等で粉砕する際の、カッターの回転速度、ボールミルの回転数、ジェットミルの気流速度、クラッシャーの衝突回数、粉砕装置中の滞留時間等を調節することで平均繊維長を制御することができる。また、粉砕後のピッチ系炭素短繊維から、篩等の分級操作を行って、短い繊維長または、長い繊維長のピッチ系炭素短繊維を除去することにより調整することもできる。
平均繊維径(D1)に対する平均繊維長(L1)の比(L1/D1)は1〜50の範囲であることが好ましい。L1/D1は平均繊維長にも依存するが、L1/D1が1より小さいときには、繊維形状に由来する効果、即ち当該短繊維同士の接触しやすさに由来する熱伝導が期待し難くなるため好ましくない。一方、L1/D1が50を超えると、マトリクスと混合する際にマトリクス/短繊維混合物の粘度が著しく高くなり、成形が困難になるため好ましくない。より好ましくは平均繊維長が20〜150μmの場合には、1.5〜20であり、平均繊維長が150〜500μmの場合には、10〜50である。
【0019】
(真密度)
本発明のピッチ系黒鉛化短繊維の真密度は、2.15〜2.30g/ccの範囲であることが好ましい。ピッチ系黒鉛化短繊維の真密度は、黒鉛化度が上がるにつれて増加する。より好ましくは、2.18〜2.30g/ccである。
【0020】
(熱伝導率)
また、ピッチ系黒鉛化短繊維の繊維軸方向の熱伝導率は400W/(m・K)以上であることが好ましい。さらに好ましくは500W/(m・K)以上である。この様なピッチ系黒鉛化短繊維を得る手法として特に制限は無いが、具体的には黒鉛化温度を高めることや黒鉛化時間を長くとることにより達成できる。
【0021】
(結晶の大きさ)
本発明のピッチ系黒鉛化短繊維は、黒鉛結晶からなり、六角網面の厚み方向に由来する結晶の大きさが30nm以上であり、六角網面の成長方向に由来する結晶の大きさが80nm以上であることが好ましい。結晶の大きさは、六角網面の厚み方向、六角網面の成長方向のいずれも、黒鉛化度に対応するものであり、熱物性を発現するためには、一定の大きさ以上が必要である。六角網面の厚み方向に由来する結晶の大きさ及び六角網面の成長方向の結晶の大きさは、X線回折法で求めることができる。測定手法は集中法とし、解析手法としては、学振法が好適に用いられる。六角網面の厚み方向の結晶の大きさは、(002)面からの回折線を用いて求め、六角網面の成長方向の結晶の大きさは、(110)面からの回折線を用いてそれぞれ求めることができる。この様なピッチ系黒鉛化短繊維を得る手法として特に制限は無いが、具体的には黒鉛化温度を高めることや黒鉛化時間を長くとることにより達成できる。
【0022】
〈ピッチ系黒鉛化短繊維の製造〉
次に、本発明のピッチ系黒鉛化短繊維の製造方法について説明する。本発明で用いられるピッチ系黒鉛化短繊維の原料としては、例えば、ナフタレンやフェナントレンといった縮合多環炭化水素化合物、石油系ピッチや石炭系ピッチといった縮合複素環化合物等が挙げられる。その中でもナフタレンやフェナントレンといった縮合多環炭化水素化合物が好ましく、特にメソフェーズピッチが好ましい。メソフェーズピッチのメソフェーズ率としては少なくとも90%以上、より好ましくは95%以上、更に好ましくは99%以上である。なお、メソフェーズピッチのメソフェーズ率は、溶融状態にあるピッチを偏光顕微鏡で観察することで確認出来る。
【0023】
原料ピッチの軟化点は230℃以上340℃以下が好ましい。不融化処理は、軟化点よりも低温で処理する必要がある。このため、軟化点が230℃より低いと、少なくとも軟化点未満の低い温度で不融化処理する必要があり、結果として不融化に長時間を要するため好ましくない。一方、軟化点が340℃を超えると、ピッチが熱分解を引き起こしやすくなり、発生したガスで糸に気泡が発生するなどの問題を生じるため好ましくない。軟化点のより好ましい範囲は250℃以上320℃以下、更に好ましくは260℃以上310℃以下である。原料ピッチの軟化点はメトラー法により求めることが出来る。原料ピッチは、二種以上を適宜組み合わせて用いてもよい。組み合わせる原料ピッチのメソフェーズ率は少なくとも90%以上であり、軟化点が230℃以上340℃以下であることが好ましい。
【0024】
メソフェーズピッチは溶融法により紡糸され、その後、不融化、炭化、粉砕、黒鉛化によってピッチ系黒鉛化短繊維となる。場合によっては、粉砕の後、分級工程を入れることもある。本発明のピッチ系黒鉛化短繊維は、透過型電子顕微鏡による繊維末端観察において、グラフェンシートの端面の閉鎖率が80%を超え100%未満であることを特徴とする。上述のとおり、このようなピッチ系黒鉛化短繊維は、紡糸ノズルを通過するピッチに特定の応力を加えること、及び粉砕を行った後に黒鉛化処理することで、好ましく得ることが出来る。紡糸ノズルを通過するピッチに特定の応力を加えることが出来なかった場合、あるいは黒鉛化後に粉砕処理を行うと、黒鉛化で成長したグラフェンシートが切断破断され、グラフェンシート端面が開いた状態になる。これに対して、黒鉛化前に粉砕処理を行うと、グラフェンシート端面がU字上に湾曲した部分が端面全長中の80%を超え100%未満である所望の黒鉛化短繊維となる。
以下各工程の好ましい態様について説明する。
【0025】
(紡糸)
紡糸は、いわゆる溶融紡糸法で行なうことができる。具体的には、口金から吐出したメソフェーズピッチをワインダーで引き取る通常の紡糸延伸法、熱風をアトマイジング源として用いるメルトブロー法、遠心力を利用してメソフェーズピッチを引き取る遠心紡糸法などが挙げられる。中でも、生産性の高さなどの理由からメルトブロー法を用いることが望ましい。このため、以下、メルトブロー法について説明する。
【0026】
ピッチ系炭素繊維前駆体を形成する紡糸ノズルの形状はどのようなものであっても良い。通常、真円状のものが使用されるが、適時、楕円などの異型形状のノズルを用いても何ら問題ない。ノズル孔の長さ(LN)と孔径(DN)の比(LN/DN)としては、3.1〜20の範囲が好ましい。LN/DNが20を超えると、ノズルを通過するメソフェーズピッチに強いせん断力が付与され、繊維断面にラジアル構造が発現する。ラジアル構造の発現は、黒鉛化の過程で繊維断面に割れを生じさせることがあり、機械特性の低下を引き起こすことがあるため好ましくない。一方、LN/DNが3.1未満では、原料ピッチにせん断を付与することが出来ず、結果として黒鉛の配向が低いピッチ系炭素繊維前駆体となる。このため、黒鉛化しても黒鉛化度を十分に上げることが出来ず、熱伝導性を向上させ難く好ましくない。機械強度と熱伝導性の両立を達成するには、メソフェーズピッチに適度のせん断を付与する必要がある。このため、ノズル孔の長さ(LN)と孔径(DN)の比(LN/DN)は3.1〜20の範囲が好ましく、更には3.5〜12の範囲が特に好ましい。
【0027】
紡糸時のノズルの温度、メソフェーズピッチがノズルを通過する際のせん断速度、ノズルからブローされる風量、風の温度等についても特に制約はなく、安定した紡糸状態が維持できる条件、即ち、メソフェーズピッチのノズル孔での溶融粘度が2〜40Pa・sの範囲が好ましい。
ノズルを通過するメソフェーズピッチの溶融粘度が2Pa・s未満の場合、溶融粘度が低すぎて糸形状を維持することが出来ず好ましくない。一方、メソフェーズピッチの溶融粘度が40Pa・sを超える場合、メソフェーズピッチに強いせん断力が付与され、繊維断面にラジアル構造を形成するため好ましくない。メソフェーズピッチに付与するせん断力を適切な範囲にせしめ、かつ繊維形状を維持するためには、ノズルを通過するメソフェーズピッチの溶融粘度を制御する必要がある。このため、メソフェーズピッチの溶融粘度を2〜40Pa・sの範囲にするのが好ましく、更には3〜30Pa・sの範囲にすることが好ましく、5〜25Pa・sの範囲にすることが更に好ましい。
【0028】
紡糸ノズルを通過するピッチに加えられる応力は、紡糸ノズルを通過するピッチの溶融粘度とノズルを通過するピッチのせん断速度の積によって決定される。
紡糸ノズルを通過するピッチの溶融粘度は、例えばキャピラリーレオメータなどの粘度測定装置により決定することができる。
ピッチのせん断速度は、紡糸ノズルを通過するピッチの流速とノズル孔の孔径から以下の式により算出することが出来る。
γ=8×V/DN
(γ:せん断速度、V:キャピラリー内のピッチの流速(m/s)、DN:キャピラリーの孔径(m))
本発明の平均閉鎖率が80%を超え100%未満のピッチ系黒鉛化短繊維を得るには、前述のとおり紡糸ノズルを通過するピッチの応力を所定の値に制御する方法が好ましく挙げられる。応力の好ましい範囲は30〜200kPa、より好ましい範囲は50〜150kPaである。
【0029】
紡糸ノズルを通過するピッチの応力を所定の値に制御する方法としては、紡糸ノズルを通過するピッチの溶融粘度が2〜40Pa・sの範囲であり、ノズルを通過するピッチのせん断速度が3000〜20000s−1の範囲とする条件を選択することが好ましく挙げられる。
ノズルを通過するピッチのせん断速度が3000s−1未満であると、紡糸ノズルを通過するピッチに十分応力を加えることが出来ず、配向の低いピッチ系炭素繊維前駆体となる。このため、黒鉛化しても黒鉛化度を十分に上げることが出来ず、熱伝導性を向上させ難く好ましくない。また、配向性の低いピッチ系炭素繊維前駆体からは、高い黒鉛化性を達成することが出来ず、繊維末端にグラフェンシートの発現が認められず、結果としてグラフェンシート端面を閉じることが困難となり、得られるピッチ系黒鉛化短繊維の平均閉鎖率は80%未満となる。
【0030】
一方、せん断速度が20000s−1を超えると、ノズルを通過するメソフェーズピッチに強いせん断力が付与され、配向性の高いピッチ系炭素繊維前駆体が得られる。このため、繊維末端のグラフェンシート発現が顕著となり、結果としてグラフェンシート端面が閉じ易くなり、得られるピッチ系黒鉛化短繊維の平均閉鎖率は100%となる。せん断速度が20000s−1を超え配向性の高いピッチ系炭素繊維前駆体を経る場合は、繊維断面にラジアル構造が発現するため、黒鉛化の過程で繊維断面に割れを生じさせることがあり、機械特性の低下を引き起こすことがあるため好ましくない。ノズルを通過するピッチのせん断速度のより好ましい範囲は、5000〜13000s−1の範囲である。
【0031】
本発明のピッチ系黒鉛化短繊維は、平均繊維径(D1)が2μmより大きく20μm以下であることを特徴とするが、ピッチ系黒鉛化短繊維の平均繊維径の制御は、ノズルの孔径を変更する、あるいはノズルからの原料ピッチの吐出量を変更する、あるいはドラフト比を変更することで調整可能である。ドラフト比の変更は、100〜400℃に加温された毎分100〜20000mの線速度のガスを細化点近傍に吹き付けることによって達成することができる。吹き付けるガスに特に制限は無いが、コストパフォーマンスと安全性の面から空気が望ましい。なお、ピッチ系炭素繊維前駆体は、金網ベルト上に捕集され連続的なマット状にされた後、さらにクロスラップされることで一定の目付のウェブとしても良い。その際、ベルト搬送速度により任意の目付量に調整できるが、必要に応じ、クロスラップ等の方法により積層させてもよい。ピッチ系炭素繊維前駆体ウェブの目付量は生産性及び工程安定性を考慮して、150〜1000g/m2が好ましい。
【0032】
(不融化)
上記の方法で得られたピッチ系炭素繊維前駆体ウェブは、公知の方法で不融化処理し、ピッチ系不融化繊維ウェブにする。不融化は、空気、或いはオゾン、二酸化窒素、窒素、酸素、ヨウ素、臭素を空気に添加したガスを用いた酸化性雰囲気下で実施できるが、安全性、利便性を考慮すると空気中で実施することが望ましい。また、バッチ処理、連続処理のどちらでも処理可能であるが、生産性を考慮すると連続処理が望ましい。不融化処理は150〜350℃の温度で、一定時間の熱処理を付与することで達成される。より好ましい温度範囲は、160〜340℃である。昇温速度は1〜10℃/分が好適に用いられ、連続処理の場合は任意の温度に設定した複数の反応室を順次通過させることで、上記昇温速度を達成できる。昇温速度のより好ましい範囲は、生産性及び工程安定性を考慮して、3〜9℃/分である。
【0033】
(炭化処理)
上記方法で得られたピッチ系不融化繊維ウェブは、600〜2000℃の温度で、真空中、或いは窒素、アルゴン、クリプトン等の不活性ガスを用いた非酸化性雰囲気中で炭化処理され、ピッチ系炭素繊維ウェブになる。炭化処理は、コスト面を考慮して、常圧かつ窒素雰囲気下での処理が望ましい。また、バッチ処理、連続処理のどちらでも処理可能であるが、生産性を考慮すれば連続処理が望ましい。
【0034】
(粉砕)
ピッチ系黒鉛化短繊維の製造において、炭化処理が終わった後のピッチ系炭素繊維ウェブを粉砕することが最大のポイントとなる。炭化処理されたピッチ系炭素繊維ウェブは、所望の繊維長にするために、切断、破砕・粉砕等の処理が実施される。また、場合によっては、分級処理が実施される。処理方式は所望の繊維長に応じて選定されるが、切断にはギロチン式、1軸、2軸及び多軸回転式等のカッターが好適に使用される。破砕、粉砕には衝撃作用を利用したハンマ式、ピン式、ボール式、ビーズ式及びロッド式、粒子同士の衝突を利用した高速回転式、圧縮・引裂き作用を利用したロール式、コーン式及びスクリュー式等の破砕機・粉砕機等が好適に使用される。所望の繊維長を得るために、切断と破砕・粉砕を多種複数機で構成してもよい。処理雰囲気は湿式、乾式のどちらでもよい。分級処理には、振動篩い式、遠心分離式、慣性力式、濾過式等の分級装置等が好適に使用される。所望の繊維長は、機種選定のみならず、ロータ・回転刃等の回転数、供給量、刃間クリアランス、系内滞留時間等を制御することによっても得ることができる。また、分級処理を用いる場合には、所望の繊維長は篩い網孔径等を調整することによっても得ることができる。
【0035】
(黒鉛化)
上記の切断、破砕・粉砕処理、場合によっては分級処理を併用して作成したピッチ系炭素短繊維は、2000〜3500℃に加熱し黒鉛化して最終的なピッチ系黒鉛化短繊維とする。黒鉛化は、アチソン炉、電気炉等にて実施され、真空中、或いは窒素、アルゴン、クリプトン等の不活性ガスを用いた非酸化性雰囲気下等で実施される。なお、本発明では、一連の製造過程のいずれかにおいて、サイジング等の表面処理を施しても良い。
【0036】
〈組成物〉
本発明は、本発明のピッチ系黒鉛化短繊維とマトリクスとを含み、該ピッチ系黒鉛化短繊維の含有率が3〜60体積%、好ましくは10〜50体積%である組成物を包含する。ピッチ系黒鉛化短繊維の含有量が、3体積%より少ない添加量では、熱伝導性を十分に確保することが難しい。一方、60体積%より多く添加するのは困難である。
マトリクスは熱可塑性樹脂及び/又は熱硬化性樹脂であることが好ましい。さらに複合成形体に所望の物性を発現させるために熱可塑性樹脂と熱硬化性樹脂を適宜混合して用いることもできる。
【0037】
マトリクスに用いることができる熱可塑性樹脂としてポリオレフィン類及びその共重合体(ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、ポリビニルアルコール、エチレン−酢酸ビニル共重合体、エチレン−プロピレン共重合体等のエチレン−α−オレフィン共重合体など)、ポリメタクリル酸類及びその共重合体(ポリメタクリル酸メチル等のポリメタクリル酸エステルなど)、ポリアクリル酸類及びその共重合体、ポリアセタール類及びその共重合体、フッ素樹脂類及びその共重合体(ポリフッ化ビニリデン、ポリテトラフルオロエチレン等)、ポリエステル類及びその共重合体(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン2,6ナフタレート、液晶性ポリマーなど)、ポリスチレン類及びその共重合体(スチレン−アクリロニトリル共重合体、ABS樹脂など)、ポリアクリロニトリル類及びその共重合体、ポリフェニレンエーテル(PPE)類及びその共重合体(変性PPE樹脂なども含む)、脂肪族ポリアミド類及びその共重合体、芳香族ポリアミド類及びその共重合体、ポリイミド類及びその共重合体、ポリアミドイミド類及びその共重合体、ポリカーボネート類及びその共重合体、ポリフェニレンスルフィド類及びその共重合体、ポリサルホン類及びその共重合体、ポリエーテルサルホン類及びその共重合体、ポリエーテルニトリル類及びその共重合体、ポリエーテルケトン類及びその共重合体、ポリエーテルエーテルケトン類及びその共重合体、ポリケトン類及びその共重合体、シリコーンオイル等が挙げられる。
【0038】
なかでも熱可塑性樹脂として、ポリカーボネート類及びその共重合体、ポリエステル類及びその共重合体、ポリアミド類及びその共重合体、ポリオレフィン類及びその共重合体、ポリエーテルケトン類及びその共重合体、ポリフェニレンスルフィド類及びその共重合体、およびABS樹脂類、シリコーンオイルからなる群より選ばれる少なくとも一種の樹脂が好ましく挙げられる。これらから一種を単独で用いても、二種以上を適宜組み合わせて用いても良い。また、これらの熱可塑性樹脂に難燃剤等の添加剤や他の機能性フィラーなどが混入していても良い。
また、熱硬化性樹脂としては、エポキシ類、アクリル類、ウレタン類、シリコーン類、フェノール類、イミド類、熱硬化型変性PPE類、および熱硬化型PPE類、ポリブタジエン系ゴム及びその共重合体、アクリル系ゴム及びその共重合体、シリコーン系ゴム及びその共重合体、天然ゴムなどが挙げられ、これらから一種を単独で用いても、二種以上を適宜組み合わせて用いても良い。また、これらの熱硬化性樹脂に難燃剤等の添加剤や機能性フィラーなどが混入していても良い。
【0039】
本発明の組成物は、ピッチ系黒鉛化短繊維とマトリクスとを混合して作製するが、混合の際には、ニーダー、各種ミキサー、ブレンダー、ロール、押出機、ミリング機、自公転式の撹拌機などの混合装置又は混練装置が好適に用いられる。そして、複合材料及び/または複合成形体は、射出成形法、プレス成形法、カレンダー成形法、ロール成形法、押出成形法、粉体成形法、注型成形法、ブロー成形法等の成形方法にて、成形することが可能である。成形条件は、成形手法とマトリクスに依存し、熱可塑性樹脂の場合は、当該樹脂の溶融粘度より温度を上げた状態で成形を実施する。マトリクスが熱硬化性樹脂の場合は、適切な型において、当該樹脂の硬化温度を付与するといった方法を挙げることができる。
【0040】
〈成形体〉
本発明の組成物を平板状に成形した成形体は熱伝導率が2W/(m・K)以上であることが好ましい。即ち本発明は、該組成物からなり、熱伝導率が2W/(m・K)以上である平板を包含する。2W/(m・K)の熱伝導率は、マトリクスとして用いている高分子材料に比較すると約一桁高い熱伝導率である。本発明の組成物は、例えば成形体として電子部品用放熱板、電波遮蔽板、熱交換器などに用いることが出来る。従って、本発明は、該組成物からなる電子部品用放熱板を包含する。該組成物からなる電波遮蔽板を包含する。本発明は、該組成物からなる熱交換器を包含する。
【実施例】
【0041】
以下に実施例を示すが、本発明はこれらに制限されるものではない。
(1)ピッチ系黒鉛化短繊維の平均繊維径及び繊維径分散:
平均繊維径及び繊維径分散は、ピッチ系黒鉛化短繊維をJIS R7607に準じ、光学顕微鏡下でスケールを用いて60本測定し、その平均値から求めた。また、CV値は、得られた平均繊維径(Ave)と繊維径の偏差(S)との比率として、下記式(2)により決定した。
CV=S/Ave×100 (2)
ここで、
【0042】
【数1】
【0043】
であり、Xは観測値、nは観測数である。
(2)ピッチ系黒鉛化短繊維の平均繊維長:
平均繊維長は、個数平均繊維長であり、黒鉛化を経たピッチ系黒鉛化短繊維を光学顕微鏡下、測長器で2000本測定し、その平均値から求めた。倍率は繊維長に応じて適宜調整した。
(3)ピッチ系黒鉛化短繊維の真密度:
ピッチ系黒鉛化短繊維の真密度は、浮沈法により測定した。すなわち、シリンダー内に比重2.17(g/cm3)のジブロモエタンと比重2.89(g/cm3)のブロモホルムの混合溶液を作成し、25±0.2℃の温度にコントロールする。上記混合溶液にピッチ系黒鉛化短繊維を浸析させ、1.3kPaで3分間保持した後、ピッチ系黒鉛化炭素繊維が混合液の中央に来るまでかき混ぜる。10分後ピッチ系黒鉛化炭素繊維が浮上するようであればジブロモエタンを追加し、沈むようであればブロモホルムを滴下する。この操作をピッチ系黒鉛化炭素繊維が静止するまで繰り返す。ピッチ系黒鉛化炭素繊維が静止した後、その混合液体の密度を比重浮ひょうで測定し、ピッチ系黒鉛化炭素繊維の密度とした。
(4)結晶の大きさ:
X線回折法にて求め、六角網面の厚み方向に由来する結晶子の大きさは(002)面からの回折線を用いて求め、六角網面の成長方向に由来する結晶子の大きさは(110)面からの回折線を用いて求めた。また、求め方は学振法に準拠して実施した。
(5)ピッチ系黒鉛化短繊維の熱伝導率:
粉砕工程以外を同じ条件で作製した、ピッチ系黒鉛化繊維ウェブから糸を抜き出し抵抗率を測定し、特開平11−117143号公報に開示されている熱伝導率と電気比抵抗との関係を表す下記式(3)より求めた。
K=1272.4/ER−49.4 (3)
ここで、Kはピッチ系黒鉛化繊維の熱伝導率W/(m・K)、ERは同じピッチ系黒鉛化繊維の電気比抵抗μΩmを表す。
(6)実質的に平坦な表面の確認:
ピッチ系黒鉛化短繊維を走査型電子顕微鏡にて1000倍で観察した像に、凹凸のような欠陥が何箇所あるかを数えた。10箇所以下の場合平滑とした。
(7)ピッチ系黒鉛化短繊維のグラフェンシートの端面微細構造:
ピッチ系黒鉛化短繊維の透過型電子顕微鏡による繊維末端観察において、繊維末端の50〜250万倍のグラフェンシート端面像を5本観察し、繊維末端のグラフェンシート端面の全長A(nm)と端面がU字状に湾曲している部分の長さB(nm)を計測し、閉鎖率(%)=B/A ×100により、閉鎖率を求めた。
(8)平板状成形体の熱伝導率:
京都電子製QTM−500で測定した。
【0044】
[実施例1]
光学的異方性割合が100%、軟化点が288℃である縮合多環炭化水素化合物よりなるメソフェーズピッチを原料とした。335℃で溶融した原料を直径0.2mmφの孔、2mm長のキャピラリーを有する口金を使用し、スリットから加熱空気を毎分5500mの線速度で噴出させて、溶融粘度が15Pa・sであるピッチを、流速0.0002(m)、せん断速度7500s−1で牽引させることでピッチに112.5kPaの応力を付与した後、金網ベルト上に捕集させ連続的なマットとし、さらにクロスラッピングで目付け350g/m2のピッチ系炭素繊維前駆体ウェブとした。なお、このウェブを構成するピッチ系炭素繊維前駆体の平均繊維径は11.3μmであった。
このピッチ系炭素繊維前駆体ウェブを空気中で175℃から280℃まで平均昇温速度4℃/分で昇温して不融化し、ピッチ系不融化繊維ウェブを作成した。次にピッチ系不融化繊維ウェブを窒素雰囲気中800℃で焼成した後、セイシン企業製のジェットミル粉砕機(SKジェット・オー・ミル)で粉砕処理を施し、ピッチ系炭素短繊維を得た。このピッチ系炭素短繊維を非酸化性雰囲気とした電気炉にて3000℃で熱処理することで、ピッチ系黒鉛化短繊維を得た。
【0045】
ピッチ系黒鉛化短繊維の平均繊維径(D1)は8.2μm、D1に対するL1の比は8.5、繊維径分散の平均繊維径に対する百分率(CV値)は13%、真密度は2.193g/ccであった。また、ピッチ系黒鉛化短繊維の透過型電子顕微鏡による5本の繊維末端観察において、170万倍のグラフェンシート端面像から求めたグラフェンシート端面の閉鎖率はそれぞれ、89%、94%、94%、92%、90%であり、グラフェンシート端面の平均閉鎖率は91.8%であった。
また、走査型電子顕微鏡で1000倍の倍率で観察した、ピッチ系黒鉛化短繊維の表面には、大きな凹凸のような欠陥はなく平滑であった。X線回折法によって求めた六角網面の厚み方向の結晶の大きさは、55nmであった。また、六角網面の成長方向の結晶の大きさは、125nmであった。
【0046】
なお、焼成までを同じ工程で作製し、粉砕を実施しなかったピッチ系炭素繊維ウェブを、非酸化性雰囲気とした電気炉にて3000℃で熱処理したピッチ系黒鉛化繊維ウェブより、単糸を抜き取り、電気比抵抗を測定したところ、1.6μΩmであった。熱伝導度は750W/(m・K)であった。また、LIB負極剤特性を調べたところ、容量は345mAh/gであり、黒鉛の理論値(375mAh/g)に近いものであった。
東レダウシリコーン製の熱硬化樹脂(SE1740A)10mlとピッチ系黒鉛化短繊維10gを真空型プラネタリミキサー(シンキー製ARV−310)にて3分間混練し、東レダウシリコーン製の熱硬化樹脂(SE1740B)を10ml追加し、さらに3分間真空混練することで、スラリー20mlを作成した。上記スラリーを130℃で熱処理し、樹脂の硬化する時間を計測したところ、5分間で硬化した。
【0047】
[比較例1]
ピッチ系不融化繊維ウェブを3000℃で黒鉛化して、ピッチ系黒鉛化繊維ウェブを作成後、粉砕処理を施すことでピッチ系黒鉛化短繊維を製造した以外は、実施例1に従い製造した。
ピッチ系黒鉛化短繊維の平均繊維径(D1)は7.4μm、D1に対するL1の比は6.8、繊維径分散の平均繊維径に対する百分率は17%、真密度は2.185g/ccであった。また、ピッチ系黒鉛化短繊維の透過型電子顕微鏡による5本の繊維末端観察において、170万倍のグラフェンシート端面像から求めたグラフェンシート端面の閉鎖率はそれぞれ、11%、7%、10%、5%、8%であり、グラフェンシート端面の平均閉鎖率は8.2%であった。また、走査型電子顕微鏡で1000倍の倍率で観察した、ピッチ系黒鉛化短繊維の表面には、大きな凹凸のような欠陥が観察視野内に20以上認められた。X線回折法によって求めた六角網面の厚み方向の結晶の大きさは、30nmであった。また、六角網面の成長方向の結晶の大きさは、61nmであった。なお、ピッチ系炭素繊維ウェブを、非酸化性雰囲気とした電気炉にて3000℃で熱処理したピッチ系黒鉛化繊維ウェブより、単糸を抜き取り、電気比抵抗を測定したところ、1.6μΩmであった。熱伝導度は750W/(m・K)であった。
東レダウシリコーン製の熱硬化樹脂(SE1740A)10mlとピッチ系黒鉛化短繊維10gを真空型プラネタリミキサー(シンキー製ARV−310)にて3分間混練し、東レダウシリコーン製の熱硬化樹脂(SE1740B)を10ml追加し、さらに3分間真空混練することで、スラリー20mlを作成した。上記スラリーを130℃で熱処理し、樹脂の硬化する時間を計測したところ、90分経過しても硬化しなかった。
【0048】
[比較例2]
ピッチ系炭素短繊維を非酸化性雰囲気とした電気炉にて2000℃で熱処理することで、ピッチ系黒鉛化短繊維を得た。ピッチ系黒鉛化短繊維の平均繊維径(D1)は8.2μm、D1に対するL1の比は8.5、繊維径分散の平均繊維径に対する百分率は13%、真密度は2.103g/ccであった。また、ピッチ系黒鉛化短繊維の透過型電子顕微鏡による5本の繊維末端観察において、170万倍のグラフェンシート端面像から求めたグラフェンシート端面の閉鎖率はそれぞれ、21%、28%、20%、27%、24%であり、グラフェンシート端面の平均閉鎖率は24%であった。また、走査型電子顕微鏡で1000倍の倍率で観察した、ピッチ系黒鉛化短繊維の表面には、大きな凹凸のような欠陥はなく平滑であった。X線回折法によって求めた六角網面の厚み方向の結晶の大きさは、5nmであった。また、六角網面の成長方向の結晶の大きさは、10nmであった。
東レダウシリコーン製の熱硬化樹脂(SE1740A)10mlとピッチ系黒鉛化短繊維10gを真空型プラネタリミキサー(シンキー製ARV−310)にて3分間混練し、東レダウシリコーン製の熱硬化樹脂(SE1740B)を10ml追加し、さらに3分間真空混練することで、スラリー20mlを作成した。上記スラリーを130℃で熱処理し、樹脂の硬化する時間を計測したところ、90分経過しても硬化しなかった。
【0049】
[比較例3]
三菱化学(株)製の炭素繊維(K223QM)の透過型電子顕微鏡による5本の繊維末端観察において、170万倍のグラフェンシート端面像から求めたグラフェンシート端面の閉鎖率は全て、0%であり、グラフェンシート端面の平均閉鎖率は0%であった。また、走査型電子顕微鏡で1000倍の倍率で観察した、ピッチ系黒鉛化短繊維の表面には、大きな凹凸のような欠陥はなく平滑であった。
東レダウシリコーン製の熱硬化樹脂(SE1740A)10mlと上述の炭素繊維10gを真空型プラネタリミキサー(シンキー製ARV−310)にて3分間混練し、東レダウシリコーン製の熱硬化樹脂(SE1740B)を10ml追加し、さらに3分間真空混練することで、スラリー20mlを作成した。上記スラリーを130℃で熱処理し、樹脂の硬化する時間を計測したところ、90分経過しても硬化しなかった。
【0050】
[比較例4]
縮合多環炭化水素化合物よりなるピッチを主原料とした。光学的異方性割合は100%、軟化点が283℃であった。直径0.2mmφの孔、0.6mm長のキャップを使用し、スリットから加熱空気を毎分5000mの線速度で噴出させて、溶融粘度が55Pa・sであるピッチをせん断速度7500s−1で牽引させることでピッチに412.5kpaの応力を付与し、平均繊維径が15μmのピッチ系短繊維を作製した。紡出された短繊維をベルト上に捕集してマットとし、さらにクロスラッピングで目付320g/m2のピッチ系炭素短繊維ウェブとした。
このウェブを空気中で175℃から280℃まで平均昇温速度7℃/分で昇温して不融化を行った。不融化したウェブを窒素雰囲気中800℃で焼成した後、粉砕処理を施し、平均繊維長が28μmのピッチ系炭素短繊維とした。その後、非酸化性雰囲気とした電気炉にて3000℃で熱処理することで黒鉛化し、ピッチ系黒鉛化短繊維とした。なお、平均繊維径は10.1μm、繊維径分散の平均繊維径に対する百分率は13%、真密度は2.17g/ccであった。
【0051】
透過型電子顕微鏡で100万倍の倍率で観察し、400万倍に写真上で拡大したところ、5本のグラフェンシート端面の閉鎖率は全て100%であった。また、走査型電子顕微鏡で4000倍の倍率で観察した、ピッチ系炭素短繊維フィラーの表面は、大きな凹凸はなく平滑であった。上述のピッチ系黒鉛化短繊維のLIB負極剤特性を調べたところ、容量は285mAh/gであり、黒鉛の理論値(375mAh/g)からかけ離れた値であった。
以上の結果をまとめ下記表1に示す。
【0052】
【表1】
【0053】
[実施例2]
熱可塑性樹脂として、ポリフェニレンスルフィド(ポリプラスチック製,フォートロン,0220A9)を選定し、実施例1で作成したピッチ系黒鉛化短繊維とを70:30の体積比でクリモト製二軸混練機にて組成物を作成した。この組成物を名機製作所製の射出成形機にて、厚み2mmの平板に成形した。この平板の熱伝導率を測定したところ、4.1W/(m・K)であった。
【0054】
[比較例5]
ピッチ系黒鉛化短繊維を添加しない、ポリフェニレンスルフィドの平板を作成した。熱伝導率は0.4W/(m・K)であった。
【産業上の利用可能性】
【0055】
本発明のピッチ系黒鉛化短繊維は、電子部品などに利用することができる。
【図面の簡単な説明】
【0056】
【図1】ピッチ系黒鉛化短繊維の末端の模式図を示す。
【符号の説明】
【0057】
A 繊維末端のグラフェンシート端面の全長
B 端面がU字状に湾曲している部分の長さ
【特許請求の範囲】
【請求項1】
(i)光学顕微鏡で観測した平均繊維径(D1)が2μmより大きく20μm以下であり、平均繊維径(D1)に対する繊維径分散(S1)の百分率が3〜20%の範囲であり、
(ii)走査型電子顕微鏡での観察表面が実質的に平坦であり、かつ
(iii)透過型電子顕微鏡による繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満である5本の繊維末端を観察したときに、式(1)で表される閉鎖率の平均値(平均閉鎖率)が80%を超え100%未満であるピッチ系黒鉛化短繊維。
閉鎖率(%)=B/A ×100 (1)
(Aは繊維末端のグラフェンシート端面の全長(nm)、Bは端面がU字状に湾曲している部分の長さ(nm)を表す)
【請求項2】
平均閉鎖率が95%を超え100未満である請求項1に記載のピッチ系黒鉛化短繊維。
【請求項3】
平均繊維長(L1)が10μm以上700μm以下の範囲であり、平均繊維径(D1)に対するL1の比が1〜50である、請求項1または2に記載のピッチ系黒鉛化短繊維。
【請求項4】
真密度が2.15〜2.30g/ccの範囲であり、繊維軸方向の熱伝導率が400W/(m・K)以上である、請求項1〜3のいずれか一項に記載のピッチ系黒鉛化短繊維。
【請求項5】
六角網面の厚み方向に由来する結晶子の大きさが30nm以上であり、六角網面の成長方向に由来する結晶子の大きさが80nm以上である請求項1〜4のいずれか一項に記載のピッチ系黒鉛化短繊維。
【請求項6】
請求項1〜5のいずれか一項に記載のピッチ系黒鉛化短繊維とマトリクスとを含み、短繊維の含有率が3〜60体積%である組成物。
【請求項7】
マトリクスが、熱可塑性樹脂及び/又は熱硬化性樹脂である請求項6に記載の組成物。
【請求項8】
請求項6記載の組成物からなり、熱伝導率が2W/(m・K)以上である平板。
【請求項9】
請求項6記載の組成物からなる電子部品用放熱板。
【請求項10】
請求項6記載の組成物からなる電波遮蔽板。
【請求項11】
請求項6記載の組成物からなる熱交換器。
【請求項1】
(i)光学顕微鏡で観測した平均繊維径(D1)が2μmより大きく20μm以下であり、平均繊維径(D1)に対する繊維径分散(S1)の百分率が3〜20%の範囲であり、
(ii)走査型電子顕微鏡での観察表面が実質的に平坦であり、かつ
(iii)透過型電子顕微鏡による繊維末端のグラフェンシート端面の全長が50nmを超え300nm未満である5本の繊維末端を観察したときに、式(1)で表される閉鎖率の平均値(平均閉鎖率)が80%を超え100%未満であるピッチ系黒鉛化短繊維。
閉鎖率(%)=B/A ×100 (1)
(Aは繊維末端のグラフェンシート端面の全長(nm)、Bは端面がU字状に湾曲している部分の長さ(nm)を表す)
【請求項2】
平均閉鎖率が95%を超え100未満である請求項1に記載のピッチ系黒鉛化短繊維。
【請求項3】
平均繊維長(L1)が10μm以上700μm以下の範囲であり、平均繊維径(D1)に対するL1の比が1〜50である、請求項1または2に記載のピッチ系黒鉛化短繊維。
【請求項4】
真密度が2.15〜2.30g/ccの範囲であり、繊維軸方向の熱伝導率が400W/(m・K)以上である、請求項1〜3のいずれか一項に記載のピッチ系黒鉛化短繊維。
【請求項5】
六角網面の厚み方向に由来する結晶子の大きさが30nm以上であり、六角網面の成長方向に由来する結晶子の大きさが80nm以上である請求項1〜4のいずれか一項に記載のピッチ系黒鉛化短繊維。
【請求項6】
請求項1〜5のいずれか一項に記載のピッチ系黒鉛化短繊維とマトリクスとを含み、短繊維の含有率が3〜60体積%である組成物。
【請求項7】
マトリクスが、熱可塑性樹脂及び/又は熱硬化性樹脂である請求項6に記載の組成物。
【請求項8】
請求項6記載の組成物からなり、熱伝導率が2W/(m・K)以上である平板。
【請求項9】
請求項6記載の組成物からなる電子部品用放熱板。
【請求項10】
請求項6記載の組成物からなる電波遮蔽板。
【請求項11】
請求項6記載の組成物からなる熱交換器。
【図1】

【公開番号】特開2009−275323(P2009−275323A)
【公開日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願番号】特願2008−129548(P2008−129548)
【出願日】平成20年5月16日(2008.5.16)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成21年11月26日(2009.11.26)
【国際特許分類】
【出願日】平成20年5月16日(2008.5.16)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]