
ピロー包装機
【課題】たとえ軽量で膨らみやすい製品であっても、包装フィルムを潰すことなく製品を抑えながら搬送し綺麗に包装することができるピロー包装機を提供する。
【解決手段】筒状の包装フィルム5内に供給され当該筒状の包装フィルムとともに搬送される製品4に接触して上から抑える製品抑え装置20を、筒状の包装フィルム内に挿入配置する。製品抑え装置20の先端は、エンドシール装置14の近傍に配置する。製品抑え装置20は、包装フィルムの搬送速度と等しい速度で回転移動するエンドレスベルト21を備え、そのエンドレスベルトの下側を移動するベルト面にて、製品を下方に押さえつける。
【解決手段】筒状の包装フィルム5内に供給され当該筒状の包装フィルムとともに搬送される製品4に接触して上から抑える製品抑え装置20を、筒状の包装フィルム内に挿入配置する。製品抑え装置20の先端は、エンドシール装置14の近傍に配置する。製品抑え装置20は、包装フィルムの搬送速度と等しい速度で回転移動するエンドレスベルト21を備え、そのエンドレスベルトの下側を移動するベルト面にて、製品を下方に押さえつける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ピロー包装機に関するもので、より具体的には例えば軽量で膨らみやすい製品であっても包装することのできるピロー包装機に関するものである。
【背景技術】
【0002】
ピロー包装機は、原反ロールに巻き取られた帯状の包装フィルムを連続して製袋器に供給し、その製袋器を通過させる際に筒状に製袋される。そして、製袋器の下流側に配置されたセンターシール装置にて、製袋器を通して筒状に製袋されて重ね合わされた包装フィルム重合端をシールすることにより筒状の包装フィルムを形成する。また、この製袋器の上流側には製品搬送供給装置を配置し、その製品搬送供給装置から所定間隔毎に搬送される製品が、製袋器内に供給される。これにより、製品が製袋器内を通過すると筒状の包装フィルム内に所定間隔毎に収納されることになり、その製品は筒状の包装フィルムとともに搬送される。そして、ピロー包装機の搬出側に配置されたエンドシール装置にて、筒状の包装フィルムを所定間隔毎に横方向に横断するようにシール・カットすることにより、製品を内包するピロー包装体が製造される。
【0003】
上述したように筒状の包装フィルム内の製品は、筒状の包装フィルム内におかれることからその筒状の包装フィルム自体が製品にとっての搬送コンベアのような役割を発揮し、筒状の包装フィルムの移動に追従して搬送される。このとき、筒状の包装フィルムに対する搬送力は、センターシール装置に実装されるピンチローラ(センターシールをするフィルム重合端を一対のローラで左右から挟み込んで搬送力を与えるもの)を用いることがある。また、筒状フィルムを受ける搬送面がベルトコンベアなどの搬送装置を構成し、筒状フィルムの底面(搬送面に接触しているフィルム部位)に対して全体的に搬送力を与えるものもある。
【0004】
さらに、特許文献1に示すように、筒状フィルムの上下にベルトコンベアからなる引っ張りローラを配置し、筒状フィルムと共に製品も挟み込み、筒状フィルム並びに製品に対して搬送力を与えるものもある。
【0005】
一方、通常、ピロー包装体の外形は、収納する製品の外形状に起因する。つまり、製品が箱状の場合には、包装体も箱状に形成されるが、飴,小袋等の小物品を複数個収納する場合や、練り状物等の場合には、筒状のままとなる。また、製品の形状が矩形状であっても軟らかいものの場合には、包装体の外形は、概略矩形になるものの角部は丸みを帯びた形状となる。
【0006】
そしてこの種のピロー包装袋において、商品価値を高める一環として、包装袋の四隅に包装フィルムの一部を重なるように折り込みを行い重ねた部分をシールして、いわゆる、ヘムシール部を形成したものがある。包装フィルムのヘムシール部は、フィルム部位が折り重ねられるとともにシールされているために剛性が高くなり、断面四角形を保とうとする作用がある。ヘムシール部付き包装袋は、その分、形崩れがし難くなり、商品価値を高めることができる。このようにヘムシール部付き包装体は、四隅にヘムシール部が形成されていると包装体自体でその形態を保つように作用するので、製品が軟らかかったり、潰れやすかったりするものでも、四隅がピンとした綺麗な外観形状となる。
【0007】
搬送中の帯状フィルムの所定部位をシールしてヘムシール部を製造するヘムシール装置としては、例えば特許文献2に開示された装置がある。この特許文献2に開示されたヘムシール装置は、搬送中の帯状フィルムのフィルム流れ方向に仕切り板を挿入して帯状フィルムの所定部位を外側に折り重ねるように突出させ、その突出させたフィルム部位を一対のシーラで挟み込んで加熱すると共に加圧して熱シールすることでヘムシール部を形成する。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開平2−148905号
【特許文献2】WO 01/24999号
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に開示された発明のように、筒状の包装フィルムを上下から挟み込んで筒状の包装フィルムごと製品に対して搬送力与える構成にすると筒状の包装フィルムが潰れてしまう。特に、製品が膨らみやすいものの場合、上下の引っ張りローラで筒状の包装フィルムの上から製品を軽く抑えようとすると製品がつぶれて(圧縮変形して)しまう。よって、上下の引っ張りローラが筒状の包装フィルムに対して軽く接触している程度では上下の引っ張りローラでしっかりと筒状フィルムひいては製品を挟み込んで搬送力を与えることができない。そのため、上下の引っ張りローラの間隔は、製品をある程度押し潰すことができる無負荷状態の製品の厚さよりも狭くする必要がある。そうすると、筒状の包装フィルムがより大きくつぶれることになる。その結果、例えば特許文献2で示したヘムシール部を備えた包装体を製造する場合、綺麗に角張った包装体にすることができなくなるおそれがあるといった課題がある。
【0010】
一方、筒状の包装フィルムがつぶれないようにするために、筒状の包装フィルムと共に製品を抑える機構を設けないと、特に軽量な製品の場合、製品が筒状の包装フィルム内で相対的に移動して位置ズレを生じるおそれがあるといった課題がある。
【0011】
さらに仮に製品が筒状フィルムと共に搬送できたとしても、エンドシール装置にて筒状の包装フィルムの所定位置(前後の製品の存在していないフィルム部位)を横方向にシール・カットする際にエアバックが生じ、エンドシール装置の直前に位置する製品が筒状の包装フィルム内を後退してしまうという課題がある。
【課題を解決するための手段】
【0012】
上述した課題を解決するために、本発明のピロー包装機は、(1)連続して供給される帯状の包装フィルムを筒状に形成する手段と、その筒状に形成された包装フィルムの重合端にシールを施すセンターシール装置と、そのセンターシール装置の下流側に配置され、前記筒状フィルムの幅方向にシール・カットするエンドシール装置とを備えたピロー包装機であって、前記筒状の包装フィルム内に供給され当該筒状の包装フィルムとともに搬送される製品に接触して上から抑える製品抑え手段を、前記筒状の包装フィルム内に挿入配置し、その製品抑え手段の先端を前記エンドシール装置近傍に配置するように構成した。
【0013】
製品抑え手段は、筒状の包装フィルム内に挿入配置され製品を直接抑えるので、筒状の包装フィルムが潰れることが無い。よって、たとえ製品が軽量で膨らみやすいもの場合や製品の高さが筒状の包装フィルムの高さに比べて低い場合でも、包装フィルムを潰すことなく製品を抑えることができる。さらに製品抑え手段の先端はエンドシール装置の近傍まで配置されているので、製品が軽量でありエンドシール装置にて筒状の包装フィルムの所定部位をシール・カットしようと挟み込んだ際に、その挟み込むフィルム部位の空間内に存在する空気が筒状の包装フィルム内を前後に移動し製品を搬送方向と前後方向に付勢するが、エンドシール装置の直近に存在する製品も製品抑え手段にてしっかりと抑えられているので筒状の包装フィルム内を後退移動することもない。よって、製品をエンドシール装置にて噛み込むこともなく、包装フィルムが潰れることなく包装体を綺麗に製造することができる。
【0014】
製品抑え手段は、下記(2)に規定するようにエンドレスベルトにより実現できる。また、これに限ることはなく、例えば製品抑え装置は、搬送方向と直交する方向に回転軸を有しフリー回転する複数のローラ(コロ)を備え、製品の前進移動を規制しないものとしても良く、その他各種の構成を採ることができる。
【0015】
(2)前記製品抑え手段は、エンドレスベルトを備え、そのエンドレスベルトのベルト面にて前記製品を抑えるものであり、前記ベルト面の移動速度と、前記筒状の包装フィルムの移動速度を等しくするとよい。係る構成を採ると、エンドレスベルトにより製品を抑えながら搬送することができるのでよい。
【0016】
(3)前記製品抑え手段の前記製品に接触する高さ位置を昇降移動可能にするとよい。このようにすると、異なる高さの製品に対応することができるので好ましい。
【0017】
(4)前記製品は、高さ方向に圧縮変形可能であり、前記製品抑え手段は前記製品を下方に付勢して潰した状態にするとよい。圧縮変形する製品の場合であっても、筒状の包装フィルムを潰すことなく製品を潰した状態で抑え搬送することができる。また、製品に対する製品抑え手段からの下方の付勢を解除すると、製品が膨らみ元の状態に戻る。すると、エンドシールする直前まで筒状の包装フィルム内部圧縮されていた製品は、製品抑え手段から離反後に徐々に膨らんでいきもとの無負荷のときの状態に戻るためエンドシール装置通過後の包装体の内部で隙間無く綺麗におさまるようになるので好ましい。
【0018】
(5)上記の(4)を前提とし、前記筒状に形成する手段に対し前記製品を供給する製品供給手段を備え、その製品供給手段は、前記製品を下方に付勢して潰した状態で搬出する抑え手段を有するように構成すると良い。このようにすると、製品をスムーズに筒状に形成する手段内ひいては製品抑え手段の下方に供給することができるので好ましい。
【発明の効果】
【0019】
本発明では、たとえ軽量で膨らみやすい製品であっても、包装フィルムに潰すことなく製品を抑えながら包装フィルムとともに搬送し綺麗に包装することができる。
【図面の簡単な説明】
【0020】
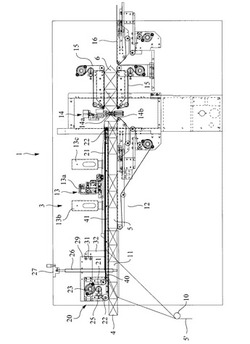
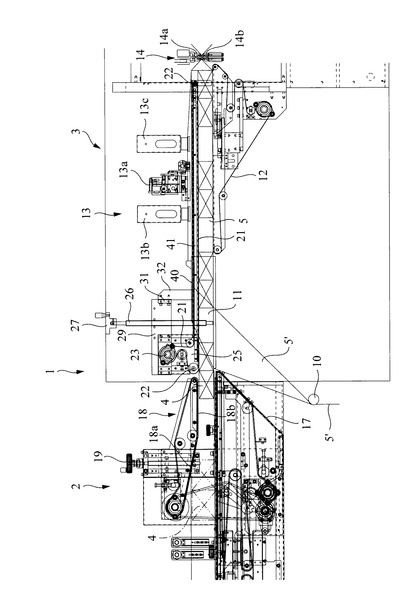
【図1】本発明に係るピロー包装機の好適な一実施形態の包装機本体を示す正面図である。
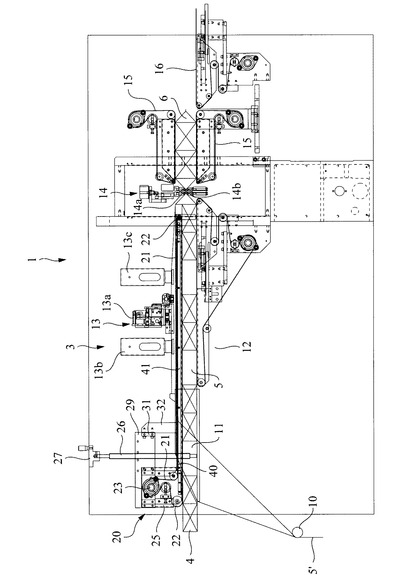
【図2】その平面図である。
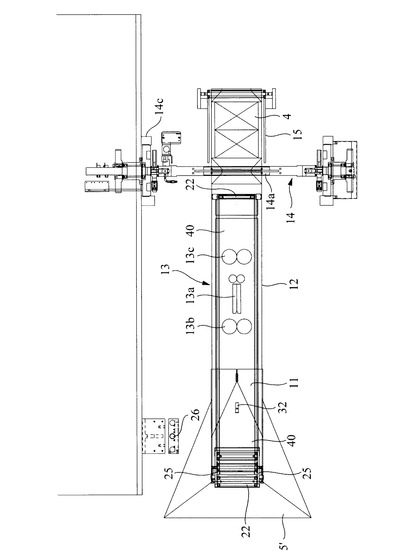
【図3】その側面図である。
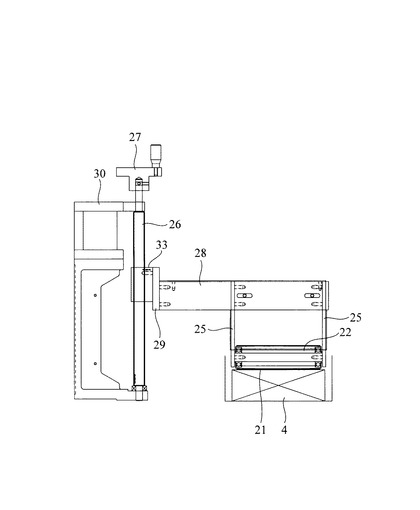
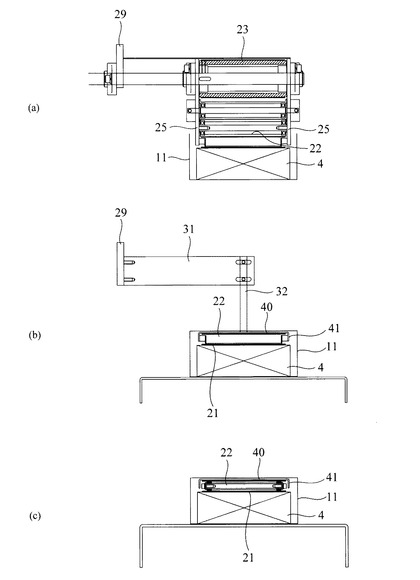
【図4】製品抑え装置の上流側部分の断面図である。
【図5】製品搬送供給装置と包装機本体の受け渡し部分を示す図である。
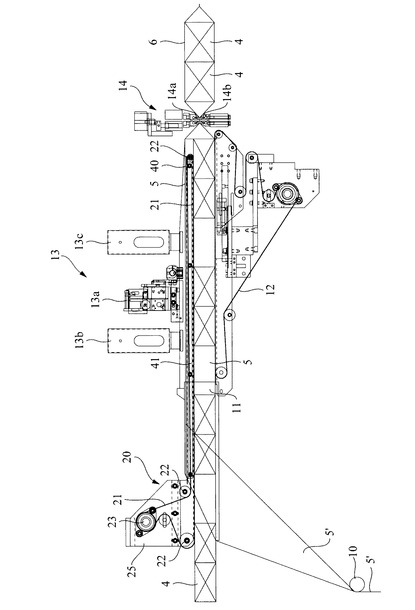
【図6】本発明に係るピロー包装機の好適な一実施形態の包装機本体を示す概略正面図である。
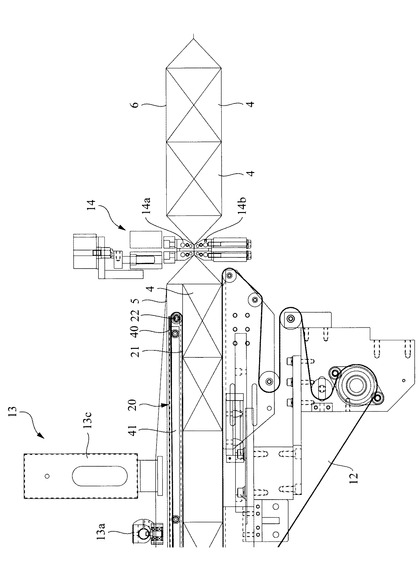
【図7】エンドシール装置周辺の構成を示す正面図である。
【発明を実施するための形態】
【0021】
図1は、本発明に係るピロー包装機を構成する包装機本体の部分を示す正面図であり、図2はその平面図であり、図3は上流側から見た包装機本体の側面図であり、図4は本発明の要部となる製品抑え装置の上流側部分の断面図である。図5は製品搬送供給装置と包装機本体の受け渡し部分を示す図である。図6は本実施形態における包装機本体の一部の構成を省略した概略の正面図であり、図7は本発明の要部となる製品抑え装置の上流側先端部分を含むエンドシール装置周辺部分を示す正面図である。
【0022】
図示するように、ピロー包装機1は、上流側から製品搬送供給装置2,包装機本体3の順に配置され、製品搬送供給装置2の下方所定位置に包装機本体3に対して帯状の包装フィルム5′を連続して供給するフィルム供給装置を備えて構成される(図5参照)。
【0023】
製品搬送供給装置2は、製品4を一定間隔毎に搬送するとともに、次段の包装機本体3に順次供給するベルトコンベア装置17から形成されている。製品4は、例えばペーパーモップに装着する替え用の紙製のモップシートを複数枚積層した物品群からなり、本実施形態では係る積層した物品群を前後に2個接触した状態のものを1つの製品(被包装物)とし、係る前後に配置された2つの物品群からなる製品を包装機本体3にて包装するようにしている。このモップシートを複数枚積層して形成される物品群からなる製品4は、軽量で膨らみやすい。よって、製品4に対して荷重をかけない状態では膨らんで製品4の厚みは厚くなるが、上から抑えることで簡単に圧縮変形して押し潰される。もちろん、そのように押し潰された製品4を構成する各モップシートは膨らみ元の状態に戻る。
【0024】
このように無負荷状態での製品4の嵩が高いこともあり、次段の包装機本体3に対して製品4をスムーズに供給するため、製品搬送供給装置2の搬出側上方にはガイドベルト装置18を設けている。このガイドベルト装置18は、ベルトコンベア装置17の搬送面と対向するベルト面が上流側(搬入側)の下方傾斜面部18aと下流側(搬出側)の水平面部18bとを備える。下方傾斜面部18aは、その最上流端である開口部(搬入口)におけるベルトコンベア装置17の搬送面との距離は、無負荷状態における製品4の高さよりも広くし、搬送方向前方に行くに従って徐々にその距離が短くなる設定とする。下方傾斜面部18aの前端側に続く水平面部18bは、ベルトコンベア装置17の搬送面と平行なベルト面を有し、両者間の距離は、無負荷状態における製品4の高さよりも狭く、より具体的には後段の包装機本体3の搬入口となる製袋器11の開口高さよりも所定量だけさらに短い設定とする。これにより、製品搬送供給装置2上を搬送されてきた製品は、ガイドベルト装置18を通過することで、徐々に上下方向に圧縮されながら進み、包装機本体3に対して順次所定の間隔で供給される。
【0025】
さらに、高さ調整用ハンドル19を正逆回転することで、ガイドベルト装置18は昇降し、水平面部18bの高さ位置が調整できる。これにより、製品4の高さが異なる場合、係る高さに合わせて水平面部18bの高さ位置を適切な位置に設定できる。
【0026】
フィルム供給装置は、図示省略するが、製品4を包み込む帯状の包装フィルム5′を連続して包装機本体3に供給するためのものである。このフィルム供給装置は、帯状フィルム5′をロール状に巻き取った原反ロールを備える。フィルム供給装置は、原反ロールから連続して引き出された帯状の包装フィルム5′を所定の搬送経路で搬送し、包装機本体3の搬入部位に導くためのローラを備える。このローラは、帯状の包装フィルム5′に対して駆動を掛ける駆動ローラや、テンションを掛けるテンションローラや、帯状の包装フィルム5′の搬送方向を変更したり搬送をガイドしたりするフリーローラなどがある。図では、包装機本体3の搬入部位(製袋器11)に導くためのローラ10のみ描画している。
【0027】
包装機本体3は、搬入側に製袋器11を備え、フィルム供給装置から供給される帯状の包装フィルム5′を製袋器11に通過させることにより筒状に製袋する。本例では、包装フィルム5′を下から供給し、包装フィルム5′の両側縁を上に持ち上げ上方中央で当該両側縁を重ね合わせるいわゆる逆ピロー包装機に適用している。
【0028】
製品搬送供給装置2から順次搬出される製品4は、製袋器11内に供給される。これにより、筒状に製袋される包装フィル5′内に製品4が所定間隔ごとに供給されることになり、以後、その製品4は筒状に製袋された包装フィルム5内に内包された状態のまま、当該フィルムと共に搬送される。
【0029】
製袋器11の下流側には、搬送コンベア装置12が配置される。搬送コンベア装置12は、製品4を内包する筒状の包装フィルム5の搬送路を構成するもので、ベルトコンベアから構成される。また、この搬送コンベア装置12のエンドレスベルトには、多数の孔部が形成され、バキュームコンベアとなる。つまり、搬送コンベア装置12上を移動する筒状の包装フィルム5は、図示省略した吸引ポンプによりエンドレスベルトの多数の孔部に吸着され、より確実に搬送力が与えられ前進移動する。
【0030】
この搬送コンベア装置12の上方所定位置にはセンターシール装置13が配置される。このセンターシール装置13は、製袋器11を通過して筒状に製袋された包装フィルム5′の両側縁を重ね合わせた部位をシール(センターシール)するものである。このセンターシール装置13は、係る筒状に製袋された包装フィルム5の両側縁を重ね合わせた部位を挟み込んで搬送力を与える一対のピンチローラ13bと、その重ね合わせた部位を両側から挟み込んで加熱シールするバー状の一対のセンターシーラ13aと、そのセンターシーラ13aの下流側に配置され、加熱して溶融したフィルムの側縁の重ね合わされた部位を加圧すると共に冷却して熱シールを完了する一対のプレスローラ13cと、を備えている。ここでバー状のセンターシーラ13aを用いたが、一対の回転ローラで構成するものもあり、各種の構造をとれる。
【0031】
さらに、搬送コンベア装置13の進行方向前方には、エンドシール装置14が配置されている。これにより、筒状の包装フィルム5の所定位置(製品4の存在しない部分)がエンドシール装置14で正しくシール・カットされ、製品の噛み込みが発生するのを抑制する。
【0032】
エンドシール装置14は、上下に対向し、フィルムの搬送方向と直交する方向に延びるように平行に配置された上下一対のトップシーラ14a,14bを備えている。上側のトップシーラ14aはその下面がシール面となり、下側のトップシーラ14bはその上面がシール面となる。さらに、上側のトップシーラ14aの下方には、カッター刃を内蔵している。そして、両トップシーラ14a,14bは、互いにそのシール面を対向させた状態を維持しながら接近/離反したり昇降移動したりして、所定の軌跡で公転移動する(ボックスモーションタイプ)。係る公転移動は、図2に示すようにカム機構を備えた駆動装置14cにより制御駆動される。シール面同士が筒状の包装フィルム5の所望部位(前後の製品4の間)を上下から挟み込み熱シールするとともに、カッター刃にて筒状の包装フィルム5が横方向にカットされる。これにより、筒状の包装フィルム5の先端部分(先頭の製品4を内包する部分)は、分離され、包装体6が製造される。そして、この包装体6が搬出コンベア装置16上を搬送される。
【0033】
エンドシール装置も各種の構造のものを用いることができ、上記のボックスモーション式に変えて、一対のトップシーラがその場で昇降移動する(前後移動はしない)ものでもよいし、上下に配置した回転軸にそれぞれトップシーラを取り付け、回転軸(トップシーラ)が一回転する都度、両トップシーラの先端のシーラ面同士が接触しシール・カットする回転式にしても良い。さらには、カッター手段がシーラと分離して構成するなど、各種のものに適用できる。
【0034】
エンドシール装置14の下流側には、包装体抑え搬送装置15が配置されている。この包装体抑え搬送装置15は、上下一対のコンベアを備え、下側のコンベアはエンドシール装置14を通過した筒状の包装フィルム6(製品4内蔵)を受けるとともに搬送し搬出コンベア装置16に渡すものである。また、包装体抑え搬送装置15の上側のコンベアは包装フィルム5の先端部位並びに製品4(エンドシール後に包装体6となる部分)の持ち上がりを抑制する。そして、この包装体抑え搬送装置15もバキュームコンベアとなり、ベルト面に接触する包装フィルム5を吸引し保持する。
【0035】
また、搬送コンベア12の下流側先端と、包装体抑え搬送装置15の上流側先端は、エンドシール装置14に連携され、トップシーラ14a,14bの前後及び上下移動に同期しそれぞれの先端位置が前後移動する。これにより、トップシーラ14a,14bが開く際には搬送コンベア12の下流側先端並びに包装体抑え搬送装置15の上流側先端が接近し、包装フィルム5,製品4がスムーズに移動する。
【0036】
ここで本発明では、包装フィルム5内の製品4を抑える製品抑え装置20を設けている。この製品抑え装置20は、包装フィルム5内の製品4を直接抑えこむことができ、さらに、エンドシール装置14の直近まで抑えた状態を保持する。具体的には、まず製品抑え装置20は、適宜位置に配置された複数のプーリ22並びに駆動プーリ23に掛け渡したエンドレスベルト21を備える。複数のプーリ22の一部並びに駆動プーリ23は、製袋器11の上流側開口部(搬入口)の両サイド上方に起立された一対の側壁25に軸受支持される。
【0037】
一対の側壁25は、その上端(前側)にて連結板28に連結され一体化される。そして連結板28の奥側の先端は、搬送方向と平行に起立された支持プレート29に固定される。支持プレート29は、その裏面側でネジ軸26に連結されたスライダ33が取り付けられている。そして、そのネジ軸26の上端に連結されたハンドル27を正逆回転すると、スライダ23が昇降移動し、それに追従して連結板28ひいては各種プーリ22,23が昇降するので、それに掛け渡されたエンドレスベルト21も昇降する。また、ネジ軸26は、その上下両端が機枠30に軸受支持される。
【0038】
また、一対の側壁25の前端側下方には、平面略矩形状の天板40が連結される。この天板40は、上面所定位置に支柱板32が起立形成されており、その支柱板32の上方後面にて横方向(搬送方向と直交方向)に伸びる連結板31に連結される。そして連結板31の奥側の先端は、支持プレート29に固定される。
【0039】
一方、天板40は、製袋器11内に挿入されるとともに、更にその先端はエンドシール装置14の近傍に配置される。製袋器11の内周面天面と天板40との間には隙間が設けられており、製袋器11へ供給される帯状の包装フィルム5′は、製袋器11の内周面と天板40との隙間内に挿入される。
【0040】
よって、製袋器11を通過して筒状に製袋された包装フィルム5内に上記の天板40が挿入配置されることになる。更に、この天板40の両サイドには、下方に伸びる垂下壁41が設けられている。ここでは垂下壁41は、天板40の両サイドを折り曲げることで一体に形成しているが、別体のものを取り付けても良い。そして、この左右両サイドに設けた垂下壁41には、その先端及び中間の各位置にて複数のプーリ22が軸受け支持される。各プーリ22は、筒状フィルム5(製品4)の搬送方向と直交する方向に伸びるように配置される。そして、このプーリ22にもエンドレスベルト21が掛け渡される。
【0041】
また、この側壁25に軸受け支持された駆動プーリ23,プーリ22並びに垂下壁41に軸受け支持されたプーリ22に掛け渡されたエンドレスベルト21は、天板40の下側空間を移動するレイアウト構成を採る。これにより、エンドレスベルト21は、筒状の包装フィルム5の内部の奥深く(エンドシール装置14近傍)まで達する。しかも、筒状の包装フィルム5内にあるエンドレスベルト21は、下方は露出して製品4に対向し接触可能となるが、上方は天板40に覆われて筒状の包装フィルム5とエンドレスベルト21は非接触となる。
【0042】
エンドレスベルト21は、下側に位置するベルト面が包装フィルム5,製品4の搬送方向と同一方向に移動するので、上側に位置するベルト面は搬送方向と逆方向に移動することになるが、係る上側に位置するベルト面は、天板40に覆われて包装フィルム5と接触しない。また、係る上側に位置するベルト面の両サイドも、垂下壁41があるので筒状の包装フィルム5の内周面に接触しない。
【0043】
エンドレスベルト21は、駆動プーリ23の駆動力を受けて回転する。駆動プーリ23は、図外の駆動モータの回転力を受けて回転するもので、エンドレスベルト21のベルト面の移動速度は、包装フィルム5(製品4)の搬送速度と等しくしている。
【0044】
さらに、エンドレスベルト21の下側のベルト面と、搬送コンベア装置13の搬送面,製袋器11の内周側底面との距離は、無負荷状態のときの製品4の高さよりも狭くしている。具体的には、ガイドベルト装置18の水平面部18bとベルトコンベア装置17の搬送面との間の距離とほぼ等しいか若干広く設定している。
【0045】
これにより、製品搬送供給装置2から圧縮状態で搬出されてきた製品4は、その圧縮状態を維持しながらスムーズに製袋器11より具体的には製品抑え装置20の下方空間に供給される。そして、製品抑え装置20の下方空間に供給された製品4は、その圧縮された状態のまま製品抑え装置20(エンドレスベルト21)にて抑えられる。つまり、製品4は、エンドレスベルト21の下面と、搬送コンベア装置13の搬送面並びに製袋器11の内周側との間でしっかりと抑えられる(製品4は圧縮状態)。
【0046】
そして、製品を抑えエンドレスベルト21の先端は、エンドシール装置14の近傍に位置しているので、製品抑え装置20による製品4の抑えは、製品4がエンドシール装置14の直近に至るまで継続して行われる(図7等参照)。そして、図示するように筒状の包装フィルム5の先端がエンドシール装置14の下流側に位置し、製品4が存在しないフィルム部位がエンドシール装置14の一対のトップシーラ14a,14b間に来たタイミングで当該トップシーラ14a,14bが筒状の包装フィルム5を挟み込む。これに伴い、挟み込まれる前の筒状の包装フィルム5内にあった空気が前後に移動し、製品4を付勢するが、当該製品4は製品抑え装置20のエンドレスベルト21により圧縮状態でしっかりと抑えられているため、製品4が後退移動することもない。
【0047】
さらにこのように製品4は、エンドレスベルト21により直接接触され圧縮した状態で搬送力を受ける。このとき筒状の包装フィルム5は、その外側から押し潰される方向の力が働かないので、つぶれることもない。
【0048】
よって、例えば特許文献2等に示すように、包装フィルム5の四隅などにヘムシール部が形成されている場合でも、製品抑え装置20によって包装フィルム5は抑え込まれないので、ヘムシール部も綺麗な状態を維持する。
【0049】
上述した実施形態では製品抑え装置20のエンドレスベルト21の製品に接触するベルト面をほぼ水平にし、製品抑え装置20にて抑える製品4に対しては全長に渡りほぼ均一の力で抑えるようにしたが、本発明はこれに限ることはなく、全体的或いは一部を傾斜面にし、抑える力が場所によって異なるようにしても良い。例えば、搬送方向前方に行くに従ってベルト面の位置が下がっていき、製品を徐々に圧縮していくようにしても良い。さらに、ベルト面の後端部側を斜めに持ち上げた傾斜面とし、最後端部(搬入側)の高さ位置を、製品4の無負荷状態の時の高さと同じかより高い位置にするとよい。このようにすると、ガイドベルト装置18の機能を兼用させることができる。その場合に、係る後端部側のベルト面の位置を、製品搬送供給装置2の搬出側端の上方側まで延長推知するレイアウトとしても良い。
【符号の説明】
【0050】
1 ピロー包装機
2 製品搬送供給装置
3 ピロー包装機本体
5 帯状フィルム
11 製袋器
14 エンドシール装置
18 ガイドベルト装置
20 製品抑え装置
21 エンドレスベルト
22 プーリ
23 駆動プーリ
【技術分野】
【0001】
本発明は、ピロー包装機に関するもので、より具体的には例えば軽量で膨らみやすい製品であっても包装することのできるピロー包装機に関するものである。
【背景技術】
【0002】
ピロー包装機は、原反ロールに巻き取られた帯状の包装フィルムを連続して製袋器に供給し、その製袋器を通過させる際に筒状に製袋される。そして、製袋器の下流側に配置されたセンターシール装置にて、製袋器を通して筒状に製袋されて重ね合わされた包装フィルム重合端をシールすることにより筒状の包装フィルムを形成する。また、この製袋器の上流側には製品搬送供給装置を配置し、その製品搬送供給装置から所定間隔毎に搬送される製品が、製袋器内に供給される。これにより、製品が製袋器内を通過すると筒状の包装フィルム内に所定間隔毎に収納されることになり、その製品は筒状の包装フィルムとともに搬送される。そして、ピロー包装機の搬出側に配置されたエンドシール装置にて、筒状の包装フィルムを所定間隔毎に横方向に横断するようにシール・カットすることにより、製品を内包するピロー包装体が製造される。
【0003】
上述したように筒状の包装フィルム内の製品は、筒状の包装フィルム内におかれることからその筒状の包装フィルム自体が製品にとっての搬送コンベアのような役割を発揮し、筒状の包装フィルムの移動に追従して搬送される。このとき、筒状の包装フィルムに対する搬送力は、センターシール装置に実装されるピンチローラ(センターシールをするフィルム重合端を一対のローラで左右から挟み込んで搬送力を与えるもの)を用いることがある。また、筒状フィルムを受ける搬送面がベルトコンベアなどの搬送装置を構成し、筒状フィルムの底面(搬送面に接触しているフィルム部位)に対して全体的に搬送力を与えるものもある。
【0004】
さらに、特許文献1に示すように、筒状フィルムの上下にベルトコンベアからなる引っ張りローラを配置し、筒状フィルムと共に製品も挟み込み、筒状フィルム並びに製品に対して搬送力を与えるものもある。
【0005】
一方、通常、ピロー包装体の外形は、収納する製品の外形状に起因する。つまり、製品が箱状の場合には、包装体も箱状に形成されるが、飴,小袋等の小物品を複数個収納する場合や、練り状物等の場合には、筒状のままとなる。また、製品の形状が矩形状であっても軟らかいものの場合には、包装体の外形は、概略矩形になるものの角部は丸みを帯びた形状となる。
【0006】
そしてこの種のピロー包装袋において、商品価値を高める一環として、包装袋の四隅に包装フィルムの一部を重なるように折り込みを行い重ねた部分をシールして、いわゆる、ヘムシール部を形成したものがある。包装フィルムのヘムシール部は、フィルム部位が折り重ねられるとともにシールされているために剛性が高くなり、断面四角形を保とうとする作用がある。ヘムシール部付き包装袋は、その分、形崩れがし難くなり、商品価値を高めることができる。このようにヘムシール部付き包装体は、四隅にヘムシール部が形成されていると包装体自体でその形態を保つように作用するので、製品が軟らかかったり、潰れやすかったりするものでも、四隅がピンとした綺麗な外観形状となる。
【0007】
搬送中の帯状フィルムの所定部位をシールしてヘムシール部を製造するヘムシール装置としては、例えば特許文献2に開示された装置がある。この特許文献2に開示されたヘムシール装置は、搬送中の帯状フィルムのフィルム流れ方向に仕切り板を挿入して帯状フィルムの所定部位を外側に折り重ねるように突出させ、その突出させたフィルム部位を一対のシーラで挟み込んで加熱すると共に加圧して熱シールすることでヘムシール部を形成する。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開平2−148905号
【特許文献2】WO 01/24999号
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に開示された発明のように、筒状の包装フィルムを上下から挟み込んで筒状の包装フィルムごと製品に対して搬送力与える構成にすると筒状の包装フィルムが潰れてしまう。特に、製品が膨らみやすいものの場合、上下の引っ張りローラで筒状の包装フィルムの上から製品を軽く抑えようとすると製品がつぶれて(圧縮変形して)しまう。よって、上下の引っ張りローラが筒状の包装フィルムに対して軽く接触している程度では上下の引っ張りローラでしっかりと筒状フィルムひいては製品を挟み込んで搬送力を与えることができない。そのため、上下の引っ張りローラの間隔は、製品をある程度押し潰すことができる無負荷状態の製品の厚さよりも狭くする必要がある。そうすると、筒状の包装フィルムがより大きくつぶれることになる。その結果、例えば特許文献2で示したヘムシール部を備えた包装体を製造する場合、綺麗に角張った包装体にすることができなくなるおそれがあるといった課題がある。
【0010】
一方、筒状の包装フィルムがつぶれないようにするために、筒状の包装フィルムと共に製品を抑える機構を設けないと、特に軽量な製品の場合、製品が筒状の包装フィルム内で相対的に移動して位置ズレを生じるおそれがあるといった課題がある。
【0011】
さらに仮に製品が筒状フィルムと共に搬送できたとしても、エンドシール装置にて筒状の包装フィルムの所定位置(前後の製品の存在していないフィルム部位)を横方向にシール・カットする際にエアバックが生じ、エンドシール装置の直前に位置する製品が筒状の包装フィルム内を後退してしまうという課題がある。
【課題を解決するための手段】
【0012】
上述した課題を解決するために、本発明のピロー包装機は、(1)連続して供給される帯状の包装フィルムを筒状に形成する手段と、その筒状に形成された包装フィルムの重合端にシールを施すセンターシール装置と、そのセンターシール装置の下流側に配置され、前記筒状フィルムの幅方向にシール・カットするエンドシール装置とを備えたピロー包装機であって、前記筒状の包装フィルム内に供給され当該筒状の包装フィルムとともに搬送される製品に接触して上から抑える製品抑え手段を、前記筒状の包装フィルム内に挿入配置し、その製品抑え手段の先端を前記エンドシール装置近傍に配置するように構成した。
【0013】
製品抑え手段は、筒状の包装フィルム内に挿入配置され製品を直接抑えるので、筒状の包装フィルムが潰れることが無い。よって、たとえ製品が軽量で膨らみやすいもの場合や製品の高さが筒状の包装フィルムの高さに比べて低い場合でも、包装フィルムを潰すことなく製品を抑えることができる。さらに製品抑え手段の先端はエンドシール装置の近傍まで配置されているので、製品が軽量でありエンドシール装置にて筒状の包装フィルムの所定部位をシール・カットしようと挟み込んだ際に、その挟み込むフィルム部位の空間内に存在する空気が筒状の包装フィルム内を前後に移動し製品を搬送方向と前後方向に付勢するが、エンドシール装置の直近に存在する製品も製品抑え手段にてしっかりと抑えられているので筒状の包装フィルム内を後退移動することもない。よって、製品をエンドシール装置にて噛み込むこともなく、包装フィルムが潰れることなく包装体を綺麗に製造することができる。
【0014】
製品抑え手段は、下記(2)に規定するようにエンドレスベルトにより実現できる。また、これに限ることはなく、例えば製品抑え装置は、搬送方向と直交する方向に回転軸を有しフリー回転する複数のローラ(コロ)を備え、製品の前進移動を規制しないものとしても良く、その他各種の構成を採ることができる。
【0015】
(2)前記製品抑え手段は、エンドレスベルトを備え、そのエンドレスベルトのベルト面にて前記製品を抑えるものであり、前記ベルト面の移動速度と、前記筒状の包装フィルムの移動速度を等しくするとよい。係る構成を採ると、エンドレスベルトにより製品を抑えながら搬送することができるのでよい。
【0016】
(3)前記製品抑え手段の前記製品に接触する高さ位置を昇降移動可能にするとよい。このようにすると、異なる高さの製品に対応することができるので好ましい。
【0017】
(4)前記製品は、高さ方向に圧縮変形可能であり、前記製品抑え手段は前記製品を下方に付勢して潰した状態にするとよい。圧縮変形する製品の場合であっても、筒状の包装フィルムを潰すことなく製品を潰した状態で抑え搬送することができる。また、製品に対する製品抑え手段からの下方の付勢を解除すると、製品が膨らみ元の状態に戻る。すると、エンドシールする直前まで筒状の包装フィルム内部圧縮されていた製品は、製品抑え手段から離反後に徐々に膨らんでいきもとの無負荷のときの状態に戻るためエンドシール装置通過後の包装体の内部で隙間無く綺麗におさまるようになるので好ましい。
【0018】
(5)上記の(4)を前提とし、前記筒状に形成する手段に対し前記製品を供給する製品供給手段を備え、その製品供給手段は、前記製品を下方に付勢して潰した状態で搬出する抑え手段を有するように構成すると良い。このようにすると、製品をスムーズに筒状に形成する手段内ひいては製品抑え手段の下方に供給することができるので好ましい。
【発明の効果】
【0019】
本発明では、たとえ軽量で膨らみやすい製品であっても、包装フィルムに潰すことなく製品を抑えながら包装フィルムとともに搬送し綺麗に包装することができる。
【図面の簡単な説明】
【0020】
【図1】本発明に係るピロー包装機の好適な一実施形態の包装機本体を示す正面図である。
【図2】その平面図である。
【図3】その側面図である。
【図4】製品抑え装置の上流側部分の断面図である。
【図5】製品搬送供給装置と包装機本体の受け渡し部分を示す図である。
【図6】本発明に係るピロー包装機の好適な一実施形態の包装機本体を示す概略正面図である。
【図7】エンドシール装置周辺の構成を示す正面図である。
【発明を実施するための形態】
【0021】
図1は、本発明に係るピロー包装機を構成する包装機本体の部分を示す正面図であり、図2はその平面図であり、図3は上流側から見た包装機本体の側面図であり、図4は本発明の要部となる製品抑え装置の上流側部分の断面図である。図5は製品搬送供給装置と包装機本体の受け渡し部分を示す図である。図6は本実施形態における包装機本体の一部の構成を省略した概略の正面図であり、図7は本発明の要部となる製品抑え装置の上流側先端部分を含むエンドシール装置周辺部分を示す正面図である。
【0022】
図示するように、ピロー包装機1は、上流側から製品搬送供給装置2,包装機本体3の順に配置され、製品搬送供給装置2の下方所定位置に包装機本体3に対して帯状の包装フィルム5′を連続して供給するフィルム供給装置を備えて構成される(図5参照)。
【0023】
製品搬送供給装置2は、製品4を一定間隔毎に搬送するとともに、次段の包装機本体3に順次供給するベルトコンベア装置17から形成されている。製品4は、例えばペーパーモップに装着する替え用の紙製のモップシートを複数枚積層した物品群からなり、本実施形態では係る積層した物品群を前後に2個接触した状態のものを1つの製品(被包装物)とし、係る前後に配置された2つの物品群からなる製品を包装機本体3にて包装するようにしている。このモップシートを複数枚積層して形成される物品群からなる製品4は、軽量で膨らみやすい。よって、製品4に対して荷重をかけない状態では膨らんで製品4の厚みは厚くなるが、上から抑えることで簡単に圧縮変形して押し潰される。もちろん、そのように押し潰された製品4を構成する各モップシートは膨らみ元の状態に戻る。
【0024】
このように無負荷状態での製品4の嵩が高いこともあり、次段の包装機本体3に対して製品4をスムーズに供給するため、製品搬送供給装置2の搬出側上方にはガイドベルト装置18を設けている。このガイドベルト装置18は、ベルトコンベア装置17の搬送面と対向するベルト面が上流側(搬入側)の下方傾斜面部18aと下流側(搬出側)の水平面部18bとを備える。下方傾斜面部18aは、その最上流端である開口部(搬入口)におけるベルトコンベア装置17の搬送面との距離は、無負荷状態における製品4の高さよりも広くし、搬送方向前方に行くに従って徐々にその距離が短くなる設定とする。下方傾斜面部18aの前端側に続く水平面部18bは、ベルトコンベア装置17の搬送面と平行なベルト面を有し、両者間の距離は、無負荷状態における製品4の高さよりも狭く、より具体的には後段の包装機本体3の搬入口となる製袋器11の開口高さよりも所定量だけさらに短い設定とする。これにより、製品搬送供給装置2上を搬送されてきた製品は、ガイドベルト装置18を通過することで、徐々に上下方向に圧縮されながら進み、包装機本体3に対して順次所定の間隔で供給される。
【0025】
さらに、高さ調整用ハンドル19を正逆回転することで、ガイドベルト装置18は昇降し、水平面部18bの高さ位置が調整できる。これにより、製品4の高さが異なる場合、係る高さに合わせて水平面部18bの高さ位置を適切な位置に設定できる。
【0026】
フィルム供給装置は、図示省略するが、製品4を包み込む帯状の包装フィルム5′を連続して包装機本体3に供給するためのものである。このフィルム供給装置は、帯状フィルム5′をロール状に巻き取った原反ロールを備える。フィルム供給装置は、原反ロールから連続して引き出された帯状の包装フィルム5′を所定の搬送経路で搬送し、包装機本体3の搬入部位に導くためのローラを備える。このローラは、帯状の包装フィルム5′に対して駆動を掛ける駆動ローラや、テンションを掛けるテンションローラや、帯状の包装フィルム5′の搬送方向を変更したり搬送をガイドしたりするフリーローラなどがある。図では、包装機本体3の搬入部位(製袋器11)に導くためのローラ10のみ描画している。
【0027】
包装機本体3は、搬入側に製袋器11を備え、フィルム供給装置から供給される帯状の包装フィルム5′を製袋器11に通過させることにより筒状に製袋する。本例では、包装フィルム5′を下から供給し、包装フィルム5′の両側縁を上に持ち上げ上方中央で当該両側縁を重ね合わせるいわゆる逆ピロー包装機に適用している。
【0028】
製品搬送供給装置2から順次搬出される製品4は、製袋器11内に供給される。これにより、筒状に製袋される包装フィル5′内に製品4が所定間隔ごとに供給されることになり、以後、その製品4は筒状に製袋された包装フィルム5内に内包された状態のまま、当該フィルムと共に搬送される。
【0029】
製袋器11の下流側には、搬送コンベア装置12が配置される。搬送コンベア装置12は、製品4を内包する筒状の包装フィルム5の搬送路を構成するもので、ベルトコンベアから構成される。また、この搬送コンベア装置12のエンドレスベルトには、多数の孔部が形成され、バキュームコンベアとなる。つまり、搬送コンベア装置12上を移動する筒状の包装フィルム5は、図示省略した吸引ポンプによりエンドレスベルトの多数の孔部に吸着され、より確実に搬送力が与えられ前進移動する。
【0030】
この搬送コンベア装置12の上方所定位置にはセンターシール装置13が配置される。このセンターシール装置13は、製袋器11を通過して筒状に製袋された包装フィルム5′の両側縁を重ね合わせた部位をシール(センターシール)するものである。このセンターシール装置13は、係る筒状に製袋された包装フィルム5の両側縁を重ね合わせた部位を挟み込んで搬送力を与える一対のピンチローラ13bと、その重ね合わせた部位を両側から挟み込んで加熱シールするバー状の一対のセンターシーラ13aと、そのセンターシーラ13aの下流側に配置され、加熱して溶融したフィルムの側縁の重ね合わされた部位を加圧すると共に冷却して熱シールを完了する一対のプレスローラ13cと、を備えている。ここでバー状のセンターシーラ13aを用いたが、一対の回転ローラで構成するものもあり、各種の構造をとれる。
【0031】
さらに、搬送コンベア装置13の進行方向前方には、エンドシール装置14が配置されている。これにより、筒状の包装フィルム5の所定位置(製品4の存在しない部分)がエンドシール装置14で正しくシール・カットされ、製品の噛み込みが発生するのを抑制する。
【0032】
エンドシール装置14は、上下に対向し、フィルムの搬送方向と直交する方向に延びるように平行に配置された上下一対のトップシーラ14a,14bを備えている。上側のトップシーラ14aはその下面がシール面となり、下側のトップシーラ14bはその上面がシール面となる。さらに、上側のトップシーラ14aの下方には、カッター刃を内蔵している。そして、両トップシーラ14a,14bは、互いにそのシール面を対向させた状態を維持しながら接近/離反したり昇降移動したりして、所定の軌跡で公転移動する(ボックスモーションタイプ)。係る公転移動は、図2に示すようにカム機構を備えた駆動装置14cにより制御駆動される。シール面同士が筒状の包装フィルム5の所望部位(前後の製品4の間)を上下から挟み込み熱シールするとともに、カッター刃にて筒状の包装フィルム5が横方向にカットされる。これにより、筒状の包装フィルム5の先端部分(先頭の製品4を内包する部分)は、分離され、包装体6が製造される。そして、この包装体6が搬出コンベア装置16上を搬送される。
【0033】
エンドシール装置も各種の構造のものを用いることができ、上記のボックスモーション式に変えて、一対のトップシーラがその場で昇降移動する(前後移動はしない)ものでもよいし、上下に配置した回転軸にそれぞれトップシーラを取り付け、回転軸(トップシーラ)が一回転する都度、両トップシーラの先端のシーラ面同士が接触しシール・カットする回転式にしても良い。さらには、カッター手段がシーラと分離して構成するなど、各種のものに適用できる。
【0034】
エンドシール装置14の下流側には、包装体抑え搬送装置15が配置されている。この包装体抑え搬送装置15は、上下一対のコンベアを備え、下側のコンベアはエンドシール装置14を通過した筒状の包装フィルム6(製品4内蔵)を受けるとともに搬送し搬出コンベア装置16に渡すものである。また、包装体抑え搬送装置15の上側のコンベアは包装フィルム5の先端部位並びに製品4(エンドシール後に包装体6となる部分)の持ち上がりを抑制する。そして、この包装体抑え搬送装置15もバキュームコンベアとなり、ベルト面に接触する包装フィルム5を吸引し保持する。
【0035】
また、搬送コンベア12の下流側先端と、包装体抑え搬送装置15の上流側先端は、エンドシール装置14に連携され、トップシーラ14a,14bの前後及び上下移動に同期しそれぞれの先端位置が前後移動する。これにより、トップシーラ14a,14bが開く際には搬送コンベア12の下流側先端並びに包装体抑え搬送装置15の上流側先端が接近し、包装フィルム5,製品4がスムーズに移動する。
【0036】
ここで本発明では、包装フィルム5内の製品4を抑える製品抑え装置20を設けている。この製品抑え装置20は、包装フィルム5内の製品4を直接抑えこむことができ、さらに、エンドシール装置14の直近まで抑えた状態を保持する。具体的には、まず製品抑え装置20は、適宜位置に配置された複数のプーリ22並びに駆動プーリ23に掛け渡したエンドレスベルト21を備える。複数のプーリ22の一部並びに駆動プーリ23は、製袋器11の上流側開口部(搬入口)の両サイド上方に起立された一対の側壁25に軸受支持される。
【0037】
一対の側壁25は、その上端(前側)にて連結板28に連結され一体化される。そして連結板28の奥側の先端は、搬送方向と平行に起立された支持プレート29に固定される。支持プレート29は、その裏面側でネジ軸26に連結されたスライダ33が取り付けられている。そして、そのネジ軸26の上端に連結されたハンドル27を正逆回転すると、スライダ23が昇降移動し、それに追従して連結板28ひいては各種プーリ22,23が昇降するので、それに掛け渡されたエンドレスベルト21も昇降する。また、ネジ軸26は、その上下両端が機枠30に軸受支持される。
【0038】
また、一対の側壁25の前端側下方には、平面略矩形状の天板40が連結される。この天板40は、上面所定位置に支柱板32が起立形成されており、その支柱板32の上方後面にて横方向(搬送方向と直交方向)に伸びる連結板31に連結される。そして連結板31の奥側の先端は、支持プレート29に固定される。
【0039】
一方、天板40は、製袋器11内に挿入されるとともに、更にその先端はエンドシール装置14の近傍に配置される。製袋器11の内周面天面と天板40との間には隙間が設けられており、製袋器11へ供給される帯状の包装フィルム5′は、製袋器11の内周面と天板40との隙間内に挿入される。
【0040】
よって、製袋器11を通過して筒状に製袋された包装フィルム5内に上記の天板40が挿入配置されることになる。更に、この天板40の両サイドには、下方に伸びる垂下壁41が設けられている。ここでは垂下壁41は、天板40の両サイドを折り曲げることで一体に形成しているが、別体のものを取り付けても良い。そして、この左右両サイドに設けた垂下壁41には、その先端及び中間の各位置にて複数のプーリ22が軸受け支持される。各プーリ22は、筒状フィルム5(製品4)の搬送方向と直交する方向に伸びるように配置される。そして、このプーリ22にもエンドレスベルト21が掛け渡される。
【0041】
また、この側壁25に軸受け支持された駆動プーリ23,プーリ22並びに垂下壁41に軸受け支持されたプーリ22に掛け渡されたエンドレスベルト21は、天板40の下側空間を移動するレイアウト構成を採る。これにより、エンドレスベルト21は、筒状の包装フィルム5の内部の奥深く(エンドシール装置14近傍)まで達する。しかも、筒状の包装フィルム5内にあるエンドレスベルト21は、下方は露出して製品4に対向し接触可能となるが、上方は天板40に覆われて筒状の包装フィルム5とエンドレスベルト21は非接触となる。
【0042】
エンドレスベルト21は、下側に位置するベルト面が包装フィルム5,製品4の搬送方向と同一方向に移動するので、上側に位置するベルト面は搬送方向と逆方向に移動することになるが、係る上側に位置するベルト面は、天板40に覆われて包装フィルム5と接触しない。また、係る上側に位置するベルト面の両サイドも、垂下壁41があるので筒状の包装フィルム5の内周面に接触しない。
【0043】
エンドレスベルト21は、駆動プーリ23の駆動力を受けて回転する。駆動プーリ23は、図外の駆動モータの回転力を受けて回転するもので、エンドレスベルト21のベルト面の移動速度は、包装フィルム5(製品4)の搬送速度と等しくしている。
【0044】
さらに、エンドレスベルト21の下側のベルト面と、搬送コンベア装置13の搬送面,製袋器11の内周側底面との距離は、無負荷状態のときの製品4の高さよりも狭くしている。具体的には、ガイドベルト装置18の水平面部18bとベルトコンベア装置17の搬送面との間の距離とほぼ等しいか若干広く設定している。
【0045】
これにより、製品搬送供給装置2から圧縮状態で搬出されてきた製品4は、その圧縮状態を維持しながらスムーズに製袋器11より具体的には製品抑え装置20の下方空間に供給される。そして、製品抑え装置20の下方空間に供給された製品4は、その圧縮された状態のまま製品抑え装置20(エンドレスベルト21)にて抑えられる。つまり、製品4は、エンドレスベルト21の下面と、搬送コンベア装置13の搬送面並びに製袋器11の内周側との間でしっかりと抑えられる(製品4は圧縮状態)。
【0046】
そして、製品を抑えエンドレスベルト21の先端は、エンドシール装置14の近傍に位置しているので、製品抑え装置20による製品4の抑えは、製品4がエンドシール装置14の直近に至るまで継続して行われる(図7等参照)。そして、図示するように筒状の包装フィルム5の先端がエンドシール装置14の下流側に位置し、製品4が存在しないフィルム部位がエンドシール装置14の一対のトップシーラ14a,14b間に来たタイミングで当該トップシーラ14a,14bが筒状の包装フィルム5を挟み込む。これに伴い、挟み込まれる前の筒状の包装フィルム5内にあった空気が前後に移動し、製品4を付勢するが、当該製品4は製品抑え装置20のエンドレスベルト21により圧縮状態でしっかりと抑えられているため、製品4が後退移動することもない。
【0047】
さらにこのように製品4は、エンドレスベルト21により直接接触され圧縮した状態で搬送力を受ける。このとき筒状の包装フィルム5は、その外側から押し潰される方向の力が働かないので、つぶれることもない。
【0048】
よって、例えば特許文献2等に示すように、包装フィルム5の四隅などにヘムシール部が形成されている場合でも、製品抑え装置20によって包装フィルム5は抑え込まれないので、ヘムシール部も綺麗な状態を維持する。
【0049】
上述した実施形態では製品抑え装置20のエンドレスベルト21の製品に接触するベルト面をほぼ水平にし、製品抑え装置20にて抑える製品4に対しては全長に渡りほぼ均一の力で抑えるようにしたが、本発明はこれに限ることはなく、全体的或いは一部を傾斜面にし、抑える力が場所によって異なるようにしても良い。例えば、搬送方向前方に行くに従ってベルト面の位置が下がっていき、製品を徐々に圧縮していくようにしても良い。さらに、ベルト面の後端部側を斜めに持ち上げた傾斜面とし、最後端部(搬入側)の高さ位置を、製品4の無負荷状態の時の高さと同じかより高い位置にするとよい。このようにすると、ガイドベルト装置18の機能を兼用させることができる。その場合に、係る後端部側のベルト面の位置を、製品搬送供給装置2の搬出側端の上方側まで延長推知するレイアウトとしても良い。
【符号の説明】
【0050】
1 ピロー包装機
2 製品搬送供給装置
3 ピロー包装機本体
5 帯状フィルム
11 製袋器
14 エンドシール装置
18 ガイドベルト装置
20 製品抑え装置
21 エンドレスベルト
22 プーリ
23 駆動プーリ
【特許請求の範囲】
【請求項1】
連続して供給される帯状の包装フィルムを筒状に形成する手段と、
その筒状に形成された包装フィルムの重合端にシールを施すセンターシール装置と、
そのセンターシール装置の下流側に配置され、前記筒状フィルムの幅方向にシール・カットするエンドシール装置とを備えたピロー包装機であって、
前記筒状の包装フィルム内に供給され当該筒状の包装フィルムとともに搬送される製品に接触して上から抑える製品抑え手段を、前記筒状の包装フィルム内に挿入配置し、
その製品抑え手段の先端を前記エンドシール装置近傍に配置するように構成したことを特徴とするピロー包装機。
【請求項2】
前記製品抑え手段は、エンドレスベルトを備え、そのエンドレスベルトのベルト面にて前記製品を抑えるものであり、
前記ベルト面の移動速度と、前記筒状の包装フィルムの移動速度を等しくしたことを特徴とする請求項1に記載のピロー包装機。
【請求項3】
前記製品抑え手段の前記製品に接触する高さ位置を昇降移動可能にしたことを特徴とする請求項1または2に記載のピロー包装機。
【請求項4】
前記製品は、高さ方向に圧縮変形可能であり、
前記製品抑え手段は前記製品を下方に付勢して潰した状態にすることを特徴とする請求項1〜3のいずれかに記載のピロー包装機。
【請求項5】
前記筒状に形成する手段に対し前記製品を供給する製品供給手段を備え、
その製品供給手段は、前記製品を下方に付勢して潰した状態で搬出する抑え手段を有することを特徴とする請求項4に記載のピロー包装機。
【請求項1】
連続して供給される帯状の包装フィルムを筒状に形成する手段と、
その筒状に形成された包装フィルムの重合端にシールを施すセンターシール装置と、
そのセンターシール装置の下流側に配置され、前記筒状フィルムの幅方向にシール・カットするエンドシール装置とを備えたピロー包装機であって、
前記筒状の包装フィルム内に供給され当該筒状の包装フィルムとともに搬送される製品に接触して上から抑える製品抑え手段を、前記筒状の包装フィルム内に挿入配置し、
その製品抑え手段の先端を前記エンドシール装置近傍に配置するように構成したことを特徴とするピロー包装機。
【請求項2】
前記製品抑え手段は、エンドレスベルトを備え、そのエンドレスベルトのベルト面にて前記製品を抑えるものであり、
前記ベルト面の移動速度と、前記筒状の包装フィルムの移動速度を等しくしたことを特徴とする請求項1に記載のピロー包装機。
【請求項3】
前記製品抑え手段の前記製品に接触する高さ位置を昇降移動可能にしたことを特徴とする請求項1または2に記載のピロー包装機。
【請求項4】
前記製品は、高さ方向に圧縮変形可能であり、
前記製品抑え手段は前記製品を下方に付勢して潰した状態にすることを特徴とする請求項1〜3のいずれかに記載のピロー包装機。
【請求項5】
前記筒状に形成する手段に対し前記製品を供給する製品供給手段を備え、
その製品供給手段は、前記製品を下方に付勢して潰した状態で搬出する抑え手段を有することを特徴とする請求項4に記載のピロー包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−28395(P2013−28395A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−167286(P2011−167286)
【出願日】平成23年7月29日(2011.7.29)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月29日(2011.7.29)
【出願人】(000206093)大森機械工業株式会社 (138)
【Fターム(参考)】
[ Back to top ]