
ファイバー・オン・エンド材料の製造方法
【課題】 ファイバー・オン・エンド材料を作る方法が提供される。この材料は、多様な仕上げ物品を作るために使用することができる。
大きな寸法の平面状のファイバー・オン・エンド材料、例えば1メートル又はそれ以上の幅のものを少なくとも1部連続方式で又は自動化した方式で作成することが可能な方法の提供。
【解決手段】 互いに平行に配列しかつ融合した複数の繊維を含むビレットから所望の厚みの材料をスカイビングすることにより製造されるファイバー・オン・エンド材料であって、製造又はビレットのスカイビングにおける少なくとも1つの工程が連続方式で行なわれ、かつスカイビングされた材料を場合により繊維の成分を溶解させるために溶剤と接触させる、上記材料、ならびに上記ファイバー・オン・エンド材料を含む製品、ファイバー・オン・エンドのキャピラリーアレイを利用するアフィニティ分離方法、およびキャピラリーアレイを含む物品。
大きな寸法の平面状のファイバー・オン・エンド材料、例えば1メートル又はそれ以上の幅のものを少なくとも1部連続方式で又は自動化した方式で作成することが可能な方法の提供。
【解決手段】 互いに平行に配列しかつ融合した複数の繊維を含むビレットから所望の厚みの材料をスカイビングすることにより製造されるファイバー・オン・エンド材料であって、製造又はビレットのスカイビングにおける少なくとも1つの工程が連続方式で行なわれ、かつスカイビングされた材料を場合により繊維の成分を溶解させるために溶剤と接触させる、上記材料、ならびに上記ファイバー・オン・エンド材料を含む製品、ファイバー・オン・エンドのキャピラリーアレイを利用するアフィニティ分離方法、およびキャピラリーアレイを含む物品。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は、2006年7月28日に提出した米国特許仮出願番号第60/837389号(これは、全ての目的のため、その全体が本明細書の一部として組み込まれる)の利益を請求するものである。
本発明は、ファイバー・オン・エンド(fiber-on-end)材料及びそれから製造される物品を対象とする。
【背景技術】
【0002】
微多孔膜は、化学、食品、医薬及び医療の産業で普及しており、それらは、プロセス流れの所望の成分と不必要な成分とを分離するために、例えば濾過により不純物を取り除くために、又は貴重な若しくは有用な粒子状の種を分離し保持するために使用される。微多孔膜は、また通気性を提供しながら風や雨のような要素から着用者を保護する外出着のような特別注文の衣料品にも使用される。それらは、また防護用のマスクや衣料品の加工にも使用され、発がん性のエアロゾル、胞子及び細菌のような有毒な粒子状の種から身を守るのに役立つ。上記の用途の全てにおいて、性能は膜中の最大の孔によって大いに制限される。何故なら、最大の孔により、除外し得る粒子のサイズが規制され、流れの大部分がより大きい孔に追いやられて、より小さい孔は、膜に高い多孔度数を与えるであろうが、全体の流量には殆ど寄与しないためである。それ故、孔のサイズに殆ど又は全く変化がない多孔性膜を製造し得ることが望ましい。
【0003】
平面状フィルム中の均一な孔は、多くの異なる加工技法によって作り出すことができる。例えば、均一な毛管孔隙は、イオン衝撃法及びトラックエッチング法によって作り出すことができる。それらは、またレーザー・アブレーション、イオン・ビーム・エッチング又は光リソグラフィーを用いることにより作り出すことができる。しかしながら、これら全ての微細加工法は、コスト、限られた数の適切な材料基板、大面積の膜を作出できない能力、及び低い多孔度のような多様な因子の1つ又はそれ以上によって制限される。
【0004】
上記の開放孔を有しない膜は、あるものの拡散を可能とし他のものを拡散させないことにより、化学種を分離するのに使用される。生命それ自体は、細胞脂質膜を通しての選択的な拡散により維持され、脱塩は海水又は汽水から淡水又は飲料水を作るために世界的に使用されており;同様に、ガス精製、腎臓透析、及び多くの他の化学的分離は、エントロピー的駆動方法として知られている。膜として使用可能とする高い選択性を有する多くの材料は、膜自体が商業的価値を有する大面積の膜として実質的に使用可能にする物性に劣るため、使用されていない。
【0005】
膜又はシート構造体は、また「ファイバー・オン・エンド」(FOE)プロセスにより作出でき、このプロセスによれば、微細特徴(microfeature)を有する多成分繊維を好ましい方向に集め、次いで互いに一体化又は焼結し、欠陥のない構造体が作出される。この固体構造体を、繊維の方向に対して垂直の方向に切る又は断片化すると、微細な特徴を有する膜及びシートが作出される。ファイバー・オン・エンド配列が、膜やキャピラリー・アレイ(capillary array)にとって有用な性質を有することを見出した。そのような材料のハンドレイアップ(hand lay-up)は可能であるが、商業的製造には現実的ではない。
【0006】
ファイバー・オン・エンド材料を作成する1つの方法は、プレス金型の空洞中に事前にある長さにカットした熱可塑性の繊維を配置することである。金型を閉じ、熱と圧力を加えると、繊維の壁が軟化し互いに融合する。加えられる圧力と熱の量は、繊維の組成及び構造に依存することになる。もし過大な圧力を加えると、中空繊維が崩壊する可能性があり、又は芯鞘(sheath-core)繊維の芯が変形する可能性がある。もし加えられ圧力が不十分の場合は、繊維は一部分しか融合せず、空隙や欠陥が後に残る。中心付近の繊維が圧縮され、しかも外側付近の繊維のつぶれの回避を可能にするのに十分な圧力を加えることが望ましい。熱も、また外部から加えられ、繊維の集合体を通して伝道して中心に達する。注意深い加熱及び十分な速度の熱伝導は、最外側の繊維の芯が分解し、変形し又は溶融することを回避するのを可能にし、なお中心付近の繊維が融合するのを可能にすることができる。
【0007】
結合剤又は溶剤を用いてファイバー・オン・エンド材料を作成する場合も、同様の注意が払われる。結合剤又は溶剤を表面に拡散させ、かつ妥当な場合蒸発させるためには、十分な時間が必要となる。熱で活性化される結合剤が使用される場合、熱伝導率が律速となっている可能性があり、外周部の繊維の前に中心部の繊維が硬化されることを確保にするように、注意を払う。
【0008】
この方法による大きな寸法を有するファイバー・オン・エンド材料の作成は、熱伝導率によって制限され、時間及び熱の注意深い制御と選択が必要となることが分かる。
【0009】
欧州特許出願公開第195860A1号及び第167094A1号では、平行な繊維を、ドラム上にその繊維を巻き付け、次いでそれらを結合又は熱的に融合することにより一体化して固体とし、その後それを平行繊維に対して垂直な方向にスカイビング(skiving)している。巻き取りドラムの表面に同心円状に配置されている繊維を、繊維の巻き取り方向に対して半径方向に薄切りしなければならない。このことは、一体化した繊維層を切断し、それをプレスして平面化し、平面化した層のセクションを切り出し、そのセクションを90度再配向し、セクションを一緒に融合してブロックとし、ブロックを台形状に再び切り出し、支持ドラムの周辺に沿って台形を配置し、繊維軸に垂直に層をスカイビングし、膜を形成することによって達成することができる。欧州特許第0167094号では、海ポリマー(sea polymer)の固体シリンダーを海ポリマーの融点より高い温度で作成し、次いで軸方向に4つのセグメントに切り出し、これを平面状にプレスしてこの平面化したセグメントにした後薄切りする。この小さいポリマーの芯で補強した厚い融合したポリマーブロックをプレスして平面化することにより、4分割したセクションの内側のより小さい曲率のそれらの芯に高い引張応力を、そして外側のより大きい曲率に近い芯に高い圧縮応力を与える。このことは、芯に高い歪を加え、不均一な毛細管構造を与える。欧州特許出願公開第195860A1号及び欧州特許出願公開第167094A1号は、取り扱いに多工程を必要とし、大規模な、連続式の又は自動化される可能性がある操作に、直ちには適合可能でない。また熱可塑性プラスチック又は反応性結合剤を用いて如何に迅速に各融合工程を達成できるかは熱伝導が律速となる。これらの特徴は、これらの方法の生産性及び実用的な膜のサイズに、限界を与える。
【発明の開示】
【発明が解決しようとする課題】
【0010】
従って、大きな寸法の平面状のファイバー・オン・エンド材料、例えば1メートル又はそれ以上の幅のものを、少なくとも1部連続方式で又は自動化した方式で作成することが可能な方法に対する必要性が依然として存在する。
【課題を解決するための手段】
【0011】
本発明の1つの側面は、互いに平行に配列しかつ融合した複数の繊維を含むビレット(billet)から所望の厚みの材料をスカイビングすることにより製造されるファイバー・オン・エンド(fiber-on-end)材料であって、ここで製造又はビレットのスカイビングにおける少なくとも1つの工程が連続方式で行われ、かつスカイビングされた材料を場合により繊維の成分を溶解させるために溶剤と接触させる、上記材料である。
【0012】
そのようなファイバー・オン・エンド材料を含む物品も、また提供される。
【発明を実施するための最良の形態】
【0013】
本発明で使用される用語、「ファイバー・オン・エンド」(FOE)は、実質的に全ての繊維が共通の軸に対して平行であり、任意の加工手段に対して垂直である繊維の配列をいう。本発明の1つの実施態様においては、複数の繊維が互いに平行に配列され、平行な繊維配向を維持するファブリック(fabric)又はリボンに形成される。このファブリック又はリボンは、プリーツ加工され融合されて固体の材料ブロック又は「ビレット」(billet)を形成する。本発明で使用される用語、「ビレット」(billet)は、融合した繊維を含む半仕上げの固体の材料をいう。繊維は、繊維の熱融合により、結合剤による繊維の被覆により、又は溶剤結合により互いに結合することができる。本発明で使用される用語、「繊維」は、ポリマー又は天然繊維のような、細長い、引き延ばされた構造を有する如何なる材料をも意味する。繊維は、一般にその直径又は幅の少なくとも100倍の長さを有することによって特徴付けられる。本発明で使用される用語、「フィラメント」は、天然には絹に見られるような不定の又は極度の長さの繊維を意味する。本明細書で使用される用語、「ヤーン」(yarn)は、テキスタイル(textile)繊維、フィラメント、又は編成、製織、若しくはテキスタイルファブリックを形成するためのその他の絡合に適した形態をした材料の連続的な糸に対する総称である。
【0014】
「ファイバー・オン・エンド」から形成される融合した固体は、一般には繊維の配向に対して必ずしも垂直である必要はないが、鋭いブレードを用いて薄い層を取り出すことによって更に加工され、膜を形成する。このプロセスは、「スカイビング(skiving)」として知られている。本発明で使用される用語、「膜」は、ガス、蒸気、エアロゾル、液体及び/又は微粒子のような、それと接触する種の移動を加減することができる、個別の薄い構造体である。より厚いセクションは、薄膜類やそれらに独特の最終用途の厚みを再現するために望まれる可能性があり、なおより厚いものは、例えば、皮革又はスリット・レザー用途を再現するため;立方体類(例えば、そのような物品は、医薬品のような物質を含有できる錠剤として使用することができる)にカットするために望まれる可能性がある。多孔性の膜は、中空繊維を使用することにより、又は多成分繊維を使用し、膜がビレットからスカイビングされた後で、成分を溶解除去することにより形成することができる。本発明で使用される用語、「多成分繊維」は、2種類又はそれ以上の成分(2成分、3成分等々)を含有する繊維を意味する。本発明で使用される用語、「多孔性膜」は、完全に、又は必ずしも完全ではないが、膜を横切って移動可能な開口部(孔)を含有する膜を意味する。本発明で使用される用語、「キャピラリー・アレイ」(capillary array)は、本発明では、孔が部分的に又は完全に他の種で充填され得る膜又はシートを意味する。
【0015】
本明細書の本プロセスは、連続的に又は1部連続的に実施することができる。連続法の1つの例を図1に概略的に示すが、それは、先行技術における方法の熱伝導の制約なしに、大面積の膜の連続生産を可能にする。ビレット製造の種々の方法を以下に記載する。必要に応じて、ビレットを製造し、次いでその後のスカイビング用に保存することができる。
【0016】
膜及びキャピラリー・アレイは、融合したブロックから層をスカイビングし、そして場合により、1つ又はそれ以上の繊維成分を溶解することにより製造することができる。スカイビングの方向は、一般的には繊維軸に対して本質的に垂直であるが、ある種の用途では、毛細管の軸に対してある角度でカットすることが要求され得る。
【0017】
繊維
本発明の実施態様において使用に適した繊維は、当業界で公知の種々の方法の何れによっても作ることができる。使用される特定のポリマー(類)に依存して、繊維は溶液から(例えば、ポリ尿素、ポリウレタン)又は溶融体から(例えば、ポリオレフィン、ポリアミド、ポリエステル)紡糸することができる。繊維の生産に関する材料、装置、原理及び方法は、Fourne, F., Synthetic Fibers, (Carl Hanser Verlag, 1999)(H.H.A. Hergeth and R. Mearsにより翻訳され出版されている)に詳細に論じられている。
【0018】
中空繊維はよく知られており、それらの製造及び応用は、例えば、Fourne, p.549及びIrving Moch, Jr., in “Hollow Fiber Membranes,”Kirk-Osmer Encyclopedia of Chemical Technology, 4th edition, Volume 13, p.312-337 (John Wiley & Sons, 1996)に論じられている。
【0019】
2成分繊維及び多成分繊維(例えば、「海−島」及び「芯−鞘」繊維)は、例えば、Fourne, p.539-548及びp.717-720に論じられている。本明細書で使用される用語、「海中島」(islands in the sea)は、2成分繊維若しくは多成分繊維(また多重インターフェース又はフィラメント・イン・マトリックスとしても記載される)の1タイプを意味する。「島」は、別のポリマーから成る「海」(又はマトリックス)中に埋め込まれた1つ又はそれ以上のポリマーの、有限長の芯又は小繊維である。マトリックスはしばしば溶解除去されて、フィラメント当たり非常に低デニールのフィラメントが残る。反対に、島は溶解除去されて中空繊維を残すことができる。本明細書で使用される用語、「芯−鞘」は、同じポリマー系の2つのポリマータイプ又は2つ若しくはそれ以上の変種の、2成分繊維又は多成分繊維を意味する。2成分の芯−鞘繊維においては、1つのポリマーが芯を形成し、他のポリマーが鞘としてそれを取り囲む。多成分の芯−鞘タイプの繊維又は2つ若しくはそれ以上のポリマーも、芯、1つ又はそれ以上の内側の鞘、及び外側の鞘を含有させて作ることができる。芯が空洞として作られた場合、1つより多い空洞が存在することができ、1つより多い鞘が空洞を取り囲むことができる。空洞は、また種々の形状を有することができる。
【0020】
本明細書に記載された方法によって、ファイバー・オン・エンド膜を作り出すために、多くのポリマー材料を使うことができる。ポリマー材料の適切な選択は、いくつかの因子に依存するであろう。1つの因子は、繊維を結合させて欠陥のないFOEビレットにする一体化プロセス及び条件である。もしFOEのバンドル中の隣り合う繊維を焼結するために高圧及び高温を使用しようとする場合は、最外側の鞘又は多成分繊維の海を構成するポリマーは、繊維の中で内側の鞘、芯又は島を構成するポリマーの融点より低い融点又は軟化点を有することが好ましい。内側の鞘、芯又は島のガラス転移温度、軟化点又は熱たわみ温度が、外側の鞘ポリマー又は海ポリマーの融点又は軟化点より高いことも、また望ましい場合がある。
【0021】
もしポリマー成分の1つが、孔を作り出すために後で溶解除去しようとする場合は、そのような成分は溶剤に直ちに溶解するものであるべきである。繊維中の他のポリマー成分又は相は、溶解性のポリマー成分を溶解するために使用される溶剤に耐溶解性がある又は不溶性であることも、また望ましい。溶解性のポリマー及びそれらが溶解性である溶剤の例としては、限定されないが、ギ酸中のポリアミド、強アルカリ溶剤中のポリエステル、ジメチルアセタミドのような極性溶剤中のポリウレタン、トルエンのような芳香族溶剤及びジクロロメタンのような非極性溶剤中のポリスチレン及びそのコポリマー、並びに水中のポリビニルアルコール、及びいくつかのポリエーテル及びポリエーテル・コポリマーが挙げられる。いくつかのポリマーは、純粋な溶剤には溶解性を示さないが、混合溶剤には溶解することを当業者は知っている。このようなポリマーも、本明細書に記載されたプロセスによって作られる膜を作り出すために使用される多成分繊維における、溶解性の成分として使用することができる。
【0022】
ポリマー成分を選択する場合、機械的特性もまた考慮されなければならない。繊維は、プリーツ加工プロセスの間の折り畳みに耐えるため、十分な機械的柔軟性が要求される。繊維が融合してビレットを形成している場合、その材料は、1回又は数回の当業者に公知のスカイビング操作によるスカイビングを受け易くなければならない。
【0023】
繊維を含むポリマー成分の選択は、一つにはその繊維から作り出されるFOE材料の最終用途によって決定されることになる。例えば、本明細書に記載されたプロセスによって生産されたファイバー・オン・エンド膜が、化学的及び生物学的防護用衣料の製造に使用される場合は、その繊維のポリマー成分は、有毒な化学薬品及び生物剤に対して、本質的に耐性を有しそして不浸透性であるべきである。膜を、化学、生化学又は製薬産業におけるプロセス流れの濾過又は精製に使用しようとする場合は、その繊維のポリマー成分は、プロセス流れの中に存在する異なった種に対して耐性を有することが望ましい。ファイバー・オン・エンド膜が、消防士の出動服における疎水性であるが通気性を有する1つ又はそれ以上の層を作り出すために使用しようとする場合は、本質的に疎水性の性質並びに耐火性の性質を有するポリマー成分を選択することが望ましい。本明細書に記載されたプロセスによって作り出されるFOE膜に対して、他にもいくつかの用途があることが予期される。それ故、前駆体の多成分繊維のポリマー成分は、特定の用途に必要とされる所望の性質を提供するように選択することができる。
【0024】
多成分繊維が広範囲のポリマー材料から紡糸され得ることは、当業者は知っているであろう。適切なポリマー材料のクラスの例としては、限定されないが、ポリオレフィン、ポリエステル、ポリアミド、ポリウレタン、ポリエーテル、ポリスルホン、ビニルポリマー、ポリスチレン、ポリシラン及びポリスルフィド及びフッ素化ポリマーのホモポリマー、コポリマー及びそれらのブレンド物、が挙げられる。上記ポリマーの各クラス内又は各クラス間のコポリマーは、ランダム・コポリマー又はブロック・コポリマーであり得る。ポリオレフィンの特定の例としては、限定されないが、エチレン及びプロピレンの立体規則性及びランダムホモポリマー;並びにそれらのブテン、イソブチレン、オクテン、テトラフルオロエチレン、ヘキサフルオロプロピレン、テトラフルオロエチレン、メタクリル酸、アクリル酸、酢酸ビニル、ビニルアルコール、及び塩化ビニル、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、又は無水マレイン酸とのコポリマーが挙げられる。例えば、DuPontTMのSurlyn(R)イオノマー樹脂(E.I.duPont de Nemours & Company, Inc., Wilmington, Delaware, USA)のようなポリオレフィン・コポリマーから誘導されるイオノマーも、また多成分繊維における成分として使用することができる。フッ素化ポリマーの特定の例としては、限定されないが、フッ化ビニル、フッ化ビニリデン、テロラフルオロエチレン、ペルフルオロプロピルビニルエーテル及びヘキサフルオロプロピレンのホモポリマー及びコポリマーが挙げられる。ポリアミド(PA)の特定の例としては、限定されないが、PA−6、PA−66、PA−610、PA−611、PA−612及びPA−1212、並びにそれらのN−アルキルアナログが挙げられる。テレフタル酸及びイソフタル酸のような芳香族ジカルボン酸から得られるポリアミド、及びメタキシレンジアミン及びパラキシレンジアミンのような芳香族ジアミンから得られるポリアミドも、また多成分繊維の形成に使用することができる。スチレン系ポリマーの特定の例としては、限定されないが、ポリスチレン、スチレンと、1,2−ブタジエン及び1,4−ブタジエン、イソプレン並びにイソブチレンとのコポリマーが挙げられる。これらのコポリマーは、完全飽和、部分飽和又は不飽和であり得る。部分飽和又は完全飽和は、ポリマー中の二重結合の還元によって達成される。更なる例として、スチレン系物質のイオノマー(例えば、酸からの)及びイオノマー塩がある。
【0025】
繊維を次いで膜を作るために使用することができる、有用な熱可塑性ポリウレタンエラストマーとしては、高分子グリコール、ジイソシアネート、及び少なくとも1つのジオール又はジアミン鎖延長剤から製造されるものが挙げられる。ジオール鎖延長剤が好ましい。何故なら、それを用いて作られるポリウレタンは、ジアミン鎖延長剤が使われた場合よりも低い融点を有するからである。ポリウレタンエラストマーの製造に有用な高分子グリコールとしては、ポリエーテルグリコール、ポリエステルグリコール、ポリカーボネートグリコール、及びそれらのコポリマーが挙げられる。そのようなグリコールの例としては、ポリ(エチレンエーテル)グリコール、ポリ(トリエチレンエーテル)グリコール、ポリ(テトラメチレンエーテル)グリコール、ポリ(テトラメチレン−co−2−メチル−テトラメチレンエーテル)グリコール、ポリ(エチレン−co−1,4−ブチレンアジペート)グリコール、ポリ(エチレン−co−1,2−プロピレンアジペート)グリコール、ポリ(ヘキサメチレン−co−2,2−ジメチル−1,3−プロピレンアジペート)、ポリ(3−メチル−1,5−ペンチレンアジペート)グリコール、ポリ(3−メチル−1,5−ペンチレンノナノエート)グリコール、ポリ(2,2−ジメチル−1,3−プロピレンドデカノエート)グリコール、ポリ(ペンタン−1,5−カーボネート)グリコール、及びポリ(ヘキサン−1,6−カーボネート)グリコールが挙げられる。有用なジイソシアネートとしては、1−イソシアナト−4−[(4−イソシアナトフェニル)メチル]ベンゼン、1−イソシアナト−2−[(4−イソシアナトフェニル)メチル]ベンゼン、イソホロンジイソシアネート、1,6−ヘキサンジイソシナネート、2,2−ビス(4−イソシアナトフェニル)プロパン、1,4−ビス(p−イソシアナト−α,α−ジメチルベンジル)ベンゼン、1,1’−メチレンビス(4−イソシアナトシクロヘキサン)、及び2,4−トリレンジイソシアネートが挙げられる。有用なジオール鎖延長剤としては、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、2,2−ジメチル−1,3−プロピレンジオール、ジエチレングリコール、及びそれらの混合物が挙げられる。好ましい高分子グリコールは、ポリ(トリエチレンエーテル)グリコール、ポリ(テトラメチレンエーテル)グリコール、ポリ(テトラメチレン−co−2−メチル−テトラメチレンエーテル)グリコール、ポリ(エチレン−co−1,4−ブチレンアジペート)グリコール、及びポリ(2,2−ジメチル−1,3−プロピレンドデカノエート)グリコールが挙げられる。好ましいジイソシアネートは、1−イソシアナト−4−[(4−イソシアナトフェニル)メチル]ベンゼンである。好ましいジオール鎖延長剤は、1,3−プロパンジオール及び1,4−ブタンジオールである。ポリマーの分子量を制御するために、1−ブタノール等のような単官能性の連鎖停止剤を添加することができる。
【0026】
有用な熱可塑性ポリエステルエラストマーとしては、低分子量の、例えば、約250未満の分子量のジオールを有するポリエーテルグリコールと、ジカルボン酸又はそのジエステル、例えば、テレフタル酸又はテレフタル酸ジメチルとの反応によって製造されるポリエーテルポリエステルが挙げられる。有用なポリエーテルグリコールとしては、ポリ(エチレンエーテル)グリコール、ポリ(トリエチレンエーテル)グリコール、ポリ(テトラメチレンエーテル)グリコール、ポリ(テトラメチレン−co−2−メチル−テトラメチレンエーテル)グリコール[テトラヒドロフランと3−メチルテトラヒドロフランとの共重合により誘導される]、及びポリ(エチレン−co−テトラメチレンエーテル)グリコールが挙げられる。有用な低分子量ジオールとしては、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、2,2−ジメチル−1,3−プロピレンジオール、及びそれらの混合物が挙げられる。1,3−プロパンジオール及び1,4−ブタンジオールが好ましい。有用なジカルボン酸としては、場合により少量の(例えば、20モル%未満の)イソフタル酸を含有するテレフタル酸、及びそのジエステルが挙げられる。
【0027】
繊維及び膜の形成に使用することができる有用な熱可塑性ポリエステルアミドエラストマーとしては、米国特許第3,468,975号に記載されているものが挙げられる。例えば、そのようなエラストマーは、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、1,4−ブタンジオール、2,2−ジメチル−1,3−プロパンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,10−デカンジオール、1,4−ジ(メチロール)シクロヘキサン、ジエチレングリコール又はトリエチレングリコールと、マロン酸、コハク酸、グルタル酸、アジピン酸、2−メチルアジピン酸、3−メチルアジピン酸、3,4−ジメチルアジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバチン酸若しくはドデカン二酸、又はそれらのエステルとの反応によって得られる、ポリエステル・セグメントを用いて製造することができる。そのようなポリエステルアミド中のポリアミド・セグメントの例としては、ヘキサメチレンジアミン又はドデカメチレンジアミンとテレフタル酸、シュウ酸、アジピン酸又はセバチン酸との反応、又はカプロラクタムの開環重合によって製造されるものが挙げられる。
【0028】
米国特許第4,230,838号に記載されているもののような、熱可塑性ポリエーテルエステルアミド・エラストマーも、また繊維及び膜を作るために使用することができる。そのようなエラストマーは、例えば、低分子量(例えば、約300から約15,000)のポリカプロラクタム、ポリエナントラクタム(polyoenantholactam)、ポリドデカノラクタム、ポリウンデカノラクタム、ポリ(11−アミノウンデカン酸)、ポリ(12−アミノドデカン酸)、ポリ(ヘキサメチレンアジペート)、ポリ(ヘキサメチレンアゼラート)、ポリ(ヘキサメチレンセバケート)、ポリ(ヘキサメチレンウンデカノエート)、ポリ(ヘキサメチレンドデカノエート)、ポリ(ノナメチレンアジペート)等と、コハク酸、アジピン酸、スベリン酸、アゼライン酸、セバチン酸、ウンデカン二酸、テレフタル酸、ドデカン二酸等から、ジカルボン酸末端ポリアミド・プレポリマーを製造することにより、製造することができる。プレポリマーは、次いで、ヒドロキシ末端ポリエーテル、例えばポリ(トリエチレンエーテル)グリコール、ポリ(テトラメチレンエーテル)グリコール、ポリ(テトラメチレン−co−2−メチルテトラメチレンエーテル)グリコール、ポリ(プロピレンエーテル)グリコール、ポリ(エチレンエーテル)グリコール等と反応させることができる。
【0029】
繊維の配列及び結合
FOEプロセスにおける重要な課題は、アズスパン(as-spun)ヤーンを、高い充填密度で繊維を横並びに配列し、繊維を好ましい方向に向くように配向し、次いでスカイビングしてフィルムを作り出すことができるブロックにそれらを一体化することである。この一体化したブロックは、所望の最終製品に依存して多くの形態を取り得る。例えば、繊維をスカイビングされる表面に対して垂直に配向させた直方体のビレットは、直線的にスカイビングした場合、個々のシート状のフィルムを作り出すことになる。同様に、繊維を円筒の軸に対して放射状に配向させた円筒状のビレットは、回転式にスカイビングした場合、長い連続フィルムを生成することになる。
【0030】
適切な繊維の配置は、欠陥のないFOE膜を製造する助けとなるであろう。好ましくは、繊維は繊維方向又は繊維軸と呼ばれる方向に互いに平行に、交差や重なり合いが殆ど又は全くないように配列される。軸に対して平行に配列されていない繊維は、繊維を一体化し次いでスカイビングした場合、構造上の欠陥を招くことが考えられる。繊維を配列させるいくつかの方法があり;それぞれの有用性は、配向方法、一体化方法、製造しようとする最終的なビレットの形態、及びどの方法が最も費用効率が高いか、に依存する。一般的に、as-spunヤーンは、先ずボビンに巻き取られる。殆どの(全てではないが)配列方法は、これらのボビンを原料供給として使用する。配列方法の例としては、限定されないが、繊維をリボンに成形する方法、ヤーンを一方向ファブリックに織る方法、かせ巻き取り方法(skein winding)、及びボビン自体上の方法が挙げられる。
【0031】
繊維表面の不純物は、繊維同士、即ち鞘同士を併合させて密着したブロックとすることを妨げる可能性がある。この良好な密着性なしには、ブロックから切削した膜は引裂強度が低すぎ、それらの最終使用環境の中で適切に機能しなくなる恐れがある。紡糸段階で繊維に適用される水は、繊維の取り扱いを容易にし、清浄な表面を与える。
【0032】
リボン
本明細書で使用される用語、「リボン」は、数インチから数フィートの幅であるが、一般的にはたった数本の繊維の厚みであり得る、薄い平らな繊維の配列を意味する。リボンの厚みは、0.2インチ(0.51cm)未満が望ましく、0.1インチ(0.25cm)未満の厚みが好ましく、0.05インチ(0.13cm)未満の厚みがより好ましい。繊維は軽く互いに結びつけられ、その結果、個々の繊維がばらけることなしにリボンを取り扱うことができる。材料のリボンを作り出すための一般的なテキスタイルプロセスは、ヤーンのボビンを採取し、数百の又は数千ものボビンを使ってそれらを集合してクリール(creel)、所謂ビーミング(beaming)する。これらのボビンのそれぞれの端部はコム(comb)に組み合わされ、次いでマンドレルに巻き上げられてビームを形成する。一旦ビームが形成されると、ビームを作り上げている個々の繊維は、いくつかの異なる手段の内の1つ又はそれ以上によって、一緒に接合又は結合させることができ、シート状の構造体を作り出す。
【0033】
ビームの適切なヤーン密度は、ビーム単位幅当たりのヤーン端部の数で定義されるが、単一のヤーン端部中の繊維端部の数やフィラメントのデニールのようないくつかの因子に依存するであろう。例えば、もしヤーン端面を含むフィラメントのデニールが小さい場合は、少しの又は全ての繊維が隣接するフィラメントに接合しているビームを作り出すために、多数のヤーンの端部が必要になるであろう。反対に、もし繊維のデニールが大きい場合は、部分的に接合した繊維ビームを作り出すために、より少ないヤーンの端部が必要とされるであろう。最適なヤーン端部密度が望ましい。疎のヤーン端部密度は、接合の乏しいビームを作り出す可能性があり、非常に高いヤーン端部密度は、接合した場合、固いビームになるであろう。接合した繊維ビームを作り出すためには、ヤーン端部の総数とヤーン端部の直径との積をビーム幅より大きくするべきであるということに、当業者は気付いているであろう。
【0034】
繊維は、種々の技法の何れかによって一緒に結合させることができ、それらの技法として、繊維を加熱して融合する、繊維を結合剤とともに被覆する、及び溶剤により結合する、が含まれるが、これらに限定されない。繊維を加熱して融合するためには、多くの方法がある。例えば、繊維を含むビームは、加熱ユニット(輻射式ヒーター、熱風対流ヒーター、マイクロウエーブ・ヒーター等)中又は上を通過させることができ、それにより繊維が互いに接合するのを可能にする。また、ビーム中の繊維は、ビームを、駆動又は非駆動の1つ又はそれ以上のカレンダーロールを通すことによって、接合することができる。ビームは、また加熱した又は非加熱のニップロールを通して、繊維ビームの厚みを制御することもできる。使用される加熱方法は、当分野で公知のように、融合する繊維のタイプ及びビーム密度に依存する。ビーム中の繊維は、最適な程度でのみ接合させることが望ましい。もし繊維が互いに弱く接合されている場合は、それらはビームからばらけ、破断する。破断した繊維又はほぐれた末端は、最終的なファイバー・オン・エンド製品中の欠陥の原因となり得る。リボンは、1つのタイプの繊維から、又は2つ又はそれ以上のタイプの繊維から形成することができる。繊維のタイプは、多くの異なる方法で識別することができる。例えば、繊維は、横断面のサイズ又は形状、繊維当たりの芯のサイズ、形状又は数、繊維を含むポリマー成分において、変わり得る。繊維は、また、例えば、色、化学組成、表面化学及び電気伝導度のような性質においても変わり得る。異なったタイプの繊維を、ビーミング操作の間無秩序に分配することもでき、又はそれらを望ましい繰り返しパターン若しくは非繰り返しパターンに割り当てることもできる。
【0035】
ファブリック
ヤーンを配列する別の方法は、それらを一方向ファブリックに織ることである。本明細書で使用する用語、「ファブリック」は、ヤーン繊維又はフィラメントを交絡させることにより製造された平面状のテキスタイル構造体を意味する。「一方向ファブリック」(unidirectional fabric)は、方向強度のために一方向のみに設計された織物パターンで作られたファブリックである。ヤーンは、横糸方向又は縦糸方向の何れかに織ることができる。それぞれは、異なった利点を有する。ヤーンを縦糸方向に織ることは、ヤーンを単一のボビンから供給することができるので、必要な設備がより少なくて済み、またヤーン密度を調整することができる。代わりに、ヤーンを横糸方向(「単一横糸」ファブリック用)に使うことは、ビーミング操作の場合と同様に多数のボビンを必要とするが、利点は、一旦クリールを準備してしまえば、織物を高速で生産することができることである。両ケースにおいて、交差軸ヤーンは目の粗く織られた低融点結合用繊維であり、それはファブリックを一緒に繋ぐ。本明細書に記載されたプロセスの1つの実施態様において、横糸方向には高い繊維密度を有するが縦糸繊維は非常に粗い、一方向の横糸(「単一横糸」(uni-weft))ファブリックが織られ、そして縦糸繊維は低融点繊維であり、それは製織プロセスの後で溶融され、それによって横糸繊維を一緒に保持するために使用される。
【0036】
リボンと同様に、製織したファブリックは1つ又はそれ以上のタイプの繊維を含むことができる。異なったタイプの繊維は、無秩序にファブリックに織ることができ、又は織られて特異的な繰り返しパターン若しくは非繰り返しパターンを作り出すことができる。
【0037】
ボビン巻き取り
一般的な巻き取りは、巻き取りのためにらせん角度を有し、ヤーンはその角度で互いにクロスラップする。しかしながら、繊維が互いに本質的に平行に並ぶように、非常に小さい角度でヤーンを巻き取ることも可能である。繊維は、1インチ以上の厚みに巻き取ることができる。しかしながら、その後に続く処理のためには、1/16”から1/4”(1.6mmから6.4mm)が有利である。これらの繊維は、繊維の熱融合、結合剤との繊維の被覆、又は溶剤結合によって一緒に結合することができる。熱融合の場合は、ボビンをオーブン中に置くことができ、そこで繊維は大まかに一緒に融合する。オーブンの温度は、繊維の組成に依存するであろう。次いで、融合した繊維材料はボビンから切り離され、平面状に置かれて繊維の一方向マットを形成する。本発明者らの試験では、本発明者らは、一般に、6”(15cm)の芯に繊維を1/16”(1.6mm)から1/8”(3.2mm)の厚みに巻き取ったボビンを融合した。ボビンを、オーブン中80〜90℃で2時間加熱した。芯から切り離した後で、繊維マットを、高い繊維密度で一緒に十分接合させた。それは十分薄いので容易に平らに横たえることができ、引き続いて切り取り片(conpons)又はプリプレグ(pre-pregs)と呼ばれる形状に切り出すことができた。
【0038】
例として、繊維を、ボビンに1/32”(0.8mm)から1/8”(3.2mm)の範囲の厚みに巻き取った。ボビン上の繊維を融合するために用いられる温度は、繊維の外側の鞘の融点に従って決定される。融合温度は、外側の鞘を構成するポリマーの溶融開始の約15℃上又は下であることが望ましい。ポリマーの溶融開始は、示差走査熱量計を用いて求めることができる。ポリマーが融点を持たない場合は、融合温度はポリマーの軟化温度の範囲とすることができる。一旦巻き取られたフィラメントが熱処理によって部分的に融合してしまうと、部分的に焼結した繊維構造体は、ボビンの軸に対して平行な方向に細切りしたりカットしたりすることができ、1つの好ましい方向に走る繊維を含む、湾曲した又は平らな板が得られる。
【0039】
かせ巻き取り
繊維をかせ巻き取り機に巻き取り、ヤーンの緩やかなコイルを作り出すことができる。次いで、このヤーンを、一束の平行な繊維として金型の中に直接置き、加熱加圧下で一体化してビレットを形成することができる。代わりに、結合剤とともに繊維を被覆することにより、又は溶剤結合により、繊維を一緒に結合することができる。複合材料産業に一般的な手順及び装置を、この工程で所望の構造を達成し、切り取り片又はプレプレグの切り出しするために使用することができる。
【0040】
ビレット形成及びスカイビング
最終的なビレットに対する要求事項は、所望の製品及び加工の費用によって決定される。別々のシートにスカイビングされる(直線的スカイビング)ビレットの場合は、全ての繊維は互いに平行に配列され、通常スカイビング表面に対して垂直に配向している。いくつかの用途においては、繊維軸に対してある角度でスカイビングすることが、膜に更なる価値をもたらす。このタイプのスカイビングは、スカイビングしようとする表面の面積を有するシートを製造することになる。直線的スカイビングに適するビレットは、種々の方法で製造することができ、限定されないが、プリーツ加工後の融合及び積み重ね後の融合が挙げられる。プロセスの概略図を図1に示す。複数の平行な結合した繊維から形成されたリボン又はファブリック1は、プリーツ加工ゾーン2を通過して融合ゾーン3に入り、そこでプリーツは融合され固体のブロック4になる。ファイバー・オン・エンド膜5は、ブロックが一体化しているのでそのブロックから連続的にスカイビングする(スカイビング・ナイフ6を用いて)ことができ、又はブロックを後で集めて、例えば、下記で説明するように回転式スカイビングするためのパーツに機械加工する。
【0041】
プリーツ加工
融合したリボン又はファブリックは、連続的なプリーツ加工操作を通して走行させることができ、そこでリボン又はファブリックは、繰り返し折り畳まれ、次いで一緒に積み重ねられる。このプロセスは、折り畳まれた濾材を作る又はファブリックにプリーツを作るために使用されるプリーツ加工プロセスに類似している。このプロセスを図1に示す。典型的な条件が以下の実施例1で用いられ、そこでは、単一横糸ファブリックを0.5”(1.3cm)のプリーツ高さでプリーツ加工し、プリーツ加工ユニットを1分間当たり30プリーツの速度で、80℃及び30psi(0.21MPa)で走行させた。
【0042】
加熱及び加圧下で、これらのプリーツは、一緒に接合するように製作されバット(batt)を形成することができ、その中で繊維は、典型的にはバット表面に対して実質的に垂直に配向されている。このバットは、いくつかの方法で使用することができる。バットは、直方体の金型の中に置かれ、次いで加熱及び加圧下で一体化されて直方体のビレットを形成することができ、このビレットをスカイビングしてシートにすることができる。更に、バット又はそれから形成される直方体のビレットは、セグメント(例えば、台形又は他の形状)に断片化され、そのセグメントは、以下に記載されるように、回転式スカイビングに備えて、繊維を放射状に配向させるように組み立てることができる。
【0043】
プリーツ加工プロセスは、熱伝達や溶剤拡散の課題を更に軽減し、その固体材料からスカイビングされなければならない層の数を最小化し、それによって生産性を上げるために、薄い固体(例えば、図2参照)を作るように適合させることができる。厚い膜が望ましい場合には、例えば、キャピラリー・アレイの生産において、折り畳みの深さを所望の厚みに調整することにより、膜をほぼ最終形状に作ることができる。
【0044】
積み重ね
ボビン巻き取りプロセスにおいて、作り出される融合繊維のマットは一緒に積み重ねられ、次いで成形されて、3次元ビレットを作り出すことができる。このビレットは、スカイビングされて個々のシート状のフィルムを形成することができ、又はビレットをセクションにカットすることができ、そのセクションを回転式スカイビング用の円筒状のビレットに組み立てることができる。マットもセクションにカットすることができ、そのセクションを、繊維を放射状方向に配向させるために組み立てることができる。例えば、台形の形状をしたセクション7は、マットから切り出され(図3A)、次いで一緒に積み重ねられて六角形の形状をした成形物(図3B)になる。十分な加熱及び加圧下で成形された場合、個々のセクションは互いに融合し、スカイビング可能な固体のビレットを形成することになる。あるいは、いくつかのそのような固体のビレットは互いに積み重ねて、融合して、幅広フィルムのスカイビングに適した単一の大きなビレットを形成することができる。このプロセスは、成形操作の間に他の材料を加えることを可能にする。例えば、セグメント間に高強度材料又は繊維を、ビレットを横切って及び/又はビレットの周囲に、ビレットの厚みの外側から内側まで完全に、1方向又は両方向に加える(図3B、3C中の8)ことは、ファイバー・オン・エンド自体によって達成し得るより、1方向又は両方向により高強度のスカイビング・フィルムを得ることができる。
【0045】
回転式スカイビング用円筒状ビレットの製造
上記の方法の何れも、FOE材料の直方体ビレットを作るために使用することができる。これらのビレットは個々のシート状のフィルムを作る直線的スカイビングに使用することができる一方、連続したロール状のフィルムが好ましい用途がある。連続したロールは回転式スカイビングによって製造することができ、その場合は、円筒状のビレットがその軸を中心にして回転し、そしてスカイビングにより、幅はビレットの幅であるが非常に長い長さのフィルムが製造される(図6)。そのような円筒状のビレットにおいては、繊維は本質的に軸から半径方向に配向している。本発明者らは、直方体のビレットのセクションを、回転式スカイビングに適切な円筒状の形態に組み立てるプロセスを開発している。
【0046】
先ず、ビレットをセクションに切り出し又は機械加工する。1つの実施態様においては、セクションは、図4Aに示すように台形状のセクションである。本明細書で使用される用語、「台形状のセクション」は、ビレットから切り出した形状が断面において台形状であることを示す。別の実施態様においては、セクションは環状扇形である。本明細書で使用される用語、「環状扇形」は、図11に示すように、ビレットから切り出した形状が断面において環状扇形であることを示唆する。台形状のセクションは、台形の底辺に対して垂直に繊維が配向するように切り出される(図4A)。台形状のセクションは、断面が同心の2つの多角形であるビレットを作るために使用される。好ましい実施態様においては、3つの台形が一緒に溶接され三重体を形成し(図5A)、次いで2つの三重体が一緒に溶接されて、断面が同心の2つの六角形である固体を形成する(図5B)。この六角形をスカイビング用のスピンドルに搭載して(図9)、円筒状の外表面を作り出し、そして連続的なFOE膜の迅速なスカイビングを可能にする。同様にして、大量の台形状セクションをこのようにして切り出して融合することが可能であり、例えば、8つのセクションを切り出して2つの四重体を形成することができ、2つの四重体を一緒に溶接して断面が2つの八角形である固体を形成することによってビレットを作ることができる。あるいは、環状扇形を切り出し、繊維を外側の弧に対して垂直に配向させて同様に組み立て(図11)、断面が2つの同心円である円筒状のビレットを形成することができる。
【0047】
切り出したセクションを一緒に溶接するには、多くの方法がある。セクションは、オーブン中加圧下又は加圧無しで加熱することにより、溶接することができる。他の知られている殆どのプラスチック溶接技法も、また使用することができ、限定されないが、ホットプレート溶接、振動溶接、及び超音波溶接が含まれる。
【0048】
時には、溶接する前に、機械加工した表面を覆うことが好ましい。固体フィルム9をその表面上にヒートシールする(図4B)ことは、溶接プロセスの間繊維を保護し、芯材の移動を防止する。
【0049】
図11に示す環状扇形は、最長の繊維が本質的に半径方向に配向した、本質的に平行な繊維から成る。これらのセクション(扇形)は、上記したように、オーブン中ヤーンボビン上で融合された融合フィラメントのシートから型抜きされ、次いで平らに置かれる。それらは、またボビン上で型抜きすることもでき、僅かな湾曲がセクションに残る。この湾曲したセクションは、全てのセクションを加圧下で融合させ、加熱して最終のビレットを作り出す場合、必要に応じて平らにすることができる。図10に示すように、これらのセグメント上のキャッピングフィルムは、ビレットへの加工、スカイビング、又は製品の何れかに選択が加える価値に従って、組成、分子量、及び/又は融点が変化する。
【0050】
本明細書に記載されるプロセスは、連続化した及び/又は自動化したプロセスを用いて、縦に(on end)配列された繊維から、あらゆる所望の幅及び長さの多孔性膜又はキャピラリー・アレイを製造することを実用化する。更に、連続的なプロセスの処理、及び加工工程の削減の結果として、より低い製造コストを達成することが可能である。
【0051】
本明細書で数値の範囲が挙げられている場合は、特に指定のない限り、範囲はその両端、並びにその範囲内の全ての整数及び端数を含むものとする。本発明の範囲が、範囲を定義する場合に挙げられた特定の値に限定されることは、意図していない。
【0052】
用途
更なる加工工程及び最終的な用途は、最初の繊維の性質及びスカイビングされた層の厚みにいくぶん依存するであろう。もしファイバー・オン・エンド材料を作るために使用される繊維が特定の性質を有するならば、その材料をスカイビングすることによって形成される膜又は毛細管も、また特定の性質及び独特の値を有するであろう。そのような性質は、例えば、独特のアレイを形成するための孔サイズの特定の分布若しくは異なる多成分繊維の幾何学的配置;繊維軸の独特の傾斜度若しくは複合傾斜度;伝導度、表面エネルギー、表面化学若しくは光学的指数の選択された値;色;又は種の拡散(選択的浸透)であり得る。本明細書で使用される用語、「傾斜度」(angularity)は、所与のFOE材料中の繊維軸が、そのFOE材料の表面に対する垂線と作る角度をいう。例えば、ある物品は、少なくとも2つの平行なキャピラリー・アレイを含むことができ、ここで、それぞれのアレイ内の毛細管は、本質的に全て、そのアレイの表面に対する垂線から特定の角度だけそれて(即ち、同じ傾斜度を有して)配列しているが、1つのアレイにおける毛細管の傾斜度は、少なくとも1つの他のアレイにおける毛細管の傾斜度とは異なる。
【0053】
多孔性膜及びキャピラリー・アレイ
本発明の1つの実施態様において、ファイバー・オン・エンド材料は多孔性膜又はキャピラリー・アレイである。最初の繊維が中空(即ち、芯は空気)の場合は、適切に製造されたビレットを用いて、繊維の融合したブロックからスカイビングされた層又は膜は多孔性であり、規則的に空間配置された均一なサイズの孔を有するであろう。最初の繊維が、紡糸後溶解することができる物質から作られた固体の芯を有する二成分繊維の場合は、芯を溶解して孔を形成することにより、スカイビングの後多孔性膜を作ることができる。同様にして、各繊維が「海−島」タイプの多重芯を有し、異なるポリマーの海の中に配置された多数のより小さい溶解可能な繊維の芯を有する場合は、島を溶解してより小さい孔を有する膜、即ち微多孔膜を形成することができる。
【0054】
他の多くの変形法が可能である。例えば、最初の繊維は、空気又は溶解除去可能な固体である中央芯、剛体であり特定の機能(例えば、親水性、疎水性、伝導度)に寄与する内側の鞘、及び内側の鞘や芯材より低い温度で融合可能な外側の鞘を有する三成分繊維であり得る。
【0055】
別の例として、最初の繊維は、空気又は溶解除去可能な固体である中央芯、外部刺激(即ち、温度、化学品への暴露等)の存在下で体積を変えることができる内側の鞘、及び内側の鞘や芯材より低い温度で融合可能な外側の鞘を有する三成分繊維であり得る。そのような繊維から作り出される膜は、孔のサイズを変えることができ、それ故に外部刺激が負荷され又は取り除かれた場合はいつでも、浸透性を変えることが可能となる。
【0056】
更に別の例として、毛細管の壁がその表面に活性な又は反応性を有する化学的部分構造、例えば、カルボン酸基、ヒドロキシル基、アミン基、エポキシ基、無水物基等を有する、ファイバー・オン・エンドのシート又は膜をつくることができる。そのようなシート又は膜は、溶解除去可能な中央芯、中央芯が溶解された後表面に活性な又は反応性を有する化学的部分構造を含有する最も内側の鞘、及び最も内側の鞘又は芯材より低い温度で融合可能な最も外側の鞘を含む多成分繊維を用いて、FOEビレットを加工することにより作ることができる。代わりに、繊維は中空であり、かつ表面に所望の部分構造を有する内側の鞘と、最も内側の鞘より低い温度で融合可能な外側の鞘から構成されていてもよい。そのような繊維から作り出される膜は、種のアフィニティ分離(affinity separation)に使うことができる。何故なら、R. Ghosh, “Protein separation using membrane chromatography: opportunities and challenges”, Journal of Chromatography, 952 (1-2), pp. 13-27, 2002に記載されている膜クロマトグラフィー用途のように、種は、1つ又はそれ以上のFOEのキャピラリー・アレイの毛細管を通って流れるからである。一般にクロマトグラフィーの、特に膜クロマトグラフィーの当業者に公知のように、毛細管の壁に沿った活性な又は反応性を有する化学的部分構造は、プロセス流れから精製し又は除去する必要がある、特定の生物種又は化学種に選択的に結合することになる、スルホン酸基、第四級アミン基、金属イオン、酵素、タンパク質等のような他の反応性を有する基を付加し又はグラフトするために使用することができる。当業者は、従来の膜が孔のサイズにおいて広い分布を示すことを知っている。孔のサイズにおけるこの変動の故に、流体流れは膜の最大孔経由に偏り、小さい孔は全体の流量に大きくは寄与しない。膜クロマトグラフィーの用途の場合は、活性部位を有する全ての孔が流体流れに寄与し、それ故に分離プロセスに寄与するのが望ましい。
【0057】
本明細書に記載されるFOEキャピラリー・アレイで達成される、均一な毛細管の孔は、膜の全ての孔を通してより均一な流れを可能にし、分離プロセスの効率を強化することができる。
【0058】
いくつかの用途は、ある孔を機能的にして他の孔はそうではなくした、孔又は芯のサイズの二峰性、三峰性、又は他の制御された分布から恩恵を受けることができる。これは、繊維の直径又は繊維成分の直径の混合したものを用いることによって達成することができる。例えば、外径は同一であるが異なる壁厚、従って異なる孔サイズの中空繊維を使用することができる。
【0059】
本明細書に記載されるFOE膜の用途の例としては、限定されないが、規定されたサイズ分布(例えば、単分散の、もし2つの異なる直径の繊維が使用されるなら二峰性の)を有する粒度測定のためのフィルター、クロマトグラフィーの膜、及び以下に記載されるように、刺激に反応して浸透性が変わる適応膜構造体及び衣料が挙げられる。
【0060】
本明細書に記載される多孔性膜は、係属中の米国特許出願第11/118961号、同第11/119484号、同第60/729110号、及び同第60/729193号(これらは、参照によりその全体が本明細書に組み込まれる)に記載されているような、適合性バリア性膜構造体の孔含有構成要素として使用することができる。適合性膜構造体は、孔を有する第1及び第2の膜を含み、第1の膜を動かして、第1の膜の孔が第2の膜の孔と実質的に又は全く見当が合わない位置にある第2の膜と接触させ、それによって膜構造体の透過性を変える作動刺激に反応することを意味する。これに代わる適合性膜構造体においては、本発明の多孔性の膜は2つの隣接する膜の1つであり、第2の膜は突出した要素の配列を含み、それぞれの突出した要素は多孔性膜の孔に挿入可能であり、刺激の負荷又は除去に応じて片方の又は両方の膜をお互いに向って動かした場合、多孔性膜の孔に入るような形状でありかつ位置にある。それぞれの突出した要素はその対応する孔に入るので、突出した要素とそれに対応する孔との間に密封を作り出すような方法で孔の内部表面に接触し、それによって浸透、対流及び/又は拡散の経路を排除する。
【0061】
適合性膜構造体が通常組み込まれ得る物品の例としては、限定されないが、衣料(例えば、防護服、防護カバー、帽子又は他の頭部カバー、フード、マスク、ガウン、コート、上着、シャツ、スボン、パンツ、手袋、ブーツ、靴及び靴下);囲うもの(enclosure)(例えば、テント、安全室、クリーンルーム、温室、居住施設、事務所建屋又は貯蔵容器);及びガス、蒸気、液体及び/又は微粒子の流れを制御するための弁が挙げられる。防護用カバーは化学的防護、生物学的防護、又はその両者のための防護用衣料であり、限定されないが、カバーオール、防護服、コート、上着、限定使用の防護衣料;手袋;靴下、ブーツ;靴又はブーツカバー、スボン、フード、帽子又は他の頭部カバー、マスク、シャツ、医療用衣服、手術用マスク、医療用又は手術用ガウン、又はスリッパが挙げられる。
【0062】
膜の孔は、また、例えば、触媒的又は酵素的活性、反応性、吸着性、親水性、疎水性等のような特別な性質を与えるために、化学的に機能化することができる。
【0063】
本明細書に記載される多孔性膜は、またその表面又は毛細管の孔の内部のいずれかに、他の無機、有機又は生物物質を担持させるために使用することができる。これらの物質は、膜に物理的に担持され又は化学的にグラフトすることができる。膜の上に又はその孔の内部に他の物質を導入することによって、濾過、分離、精製、保護、検知及び診断のような、多くの異なった用途に使用することができる複合膜を形成することができる。
【0064】
本明細書に記載される多孔性膜は、また高度の物質の合成又は製作のための鋳型として使用することができる。毛細管は、反転画像構造をダイカスト又は複製する部位となり得る。膜の均一な毛細管の孔は、ミクロチューブ又はナノチューブのような物質を合成するための、小さな反応器として使用することができる。これらの最新の物質を孔の中に残して、複合膜を得ることができ、又は適切な溶剤の中で膜を溶解除去して回収することができる。最新物質が非常に高温で安定なものである場合、外側の膜を高温で焼却又は燃焼することによって、それらを回収することができる。
【0065】
充填した孔又は毛細管を有する膜
別の実施態様において、ファイバー・オン・エンド材料は、充填した又は部分的に充填した孔又は毛細管を含有する膜又はキャピラリー・アレイである。例えば、使用した芯−鞘繊維の芯材は、必要に応じて未溶解のまま残してよく、芯材は、その組成に依存して、耐火性、抗菌活性、サーモクロミックな性質等のような特別の機能を膜に付与する。例えば、芯材は、膜を含む物品にそのような性質を付与するために、十分な水準の難燃剤、抗菌剤、殺虫剤及び昆虫忌避剤を混合しているポリマーを含むことができる。このように組み入れることができる難燃剤の2、3の例はハロゲン含有及びリン含有難燃剤であり、限定されないが、デカブロモジフェニルオキシド、環状ホスホン酸エステル、リン酸トリフェニル、ポリ(スルホニルフェニレンフェニルホスホネート)及びポリリン酸アンモニウムが挙げられる。表面の性質も、また、帯電防止剤若しくは電気伝導性物質、又は疎水性若しくは親水性物質(例えば、ポリマー又はオリゴマー)を含む芯材を使用することによって、改善することができる。
【0066】
ファイバー・オン・エンド材料が、厚い層を形成するようにスカイビングされる場合は、短い孔よりむしろ長い毛細管が作られ得る。そのような毛細管膜は、流体を選択的に毛細管現象で取り出し、又は流体を制御された方式で貯蔵したり分配したりするために使用することができる。そのような膜は、例えば、医療材料、器具又はインプラントにおける、薬物の制御された放出のために使用することができ、限定されないが、包帯、創傷被覆材、カテーテル、人工器官、ペースメーカー、心臓弁、人工心臓、ひざ及び腰の関節インプラント、血管移植片、整形外科用固定具、外耳道シャント(ear canal shunts)、美容整形用インプラント、埋め込み型ポンプ、ヘルニアパッチ、及び人工皮膚が挙げられる。膜自体は、埋め込れる場合、長期間体に吸収される物質から作ることができる。
【0067】
毛細管膜は、多様な機能性材料を含浸させることができる。本明細書で使用される用語、「機能性材料」は、膜の毛細管にそれを注いで、例えば、限定されないが、温熱調節、抗菌活性、耐火性、光学的性質、静電的性質、及び防食性のような、所望する性質を与えるような物質を意味する。機能性材料は、毛細管作用により孔の中に吸い込まれた、又は溶液に溶解された液体自体であってよく、ここで、溶剤は溶液で膜を含浸した後蒸発される。機能性材料は、また膜を作るために使用される繊維の鞘又は芯成分の一部又は全部として紡糸されても良い。
【0068】
例えば、パラフィン・ワックスは、温熱調節用途に使用される相変化物質の例である。従って、パラフィン・ワックスをメチレンクロリドに溶解し、毛細管現象による吸い込みにより多孔性毛細管膜に取り込み、その後で溶剤を蒸発してパラフィン・ワックスを後に残すことができる。そのような充填した毛細管膜を含む物品は、環境温度に依存して望ましい温熱調節特性を示す。相変化物質を取り込んだ毛細管膜を含有する物品の代表的な例としては、限定されないが、毛布、家庭用及び自動車シート用の掛け布、寝具類(例えば、枕、枕ケース、シーツ、掛け布団、ベッドカバー、マットレス、マットレスカバー)、水中ダイビング用の防水耐寒服、足周り用品(例えば、靴、ブーツ、アイススケート用ブーツ、スニーカー及びスリッパ)、中敷及び裏地、手袋及びミトン、帽子、スキーマスク、上着、コート、パーカ、防寒着、スキーズボン及びその他のスボン、保温下着及びインチメートルアパレル、ベスト、シャツ、ブラウス、セーター、ドレス、及び鍋掴みが挙げられる。
【0069】
抗菌剤及び消臭剤も、また本明細書に記載されるファイバー・オン・エンド材料における機能性充填剤として組み込むことができる。抗菌剤は、殺菌性の、防かび性(カビに対する活性を含む)の、及び/又は抗ウイルス性の薬剤である。これらには、例えば、キトサン及びその誘導体、トリクロサン、セチルピリジニウムクロリド、ポリビグアニド系化合物;及び一般に「パラベン類」(parabens)と呼ばれる、4−ヒドロキシ安息香酸のアルキル(特に、メチル、エチル、プロピル、及びブチル)エステル及びベンジルエステルが挙げられる。特定の毛細管膜構造体で特定の抗菌性の又は消臭性の機能性充填剤を使用するには、機能性充填剤は溶解するが膜構造体には影響しない溶剤が必要となる。本発明の抗菌性及び消臭性の物品は、衣料のような用途に応用され、それらには、限定しないが、足周り用品(例えば、ブーツ、靴、スリッパ、スニーカー)の裏地及び中敷、手袋及びミトン、帽子、シャツ及びブラウス、上着、セーター、ドレス、インチメートルアパレル、及び医療用衣料;医療用掛け布、抗菌性ティッシュ、ハンカチ、及び医療包装を含むヘルスケア品が含まれる。
【0070】
殺虫剤及び防虫剤も、また機能性充填剤として使用することができる。その例としては、限定されないが、N,N−ジエチル−m−トルアミド(「DEET」)、ジヒドロネペタラクトン及びその誘導体、シトロネラ油(citronella oil)、レモンマートル油(backhousia citriodora oil)、ラベンダーティートリー油(melaleuca ericafolia oil)、カリトルコルメラシス(葉)油(callitru collumelasis (leaf) oil)、カリトルスグラウコフィラ油(callitrus glaucophyla oil)及びホワイトティートリー油(melaleuca linarifolia oil)のような精油;及び、限定されないが、ペルメトリン(permethrin)、デルタメトリン(deltamethrin)、シフルトリン(cyfluthrin)、α−シペルメトリン(alpha-cypermethrin)、エトフェンプロックス(etofenprox)及びλ−シハルトリン(lambda-cyhalthrin)のようなピレスロイド系殺虫剤が挙げられる。殺虫性及び/又は防虫性の物質若しくはそれらから得られる化合物を含有する物品、又は本発明の充填した毛細管膜構造体を組み込んだ物品は、衣料のような用途に応用され、それらには、限定されないが、帽子、フード、スカーフ、靴下、靴の裏地、シャツ及びブラウス、ショーツ、スボン;テント、ターポーリン類及び寝具類が含まれる。
【0071】
微小突起
繊維が単一の芯、又は異なるポリマーの海の中に配置された多数のより小さい繊維の芯(「島」)を有する「海−島」タイプであって、島を溶解しない溶剤に海が溶解可能である場合は、海をエッチングして沢山の微小突起又は毛を有する表面を形成することができる。そのような表面は、例えば、自己洗浄表面又は防水材料に有用な、超疎水性の性質を持つように作ることができる。
【0072】
上記の全ての例は、繊維自体より高い価値及び有用性を有するものである。本明細書に記載されるようにして製造されるFOE材料は、濾過、保護膜、医薬送達、自己洗浄超疎水性表面及び多くの他の胸を躍らせる新規材料の新しい用途に応用することができる。
【0073】
実施例
以下の実施例では、本発明の特定の実施態様を説明する。これらの実施例が基づいている本発明の実施態様は、単に説明するためのものであり、添付の特許請求の範囲を限定するものではない。
【0074】
略語の意味は、下記の通りである:「h」は時間を、「min」は分を、「m」はメートルを、「cm」はセンチメートルを、「mm」はミリメートルを、「μm」はマイクロメートルを、「g」はグラムを、「mL」はミリリットルを、「psi」は平方インチ当たりのポンドを、「ksi」は平方インチ当たりの1,000ポンドを、「MPa」はメガパスカルを、そして「rpm」は1分間当たりの回転数を、それぞれ意味する。
【0075】
Surlyn(R)は、E. I. du Pont de Nemours and Company社の登録商標である。
Elvamide(R)は、E. I. du Pont de Nemours and Company社の登録商標である。
Nucrel(R)は、E. I. du Pont de Nemours and Company社の登録商標である。
【0076】
〔実施例1〕
本実施例は、微多孔膜を作り出すために用いられた、実験室規模のファイバー・オン・エンド・プロセスを記載する。
【0077】
芯−鞘繊維を連続繊維紡糸ラインで紡糸した。紡糸ラインの概略図を図6に示す。芯−鞘フィラメント構造体を作り出すために使用したスピンバックは、これまでに米国特許第2,936,482号並びにそれに続く特許及び出版物に記載されている。この繊維の鞘は、Surlyn(R)8150樹脂から形成された。この樹脂はエチレン/メタクリル酸コポリマーであって、メタクリル酸基が一部ナトリウムイオンで中和されているものであり、E. I. du Pont de Nemours and Company社(Wilmington, Delaware, USA)から市販されている。この繊維の芯は、Elvamide(R)8061ナイロン・マルチポリマー樹脂から形成された。この樹脂は、低融点(Tm=156℃)の汎用ナイロン・マルチポリマー樹脂であり、同様にE. I. du Pont de Nemours and Company社から市販されている。
【0078】
繊維を紡糸する前に、Surlyn(R)8150樹脂及びElvamide(R)8061ナイロン・マルチポリマー樹脂を、真空オーブン中乾燥窒素ガスを流しながら、60℃で16時間乾燥した。乾燥したポリマー(12及び13)を2つの別々の同方向回転2軸スクリュー押出機(co-rotating twin screw extruder)(14及び15)内で溶融した。溶融したイオノマーを供給した押出機は255℃に設定され、溶融したElvamide(R)8061ナイロン・マルチポリマー樹脂を供給した押出機は200℃に設定された。それぞれの押出機からの両ポリ
マーの溶融物の流れは、別々のZenithギアポンプに供給され、次いでこのギアポンプは、溶融ポリマーを計量してスピンパック16に送った。2つのギアポンプの速度は、イオノマーが11.2g/分及びElvamide(R)8061ナイロン・マルチポリマー樹脂が4.8g/分になるように、事前に設定した。これらの流速は、芯−鞘繊維の外側の鞘が公称70質量%、そして芯が公称30質量%になることを可能にした。スピンパックを、加熱ブロック17を用いて244℃に加熱した。両ポリマーの流れを、パック内の別々の仕切り内にある、3つの200メッシュのスクリーン及び1つの325メッシュのスクリーンを通して濾過した。濾過した後、コポリアミドを直径0.015”(0.38mm)、長さ0.030”(0.76mm)のオリフィスを通して計量しながら、取り囲んでいるイオノマーの鞘プールへ送った。このイオノマーは、米国特許第2,936,482号に記載されているように、芯オリフィスを含む平らな金属表面及びそのプラトー部の上面から測定して、0.004”(0.10mm)のオフセット(offset)で同心的に配置するように計量された。次いで鞘及び芯は、直径0.0625”(1.6mm)、長さ約0.325”(8.26mm)のカウンターボア(counterbore)を流下し、直径0.012”(0.30mm)、長さ0.050”(1.3mm)のフィラメント形成オリフィスに達した。スピナレットのオリフィスの出口で、合計34本の個々の芯−鞘フィラメントが作り出された。
【0079】
これらの得られた34本のフィラメントは、周囲空気で冷却され(クエンチゾーン18)、水による表面仕上げを施され(19)、次いでスピンパックの下約8フィート(2.4メートル)のガイドに集束された。34フィラメントのヤーンは、ガイドを通って約1,200メートル/分で回転する1対のロール(20)によって、スピンナレットのオリフィスから引き離された。これらのロールから、ヤーンは従来の巻取り機21に引き取られ、いくつかのボビンに巻き取られた。このヤーンのフィラメント当たりの平均デニールは、3.6と測定された。
【0080】
芯/鞘ヤーンをボビンから外し、85℃に設定された回転する加熱ロールに巻き取った。ロールの回転速度は、約58rpmに設定した。ロールの外径は、推定で10.11”(25.68mm)であった。ヤーンを回転ロールによって巻き取りながら、また、回転シリンダーの軸に平行な方向に沿って揺動するガイドによって、ヤーンを直線的に横行させた。揺動ガイドは、Mossberg Industries社(Cumberland, Rhode Island )製であった。ガイドの振幅は、5インチ(13cm)に設定し、これによってヤーンが加熱ロール上で5インチ(13cm)の距離に亘って拡がるようにした。ガイドの線速度は小さく保ち、巻き取りのらせん角度を極端に小さくすることを確実にした。約2,800メートルの芯−鞘ヤーンが加熱ロールに巻き取られた。巻き取りが完了した後、ロールを室温まで冷えるに任せた。これにより、それぞれの巻き取りヤーンを直近のヤーンに軽く融合させ、5”(13cm)幅のリボンを形成することができた。この軽く融合したリボンを切り裂き、ロールから外し、テーブル上に平らに置いた。得られたリボンは、長さ31.75”(80.64mm)、幅5”(13cm)、そして厚みは約0.03”(0.76mm)であった。リボンの重量は38.24gであり、約118,500本の芯−鞘フィラメントで構成され、全てリボンの最長軸に平行に走行するものであった。リボンの密度は推定で0.49g/cm3であった。リボンのヤーン密度は推定で直線インチ当たり349ヤーンエンドであった。この方法で合計4個のリボンを作り出した。鋭利なブレードを用いて各リボンを2等分して8個のリボンを得た。各リボンは、長さ31.75”(80.64mm)、幅2.5”(6.4mm)、厚み0.03”(0.8mm)であった。
【0081】
次いで、各リボンを手作業で、繰り返しの長さ2.25”(5.72cm)に折り畳み、プリーツを形成した。プリーツ加工はリボンの長さ方向に沿って行ったが、それはまたリボンを構成している繊維の配向方向でもあった。次いで、プリーツ加工された各リボンを、85℃に設定した対流オーブン中で、8.5 lb(3.9kg)の荷重下で30分間圧縮した。これによって、プリーツ加工されたリボンの繊維を、それぞれ隣接する繊維とある程度融合させた。それぞれの板に、繊維の配向方向を示す印を付けた。このプロセスにより合計8個のある程度融合した板が得られ、それらは約2.5”×2.25”×0.45”(6.4cm×5.72cm×1.14cm)であった。このようにして形成した8個のある程度融合した板を、全ての板の繊維の配向が同じ方向になるように確認しながら、互いに積み重ねた。積み重ねた全体を、対流オーブン中85℃で60分間加熱した。加熱した板の積み重ねをオーブンから取り出し、直ちに2枚の予備加熱したアルミニウム板の間に挟み、次いで加熱したCarver水圧プレスの間で圧縮した。プレス温度は85℃に設定し、圧縮圧は15psi(0.10MPa)であった。30分間圧縮した後、水圧プレスのヒーターを切り、そして依然15psi(0.10MPa)の圧縮圧をかけたまま、積み重ねを室温まで冷却するに任せた。予め一体化した板の積み重ねを圧縮するこのプロセスにより、それらが融合して、0.83g/cm3の密度を有し、2.5”×2.25”×1.99”(6.4cm×5.72cm×5.05cm)の寸法の単一のブロックが形成された。このブロックを、帯鋸を用いて、最終寸法1.98”×1.98”×1.99”(5.03cm×5.03cm×5.05cm)に仕上げた。
【0082】
この予め一体化したブロックを、ブロックの配向した繊維の方向が金型の空洞部の垂直の壁に対して垂直になるようにして、金型の空洞部に置いた。金型の空洞部は2.0”×2.0”(5.08cm×5.08cm)平方であり、その高さは5”(13cm)であった。予め一体化したブロックを挟むように2枚の金属ラムを金型の空洞部の開口端に置いた。金型をCarver水圧プレスの間に置き、そして1,000psi(6.9MPa)の圧力をラムにかけた。次いで、金型の周りに巻き付けて密接に装着した円形のWatlowバンドヒーターを用いて、金型の外壁を加熱した。金型温度は金型の壁に挿入した熱電対によって測定し、そして金型温度は、温度制御装置によって制御した。一旦ヒーターのスイッチを入れると、熱電対が95℃で安定するまで40分掛かった。ポリマーブロックを、この温度と1,000psi(6.9MPa)の圧力に2時間保持し、その後ヒーターを切り、依然1,000psi(6.9MPa)の圧力を掛けたまま、ブロックを冷却するに任せた。ブロックが室温まで冷却したとき、金型の空洞部からそれを取り出した。ブロックの最終寸法は2.0”×2.0”×1.64”(5.08cm×5.08cm×4.17cm)であった。ブロックの密度は、推定で0.98g/cm3であった。この密度は、ブロックが完全に一体化しており、ブロック中に空隙が殆ど又は全く存在しないことを示唆する。
【0083】
図7に示すように、完全に一体化したブロックから、スカイビングにより厚みを変えて薄いフィルムを得た。フィルムは、この特定用途のために改良していたBridgeport縦フライス盤でスカイビングした。切削工具(22)として、ウエッジ・タイプのタングステンカーバイドのブレード、HB971(Delaware Diamond Knife社製)を使用した。切削平面は、固体ポリマーブロックを作る出すために使用される繊維の配向軸に対して垂直であった。工作物の表面とブレードとの角度は20度に固定された。切削速度は、100インチ/分(254cm/分)であった。ブレードは、工作物に対して45度の方向に、切削表面の平面に沿って移動させた(図7参照)。この角度は、薄切りと耕起の両者のベクトルを発生させた。スカイビングされたフィルムの寸法は、2.0”×1.64”(5.08cm×4.17cm)であった。3種類の異なる厚み:0.002”(51μm)、0.004”(102μm)及び0.006”(152μm)のフィルム試料を得た。
【0084】
スカイビングされたフィルム試料は、高濃度のギ酸(90質量%)中に5〜10分間で浸した。ギ酸は、各フィルムのElvamide(R)8061ナイロン・マルチポリマー樹脂相を溶出し、それによって微多孔膜を作り出した。Elvamide(R)8061ナイロン・マルチポリマー樹脂相の溶解前と溶解後のフィルム試料の重量を測定した。重量分析は、Elvamide(R)8061ナイロン・マルチポリマー樹脂相がフィルムの約30質量%であることを示した。Elvamide(R)8061ナイロン・マルチポリマー樹脂の密度は、1.07g/cm3であった。従って、膜の空隙率は28%と推定された。このようにして作り出した膜の試料を、走査型電子顕微鏡(SEM)で分析した。SEM画像は膜中に円柱状の孔を示した。SEMの画像は、また膜の試料中にピンホール又は他の欠陥が存在しないことを示した。SEM画像の分析(National Institute of Health, Bethesda, MDにより開発されたNIH 1.62画像分析ソフトウエア)は、膜の平均の孔サイズが9.8μmであることを示した。本実施例の微多孔膜は、またフロースルー型キャピラリー・ポロメーター(Porous Materials Inc.社(Ithaca, NY)から供給)を用いて、特徴付けされた。ポロメーターの結果は、平均フロー孔径(mean flow pore diameter)が11.4μmであることを示した。
【0085】
〔実施例2〕
本実施例は、一方向ファブリックのプリーツ加工及び一体化による固体ビレットの形成について記載する。
Surlyn(R)8150樹脂の鞘とElvamide(R)8061ナイロン・マルチポリマー樹脂の芯を有する芯−鞘繊維を、実施例1に記載したようにして紡糸した。この芯−鞘繊維を織って、平織りの一方向ファブリックを得た。ファブリックのカウントは5×35.6、幅は18 3/16インチ[46.2cm]、重量は5.913oz/yd2であった。このファブリックを繊維の方向に沿って切断し、幅2.5”(6.4cm)、長さ約18”(46cm)のファブリックリボン数枚を形成した。実施例1に記載したのと同じ方法を使用して、各リボンを手作業で、繰り返しの長さ2.25”(5.72cm)に折り畳み、プリーツを形成した。プリーツ加工は、繊維の方向に沿って行われた。4枚のそのようにプリーツ加工したリボンを互いに積み重ね、90℃で30分、8.5ポンドの荷重下で圧縮し一緒に結合した。このプロセスにより、密度0.42g/cm3の予め一体化した板を得た。10枚のそのような予め一体化した板を互いに積み重ね、90℃の温度で水圧プレスを使って60psi(0.41MPa)の圧力を掛けて、一緒に接合させた。得られたブロックは、0.95g/cm3の密度を有していた。このブロックを仕上げしてほぼ2.0”×2.0”×2.17”(5.1cm×5.1cm×5.51cm)の寸法とし、金型中(実施例1に記載したように)95℃の温度及び1,000psi(6.9MPa)の圧力で、更に一体化した。得られたブロックは、1.0g/cm3の密度を有し、完全に一体化していた。
実施例1及び2において、ある程度一体化した繊維リボン及び一方向ファブリックは手作業によりプリーツ加工した。プリーツ加工及び一体化は、また自動化した機械を使用して、連続的に遥かに高速で行うこともできる。商業プロセスにおいては、予め一体化した繊維ビーム又は一方向ファブリックは、連続的に加熱ゾーンに供給され、そこでシートは所望の温度で加熱される。次いで、加熱されたシートは、JCEM Gmbh社(Switzerland)製のもののような、商業用の揺動ナイフ・プリーツ加工機を通すことができる。この機械は、シートに所望する振幅のプリーツを作り出すことになる。プリーツ加工されたシートは、次いで、加熱されたスタッファー・ボックス(stuffer box)に送ることができ、そこで個々のプリーツは、先行するプリーツに所望する力で押しつけられる。スタッファー・ボックス内の高温と高圧により、一緒に接合して固体のシート構造体を形成することが可能となり、そこでは、繊維はシートの平面に対して垂直に走行し、シートの厚みはプリーツの振幅に等しい。次いで、固体を所望の形状に切り出すことができ、次にそれを高温及び高圧で更に一体化して、スカイビング用のFOEビレットを形成することができる。
【0086】
〔実施例3〕
自動プリーツ加工機による一方向ファブリックのプリーツ加工及び一体化
実施例2に記載された一方向ファブリックを、自動化された揺動ナイフ・プリーツ加工機に供給した。プリーツ加工の速度は30プリーツ/分に設定し、プリーツの高さは0.5”(1.27cm)に設定した。得られたプリーツを、同じ機械上でそれらの直近のプリーツに連続的に結合させた。結合するための温度は80℃で、適用した圧力は30psiであった。得られた一体化した構造体は、幅18”で厚みは0.5”であった。
【0087】
〔実施例4〕
融合した台形セクションの回転式スカイビングによる連続膜の製造
台形の組み立てを図4、5及び6に示す。FOEブロックを、実施例1に記載したようにして作った。ブロックは、従来の機械加工技術を用いて、台形に機械加工した。ブロックは、台形の平行な表面に対して繊維が垂直に配向するように機械加工した。台形の斜めの表面は、平行な表面に対して60度の角度になるように機械加工した。各台形ブロックの寸法は、最長辺L(図4A)が2”(5cm)であり、厚みが2”(5cm)であった。6個の台形ブロックが、それぞれの完全な組み立て品のために必要とされる。
【0088】
各ブロックは、2つの斜めの表面に結合したキャッピング・フィルムを有した。フィルムを適用する方法を図4Bに示す。キャッピング・フィルム9は、0.005”(127μm)の厚みのSurlyn(R)樹脂フィルムで構成された。フィルムをブロックに結合するために、下部プラテンを加熱した水圧プレスを使用した。下部プラテン11は100℃に加熱した。Kapton(R)ポリイミドフィルム、厚み0.005”(127μm)、を下部プラテンの上に敷き剥離層10として作用させた。キャッピング・フィルム9は、Kapton(R)ポリイミドフィルムの上に置き、約5秒掛けてその温度にした。台形ブロックは、1つの斜めの表面がフィルムと接触するようにフィルム上に置いた。200psi(1.4MPa)の結合圧を得るために、ブロックを600 lb(2.7キロニュートン)の力でフィルムに押し付けた。この圧力は60秒間維持した。このプロセスを別の斜めの表面に対しても繰り返し、そして残りの5個の台形についても繰り返した。
【0089】
次いで、個々の台形をBranson振動溶接機、Model Kiefel 240Gを使用して、互いに溶接した。この機械は垂直方向には固定された上部プラテンを有し、水平方向には振動した。下部プラテンは垂直方向に動くが、水平方向には固定されていた。台形を溶接して円筒状ビレットにすることは、2段階で行われた。先ず、3つの台形を互いに溶接して三重体を形成した(図5A)。次いで、2つの三重体を一緒に溶接して、最終的なビレットを形成した(図5B)。
【0090】
三重体を形成するために、2つの台形を、下部プラテンに固定された専用に設計された固定具の中に置いた。この固定具は2つの台形を堅固に挟み付け、溶接プロセスの間それらが動けないようにした。それぞれの台形は、1つの斜めの表面を水平に向け、そしてもう1つの斜めの表面を、第3の台形がこれら2つの台形の間にぴったり適合できるように配置した(図5A)。
【0091】
一旦台形を固定具の中でしっかり挟み付けたら、下部プラテンが上昇して台形を接触する位置に置き、そこで台形を1,800 lb(8.0キロニュートン)の力で一緒に押し付け、これは130*psi(0.90MPa)の結合圧をもたらした。上部プラテンは60Hzで、0.070”(1.8mm)の振幅で10*秒間振動し(図5A、振動方向は紙面に対し上下方向)、その結果、3つの台形は溶接されて三重体となった。第2の台形の組も、同じプロセスに従って一緒に溶接された。
【0092】
次いで、台形の溶接に使用した同じ振動溶接機を使用して、三重体を一緒に溶接した。溶接の間三重体をしっかり保持するために、特別に設計された固定具が上部プラテン及び下部プラテンに取り付けられた。これらの固定具は三重体を保持し、下部プラテンが上昇した場合、各三重体の斜めの表面が互いに接触するようにした。
【0093】
一旦三重体が適正に位置決めされ固定されると、下部プラテンが上昇して三重体を互いに接触する位置に置いた(図5B)。それらは1,800 lb(8.0キロニュートン)の力で一緒に押し付けられ、それにより257psi(1.77MPa)の結合圧がもたらされた。上の三重体を、60Hzで、0.070”(1.8mm)の振幅で13秒間振動させた。三重体は今や溶接されて、6つの台形から成る単一のビレット23になり、それぞれの台形では、繊維が大部分は半径方向に配向していた。
【0094】
このビレットの中心に、直径1.0”(2.54cm)の穴をくり抜いた。溶接した接合部に過大な負荷が掛けずにビレット23を駆動させる、特別に加工したスピンドル24を設計した。スピンドルを直径1.0”の穴にぴったり嵌め込み、板25をビレットにボルト締めしてビレットを駆動させた(図9A)。スピンドルを標準的な金属加工用旋盤に取り付けた。スカイビング・ナイフを旋盤の刃物台に搭載した。このナイフは、36度の角度で研磨したタングステンカーバイドのブレードを有していた。ナイフを8度の逃げ角で搭載した(図9B)。ビレットを17rpmで回転し、ナイフは1回転当たり0.002”(51μm)の送りで移動させた。これにより、最終のフィルム厚み0.002”(51μm)が得られた。
【0095】
〔実施例5〕
これは、内側及び外側の鞘を有する中空繊維からの膜を形成する実施例である。ここでは、外側の鞘はマトリックスに熱で融合されており、一方内側の鞘は中空状の孔を維持していた。このことは、また、孔は多くの断面形状を有し得るということを示す。繊維の外側の鞘は、Nucrel(R)0411HSエチレン・コポリマー、DuPont製の熱可塑性エチレン・メタクリル酸コポリマー;そして内側の鞘は3.14IVポリカプロラクタムであり、それらの比率はそれぞれ40/60であった。原料繊維の断面の顕微鏡写真を図12Aに示す。
【0096】
繊維は、45デニールの10ファイバーヤーンとして、3,500メートル/分でボビンに巻き取った。同心状の芯−鞘ポリマー配置にして、ポリマーを225℃でスピナレットから供給し、米国特許第5,439,626号の図6A及び4Bに示したように、オリフィスを通過させた。次いで、これらのヤーンをボビンから外し、本質的に平行に配列し、長方形の溝の中に置き、溝の中に置かれた棒によって、約120℃、780psiで圧縮し、次いで冷却してブロックにした。膜は、繊維軸に対して約90度でスカイビングして得た。顕微鏡写真を図12Bに示す。得られた膜は柔軟な膜であり、膜が曲げられたり引き伸ばされたりした場合も一定の寸法を維持する、非弾性的な孔を有していた。
【図面の簡単な説明】
【0097】
【図1】プリーツ加工、融合及びスカイビングのプロセスを例示する、1つの実施態様の略図である。
【図2】プリーツの深さの調節による、薄い固体の製造を示す略図である。
【図3】一体化したマットからの台形形状の切り出し、積み重ね、及び成形による、ビレットの製造を示す略図である。
【図4】台形のセクションへのキャッピング・フィルムの適用を示す、略図である。
【図5】3つの台形の三重体(5A)への、及び2つの三重体の六角形(5B)への一体化を示す略図である。
【図6】実施例1に使用される紡糸ラインの概略図である。
【図7】実施例1に使用されるスカイビング・プロセスの概略図である。
【図8】実施例1で製造された多孔性膜の、3水準の倍率の走査型電子顕微鏡写真である。
【図9】図5に示した6個の台形のセクションを一体化することによって作成されたビレットの回転式スカイビングの、側面図及びエンドオン図の略図である。
【図10】2つの方向で固体のキャッピング・フィルムを用いて、積み重ね融合した繊維マットから作成された、スカイビング用の円筒状ビレットの略図である(前面及び裏面のエンドキャップは示されていない)。ビレットの周りの、ビレットを横切る、そしてビレットを貫通するウエハの間の固体のキャッピング・フィルムも、また示されている。
【図11】図10に示したビレットを作るために積み重ねられた多くのセグメントの1つである、融合した繊維の環状セクターの略図である。
【図12】内側及び外側の鞘を有する中空繊維(12A)、及びそれらから作成されたファイバー・オン・エンド膜(12B)の断面を描いたものである。
【技術分野】
【0001】
本出願は、2006年7月28日に提出した米国特許仮出願番号第60/837389号(これは、全ての目的のため、その全体が本明細書の一部として組み込まれる)の利益を請求するものである。
本発明は、ファイバー・オン・エンド(fiber-on-end)材料及びそれから製造される物品を対象とする。
【背景技術】
【0002】
微多孔膜は、化学、食品、医薬及び医療の産業で普及しており、それらは、プロセス流れの所望の成分と不必要な成分とを分離するために、例えば濾過により不純物を取り除くために、又は貴重な若しくは有用な粒子状の種を分離し保持するために使用される。微多孔膜は、また通気性を提供しながら風や雨のような要素から着用者を保護する外出着のような特別注文の衣料品にも使用される。それらは、また防護用のマスクや衣料品の加工にも使用され、発がん性のエアロゾル、胞子及び細菌のような有毒な粒子状の種から身を守るのに役立つ。上記の用途の全てにおいて、性能は膜中の最大の孔によって大いに制限される。何故なら、最大の孔により、除外し得る粒子のサイズが規制され、流れの大部分がより大きい孔に追いやられて、より小さい孔は、膜に高い多孔度数を与えるであろうが、全体の流量には殆ど寄与しないためである。それ故、孔のサイズに殆ど又は全く変化がない多孔性膜を製造し得ることが望ましい。
【0003】
平面状フィルム中の均一な孔は、多くの異なる加工技法によって作り出すことができる。例えば、均一な毛管孔隙は、イオン衝撃法及びトラックエッチング法によって作り出すことができる。それらは、またレーザー・アブレーション、イオン・ビーム・エッチング又は光リソグラフィーを用いることにより作り出すことができる。しかしながら、これら全ての微細加工法は、コスト、限られた数の適切な材料基板、大面積の膜を作出できない能力、及び低い多孔度のような多様な因子の1つ又はそれ以上によって制限される。
【0004】
上記の開放孔を有しない膜は、あるものの拡散を可能とし他のものを拡散させないことにより、化学種を分離するのに使用される。生命それ自体は、細胞脂質膜を通しての選択的な拡散により維持され、脱塩は海水又は汽水から淡水又は飲料水を作るために世界的に使用されており;同様に、ガス精製、腎臓透析、及び多くの他の化学的分離は、エントロピー的駆動方法として知られている。膜として使用可能とする高い選択性を有する多くの材料は、膜自体が商業的価値を有する大面積の膜として実質的に使用可能にする物性に劣るため、使用されていない。
【0005】
膜又はシート構造体は、また「ファイバー・オン・エンド」(FOE)プロセスにより作出でき、このプロセスによれば、微細特徴(microfeature)を有する多成分繊維を好ましい方向に集め、次いで互いに一体化又は焼結し、欠陥のない構造体が作出される。この固体構造体を、繊維の方向に対して垂直の方向に切る又は断片化すると、微細な特徴を有する膜及びシートが作出される。ファイバー・オン・エンド配列が、膜やキャピラリー・アレイ(capillary array)にとって有用な性質を有することを見出した。そのような材料のハンドレイアップ(hand lay-up)は可能であるが、商業的製造には現実的ではない。
【0006】
ファイバー・オン・エンド材料を作成する1つの方法は、プレス金型の空洞中に事前にある長さにカットした熱可塑性の繊維を配置することである。金型を閉じ、熱と圧力を加えると、繊維の壁が軟化し互いに融合する。加えられる圧力と熱の量は、繊維の組成及び構造に依存することになる。もし過大な圧力を加えると、中空繊維が崩壊する可能性があり、又は芯鞘(sheath-core)繊維の芯が変形する可能性がある。もし加えられ圧力が不十分の場合は、繊維は一部分しか融合せず、空隙や欠陥が後に残る。中心付近の繊維が圧縮され、しかも外側付近の繊維のつぶれの回避を可能にするのに十分な圧力を加えることが望ましい。熱も、また外部から加えられ、繊維の集合体を通して伝道して中心に達する。注意深い加熱及び十分な速度の熱伝導は、最外側の繊維の芯が分解し、変形し又は溶融することを回避するのを可能にし、なお中心付近の繊維が融合するのを可能にすることができる。
【0007】
結合剤又は溶剤を用いてファイバー・オン・エンド材料を作成する場合も、同様の注意が払われる。結合剤又は溶剤を表面に拡散させ、かつ妥当な場合蒸発させるためには、十分な時間が必要となる。熱で活性化される結合剤が使用される場合、熱伝導率が律速となっている可能性があり、外周部の繊維の前に中心部の繊維が硬化されることを確保にするように、注意を払う。
【0008】
この方法による大きな寸法を有するファイバー・オン・エンド材料の作成は、熱伝導率によって制限され、時間及び熱の注意深い制御と選択が必要となることが分かる。
【0009】
欧州特許出願公開第195860A1号及び第167094A1号では、平行な繊維を、ドラム上にその繊維を巻き付け、次いでそれらを結合又は熱的に融合することにより一体化して固体とし、その後それを平行繊維に対して垂直な方向にスカイビング(skiving)している。巻き取りドラムの表面に同心円状に配置されている繊維を、繊維の巻き取り方向に対して半径方向に薄切りしなければならない。このことは、一体化した繊維層を切断し、それをプレスして平面化し、平面化した層のセクションを切り出し、そのセクションを90度再配向し、セクションを一緒に融合してブロックとし、ブロックを台形状に再び切り出し、支持ドラムの周辺に沿って台形を配置し、繊維軸に垂直に層をスカイビングし、膜を形成することによって達成することができる。欧州特許第0167094号では、海ポリマー(sea polymer)の固体シリンダーを海ポリマーの融点より高い温度で作成し、次いで軸方向に4つのセグメントに切り出し、これを平面状にプレスしてこの平面化したセグメントにした後薄切りする。この小さいポリマーの芯で補強した厚い融合したポリマーブロックをプレスして平面化することにより、4分割したセクションの内側のより小さい曲率のそれらの芯に高い引張応力を、そして外側のより大きい曲率に近い芯に高い圧縮応力を与える。このことは、芯に高い歪を加え、不均一な毛細管構造を与える。欧州特許出願公開第195860A1号及び欧州特許出願公開第167094A1号は、取り扱いに多工程を必要とし、大規模な、連続式の又は自動化される可能性がある操作に、直ちには適合可能でない。また熱可塑性プラスチック又は反応性結合剤を用いて如何に迅速に各融合工程を達成できるかは熱伝導が律速となる。これらの特徴は、これらの方法の生産性及び実用的な膜のサイズに、限界を与える。
【発明の開示】
【発明が解決しようとする課題】
【0010】
従って、大きな寸法の平面状のファイバー・オン・エンド材料、例えば1メートル又はそれ以上の幅のものを、少なくとも1部連続方式で又は自動化した方式で作成することが可能な方法に対する必要性が依然として存在する。
【課題を解決するための手段】
【0011】
本発明の1つの側面は、互いに平行に配列しかつ融合した複数の繊維を含むビレット(billet)から所望の厚みの材料をスカイビングすることにより製造されるファイバー・オン・エンド(fiber-on-end)材料であって、ここで製造又はビレットのスカイビングにおける少なくとも1つの工程が連続方式で行われ、かつスカイビングされた材料を場合により繊維の成分を溶解させるために溶剤と接触させる、上記材料である。
【0012】
そのようなファイバー・オン・エンド材料を含む物品も、また提供される。
【発明を実施するための最良の形態】
【0013】
本発明で使用される用語、「ファイバー・オン・エンド」(FOE)は、実質的に全ての繊維が共通の軸に対して平行であり、任意の加工手段に対して垂直である繊維の配列をいう。本発明の1つの実施態様においては、複数の繊維が互いに平行に配列され、平行な繊維配向を維持するファブリック(fabric)又はリボンに形成される。このファブリック又はリボンは、プリーツ加工され融合されて固体の材料ブロック又は「ビレット」(billet)を形成する。本発明で使用される用語、「ビレット」(billet)は、融合した繊維を含む半仕上げの固体の材料をいう。繊維は、繊維の熱融合により、結合剤による繊維の被覆により、又は溶剤結合により互いに結合することができる。本発明で使用される用語、「繊維」は、ポリマー又は天然繊維のような、細長い、引き延ばされた構造を有する如何なる材料をも意味する。繊維は、一般にその直径又は幅の少なくとも100倍の長さを有することによって特徴付けられる。本発明で使用される用語、「フィラメント」は、天然には絹に見られるような不定の又は極度の長さの繊維を意味する。本明細書で使用される用語、「ヤーン」(yarn)は、テキスタイル(textile)繊維、フィラメント、又は編成、製織、若しくはテキスタイルファブリックを形成するためのその他の絡合に適した形態をした材料の連続的な糸に対する総称である。
【0014】
「ファイバー・オン・エンド」から形成される融合した固体は、一般には繊維の配向に対して必ずしも垂直である必要はないが、鋭いブレードを用いて薄い層を取り出すことによって更に加工され、膜を形成する。このプロセスは、「スカイビング(skiving)」として知られている。本発明で使用される用語、「膜」は、ガス、蒸気、エアロゾル、液体及び/又は微粒子のような、それと接触する種の移動を加減することができる、個別の薄い構造体である。より厚いセクションは、薄膜類やそれらに独特の最終用途の厚みを再現するために望まれる可能性があり、なおより厚いものは、例えば、皮革又はスリット・レザー用途を再現するため;立方体類(例えば、そのような物品は、医薬品のような物質を含有できる錠剤として使用することができる)にカットするために望まれる可能性がある。多孔性の膜は、中空繊維を使用することにより、又は多成分繊維を使用し、膜がビレットからスカイビングされた後で、成分を溶解除去することにより形成することができる。本発明で使用される用語、「多成分繊維」は、2種類又はそれ以上の成分(2成分、3成分等々)を含有する繊維を意味する。本発明で使用される用語、「多孔性膜」は、完全に、又は必ずしも完全ではないが、膜を横切って移動可能な開口部(孔)を含有する膜を意味する。本発明で使用される用語、「キャピラリー・アレイ」(capillary array)は、本発明では、孔が部分的に又は完全に他の種で充填され得る膜又はシートを意味する。
【0015】
本明細書の本プロセスは、連続的に又は1部連続的に実施することができる。連続法の1つの例を図1に概略的に示すが、それは、先行技術における方法の熱伝導の制約なしに、大面積の膜の連続生産を可能にする。ビレット製造の種々の方法を以下に記載する。必要に応じて、ビレットを製造し、次いでその後のスカイビング用に保存することができる。
【0016】
膜及びキャピラリー・アレイは、融合したブロックから層をスカイビングし、そして場合により、1つ又はそれ以上の繊維成分を溶解することにより製造することができる。スカイビングの方向は、一般的には繊維軸に対して本質的に垂直であるが、ある種の用途では、毛細管の軸に対してある角度でカットすることが要求され得る。
【0017】
繊維
本発明の実施態様において使用に適した繊維は、当業界で公知の種々の方法の何れによっても作ることができる。使用される特定のポリマー(類)に依存して、繊維は溶液から(例えば、ポリ尿素、ポリウレタン)又は溶融体から(例えば、ポリオレフィン、ポリアミド、ポリエステル)紡糸することができる。繊維の生産に関する材料、装置、原理及び方法は、Fourne, F., Synthetic Fibers, (Carl Hanser Verlag, 1999)(H.H.A. Hergeth and R. Mearsにより翻訳され出版されている)に詳細に論じられている。
【0018】
中空繊維はよく知られており、それらの製造及び応用は、例えば、Fourne, p.549及びIrving Moch, Jr., in “Hollow Fiber Membranes,”Kirk-Osmer Encyclopedia of Chemical Technology, 4th edition, Volume 13, p.312-337 (John Wiley & Sons, 1996)に論じられている。
【0019】
2成分繊維及び多成分繊維(例えば、「海−島」及び「芯−鞘」繊維)は、例えば、Fourne, p.539-548及びp.717-720に論じられている。本明細書で使用される用語、「海中島」(islands in the sea)は、2成分繊維若しくは多成分繊維(また多重インターフェース又はフィラメント・イン・マトリックスとしても記載される)の1タイプを意味する。「島」は、別のポリマーから成る「海」(又はマトリックス)中に埋め込まれた1つ又はそれ以上のポリマーの、有限長の芯又は小繊維である。マトリックスはしばしば溶解除去されて、フィラメント当たり非常に低デニールのフィラメントが残る。反対に、島は溶解除去されて中空繊維を残すことができる。本明細書で使用される用語、「芯−鞘」は、同じポリマー系の2つのポリマータイプ又は2つ若しくはそれ以上の変種の、2成分繊維又は多成分繊維を意味する。2成分の芯−鞘繊維においては、1つのポリマーが芯を形成し、他のポリマーが鞘としてそれを取り囲む。多成分の芯−鞘タイプの繊維又は2つ若しくはそれ以上のポリマーも、芯、1つ又はそれ以上の内側の鞘、及び外側の鞘を含有させて作ることができる。芯が空洞として作られた場合、1つより多い空洞が存在することができ、1つより多い鞘が空洞を取り囲むことができる。空洞は、また種々の形状を有することができる。
【0020】
本明細書に記載された方法によって、ファイバー・オン・エンド膜を作り出すために、多くのポリマー材料を使うことができる。ポリマー材料の適切な選択は、いくつかの因子に依存するであろう。1つの因子は、繊維を結合させて欠陥のないFOEビレットにする一体化プロセス及び条件である。もしFOEのバンドル中の隣り合う繊維を焼結するために高圧及び高温を使用しようとする場合は、最外側の鞘又は多成分繊維の海を構成するポリマーは、繊維の中で内側の鞘、芯又は島を構成するポリマーの融点より低い融点又は軟化点を有することが好ましい。内側の鞘、芯又は島のガラス転移温度、軟化点又は熱たわみ温度が、外側の鞘ポリマー又は海ポリマーの融点又は軟化点より高いことも、また望ましい場合がある。
【0021】
もしポリマー成分の1つが、孔を作り出すために後で溶解除去しようとする場合は、そのような成分は溶剤に直ちに溶解するものであるべきである。繊維中の他のポリマー成分又は相は、溶解性のポリマー成分を溶解するために使用される溶剤に耐溶解性がある又は不溶性であることも、また望ましい。溶解性のポリマー及びそれらが溶解性である溶剤の例としては、限定されないが、ギ酸中のポリアミド、強アルカリ溶剤中のポリエステル、ジメチルアセタミドのような極性溶剤中のポリウレタン、トルエンのような芳香族溶剤及びジクロロメタンのような非極性溶剤中のポリスチレン及びそのコポリマー、並びに水中のポリビニルアルコール、及びいくつかのポリエーテル及びポリエーテル・コポリマーが挙げられる。いくつかのポリマーは、純粋な溶剤には溶解性を示さないが、混合溶剤には溶解することを当業者は知っている。このようなポリマーも、本明細書に記載されたプロセスによって作られる膜を作り出すために使用される多成分繊維における、溶解性の成分として使用することができる。
【0022】
ポリマー成分を選択する場合、機械的特性もまた考慮されなければならない。繊維は、プリーツ加工プロセスの間の折り畳みに耐えるため、十分な機械的柔軟性が要求される。繊維が融合してビレットを形成している場合、その材料は、1回又は数回の当業者に公知のスカイビング操作によるスカイビングを受け易くなければならない。
【0023】
繊維を含むポリマー成分の選択は、一つにはその繊維から作り出されるFOE材料の最終用途によって決定されることになる。例えば、本明細書に記載されたプロセスによって生産されたファイバー・オン・エンド膜が、化学的及び生物学的防護用衣料の製造に使用される場合は、その繊維のポリマー成分は、有毒な化学薬品及び生物剤に対して、本質的に耐性を有しそして不浸透性であるべきである。膜を、化学、生化学又は製薬産業におけるプロセス流れの濾過又は精製に使用しようとする場合は、その繊維のポリマー成分は、プロセス流れの中に存在する異なった種に対して耐性を有することが望ましい。ファイバー・オン・エンド膜が、消防士の出動服における疎水性であるが通気性を有する1つ又はそれ以上の層を作り出すために使用しようとする場合は、本質的に疎水性の性質並びに耐火性の性質を有するポリマー成分を選択することが望ましい。本明細書に記載されたプロセスによって作り出されるFOE膜に対して、他にもいくつかの用途があることが予期される。それ故、前駆体の多成分繊維のポリマー成分は、特定の用途に必要とされる所望の性質を提供するように選択することができる。
【0024】
多成分繊維が広範囲のポリマー材料から紡糸され得ることは、当業者は知っているであろう。適切なポリマー材料のクラスの例としては、限定されないが、ポリオレフィン、ポリエステル、ポリアミド、ポリウレタン、ポリエーテル、ポリスルホン、ビニルポリマー、ポリスチレン、ポリシラン及びポリスルフィド及びフッ素化ポリマーのホモポリマー、コポリマー及びそれらのブレンド物、が挙げられる。上記ポリマーの各クラス内又は各クラス間のコポリマーは、ランダム・コポリマー又はブロック・コポリマーであり得る。ポリオレフィンの特定の例としては、限定されないが、エチレン及びプロピレンの立体規則性及びランダムホモポリマー;並びにそれらのブテン、イソブチレン、オクテン、テトラフルオロエチレン、ヘキサフルオロプロピレン、テトラフルオロエチレン、メタクリル酸、アクリル酸、酢酸ビニル、ビニルアルコール、及び塩化ビニル、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、又は無水マレイン酸とのコポリマーが挙げられる。例えば、DuPontTMのSurlyn(R)イオノマー樹脂(E.I.duPont de Nemours & Company, Inc., Wilmington, Delaware, USA)のようなポリオレフィン・コポリマーから誘導されるイオノマーも、また多成分繊維における成分として使用することができる。フッ素化ポリマーの特定の例としては、限定されないが、フッ化ビニル、フッ化ビニリデン、テロラフルオロエチレン、ペルフルオロプロピルビニルエーテル及びヘキサフルオロプロピレンのホモポリマー及びコポリマーが挙げられる。ポリアミド(PA)の特定の例としては、限定されないが、PA−6、PA−66、PA−610、PA−611、PA−612及びPA−1212、並びにそれらのN−アルキルアナログが挙げられる。テレフタル酸及びイソフタル酸のような芳香族ジカルボン酸から得られるポリアミド、及びメタキシレンジアミン及びパラキシレンジアミンのような芳香族ジアミンから得られるポリアミドも、また多成分繊維の形成に使用することができる。スチレン系ポリマーの特定の例としては、限定されないが、ポリスチレン、スチレンと、1,2−ブタジエン及び1,4−ブタジエン、イソプレン並びにイソブチレンとのコポリマーが挙げられる。これらのコポリマーは、完全飽和、部分飽和又は不飽和であり得る。部分飽和又は完全飽和は、ポリマー中の二重結合の還元によって達成される。更なる例として、スチレン系物質のイオノマー(例えば、酸からの)及びイオノマー塩がある。
【0025】
繊維を次いで膜を作るために使用することができる、有用な熱可塑性ポリウレタンエラストマーとしては、高分子グリコール、ジイソシアネート、及び少なくとも1つのジオール又はジアミン鎖延長剤から製造されるものが挙げられる。ジオール鎖延長剤が好ましい。何故なら、それを用いて作られるポリウレタンは、ジアミン鎖延長剤が使われた場合よりも低い融点を有するからである。ポリウレタンエラストマーの製造に有用な高分子グリコールとしては、ポリエーテルグリコール、ポリエステルグリコール、ポリカーボネートグリコール、及びそれらのコポリマーが挙げられる。そのようなグリコールの例としては、ポリ(エチレンエーテル)グリコール、ポリ(トリエチレンエーテル)グリコール、ポリ(テトラメチレンエーテル)グリコール、ポリ(テトラメチレン−co−2−メチル−テトラメチレンエーテル)グリコール、ポリ(エチレン−co−1,4−ブチレンアジペート)グリコール、ポリ(エチレン−co−1,2−プロピレンアジペート)グリコール、ポリ(ヘキサメチレン−co−2,2−ジメチル−1,3−プロピレンアジペート)、ポリ(3−メチル−1,5−ペンチレンアジペート)グリコール、ポリ(3−メチル−1,5−ペンチレンノナノエート)グリコール、ポリ(2,2−ジメチル−1,3−プロピレンドデカノエート)グリコール、ポリ(ペンタン−1,5−カーボネート)グリコール、及びポリ(ヘキサン−1,6−カーボネート)グリコールが挙げられる。有用なジイソシアネートとしては、1−イソシアナト−4−[(4−イソシアナトフェニル)メチル]ベンゼン、1−イソシアナト−2−[(4−イソシアナトフェニル)メチル]ベンゼン、イソホロンジイソシアネート、1,6−ヘキサンジイソシナネート、2,2−ビス(4−イソシアナトフェニル)プロパン、1,4−ビス(p−イソシアナト−α,α−ジメチルベンジル)ベンゼン、1,1’−メチレンビス(4−イソシアナトシクロヘキサン)、及び2,4−トリレンジイソシアネートが挙げられる。有用なジオール鎖延長剤としては、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、2,2−ジメチル−1,3−プロピレンジオール、ジエチレングリコール、及びそれらの混合物が挙げられる。好ましい高分子グリコールは、ポリ(トリエチレンエーテル)グリコール、ポリ(テトラメチレンエーテル)グリコール、ポリ(テトラメチレン−co−2−メチル−テトラメチレンエーテル)グリコール、ポリ(エチレン−co−1,4−ブチレンアジペート)グリコール、及びポリ(2,2−ジメチル−1,3−プロピレンドデカノエート)グリコールが挙げられる。好ましいジイソシアネートは、1−イソシアナト−4−[(4−イソシアナトフェニル)メチル]ベンゼンである。好ましいジオール鎖延長剤は、1,3−プロパンジオール及び1,4−ブタンジオールである。ポリマーの分子量を制御するために、1−ブタノール等のような単官能性の連鎖停止剤を添加することができる。
【0026】
有用な熱可塑性ポリエステルエラストマーとしては、低分子量の、例えば、約250未満の分子量のジオールを有するポリエーテルグリコールと、ジカルボン酸又はそのジエステル、例えば、テレフタル酸又はテレフタル酸ジメチルとの反応によって製造されるポリエーテルポリエステルが挙げられる。有用なポリエーテルグリコールとしては、ポリ(エチレンエーテル)グリコール、ポリ(トリエチレンエーテル)グリコール、ポリ(テトラメチレンエーテル)グリコール、ポリ(テトラメチレン−co−2−メチル−テトラメチレンエーテル)グリコール[テトラヒドロフランと3−メチルテトラヒドロフランとの共重合により誘導される]、及びポリ(エチレン−co−テトラメチレンエーテル)グリコールが挙げられる。有用な低分子量ジオールとしては、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、2,2−ジメチル−1,3−プロピレンジオール、及びそれらの混合物が挙げられる。1,3−プロパンジオール及び1,4−ブタンジオールが好ましい。有用なジカルボン酸としては、場合により少量の(例えば、20モル%未満の)イソフタル酸を含有するテレフタル酸、及びそのジエステルが挙げられる。
【0027】
繊維及び膜の形成に使用することができる有用な熱可塑性ポリエステルアミドエラストマーとしては、米国特許第3,468,975号に記載されているものが挙げられる。例えば、そのようなエラストマーは、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、1,4−ブタンジオール、2,2−ジメチル−1,3−プロパンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,10−デカンジオール、1,4−ジ(メチロール)シクロヘキサン、ジエチレングリコール又はトリエチレングリコールと、マロン酸、コハク酸、グルタル酸、アジピン酸、2−メチルアジピン酸、3−メチルアジピン酸、3,4−ジメチルアジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバチン酸若しくはドデカン二酸、又はそれらのエステルとの反応によって得られる、ポリエステル・セグメントを用いて製造することができる。そのようなポリエステルアミド中のポリアミド・セグメントの例としては、ヘキサメチレンジアミン又はドデカメチレンジアミンとテレフタル酸、シュウ酸、アジピン酸又はセバチン酸との反応、又はカプロラクタムの開環重合によって製造されるものが挙げられる。
【0028】
米国特許第4,230,838号に記載されているもののような、熱可塑性ポリエーテルエステルアミド・エラストマーも、また繊維及び膜を作るために使用することができる。そのようなエラストマーは、例えば、低分子量(例えば、約300から約15,000)のポリカプロラクタム、ポリエナントラクタム(polyoenantholactam)、ポリドデカノラクタム、ポリウンデカノラクタム、ポリ(11−アミノウンデカン酸)、ポリ(12−アミノドデカン酸)、ポリ(ヘキサメチレンアジペート)、ポリ(ヘキサメチレンアゼラート)、ポリ(ヘキサメチレンセバケート)、ポリ(ヘキサメチレンウンデカノエート)、ポリ(ヘキサメチレンドデカノエート)、ポリ(ノナメチレンアジペート)等と、コハク酸、アジピン酸、スベリン酸、アゼライン酸、セバチン酸、ウンデカン二酸、テレフタル酸、ドデカン二酸等から、ジカルボン酸末端ポリアミド・プレポリマーを製造することにより、製造することができる。プレポリマーは、次いで、ヒドロキシ末端ポリエーテル、例えばポリ(トリエチレンエーテル)グリコール、ポリ(テトラメチレンエーテル)グリコール、ポリ(テトラメチレン−co−2−メチルテトラメチレンエーテル)グリコール、ポリ(プロピレンエーテル)グリコール、ポリ(エチレンエーテル)グリコール等と反応させることができる。
【0029】
繊維の配列及び結合
FOEプロセスにおける重要な課題は、アズスパン(as-spun)ヤーンを、高い充填密度で繊維を横並びに配列し、繊維を好ましい方向に向くように配向し、次いでスカイビングしてフィルムを作り出すことができるブロックにそれらを一体化することである。この一体化したブロックは、所望の最終製品に依存して多くの形態を取り得る。例えば、繊維をスカイビングされる表面に対して垂直に配向させた直方体のビレットは、直線的にスカイビングした場合、個々のシート状のフィルムを作り出すことになる。同様に、繊維を円筒の軸に対して放射状に配向させた円筒状のビレットは、回転式にスカイビングした場合、長い連続フィルムを生成することになる。
【0030】
適切な繊維の配置は、欠陥のないFOE膜を製造する助けとなるであろう。好ましくは、繊維は繊維方向又は繊維軸と呼ばれる方向に互いに平行に、交差や重なり合いが殆ど又は全くないように配列される。軸に対して平行に配列されていない繊維は、繊維を一体化し次いでスカイビングした場合、構造上の欠陥を招くことが考えられる。繊維を配列させるいくつかの方法があり;それぞれの有用性は、配向方法、一体化方法、製造しようとする最終的なビレットの形態、及びどの方法が最も費用効率が高いか、に依存する。一般的に、as-spunヤーンは、先ずボビンに巻き取られる。殆どの(全てではないが)配列方法は、これらのボビンを原料供給として使用する。配列方法の例としては、限定されないが、繊維をリボンに成形する方法、ヤーンを一方向ファブリックに織る方法、かせ巻き取り方法(skein winding)、及びボビン自体上の方法が挙げられる。
【0031】
繊維表面の不純物は、繊維同士、即ち鞘同士を併合させて密着したブロックとすることを妨げる可能性がある。この良好な密着性なしには、ブロックから切削した膜は引裂強度が低すぎ、それらの最終使用環境の中で適切に機能しなくなる恐れがある。紡糸段階で繊維に適用される水は、繊維の取り扱いを容易にし、清浄な表面を与える。
【0032】
リボン
本明細書で使用される用語、「リボン」は、数インチから数フィートの幅であるが、一般的にはたった数本の繊維の厚みであり得る、薄い平らな繊維の配列を意味する。リボンの厚みは、0.2インチ(0.51cm)未満が望ましく、0.1インチ(0.25cm)未満の厚みが好ましく、0.05インチ(0.13cm)未満の厚みがより好ましい。繊維は軽く互いに結びつけられ、その結果、個々の繊維がばらけることなしにリボンを取り扱うことができる。材料のリボンを作り出すための一般的なテキスタイルプロセスは、ヤーンのボビンを採取し、数百の又は数千ものボビンを使ってそれらを集合してクリール(creel)、所謂ビーミング(beaming)する。これらのボビンのそれぞれの端部はコム(comb)に組み合わされ、次いでマンドレルに巻き上げられてビームを形成する。一旦ビームが形成されると、ビームを作り上げている個々の繊維は、いくつかの異なる手段の内の1つ又はそれ以上によって、一緒に接合又は結合させることができ、シート状の構造体を作り出す。
【0033】
ビームの適切なヤーン密度は、ビーム単位幅当たりのヤーン端部の数で定義されるが、単一のヤーン端部中の繊維端部の数やフィラメントのデニールのようないくつかの因子に依存するであろう。例えば、もしヤーン端面を含むフィラメントのデニールが小さい場合は、少しの又は全ての繊維が隣接するフィラメントに接合しているビームを作り出すために、多数のヤーンの端部が必要になるであろう。反対に、もし繊維のデニールが大きい場合は、部分的に接合した繊維ビームを作り出すために、より少ないヤーンの端部が必要とされるであろう。最適なヤーン端部密度が望ましい。疎のヤーン端部密度は、接合の乏しいビームを作り出す可能性があり、非常に高いヤーン端部密度は、接合した場合、固いビームになるであろう。接合した繊維ビームを作り出すためには、ヤーン端部の総数とヤーン端部の直径との積をビーム幅より大きくするべきであるということに、当業者は気付いているであろう。
【0034】
繊維は、種々の技法の何れかによって一緒に結合させることができ、それらの技法として、繊維を加熱して融合する、繊維を結合剤とともに被覆する、及び溶剤により結合する、が含まれるが、これらに限定されない。繊維を加熱して融合するためには、多くの方法がある。例えば、繊維を含むビームは、加熱ユニット(輻射式ヒーター、熱風対流ヒーター、マイクロウエーブ・ヒーター等)中又は上を通過させることができ、それにより繊維が互いに接合するのを可能にする。また、ビーム中の繊維は、ビームを、駆動又は非駆動の1つ又はそれ以上のカレンダーロールを通すことによって、接合することができる。ビームは、また加熱した又は非加熱のニップロールを通して、繊維ビームの厚みを制御することもできる。使用される加熱方法は、当分野で公知のように、融合する繊維のタイプ及びビーム密度に依存する。ビーム中の繊維は、最適な程度でのみ接合させることが望ましい。もし繊維が互いに弱く接合されている場合は、それらはビームからばらけ、破断する。破断した繊維又はほぐれた末端は、最終的なファイバー・オン・エンド製品中の欠陥の原因となり得る。リボンは、1つのタイプの繊維から、又は2つ又はそれ以上のタイプの繊維から形成することができる。繊維のタイプは、多くの異なる方法で識別することができる。例えば、繊維は、横断面のサイズ又は形状、繊維当たりの芯のサイズ、形状又は数、繊維を含むポリマー成分において、変わり得る。繊維は、また、例えば、色、化学組成、表面化学及び電気伝導度のような性質においても変わり得る。異なったタイプの繊維を、ビーミング操作の間無秩序に分配することもでき、又はそれらを望ましい繰り返しパターン若しくは非繰り返しパターンに割り当てることもできる。
【0035】
ファブリック
ヤーンを配列する別の方法は、それらを一方向ファブリックに織ることである。本明細書で使用する用語、「ファブリック」は、ヤーン繊維又はフィラメントを交絡させることにより製造された平面状のテキスタイル構造体を意味する。「一方向ファブリック」(unidirectional fabric)は、方向強度のために一方向のみに設計された織物パターンで作られたファブリックである。ヤーンは、横糸方向又は縦糸方向の何れかに織ることができる。それぞれは、異なった利点を有する。ヤーンを縦糸方向に織ることは、ヤーンを単一のボビンから供給することができるので、必要な設備がより少なくて済み、またヤーン密度を調整することができる。代わりに、ヤーンを横糸方向(「単一横糸」ファブリック用)に使うことは、ビーミング操作の場合と同様に多数のボビンを必要とするが、利点は、一旦クリールを準備してしまえば、織物を高速で生産することができることである。両ケースにおいて、交差軸ヤーンは目の粗く織られた低融点結合用繊維であり、それはファブリックを一緒に繋ぐ。本明細書に記載されたプロセスの1つの実施態様において、横糸方向には高い繊維密度を有するが縦糸繊維は非常に粗い、一方向の横糸(「単一横糸」(uni-weft))ファブリックが織られ、そして縦糸繊維は低融点繊維であり、それは製織プロセスの後で溶融され、それによって横糸繊維を一緒に保持するために使用される。
【0036】
リボンと同様に、製織したファブリックは1つ又はそれ以上のタイプの繊維を含むことができる。異なったタイプの繊維は、無秩序にファブリックに織ることができ、又は織られて特異的な繰り返しパターン若しくは非繰り返しパターンを作り出すことができる。
【0037】
ボビン巻き取り
一般的な巻き取りは、巻き取りのためにらせん角度を有し、ヤーンはその角度で互いにクロスラップする。しかしながら、繊維が互いに本質的に平行に並ぶように、非常に小さい角度でヤーンを巻き取ることも可能である。繊維は、1インチ以上の厚みに巻き取ることができる。しかしながら、その後に続く処理のためには、1/16”から1/4”(1.6mmから6.4mm)が有利である。これらの繊維は、繊維の熱融合、結合剤との繊維の被覆、又は溶剤結合によって一緒に結合することができる。熱融合の場合は、ボビンをオーブン中に置くことができ、そこで繊維は大まかに一緒に融合する。オーブンの温度は、繊維の組成に依存するであろう。次いで、融合した繊維材料はボビンから切り離され、平面状に置かれて繊維の一方向マットを形成する。本発明者らの試験では、本発明者らは、一般に、6”(15cm)の芯に繊維を1/16”(1.6mm)から1/8”(3.2mm)の厚みに巻き取ったボビンを融合した。ボビンを、オーブン中80〜90℃で2時間加熱した。芯から切り離した後で、繊維マットを、高い繊維密度で一緒に十分接合させた。それは十分薄いので容易に平らに横たえることができ、引き続いて切り取り片(conpons)又はプリプレグ(pre-pregs)と呼ばれる形状に切り出すことができた。
【0038】
例として、繊維を、ボビンに1/32”(0.8mm)から1/8”(3.2mm)の範囲の厚みに巻き取った。ボビン上の繊維を融合するために用いられる温度は、繊維の外側の鞘の融点に従って決定される。融合温度は、外側の鞘を構成するポリマーの溶融開始の約15℃上又は下であることが望ましい。ポリマーの溶融開始は、示差走査熱量計を用いて求めることができる。ポリマーが融点を持たない場合は、融合温度はポリマーの軟化温度の範囲とすることができる。一旦巻き取られたフィラメントが熱処理によって部分的に融合してしまうと、部分的に焼結した繊維構造体は、ボビンの軸に対して平行な方向に細切りしたりカットしたりすることができ、1つの好ましい方向に走る繊維を含む、湾曲した又は平らな板が得られる。
【0039】
かせ巻き取り
繊維をかせ巻き取り機に巻き取り、ヤーンの緩やかなコイルを作り出すことができる。次いで、このヤーンを、一束の平行な繊維として金型の中に直接置き、加熱加圧下で一体化してビレットを形成することができる。代わりに、結合剤とともに繊維を被覆することにより、又は溶剤結合により、繊維を一緒に結合することができる。複合材料産業に一般的な手順及び装置を、この工程で所望の構造を達成し、切り取り片又はプレプレグの切り出しするために使用することができる。
【0040】
ビレット形成及びスカイビング
最終的なビレットに対する要求事項は、所望の製品及び加工の費用によって決定される。別々のシートにスカイビングされる(直線的スカイビング)ビレットの場合は、全ての繊維は互いに平行に配列され、通常スカイビング表面に対して垂直に配向している。いくつかの用途においては、繊維軸に対してある角度でスカイビングすることが、膜に更なる価値をもたらす。このタイプのスカイビングは、スカイビングしようとする表面の面積を有するシートを製造することになる。直線的スカイビングに適するビレットは、種々の方法で製造することができ、限定されないが、プリーツ加工後の融合及び積み重ね後の融合が挙げられる。プロセスの概略図を図1に示す。複数の平行な結合した繊維から形成されたリボン又はファブリック1は、プリーツ加工ゾーン2を通過して融合ゾーン3に入り、そこでプリーツは融合され固体のブロック4になる。ファイバー・オン・エンド膜5は、ブロックが一体化しているのでそのブロックから連続的にスカイビングする(スカイビング・ナイフ6を用いて)ことができ、又はブロックを後で集めて、例えば、下記で説明するように回転式スカイビングするためのパーツに機械加工する。
【0041】
プリーツ加工
融合したリボン又はファブリックは、連続的なプリーツ加工操作を通して走行させることができ、そこでリボン又はファブリックは、繰り返し折り畳まれ、次いで一緒に積み重ねられる。このプロセスは、折り畳まれた濾材を作る又はファブリックにプリーツを作るために使用されるプリーツ加工プロセスに類似している。このプロセスを図1に示す。典型的な条件が以下の実施例1で用いられ、そこでは、単一横糸ファブリックを0.5”(1.3cm)のプリーツ高さでプリーツ加工し、プリーツ加工ユニットを1分間当たり30プリーツの速度で、80℃及び30psi(0.21MPa)で走行させた。
【0042】
加熱及び加圧下で、これらのプリーツは、一緒に接合するように製作されバット(batt)を形成することができ、その中で繊維は、典型的にはバット表面に対して実質的に垂直に配向されている。このバットは、いくつかの方法で使用することができる。バットは、直方体の金型の中に置かれ、次いで加熱及び加圧下で一体化されて直方体のビレットを形成することができ、このビレットをスカイビングしてシートにすることができる。更に、バット又はそれから形成される直方体のビレットは、セグメント(例えば、台形又は他の形状)に断片化され、そのセグメントは、以下に記載されるように、回転式スカイビングに備えて、繊維を放射状に配向させるように組み立てることができる。
【0043】
プリーツ加工プロセスは、熱伝達や溶剤拡散の課題を更に軽減し、その固体材料からスカイビングされなければならない層の数を最小化し、それによって生産性を上げるために、薄い固体(例えば、図2参照)を作るように適合させることができる。厚い膜が望ましい場合には、例えば、キャピラリー・アレイの生産において、折り畳みの深さを所望の厚みに調整することにより、膜をほぼ最終形状に作ることができる。
【0044】
積み重ね
ボビン巻き取りプロセスにおいて、作り出される融合繊維のマットは一緒に積み重ねられ、次いで成形されて、3次元ビレットを作り出すことができる。このビレットは、スカイビングされて個々のシート状のフィルムを形成することができ、又はビレットをセクションにカットすることができ、そのセクションを回転式スカイビング用の円筒状のビレットに組み立てることができる。マットもセクションにカットすることができ、そのセクションを、繊維を放射状方向に配向させるために組み立てることができる。例えば、台形の形状をしたセクション7は、マットから切り出され(図3A)、次いで一緒に積み重ねられて六角形の形状をした成形物(図3B)になる。十分な加熱及び加圧下で成形された場合、個々のセクションは互いに融合し、スカイビング可能な固体のビレットを形成することになる。あるいは、いくつかのそのような固体のビレットは互いに積み重ねて、融合して、幅広フィルムのスカイビングに適した単一の大きなビレットを形成することができる。このプロセスは、成形操作の間に他の材料を加えることを可能にする。例えば、セグメント間に高強度材料又は繊維を、ビレットを横切って及び/又はビレットの周囲に、ビレットの厚みの外側から内側まで完全に、1方向又は両方向に加える(図3B、3C中の8)ことは、ファイバー・オン・エンド自体によって達成し得るより、1方向又は両方向により高強度のスカイビング・フィルムを得ることができる。
【0045】
回転式スカイビング用円筒状ビレットの製造
上記の方法の何れも、FOE材料の直方体ビレットを作るために使用することができる。これらのビレットは個々のシート状のフィルムを作る直線的スカイビングに使用することができる一方、連続したロール状のフィルムが好ましい用途がある。連続したロールは回転式スカイビングによって製造することができ、その場合は、円筒状のビレットがその軸を中心にして回転し、そしてスカイビングにより、幅はビレットの幅であるが非常に長い長さのフィルムが製造される(図6)。そのような円筒状のビレットにおいては、繊維は本質的に軸から半径方向に配向している。本発明者らは、直方体のビレットのセクションを、回転式スカイビングに適切な円筒状の形態に組み立てるプロセスを開発している。
【0046】
先ず、ビレットをセクションに切り出し又は機械加工する。1つの実施態様においては、セクションは、図4Aに示すように台形状のセクションである。本明細書で使用される用語、「台形状のセクション」は、ビレットから切り出した形状が断面において台形状であることを示す。別の実施態様においては、セクションは環状扇形である。本明細書で使用される用語、「環状扇形」は、図11に示すように、ビレットから切り出した形状が断面において環状扇形であることを示唆する。台形状のセクションは、台形の底辺に対して垂直に繊維が配向するように切り出される(図4A)。台形状のセクションは、断面が同心の2つの多角形であるビレットを作るために使用される。好ましい実施態様においては、3つの台形が一緒に溶接され三重体を形成し(図5A)、次いで2つの三重体が一緒に溶接されて、断面が同心の2つの六角形である固体を形成する(図5B)。この六角形をスカイビング用のスピンドルに搭載して(図9)、円筒状の外表面を作り出し、そして連続的なFOE膜の迅速なスカイビングを可能にする。同様にして、大量の台形状セクションをこのようにして切り出して融合することが可能であり、例えば、8つのセクションを切り出して2つの四重体を形成することができ、2つの四重体を一緒に溶接して断面が2つの八角形である固体を形成することによってビレットを作ることができる。あるいは、環状扇形を切り出し、繊維を外側の弧に対して垂直に配向させて同様に組み立て(図11)、断面が2つの同心円である円筒状のビレットを形成することができる。
【0047】
切り出したセクションを一緒に溶接するには、多くの方法がある。セクションは、オーブン中加圧下又は加圧無しで加熱することにより、溶接することができる。他の知られている殆どのプラスチック溶接技法も、また使用することができ、限定されないが、ホットプレート溶接、振動溶接、及び超音波溶接が含まれる。
【0048】
時には、溶接する前に、機械加工した表面を覆うことが好ましい。固体フィルム9をその表面上にヒートシールする(図4B)ことは、溶接プロセスの間繊維を保護し、芯材の移動を防止する。
【0049】
図11に示す環状扇形は、最長の繊維が本質的に半径方向に配向した、本質的に平行な繊維から成る。これらのセクション(扇形)は、上記したように、オーブン中ヤーンボビン上で融合された融合フィラメントのシートから型抜きされ、次いで平らに置かれる。それらは、またボビン上で型抜きすることもでき、僅かな湾曲がセクションに残る。この湾曲したセクションは、全てのセクションを加圧下で融合させ、加熱して最終のビレットを作り出す場合、必要に応じて平らにすることができる。図10に示すように、これらのセグメント上のキャッピングフィルムは、ビレットへの加工、スカイビング、又は製品の何れかに選択が加える価値に従って、組成、分子量、及び/又は融点が変化する。
【0050】
本明細書に記載されるプロセスは、連続化した及び/又は自動化したプロセスを用いて、縦に(on end)配列された繊維から、あらゆる所望の幅及び長さの多孔性膜又はキャピラリー・アレイを製造することを実用化する。更に、連続的なプロセスの処理、及び加工工程の削減の結果として、より低い製造コストを達成することが可能である。
【0051】
本明細書で数値の範囲が挙げられている場合は、特に指定のない限り、範囲はその両端、並びにその範囲内の全ての整数及び端数を含むものとする。本発明の範囲が、範囲を定義する場合に挙げられた特定の値に限定されることは、意図していない。
【0052】
用途
更なる加工工程及び最終的な用途は、最初の繊維の性質及びスカイビングされた層の厚みにいくぶん依存するであろう。もしファイバー・オン・エンド材料を作るために使用される繊維が特定の性質を有するならば、その材料をスカイビングすることによって形成される膜又は毛細管も、また特定の性質及び独特の値を有するであろう。そのような性質は、例えば、独特のアレイを形成するための孔サイズの特定の分布若しくは異なる多成分繊維の幾何学的配置;繊維軸の独特の傾斜度若しくは複合傾斜度;伝導度、表面エネルギー、表面化学若しくは光学的指数の選択された値;色;又は種の拡散(選択的浸透)であり得る。本明細書で使用される用語、「傾斜度」(angularity)は、所与のFOE材料中の繊維軸が、そのFOE材料の表面に対する垂線と作る角度をいう。例えば、ある物品は、少なくとも2つの平行なキャピラリー・アレイを含むことができ、ここで、それぞれのアレイ内の毛細管は、本質的に全て、そのアレイの表面に対する垂線から特定の角度だけそれて(即ち、同じ傾斜度を有して)配列しているが、1つのアレイにおける毛細管の傾斜度は、少なくとも1つの他のアレイにおける毛細管の傾斜度とは異なる。
【0053】
多孔性膜及びキャピラリー・アレイ
本発明の1つの実施態様において、ファイバー・オン・エンド材料は多孔性膜又はキャピラリー・アレイである。最初の繊維が中空(即ち、芯は空気)の場合は、適切に製造されたビレットを用いて、繊維の融合したブロックからスカイビングされた層又は膜は多孔性であり、規則的に空間配置された均一なサイズの孔を有するであろう。最初の繊維が、紡糸後溶解することができる物質から作られた固体の芯を有する二成分繊維の場合は、芯を溶解して孔を形成することにより、スカイビングの後多孔性膜を作ることができる。同様にして、各繊維が「海−島」タイプの多重芯を有し、異なるポリマーの海の中に配置された多数のより小さい溶解可能な繊維の芯を有する場合は、島を溶解してより小さい孔を有する膜、即ち微多孔膜を形成することができる。
【0054】
他の多くの変形法が可能である。例えば、最初の繊維は、空気又は溶解除去可能な固体である中央芯、剛体であり特定の機能(例えば、親水性、疎水性、伝導度)に寄与する内側の鞘、及び内側の鞘や芯材より低い温度で融合可能な外側の鞘を有する三成分繊維であり得る。
【0055】
別の例として、最初の繊維は、空気又は溶解除去可能な固体である中央芯、外部刺激(即ち、温度、化学品への暴露等)の存在下で体積を変えることができる内側の鞘、及び内側の鞘や芯材より低い温度で融合可能な外側の鞘を有する三成分繊維であり得る。そのような繊維から作り出される膜は、孔のサイズを変えることができ、それ故に外部刺激が負荷され又は取り除かれた場合はいつでも、浸透性を変えることが可能となる。
【0056】
更に別の例として、毛細管の壁がその表面に活性な又は反応性を有する化学的部分構造、例えば、カルボン酸基、ヒドロキシル基、アミン基、エポキシ基、無水物基等を有する、ファイバー・オン・エンドのシート又は膜をつくることができる。そのようなシート又は膜は、溶解除去可能な中央芯、中央芯が溶解された後表面に活性な又は反応性を有する化学的部分構造を含有する最も内側の鞘、及び最も内側の鞘又は芯材より低い温度で融合可能な最も外側の鞘を含む多成分繊維を用いて、FOEビレットを加工することにより作ることができる。代わりに、繊維は中空であり、かつ表面に所望の部分構造を有する内側の鞘と、最も内側の鞘より低い温度で融合可能な外側の鞘から構成されていてもよい。そのような繊維から作り出される膜は、種のアフィニティ分離(affinity separation)に使うことができる。何故なら、R. Ghosh, “Protein separation using membrane chromatography: opportunities and challenges”, Journal of Chromatography, 952 (1-2), pp. 13-27, 2002に記載されている膜クロマトグラフィー用途のように、種は、1つ又はそれ以上のFOEのキャピラリー・アレイの毛細管を通って流れるからである。一般にクロマトグラフィーの、特に膜クロマトグラフィーの当業者に公知のように、毛細管の壁に沿った活性な又は反応性を有する化学的部分構造は、プロセス流れから精製し又は除去する必要がある、特定の生物種又は化学種に選択的に結合することになる、スルホン酸基、第四級アミン基、金属イオン、酵素、タンパク質等のような他の反応性を有する基を付加し又はグラフトするために使用することができる。当業者は、従来の膜が孔のサイズにおいて広い分布を示すことを知っている。孔のサイズにおけるこの変動の故に、流体流れは膜の最大孔経由に偏り、小さい孔は全体の流量に大きくは寄与しない。膜クロマトグラフィーの用途の場合は、活性部位を有する全ての孔が流体流れに寄与し、それ故に分離プロセスに寄与するのが望ましい。
【0057】
本明細書に記載されるFOEキャピラリー・アレイで達成される、均一な毛細管の孔は、膜の全ての孔を通してより均一な流れを可能にし、分離プロセスの効率を強化することができる。
【0058】
いくつかの用途は、ある孔を機能的にして他の孔はそうではなくした、孔又は芯のサイズの二峰性、三峰性、又は他の制御された分布から恩恵を受けることができる。これは、繊維の直径又は繊維成分の直径の混合したものを用いることによって達成することができる。例えば、外径は同一であるが異なる壁厚、従って異なる孔サイズの中空繊維を使用することができる。
【0059】
本明細書に記載されるFOE膜の用途の例としては、限定されないが、規定されたサイズ分布(例えば、単分散の、もし2つの異なる直径の繊維が使用されるなら二峰性の)を有する粒度測定のためのフィルター、クロマトグラフィーの膜、及び以下に記載されるように、刺激に反応して浸透性が変わる適応膜構造体及び衣料が挙げられる。
【0060】
本明細書に記載される多孔性膜は、係属中の米国特許出願第11/118961号、同第11/119484号、同第60/729110号、及び同第60/729193号(これらは、参照によりその全体が本明細書に組み込まれる)に記載されているような、適合性バリア性膜構造体の孔含有構成要素として使用することができる。適合性膜構造体は、孔を有する第1及び第2の膜を含み、第1の膜を動かして、第1の膜の孔が第2の膜の孔と実質的に又は全く見当が合わない位置にある第2の膜と接触させ、それによって膜構造体の透過性を変える作動刺激に反応することを意味する。これに代わる適合性膜構造体においては、本発明の多孔性の膜は2つの隣接する膜の1つであり、第2の膜は突出した要素の配列を含み、それぞれの突出した要素は多孔性膜の孔に挿入可能であり、刺激の負荷又は除去に応じて片方の又は両方の膜をお互いに向って動かした場合、多孔性膜の孔に入るような形状でありかつ位置にある。それぞれの突出した要素はその対応する孔に入るので、突出した要素とそれに対応する孔との間に密封を作り出すような方法で孔の内部表面に接触し、それによって浸透、対流及び/又は拡散の経路を排除する。
【0061】
適合性膜構造体が通常組み込まれ得る物品の例としては、限定されないが、衣料(例えば、防護服、防護カバー、帽子又は他の頭部カバー、フード、マスク、ガウン、コート、上着、シャツ、スボン、パンツ、手袋、ブーツ、靴及び靴下);囲うもの(enclosure)(例えば、テント、安全室、クリーンルーム、温室、居住施設、事務所建屋又は貯蔵容器);及びガス、蒸気、液体及び/又は微粒子の流れを制御するための弁が挙げられる。防護用カバーは化学的防護、生物学的防護、又はその両者のための防護用衣料であり、限定されないが、カバーオール、防護服、コート、上着、限定使用の防護衣料;手袋;靴下、ブーツ;靴又はブーツカバー、スボン、フード、帽子又は他の頭部カバー、マスク、シャツ、医療用衣服、手術用マスク、医療用又は手術用ガウン、又はスリッパが挙げられる。
【0062】
膜の孔は、また、例えば、触媒的又は酵素的活性、反応性、吸着性、親水性、疎水性等のような特別な性質を与えるために、化学的に機能化することができる。
【0063】
本明細書に記載される多孔性膜は、またその表面又は毛細管の孔の内部のいずれかに、他の無機、有機又は生物物質を担持させるために使用することができる。これらの物質は、膜に物理的に担持され又は化学的にグラフトすることができる。膜の上に又はその孔の内部に他の物質を導入することによって、濾過、分離、精製、保護、検知及び診断のような、多くの異なった用途に使用することができる複合膜を形成することができる。
【0064】
本明細書に記載される多孔性膜は、また高度の物質の合成又は製作のための鋳型として使用することができる。毛細管は、反転画像構造をダイカスト又は複製する部位となり得る。膜の均一な毛細管の孔は、ミクロチューブ又はナノチューブのような物質を合成するための、小さな反応器として使用することができる。これらの最新の物質を孔の中に残して、複合膜を得ることができ、又は適切な溶剤の中で膜を溶解除去して回収することができる。最新物質が非常に高温で安定なものである場合、外側の膜を高温で焼却又は燃焼することによって、それらを回収することができる。
【0065】
充填した孔又は毛細管を有する膜
別の実施態様において、ファイバー・オン・エンド材料は、充填した又は部分的に充填した孔又は毛細管を含有する膜又はキャピラリー・アレイである。例えば、使用した芯−鞘繊維の芯材は、必要に応じて未溶解のまま残してよく、芯材は、その組成に依存して、耐火性、抗菌活性、サーモクロミックな性質等のような特別の機能を膜に付与する。例えば、芯材は、膜を含む物品にそのような性質を付与するために、十分な水準の難燃剤、抗菌剤、殺虫剤及び昆虫忌避剤を混合しているポリマーを含むことができる。このように組み入れることができる難燃剤の2、3の例はハロゲン含有及びリン含有難燃剤であり、限定されないが、デカブロモジフェニルオキシド、環状ホスホン酸エステル、リン酸トリフェニル、ポリ(スルホニルフェニレンフェニルホスホネート)及びポリリン酸アンモニウムが挙げられる。表面の性質も、また、帯電防止剤若しくは電気伝導性物質、又は疎水性若しくは親水性物質(例えば、ポリマー又はオリゴマー)を含む芯材を使用することによって、改善することができる。
【0066】
ファイバー・オン・エンド材料が、厚い層を形成するようにスカイビングされる場合は、短い孔よりむしろ長い毛細管が作られ得る。そのような毛細管膜は、流体を選択的に毛細管現象で取り出し、又は流体を制御された方式で貯蔵したり分配したりするために使用することができる。そのような膜は、例えば、医療材料、器具又はインプラントにおける、薬物の制御された放出のために使用することができ、限定されないが、包帯、創傷被覆材、カテーテル、人工器官、ペースメーカー、心臓弁、人工心臓、ひざ及び腰の関節インプラント、血管移植片、整形外科用固定具、外耳道シャント(ear canal shunts)、美容整形用インプラント、埋め込み型ポンプ、ヘルニアパッチ、及び人工皮膚が挙げられる。膜自体は、埋め込れる場合、長期間体に吸収される物質から作ることができる。
【0067】
毛細管膜は、多様な機能性材料を含浸させることができる。本明細書で使用される用語、「機能性材料」は、膜の毛細管にそれを注いで、例えば、限定されないが、温熱調節、抗菌活性、耐火性、光学的性質、静電的性質、及び防食性のような、所望する性質を与えるような物質を意味する。機能性材料は、毛細管作用により孔の中に吸い込まれた、又は溶液に溶解された液体自体であってよく、ここで、溶剤は溶液で膜を含浸した後蒸発される。機能性材料は、また膜を作るために使用される繊維の鞘又は芯成分の一部又は全部として紡糸されても良い。
【0068】
例えば、パラフィン・ワックスは、温熱調節用途に使用される相変化物質の例である。従って、パラフィン・ワックスをメチレンクロリドに溶解し、毛細管現象による吸い込みにより多孔性毛細管膜に取り込み、その後で溶剤を蒸発してパラフィン・ワックスを後に残すことができる。そのような充填した毛細管膜を含む物品は、環境温度に依存して望ましい温熱調節特性を示す。相変化物質を取り込んだ毛細管膜を含有する物品の代表的な例としては、限定されないが、毛布、家庭用及び自動車シート用の掛け布、寝具類(例えば、枕、枕ケース、シーツ、掛け布団、ベッドカバー、マットレス、マットレスカバー)、水中ダイビング用の防水耐寒服、足周り用品(例えば、靴、ブーツ、アイススケート用ブーツ、スニーカー及びスリッパ)、中敷及び裏地、手袋及びミトン、帽子、スキーマスク、上着、コート、パーカ、防寒着、スキーズボン及びその他のスボン、保温下着及びインチメートルアパレル、ベスト、シャツ、ブラウス、セーター、ドレス、及び鍋掴みが挙げられる。
【0069】
抗菌剤及び消臭剤も、また本明細書に記載されるファイバー・オン・エンド材料における機能性充填剤として組み込むことができる。抗菌剤は、殺菌性の、防かび性(カビに対する活性を含む)の、及び/又は抗ウイルス性の薬剤である。これらには、例えば、キトサン及びその誘導体、トリクロサン、セチルピリジニウムクロリド、ポリビグアニド系化合物;及び一般に「パラベン類」(parabens)と呼ばれる、4−ヒドロキシ安息香酸のアルキル(特に、メチル、エチル、プロピル、及びブチル)エステル及びベンジルエステルが挙げられる。特定の毛細管膜構造体で特定の抗菌性の又は消臭性の機能性充填剤を使用するには、機能性充填剤は溶解するが膜構造体には影響しない溶剤が必要となる。本発明の抗菌性及び消臭性の物品は、衣料のような用途に応用され、それらには、限定しないが、足周り用品(例えば、ブーツ、靴、スリッパ、スニーカー)の裏地及び中敷、手袋及びミトン、帽子、シャツ及びブラウス、上着、セーター、ドレス、インチメートルアパレル、及び医療用衣料;医療用掛け布、抗菌性ティッシュ、ハンカチ、及び医療包装を含むヘルスケア品が含まれる。
【0070】
殺虫剤及び防虫剤も、また機能性充填剤として使用することができる。その例としては、限定されないが、N,N−ジエチル−m−トルアミド(「DEET」)、ジヒドロネペタラクトン及びその誘導体、シトロネラ油(citronella oil)、レモンマートル油(backhousia citriodora oil)、ラベンダーティートリー油(melaleuca ericafolia oil)、カリトルコルメラシス(葉)油(callitru collumelasis (leaf) oil)、カリトルスグラウコフィラ油(callitrus glaucophyla oil)及びホワイトティートリー油(melaleuca linarifolia oil)のような精油;及び、限定されないが、ペルメトリン(permethrin)、デルタメトリン(deltamethrin)、シフルトリン(cyfluthrin)、α−シペルメトリン(alpha-cypermethrin)、エトフェンプロックス(etofenprox)及びλ−シハルトリン(lambda-cyhalthrin)のようなピレスロイド系殺虫剤が挙げられる。殺虫性及び/又は防虫性の物質若しくはそれらから得られる化合物を含有する物品、又は本発明の充填した毛細管膜構造体を組み込んだ物品は、衣料のような用途に応用され、それらには、限定されないが、帽子、フード、スカーフ、靴下、靴の裏地、シャツ及びブラウス、ショーツ、スボン;テント、ターポーリン類及び寝具類が含まれる。
【0071】
微小突起
繊維が単一の芯、又は異なるポリマーの海の中に配置された多数のより小さい繊維の芯(「島」)を有する「海−島」タイプであって、島を溶解しない溶剤に海が溶解可能である場合は、海をエッチングして沢山の微小突起又は毛を有する表面を形成することができる。そのような表面は、例えば、自己洗浄表面又は防水材料に有用な、超疎水性の性質を持つように作ることができる。
【0072】
上記の全ての例は、繊維自体より高い価値及び有用性を有するものである。本明細書に記載されるようにして製造されるFOE材料は、濾過、保護膜、医薬送達、自己洗浄超疎水性表面及び多くの他の胸を躍らせる新規材料の新しい用途に応用することができる。
【0073】
実施例
以下の実施例では、本発明の特定の実施態様を説明する。これらの実施例が基づいている本発明の実施態様は、単に説明するためのものであり、添付の特許請求の範囲を限定するものではない。
【0074】
略語の意味は、下記の通りである:「h」は時間を、「min」は分を、「m」はメートルを、「cm」はセンチメートルを、「mm」はミリメートルを、「μm」はマイクロメートルを、「g」はグラムを、「mL」はミリリットルを、「psi」は平方インチ当たりのポンドを、「ksi」は平方インチ当たりの1,000ポンドを、「MPa」はメガパスカルを、そして「rpm」は1分間当たりの回転数を、それぞれ意味する。
【0075】
Surlyn(R)は、E. I. du Pont de Nemours and Company社の登録商標である。
Elvamide(R)は、E. I. du Pont de Nemours and Company社の登録商標である。
Nucrel(R)は、E. I. du Pont de Nemours and Company社の登録商標である。
【0076】
〔実施例1〕
本実施例は、微多孔膜を作り出すために用いられた、実験室規模のファイバー・オン・エンド・プロセスを記載する。
【0077】
芯−鞘繊維を連続繊維紡糸ラインで紡糸した。紡糸ラインの概略図を図6に示す。芯−鞘フィラメント構造体を作り出すために使用したスピンバックは、これまでに米国特許第2,936,482号並びにそれに続く特許及び出版物に記載されている。この繊維の鞘は、Surlyn(R)8150樹脂から形成された。この樹脂はエチレン/メタクリル酸コポリマーであって、メタクリル酸基が一部ナトリウムイオンで中和されているものであり、E. I. du Pont de Nemours and Company社(Wilmington, Delaware, USA)から市販されている。この繊維の芯は、Elvamide(R)8061ナイロン・マルチポリマー樹脂から形成された。この樹脂は、低融点(Tm=156℃)の汎用ナイロン・マルチポリマー樹脂であり、同様にE. I. du Pont de Nemours and Company社から市販されている。
【0078】
繊維を紡糸する前に、Surlyn(R)8150樹脂及びElvamide(R)8061ナイロン・マルチポリマー樹脂を、真空オーブン中乾燥窒素ガスを流しながら、60℃で16時間乾燥した。乾燥したポリマー(12及び13)を2つの別々の同方向回転2軸スクリュー押出機(co-rotating twin screw extruder)(14及び15)内で溶融した。溶融したイオノマーを供給した押出機は255℃に設定され、溶融したElvamide(R)8061ナイロン・マルチポリマー樹脂を供給した押出機は200℃に設定された。それぞれの押出機からの両ポリ
マーの溶融物の流れは、別々のZenithギアポンプに供給され、次いでこのギアポンプは、溶融ポリマーを計量してスピンパック16に送った。2つのギアポンプの速度は、イオノマーが11.2g/分及びElvamide(R)8061ナイロン・マルチポリマー樹脂が4.8g/分になるように、事前に設定した。これらの流速は、芯−鞘繊維の外側の鞘が公称70質量%、そして芯が公称30質量%になることを可能にした。スピンパックを、加熱ブロック17を用いて244℃に加熱した。両ポリマーの流れを、パック内の別々の仕切り内にある、3つの200メッシュのスクリーン及び1つの325メッシュのスクリーンを通して濾過した。濾過した後、コポリアミドを直径0.015”(0.38mm)、長さ0.030”(0.76mm)のオリフィスを通して計量しながら、取り囲んでいるイオノマーの鞘プールへ送った。このイオノマーは、米国特許第2,936,482号に記載されているように、芯オリフィスを含む平らな金属表面及びそのプラトー部の上面から測定して、0.004”(0.10mm)のオフセット(offset)で同心的に配置するように計量された。次いで鞘及び芯は、直径0.0625”(1.6mm)、長さ約0.325”(8.26mm)のカウンターボア(counterbore)を流下し、直径0.012”(0.30mm)、長さ0.050”(1.3mm)のフィラメント形成オリフィスに達した。スピナレットのオリフィスの出口で、合計34本の個々の芯−鞘フィラメントが作り出された。
【0079】
これらの得られた34本のフィラメントは、周囲空気で冷却され(クエンチゾーン18)、水による表面仕上げを施され(19)、次いでスピンパックの下約8フィート(2.4メートル)のガイドに集束された。34フィラメントのヤーンは、ガイドを通って約1,200メートル/分で回転する1対のロール(20)によって、スピンナレットのオリフィスから引き離された。これらのロールから、ヤーンは従来の巻取り機21に引き取られ、いくつかのボビンに巻き取られた。このヤーンのフィラメント当たりの平均デニールは、3.6と測定された。
【0080】
芯/鞘ヤーンをボビンから外し、85℃に設定された回転する加熱ロールに巻き取った。ロールの回転速度は、約58rpmに設定した。ロールの外径は、推定で10.11”(25.68mm)であった。ヤーンを回転ロールによって巻き取りながら、また、回転シリンダーの軸に平行な方向に沿って揺動するガイドによって、ヤーンを直線的に横行させた。揺動ガイドは、Mossberg Industries社(Cumberland, Rhode Island )製であった。ガイドの振幅は、5インチ(13cm)に設定し、これによってヤーンが加熱ロール上で5インチ(13cm)の距離に亘って拡がるようにした。ガイドの線速度は小さく保ち、巻き取りのらせん角度を極端に小さくすることを確実にした。約2,800メートルの芯−鞘ヤーンが加熱ロールに巻き取られた。巻き取りが完了した後、ロールを室温まで冷えるに任せた。これにより、それぞれの巻き取りヤーンを直近のヤーンに軽く融合させ、5”(13cm)幅のリボンを形成することができた。この軽く融合したリボンを切り裂き、ロールから外し、テーブル上に平らに置いた。得られたリボンは、長さ31.75”(80.64mm)、幅5”(13cm)、そして厚みは約0.03”(0.76mm)であった。リボンの重量は38.24gであり、約118,500本の芯−鞘フィラメントで構成され、全てリボンの最長軸に平行に走行するものであった。リボンの密度は推定で0.49g/cm3であった。リボンのヤーン密度は推定で直線インチ当たり349ヤーンエンドであった。この方法で合計4個のリボンを作り出した。鋭利なブレードを用いて各リボンを2等分して8個のリボンを得た。各リボンは、長さ31.75”(80.64mm)、幅2.5”(6.4mm)、厚み0.03”(0.8mm)であった。
【0081】
次いで、各リボンを手作業で、繰り返しの長さ2.25”(5.72cm)に折り畳み、プリーツを形成した。プリーツ加工はリボンの長さ方向に沿って行ったが、それはまたリボンを構成している繊維の配向方向でもあった。次いで、プリーツ加工された各リボンを、85℃に設定した対流オーブン中で、8.5 lb(3.9kg)の荷重下で30分間圧縮した。これによって、プリーツ加工されたリボンの繊維を、それぞれ隣接する繊維とある程度融合させた。それぞれの板に、繊維の配向方向を示す印を付けた。このプロセスにより合計8個のある程度融合した板が得られ、それらは約2.5”×2.25”×0.45”(6.4cm×5.72cm×1.14cm)であった。このようにして形成した8個のある程度融合した板を、全ての板の繊維の配向が同じ方向になるように確認しながら、互いに積み重ねた。積み重ねた全体を、対流オーブン中85℃で60分間加熱した。加熱した板の積み重ねをオーブンから取り出し、直ちに2枚の予備加熱したアルミニウム板の間に挟み、次いで加熱したCarver水圧プレスの間で圧縮した。プレス温度は85℃に設定し、圧縮圧は15psi(0.10MPa)であった。30分間圧縮した後、水圧プレスのヒーターを切り、そして依然15psi(0.10MPa)の圧縮圧をかけたまま、積み重ねを室温まで冷却するに任せた。予め一体化した板の積み重ねを圧縮するこのプロセスにより、それらが融合して、0.83g/cm3の密度を有し、2.5”×2.25”×1.99”(6.4cm×5.72cm×5.05cm)の寸法の単一のブロックが形成された。このブロックを、帯鋸を用いて、最終寸法1.98”×1.98”×1.99”(5.03cm×5.03cm×5.05cm)に仕上げた。
【0082】
この予め一体化したブロックを、ブロックの配向した繊維の方向が金型の空洞部の垂直の壁に対して垂直になるようにして、金型の空洞部に置いた。金型の空洞部は2.0”×2.0”(5.08cm×5.08cm)平方であり、その高さは5”(13cm)であった。予め一体化したブロックを挟むように2枚の金属ラムを金型の空洞部の開口端に置いた。金型をCarver水圧プレスの間に置き、そして1,000psi(6.9MPa)の圧力をラムにかけた。次いで、金型の周りに巻き付けて密接に装着した円形のWatlowバンドヒーターを用いて、金型の外壁を加熱した。金型温度は金型の壁に挿入した熱電対によって測定し、そして金型温度は、温度制御装置によって制御した。一旦ヒーターのスイッチを入れると、熱電対が95℃で安定するまで40分掛かった。ポリマーブロックを、この温度と1,000psi(6.9MPa)の圧力に2時間保持し、その後ヒーターを切り、依然1,000psi(6.9MPa)の圧力を掛けたまま、ブロックを冷却するに任せた。ブロックが室温まで冷却したとき、金型の空洞部からそれを取り出した。ブロックの最終寸法は2.0”×2.0”×1.64”(5.08cm×5.08cm×4.17cm)であった。ブロックの密度は、推定で0.98g/cm3であった。この密度は、ブロックが完全に一体化しており、ブロック中に空隙が殆ど又は全く存在しないことを示唆する。
【0083】
図7に示すように、完全に一体化したブロックから、スカイビングにより厚みを変えて薄いフィルムを得た。フィルムは、この特定用途のために改良していたBridgeport縦フライス盤でスカイビングした。切削工具(22)として、ウエッジ・タイプのタングステンカーバイドのブレード、HB971(Delaware Diamond Knife社製)を使用した。切削平面は、固体ポリマーブロックを作る出すために使用される繊維の配向軸に対して垂直であった。工作物の表面とブレードとの角度は20度に固定された。切削速度は、100インチ/分(254cm/分)であった。ブレードは、工作物に対して45度の方向に、切削表面の平面に沿って移動させた(図7参照)。この角度は、薄切りと耕起の両者のベクトルを発生させた。スカイビングされたフィルムの寸法は、2.0”×1.64”(5.08cm×4.17cm)であった。3種類の異なる厚み:0.002”(51μm)、0.004”(102μm)及び0.006”(152μm)のフィルム試料を得た。
【0084】
スカイビングされたフィルム試料は、高濃度のギ酸(90質量%)中に5〜10分間で浸した。ギ酸は、各フィルムのElvamide(R)8061ナイロン・マルチポリマー樹脂相を溶出し、それによって微多孔膜を作り出した。Elvamide(R)8061ナイロン・マルチポリマー樹脂相の溶解前と溶解後のフィルム試料の重量を測定した。重量分析は、Elvamide(R)8061ナイロン・マルチポリマー樹脂相がフィルムの約30質量%であることを示した。Elvamide(R)8061ナイロン・マルチポリマー樹脂の密度は、1.07g/cm3であった。従って、膜の空隙率は28%と推定された。このようにして作り出した膜の試料を、走査型電子顕微鏡(SEM)で分析した。SEM画像は膜中に円柱状の孔を示した。SEMの画像は、また膜の試料中にピンホール又は他の欠陥が存在しないことを示した。SEM画像の分析(National Institute of Health, Bethesda, MDにより開発されたNIH 1.62画像分析ソフトウエア)は、膜の平均の孔サイズが9.8μmであることを示した。本実施例の微多孔膜は、またフロースルー型キャピラリー・ポロメーター(Porous Materials Inc.社(Ithaca, NY)から供給)を用いて、特徴付けされた。ポロメーターの結果は、平均フロー孔径(mean flow pore diameter)が11.4μmであることを示した。
【0085】
〔実施例2〕
本実施例は、一方向ファブリックのプリーツ加工及び一体化による固体ビレットの形成について記載する。
Surlyn(R)8150樹脂の鞘とElvamide(R)8061ナイロン・マルチポリマー樹脂の芯を有する芯−鞘繊維を、実施例1に記載したようにして紡糸した。この芯−鞘繊維を織って、平織りの一方向ファブリックを得た。ファブリックのカウントは5×35.6、幅は18 3/16インチ[46.2cm]、重量は5.913oz/yd2であった。このファブリックを繊維の方向に沿って切断し、幅2.5”(6.4cm)、長さ約18”(46cm)のファブリックリボン数枚を形成した。実施例1に記載したのと同じ方法を使用して、各リボンを手作業で、繰り返しの長さ2.25”(5.72cm)に折り畳み、プリーツを形成した。プリーツ加工は、繊維の方向に沿って行われた。4枚のそのようにプリーツ加工したリボンを互いに積み重ね、90℃で30分、8.5ポンドの荷重下で圧縮し一緒に結合した。このプロセスにより、密度0.42g/cm3の予め一体化した板を得た。10枚のそのような予め一体化した板を互いに積み重ね、90℃の温度で水圧プレスを使って60psi(0.41MPa)の圧力を掛けて、一緒に接合させた。得られたブロックは、0.95g/cm3の密度を有していた。このブロックを仕上げしてほぼ2.0”×2.0”×2.17”(5.1cm×5.1cm×5.51cm)の寸法とし、金型中(実施例1に記載したように)95℃の温度及び1,000psi(6.9MPa)の圧力で、更に一体化した。得られたブロックは、1.0g/cm3の密度を有し、完全に一体化していた。
実施例1及び2において、ある程度一体化した繊維リボン及び一方向ファブリックは手作業によりプリーツ加工した。プリーツ加工及び一体化は、また自動化した機械を使用して、連続的に遥かに高速で行うこともできる。商業プロセスにおいては、予め一体化した繊維ビーム又は一方向ファブリックは、連続的に加熱ゾーンに供給され、そこでシートは所望の温度で加熱される。次いで、加熱されたシートは、JCEM Gmbh社(Switzerland)製のもののような、商業用の揺動ナイフ・プリーツ加工機を通すことができる。この機械は、シートに所望する振幅のプリーツを作り出すことになる。プリーツ加工されたシートは、次いで、加熱されたスタッファー・ボックス(stuffer box)に送ることができ、そこで個々のプリーツは、先行するプリーツに所望する力で押しつけられる。スタッファー・ボックス内の高温と高圧により、一緒に接合して固体のシート構造体を形成することが可能となり、そこでは、繊維はシートの平面に対して垂直に走行し、シートの厚みはプリーツの振幅に等しい。次いで、固体を所望の形状に切り出すことができ、次にそれを高温及び高圧で更に一体化して、スカイビング用のFOEビレットを形成することができる。
【0086】
〔実施例3〕
自動プリーツ加工機による一方向ファブリックのプリーツ加工及び一体化
実施例2に記載された一方向ファブリックを、自動化された揺動ナイフ・プリーツ加工機に供給した。プリーツ加工の速度は30プリーツ/分に設定し、プリーツの高さは0.5”(1.27cm)に設定した。得られたプリーツを、同じ機械上でそれらの直近のプリーツに連続的に結合させた。結合するための温度は80℃で、適用した圧力は30psiであった。得られた一体化した構造体は、幅18”で厚みは0.5”であった。
【0087】
〔実施例4〕
融合した台形セクションの回転式スカイビングによる連続膜の製造
台形の組み立てを図4、5及び6に示す。FOEブロックを、実施例1に記載したようにして作った。ブロックは、従来の機械加工技術を用いて、台形に機械加工した。ブロックは、台形の平行な表面に対して繊維が垂直に配向するように機械加工した。台形の斜めの表面は、平行な表面に対して60度の角度になるように機械加工した。各台形ブロックの寸法は、最長辺L(図4A)が2”(5cm)であり、厚みが2”(5cm)であった。6個の台形ブロックが、それぞれの完全な組み立て品のために必要とされる。
【0088】
各ブロックは、2つの斜めの表面に結合したキャッピング・フィルムを有した。フィルムを適用する方法を図4Bに示す。キャッピング・フィルム9は、0.005”(127μm)の厚みのSurlyn(R)樹脂フィルムで構成された。フィルムをブロックに結合するために、下部プラテンを加熱した水圧プレスを使用した。下部プラテン11は100℃に加熱した。Kapton(R)ポリイミドフィルム、厚み0.005”(127μm)、を下部プラテンの上に敷き剥離層10として作用させた。キャッピング・フィルム9は、Kapton(R)ポリイミドフィルムの上に置き、約5秒掛けてその温度にした。台形ブロックは、1つの斜めの表面がフィルムと接触するようにフィルム上に置いた。200psi(1.4MPa)の結合圧を得るために、ブロックを600 lb(2.7キロニュートン)の力でフィルムに押し付けた。この圧力は60秒間維持した。このプロセスを別の斜めの表面に対しても繰り返し、そして残りの5個の台形についても繰り返した。
【0089】
次いで、個々の台形をBranson振動溶接機、Model Kiefel 240Gを使用して、互いに溶接した。この機械は垂直方向には固定された上部プラテンを有し、水平方向には振動した。下部プラテンは垂直方向に動くが、水平方向には固定されていた。台形を溶接して円筒状ビレットにすることは、2段階で行われた。先ず、3つの台形を互いに溶接して三重体を形成した(図5A)。次いで、2つの三重体を一緒に溶接して、最終的なビレットを形成した(図5B)。
【0090】
三重体を形成するために、2つの台形を、下部プラテンに固定された専用に設計された固定具の中に置いた。この固定具は2つの台形を堅固に挟み付け、溶接プロセスの間それらが動けないようにした。それぞれの台形は、1つの斜めの表面を水平に向け、そしてもう1つの斜めの表面を、第3の台形がこれら2つの台形の間にぴったり適合できるように配置した(図5A)。
【0091】
一旦台形を固定具の中でしっかり挟み付けたら、下部プラテンが上昇して台形を接触する位置に置き、そこで台形を1,800 lb(8.0キロニュートン)の力で一緒に押し付け、これは130*psi(0.90MPa)の結合圧をもたらした。上部プラテンは60Hzで、0.070”(1.8mm)の振幅で10*秒間振動し(図5A、振動方向は紙面に対し上下方向)、その結果、3つの台形は溶接されて三重体となった。第2の台形の組も、同じプロセスに従って一緒に溶接された。
【0092】
次いで、台形の溶接に使用した同じ振動溶接機を使用して、三重体を一緒に溶接した。溶接の間三重体をしっかり保持するために、特別に設計された固定具が上部プラテン及び下部プラテンに取り付けられた。これらの固定具は三重体を保持し、下部プラテンが上昇した場合、各三重体の斜めの表面が互いに接触するようにした。
【0093】
一旦三重体が適正に位置決めされ固定されると、下部プラテンが上昇して三重体を互いに接触する位置に置いた(図5B)。それらは1,800 lb(8.0キロニュートン)の力で一緒に押し付けられ、それにより257psi(1.77MPa)の結合圧がもたらされた。上の三重体を、60Hzで、0.070”(1.8mm)の振幅で13秒間振動させた。三重体は今や溶接されて、6つの台形から成る単一のビレット23になり、それぞれの台形では、繊維が大部分は半径方向に配向していた。
【0094】
このビレットの中心に、直径1.0”(2.54cm)の穴をくり抜いた。溶接した接合部に過大な負荷が掛けずにビレット23を駆動させる、特別に加工したスピンドル24を設計した。スピンドルを直径1.0”の穴にぴったり嵌め込み、板25をビレットにボルト締めしてビレットを駆動させた(図9A)。スピンドルを標準的な金属加工用旋盤に取り付けた。スカイビング・ナイフを旋盤の刃物台に搭載した。このナイフは、36度の角度で研磨したタングステンカーバイドのブレードを有していた。ナイフを8度の逃げ角で搭載した(図9B)。ビレットを17rpmで回転し、ナイフは1回転当たり0.002”(51μm)の送りで移動させた。これにより、最終のフィルム厚み0.002”(51μm)が得られた。
【0095】
〔実施例5〕
これは、内側及び外側の鞘を有する中空繊維からの膜を形成する実施例である。ここでは、外側の鞘はマトリックスに熱で融合されており、一方内側の鞘は中空状の孔を維持していた。このことは、また、孔は多くの断面形状を有し得るということを示す。繊維の外側の鞘は、Nucrel(R)0411HSエチレン・コポリマー、DuPont製の熱可塑性エチレン・メタクリル酸コポリマー;そして内側の鞘は3.14IVポリカプロラクタムであり、それらの比率はそれぞれ40/60であった。原料繊維の断面の顕微鏡写真を図12Aに示す。
【0096】
繊維は、45デニールの10ファイバーヤーンとして、3,500メートル/分でボビンに巻き取った。同心状の芯−鞘ポリマー配置にして、ポリマーを225℃でスピナレットから供給し、米国特許第5,439,626号の図6A及び4Bに示したように、オリフィスを通過させた。次いで、これらのヤーンをボビンから外し、本質的に平行に配列し、長方形の溝の中に置き、溝の中に置かれた棒によって、約120℃、780psiで圧縮し、次いで冷却してブロックにした。膜は、繊維軸に対して約90度でスカイビングして得た。顕微鏡写真を図12Bに示す。得られた膜は柔軟な膜であり、膜が曲げられたり引き伸ばされたりした場合も一定の寸法を維持する、非弾性的な孔を有していた。
【図面の簡単な説明】
【0097】
【図1】プリーツ加工、融合及びスカイビングのプロセスを例示する、1つの実施態様の略図である。
【図2】プリーツの深さの調節による、薄い固体の製造を示す略図である。
【図3】一体化したマットからの台形形状の切り出し、積み重ね、及び成形による、ビレットの製造を示す略図である。
【図4】台形のセクションへのキャッピング・フィルムの適用を示す、略図である。
【図5】3つの台形の三重体(5A)への、及び2つの三重体の六角形(5B)への一体化を示す略図である。
【図6】実施例1に使用される紡糸ラインの概略図である。
【図7】実施例1に使用されるスカイビング・プロセスの概略図である。
【図8】実施例1で製造された多孔性膜の、3水準の倍率の走査型電子顕微鏡写真である。
【図9】図5に示した6個の台形のセクションを一体化することによって作成されたビレットの回転式スカイビングの、側面図及びエンドオン図の略図である。
【図10】2つの方向で固体のキャッピング・フィルムを用いて、積み重ね融合した繊維マットから作成された、スカイビング用の円筒状ビレットの略図である(前面及び裏面のエンドキャップは示されていない)。ビレットの周りの、ビレットを横切る、そしてビレットを貫通するウエハの間の固体のキャッピング・フィルムも、また示されている。
【図11】図10に示したビレットを作るために積み重ねられた多くのセグメントの1つである、融合した繊維の環状セクターの略図である。
【図12】内側及び外側の鞘を有する中空繊維(12A)、及びそれらから作成されたファイバー・オン・エンド膜(12B)の断面を描いたものである。
【特許請求の範囲】
【請求項1】
互いに平行に配列しかつ融合した複数の繊維を含むビレットから所望の厚みの材料をスカイビングすることにより製造されるファイバー・オン・エンド材料であって、ビレットの製造又はスカイビングにおける少なくとも1つの工程が連続方式で行われ、かつ場合によりスカイビングされた材料を繊維の成分を溶解させるために溶剤と接触させる、上記ファイバー・オン・エンド材料。
【請求項2】
多孔性膜又はキャピラリー・アレイである、請求項1に記載のファイバー・オン・エンド材料。
【請求項3】
微小突起を有する膜である、請求項1に記載のファイバー・オン・エンド材料。
【請求項4】
複数の繊維が少なくとも2つの異なる規定された直径を有する繊維の混合体を含む、請求項1に記載のファイバー・オン・エンド材料。
【請求項5】
複数の繊維が、空気又は溶解除去することが可能な固体である中央コア;剛体であり特定の機能を果たす内側の鞘;及び内側の鞘又はコア材料より低い温度で融合可能な外側の鞘;を含む3成分繊維を含む、請求項1に記載のファイバー・オン・エンド材料。
【請求項6】
複数の繊維が、空気又は溶解除去することが可能な固体である中央コア;外的刺激の存在下で体積が変わる内側の鞘;及び内側の鞘又はコア材料より低い温度で融合可能な外側の鞘;を含む3成分繊維を含む、請求項1に記載のファイバー・オン・エンド材料。
【請求項7】
請求項1に記載のファイバー・オン・エンド材料を含む製品。
【請求項8】
衣服、帽子、フード、マスク、ガウン、コート、上着、シャツ、スボン、パンツ、手袋、ブーツ、靴、靴又はブーツのカバー、靴下、雨具、スキーズボン、防護用囲い、防護用カバーオール、防護服、防護コート、防護上着、限定利用防護衣類、保護手袋、保護靴下、安全ブーツ、靴又はブーツの安全カバー、防護ズボン、防護フード、安全帽又は他の防護用頭部カバー、防護マスク、防護シャツ、医療用衣類、手術用マスク、医療用又は手術用のガウン又はスリッパから成るグループから選択される衣料又は防護用カバーの1品目である、請求項7に記載の製品。
【請求項9】
流体から精製する又は除去する必要がある特定の生物種及び化学種に選択的に結合する、活性な又は反応性を有する化学部分を毛細管壁に沿って含有する、少なくとも1つの請求項2に記載のファイバー・オン・エンドのキャピラリー・アレイの毛細管を通して流体を流すことを含む、流体中の種をアフィニティ分離する方法。
【請求項10】
各アレイ内の毛細管が本質的に同じ傾斜度を有し、1つのアレイ中の毛細管の傾斜度が少なくとも1つの他のアレイ中の毛細管の傾斜度と異なる、少なくとも2つの平行な請求項2に記載のキャピラリー・アレイを含む物品。
【請求項1】
互いに平行に配列しかつ融合した複数の繊維を含むビレットから所望の厚みの材料をスカイビングすることにより製造されるファイバー・オン・エンド材料であって、ビレットの製造又はスカイビングにおける少なくとも1つの工程が連続方式で行われ、かつ場合によりスカイビングされた材料を繊維の成分を溶解させるために溶剤と接触させる、上記ファイバー・オン・エンド材料。
【請求項2】
多孔性膜又はキャピラリー・アレイである、請求項1に記載のファイバー・オン・エンド材料。
【請求項3】
微小突起を有する膜である、請求項1に記載のファイバー・オン・エンド材料。
【請求項4】
複数の繊維が少なくとも2つの異なる規定された直径を有する繊維の混合体を含む、請求項1に記載のファイバー・オン・エンド材料。
【請求項5】
複数の繊維が、空気又は溶解除去することが可能な固体である中央コア;剛体であり特定の機能を果たす内側の鞘;及び内側の鞘又はコア材料より低い温度で融合可能な外側の鞘;を含む3成分繊維を含む、請求項1に記載のファイバー・オン・エンド材料。
【請求項6】
複数の繊維が、空気又は溶解除去することが可能な固体である中央コア;外的刺激の存在下で体積が変わる内側の鞘;及び内側の鞘又はコア材料より低い温度で融合可能な外側の鞘;を含む3成分繊維を含む、請求項1に記載のファイバー・オン・エンド材料。
【請求項7】
請求項1に記載のファイバー・オン・エンド材料を含む製品。
【請求項8】
衣服、帽子、フード、マスク、ガウン、コート、上着、シャツ、スボン、パンツ、手袋、ブーツ、靴、靴又はブーツのカバー、靴下、雨具、スキーズボン、防護用囲い、防護用カバーオール、防護服、防護コート、防護上着、限定利用防護衣類、保護手袋、保護靴下、安全ブーツ、靴又はブーツの安全カバー、防護ズボン、防護フード、安全帽又は他の防護用頭部カバー、防護マスク、防護シャツ、医療用衣類、手術用マスク、医療用又は手術用のガウン又はスリッパから成るグループから選択される衣料又は防護用カバーの1品目である、請求項7に記載の製品。
【請求項9】
流体から精製する又は除去する必要がある特定の生物種及び化学種に選択的に結合する、活性な又は反応性を有する化学部分を毛細管壁に沿って含有する、少なくとも1つの請求項2に記載のファイバー・オン・エンドのキャピラリー・アレイの毛細管を通して流体を流すことを含む、流体中の種をアフィニティ分離する方法。
【請求項10】
各アレイ内の毛細管が本質的に同じ傾斜度を有し、1つのアレイ中の毛細管の傾斜度が少なくとも1つの他のアレイ中の毛細管の傾斜度と異なる、少なくとも2つの平行な請求項2に記載のキャピラリー・アレイを含む物品。
【図1】


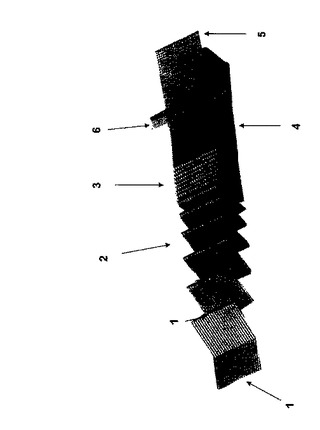
【図2】
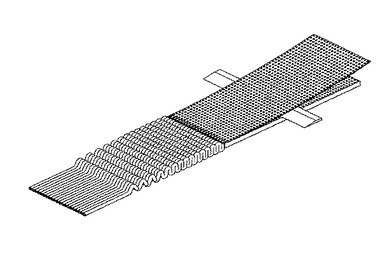
【図3】
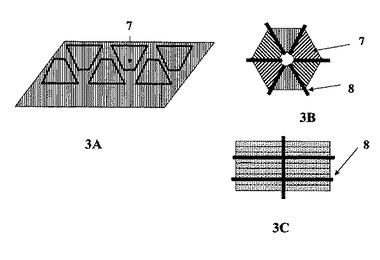
【図4】
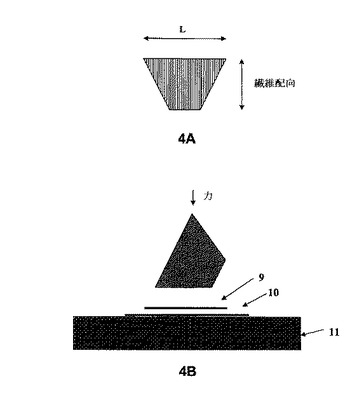
【図5】
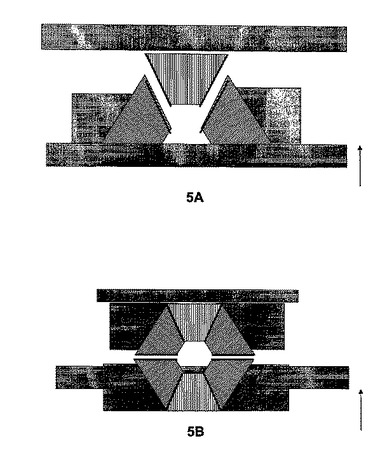
【図6】
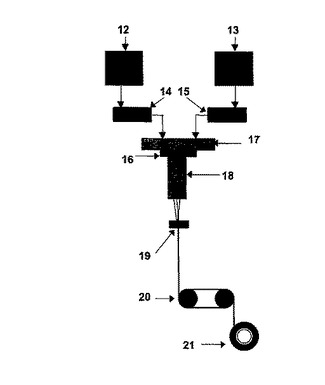
【図7】
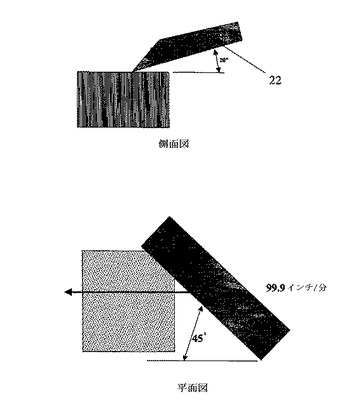
【図8】
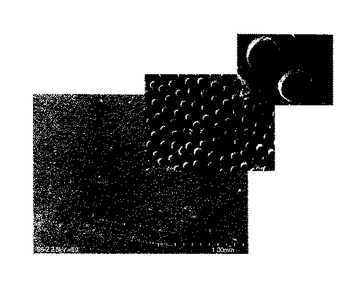
【図9】
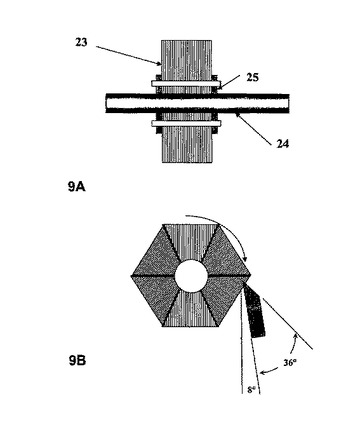
【図10】
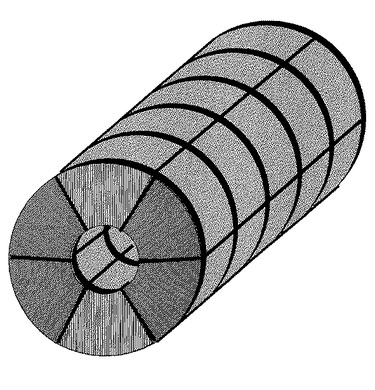
【図11】
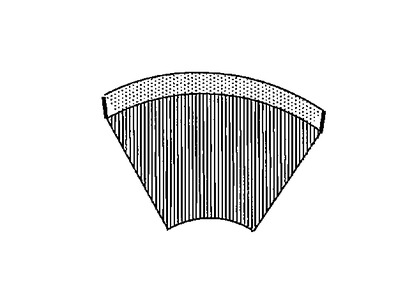
【図12】
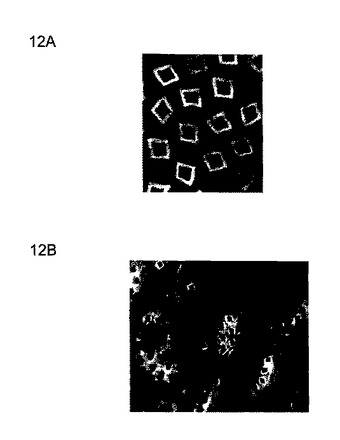
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−57678(P2009−57678A)
【公開日】平成21年3月19日(2009.3.19)
【国際特許分類】
【外国語出願】
【出願番号】特願2008−191669(P2008−191669)
【出願日】平成20年7月25日(2008.7.25)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公開日】平成21年3月19日(2009.3.19)
【国際特許分類】
【出願番号】特願2008−191669(P2008−191669)
【出願日】平成20年7月25日(2008.7.25)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]