
ファンの成形方法およびその装置
【課題】製品精度および使用時の羽根による騒音抑止制効果を向上させ、かつファンの羽根部の肉厚(重量バランス)を極めて繊細、緻密に調整することを目的とする。
【構成】上下成形型17,19およびその内部に介入させる入子21により構成され、上下成形型17,19および入子21によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファン11を成形する方法、装置において、入子21を三層構造とし、その中央に位置する中入子21bを進退自在としたことを特徴とするもの、または、中央に位置する中入子21bの進退機構を、上成形型17に中入子21bを遊動自在に止着させ、この中入子21bを外方側から内方側へ調整駒23にて移動させる構造としたことを特徴とするものである。
【構成】上下成形型17,19およびその内部に介入させる入子21により構成され、上下成形型17,19および入子21によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファン11を成形する方法、装置において、入子21を三層構造とし、その中央に位置する中入子21bを進退自在としたことを特徴とするもの、または、中央に位置する中入子21bの進退機構を、上成形型17に中入子21bを遊動自在に止着させ、この中入子21bを外方側から内方側へ調整駒23にて移動させる構造としたことを特徴とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、送風装置に使用する、ボス部の外周に複数の羽根を備えた樹脂製ファンの各羽根外周縁の肉厚(重量バランス)を調整することができる成形方法およびその装置に関するものである。
【背景技術】
【0002】
近年、ファンの軽量化および使用時の羽根による騒音を抑止するため、各羽根を中空構造としたファンが使用されている。この効果をより向上させるため、各羽根の中空率を制御することが必要不可欠であった。
【0003】
本発明出願人も、回転体の各羽根の中空率を制御する機構を備えた成形方法を、特許第3559056号の如く、提案してきた。
【0004】
前記発明に係るファン等の回転体の成形方法は、溶融樹脂を金型のキャビティに射出注入し、注入完了時にガスを注入し、ボス部外周に中空羽根を複数形成する成形方法において、各羽根の対応位置の金型に装着したスライドブロックを、キャビティ外側に移動させつつ、金型の各羽根の対応位置に配したガス圧入口から各羽根内部にガスを圧入し、各羽根の中空率を制御する構造であった(特許文献1参照)。
【0005】
この成形方法は、各羽根の中空率を制御することのみを特徴とするものであった。
【0006】
また、この種ファンを成形する際には、上下一対の成形型および各種入れ子により成形することが常であり、入れ子は上下の一方の成形型に締めボルトにて固定していた。
【0007】
また、この種ファンの各羽根を高強度とするため、様々なリブが一体成形されていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3559056号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に開示された回転体の成形方法によれば、各羽根の中空部を均一に成形することを主目的とするため、製品精度および使用時の騒音抑制効果を向上させる際、各羽根外周縁の肉厚(重量バランス)を均一にするべく、樹脂注入量およびガス圧を慎重に調整する必要があり、この作業が非常に煩雑であった。
【0010】
また、樹脂注入量およびガス圧を機械的に行う場合には、特殊な制御機構、システムが必要となり、このため成形コストが高騰する要因となっていた。
【0011】
本発明はこのような欠点に鑑み、簡易構造にて、製造コスト高騰を抑制し、製品精度および使用時の羽根による騒音抑止効果を向上させ、かつファンの各羽根の肉厚(重量バランス)を極めて繊細、緻密に調整することができるファンの成形方法およびその装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明に係るファンの成形方法およびその装置は、上下成形型およびその内部に介入させる入子により構成される成形装置にて、上下成形型および入子によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファンを成形する方法、装置において、入子を三層構造とし、その中央に位置する中入子を進退自在としたことを特徴とするもの、
また、中央に位置する中入子の進退機構を、上成形型に中入子を遊動自在に止着させ、この中入子を外方側から内方側へ調整駒にて移動させる構造としたことを特徴とするもの、
また、調整駒を、その外周面が上方に向けて拡幅するテーパー状を呈する略円錐台形状とし、この調整駒を鉛直に配されたシャフトに螺合させ、シャフトの回動により調整駒をシャフトに対して上下動させ、この調節駒の内方外周面に、三層構造の中央に位置する中入子を止着し、調整駒の内方外周面と成形体との距離を近接、離隔させることにより、中入子を進退自在としたことを特徴とするものである。
【発明の効果】
【0013】
本発明に係るファンの成形方法およびその装置によれば、入子を三層構造とし、その中央に位置する中入子を進退自在としてあるため、製品精度および使用時に発生する風切音による騒音抑止効果を向上させるべく、ファンの各羽根外周縁の肉厚(重量バランス)を容易かつ繊細、緻密に調整することができるばかりか、簡易構造であり、製造コスト高騰を抑制することができる。
【0014】
また、入子を三層構造とすることにより、成形樹脂のガス抜き効果が向上し、さらに中央に位置する中入子の進退動を上下に位置するフタ入子およびベース入子によって確実に案内(ガイド)することができる。
【0015】
また、中央に位置する中入子の進退機構を、上成形型に中入子を遊動自在に止着させ、この中入子を外方側から内方側へ調整駒にて移動させる構造とすることにより、ファンの各羽根外周縁の肉厚(重量バランス)をより繊細、緻密に微調整することができ、ひいては製品精度をより向上させることができる。
【0016】
さらに、中入子の進退機構を、シャフト、シャフトに螺合させた略円錐台形の調整駒、とすることにより、調整をより繊細、緻密かつ確実に行うことができる。
【図面の簡単な説明】
【0017】
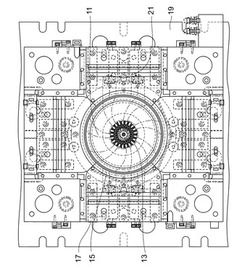
【図1】本発明に係るファンの成形装置の全体平面図である。
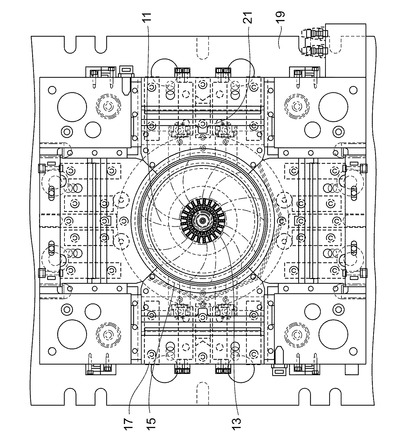
【図2】同、要部拡大図である。
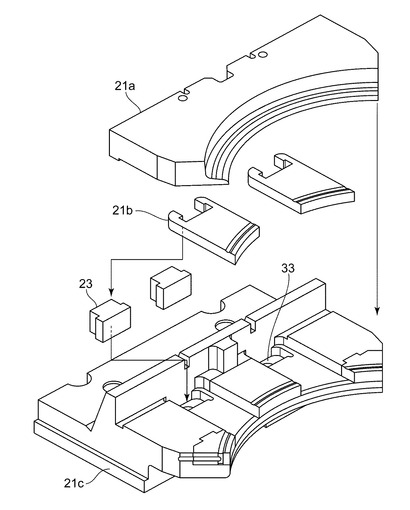
【図3】同、入子、調整駒の分解斜視図である。
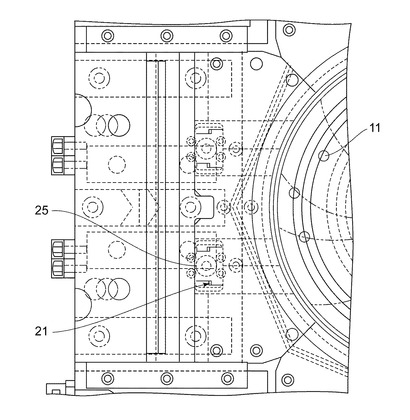
【図4】同、入れ子の進退機構を示す要部正面図である。
【図5】同、要部拡大図である。
【発明を実施するための形態】
【0018】
製品精度および使用時の羽根による騒音抑止制効果を向上させ、かつファンの各羽根の肉厚(重量バランス)を極めて繊細、緻密に調整する目的を、上下成形型内部に介入させる三層構造の入子と、三層構造の中央に位置する中入子を進退自在とするための進退機構と、により実現した。
【実施例1】
【0019】
図1〜図5を参照して本発明に係るファンの成形装置について説明する。
【0020】
本発明に係るファン11の基本構成は、ボス部13の外周に複数の羽根15を備え、軽量化、高強度、高耐久性、を有する熱可塑性樹脂素材により一体成形したものである。
【0021】
このファン11を成形するための装置は、上下成形型17,19およびその内部に介入させる入子21により構成されている。
【0022】
本例において、入子21は、ファンが平面視円形であるため、1/4円弧に位置する各羽根を成形する都合上、平面視において上下左右の計4個所に配してあり、その外面形状は各羽根15の外周面の曲面形状に対応する曲面形状とすることが望ましい。
【0023】
この入子21は、羽根15の外周部の肉厚を調整、決定するための成形型部材である。
【0024】
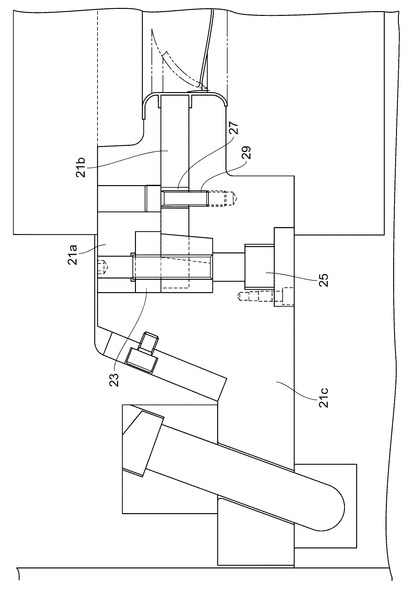
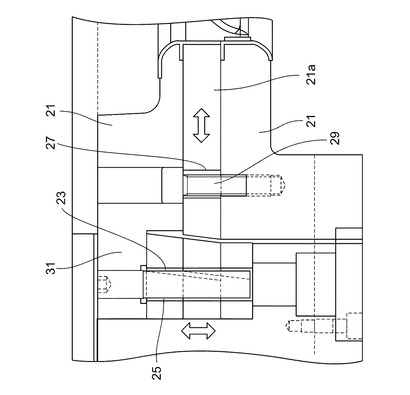
本発明においては、この入子21を三層構造とし、上部に位置するフタ入子21a、中央に位置する中入子21b、下部に位置するスライドベースとなるベース入子21cとから構成され、フタ入子21a、ベース入子21cはそれぞれ1個、中入子21bは上下両入子21a、21cに挟持させてその左右に1個ずつ、計2個、配してあり、中入子21bのみ進退自在としてある。
【0025】
本例においては、進退自在の中入子21bは、三層構造の入子21の中央から上方部分の高さに位置するように配してある。
【0026】
この中入子21bの高さは成形体の高さより低い高さであれば良く、これに対し中入子21bの大きさが大きい場合、調整動作において作動不良の原因となる。加えて、中入子21bの進退距離は微少(成形品の肉厚範囲内)であるため、後述の調整駒23の大きさとの差が極端でなければ問題はない。
【0027】
この中央に位置する中入子21bの進退機構は、中入子21bを上成形型17に遊動自在に止着させ、中入子21bを外方側から内方側へ調整駒23にて移動させる構造としてある。
【0028】
さらに詳述すると、調整駒23を、その外周面が上方に向けて拡幅するテーパー状を呈する略円錐台形状とし、この調整駒23を鉛直に配されたシャフト25に螺合させ、シャフト25の回動により調整駒23をシャフト25に対して上下動させ、この調節駒23の内方外周面に、三層構造の中央に位置する中入子21bを止着し、調整駒23の内方外周面と成形体との距離を近接、離隔させることにより、中入子21bを進退自在としてある。
【0029】
なお、図中27は中入子21bの固定孔、29は固定孔27より小径の、中入子21bの緩み止め固定ボルト、31は調整駒23の上方への移動を規制するための制御凸部、33はベース入子21cに配した中入子21bと調整駒23との設置凹部を示す。
【0030】
本発明に係るファンの成形装置により、ファンを成形する方法を以下に詳述する。
【0031】
まず、上下成形型17,19を当接させ、入子21を上下成形型17,19外方より成形位置まで移動させる。
【0032】
この際、入子21は、三層構造の入子21の下部に位置するベース入子21cの設置凹部33へ中入子21bと調整駒23を設置後、フタ入子21aにより挟込むことにより設置する。
【0033】
次に、成形すべきファン11の各羽根15の外周部の肉厚を予め設定された肉厚とさせるべく、シャフト25を回動させることにより、調整駒23をシャフト25に対して上下動させ、この調節駒23の外周面に止着した中入子21bを、成形体との距離を近接、離隔させることにより、その位置を調整する。
【0034】
この際、三層構造の入子21の中央に位置する中入子21bのみを進退させるのは、ファン11の各羽根15の外周部の肉厚をより繊細、緻密に調整するためである。
【0035】
加えて、緩み止め固定ボルト29の外径が中入子21bの固定孔27径より小径であるため、この径の差に対応する距離の範囲内でのみ調整できるよう制御される。
【0036】
ちなみに、三層構造の入子21全体を進退自在とすると、少しの移動にて各羽根15の外周部の肉厚が大幅に変更されることとなり、繊細、緻密の調整ができなくなる。
【0037】
次いで、上下成形型17,19および入子21によって形成されたキャビティに熱可塑性樹脂を注入し、冷却後、脱型してファンを成形する。
【0038】
なお、本例において、入子21は三層構造であるが、四層以上とし、その中央部位に位置する1個または複数個の中入子を進退自在とすることは自明である。
【0039】
また、中入子21bの配設位置は、三層構造の入子21の中央から上方部分の高さの位置であるが、中央部分としても本発明の効果を十分に得られるため、その位置は特に限定されることはない。
【0040】
また、中入子21b上成形型17に遊動自在に止着させてあるが、下成形型19に遊動自在に止着することは自明である。
【0041】
また、中入子21bの進退機構は、シャフト25、調整駒23によるものであるが、他の機構を採用することは自由である。
【0042】
また、ファンを成形するために使用する樹脂は熱可塑性樹脂であるが、樹脂成形で使用する一般の溶融可能な樹脂であれば特にその種類は限定されない。
【0043】
また、樹脂成形温度、樹脂注入個所について、調整駒23による中入子21bの進退距離は、成形体であるファンの羽根の外周部の肉厚範囲内とするため、熱膨張による調整駒23の作動不良となるべく距離を移動させることがなく、その温度、個所は特に限定されない。
【0044】
以上本発明の実施例について説明したが、本発明は実施例1に何等限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる態様で実施し得ることはもちろんである。
【産業上の利用可能性】
【0045】
本発明に係る成形装置、方法は、ファンの成形に最適であるが、他の樹脂製品の成形、等の用途にも適用できる。
【符号の説明】
【0046】
11 ファン
17 上成形型
19 下成形型
21 入子
21b 中入子
23 調整駒
25 シャフト
【技術分野】
【0001】
本発明は、送風装置に使用する、ボス部の外周に複数の羽根を備えた樹脂製ファンの各羽根外周縁の肉厚(重量バランス)を調整することができる成形方法およびその装置に関するものである。
【背景技術】
【0002】
近年、ファンの軽量化および使用時の羽根による騒音を抑止するため、各羽根を中空構造としたファンが使用されている。この効果をより向上させるため、各羽根の中空率を制御することが必要不可欠であった。
【0003】
本発明出願人も、回転体の各羽根の中空率を制御する機構を備えた成形方法を、特許第3559056号の如く、提案してきた。
【0004】
前記発明に係るファン等の回転体の成形方法は、溶融樹脂を金型のキャビティに射出注入し、注入完了時にガスを注入し、ボス部外周に中空羽根を複数形成する成形方法において、各羽根の対応位置の金型に装着したスライドブロックを、キャビティ外側に移動させつつ、金型の各羽根の対応位置に配したガス圧入口から各羽根内部にガスを圧入し、各羽根の中空率を制御する構造であった(特許文献1参照)。
【0005】
この成形方法は、各羽根の中空率を制御することのみを特徴とするものであった。
【0006】
また、この種ファンを成形する際には、上下一対の成形型および各種入れ子により成形することが常であり、入れ子は上下の一方の成形型に締めボルトにて固定していた。
【0007】
また、この種ファンの各羽根を高強度とするため、様々なリブが一体成形されていた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3559056号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に開示された回転体の成形方法によれば、各羽根の中空部を均一に成形することを主目的とするため、製品精度および使用時の騒音抑制効果を向上させる際、各羽根外周縁の肉厚(重量バランス)を均一にするべく、樹脂注入量およびガス圧を慎重に調整する必要があり、この作業が非常に煩雑であった。
【0010】
また、樹脂注入量およびガス圧を機械的に行う場合には、特殊な制御機構、システムが必要となり、このため成形コストが高騰する要因となっていた。
【0011】
本発明はこのような欠点に鑑み、簡易構造にて、製造コスト高騰を抑制し、製品精度および使用時の羽根による騒音抑止効果を向上させ、かつファンの各羽根の肉厚(重量バランス)を極めて繊細、緻密に調整することができるファンの成形方法およびその装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明に係るファンの成形方法およびその装置は、上下成形型およびその内部に介入させる入子により構成される成形装置にて、上下成形型および入子によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファンを成形する方法、装置において、入子を三層構造とし、その中央に位置する中入子を進退自在としたことを特徴とするもの、
また、中央に位置する中入子の進退機構を、上成形型に中入子を遊動自在に止着させ、この中入子を外方側から内方側へ調整駒にて移動させる構造としたことを特徴とするもの、
また、調整駒を、その外周面が上方に向けて拡幅するテーパー状を呈する略円錐台形状とし、この調整駒を鉛直に配されたシャフトに螺合させ、シャフトの回動により調整駒をシャフトに対して上下動させ、この調節駒の内方外周面に、三層構造の中央に位置する中入子を止着し、調整駒の内方外周面と成形体との距離を近接、離隔させることにより、中入子を進退自在としたことを特徴とするものである。
【発明の効果】
【0013】
本発明に係るファンの成形方法およびその装置によれば、入子を三層構造とし、その中央に位置する中入子を進退自在としてあるため、製品精度および使用時に発生する風切音による騒音抑止効果を向上させるべく、ファンの各羽根外周縁の肉厚(重量バランス)を容易かつ繊細、緻密に調整することができるばかりか、簡易構造であり、製造コスト高騰を抑制することができる。
【0014】
また、入子を三層構造とすることにより、成形樹脂のガス抜き効果が向上し、さらに中央に位置する中入子の進退動を上下に位置するフタ入子およびベース入子によって確実に案内(ガイド)することができる。
【0015】
また、中央に位置する中入子の進退機構を、上成形型に中入子を遊動自在に止着させ、この中入子を外方側から内方側へ調整駒にて移動させる構造とすることにより、ファンの各羽根外周縁の肉厚(重量バランス)をより繊細、緻密に微調整することができ、ひいては製品精度をより向上させることができる。
【0016】
さらに、中入子の進退機構を、シャフト、シャフトに螺合させた略円錐台形の調整駒、とすることにより、調整をより繊細、緻密かつ確実に行うことができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係るファンの成形装置の全体平面図である。
【図2】同、要部拡大図である。
【図3】同、入子、調整駒の分解斜視図である。
【図4】同、入れ子の進退機構を示す要部正面図である。
【図5】同、要部拡大図である。
【発明を実施するための形態】
【0018】
製品精度および使用時の羽根による騒音抑止制効果を向上させ、かつファンの各羽根の肉厚(重量バランス)を極めて繊細、緻密に調整する目的を、上下成形型内部に介入させる三層構造の入子と、三層構造の中央に位置する中入子を進退自在とするための進退機構と、により実現した。
【実施例1】
【0019】
図1〜図5を参照して本発明に係るファンの成形装置について説明する。
【0020】
本発明に係るファン11の基本構成は、ボス部13の外周に複数の羽根15を備え、軽量化、高強度、高耐久性、を有する熱可塑性樹脂素材により一体成形したものである。
【0021】
このファン11を成形するための装置は、上下成形型17,19およびその内部に介入させる入子21により構成されている。
【0022】
本例において、入子21は、ファンが平面視円形であるため、1/4円弧に位置する各羽根を成形する都合上、平面視において上下左右の計4個所に配してあり、その外面形状は各羽根15の外周面の曲面形状に対応する曲面形状とすることが望ましい。
【0023】
この入子21は、羽根15の外周部の肉厚を調整、決定するための成形型部材である。
【0024】
本発明においては、この入子21を三層構造とし、上部に位置するフタ入子21a、中央に位置する中入子21b、下部に位置するスライドベースとなるベース入子21cとから構成され、フタ入子21a、ベース入子21cはそれぞれ1個、中入子21bは上下両入子21a、21cに挟持させてその左右に1個ずつ、計2個、配してあり、中入子21bのみ進退自在としてある。
【0025】
本例においては、進退自在の中入子21bは、三層構造の入子21の中央から上方部分の高さに位置するように配してある。
【0026】
この中入子21bの高さは成形体の高さより低い高さであれば良く、これに対し中入子21bの大きさが大きい場合、調整動作において作動不良の原因となる。加えて、中入子21bの進退距離は微少(成形品の肉厚範囲内)であるため、後述の調整駒23の大きさとの差が極端でなければ問題はない。
【0027】
この中央に位置する中入子21bの進退機構は、中入子21bを上成形型17に遊動自在に止着させ、中入子21bを外方側から内方側へ調整駒23にて移動させる構造としてある。
【0028】
さらに詳述すると、調整駒23を、その外周面が上方に向けて拡幅するテーパー状を呈する略円錐台形状とし、この調整駒23を鉛直に配されたシャフト25に螺合させ、シャフト25の回動により調整駒23をシャフト25に対して上下動させ、この調節駒23の内方外周面に、三層構造の中央に位置する中入子21bを止着し、調整駒23の内方外周面と成形体との距離を近接、離隔させることにより、中入子21bを進退自在としてある。
【0029】
なお、図中27は中入子21bの固定孔、29は固定孔27より小径の、中入子21bの緩み止め固定ボルト、31は調整駒23の上方への移動を規制するための制御凸部、33はベース入子21cに配した中入子21bと調整駒23との設置凹部を示す。
【0030】
本発明に係るファンの成形装置により、ファンを成形する方法を以下に詳述する。
【0031】
まず、上下成形型17,19を当接させ、入子21を上下成形型17,19外方より成形位置まで移動させる。
【0032】
この際、入子21は、三層構造の入子21の下部に位置するベース入子21cの設置凹部33へ中入子21bと調整駒23を設置後、フタ入子21aにより挟込むことにより設置する。
【0033】
次に、成形すべきファン11の各羽根15の外周部の肉厚を予め設定された肉厚とさせるべく、シャフト25を回動させることにより、調整駒23をシャフト25に対して上下動させ、この調節駒23の外周面に止着した中入子21bを、成形体との距離を近接、離隔させることにより、その位置を調整する。
【0034】
この際、三層構造の入子21の中央に位置する中入子21bのみを進退させるのは、ファン11の各羽根15の外周部の肉厚をより繊細、緻密に調整するためである。
【0035】
加えて、緩み止め固定ボルト29の外径が中入子21bの固定孔27径より小径であるため、この径の差に対応する距離の範囲内でのみ調整できるよう制御される。
【0036】
ちなみに、三層構造の入子21全体を進退自在とすると、少しの移動にて各羽根15の外周部の肉厚が大幅に変更されることとなり、繊細、緻密の調整ができなくなる。
【0037】
次いで、上下成形型17,19および入子21によって形成されたキャビティに熱可塑性樹脂を注入し、冷却後、脱型してファンを成形する。
【0038】
なお、本例において、入子21は三層構造であるが、四層以上とし、その中央部位に位置する1個または複数個の中入子を進退自在とすることは自明である。
【0039】
また、中入子21bの配設位置は、三層構造の入子21の中央から上方部分の高さの位置であるが、中央部分としても本発明の効果を十分に得られるため、その位置は特に限定されることはない。
【0040】
また、中入子21b上成形型17に遊動自在に止着させてあるが、下成形型19に遊動自在に止着することは自明である。
【0041】
また、中入子21bの進退機構は、シャフト25、調整駒23によるものであるが、他の機構を採用することは自由である。
【0042】
また、ファンを成形するために使用する樹脂は熱可塑性樹脂であるが、樹脂成形で使用する一般の溶融可能な樹脂であれば特にその種類は限定されない。
【0043】
また、樹脂成形温度、樹脂注入個所について、調整駒23による中入子21bの進退距離は、成形体であるファンの羽根の外周部の肉厚範囲内とするため、熱膨張による調整駒23の作動不良となるべく距離を移動させることがなく、その温度、個所は特に限定されない。
【0044】
以上本発明の実施例について説明したが、本発明は実施例1に何等限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる態様で実施し得ることはもちろんである。
【産業上の利用可能性】
【0045】
本発明に係る成形装置、方法は、ファンの成形に最適であるが、他の樹脂製品の成形、等の用途にも適用できる。
【符号の説明】
【0046】
11 ファン
17 上成形型
19 下成形型
21 入子
21b 中入子
23 調整駒
25 シャフト
【特許請求の範囲】
【請求項1】
上下成形型およびその内部に介入させる入子を有し、前記入子を三層構造とし、三層構造の中央に位置する中入子を進退自在としてなることを特徴とするファンの成形装置。
【請求項2】
中央に位置する中入子を上成形型に遊動自在に止着させ、この中入子を外方側から内方側へ調整駒にて移動させる進退機構を有することを特徴とする請求項1記載のファンの成形装置。
【請求項3】
調整駒を、その外周面が上方に向けて拡幅するテーパー状を呈する略円錐台形状とし、この調整駒を鉛直に配されたシャフトに螺合させ、シャフトの回動により調整駒をシャフトに対して上下動可能とし、この調節駒の内方外周面に、三層構造の中央に位置する中入子を止着して中入子を進退自在としたことを特徴とする請求項2記載のファンの成形装置。
【請求項4】
上下成形型およびその内部に介入させる入子により構成される成形装置にて、上下成形型および入子によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファンを成形するファンの成形方法において、入子を三層構造とし、その中央に位置する中入子を進退自在としたことを特徴とするファンの成形方法。
【請求項5】
中央に位置する中入子の進退機構を、上成形型に中入子を遊動自在に止着させ、この中入子を外方側から内方側へ調整駒にて移動させる構造としたことを特徴とする請求項4記載のファンの成形方法。
【請求項6】
調整駒を、その外周面が上方に向けて拡幅するテーパー状を呈する略円錐台形状とし、この調整駒を鉛直に配されたシャフトに螺合させ、シャフトの回動により調整駒をシャフトに対して上下動させ、この調節駒の内方外周面に、三層構造の中央に位置する中入子を止着し、調整駒の内方外周面と成形体との距離を近接、離隔させることにより、中入子を進退自在としたことを特徴とする請求項5記載のファンの成形方法。
【請求項1】
上下成形型およびその内部に介入させる入子を有し、前記入子を三層構造とし、三層構造の中央に位置する中入子を進退自在としてなることを特徴とするファンの成形装置。
【請求項2】
中央に位置する中入子を上成形型に遊動自在に止着させ、この中入子を外方側から内方側へ調整駒にて移動させる進退機構を有することを特徴とする請求項1記載のファンの成形装置。
【請求項3】
調整駒を、その外周面が上方に向けて拡幅するテーパー状を呈する略円錐台形状とし、この調整駒を鉛直に配されたシャフトに螺合させ、シャフトの回動により調整駒をシャフトに対して上下動可能とし、この調節駒の内方外周面に、三層構造の中央に位置する中入子を止着して中入子を進退自在としたことを特徴とする請求項2記載のファンの成形装置。
【請求項4】
上下成形型およびその内部に介入させる入子により構成される成形装置にて、上下成形型および入子によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファンを成形するファンの成形方法において、入子を三層構造とし、その中央に位置する中入子を進退自在としたことを特徴とするファンの成形方法。
【請求項5】
中央に位置する中入子の進退機構を、上成形型に中入子を遊動自在に止着させ、この中入子を外方側から内方側へ調整駒にて移動させる構造としたことを特徴とする請求項4記載のファンの成形方法。
【請求項6】
調整駒を、その外周面が上方に向けて拡幅するテーパー状を呈する略円錐台形状とし、この調整駒を鉛直に配されたシャフトに螺合させ、シャフトの回動により調整駒をシャフトに対して上下動させ、この調節駒の内方外周面に、三層構造の中央に位置する中入子を止着し、調整駒の内方外周面と成形体との距離を近接、離隔させることにより、中入子を進退自在としたことを特徴とする請求項5記載のファンの成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−107210(P2013−107210A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−251507(P2011−251507)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(391006083)三光合成株式会社 (67)
【出願人】(000222484)株式会社ティラド (289)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(391006083)三光合成株式会社 (67)
【出願人】(000222484)株式会社ティラド (289)
【Fターム(参考)】
[ Back to top ]