
フィラメントから成る紡糸フリースを製造するための方法および装置
特に熱可塑性樹脂製のフィラメントから成る紡糸フリースを製造するための方法において、フィラメントは少なくとも一つの紡糸装置から紡糸され、引続き冷却され、延伸され、ならびにその後帯状フリースになる載置場所で載置される。帯状フリースは機械式ニードルパンチで予備固化され、帯状フリースは流体力学的あるいは液圧的な固化により仕上げ固化される。仕上げ固化された帯状フリースは80g/m2以上の、好ましくは100g/m2以上の面重量を備えている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に熱可塑性樹脂製の、フィラメントから成る紡糸を製造するための方法に関する。さらに本発明は、このような様式のフリースを製造するための装置にも関する。フィラメントは本発明の範囲内では特に無端フィラメントを指している。無端フィラメントはそのほぼ無端の長さに基いて、例えば10〜60mmのはるかに長さの短いステープルファイバとは異なる。
【背景技術】
【0002】
冒頭に挙げた様式の方法および装置は、実践から様々な実施形態において知られている。この方法において、フィラメントは紡糸装置により紡糸され、かつ載置場所で、特に帯状フリースになる載置移送ベルトあるいは載置スクリーンベルト上で載置される。この帯状フリースは水噴射固化処理により予備固化することが知られている。その際、水噴射処理は、通常単に帯状フリースの一方の側で行われるにすぎない。その後、予備固化された載置フィラメント(Filamentablage)あるいは帯状フリースは、載置スクリーンベルト上で剥離され、水噴射固化処理あるいは液圧の仕上げ固化処理を行うための水噴射装置に供給される。すなわち、約80g/m2を超えて、特に100g/m2を超えて、とりわけ150g/m2を超えて帯状フリースの面重量が大きい場合、密な載置フィラメントあるいは帯状フリースを下側のフィラメントまで予備固化することがかなり高い水圧により可能である。このことは比較的高いエネルギー消費量と結び付いている。その他の点で、この流体動力学上の予備固化には比較的高い帯状フリースの圧縮が必要である。液圧の仕上げ固化処理の場合、水噴射は相対的に密なバリアに当たり、このバリアはフィラメントが帯状フリースの厚さにわたり互いにループ状にされるように突き刺す必要がある。このため、特に高い面重量を備えた帯状フリースの場合、水圧を上げ、従ってエネルギーの使用を比較的多くする必要がある。この液圧の仕上げ固化において、相前後して段状にされた水噴射ノズルのエネルギーの付加が増えるのが普通である。エネルギー付加の高いノズルは、帯状フリースの移送方向に関しては水噴射装置の端部あるいは中央に配置されている。面重量が極めて大きい帯状フリースにおいて、エネルギーの使用は、この方法があまり実際には使えないほど多い。
【0003】
代替的解決手段は、ばらけた載置フィラメントあるいは帯状フリースを二つの走行するスクリーンベルトの間で挟み込み、これらのスクリーンベルトにより水噴射処理の間中、挟み込みを実行することにある。しかしながらこの方法の場合、スクリーンベルトは不利な様式で水エネルギーの一部を跳ね返してしまい、従ってここでもエネルギーバランスは思わしくない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】独国特許公告第19620379号明細書
【特許文献2】欧州特許出願公開第340843号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
これ対して本発明の根底をなす技術的課題は、帯状フリースが特に約80g/cm2より大きい高い面重量で、とりわけ容易でかつほとんど費用のかからない方法で、同時にわずかなエネルギーの使用もしくは全体エネルギーの使用で約100g/cm2より大きい高い面重量で固化できる、冒頭で挙げた様式の方法を提供することである。本発明による方法は、150g/cm2以上の面重量を備えた帯状フリースにも特に適している。さらに本発明の根底をなす技術的課題は、帯状フリースを製造するための相応した装置を提供することである。
【課題を解決するための手段】
【0006】
この技術的課題を解決するために、本発明は特に熱可塑性樹脂製の、フィラメントから成るフリースを製造するための方法において、
フィラメントが少なくとも一つの紡糸装置から紡糸され、引続き冷却され、延伸され、ならびにその後帯状フリースになる載置場所で載置されること、
帯状フリースが機械式ニードルパンチで予備固化されること、
帯状フリースが流体力学的あるいは液圧的な固化により仕上げ固化されること、そして
仕上げ固化された帯状フリースが80g/m2以上の、好ましくは100g/m2以上の面重量を備えていることを特徴とする。
【0007】
機械式ニードルパンチは、ニードルパンチ装置あるいはニードルパンチ機も使用して帯状フリースをニードルパンチすることを意味しており、このニードルパンチ装置はニードルパンチの際帯状フリース内に入り込む、多数のニードルを備えている。すなわち、水力学的固化あるいは液圧の固化は、帯状フリースに作用する高圧水噴射による固化を意味している。
【0008】
帯状フリース内のフィラメントの番手は、実用的には0.6〜10デニール(den)、好ましくは1〜6den、特に好ましくは1〜3denである。フィラメント混合体の場合、フィラメントの番手は0.05〜20denである。本発明による方法により、特に番手が小さい場合、0.05〜10den、好ましくは0.05〜6denであると特に有利であることがわかる。なぜなら繊維の堆積あるいは帯状フリースは比較的密であり、それだけいっそうエネルギー使用が相対的にわずかな固化が可能であるからである。本発明により生産される繊細な繊維から成る帯状フリースは、有利な高い強度を備えていることを特徴とする。
【0009】
本発明の範囲において、フィラメントは紡糸装置から出た後冷却槽で冷却され、かつ延伸装置内で延伸されるかあるいは空力学的に延伸される。さらに本発明の範囲において、延伸されたフィラメントは延伸装置に引続いて、少なくとも一つのディフューザを備えた案内装置により案内される。案内装置に引続き、もしくはディフューザに引続き、フィラメントはさらに載置されて帯状フリースになる。載置場所とは載置ベルトあるいは載置スクリーンベルトを指す。
【0010】
本発明の極めて好ましい実施形態によれば、フィラメントが載置されて帯状フリースになった後、機械式ニードルパンチにより予備固化処理される前に、液状媒体が帯状フリースに塗布されるか、あるいは帯状フリース内にもたらされる。本発明の範囲において、液状媒体は機械式ニードルパンチ処理のための潤滑剤として作用する。このような潤滑剤は(乾いた)フィラメントを束ね帯状フリース内に沈み、機械式ニードルパンチを容易にするかあるいは必要な力を減少させ、従って機械式ニードルパンチの際のエネルギー消費も減る。水、水性溶液、水性混合物、油、油性懸濁液(olige Suspension)の群から成る少なくとも一つの液状媒体を帯状フリース内に導入することが推奨される。好ましい実施形態の変形によれば、水および/または水性溶液および/または水性混合物を帯状フリース内に導入する。
【0011】
本発明の極めて好ましい実施形態は、親水性の液状媒体が帯状フリース内に導入されることを特徴とする。親水性の液状媒体はここでは、帯状フリースに一直線に載置された乾燥した帯状フリースに比べて親水性の性質を与える液状媒体を指す。乾燥した帯状フリースとはここにおいてかつ以下においてフィラメントあるいは液状媒体もしくは親水性の液状媒体を導入する前の帯状フリースを指している。本発明の根底を成す認識は、親水性の液状媒体により、予備固化処理に後続する水力学的仕上げ固化処理の負担が軽減されることである。尚、本発明の実施形態によれば、次いで後に続く記載された、予備固化処理と水力学的仕上げ固化処理の間の予備給湿装置を削除してもよい。
【0012】
液状媒体あるいは親水性の液状媒体が、少なくとも一つの梁状噴射器あるいは少なくとも一つの放出堰(Uberlaufwehr)用いて帯状フリース内に導入されると好適である。本発明の範囲において特別な意味がある実施形態は、帯状フリース内に導入された液状媒体が少なくとも一つの吸引装置を用いて帯状フリース内に導入されることを特徴とする。この目的で、少なくとも一つの吸引領域もしくは少なくとも一つの吸引装置が、帯状フリースを収容している載置スクリーンベルトの下方に配置されている。吸引領域には、負圧がかけられるのが好適であり、もしくは吸引装置により負圧が加えられるのが好適ある。上記の負圧は50〜400mbrの範囲にある。推奨される実施形態によれば、液状媒体の吸引あるいは吸入は、帯状フリースの搬送方向に対して横方向に設けられた吸引スリットを備えた、少なくとも一つの吸引装置を介して行なわれる。液状媒体、特に親水性の液状媒体を帯状フリース内に導入することにより、および好適にその際実行される液状媒体の吸引により、特に帯状フリースが130g/m2より大きな面重量を備え、さらに特に150g/m2より大きな面重量を備えていることがわかった。
【0013】
本発明の推奨される実施形態によれば、液状媒体あるいは親水性の液状媒体の、乾燥した帯状フリースの重量に関する、もしくは帯状フリースの乾燥した面部分の重量に関する、0.2〜50%の量が、好ましくは0.5〜30%の量が、極めて好ましくは0.5〜20%の量が、特に好ましくは0.5〜15%の量が帯状フリース内に導入される。液状媒体の導入は、液状媒体の上記の量が予備固化処理に供給される帯状フリース内にとどまるという条件つきで行なわれる。すなわち、通常本発明の範囲において、液状媒体を帯状フリース内に導入することは、固化処理ではなく、もしくは水力学的固化処理でもない。
【0014】
本発明の特に好ましい実施形態によれば、帯状フリースの予備固化は機械式ニードルパンチにより、75本/cm2(Einstiche/cm2 (E/cm2))未満の、好ましくは60本/cm2未満の、さらに好ましくは50本/cm2未満の針密度で行なわれる。機械式ニードルパンチの場合の針密度は、特に5〜75本/cm2、実用的には10〜50本/cm2、推奨的には10〜40本/cm2そして極めて好ましくは12〜30本/cm2である。この予備固化処理は他の処理のための載置繊維(Faserablage)あるいは帯状フリースの固化に役立つ。予備固化処理は機械式ニードルパンチにより載置場所で、あるいは載置ベルト/載置スクリーンベルトで行なわれるのが好適であり、そこでフィラメントは載置されて帯状フリースになる。本発明の範囲において、予備固化された帯状フリースは載置場所から取除かれ、かつ他の処理の目的で少なくとも一つの他の装置あるいは搬送装置に供給される。
【0015】
本発明の実施形態の変形によれば、機械式に予備固化された帯状フリースは、水力学的仕上げ固化処理の前に横方向延伸装置で横方向に延伸され、しかも5〜50%の範囲で横方向に延伸されるのが好ましい。これにより、横方向強度と横方向の寸法安定度は高くなる。原則として、湾曲ローラ(Bogenwalzen)、延伸機(Spannrahmensysteme)等のような公知の手段を使用することができる。延伸機を使用する場合、フィラメントの効果的な再編成を達成し、かつ同時に横方向延伸力を最小限に抑えるために、この横方向伸長方向からの出口速度を入口速度よりも低く選択することが好適である。このような横方向の延伸は、帯状フリースの原料の融点よりも低い範囲内で行なわれるのが実用的である。
【0016】
本発明の範囲において特別な意味がある好ましい実施形態によれば、帯状フリースは機械式ニードルパンチの後でかつ固化あるいは仕上げ固化の前に給湿される。引続いて、水力学的固化が水噴射処理により少なくとも一つの水噴射装置で行なわれる。推奨される実施形態の変形によれば、予備給湿処理は第一の水噴射装置により、特に仕上げ固化を行うための実際の水噴射装置の手前側に接続され、かつ低水圧で運転される水噴射ビームにより行われる。低水圧とは、特に5〜120バール、好ましくは20〜100バールの水圧を指している。この場合、高水圧は例えば200g/m2の大きな面重量を備えた重量のある帯状フリースに関係する。軽量の帯状フリースは水圧が低い場合に予備給湿される。
本発明の範囲において、フィラメント載置場所あるいは帯状フリースのかなりの濃密化が行なわれるという条件付で、予備給湿処理が実施される。他の実施形態の変形によれば、予備給湿処理は、水あるいは水性溶液あるいは水性混合物を帯状フリース上に吹付ける吹付け装置を用いても行なうことができる。その際、液体の吸引もしくは吸収が行なわれるのが目的にかなっている。水もしくは水性組織を備えた帯状フリースの予備給湿処理により、後続する水力学的な固化/仕上げ固化においては力の伝達(Impulsubertrag)がさらに良好になる。代替え案は、親水性の物質あるいは添加剤を帯状フリース内に充填することにある。これによっても、力の伝達を改善することができる。すなわち、本発明の一実施形態によれば、液状媒体あるいは親水性の液状媒体をフィラメントが帯状フリースになる載置場所と機械式のニードルパンチの間で導入した場合に、上述の予備給湿処理をなくすこともできる。
【0017】
本発明の特に推奨される実施形態は、水力学的仕上げ固化の場合の水噴射処理が、帯状フリースの上側からでも、帯状フリースの下側からでも行なわれることを特徴とする。こ場合、帯状フリースの上側とは、載置されるフィラメント流の方を向いた帯状フリースの側を意味する。本発明の範囲において、水力学的仕上げ固化の場合の水噴射処理は、高圧水噴射により行なわれる。高圧水噴射とは、特に120バールを超えた、実用的には130〜450バールの、好ましくは150〜400バールの水圧を有する水噴射を指している。
【0018】
本発明の範囲において特別な意味がある極めて好ましい実施形態は、水力学的仕上げ固化の場合の水噴射処理が、帯状フリースの上側にある少なくとも一つの高圧水噴射ビームにより、および帯状フリースの下側にある少なくとも一つの高圧水噴射ビームにより実施されることを特徴する。その際、さらに帯状フリースの上側は、一方の高圧水噴射ビームの高圧水噴射により作用を受け、帯状フリースの下側は、別の高圧水噴射ビームの高圧水噴射により作用を受ける。本発明の範囲において、高圧水噴射ビームは移送方向すなわち搬送方向に対して横方向に配置されている。高圧水噴射ビームは複数あるいは多数のノズルを備えており、これらのノズルは高圧水噴射ビームの長手方向にわたり割当てられて配置されており、かつノズルから高圧水噴射を噴射する。本発明の好ましい実施形態によれば、単に二つの高圧水噴射ビームが設けられているにすぎず、これら二つの高圧水噴射ビームは一方では帯状フリースの上側に配置されており、他方では帯状フリースの下側に配置されている。流体力学的もしくは水力学的に仕上げ固化を行うための最大で四つの高圧水噴射ビームが配置されているのが好適である。一実施形態によれば、四つより多くの高圧水噴射ビームが使用されると、帯状フリースの移送方向に関する第一の四つの高圧水噴射ビームは、水力学的仕上げ固化の水力学的作用全体の少なくとも80%を発揮する。水力学的作用あるいは水力学的仕上げ固化作用の比較は、ここではかつこの後では特に比較すべきビームあるいは高圧水噴射ビームの各々のノズル孔に関係する。従って特に水力学的作用はノズル孔毎に比較すべきビームに比される。
【0019】
少なくとも二つの高圧水噴射ビームが作用すると、一実施形態によれば、これらの高圧水噴射ビームは、噴出する高圧水噴射の水圧に関して、および/またはhpiのノズル孔密度(幅1インチ当たりのノズル孔あるいはノズル穴)、および/またはノズル孔直径に関して異なっている。帯状フリースの移送方向に関する第一の高圧水噴射ビームの高圧水噴射が、帯状フリースの厚さ全体を、あるいは本質的には帯状フリースの厚さ全体を貫通するのが好適である。特に帯状フリースの移送方向に関する第二の高圧水噴射ビームは、帯状フリースの対向した側から作用する。この第二の高圧水噴射ビームの高圧水噴射は、帯状フリースの厚さの少なくとも25%、好ましくは少なくとも30%通ると好適である。第二の高圧水噴射ビームの高圧水噴射が帯状フリースの厚さを貫通する程度に、第一の高圧水噴射ビームのエネルギーあるいは水エネルギーを減少させることができる。本発明の推奨される実施形態によれば、帯状フリースの移送方向に関する高圧水噴射ビームの第一ペアの少なくとも一つの高圧水噴射ビームにより、水力学的固化/仕上げ固化が帯状フリースの厚さ全体を通してあるいは本質的に帯状フリースの厚さ全体を通して行なわれる。場合によっては、別の後続する高圧水噴射ビームが表面近くのフィラメントに作用するのが好適であり、かつ帯状フリースの上側面あるいは複数の帯状フリースの上側面に役立つ。
【0020】
本発明の範囲において、水力学的固化に際して複数の高圧水噴射ビームが作用し、この場合、水力学的固化作用を備えた高圧水噴射ビームは、水噴射固化の水力学的固化作用の少なくとも33%の割当てを、特に40%の割当てを、好ましくは少なくとも50%の割当てを有している。かなりの水力学的固化作用を備えた高圧水噴射ビームが、帯状フリースの移送方向に関する第一あるいは第二あるいは第三の高圧水噴射ビームであり、好ましくは第一あるいは第二の高圧水噴射ビームであると有効である。特に水力学的固化の水力学的固化作用全体は1kWh/kgよりも小さく、特に0.8kWh/kgよりも小さい。
【0021】
本発明の特に推奨される実施形態によれば、水力学的固化に際して、水噴射装置が、特に少なくとも一つの高圧水噴射ビームが作用し、この高圧水噴射ビームは40hpi未満の、特に40hpi未満の、特に35hpi未満の、好ましくは30hpi未満の孔密度を備えている。この場合、「hpi」とは「インチ幅毎の孔」あるいは「インチ幅当たりのノズル孔」を意味する。予備給湿後の第一の高圧水噴射ビームは、上記の孔密度を備えているのが好適である。特にかなりの水力学的固化作用を備えた高圧水噴射ビームは、上記の孔密度を備えている。
帯状フリースの移送方向に関する第一の高圧水噴射ビームが、上記の孔密度を備えていると、後方に配置された他の高圧水噴射ビーム、あるいは後方に配置された他の複数の高圧水噴射ビームは、第一の高圧水噴射ビームとしての高い孔密度を有しているのが好適である。特に帯状フリースの移送方向における第一の高圧水噴射ビームは、20〜30hpiの孔密度を備えており、後方に配置された第二の高圧水噴射ビームは、25〜35hpiの孔密度を備えており、第二の高圧水噴射ビームの孔密度は第一の高圧水噴射ビームの孔密度よりも高い。後方に配置された第三の高圧水噴射ビームが設けられていると、この第三の高圧水噴射ビームは特に30〜45hpiの孔密度を、好ましくは35〜45hpiの孔密度を有しており、第三の高圧水噴射ビームの孔密度は第一の高圧水噴射ビームの孔密度よりも高く、第二の高圧水噴射ビームの孔密度よりも高いことが推奨される。
【0022】
推奨される実施形態によれば、水力学的固化に際して、水噴射装置が、特に高圧水噴射ビームが作用し、この高圧水噴射ビームは0.08〜0.25mmの、特に0.08〜0.15mmの、好ましくは0.09〜0.13mmの、例を挙げれば0.12mmの孔直径あるいはノズル孔直径を備えていることを特徴とする。高圧水噴射ビームは全て、上記の孔直径または上記のノズル孔直径を備えているのが好適である。本発明の好ましい実施形態によれば、帯状フリースの移送方向における第一の高圧水噴射ビームは、後続する高圧水噴射ビームに比べて、あるいは後続する複数の高圧水噴射ビームに比べて大きな孔直径を備えている。特に第一の高圧水噴射ビームは、0.10〜0.18mmの、好ましくは0.12〜0.16mmの、例を挙げれば0.14mmの孔直径を備えている。移送方向における第二の高圧水噴射ビームは、0.08〜0.16mmの、好ましくは0.10〜0.14mmの、例を挙げれば0.12mmの孔直径を備えているのが好適である。第三の高圧水噴射ビームが設けられていると、この第三の高圧水噴射ビームは第一の高圧水噴射ビームに比べて細いノズルあるいは小さい孔直径を備えていることが推奨される。
【0023】
本発明の範囲において、水力学的固化に際してもしくは高圧水噴射ビームにおいて、120バールを超える、好適には150バールを超える水圧が作用する。帯状フリースの移送方向における第一の高圧水噴射装置あるいは移送方向における第一の高圧水噴射ビームは、220バールを超える、好ましくは250バールを超える水圧で作動されることが推奨される。好ましい実施形態の変形によれば、移送方向における第二の高圧水噴射装置あるいは移送方向における第二の高圧水噴射ビームも、220バールを超える、好ましくは250バールを超える水圧で作動される。この場合、移送方向における第一の高圧水噴射装置あるいは移送方向における第一の高圧水噴射ビームが、好ましくは帯状フリースの一方の側に設けられている一方で、移送方向における第二の高圧水噴射装置あるいは移送方向における第二の高圧水噴射ビームは、帯状フリースの対向した側に設けられている。帯状フリースの移送方向において、少なくとも一つの後方に接続された高圧水噴射装置あるいは少なくとも一つの後方に接続された高圧水噴射ビームが設けられていると、この高圧水噴射装置あるいは高圧水噴射ビームは、120〜220バールの水圧で作動されるのが好適である。この後方に配置された高圧水噴射ビームあるいはこれらの後方に配置された複数の高圧水噴射ビームは、第一のラインにおいて帯状フリース表面の平滑化に役立つ。
【0024】
本発明による水力学的固化は、インライン法あるいはオフライン法で実施することができる。インライン作動において、水力学的固化は機械式ニードルパンチ後、あるいは好ましくは予備給湿後連続的に行なわれる。オフライン作動において、予備固化された帯状フリースはまず横たえられ、例えば広げられ、その後水力学的固化処理、あるいは予備給湿処理および水力学的固化処理に供給される。
【0025】
本発明の範囲において、水力学的に固化された帯状フリースは乾燥される。本発明の一実施形態によれば、水力学的に固化された帯状フリースは乾燥処理後あるいは乾燥処理中に横方向に伸ばされ、および/または熱安定化される。横方向に伸ばす場合、温度は室温から合成樹脂の軟化温度までの範囲内にあるか、あるいはそれより少し上であると好適である。熱的に安定していると、温度は合成樹脂の軟化点と融解温度の間にある。
【0026】
本発明の極めて好ましい実施形態は、仕上げ固化されかつ乾燥されならびに場合によっては横方向に伸ばされた帯状フリースは、130g/m2を超える、特に150g/m2を超える、好ましくは180g/m2を超える、特に好ましくは200g/m2を超える面重量を備えていることを特徴とする。本発明による方法は、特に高い面重量を備えた帯状フリースあるいは紡糸フリースに合っている。
【0027】
本発明の対象は、フィラメントから成る、特に熱可塑性樹脂製のフィラメントから成る紡糸フリースを製造するための装置であり、フィラメントを紡糸するための紡糸装置が設けられており、その際、フィラメントを冷却するための冷却装置と、この冷却装置に接続した、フィラメントを延伸あるいは空気力学的な延伸するための延伸装置と、フィラメントが載置されて帯状フリースになるための載置装置が設けられており、さらに、少なくとも一つのニードル装置が設けられており、このニードル装置により、帯状フリースが機械式ニードルパンチで予備固化可能であり、そして
少なくとも一つの水噴射装置が設けられており、この水噴射装置により、帯状フリースが水力学的に仕上げ固化可能であり、その際、水力学的に仕上げ固化を行うための水噴射処理が帯状フリースの上側からおよび下側から行なわれる。
【0028】
この場合、水噴射装置はさらに帯状フリースの水噴射処理が帯状フリースの上側から、かつ帯状フリースの下側から行なうことができるという条件付で調節されている。本発明の範囲において、水噴射装置の手前には、帯状フリースを予備給湿するための予備給湿装置が配置されている。
【0029】
紡糸装置から出たフィラメントは、本発明の特に好ましい実施形態によれば、ライコフィルの第三の方法(特許文献1)あるいはライコフィルの第四の方法(特許文献2)に従って処理される。この場合、本発明の範囲において、冷却装置あるいは冷却室と延伸装置の間の移行領域は閉じた状態で形成されており、この移行領域内において冷却室内で冷却空気が供給されるまで、他の空気は一切供給されない。本発明の範囲において、閉じた冷却室が使用される。閉じた冷却室とはこの場合、冷却室が冷却空気が供給されるまで周囲に対して閉じた状態で形成されていることを意味する。本発明の特に好ましい実施形態によれば、フィラメントは同じ空気あるいは冷却空気でもって冷却装置内で冷却され、続いて延伸装置内で延伸される。この場合、別の言葉では、基本的に冷却室内に供給された冷却空気は、フィラメントの空気力学的な延伸のためにも延伸装置内で使用される。本発明の特に推奨される実施形態は、装置集合体が冷却装置と延伸装置により閉じた状態で形成されており、冷却室内で冷却空気が供給されるまで、この装置集合体には他の空気は一切供給されないことを特徴とする。
【0030】
本発明の根底をなす認識は、本発明による方法と本発明による装置により、エネルギーの使用が相対的に少ない場合に、最適な特性を備えていることを特徴とする紡糸フリースを製造できることである。紡糸フリースは極めて優れた強度あるいは積層剥離強度を紡糸フリースの製造にかかる費用がわずかである場合に備えている。特に液圧のあるいは流体動力学上の固化処理は、最小のエネルギーの使用でもって作動できる。本発明による装置は、実際から知られた装置と比較してより少ない数量の水噴射ビームあるいは高圧水噴射ビームで済ませることができ、それにより少ししか複雑にされていなく、かつ費用をかけずに構成されている。本発明による方法は、100g/m2以上の、特に150g/m2以上の高い面重量を備えた紡糸フリースに特に適している。本発明による方法は番手表示を有するフィラメントを備えた紡糸フリースにとって特別な長所をもたらす。さらに、本発明による方法と本発明による装置が、比較的わずかな費用で運転できることを強調することができる。
【0031】
以下に、本発明を実施例のみを説明する図に基づき詳しく説明する。
【図面の簡単な説明】
【0032】
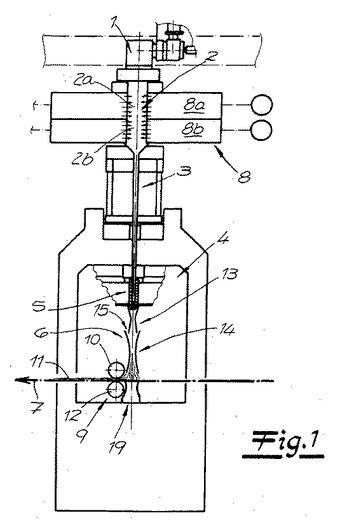
【図1】本発明による装置の第一の部分の縦断面図である。
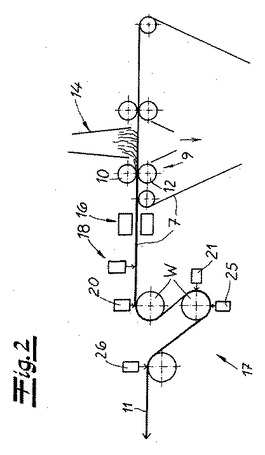
【図2】本発明による装置の第二の部分の縦断面図である。
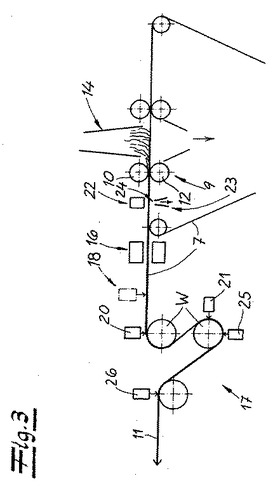
【図3】別の実施例における図2による対象である。
【発明を実施するための形態】
【実施例】
【0033】
図には好ましくは熱可塑性樹脂から成るフィラメントでできたフリースを製造するための装置が示してある。フィラメントは紡糸装置すなわち紡糸口金1により繰り出され、引続きフィラメントが冷却される冷却室2内に挿入される。冷却室2は実施例では二つの冷却区間2a,2bに分割されている。冷却室2の隣には、上側供給室区画8aと下側供給室区画8bに分割された空気供給室8が配置されている。両供給室区画8a,8bからは、様々な対流性放熱力を有する冷却空気が供給されると好適である。両供給室区画8a,8bから様々な温度の冷却空気が供給可能であるのが好ましい。フィラメントには両冷却区間2a,2b内において各々、様々な温度および/または様々な量の冷却空気および/または様々な空気湿度がかかる。
【0034】
冷却室2には延伸装置4が接続しており、この延伸装置は実施例では中間管路3と中間管路3に接続した下方引張り管路5から成る。実施例では、延伸装置4に少なくとも一つのディフューザ13,14を備えた案内装置6が接続している。実施例においては二つのディフューザ、すなわち第一のディフューザ13と第一のディフューザに接続した第二のディフューザ14である。推奨される実施変形および図1による実施例において、第一のディフューザ13と第二のディフューザ14の間には周囲空気流入間隙15が設けられている。
【0035】
好適にかつ実施例において、案内装置6の下方には連続的に可動な、フィラメントが載置されて帯状フリース11になるための載置スクリーンベルト7が設けられている。特に好ましい実施形態および図1による実施例において、冷却室2と延伸装置4の領域内には、冷却室2内でフィラメントを冷却するための冷却空気の供給から見て取れるように、外部からの空気供給は全く行なわれない。好ましくはそして図1による実施例では、冷却室2と延伸装置4から成る連結機械全体において、先に挙げた空気供給から見て取れるように、外部からの別空気供給は全く行なわれない。これはいわゆる閉鎖システムである。実施変形と図1による実施例では、冷却室2と延伸装置4から成る連結機械全体において、前記の空気供給および周囲空気流入間隙15を通る空気供給から見て取れるように、外部からの別空気供給は全く行なわれない。
【0036】
図1による実施例において、第二のディフューザ14から噴射されるフィラメントは載置スクリーンベルト7上に載置されて帯状フリース11になる。好適におよび実施例では、フィラメントのための堆積領域内において通気性の載置スクリーンベルト7の下方には吸引装置19があり、この吸引装置は載置スクリーンベルト7を通して下方へと空気を吸引する。図1による実施例では、帯状フリースの搬送装置において先に挙げた堆積領域あるいは吸引領域の後方にここでは二つの排出ローラ10,12から成る押し固め装置9があり、これらの排出ローラは加熱されていると役にたつ。しかしながら排出ローラ10,12は必ずしも必要ではない。
【0037】
図2には本発明による装置の第二の部分が示してある。フィラメントが載置スクリーンベルト7上に載置した後、すなわち押し固め装置9を通過した後、帯状フリースは載置スクリーンベルト7を出て、その後帯状フリース11はニードル装置を通って案内され、このニードル装置内で帯状フリース11はニードルパンチで固化される。このように固化された帯状フリース11は、さらに水噴射装置17に供給され、この水噴射装置内で帯状フリース11は液圧であるいは水力学的に仕上げ固化される。仕上げ固化 の前に、帯状フリース11は予備給湿装置18により予備給湿される。予備給湿装置18は実用的にはそして図2による実施例では、帯状フリース11の搬送方向に対して横方向に配置された水噴射ビームとして構成されている。水噴射ビームは後続した高圧水噴射ビーム20,
21,25および26とは対照的にわずかな水圧でも駆動される。
【0038】
図2による実施例において、水噴射ビームが予備給湿装置18として機能し、高圧水噴射ビーム20,21,25および26が水力学的あるいは液圧の仕上げ固化のための水噴射装置17として機能する。予備給湿装置18の水噴射ビームは、0.08〜0.15mm、好ましくは0.10〜0.14mmのノズル孔直径、例えば0.12mmの ノズル孔直径を備えているのが好適である。この水噴射ビームは、35〜45hpiの孔密度(Lochdichte)あるいはノズル孔密度、特に40hpiの孔密度を有していることが推奨される。予備給湿装置18の水噴射ビームは、5〜120バールの水圧で、好ましくは20〜110バールの水圧で、例としてあげれば100バールの水圧で運転されるのが機能的である。水噴射装置17の高圧水噴射ビーム20,21は両者とも、0.08〜0.16mmのノズル孔直径を備えているのが好ましい。第一の高圧水噴射ビーム20は、本発明の好ましい実施形態によれば、40hpi未満の、好ましくは30hpi未満の、例としてあげれば25hpi未満の孔密度あるいはノズル孔密度を有することを特徴とする。第二の高圧水噴射ビーム21は、これと比べて大きい孔密度を、好ましくは25hpiよりも大きい孔密度を、例としてあげれば30hpiよりも大きい孔密度を有している。第一および第二の高圧水噴射ビーム20,21は、220バールを超えた水圧で運転されるのが機能的である。後ろに接続された高圧水噴射ビーム25および26の両者の水圧は130バールと220バールの間であるのが好ましい。高圧水噴射ビーム25および26は両者とも、第一のラインでは表面近くのフィラメントに作用し、帯状フリース表面の仕上げ平滑化に使用されている。
【0039】
液圧の仕上げ固化の後、帯状フリース11は乾燥されるのが機能的である。この際、残留水分は水噴射仕上げ固化体から取り除かれる。
【0040】
図3では本発明による別の実施形態を示してある。ここではフィラメントの載置場所間で、あるいは排出ローラ10,12とニードル装置16の間で帯状フリース上に液状媒体が塗布される。この目的で、塗布装置22が設けられており、この塗布装置により液状媒体が上方から帯状フリース11上に塗布される。帯状フリース11の下方あるいは載置スクリーンベルト7の下方には、吸引装置23が配置されており、この吸引装置により塗布装置22により塗布された液状媒体は帯状フリース11内に吸収される。好ましくはかつ実施例において、この吸引装置23は帯状フリース11の搬送方向に対して横方向に設けられた吸引スリット24を備えている。液圧媒体の塗布を伴うこの実施形態において、水力学的仕上げ固化前の予備給湿装置はなくてもよい。従って、図3では選択的な予備給湿装置18が一点鎖線で示してある。
【技術分野】
【0001】
本発明は、特に熱可塑性樹脂製の、フィラメントから成る紡糸を製造するための方法に関する。さらに本発明は、このような様式のフリースを製造するための装置にも関する。フィラメントは本発明の範囲内では特に無端フィラメントを指している。無端フィラメントはそのほぼ無端の長さに基いて、例えば10〜60mmのはるかに長さの短いステープルファイバとは異なる。
【背景技術】
【0002】
冒頭に挙げた様式の方法および装置は、実践から様々な実施形態において知られている。この方法において、フィラメントは紡糸装置により紡糸され、かつ載置場所で、特に帯状フリースになる載置移送ベルトあるいは載置スクリーンベルト上で載置される。この帯状フリースは水噴射固化処理により予備固化することが知られている。その際、水噴射処理は、通常単に帯状フリースの一方の側で行われるにすぎない。その後、予備固化された載置フィラメント(Filamentablage)あるいは帯状フリースは、載置スクリーンベルト上で剥離され、水噴射固化処理あるいは液圧の仕上げ固化処理を行うための水噴射装置に供給される。すなわち、約80g/m2を超えて、特に100g/m2を超えて、とりわけ150g/m2を超えて帯状フリースの面重量が大きい場合、密な載置フィラメントあるいは帯状フリースを下側のフィラメントまで予備固化することがかなり高い水圧により可能である。このことは比較的高いエネルギー消費量と結び付いている。その他の点で、この流体動力学上の予備固化には比較的高い帯状フリースの圧縮が必要である。液圧の仕上げ固化処理の場合、水噴射は相対的に密なバリアに当たり、このバリアはフィラメントが帯状フリースの厚さにわたり互いにループ状にされるように突き刺す必要がある。このため、特に高い面重量を備えた帯状フリースの場合、水圧を上げ、従ってエネルギーの使用を比較的多くする必要がある。この液圧の仕上げ固化において、相前後して段状にされた水噴射ノズルのエネルギーの付加が増えるのが普通である。エネルギー付加の高いノズルは、帯状フリースの移送方向に関しては水噴射装置の端部あるいは中央に配置されている。面重量が極めて大きい帯状フリースにおいて、エネルギーの使用は、この方法があまり実際には使えないほど多い。
【0003】
代替的解決手段は、ばらけた載置フィラメントあるいは帯状フリースを二つの走行するスクリーンベルトの間で挟み込み、これらのスクリーンベルトにより水噴射処理の間中、挟み込みを実行することにある。しかしながらこの方法の場合、スクリーンベルトは不利な様式で水エネルギーの一部を跳ね返してしまい、従ってここでもエネルギーバランスは思わしくない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】独国特許公告第19620379号明細書
【特許文献2】欧州特許出願公開第340843号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
これ対して本発明の根底をなす技術的課題は、帯状フリースが特に約80g/cm2より大きい高い面重量で、とりわけ容易でかつほとんど費用のかからない方法で、同時にわずかなエネルギーの使用もしくは全体エネルギーの使用で約100g/cm2より大きい高い面重量で固化できる、冒頭で挙げた様式の方法を提供することである。本発明による方法は、150g/cm2以上の面重量を備えた帯状フリースにも特に適している。さらに本発明の根底をなす技術的課題は、帯状フリースを製造するための相応した装置を提供することである。
【課題を解決するための手段】
【0006】
この技術的課題を解決するために、本発明は特に熱可塑性樹脂製の、フィラメントから成るフリースを製造するための方法において、
フィラメントが少なくとも一つの紡糸装置から紡糸され、引続き冷却され、延伸され、ならびにその後帯状フリースになる載置場所で載置されること、
帯状フリースが機械式ニードルパンチで予備固化されること、
帯状フリースが流体力学的あるいは液圧的な固化により仕上げ固化されること、そして
仕上げ固化された帯状フリースが80g/m2以上の、好ましくは100g/m2以上の面重量を備えていることを特徴とする。
【0007】
機械式ニードルパンチは、ニードルパンチ装置あるいはニードルパンチ機も使用して帯状フリースをニードルパンチすることを意味しており、このニードルパンチ装置はニードルパンチの際帯状フリース内に入り込む、多数のニードルを備えている。すなわち、水力学的固化あるいは液圧の固化は、帯状フリースに作用する高圧水噴射による固化を意味している。
【0008】
帯状フリース内のフィラメントの番手は、実用的には0.6〜10デニール(den)、好ましくは1〜6den、特に好ましくは1〜3denである。フィラメント混合体の場合、フィラメントの番手は0.05〜20denである。本発明による方法により、特に番手が小さい場合、0.05〜10den、好ましくは0.05〜6denであると特に有利であることがわかる。なぜなら繊維の堆積あるいは帯状フリースは比較的密であり、それだけいっそうエネルギー使用が相対的にわずかな固化が可能であるからである。本発明により生産される繊細な繊維から成る帯状フリースは、有利な高い強度を備えていることを特徴とする。
【0009】
本発明の範囲において、フィラメントは紡糸装置から出た後冷却槽で冷却され、かつ延伸装置内で延伸されるかあるいは空力学的に延伸される。さらに本発明の範囲において、延伸されたフィラメントは延伸装置に引続いて、少なくとも一つのディフューザを備えた案内装置により案内される。案内装置に引続き、もしくはディフューザに引続き、フィラメントはさらに載置されて帯状フリースになる。載置場所とは載置ベルトあるいは載置スクリーンベルトを指す。
【0010】
本発明の極めて好ましい実施形態によれば、フィラメントが載置されて帯状フリースになった後、機械式ニードルパンチにより予備固化処理される前に、液状媒体が帯状フリースに塗布されるか、あるいは帯状フリース内にもたらされる。本発明の範囲において、液状媒体は機械式ニードルパンチ処理のための潤滑剤として作用する。このような潤滑剤は(乾いた)フィラメントを束ね帯状フリース内に沈み、機械式ニードルパンチを容易にするかあるいは必要な力を減少させ、従って機械式ニードルパンチの際のエネルギー消費も減る。水、水性溶液、水性混合物、油、油性懸濁液(olige Suspension)の群から成る少なくとも一つの液状媒体を帯状フリース内に導入することが推奨される。好ましい実施形態の変形によれば、水および/または水性溶液および/または水性混合物を帯状フリース内に導入する。
【0011】
本発明の極めて好ましい実施形態は、親水性の液状媒体が帯状フリース内に導入されることを特徴とする。親水性の液状媒体はここでは、帯状フリースに一直線に載置された乾燥した帯状フリースに比べて親水性の性質を与える液状媒体を指す。乾燥した帯状フリースとはここにおいてかつ以下においてフィラメントあるいは液状媒体もしくは親水性の液状媒体を導入する前の帯状フリースを指している。本発明の根底を成す認識は、親水性の液状媒体により、予備固化処理に後続する水力学的仕上げ固化処理の負担が軽減されることである。尚、本発明の実施形態によれば、次いで後に続く記載された、予備固化処理と水力学的仕上げ固化処理の間の予備給湿装置を削除してもよい。
【0012】
液状媒体あるいは親水性の液状媒体が、少なくとも一つの梁状噴射器あるいは少なくとも一つの放出堰(Uberlaufwehr)用いて帯状フリース内に導入されると好適である。本発明の範囲において特別な意味がある実施形態は、帯状フリース内に導入された液状媒体が少なくとも一つの吸引装置を用いて帯状フリース内に導入されることを特徴とする。この目的で、少なくとも一つの吸引領域もしくは少なくとも一つの吸引装置が、帯状フリースを収容している載置スクリーンベルトの下方に配置されている。吸引領域には、負圧がかけられるのが好適であり、もしくは吸引装置により負圧が加えられるのが好適ある。上記の負圧は50〜400mbrの範囲にある。推奨される実施形態によれば、液状媒体の吸引あるいは吸入は、帯状フリースの搬送方向に対して横方向に設けられた吸引スリットを備えた、少なくとも一つの吸引装置を介して行なわれる。液状媒体、特に親水性の液状媒体を帯状フリース内に導入することにより、および好適にその際実行される液状媒体の吸引により、特に帯状フリースが130g/m2より大きな面重量を備え、さらに特に150g/m2より大きな面重量を備えていることがわかった。
【0013】
本発明の推奨される実施形態によれば、液状媒体あるいは親水性の液状媒体の、乾燥した帯状フリースの重量に関する、もしくは帯状フリースの乾燥した面部分の重量に関する、0.2〜50%の量が、好ましくは0.5〜30%の量が、極めて好ましくは0.5〜20%の量が、特に好ましくは0.5〜15%の量が帯状フリース内に導入される。液状媒体の導入は、液状媒体の上記の量が予備固化処理に供給される帯状フリース内にとどまるという条件つきで行なわれる。すなわち、通常本発明の範囲において、液状媒体を帯状フリース内に導入することは、固化処理ではなく、もしくは水力学的固化処理でもない。
【0014】
本発明の特に好ましい実施形態によれば、帯状フリースの予備固化は機械式ニードルパンチにより、75本/cm2(Einstiche/cm2 (E/cm2))未満の、好ましくは60本/cm2未満の、さらに好ましくは50本/cm2未満の針密度で行なわれる。機械式ニードルパンチの場合の針密度は、特に5〜75本/cm2、実用的には10〜50本/cm2、推奨的には10〜40本/cm2そして極めて好ましくは12〜30本/cm2である。この予備固化処理は他の処理のための載置繊維(Faserablage)あるいは帯状フリースの固化に役立つ。予備固化処理は機械式ニードルパンチにより載置場所で、あるいは載置ベルト/載置スクリーンベルトで行なわれるのが好適であり、そこでフィラメントは載置されて帯状フリースになる。本発明の範囲において、予備固化された帯状フリースは載置場所から取除かれ、かつ他の処理の目的で少なくとも一つの他の装置あるいは搬送装置に供給される。
【0015】
本発明の実施形態の変形によれば、機械式に予備固化された帯状フリースは、水力学的仕上げ固化処理の前に横方向延伸装置で横方向に延伸され、しかも5〜50%の範囲で横方向に延伸されるのが好ましい。これにより、横方向強度と横方向の寸法安定度は高くなる。原則として、湾曲ローラ(Bogenwalzen)、延伸機(Spannrahmensysteme)等のような公知の手段を使用することができる。延伸機を使用する場合、フィラメントの効果的な再編成を達成し、かつ同時に横方向延伸力を最小限に抑えるために、この横方向伸長方向からの出口速度を入口速度よりも低く選択することが好適である。このような横方向の延伸は、帯状フリースの原料の融点よりも低い範囲内で行なわれるのが実用的である。
【0016】
本発明の範囲において特別な意味がある好ましい実施形態によれば、帯状フリースは機械式ニードルパンチの後でかつ固化あるいは仕上げ固化の前に給湿される。引続いて、水力学的固化が水噴射処理により少なくとも一つの水噴射装置で行なわれる。推奨される実施形態の変形によれば、予備給湿処理は第一の水噴射装置により、特に仕上げ固化を行うための実際の水噴射装置の手前側に接続され、かつ低水圧で運転される水噴射ビームにより行われる。低水圧とは、特に5〜120バール、好ましくは20〜100バールの水圧を指している。この場合、高水圧は例えば200g/m2の大きな面重量を備えた重量のある帯状フリースに関係する。軽量の帯状フリースは水圧が低い場合に予備給湿される。
本発明の範囲において、フィラメント載置場所あるいは帯状フリースのかなりの濃密化が行なわれるという条件付で、予備給湿処理が実施される。他の実施形態の変形によれば、予備給湿処理は、水あるいは水性溶液あるいは水性混合物を帯状フリース上に吹付ける吹付け装置を用いても行なうことができる。その際、液体の吸引もしくは吸収が行なわれるのが目的にかなっている。水もしくは水性組織を備えた帯状フリースの予備給湿処理により、後続する水力学的な固化/仕上げ固化においては力の伝達(Impulsubertrag)がさらに良好になる。代替え案は、親水性の物質あるいは添加剤を帯状フリース内に充填することにある。これによっても、力の伝達を改善することができる。すなわち、本発明の一実施形態によれば、液状媒体あるいは親水性の液状媒体をフィラメントが帯状フリースになる載置場所と機械式のニードルパンチの間で導入した場合に、上述の予備給湿処理をなくすこともできる。
【0017】
本発明の特に推奨される実施形態は、水力学的仕上げ固化の場合の水噴射処理が、帯状フリースの上側からでも、帯状フリースの下側からでも行なわれることを特徴とする。こ場合、帯状フリースの上側とは、載置されるフィラメント流の方を向いた帯状フリースの側を意味する。本発明の範囲において、水力学的仕上げ固化の場合の水噴射処理は、高圧水噴射により行なわれる。高圧水噴射とは、特に120バールを超えた、実用的には130〜450バールの、好ましくは150〜400バールの水圧を有する水噴射を指している。
【0018】
本発明の範囲において特別な意味がある極めて好ましい実施形態は、水力学的仕上げ固化の場合の水噴射処理が、帯状フリースの上側にある少なくとも一つの高圧水噴射ビームにより、および帯状フリースの下側にある少なくとも一つの高圧水噴射ビームにより実施されることを特徴する。その際、さらに帯状フリースの上側は、一方の高圧水噴射ビームの高圧水噴射により作用を受け、帯状フリースの下側は、別の高圧水噴射ビームの高圧水噴射により作用を受ける。本発明の範囲において、高圧水噴射ビームは移送方向すなわち搬送方向に対して横方向に配置されている。高圧水噴射ビームは複数あるいは多数のノズルを備えており、これらのノズルは高圧水噴射ビームの長手方向にわたり割当てられて配置されており、かつノズルから高圧水噴射を噴射する。本発明の好ましい実施形態によれば、単に二つの高圧水噴射ビームが設けられているにすぎず、これら二つの高圧水噴射ビームは一方では帯状フリースの上側に配置されており、他方では帯状フリースの下側に配置されている。流体力学的もしくは水力学的に仕上げ固化を行うための最大で四つの高圧水噴射ビームが配置されているのが好適である。一実施形態によれば、四つより多くの高圧水噴射ビームが使用されると、帯状フリースの移送方向に関する第一の四つの高圧水噴射ビームは、水力学的仕上げ固化の水力学的作用全体の少なくとも80%を発揮する。水力学的作用あるいは水力学的仕上げ固化作用の比較は、ここではかつこの後では特に比較すべきビームあるいは高圧水噴射ビームの各々のノズル孔に関係する。従って特に水力学的作用はノズル孔毎に比較すべきビームに比される。
【0019】
少なくとも二つの高圧水噴射ビームが作用すると、一実施形態によれば、これらの高圧水噴射ビームは、噴出する高圧水噴射の水圧に関して、および/またはhpiのノズル孔密度(幅1インチ当たりのノズル孔あるいはノズル穴)、および/またはノズル孔直径に関して異なっている。帯状フリースの移送方向に関する第一の高圧水噴射ビームの高圧水噴射が、帯状フリースの厚さ全体を、あるいは本質的には帯状フリースの厚さ全体を貫通するのが好適である。特に帯状フリースの移送方向に関する第二の高圧水噴射ビームは、帯状フリースの対向した側から作用する。この第二の高圧水噴射ビームの高圧水噴射は、帯状フリースの厚さの少なくとも25%、好ましくは少なくとも30%通ると好適である。第二の高圧水噴射ビームの高圧水噴射が帯状フリースの厚さを貫通する程度に、第一の高圧水噴射ビームのエネルギーあるいは水エネルギーを減少させることができる。本発明の推奨される実施形態によれば、帯状フリースの移送方向に関する高圧水噴射ビームの第一ペアの少なくとも一つの高圧水噴射ビームにより、水力学的固化/仕上げ固化が帯状フリースの厚さ全体を通してあるいは本質的に帯状フリースの厚さ全体を通して行なわれる。場合によっては、別の後続する高圧水噴射ビームが表面近くのフィラメントに作用するのが好適であり、かつ帯状フリースの上側面あるいは複数の帯状フリースの上側面に役立つ。
【0020】
本発明の範囲において、水力学的固化に際して複数の高圧水噴射ビームが作用し、この場合、水力学的固化作用を備えた高圧水噴射ビームは、水噴射固化の水力学的固化作用の少なくとも33%の割当てを、特に40%の割当てを、好ましくは少なくとも50%の割当てを有している。かなりの水力学的固化作用を備えた高圧水噴射ビームが、帯状フリースの移送方向に関する第一あるいは第二あるいは第三の高圧水噴射ビームであり、好ましくは第一あるいは第二の高圧水噴射ビームであると有効である。特に水力学的固化の水力学的固化作用全体は1kWh/kgよりも小さく、特に0.8kWh/kgよりも小さい。
【0021】
本発明の特に推奨される実施形態によれば、水力学的固化に際して、水噴射装置が、特に少なくとも一つの高圧水噴射ビームが作用し、この高圧水噴射ビームは40hpi未満の、特に40hpi未満の、特に35hpi未満の、好ましくは30hpi未満の孔密度を備えている。この場合、「hpi」とは「インチ幅毎の孔」あるいは「インチ幅当たりのノズル孔」を意味する。予備給湿後の第一の高圧水噴射ビームは、上記の孔密度を備えているのが好適である。特にかなりの水力学的固化作用を備えた高圧水噴射ビームは、上記の孔密度を備えている。
帯状フリースの移送方向に関する第一の高圧水噴射ビームが、上記の孔密度を備えていると、後方に配置された他の高圧水噴射ビーム、あるいは後方に配置された他の複数の高圧水噴射ビームは、第一の高圧水噴射ビームとしての高い孔密度を有しているのが好適である。特に帯状フリースの移送方向における第一の高圧水噴射ビームは、20〜30hpiの孔密度を備えており、後方に配置された第二の高圧水噴射ビームは、25〜35hpiの孔密度を備えており、第二の高圧水噴射ビームの孔密度は第一の高圧水噴射ビームの孔密度よりも高い。後方に配置された第三の高圧水噴射ビームが設けられていると、この第三の高圧水噴射ビームは特に30〜45hpiの孔密度を、好ましくは35〜45hpiの孔密度を有しており、第三の高圧水噴射ビームの孔密度は第一の高圧水噴射ビームの孔密度よりも高く、第二の高圧水噴射ビームの孔密度よりも高いことが推奨される。
【0022】
推奨される実施形態によれば、水力学的固化に際して、水噴射装置が、特に高圧水噴射ビームが作用し、この高圧水噴射ビームは0.08〜0.25mmの、特に0.08〜0.15mmの、好ましくは0.09〜0.13mmの、例を挙げれば0.12mmの孔直径あるいはノズル孔直径を備えていることを特徴とする。高圧水噴射ビームは全て、上記の孔直径または上記のノズル孔直径を備えているのが好適である。本発明の好ましい実施形態によれば、帯状フリースの移送方向における第一の高圧水噴射ビームは、後続する高圧水噴射ビームに比べて、あるいは後続する複数の高圧水噴射ビームに比べて大きな孔直径を備えている。特に第一の高圧水噴射ビームは、0.10〜0.18mmの、好ましくは0.12〜0.16mmの、例を挙げれば0.14mmの孔直径を備えている。移送方向における第二の高圧水噴射ビームは、0.08〜0.16mmの、好ましくは0.10〜0.14mmの、例を挙げれば0.12mmの孔直径を備えているのが好適である。第三の高圧水噴射ビームが設けられていると、この第三の高圧水噴射ビームは第一の高圧水噴射ビームに比べて細いノズルあるいは小さい孔直径を備えていることが推奨される。
【0023】
本発明の範囲において、水力学的固化に際してもしくは高圧水噴射ビームにおいて、120バールを超える、好適には150バールを超える水圧が作用する。帯状フリースの移送方向における第一の高圧水噴射装置あるいは移送方向における第一の高圧水噴射ビームは、220バールを超える、好ましくは250バールを超える水圧で作動されることが推奨される。好ましい実施形態の変形によれば、移送方向における第二の高圧水噴射装置あるいは移送方向における第二の高圧水噴射ビームも、220バールを超える、好ましくは250バールを超える水圧で作動される。この場合、移送方向における第一の高圧水噴射装置あるいは移送方向における第一の高圧水噴射ビームが、好ましくは帯状フリースの一方の側に設けられている一方で、移送方向における第二の高圧水噴射装置あるいは移送方向における第二の高圧水噴射ビームは、帯状フリースの対向した側に設けられている。帯状フリースの移送方向において、少なくとも一つの後方に接続された高圧水噴射装置あるいは少なくとも一つの後方に接続された高圧水噴射ビームが設けられていると、この高圧水噴射装置あるいは高圧水噴射ビームは、120〜220バールの水圧で作動されるのが好適である。この後方に配置された高圧水噴射ビームあるいはこれらの後方に配置された複数の高圧水噴射ビームは、第一のラインにおいて帯状フリース表面の平滑化に役立つ。
【0024】
本発明による水力学的固化は、インライン法あるいはオフライン法で実施することができる。インライン作動において、水力学的固化は機械式ニードルパンチ後、あるいは好ましくは予備給湿後連続的に行なわれる。オフライン作動において、予備固化された帯状フリースはまず横たえられ、例えば広げられ、その後水力学的固化処理、あるいは予備給湿処理および水力学的固化処理に供給される。
【0025】
本発明の範囲において、水力学的に固化された帯状フリースは乾燥される。本発明の一実施形態によれば、水力学的に固化された帯状フリースは乾燥処理後あるいは乾燥処理中に横方向に伸ばされ、および/または熱安定化される。横方向に伸ばす場合、温度は室温から合成樹脂の軟化温度までの範囲内にあるか、あるいはそれより少し上であると好適である。熱的に安定していると、温度は合成樹脂の軟化点と融解温度の間にある。
【0026】
本発明の極めて好ましい実施形態は、仕上げ固化されかつ乾燥されならびに場合によっては横方向に伸ばされた帯状フリースは、130g/m2を超える、特に150g/m2を超える、好ましくは180g/m2を超える、特に好ましくは200g/m2を超える面重量を備えていることを特徴とする。本発明による方法は、特に高い面重量を備えた帯状フリースあるいは紡糸フリースに合っている。
【0027】
本発明の対象は、フィラメントから成る、特に熱可塑性樹脂製のフィラメントから成る紡糸フリースを製造するための装置であり、フィラメントを紡糸するための紡糸装置が設けられており、その際、フィラメントを冷却するための冷却装置と、この冷却装置に接続した、フィラメントを延伸あるいは空気力学的な延伸するための延伸装置と、フィラメントが載置されて帯状フリースになるための載置装置が設けられており、さらに、少なくとも一つのニードル装置が設けられており、このニードル装置により、帯状フリースが機械式ニードルパンチで予備固化可能であり、そして
少なくとも一つの水噴射装置が設けられており、この水噴射装置により、帯状フリースが水力学的に仕上げ固化可能であり、その際、水力学的に仕上げ固化を行うための水噴射処理が帯状フリースの上側からおよび下側から行なわれる。
【0028】
この場合、水噴射装置はさらに帯状フリースの水噴射処理が帯状フリースの上側から、かつ帯状フリースの下側から行なうことができるという条件付で調節されている。本発明の範囲において、水噴射装置の手前には、帯状フリースを予備給湿するための予備給湿装置が配置されている。
【0029】
紡糸装置から出たフィラメントは、本発明の特に好ましい実施形態によれば、ライコフィルの第三の方法(特許文献1)あるいはライコフィルの第四の方法(特許文献2)に従って処理される。この場合、本発明の範囲において、冷却装置あるいは冷却室と延伸装置の間の移行領域は閉じた状態で形成されており、この移行領域内において冷却室内で冷却空気が供給されるまで、他の空気は一切供給されない。本発明の範囲において、閉じた冷却室が使用される。閉じた冷却室とはこの場合、冷却室が冷却空気が供給されるまで周囲に対して閉じた状態で形成されていることを意味する。本発明の特に好ましい実施形態によれば、フィラメントは同じ空気あるいは冷却空気でもって冷却装置内で冷却され、続いて延伸装置内で延伸される。この場合、別の言葉では、基本的に冷却室内に供給された冷却空気は、フィラメントの空気力学的な延伸のためにも延伸装置内で使用される。本発明の特に推奨される実施形態は、装置集合体が冷却装置と延伸装置により閉じた状態で形成されており、冷却室内で冷却空気が供給されるまで、この装置集合体には他の空気は一切供給されないことを特徴とする。
【0030】
本発明の根底をなす認識は、本発明による方法と本発明による装置により、エネルギーの使用が相対的に少ない場合に、最適な特性を備えていることを特徴とする紡糸フリースを製造できることである。紡糸フリースは極めて優れた強度あるいは積層剥離強度を紡糸フリースの製造にかかる費用がわずかである場合に備えている。特に液圧のあるいは流体動力学上の固化処理は、最小のエネルギーの使用でもって作動できる。本発明による装置は、実際から知られた装置と比較してより少ない数量の水噴射ビームあるいは高圧水噴射ビームで済ませることができ、それにより少ししか複雑にされていなく、かつ費用をかけずに構成されている。本発明による方法は、100g/m2以上の、特に150g/m2以上の高い面重量を備えた紡糸フリースに特に適している。本発明による方法は番手表示を有するフィラメントを備えた紡糸フリースにとって特別な長所をもたらす。さらに、本発明による方法と本発明による装置が、比較的わずかな費用で運転できることを強調することができる。
【0031】
以下に、本発明を実施例のみを説明する図に基づき詳しく説明する。
【図面の簡単な説明】
【0032】
【図1】本発明による装置の第一の部分の縦断面図である。
【図2】本発明による装置の第二の部分の縦断面図である。
【図3】別の実施例における図2による対象である。
【発明を実施するための形態】
【実施例】
【0033】
図には好ましくは熱可塑性樹脂から成るフィラメントでできたフリースを製造するための装置が示してある。フィラメントは紡糸装置すなわち紡糸口金1により繰り出され、引続きフィラメントが冷却される冷却室2内に挿入される。冷却室2は実施例では二つの冷却区間2a,2bに分割されている。冷却室2の隣には、上側供給室区画8aと下側供給室区画8bに分割された空気供給室8が配置されている。両供給室区画8a,8bからは、様々な対流性放熱力を有する冷却空気が供給されると好適である。両供給室区画8a,8bから様々な温度の冷却空気が供給可能であるのが好ましい。フィラメントには両冷却区間2a,2b内において各々、様々な温度および/または様々な量の冷却空気および/または様々な空気湿度がかかる。
【0034】
冷却室2には延伸装置4が接続しており、この延伸装置は実施例では中間管路3と中間管路3に接続した下方引張り管路5から成る。実施例では、延伸装置4に少なくとも一つのディフューザ13,14を備えた案内装置6が接続している。実施例においては二つのディフューザ、すなわち第一のディフューザ13と第一のディフューザに接続した第二のディフューザ14である。推奨される実施変形および図1による実施例において、第一のディフューザ13と第二のディフューザ14の間には周囲空気流入間隙15が設けられている。
【0035】
好適にかつ実施例において、案内装置6の下方には連続的に可動な、フィラメントが載置されて帯状フリース11になるための載置スクリーンベルト7が設けられている。特に好ましい実施形態および図1による実施例において、冷却室2と延伸装置4の領域内には、冷却室2内でフィラメントを冷却するための冷却空気の供給から見て取れるように、外部からの空気供給は全く行なわれない。好ましくはそして図1による実施例では、冷却室2と延伸装置4から成る連結機械全体において、先に挙げた空気供給から見て取れるように、外部からの別空気供給は全く行なわれない。これはいわゆる閉鎖システムである。実施変形と図1による実施例では、冷却室2と延伸装置4から成る連結機械全体において、前記の空気供給および周囲空気流入間隙15を通る空気供給から見て取れるように、外部からの別空気供給は全く行なわれない。
【0036】
図1による実施例において、第二のディフューザ14から噴射されるフィラメントは載置スクリーンベルト7上に載置されて帯状フリース11になる。好適におよび実施例では、フィラメントのための堆積領域内において通気性の載置スクリーンベルト7の下方には吸引装置19があり、この吸引装置は載置スクリーンベルト7を通して下方へと空気を吸引する。図1による実施例では、帯状フリースの搬送装置において先に挙げた堆積領域あるいは吸引領域の後方にここでは二つの排出ローラ10,12から成る押し固め装置9があり、これらの排出ローラは加熱されていると役にたつ。しかしながら排出ローラ10,12は必ずしも必要ではない。
【0037】
図2には本発明による装置の第二の部分が示してある。フィラメントが載置スクリーンベルト7上に載置した後、すなわち押し固め装置9を通過した後、帯状フリースは載置スクリーンベルト7を出て、その後帯状フリース11はニードル装置を通って案内され、このニードル装置内で帯状フリース11はニードルパンチで固化される。このように固化された帯状フリース11は、さらに水噴射装置17に供給され、この水噴射装置内で帯状フリース11は液圧であるいは水力学的に仕上げ固化される。仕上げ固化 の前に、帯状フリース11は予備給湿装置18により予備給湿される。予備給湿装置18は実用的にはそして図2による実施例では、帯状フリース11の搬送方向に対して横方向に配置された水噴射ビームとして構成されている。水噴射ビームは後続した高圧水噴射ビーム20,
21,25および26とは対照的にわずかな水圧でも駆動される。
【0038】
図2による実施例において、水噴射ビームが予備給湿装置18として機能し、高圧水噴射ビーム20,21,25および26が水力学的あるいは液圧の仕上げ固化のための水噴射装置17として機能する。予備給湿装置18の水噴射ビームは、0.08〜0.15mm、好ましくは0.10〜0.14mmのノズル孔直径、例えば0.12mmの ノズル孔直径を備えているのが好適である。この水噴射ビームは、35〜45hpiの孔密度(Lochdichte)あるいはノズル孔密度、特に40hpiの孔密度を有していることが推奨される。予備給湿装置18の水噴射ビームは、5〜120バールの水圧で、好ましくは20〜110バールの水圧で、例としてあげれば100バールの水圧で運転されるのが機能的である。水噴射装置17の高圧水噴射ビーム20,21は両者とも、0.08〜0.16mmのノズル孔直径を備えているのが好ましい。第一の高圧水噴射ビーム20は、本発明の好ましい実施形態によれば、40hpi未満の、好ましくは30hpi未満の、例としてあげれば25hpi未満の孔密度あるいはノズル孔密度を有することを特徴とする。第二の高圧水噴射ビーム21は、これと比べて大きい孔密度を、好ましくは25hpiよりも大きい孔密度を、例としてあげれば30hpiよりも大きい孔密度を有している。第一および第二の高圧水噴射ビーム20,21は、220バールを超えた水圧で運転されるのが機能的である。後ろに接続された高圧水噴射ビーム25および26の両者の水圧は130バールと220バールの間であるのが好ましい。高圧水噴射ビーム25および26は両者とも、第一のラインでは表面近くのフィラメントに作用し、帯状フリース表面の仕上げ平滑化に使用されている。
【0039】
液圧の仕上げ固化の後、帯状フリース11は乾燥されるのが機能的である。この際、残留水分は水噴射仕上げ固化体から取り除かれる。
【0040】
図3では本発明による別の実施形態を示してある。ここではフィラメントの載置場所間で、あるいは排出ローラ10,12とニードル装置16の間で帯状フリース上に液状媒体が塗布される。この目的で、塗布装置22が設けられており、この塗布装置により液状媒体が上方から帯状フリース11上に塗布される。帯状フリース11の下方あるいは載置スクリーンベルト7の下方には、吸引装置23が配置されており、この吸引装置により塗布装置22により塗布された液状媒体は帯状フリース11内に吸収される。好ましくはかつ実施例において、この吸引装置23は帯状フリース11の搬送方向に対して横方向に設けられた吸引スリット24を備えている。液圧媒体の塗布を伴うこの実施形態において、水力学的仕上げ固化前の予備給湿装置はなくてもよい。従って、図3では選択的な予備給湿装置18が一点鎖線で示してある。
【特許請求の範囲】
【請求項1】
特に熱可塑性樹脂製のフィラメントから成る紡糸フリースを製造するための方法において、
フィラメントが少なくとも一つの紡糸装置から紡出され、引続き冷却され、延伸され、ならびにその後帯状フリース(11)になる載置場所で載置されること、
帯状フリース(11)が機械式ニードルパンチで予備固化されること、
帯状フリース(11)が流体力学的あるいは液圧的な固化により仕上げ固化されること、そして
仕上げ固化された帯状フリース(11)が80g/m2以上の、好ましくは100g/m2以上の面重量を備えていることを特徴とする方法。
【請求項2】
フィラメントが載置されて帯状フリース(11)になった後、かつ帯状フリース(11)に機械式ニードルパンチを行なう前に、液状媒体、好ましくは親水性の液状媒体が帯状フリース(11)内に導入されることを特徴とする請求項1記載の方法。
【請求項3】
液状媒体が、乾燥した帯状フリース(11)の重量に対して、あるいは帯状フリース(11)の乾燥した面部分の重量に対して、0.2〜25%の量で、特に0.3〜20%の量で、好ましくは0.4〜15%の量で帯状フリース(11)内に導入されることを特徴とする請求項2に記載の方法。
【請求項4】
帯状フリース(11)の機械式ニードルパンチが70E/cm2で行なわれることを特徴とする請求項1〜3のいずれか一つに記載の方法。
【請求項5】
帯状フリース(11)が機械式ニードルパンチの後で、かつ水力学的固化あるいは仕上げ固化の前に予備給湿されることを特徴とする請求項1〜4のいずれか一つに記載の方法。
【請求項6】
水力学的固化あるいは仕上げ固化の際の水噴射処理が、帯状フリース(11)の上側からも下側からも行なわれることを特徴とする請求項1〜5のいずれか一つに記載の方法。
【請求項7】
水噴射処理が、少なくとも一つの高圧梁状水噴射器(20,21)により
帯状フリースの上側の上方で、あるいは少なくとも一つの高圧梁状水噴射器(20,21)により帯状フリース(11)の下側の下方で実施されることを特徴とする請求項6に記載の方法。
【請求項8】
複数の高圧梁状水噴射器(20,21)が水力学的固化/仕上げ固化の際に働くこと、高圧梁状水噴射器(20,21)が最高の水力学的固化作用により、水力学的固化作用全体における少なくとも33%の割当て分を、好ましくは少なくとも40%の割当て分を備えていることを特徴とする請求項1〜7のいずれか一つに記載の方法。
【請求項9】
水力学的固化作用全体が、1kWh/kg未満、好ましくは0.8kWh/kg未満であることを特徴とする請求項1〜8のいずれか一つに記載の方法。
【請求項10】
水力学的固化の際に、特に高圧梁状水噴射器(20,21)を備えた水噴射装置(17)が作動し、この高圧梁状水噴射器が40hpi未満の、特に35hpi未満の、好ましくは30hpi未満の孔密度を備えていることを特徴とする請求項1〜9のいずれか一つに記載の方法。
【請求項11】
水力学的固化/仕上げ固化の際に、特に高圧梁状水噴射器(20,21)を備えた水噴射装置(17)が作動し、この高圧梁状水噴射器が0.08〜0.25mmの、特に0.08〜0.25mmの、好ましくは0.10〜0.16mmの孔直径を備えていることを特徴とする請求項1〜10のいずれか一つに記載の方法。
【請求項12】
水力学的固化/仕上げ固化の際に、特に高圧梁状水噴射器(20)を備えた水噴射装置(17)が作動し、この高圧梁状水噴射器が220バールを超える水圧で運転され、その際、130〜220バールの水圧で動く後続された特に少なくとも一つの高圧梁状水噴射器(21)が設けられていることを特徴とする請求項1〜11のいずれか一つに記載の方法。
【請求項13】
仕上げ固化された帯状フリース(11)が130g/m2より高い、特に
150g/m2より高い面重量を備えていることを特徴とする請求項1〜12のいずれか一つに記載の方法。
【請求項14】
特に請求項1〜11のいずれか一つに記載の方法を実施するための、特に熱可塑性樹脂から成るフィラメントでできた不織布を製造するための装置において、
フィラメントを紡出するための紡糸装置1が設けられていること、
フィラメントを冷却するための冷却装置すなわち冷却室(2)と冷却室に接続しているフィラメントを引延ばすための引延ばし装置(4)ならびにフィラメントが載置されて帯状フリース(11)になるための載置場所が設けられていること、
さらに、少なくとも一つのニードル装置(16)が設けられており、このニードル装置により、帯状フリース(11)が機械式ニードルパンチで予備固化されること、そして
少なくとも一つの水噴射装置(17)が設けられており、この水噴射装置により、帯状フリース(11)が水力学的に仕上げ固化可能であり、その際、水力学的に仕上げ固化を行うための水噴射処理が帯状フリース(11)の上側からおよび下側から行なわれることを特徴とする装置。
【請求項15】
水噴射装置(17)の手前に、帯状フリース(11)予備給湿するための
予備給湿装置(18)が配置されていることを特徴とする請求項14に記載の装置。
【請求項1】
特に熱可塑性樹脂製のフィラメントから成る紡糸フリースを製造するための方法において、
フィラメントが少なくとも一つの紡糸装置から紡出され、引続き冷却され、延伸され、ならびにその後帯状フリース(11)になる載置場所で載置されること、
帯状フリース(11)が機械式ニードルパンチで予備固化されること、
帯状フリース(11)が流体力学的あるいは液圧的な固化により仕上げ固化されること、そして
仕上げ固化された帯状フリース(11)が80g/m2以上の、好ましくは100g/m2以上の面重量を備えていることを特徴とする方法。
【請求項2】
フィラメントが載置されて帯状フリース(11)になった後、かつ帯状フリース(11)に機械式ニードルパンチを行なう前に、液状媒体、好ましくは親水性の液状媒体が帯状フリース(11)内に導入されることを特徴とする請求項1記載の方法。
【請求項3】
液状媒体が、乾燥した帯状フリース(11)の重量に対して、あるいは帯状フリース(11)の乾燥した面部分の重量に対して、0.2〜25%の量で、特に0.3〜20%の量で、好ましくは0.4〜15%の量で帯状フリース(11)内に導入されることを特徴とする請求項2に記載の方法。
【請求項4】
帯状フリース(11)の機械式ニードルパンチが70E/cm2で行なわれることを特徴とする請求項1〜3のいずれか一つに記載の方法。
【請求項5】
帯状フリース(11)が機械式ニードルパンチの後で、かつ水力学的固化あるいは仕上げ固化の前に予備給湿されることを特徴とする請求項1〜4のいずれか一つに記載の方法。
【請求項6】
水力学的固化あるいは仕上げ固化の際の水噴射処理が、帯状フリース(11)の上側からも下側からも行なわれることを特徴とする請求項1〜5のいずれか一つに記載の方法。
【請求項7】
水噴射処理が、少なくとも一つの高圧梁状水噴射器(20,21)により
帯状フリースの上側の上方で、あるいは少なくとも一つの高圧梁状水噴射器(20,21)により帯状フリース(11)の下側の下方で実施されることを特徴とする請求項6に記載の方法。
【請求項8】
複数の高圧梁状水噴射器(20,21)が水力学的固化/仕上げ固化の際に働くこと、高圧梁状水噴射器(20,21)が最高の水力学的固化作用により、水力学的固化作用全体における少なくとも33%の割当て分を、好ましくは少なくとも40%の割当て分を備えていることを特徴とする請求項1〜7のいずれか一つに記載の方法。
【請求項9】
水力学的固化作用全体が、1kWh/kg未満、好ましくは0.8kWh/kg未満であることを特徴とする請求項1〜8のいずれか一つに記載の方法。
【請求項10】
水力学的固化の際に、特に高圧梁状水噴射器(20,21)を備えた水噴射装置(17)が作動し、この高圧梁状水噴射器が40hpi未満の、特に35hpi未満の、好ましくは30hpi未満の孔密度を備えていることを特徴とする請求項1〜9のいずれか一つに記載の方法。
【請求項11】
水力学的固化/仕上げ固化の際に、特に高圧梁状水噴射器(20,21)を備えた水噴射装置(17)が作動し、この高圧梁状水噴射器が0.08〜0.25mmの、特に0.08〜0.25mmの、好ましくは0.10〜0.16mmの孔直径を備えていることを特徴とする請求項1〜10のいずれか一つに記載の方法。
【請求項12】
水力学的固化/仕上げ固化の際に、特に高圧梁状水噴射器(20)を備えた水噴射装置(17)が作動し、この高圧梁状水噴射器が220バールを超える水圧で運転され、その際、130〜220バールの水圧で動く後続された特に少なくとも一つの高圧梁状水噴射器(21)が設けられていることを特徴とする請求項1〜11のいずれか一つに記載の方法。
【請求項13】
仕上げ固化された帯状フリース(11)が130g/m2より高い、特に
150g/m2より高い面重量を備えていることを特徴とする請求項1〜12のいずれか一つに記載の方法。
【請求項14】
特に請求項1〜11のいずれか一つに記載の方法を実施するための、特に熱可塑性樹脂から成るフィラメントでできた不織布を製造するための装置において、
フィラメントを紡出するための紡糸装置1が設けられていること、
フィラメントを冷却するための冷却装置すなわち冷却室(2)と冷却室に接続しているフィラメントを引延ばすための引延ばし装置(4)ならびにフィラメントが載置されて帯状フリース(11)になるための載置場所が設けられていること、
さらに、少なくとも一つのニードル装置(16)が設けられており、このニードル装置により、帯状フリース(11)が機械式ニードルパンチで予備固化されること、そして
少なくとも一つの水噴射装置(17)が設けられており、この水噴射装置により、帯状フリース(11)が水力学的に仕上げ固化可能であり、その際、水力学的に仕上げ固化を行うための水噴射処理が帯状フリース(11)の上側からおよび下側から行なわれることを特徴とする装置。
【請求項15】
水噴射装置(17)の手前に、帯状フリース(11)予備給湿するための
予備給湿装置(18)が配置されていることを特徴とする請求項14に記載の装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2011−521119(P2011−521119A)
【公表日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願番号】特願2011−510883(P2011−510883)
【出願日】平成21年5月26日(2009.5.26)
【国際出願番号】PCT/EP2009/003726
【国際公開番号】WO2009/144004
【国際公開日】平成21年12月3日(2009.12.3)
【出願人】(505313830)ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク (13)
【Fターム(参考)】
【公表日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願日】平成21年5月26日(2009.5.26)
【国際出願番号】PCT/EP2009/003726
【国際公開番号】WO2009/144004
【国際公開日】平成21年12月3日(2009.12.3)
【出願人】(505313830)ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク (13)
【Fターム(参考)】
[ Back to top ]