
フィラメントの合糸方法及びそれにより製造されたフィラメント合糸物
フィラメントの合糸方法及びそれにより製造されたフィラメント合糸物を開示する。より詳細には、本発明に係るフィラメントの合糸方法は複数本のフィラメントを均一な解糸張力で解糸させて無撚状態で合糸した後、巻き取ることができるので、後加工のための解糸時、合糸したフィラメントの一部が張力偏差により伸びて垂れ下がる現象を効果的に防止できる。本発明のフィラメント合糸物はフィラメントが無撚状態で合糸されており、フィラメント合糸物の単位長さ当たりこれを構成するフィラメントの重量標準偏差が0.0001〜0.01である。本発明は光ケーブルの製造時、光ファイバーをカバーリングする全芳香族ポリアミドフィラメントの合糸に特に有用である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は全芳香族ポリアミドフィラメントなどのようなフィラメントの合糸方法に関するもので、より詳細には、複数本のフィラメントを均一な解糸張力(時々、「張力」と略称する)で解糸させた後、これらのフィラメントを無撚(non−twisted)状態で合糸、巻き取ることができるフィラメントの合糸方法及びそれにより製造されたフィラメント合糸物に関するものである。
【0002】
また、本発明は全芳香族ポリアミドフィラメントなどのようなフィラメント合糸物に関するもので、より詳細には複数本のフィラメント(時々、「フィラメント」と略称する)が無撚状態で合糸されており、フィラメント合糸物の単位長さ当たりの、これを構成するフィラメントの重量標準偏差及び長さ誤差範囲が低くて、光ファイバーのカバーリング工程などでフィラメントの一部が張力偏差により伸びる(または垂れ下がる)現象を効果的に防止できるフィラメント合糸物に関するものである。
【背景技術】
【0003】
光ケーブルの製造工程において、複数本が合糸されて形成される全芳香族ポリアミドフィラメントは一般的に光ファイバーをカバーする補強材として使用している。
【0004】
また、光ファイバーをカバーする工程において、表面積を増加させてモジュラスを向上させるために、フィラメント合糸物は捻りのない無撚状態を維持することが好ましい。
【0005】
通常、フィラメント合糸物を捻ると、モジュラスが低下して光ファイバーのカバー工程でフィラメント合糸物の表面積が小さくなる問題が発生する。
【0006】
一方、フィラメント合糸物内に捻りがない場合、光ファイバーをカバーする等の後工程のためにフィラメント合糸束を解糸する時、フィラメント合糸物を構成するフィラメントの一部が張力偏差によって伸び、部分的に垂れ下がる問題が通常に発生する。
【0007】
したがって、複数本のフィラメントを合糸してフィラメント合糸物を製造する工程ではそれぞれのフィラメントに均一な解糸張力を与えることが非常に重要である。
【0008】
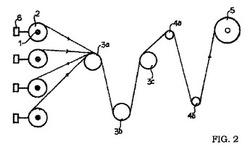
従来のフィラメントの合糸方法としては、図1に示すように複数の駆動ローラー3a、3b、3cおよびガイドローラー4a、4bを使用してフィラメントが巻き取られているボビン2を備え、フィラメントの解糸張力により回転軸を中心に回転する複数のクリール(creel)1からなったクリール部からフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取ってフィラメントを合糸することを特徴とするものがある。しかし、このような従来の方法はボビンから解糸される各フィラメントの解糸張力を効果的に調節する手段を備えていないため、それぞれのクリールから解糸されるフィラメントの解糸張力を一定に制御できない問題がある。
【0009】
また、前述した従来の方法はそれぞれのクリールから解糸されるフィラメントが合糸地点まで移動する経路が互いに相異なるため、それぞれのクリールから解糸されるフィラメントの解糸張力を均一に調節することが難しい。特に、クリールから解糸されるフィラメントのデニールが太くなるほど、より一層解糸張力を均一にすることが難しく、各クリールに巻き取ったフィラメントの巻取量が一定でない場合にもより一層解糸張力を均一にすることが難しい。
【0010】
図1はフィラメントを合糸する従来方法の工程を示す概略図である。
【0011】
従来の方法で製造したフィラメント合糸物は単位長さ当たりフィラメントの重量標準偏差及び長さ誤差範囲が非常に大きいため、後工程で解糸する間に張力の偏差によってフィラメントの一部が伸びて下方に垂れ下がる現象が発生する。
【0012】
また、従来の方法で製造したフィラメント合糸物は光ケーブルの製造のために光ファイバーをカバーする時、糸切れが発生して作業性が低下したり製造コストが上昇する問題が発生する。特に、糸切れが発生しなくても光ファイバーを滑らかにカバーすることが難しいため、製造した光ケーブルの表面が不均一になって品質が低下する問題がある。
【0013】
一方、関連する技術分野で知らされたワインダ(winder)の巻取張力を調節するために、原糸供給ローラー(feed roller)に別のモーターを設けて原糸供給ローラーの回転速度を調節することによって、巻取張力を一定に維持して糸切れを防止する方法が提案された。しかし、この方法はフィラメント1本だけを一定の巻取張力で巻き取るために使用する工程であるため、複数本のフィラメントを合糸する時には、各フィラメントの張力を均一に維持して無撚状態でフィラメント合糸物を製造する方法は全く提供できなかった。
【0014】
また、ワインダの巻取張力を調節するための他の従来の方法としては、巻取ドラムの直径が増加することによって巻取線速度も増加して大型巻取ドラムの製造が難しい問題を解決するために、多数の駆動ローラーのそれぞれに電子ブレーキ(magnetic brake)を設けて巻取張力を調節するものがある。しかし、この方法もやはりフィラメント1本だけを大型巻取ドラムによって均一な巻取張力を与えながら巻き取るため、原糸供給ローラーの使用による糸切れを防止するための前述した方法と同様の問題を有する。したがって、複数本のフィラメントを合糸する間にそれぞれのフィラメントに加わる張力を一定に維持して無撚状態でフィラメント合糸物を製造できる方法を全く提供できなかった。
【0015】
張力が不均一な状態で解糸したり巻き取る場合、合糸されるフィラメントの相互間に長さの偏差が発生する。このように合糸されたフィラメントを利用して光ケーブルの配線作業を行う場合、横巻取機の内部で回転しながらフィラメント合糸物が解糸される時、各種ガイドを通過しながらフィラメント合糸物が糸切れしたり解糸される隣接したフィラメントとの干渉により、使用する機械に大きい負荷を加える恐れがある。また、たとえ糸切れしなくても、配線のコーティングの前にフィラメントの合糸面が不均一になって何本かがフィラメントの表面上にループ(loop)形態で突出することによって、コーティング工程の間に外観に深刻な不均一を招く恐れがある。
【0016】
また、糸切れする場合に、フィラメント合糸物に対して1本または複数本が抜けた状態で配線作業が行われる恐れがあり、完成品として製造した光ケーブルの支持力、すなわち弾性率が低下するという深刻な問題が発生する恐れがある。
【発明の概要】
【発明が解決しようとする課題】
【0017】
したがって、前述した従来の問題点を解決するためになされた本発明は、複数本のフィラメントを均一な解糸張力で解糸し、無撚状態でフィラメント合糸物を合糸し、巻取機でフィラメント合糸物を巻き取ることができるフィラメントの合糸方法を提供することにその目的がある。
【0018】
本発明の他の目的はフィラメント合糸物の単位長さ当たり、これを構成するフィラメントの重量標準偏差と長さ誤差範囲が低く、光ファイバーのカバーリング工程における解糸時、合糸されたフィラメントの一部が張力偏差により伸びる(または垂れ下がる)現象を効果的に防止するフィラメント合糸物を提供することにある。
【課題を解決するための手段】
【0019】
前述した目的を達成するために、本発明はフィラメントが巻き取られているボビンを備えるそれぞれのクリール1に解糸張力調節機を設けて解糸張力を一定に制御できるフィラメントの合糸方法を提供する。
【0020】
また、本発明はフィラメントが巻き取られているボビンを備えるそれぞれのクリール1にクリール自体駆動及び回転速度制御機7を設けてクリール1が自体動力により回転軸を中心に回転しながら回転速度を調節して解糸張力を一定に制御できるフィラメントの合糸方法を提供する。
【発明の効果】
【0021】
本発明のフィラメントの合糸方法は複数本のフィラメントを均一な解糸張力で解糸させて無撚状態で合糸及び巻き取ることができる。得られたフィラメント合糸物は後加工のための解糸時に、これを構成するフィラメントの一部が張力偏差によって伸びて垂れ下がる現象を効果的に防止できる。
【0022】
したがって、本発明は光ケーブルの製造時に光ファイバーをカバーするために通常に使用する全芳香族ポリアミドフィラメント合糸物を製造するのに有用である。
【図面の簡単な説明】
【0023】
【図1】従来方法でフィラメントを合糸する工程を示す概略図である。
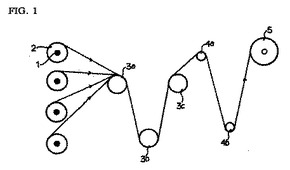
【図2】本発明によって解糸張力調節機を設けてフィラメントを合糸する工程を示す概略図である。
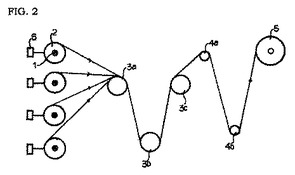
【図3】図2のクリールに設けた機械式解糸張力調節機を示す概略図である。
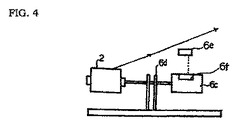
【図4】図2のクリールに設けた電気式解糸張力調節機を示す概略図である。
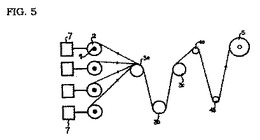
【図5】本発明によってクリール1自体駆動及び回転速度制御機を設けてフィラメントを合糸する工程を示す概略図である。
【発明を実施するための形態】
【0024】
以下、本発明を詳細に説明する。
【0025】
図2ないし図4に示すように、本発明に係るフィラメントの合糸方法は、複数のフィラメントでフィラメント合糸物を製造する方法において、複数の駆動ローラー3a、3b、3cを使用してそれぞれのフィラメントが巻き取られているボビン2を備えており、フィラメントの解糸張力により回転軸を中心に回転する複数のクリール1からなるクリール部からフィラメントを解糸し、続いて解糸したフィラメントを合糸し、合糸したフィラメントをワインダ5に巻き取ってフィラメント合糸物を製造することを含み、前記それぞれのクリール1は、前記クリール1の回転速度を調節してフィラメントの解糸張力を一定に維持させる解糸張力調節機6を備えることを特徴とする。
【0026】
解糸張力調節機は機械式解糸張力調節機及び/または電気式解糸張力調節機が好ましく、電気式解糸張力調節機の一例としてはパウダーブレーキがある。
【0027】
本発明によれば、機械式解糸張力調節機とは解糸されるフィラメントの解糸張力測定器と、解糸張力により回転するクリールの回転速度を制御するブレーキを含み、全て電気力でなく機械的メカニズムで作動する解糸張力調節機を意味する。
【0028】
図2は本発明によって解糸張力調節機を設けてフィラメントを合糸する工程を示す概略図であり、図3は図2に示したクリールに設けた機械式解糸張力調節機(時々「機械式張力調節機」とも称する)を示す概略図であり、図4は図2に示したクリールに設けた電気式解糸張力調節機(時々「電気式張力調節機」とも称する)を示す概略図である。
【0029】
本発明においては駆動ローラー3a、3b、3cと巻取機、すなわち巻取ローラー5との間にガイドローラー4a、4bを設けることが好ましい。
【0030】
機械式解糸張力調節機6は例えば、図3に示すようにレバー型解糸張力検知装置(時々「張力検知装置」とも称する)6aでフィラメントの解糸張力を検知した後、検知した解糸張力をベルト型解糸張力伝達機6bにより、クリールに固定されたボビンの解糸張力による回転速度を制御するブレーキ6cに伝達する方式で作動する。
【0031】
解糸張力が非常に高い場合、レバー型解糸張力検知手段6aの後段が下降し、それによってこれに連結されたベルト型解糸張力伝達機6bは緩くなってブレーキ6cの制動レベルを減少させる。それによってクリール1に固定されて解糸張力により回転するボビン2が自由に回転できるようになって、ボビン2に巻き取られたフィラメントがより一層早く解糸され、それによって解糸張力は減少するようになる。
【0032】
反対に、解糸張力が非常に低い場合、レバー型解糸張力検知装置6aの後段が上昇し、それによってこれに連結されたベルト型解糸張力伝達機6bがぴんと張るようになって、ブレーキ6cの制動レベルを増加させる。
【0033】
したがって、クリール1に固定されたボビン2の回転が阻止されてボビン2に巻き取られたフィラメントはより一層ゆっくり解糸され、それによって解糸張力が増加するようになる。
【0034】
本発明によれば、電気式解糸張力調節機とは解糸されるフィラメントの解糸張力測定器と、解糸張力により回転するクリールの回転速度を制御するブレーキを含み、全て電気力により作動され、解糸張力が一定レベル以上の場合は、ブレーキが作動される解糸張力調節機を意味する。
【0035】
図4は電気式解糸張力調節機を示す概略図である。
【0036】
図4に示した電気式解糸張力調節機は例えば、解糸張力をコントローラ6fで予め入力した解糸張力と比較して補正値を算出し、算出した補正値によってクリールに固定されたボビンの解糸張力による回転速度をブレーキ6cで制御したり、検知センサー6eを設けてフィラメントの解糸張力を検知した後、検知した解糸張力をコントローラ6fで予め入力した解糸張力と比較して補正値を算出し、算出した補正値をブレーキ6cに伝達することを含む方式で作動する。
【0037】
センサー6eにより検知した解糸張力が予め入力した解糸張力より高い場合、ブレーキ6cの制動レベルは低くなり、クリール1に固定されて解糸張力により回転するボビン2が自由に回転できるようになる。したがって、ボビン2に巻き取られたフィラメントはより一層早く解糸され、それによって解糸張力は減少するようになる。
【0038】
反対に、解糸張力が予め入力した解糸張力より低い場合、ブレーキ6cの制動レベルが高まって、クリール1に固定されて解糸張力により回転するボビン2の回転を阻止するようになる。したがって、ボビン2に巻き取られたフィラメントはより一層ゆっくり解糸され、それによって解糸張力が増加するようになる。
【0039】
本発明によれば、パウダーブレーキとは解糸されるフィラメントの解糸張力測定器と、解糸張力により回転するクリールの回転速度を制御するブレーキを含み、全て電気力により作動される。そのような電気式ブレーキはパウダーを母体にする摩擦クラッチ方式の解糸張力調節機を意味する。
【0040】
パウダーブレーキは例えば、図4に示すように、パウダーブレーキ6cに付着されたセンサー6eでフィラメントの解糸張力を検知した後、検知した解糸張力によってパウダーブレーキ6cがクリールに固定されたボビンの解糸張力による回転速度を制御することを含む方式で動作する。
【0041】
センサー6eにより検知した解糸張力が非常に高い場合、パウダーブレーキ6cがクリール1を制動しない状態を維持するため、クリール1に固定されて解糸張力により回転するボビン2が自由に回転できるようになる。したがって、ボビン2に巻き取られたフィラメントはより早く解糸され、それによって解糸張力は減少するようになる。
【0042】
反対に、センサー6eにより検知した解糸張力が非常に低い場合、パウダーブレーキ6cがクリール1を瞬間的に制動するため、クリール1に固定されて解糸張力により回転するボビン2の回転を阻止するようになる。したがって、ボビン2に巻き取られたフィラメントはより一層ゆっくり解糸され、それによって解糸張力が増加するようになる。
【0043】
それぞれの駆動ローラー3a、3b、3cはフィラメントの長さ測定器と、円滑に始動と停止を行うことができるシステムを備えることが好ましい。
【0044】
フィラメントは例えば、全芳香族ポリアミドフィラメントである。
【0045】
本発明に係るフィラメントの合糸方法は、それぞれのクリール1にフィラメント合糸物を構成する各フィラメントの解糸張力を均一に制御する解糸張力調節機6を設けることによって、複数本のフィラメントを均一な解糸張力で解糸させ、巻取装置で無撚状態でこれらのフィラメントを合糸し、巻き取ってフィラメント合糸物を製造できる。
【0046】
製造したフィラメント合糸物を光ファイバーのカバーリングなどのような後工程のために解糸し、これを構成するフィラメントの一部が張力偏差によって部分的に垂れ下がる現象が生じず、無撚によりモジュラスが高い。また、光ファイバーのカバーリング時、表面積が広くなる効果が得られる。
【0047】
本発明に係る他のフィラメントの合糸方法は、図5に示すようにフィラメントが巻き取られているボビン2が固定された複数のクリール1からなるクリール部からフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取ってフィラメントを合糸する。この方法はそれぞれのクリール1に装着されてクリール自体の駆動及び回転速度を制御する制御機7を利用して、それぞれのクリール1が自体動力により回転軸を中心に回転しながら回転速度を調節することによって、フィラメントの解糸張力を一定に維持できる。
【0048】
前述の合糸方法で利用したそれぞれのクリール1は解糸張力により受動的に回転することでなく、自体動力により回転軸を中心に能動的に回転する。解糸張力が非常に高いとクリールの回転速度を速く調節し、解糸張力が非常に低いとクリールの回転速度をゆっくり調節する。
【0049】
図5は本発明によってそれぞれのクリール1にクリール駆動及び回転速度制御機7を設けてフィラメントを合糸する工程を示す概略図である。
【0050】
クリール1とワインダ5との間に駆動ローラー3a、3b、3cを設け、駆動ローラー3a、3b、3cと巻取ローラー5との間にはガイドローラー4a、4bを設けることが好ましい。
【0051】
駆動ローラー3a、3b、3cはフィラメントの長さ測定器と、円滑に始動と停止を行うことができるシステムを備えることが好ましい。
【0052】
クリール1及びワインダ5はそれぞれ、張力調節用ガイドを備えることが好ましい。
【0053】
フィラメントは全芳香族ポリアミドフィラメントである。
【0054】
図5に示したフィラメントの合糸方法はそれぞれのクリール1からフィラメントが解糸張力により解糸されるのではなく、クリール1それぞれの自体駆動により解糸されるドライビングペイオフ(driving pay off)方式で解糸されるため、複数本のフィラメントを均一な解糸張力で解糸させ、無撚状態でこれらのフィラメントを合糸し、巻き取ってフィラメント合糸物を製造できる。
【0055】
それによって、フィラメントの合糸方法で製造したフィラメント合糸物を光ファイバーのカバーリングなどのような後工程のために解糸した際に、これを構成するフィラメントの一部が張力偏差によって部分的に垂れ下がる現象が生じず、無撚によりモジュラスが高く、光ファイバーのカバーリング時表面積が広くなる効果が得られる。
【0056】
本発明によって前述した合糸方法の一つによって製造したフィラメント合糸物はフィラメントが無撚状態で合糸されており、フィラメント合糸物の単位長さ当たり、これを構成するフィラメントの重量標準偏差が0.0001〜0.01であることを特徴とする。
【0057】
また、本発明に係るフィラメント合糸物は、フィラメント合糸物をデニール当たり0.05gの荷重下で500cmに切断する時、フィラメント合糸物を構成するフィラメントの長さ誤差範囲が±10mm、より好ましくは±2mmであることを特徴とする。
【0058】
単位長さ当たり重量標準偏差及び長さ誤差範囲がそれぞれ前述した範囲を超過する場合には、光ファイバーのカバーリング工程で本発明のフィラメント合糸物を解糸した際に、合糸したフィラメントの一部が張力偏差により増えて垂れ下がる現象が発生する。
【0059】
張力が不均一な状態で解糸したり巻き取る場合、合糸されるフィラメントの相互間に長さの偏差が発生する。このように合糸されたフィラメントを利用して光ケーブルの配線作業を行う場合、横巻取機の内部で回転しながらフィラメント合糸物が解糸される時、各種ガイドを通過しながらフィラメント合糸物が糸切れしたり解糸される隣接したフィラメントとの干渉により、使用する機械に大きい負荷を加える恐れがある。また、たとえ糸切れしなくても、配線のコーティングの前にフィラメントの合糸面が不均一になって何本かがフィラメントの表面上にループ形態で突出することによって、コーティング工程の間に外観に深刻な不均一を招く恐れがある。
【0060】
また、糸切れする場合に、フィラメント合糸物に対して1本または複数本が抜けた状態で配線作業が行われる恐れがあり、完成品として製造した光ケーブルの支持力、すなわち弾性率が低下するという深刻な問題が発生する恐れがある。
【0061】
一方、均一な解糸張力及びワインディングにより合糸し、巻き取って得たフィラメント合糸物は、合糸したフィラメントの光ケーブル配線作業時の作業性、光ケーブルの物性、コーティングの均一性などの要求条件を満足できる程度の優れた特性を得ることができる。
【0062】
フィラメントは単繊度が1.0〜2.5デニールであるモノフィラメント500〜1,500本で構成される全芳香族ポリアミドフィラメントが好ましい。
【0063】
フィラメント合糸物の総繊度は1,400〜15,000デニールで、フィラメント合糸物内のフィラメントの数は1,000〜10,000本であることが好ましい。
【0064】
フィラメント合糸物内のフィラメントの単繊度は1.0〜2.5デニールであることが好ましい。
【0065】
本発明によれば、フィラメント合糸物を構成するフィラメントの単位長さ当たり重量標準偏差は下記のような方法で測定した。
【0066】
試料(すなわち、フィラメント合糸物)に垂直方向にデニール当たり0.05gの錘を吊るして試料をまっすぐに伸ばした後、試料を90cmの長さに切断した。
【0067】
次に、切断した試料から試料を構成するそれぞれのフィラメントを分離した。続いて、各フィラメントの重さを電子秤で測定し、測定したフィラメントの重さを利用してフィラメント間の重量標準偏差を求めた。
【0068】
次に、前述のような測定作業を5回繰り返し、その結果から標準偏差の平均値を計算した後、これをフィラメント合糸物の単位長さ当たり重さの標準偏差とした。
【0069】
また、本発明によれば、フィラメント合糸物を構成するフィラメントの長さ誤差範囲を下記のような方法で測定した。
【0070】
試料(すなわち、フィラメント合糸物)に垂直方向にデニール当たり0.05gの錘を吊るして試料をまっすぐに伸ばした後、試料を500cmの長さに切断した。
【0071】
次に、切断した試料から試料を構成するそれぞれのフィラメントを分離した。
【0072】
続いて、分離したそれぞれのフィラメントに垂直方向にデニール当たり0.05gの錘を吊るしてまっすぐに伸ばした後、フィラメントの長さをそれぞれ測定した。
【0073】
前述のような測定作業を5回繰り返し、その結果からフィラメントの長さ誤差範囲を求めた。
【実施例】
【0074】
以下、添付図面を参照して行う以下の実施例及び比較例を通じて本発明をより詳細に説明する。
【0075】
しかし、これらの例は本発明の好ましい実施形態として示すように意図したもので、本発明の範囲を限定するものではない。
【0076】
(実施例1)
図3に示すように、3個の駆動ローラー3a、3b、3cを使用して単繊度が1.5デニールであるモノフィラメント1,000本で構成した全芳香族ポリアミドフィラメントがそれぞれ巻き取られたボビン2が固定された5個のクリール1から全芳香族ポリアミドフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取って総繊度が7,500デニールであり、フィラメント数が5,000本である全芳香族ポリアミドフィラメント合糸物を製造した。
【0077】
この時、クリール1は全芳香族ポリアミドフィラメントの解糸張力により回転軸を中心に回転するようにし、それぞれのクリール1には図3に示すように機械式解糸張力調節機6を設けた。
【0078】
製造した全芳香族ポリアミドフィラメント合糸物の各種物性を前述した方法で評価し、その結果を表1に示した。
【0079】
(実施例2)
図4に示すように、3個の駆動ローラー3a、3b、3cを使用して単繊度が1.45デニールであるモノフィラメント1,000本で構成した全芳香族ポリアミドフィラメントがそれぞれ巻き取られたボビン2が固定された3個のクリール1から全芳香族ポリアミドフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取って総繊度が4,350デニールであり、フィラメント数が3,000本である全芳香族ポリアミドフィラメント合糸物を製造した。
【0080】
この時、クリール1は全芳香族ポリアミドフィラメントの解糸張力により回転軸を中心に回転するようにし、それぞれのクリール1には図4のように電気式解糸張力調節機6を設けた。
【0081】
製造した全芳香族ポリアミドフィラメント合糸物の各種物性を前述した方法で評価し、その結果を表1に示した。
【0082】
(実施例3)
図5に示すように、単繊度が1.5デニールであるモノフィラメント1,000本で構成した全芳香族ポリアミドフィラメントがそれぞれ巻き取られたボビン2が固定された10個のクリール1から全芳香族ポリアミドフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取って総繊度が15,000デニールであり、フィラメント数が10,000本である全芳香族ポリアミドフィラメント合糸物を製造した。
【0083】
この時、それぞれのクリール1には、図5に示すようにクリール自体駆動及び回転速度制御機7を設け、それぞれのクリール1が自体動力により回転軸を中心に回転しながら回転速度を調節してフィラメントの解糸張力を一定に維持するようにした。
【0084】
製造した全芳香族ポリアミドフィラメント合糸物の各種物性を前述した方法で評価し、その結果を表1に示した。
【0085】
(比較例1)
図1に示すように、3個の駆動ローラー3a、3b、3cを使用して単繊度が1.5デニールであるモノフィラメント1,000本で構成した全芳香族ポリアミドフィラメントがそれぞれ巻き取られたボビン2が固定された5個のクリール1から全芳香族ポリアミドフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取って総繊度が7,500デニールであり、フィラメント数が5,000本である全芳香族ポリアミドフィラメント合糸物を製造した。
【0086】
この時、クリール1は全芳香族ポリアミドフィラメントの解糸張力により回転軸を中心に回転するようにし、それぞれのクリール1には、図1に示すように、解糸張力調節機6を設けなかった。
【0087】
製造した全芳香族ポリアミドフィラメント合糸物の各種物性を前述した方法で評価し、その結果を表1に示した。
物性評価結果
【0088】
【表1】

【産業上の利用可能性】
【0089】
前述したように、本発明に係るフィラメントの合糸方法は光ケーブルの製造時、光ファイバーをカバーリングする全芳香族ポリアミドフィラメント合糸物を製造するのに有用である。
【0090】
また、本発明のフィラメント合糸物は光ケーブルの製造時、光ファイバーをカバーリングする素材として有用である。従って、本発明の産業利用性はきわめて高いものといえる。
【0091】
一方、本明細書内で本発明をいくつかの好ましい実施形態によって記述したが、当業者ならば、添付の特許請求の範囲に開示した本発明の範疇及び思想から外れずに、多くの変形及び修正がなされ得ることがわかるはずである。
【符号の説明】
【0092】
1 クリール
2 合成繊維のボビン
3a、3b、3c 駆動ローラー
4a、4b ガイドローラー
5 ワインダ
6 解糸張力調節機
6a レバー型解糸張力検知装置
6b ベルト型解糸張力伝達機
6c ブレーキ
6d スプロケット
6e 解糸張力検知センサー
6f コントローラ
7 クリール自体駆動及び回転速度制御機
【技術分野】
【0001】
本発明は全芳香族ポリアミドフィラメントなどのようなフィラメントの合糸方法に関するもので、より詳細には、複数本のフィラメントを均一な解糸張力(時々、「張力」と略称する)で解糸させた後、これらのフィラメントを無撚(non−twisted)状態で合糸、巻き取ることができるフィラメントの合糸方法及びそれにより製造されたフィラメント合糸物に関するものである。
【0002】
また、本発明は全芳香族ポリアミドフィラメントなどのようなフィラメント合糸物に関するもので、より詳細には複数本のフィラメント(時々、「フィラメント」と略称する)が無撚状態で合糸されており、フィラメント合糸物の単位長さ当たりの、これを構成するフィラメントの重量標準偏差及び長さ誤差範囲が低くて、光ファイバーのカバーリング工程などでフィラメントの一部が張力偏差により伸びる(または垂れ下がる)現象を効果的に防止できるフィラメント合糸物に関するものである。
【背景技術】
【0003】
光ケーブルの製造工程において、複数本が合糸されて形成される全芳香族ポリアミドフィラメントは一般的に光ファイバーをカバーする補強材として使用している。
【0004】
また、光ファイバーをカバーする工程において、表面積を増加させてモジュラスを向上させるために、フィラメント合糸物は捻りのない無撚状態を維持することが好ましい。
【0005】
通常、フィラメント合糸物を捻ると、モジュラスが低下して光ファイバーのカバー工程でフィラメント合糸物の表面積が小さくなる問題が発生する。
【0006】
一方、フィラメント合糸物内に捻りがない場合、光ファイバーをカバーする等の後工程のためにフィラメント合糸束を解糸する時、フィラメント合糸物を構成するフィラメントの一部が張力偏差によって伸び、部分的に垂れ下がる問題が通常に発生する。
【0007】
したがって、複数本のフィラメントを合糸してフィラメント合糸物を製造する工程ではそれぞれのフィラメントに均一な解糸張力を与えることが非常に重要である。
【0008】
従来のフィラメントの合糸方法としては、図1に示すように複数の駆動ローラー3a、3b、3cおよびガイドローラー4a、4bを使用してフィラメントが巻き取られているボビン2を備え、フィラメントの解糸張力により回転軸を中心に回転する複数のクリール(creel)1からなったクリール部からフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取ってフィラメントを合糸することを特徴とするものがある。しかし、このような従来の方法はボビンから解糸される各フィラメントの解糸張力を効果的に調節する手段を備えていないため、それぞれのクリールから解糸されるフィラメントの解糸張力を一定に制御できない問題がある。
【0009】
また、前述した従来の方法はそれぞれのクリールから解糸されるフィラメントが合糸地点まで移動する経路が互いに相異なるため、それぞれのクリールから解糸されるフィラメントの解糸張力を均一に調節することが難しい。特に、クリールから解糸されるフィラメントのデニールが太くなるほど、より一層解糸張力を均一にすることが難しく、各クリールに巻き取ったフィラメントの巻取量が一定でない場合にもより一層解糸張力を均一にすることが難しい。
【0010】
図1はフィラメントを合糸する従来方法の工程を示す概略図である。
【0011】
従来の方法で製造したフィラメント合糸物は単位長さ当たりフィラメントの重量標準偏差及び長さ誤差範囲が非常に大きいため、後工程で解糸する間に張力の偏差によってフィラメントの一部が伸びて下方に垂れ下がる現象が発生する。
【0012】
また、従来の方法で製造したフィラメント合糸物は光ケーブルの製造のために光ファイバーをカバーする時、糸切れが発生して作業性が低下したり製造コストが上昇する問題が発生する。特に、糸切れが発生しなくても光ファイバーを滑らかにカバーすることが難しいため、製造した光ケーブルの表面が不均一になって品質が低下する問題がある。
【0013】
一方、関連する技術分野で知らされたワインダ(winder)の巻取張力を調節するために、原糸供給ローラー(feed roller)に別のモーターを設けて原糸供給ローラーの回転速度を調節することによって、巻取張力を一定に維持して糸切れを防止する方法が提案された。しかし、この方法はフィラメント1本だけを一定の巻取張力で巻き取るために使用する工程であるため、複数本のフィラメントを合糸する時には、各フィラメントの張力を均一に維持して無撚状態でフィラメント合糸物を製造する方法は全く提供できなかった。
【0014】
また、ワインダの巻取張力を調節するための他の従来の方法としては、巻取ドラムの直径が増加することによって巻取線速度も増加して大型巻取ドラムの製造が難しい問題を解決するために、多数の駆動ローラーのそれぞれに電子ブレーキ(magnetic brake)を設けて巻取張力を調節するものがある。しかし、この方法もやはりフィラメント1本だけを大型巻取ドラムによって均一な巻取張力を与えながら巻き取るため、原糸供給ローラーの使用による糸切れを防止するための前述した方法と同様の問題を有する。したがって、複数本のフィラメントを合糸する間にそれぞれのフィラメントに加わる張力を一定に維持して無撚状態でフィラメント合糸物を製造できる方法を全く提供できなかった。
【0015】
張力が不均一な状態で解糸したり巻き取る場合、合糸されるフィラメントの相互間に長さの偏差が発生する。このように合糸されたフィラメントを利用して光ケーブルの配線作業を行う場合、横巻取機の内部で回転しながらフィラメント合糸物が解糸される時、各種ガイドを通過しながらフィラメント合糸物が糸切れしたり解糸される隣接したフィラメントとの干渉により、使用する機械に大きい負荷を加える恐れがある。また、たとえ糸切れしなくても、配線のコーティングの前にフィラメントの合糸面が不均一になって何本かがフィラメントの表面上にループ(loop)形態で突出することによって、コーティング工程の間に外観に深刻な不均一を招く恐れがある。
【0016】
また、糸切れする場合に、フィラメント合糸物に対して1本または複数本が抜けた状態で配線作業が行われる恐れがあり、完成品として製造した光ケーブルの支持力、すなわち弾性率が低下するという深刻な問題が発生する恐れがある。
【発明の概要】
【発明が解決しようとする課題】
【0017】
したがって、前述した従来の問題点を解決するためになされた本発明は、複数本のフィラメントを均一な解糸張力で解糸し、無撚状態でフィラメント合糸物を合糸し、巻取機でフィラメント合糸物を巻き取ることができるフィラメントの合糸方法を提供することにその目的がある。
【0018】
本発明の他の目的はフィラメント合糸物の単位長さ当たり、これを構成するフィラメントの重量標準偏差と長さ誤差範囲が低く、光ファイバーのカバーリング工程における解糸時、合糸されたフィラメントの一部が張力偏差により伸びる(または垂れ下がる)現象を効果的に防止するフィラメント合糸物を提供することにある。
【課題を解決するための手段】
【0019】
前述した目的を達成するために、本発明はフィラメントが巻き取られているボビンを備えるそれぞれのクリール1に解糸張力調節機を設けて解糸張力を一定に制御できるフィラメントの合糸方法を提供する。
【0020】
また、本発明はフィラメントが巻き取られているボビンを備えるそれぞれのクリール1にクリール自体駆動及び回転速度制御機7を設けてクリール1が自体動力により回転軸を中心に回転しながら回転速度を調節して解糸張力を一定に制御できるフィラメントの合糸方法を提供する。
【発明の効果】
【0021】
本発明のフィラメントの合糸方法は複数本のフィラメントを均一な解糸張力で解糸させて無撚状態で合糸及び巻き取ることができる。得られたフィラメント合糸物は後加工のための解糸時に、これを構成するフィラメントの一部が張力偏差によって伸びて垂れ下がる現象を効果的に防止できる。
【0022】
したがって、本発明は光ケーブルの製造時に光ファイバーをカバーするために通常に使用する全芳香族ポリアミドフィラメント合糸物を製造するのに有用である。
【図面の簡単な説明】
【0023】
【図1】従来方法でフィラメントを合糸する工程を示す概略図である。
【図2】本発明によって解糸張力調節機を設けてフィラメントを合糸する工程を示す概略図である。
【図3】図2のクリールに設けた機械式解糸張力調節機を示す概略図である。
【図4】図2のクリールに設けた電気式解糸張力調節機を示す概略図である。
【図5】本発明によってクリール1自体駆動及び回転速度制御機を設けてフィラメントを合糸する工程を示す概略図である。
【発明を実施するための形態】
【0024】
以下、本発明を詳細に説明する。
【0025】
図2ないし図4に示すように、本発明に係るフィラメントの合糸方法は、複数のフィラメントでフィラメント合糸物を製造する方法において、複数の駆動ローラー3a、3b、3cを使用してそれぞれのフィラメントが巻き取られているボビン2を備えており、フィラメントの解糸張力により回転軸を中心に回転する複数のクリール1からなるクリール部からフィラメントを解糸し、続いて解糸したフィラメントを合糸し、合糸したフィラメントをワインダ5に巻き取ってフィラメント合糸物を製造することを含み、前記それぞれのクリール1は、前記クリール1の回転速度を調節してフィラメントの解糸張力を一定に維持させる解糸張力調節機6を備えることを特徴とする。
【0026】
解糸張力調節機は機械式解糸張力調節機及び/または電気式解糸張力調節機が好ましく、電気式解糸張力調節機の一例としてはパウダーブレーキがある。
【0027】
本発明によれば、機械式解糸張力調節機とは解糸されるフィラメントの解糸張力測定器と、解糸張力により回転するクリールの回転速度を制御するブレーキを含み、全て電気力でなく機械的メカニズムで作動する解糸張力調節機を意味する。
【0028】
図2は本発明によって解糸張力調節機を設けてフィラメントを合糸する工程を示す概略図であり、図3は図2に示したクリールに設けた機械式解糸張力調節機(時々「機械式張力調節機」とも称する)を示す概略図であり、図4は図2に示したクリールに設けた電気式解糸張力調節機(時々「電気式張力調節機」とも称する)を示す概略図である。
【0029】
本発明においては駆動ローラー3a、3b、3cと巻取機、すなわち巻取ローラー5との間にガイドローラー4a、4bを設けることが好ましい。
【0030】
機械式解糸張力調節機6は例えば、図3に示すようにレバー型解糸張力検知装置(時々「張力検知装置」とも称する)6aでフィラメントの解糸張力を検知した後、検知した解糸張力をベルト型解糸張力伝達機6bにより、クリールに固定されたボビンの解糸張力による回転速度を制御するブレーキ6cに伝達する方式で作動する。
【0031】
解糸張力が非常に高い場合、レバー型解糸張力検知手段6aの後段が下降し、それによってこれに連結されたベルト型解糸張力伝達機6bは緩くなってブレーキ6cの制動レベルを減少させる。それによってクリール1に固定されて解糸張力により回転するボビン2が自由に回転できるようになって、ボビン2に巻き取られたフィラメントがより一層早く解糸され、それによって解糸張力は減少するようになる。
【0032】
反対に、解糸張力が非常に低い場合、レバー型解糸張力検知装置6aの後段が上昇し、それによってこれに連結されたベルト型解糸張力伝達機6bがぴんと張るようになって、ブレーキ6cの制動レベルを増加させる。
【0033】
したがって、クリール1に固定されたボビン2の回転が阻止されてボビン2に巻き取られたフィラメントはより一層ゆっくり解糸され、それによって解糸張力が増加するようになる。
【0034】
本発明によれば、電気式解糸張力調節機とは解糸されるフィラメントの解糸張力測定器と、解糸張力により回転するクリールの回転速度を制御するブレーキを含み、全て電気力により作動され、解糸張力が一定レベル以上の場合は、ブレーキが作動される解糸張力調節機を意味する。
【0035】
図4は電気式解糸張力調節機を示す概略図である。
【0036】
図4に示した電気式解糸張力調節機は例えば、解糸張力をコントローラ6fで予め入力した解糸張力と比較して補正値を算出し、算出した補正値によってクリールに固定されたボビンの解糸張力による回転速度をブレーキ6cで制御したり、検知センサー6eを設けてフィラメントの解糸張力を検知した後、検知した解糸張力をコントローラ6fで予め入力した解糸張力と比較して補正値を算出し、算出した補正値をブレーキ6cに伝達することを含む方式で作動する。
【0037】
センサー6eにより検知した解糸張力が予め入力した解糸張力より高い場合、ブレーキ6cの制動レベルは低くなり、クリール1に固定されて解糸張力により回転するボビン2が自由に回転できるようになる。したがって、ボビン2に巻き取られたフィラメントはより一層早く解糸され、それによって解糸張力は減少するようになる。
【0038】
反対に、解糸張力が予め入力した解糸張力より低い場合、ブレーキ6cの制動レベルが高まって、クリール1に固定されて解糸張力により回転するボビン2の回転を阻止するようになる。したがって、ボビン2に巻き取られたフィラメントはより一層ゆっくり解糸され、それによって解糸張力が増加するようになる。
【0039】
本発明によれば、パウダーブレーキとは解糸されるフィラメントの解糸張力測定器と、解糸張力により回転するクリールの回転速度を制御するブレーキを含み、全て電気力により作動される。そのような電気式ブレーキはパウダーを母体にする摩擦クラッチ方式の解糸張力調節機を意味する。
【0040】
パウダーブレーキは例えば、図4に示すように、パウダーブレーキ6cに付着されたセンサー6eでフィラメントの解糸張力を検知した後、検知した解糸張力によってパウダーブレーキ6cがクリールに固定されたボビンの解糸張力による回転速度を制御することを含む方式で動作する。
【0041】
センサー6eにより検知した解糸張力が非常に高い場合、パウダーブレーキ6cがクリール1を制動しない状態を維持するため、クリール1に固定されて解糸張力により回転するボビン2が自由に回転できるようになる。したがって、ボビン2に巻き取られたフィラメントはより早く解糸され、それによって解糸張力は減少するようになる。
【0042】
反対に、センサー6eにより検知した解糸張力が非常に低い場合、パウダーブレーキ6cがクリール1を瞬間的に制動するため、クリール1に固定されて解糸張力により回転するボビン2の回転を阻止するようになる。したがって、ボビン2に巻き取られたフィラメントはより一層ゆっくり解糸され、それによって解糸張力が増加するようになる。
【0043】
それぞれの駆動ローラー3a、3b、3cはフィラメントの長さ測定器と、円滑に始動と停止を行うことができるシステムを備えることが好ましい。
【0044】
フィラメントは例えば、全芳香族ポリアミドフィラメントである。
【0045】
本発明に係るフィラメントの合糸方法は、それぞれのクリール1にフィラメント合糸物を構成する各フィラメントの解糸張力を均一に制御する解糸張力調節機6を設けることによって、複数本のフィラメントを均一な解糸張力で解糸させ、巻取装置で無撚状態でこれらのフィラメントを合糸し、巻き取ってフィラメント合糸物を製造できる。
【0046】
製造したフィラメント合糸物を光ファイバーのカバーリングなどのような後工程のために解糸し、これを構成するフィラメントの一部が張力偏差によって部分的に垂れ下がる現象が生じず、無撚によりモジュラスが高い。また、光ファイバーのカバーリング時、表面積が広くなる効果が得られる。
【0047】
本発明に係る他のフィラメントの合糸方法は、図5に示すようにフィラメントが巻き取られているボビン2が固定された複数のクリール1からなるクリール部からフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取ってフィラメントを合糸する。この方法はそれぞれのクリール1に装着されてクリール自体の駆動及び回転速度を制御する制御機7を利用して、それぞれのクリール1が自体動力により回転軸を中心に回転しながら回転速度を調節することによって、フィラメントの解糸張力を一定に維持できる。
【0048】
前述の合糸方法で利用したそれぞれのクリール1は解糸張力により受動的に回転することでなく、自体動力により回転軸を中心に能動的に回転する。解糸張力が非常に高いとクリールの回転速度を速く調節し、解糸張力が非常に低いとクリールの回転速度をゆっくり調節する。
【0049】
図5は本発明によってそれぞれのクリール1にクリール駆動及び回転速度制御機7を設けてフィラメントを合糸する工程を示す概略図である。
【0050】
クリール1とワインダ5との間に駆動ローラー3a、3b、3cを設け、駆動ローラー3a、3b、3cと巻取ローラー5との間にはガイドローラー4a、4bを設けることが好ましい。
【0051】
駆動ローラー3a、3b、3cはフィラメントの長さ測定器と、円滑に始動と停止を行うことができるシステムを備えることが好ましい。
【0052】
クリール1及びワインダ5はそれぞれ、張力調節用ガイドを備えることが好ましい。
【0053】
フィラメントは全芳香族ポリアミドフィラメントである。
【0054】
図5に示したフィラメントの合糸方法はそれぞれのクリール1からフィラメントが解糸張力により解糸されるのではなく、クリール1それぞれの自体駆動により解糸されるドライビングペイオフ(driving pay off)方式で解糸されるため、複数本のフィラメントを均一な解糸張力で解糸させ、無撚状態でこれらのフィラメントを合糸し、巻き取ってフィラメント合糸物を製造できる。
【0055】
それによって、フィラメントの合糸方法で製造したフィラメント合糸物を光ファイバーのカバーリングなどのような後工程のために解糸した際に、これを構成するフィラメントの一部が張力偏差によって部分的に垂れ下がる現象が生じず、無撚によりモジュラスが高く、光ファイバーのカバーリング時表面積が広くなる効果が得られる。
【0056】
本発明によって前述した合糸方法の一つによって製造したフィラメント合糸物はフィラメントが無撚状態で合糸されており、フィラメント合糸物の単位長さ当たり、これを構成するフィラメントの重量標準偏差が0.0001〜0.01であることを特徴とする。
【0057】
また、本発明に係るフィラメント合糸物は、フィラメント合糸物をデニール当たり0.05gの荷重下で500cmに切断する時、フィラメント合糸物を構成するフィラメントの長さ誤差範囲が±10mm、より好ましくは±2mmであることを特徴とする。
【0058】
単位長さ当たり重量標準偏差及び長さ誤差範囲がそれぞれ前述した範囲を超過する場合には、光ファイバーのカバーリング工程で本発明のフィラメント合糸物を解糸した際に、合糸したフィラメントの一部が張力偏差により増えて垂れ下がる現象が発生する。
【0059】
張力が不均一な状態で解糸したり巻き取る場合、合糸されるフィラメントの相互間に長さの偏差が発生する。このように合糸されたフィラメントを利用して光ケーブルの配線作業を行う場合、横巻取機の内部で回転しながらフィラメント合糸物が解糸される時、各種ガイドを通過しながらフィラメント合糸物が糸切れしたり解糸される隣接したフィラメントとの干渉により、使用する機械に大きい負荷を加える恐れがある。また、たとえ糸切れしなくても、配線のコーティングの前にフィラメントの合糸面が不均一になって何本かがフィラメントの表面上にループ形態で突出することによって、コーティング工程の間に外観に深刻な不均一を招く恐れがある。
【0060】
また、糸切れする場合に、フィラメント合糸物に対して1本または複数本が抜けた状態で配線作業が行われる恐れがあり、完成品として製造した光ケーブルの支持力、すなわち弾性率が低下するという深刻な問題が発生する恐れがある。
【0061】
一方、均一な解糸張力及びワインディングにより合糸し、巻き取って得たフィラメント合糸物は、合糸したフィラメントの光ケーブル配線作業時の作業性、光ケーブルの物性、コーティングの均一性などの要求条件を満足できる程度の優れた特性を得ることができる。
【0062】
フィラメントは単繊度が1.0〜2.5デニールであるモノフィラメント500〜1,500本で構成される全芳香族ポリアミドフィラメントが好ましい。
【0063】
フィラメント合糸物の総繊度は1,400〜15,000デニールで、フィラメント合糸物内のフィラメントの数は1,000〜10,000本であることが好ましい。
【0064】
フィラメント合糸物内のフィラメントの単繊度は1.0〜2.5デニールであることが好ましい。
【0065】
本発明によれば、フィラメント合糸物を構成するフィラメントの単位長さ当たり重量標準偏差は下記のような方法で測定した。
【0066】
試料(すなわち、フィラメント合糸物)に垂直方向にデニール当たり0.05gの錘を吊るして試料をまっすぐに伸ばした後、試料を90cmの長さに切断した。
【0067】
次に、切断した試料から試料を構成するそれぞれのフィラメントを分離した。続いて、各フィラメントの重さを電子秤で測定し、測定したフィラメントの重さを利用してフィラメント間の重量標準偏差を求めた。
【0068】
次に、前述のような測定作業を5回繰り返し、その結果から標準偏差の平均値を計算した後、これをフィラメント合糸物の単位長さ当たり重さの標準偏差とした。
【0069】
また、本発明によれば、フィラメント合糸物を構成するフィラメントの長さ誤差範囲を下記のような方法で測定した。
【0070】
試料(すなわち、フィラメント合糸物)に垂直方向にデニール当たり0.05gの錘を吊るして試料をまっすぐに伸ばした後、試料を500cmの長さに切断した。
【0071】
次に、切断した試料から試料を構成するそれぞれのフィラメントを分離した。
【0072】
続いて、分離したそれぞれのフィラメントに垂直方向にデニール当たり0.05gの錘を吊るしてまっすぐに伸ばした後、フィラメントの長さをそれぞれ測定した。
【0073】
前述のような測定作業を5回繰り返し、その結果からフィラメントの長さ誤差範囲を求めた。
【実施例】
【0074】
以下、添付図面を参照して行う以下の実施例及び比較例を通じて本発明をより詳細に説明する。
【0075】
しかし、これらの例は本発明の好ましい実施形態として示すように意図したもので、本発明の範囲を限定するものではない。
【0076】
(実施例1)
図3に示すように、3個の駆動ローラー3a、3b、3cを使用して単繊度が1.5デニールであるモノフィラメント1,000本で構成した全芳香族ポリアミドフィラメントがそれぞれ巻き取られたボビン2が固定された5個のクリール1から全芳香族ポリアミドフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取って総繊度が7,500デニールであり、フィラメント数が5,000本である全芳香族ポリアミドフィラメント合糸物を製造した。
【0077】
この時、クリール1は全芳香族ポリアミドフィラメントの解糸張力により回転軸を中心に回転するようにし、それぞれのクリール1には図3に示すように機械式解糸張力調節機6を設けた。
【0078】
製造した全芳香族ポリアミドフィラメント合糸物の各種物性を前述した方法で評価し、その結果を表1に示した。
【0079】
(実施例2)
図4に示すように、3個の駆動ローラー3a、3b、3cを使用して単繊度が1.45デニールであるモノフィラメント1,000本で構成した全芳香族ポリアミドフィラメントがそれぞれ巻き取られたボビン2が固定された3個のクリール1から全芳香族ポリアミドフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取って総繊度が4,350デニールであり、フィラメント数が3,000本である全芳香族ポリアミドフィラメント合糸物を製造した。
【0080】
この時、クリール1は全芳香族ポリアミドフィラメントの解糸張力により回転軸を中心に回転するようにし、それぞれのクリール1には図4のように電気式解糸張力調節機6を設けた。
【0081】
製造した全芳香族ポリアミドフィラメント合糸物の各種物性を前述した方法で評価し、その結果を表1に示した。
【0082】
(実施例3)
図5に示すように、単繊度が1.5デニールであるモノフィラメント1,000本で構成した全芳香族ポリアミドフィラメントがそれぞれ巻き取られたボビン2が固定された10個のクリール1から全芳香族ポリアミドフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取って総繊度が15,000デニールであり、フィラメント数が10,000本である全芳香族ポリアミドフィラメント合糸物を製造した。
【0083】
この時、それぞれのクリール1には、図5に示すようにクリール自体駆動及び回転速度制御機7を設け、それぞれのクリール1が自体動力により回転軸を中心に回転しながら回転速度を調節してフィラメントの解糸張力を一定に維持するようにした。
【0084】
製造した全芳香族ポリアミドフィラメント合糸物の各種物性を前述した方法で評価し、その結果を表1に示した。
【0085】
(比較例1)
図1に示すように、3個の駆動ローラー3a、3b、3cを使用して単繊度が1.5デニールであるモノフィラメント1,000本で構成した全芳香族ポリアミドフィラメントがそれぞれ巻き取られたボビン2が固定された5個のクリール1から全芳香族ポリアミドフィラメントを解糸及び合糸した後、これらのフィラメントをワインダ5に巻き取って総繊度が7,500デニールであり、フィラメント数が5,000本である全芳香族ポリアミドフィラメント合糸物を製造した。
【0086】
この時、クリール1は全芳香族ポリアミドフィラメントの解糸張力により回転軸を中心に回転するようにし、それぞれのクリール1には、図1に示すように、解糸張力調節機6を設けなかった。
【0087】
製造した全芳香族ポリアミドフィラメント合糸物の各種物性を前述した方法で評価し、その結果を表1に示した。
物性評価結果
【0088】
【表1】
【産業上の利用可能性】
【0089】
前述したように、本発明に係るフィラメントの合糸方法は光ケーブルの製造時、光ファイバーをカバーリングする全芳香族ポリアミドフィラメント合糸物を製造するのに有用である。
【0090】
また、本発明のフィラメント合糸物は光ケーブルの製造時、光ファイバーをカバーリングする素材として有用である。従って、本発明の産業利用性はきわめて高いものといえる。
【0091】
一方、本明細書内で本発明をいくつかの好ましい実施形態によって記述したが、当業者ならば、添付の特許請求の範囲に開示した本発明の範疇及び思想から外れずに、多くの変形及び修正がなされ得ることがわかるはずである。
【符号の説明】
【0092】
1 クリール
2 合成繊維のボビン
3a、3b、3c 駆動ローラー
4a、4b ガイドローラー
5 ワインダ
6 解糸張力調節機
6a レバー型解糸張力検知装置
6b ベルト型解糸張力伝達機
6c ブレーキ
6d スプロケット
6e 解糸張力検知センサー
6f コントローラ
7 クリール自体駆動及び回転速度制御機
【特許請求の範囲】
【請求項1】
複数のフィラメントでフィラメント合糸物を製造する方法において、
複数の駆動ローラー3a、3b、3cを使用してそれぞれのフィラメントが巻き取られているボビン2を備えており、フィラメントの解糸張力により回転軸を中心に回転する複数のクリール1からなるクリール部からフィラメントを解糸し、続いて解糸したフィラメントを合糸し、
合糸したフィラメントをワインダ5に巻き取ってフィラメント合糸物を製造することを含み、
前記それぞれのクリール1は、前記クリール1の回転速度を調節してフィラメントの解糸張力を一定に維持させる解糸張力調節機6を備えることを特徴とするフィラメントの合糸方法。
【請求項2】
前記解糸張力調節機6は機械式解糸張力調節機及び電気式張力調節機の中から選択されたいずれかであることを特徴とする請求項1に記載のフィラメントの合糸方法。
【請求項3】
前記機械式解糸張力調節機はレバー型解糸張力検知装置6aでフィラメントの解糸張力を検知した後、検知した解糸張力をベルト型解糸張力伝達機6bにより、クリールに固定されたボビンの解糸張力による回転速度を制御するブレーキ6cに伝達することを特徴とする請求項2に記載のフィラメントの合糸方法。
【請求項4】
前記電気式解糸張力調節機は解糸張力検知センサー6eでフィラメントの解糸張力を検知し、検知した解糸張力をコントローラ6fで予め入力した解糸張力と比較して補正値を算出し、算出した補正値によってクリールに固定されたボビンの解糸張力による回転速度を制御するブレーキ6cに伝達することを特徴とする請求項2に記載のフィラメントの合糸方法。
【請求項5】
電気式解糸張力調節機はパウダーブレーキであることを特徴とする請求項2または4に記載のフィラメントの合糸方法。
【請求項6】
前記フィラメントは全芳香族ポリアミドフィラメントであることを特徴とする請求項1に記載のフィラメントの合糸方法。
【請求項7】
駆動ローラー3a、3b、3cはフィラメントの長さ測定器と、円滑な始動及び停止システムを備えることを特徴とする請求項1に記載のフィラメントの合糸方法。
【請求項8】
クリール1及びワインダ5は張力調節用ガイドを備えることを特徴とする請求項1に記載のフィラメントの合糸方法。
【請求項9】
複数のフィラメントでフィラメント合糸物を製造する方法において、
フィラメントが巻き取られているボビン2が固定された複数のクリール1からなるクリール部からフィラメントを解糸し、続いて解糸したフィラメントを合糸し、
合糸したフィラメントをワインダ5に巻き取ってフィラメント合糸物を作ることを含み、
前記クリール1はそれぞれ、前記それぞれのクリール1が自体動力により回転軸を中心に回転しながら回転速度を調節してフィラメントの解糸張力を一定に維持させるクリール自体駆動及び回転速度制御機7を備えることを特徴とするフィラメントの合糸方法。
【請求項10】
前記フィラメントは全芳香族ポリアミドフィラメントであることを特徴とする請求項9に記載のフィラメントの合糸方法。
【請求項11】
クリール1及びワインダ5は張力調節用ガイドを備えることを特徴とする請求項9に記載のフィラメントの合糸方法。
【請求項12】
フィラメントが無撚状態で合糸されているフィラメント合糸物において、
前記フィラメント合糸物の単位長さ当たり、これを構成するフィラメントの重量標準偏差は0.0001〜0.01であることを特徴とするフィラメント合糸物。
【請求項13】
フィラメント合糸物をデニール当たり0.05gの荷重下で500cmに切断時、前記フィラメント合糸物を構成するフィラメントの長さ誤差範囲は±10mmであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項14】
フィラメント合糸物をデニール当たり0.05gの荷重下で500cmに切断時、前記フィラメント合糸物を構成するフィラメントの長さ誤差範囲は±2mmであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項15】
前記フィラメントは全芳香族ポリアミドフィラメントであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項16】
前記フィラメント合糸物の総繊度は1,400〜15,000デニールであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項17】
前記フィラメント合糸物内のフィラメントの数は1,000〜10,000本であることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項18】
前記フィラメント合糸物内のフィラメントの単繊度は1.0〜2.5デニールであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項1】
複数のフィラメントでフィラメント合糸物を製造する方法において、
複数の駆動ローラー3a、3b、3cを使用してそれぞれのフィラメントが巻き取られているボビン2を備えており、フィラメントの解糸張力により回転軸を中心に回転する複数のクリール1からなるクリール部からフィラメントを解糸し、続いて解糸したフィラメントを合糸し、
合糸したフィラメントをワインダ5に巻き取ってフィラメント合糸物を製造することを含み、
前記それぞれのクリール1は、前記クリール1の回転速度を調節してフィラメントの解糸張力を一定に維持させる解糸張力調節機6を備えることを特徴とするフィラメントの合糸方法。
【請求項2】
前記解糸張力調節機6は機械式解糸張力調節機及び電気式張力調節機の中から選択されたいずれかであることを特徴とする請求項1に記載のフィラメントの合糸方法。
【請求項3】
前記機械式解糸張力調節機はレバー型解糸張力検知装置6aでフィラメントの解糸張力を検知した後、検知した解糸張力をベルト型解糸張力伝達機6bにより、クリールに固定されたボビンの解糸張力による回転速度を制御するブレーキ6cに伝達することを特徴とする請求項2に記載のフィラメントの合糸方法。
【請求項4】
前記電気式解糸張力調節機は解糸張力検知センサー6eでフィラメントの解糸張力を検知し、検知した解糸張力をコントローラ6fで予め入力した解糸張力と比較して補正値を算出し、算出した補正値によってクリールに固定されたボビンの解糸張力による回転速度を制御するブレーキ6cに伝達することを特徴とする請求項2に記載のフィラメントの合糸方法。
【請求項5】
電気式解糸張力調節機はパウダーブレーキであることを特徴とする請求項2または4に記載のフィラメントの合糸方法。
【請求項6】
前記フィラメントは全芳香族ポリアミドフィラメントであることを特徴とする請求項1に記載のフィラメントの合糸方法。
【請求項7】
駆動ローラー3a、3b、3cはフィラメントの長さ測定器と、円滑な始動及び停止システムを備えることを特徴とする請求項1に記載のフィラメントの合糸方法。
【請求項8】
クリール1及びワインダ5は張力調節用ガイドを備えることを特徴とする請求項1に記載のフィラメントの合糸方法。
【請求項9】
複数のフィラメントでフィラメント合糸物を製造する方法において、
フィラメントが巻き取られているボビン2が固定された複数のクリール1からなるクリール部からフィラメントを解糸し、続いて解糸したフィラメントを合糸し、
合糸したフィラメントをワインダ5に巻き取ってフィラメント合糸物を作ることを含み、
前記クリール1はそれぞれ、前記それぞれのクリール1が自体動力により回転軸を中心に回転しながら回転速度を調節してフィラメントの解糸張力を一定に維持させるクリール自体駆動及び回転速度制御機7を備えることを特徴とするフィラメントの合糸方法。
【請求項10】
前記フィラメントは全芳香族ポリアミドフィラメントであることを特徴とする請求項9に記載のフィラメントの合糸方法。
【請求項11】
クリール1及びワインダ5は張力調節用ガイドを備えることを特徴とする請求項9に記載のフィラメントの合糸方法。
【請求項12】
フィラメントが無撚状態で合糸されているフィラメント合糸物において、
前記フィラメント合糸物の単位長さ当たり、これを構成するフィラメントの重量標準偏差は0.0001〜0.01であることを特徴とするフィラメント合糸物。
【請求項13】
フィラメント合糸物をデニール当たり0.05gの荷重下で500cmに切断時、前記フィラメント合糸物を構成するフィラメントの長さ誤差範囲は±10mmであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項14】
フィラメント合糸物をデニール当たり0.05gの荷重下で500cmに切断時、前記フィラメント合糸物を構成するフィラメントの長さ誤差範囲は±2mmであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項15】
前記フィラメントは全芳香族ポリアミドフィラメントであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項16】
前記フィラメント合糸物の総繊度は1,400〜15,000デニールであることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項17】
前記フィラメント合糸物内のフィラメントの数は1,000〜10,000本であることを特徴とする請求項12に記載のフィラメント合糸物。
【請求項18】
前記フィラメント合糸物内のフィラメントの単繊度は1.0〜2.5デニールであることを特徴とする請求項12に記載のフィラメント合糸物。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2010−526942(P2010−526942A)
【公表日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願番号】特願2010−507337(P2010−507337)
【出願日】平成20年5月13日(2008.5.13)
【国際出願番号】PCT/KR2008/002655
【国際公開番号】WO2008/140240
【国際公開日】平成20年11月20日(2008.11.20)
【出願人】(597114649)コーロン インダストリーズ インク (99)
【Fターム(参考)】
【公表日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願日】平成20年5月13日(2008.5.13)
【国際出願番号】PCT/KR2008/002655
【国際公開番号】WO2008/140240
【国際公開日】平成20年11月20日(2008.11.20)
【出願人】(597114649)コーロン インダストリーズ インク (99)
【Fターム(参考)】
[ Back to top ]