
フィラメントを内包する透明中空繊維ユニット及びその製造方法、それを混入させた紙、並びにそれを混入させた偽造防止用紙
【課題】優れた偽造防止効果を有する偽造防止用紙などに用いることのできる、フィラメントを内包した透明中空繊維ユニットを、簡便な方法により連続的に生産することができる製造方法を提供する。
【解決手段】透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することによりフィラメントを作製した後、該金属線または磁性繊維を移動させて、該金属線または磁性繊維の末端と作製されたフィラメントとの間に十分な間隔を設け、再びレーザー光を照射してフィラメントを作製するという操作を繰り返し行うことにより、該透明中空繊維の中空部に一定間隔を介して配置された、複数のフィラメントを作製する工程と、前記工程で作製された、隣り合う各フィラメント間の略中間部分に位置する透明中空繊維の部位を切断および封止する工程からなる、フィラメントを内包する透明中空繊維ユニットの製造方法。
【解決手段】透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することによりフィラメントを作製した後、該金属線または磁性繊維を移動させて、該金属線または磁性繊維の末端と作製されたフィラメントとの間に十分な間隔を設け、再びレーザー光を照射してフィラメントを作製するという操作を繰り返し行うことにより、該透明中空繊維の中空部に一定間隔を介して配置された、複数のフィラメントを作製する工程と、前記工程で作製された、隣り合う各フィラメント間の略中間部分に位置する透明中空繊維の部位を切断および封止する工程からなる、フィラメントを内包する透明中空繊維ユニットの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、偽造防止用紙などの構成要素として用いられる、フィラメントを内包する透明中空繊維ユニット及びその製造方法、それを混入させた紙、並びにそれを混入させた偽造防止用紙に関する。
【背景技術】
【0002】
近年、コンピュータ、スキャナー、プリンター、電子複写機などの高性能化や廉価化によって、紙幣、株券、債券、商品券、宝くじ等の紙からなる有価証券類を比較的容易に偽造することが可能になり、プロの偽造集団ではない素人による偽造が増えている。したがって、これまで用いられてきた、マイクロ文字、隠し文字、地紋印刷、蛍光印刷などの印刷による偽造防止技術を施した有価証券類についても、精巧な偽造品が出回っている。こうした背景から、印刷によってではなく、抄紙工程において紙そのものに偽造防止処理が施されている偽造防止紙のニーズは、ますます増加している。
【0003】
また上記の背景から、一般の人々が偽造紙幣などに接する機会が増えており、紙幣等の真贋判定を彼ら自身が行わなければならなくなってきている。このような現状においては、誰にでも容易に、また確実に真贋判定が行えるような偽造防止技術に対する重要性が増している。紙そのものに施されており、容易に判定できる偽造防止技術としては黒透かしや白透かしといった透かし技術が広く使用されている。しかし、精巧な印刷技術による偽造品に対し、黒透かしや白透かしでは環境条件によっては真贋判定が正確に行えないことがあり、偽造された有価証券が使用されてしまうという問題があった。よって、透かしに代わる偽造防止の手段として、紙に特殊な機能を有する物質を混入することにより、特殊な視認的特性が付与された偽造防止用紙へのニーズが高まっており、これまでにいくつか提案されている。たとえば特許文献1〜3参照。
【0004】
【特許文献1】特開平5−98599号公報
【特許文献2】特開平8−144195号公報
【特許文献3】特開平11−93096号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
紙に特殊な機能を有する物質を混入することにより、特殊な視認的特性が付与された偽造防止用紙として本発明者らは、磁性体からなるフィラメントを内包する透明中空繊維ユニットを混入した偽造防止用紙を提案している(特願2007−006608号)。そして、本発明の目的は、偽造防止用紙などに使用された際に長期にわたって高い偽造防止効果を有する、磁性体からなるフィラメントを内包する透明中空繊維ユニットの製造において、レーザー光を用いた簡便な製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明は、透明中空繊維内部に配置された金属線または磁性繊維を、波長が近赤外領域にあるレーザー光を照射して切断するという技術を利用して、フィラメントが内包された透明中空繊維ユニットを簡便に製造する方法を提供するものである。すなわち、本発明は以下の(1)〜(8)の構成を含む。
【0007】
(1)透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することにより複数のフィラメントを作製し、作製された各フィラメントを中空繊維の中空部において移動させ、各フィラメントの両側に十分な空隙を設け、設けられた空隙部に位置する透明中空繊維の部位を封止および切断する工程を有することを特徴とする、フィラメントを内包する透明中空繊維ユニットの製造方法。
(2)透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することによりフィラメントを作製した後、該金属線または磁性繊維を移動させて、該金属線または磁性繊維の末端と作製されたフィラメントとの間に十分な間隔を設け、再びレーザー光を照射してフィラメントを作製するという操作を繰り返し行うことにより、該透明中空繊維の中空部に一定間隔を介して配置された、複数のフィラメントを作製する工程と、前記工程で作製された、任意の隣り合うフィラメント間の略中間部分に位置する透明中空繊維の部位を切断および封止する工程とを有することを特徴とする、(1)に記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
(3)前記レーザー光の波長が近赤外領域にあることを特徴とする、(1)または(2)に記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
(4)前記レーザー光の光源として、イットリウム−アルミニウム−ガーネット結晶レーザー、イットリウム−四酸化バナジウム結晶レーザー、リチウム−イットリウム−フッ化物結晶レーザー、希土類ドープファイバーレーザー、および半導体レーザーより選ばれる1種のレーザーを用いることを特徴とする、(1)〜(3)のいずれかに記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
(5)前記金属線または磁性繊維として撚線を用いることを特徴とする、(1)〜(4)のいずれかに記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
(6)(1)〜(5)のいずれかに記載の方法により製造された、フィラメントを内包する透明中空繊維ユニット。
(7)(6)に記載のフィラメントを内包する透明中空繊維ユニットの少なくとも一本を混入したことを特徴とする紙。
(8)(6)に記載のフィラメントを内包する透明中空繊維ユニットの少なくとも一本を混入したことを特徴とする偽造防止用紙。
【発明の効果】
【0008】
本発明により、偽造防止用紙などに使用された際に長期にわたって高い偽造防止効果を有する、磁性体からなるフィラメントを内包する透明中空繊維ユニットを簡便に、かつ効率良く製造することができる。レーザー光照射という簡便な方法を用いるため、連続的に大量生産を行うことも可能となり、偽造防止用紙などの製造に用いるために十分な量の透明中空繊維ユニットを提供することができる。
【発明を実施するための最良の形態】
【0009】
以下、本発明について詳しく説明する。
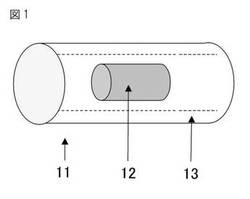
本発明の製造方法は、フィラメントを内包する透明中空繊維ユニットを製造する方法である。本発明の透明中空繊維ユニットの一例の概念図を図1に示す。透明中空繊維ユニット11は、フィラメント12と透明中空繊維13からなる。図1では、これに限定されるものではないが、フィラメント12として表面に蛍光材料が付着したフィラメントが例示されている。
【0010】
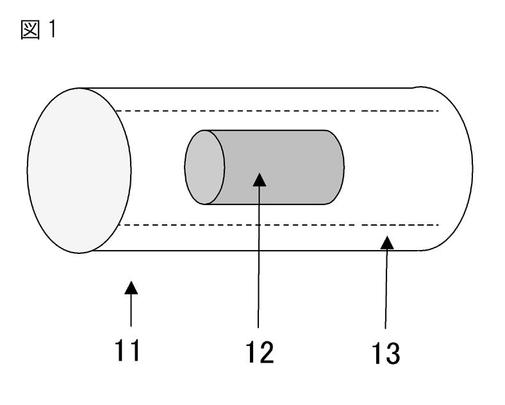
また、本発明の透明中空繊維ユニット11を混入した偽造防止用紙20の一例の概念図を図2に示す。フィラメントに蛍光材料が付着されていることから、偽造防止用紙などに用いられた場合、ブラックライトなどの紫外線照射下で容易に表示材料として視認することが可能であり、目視により容易に真贋判定が行える偽造防止用紙として用いることができる。さらに、フィラメント12として磁性を有するフィラメントを用いた場合、磁石を近づけることにより蛍光色のフィラメントが移動するという独特の視認的効果もある。磁性を有するフィラメントの場合には、磁気センサーなどに検知される記録材料として働き、機械検知により真贋判定が行える偽造防止用紙としても利用可能である。
【0011】
本発明の透明中空繊維ユニットは前記のように紙に混入して使用されるため、紙の厚みと同程度以下の径を持つものであり、その内径は非常に小さい(例えば、1mm以下)。よって、フィラメントを中空繊維の中空部に挿入することにより、フィラメントを内包する透明中空繊維ユニットを工業的に製造することは一般に非常に困難である。本発明は、レーザー光照射を利用し、透明中空繊維の中空部の内部でフィラメントを作製していくことにより、フィラメントを内包する透明中空繊維ユニットを工業的に製造する方法を提供するものである。
【0012】
本発明の製造方法では、中空部に金属線または磁性繊維が配置された透明中空繊維において、該金属線または磁性繊維に中空繊維の外部からレーザー光を照射して切断することにより、透明中空繊維の中空部に複数のフィラメントを作製する工程を有することを特徴とする。中空繊維内部に作製された各フィラメントを、任意の間隔を介して配置させた後、フィラメント間の空隙部に位置する中空繊維の部位を封止および切断することにより、フィラメントを内包する透明中空繊維ユニットが製造される。以下に、本発明の製造方法の一例を具体的に説明する。
【0013】
<(1)中空繊維内部に複数のフィラメントを一定間隔を介して作製していく工程>
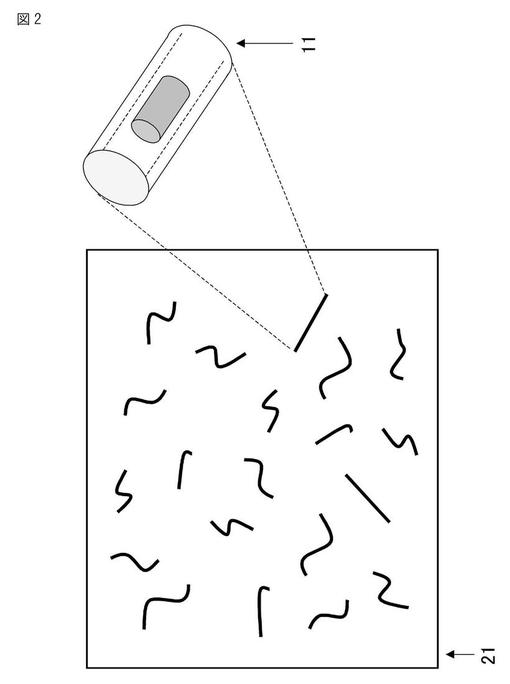
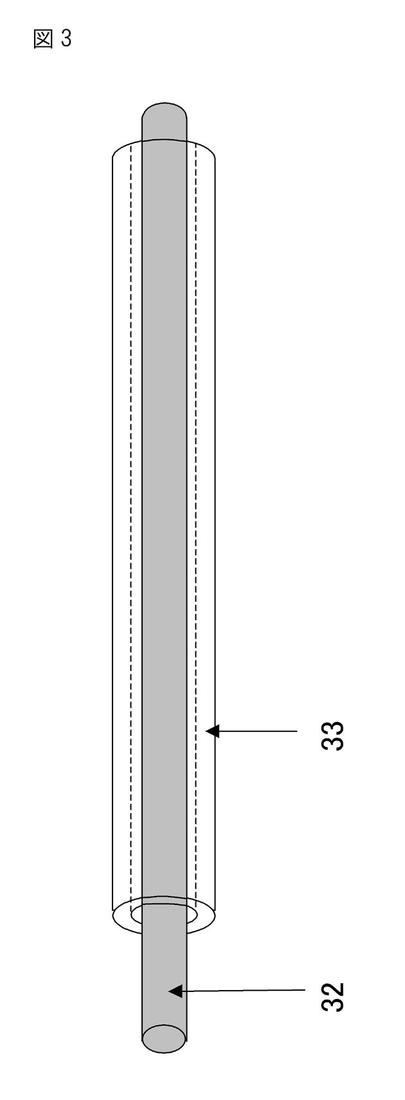
本発明によって製造される、フィラメントを内包する透明中空繊維においては、前述の偽造防止用紙における効果を発現させるため、透明中空繊維内部でフィラメントを動かすことが可能である必要がある。よって、本発明の製造法の予備段階として、透明中空繊維の中空部に金属線または磁性繊維を配置する工程を最初に行う必要がある。図3に、金属線または磁性繊維32が配置された状態の透明中空繊維33の一例の概念図を示す。中空繊維内部で金属線または磁性繊維を自由に動かすことを可能にするため、金属線または磁性繊維32としては、その径が中空繊維33の内径よりも十分に小さいものを用いる。従って、中空繊維33のどちらか一方の端部の中空部に金属線または磁性繊維の先端を挿入したのち、機械的に押し込むなどの、従来公知の方法により、金属線または磁性繊維32を配置することができる。
なお、本発明においては、最初に透明中空繊維に配置された金属線または磁性繊維32を、レーザー光により切断してフィラメント12を作製しているため、本明細書においても便宜上「金属線」または「磁性繊維」と「フィラメント」という用語を使い分けているが、これらは長さが異なるだけであり、材質や物性などは本質的に同じものである。よって、以下において、フィラメント12の材質などに関する記述はすべて切断前の金属線または磁性繊維32においても同様に当てはまるものである。
【0014】
透明中空繊維13(透明中空繊維33とは長さが異なるだけであるため、以下の透明中空繊維13についての記述はすべて透明中空繊維33についても当てはまるものとする)としては、例えば、以下のようにして製造されたものを用いることができる。略同心円状の二層構造のポリマー繊維を溶融紡糸法などにより製造し、該繊維を延伸して外径50〜500μm程度の繊維を得る。このときに、内層は成形後に水洗や有機溶剤などで溶解する樹脂である。溶解によって内層の樹脂を取り除くことにより、透明中空繊維を得ることができる。あるいは、内層の溶解性樹脂の代わりに予め流体を導入しておけば、後から樹脂を取り除く必要がなくなり、より簡便に透明中空繊維を製造することが可能になる。この際導入する流体としては、空気や窒素ガスのような気体が好ましい。
【0015】
透明中空繊維13の材料としては、実質的に表示材料等が認識できる程度の透明性があればよい。透明性の観点から選択できる具体的な材料としては、ポリエステル系樹脂、ポリオレフィン系樹脂、アクリル系樹脂、ウレタン系樹脂、ポリスチレン系樹脂、アクリロニトリル−ブタジエン−スチレン系共重合体(ABS系樹脂)、フッ素系樹脂(例えば、4フッ化エチレン樹脂)、シリコーン系樹脂、ナイロン系樹脂、塩化ビニル系樹脂、セルロイド、アセチルセルロースなどを挙げることができる。
【0016】
透明中空繊維13は内径として30μmから490μm程度、外径として50μmから500μm程度のものが使用できる。内径30μm未満では、20μm径のフィラメントを送入するのが困難になる。一方、外径500μmを超えると、一般的な紙の厚みに比べ厚過ぎるようになり外観上好ましくないだけでなく、紙から剥離しやすくなる。また、中空繊維の肉厚が薄すぎる脆くなくなる。材料にもよるが一般に10μm以上の肉厚が好ましい。
【0017】
金属線を用いる場合、その材質は特に限定されないが、磁性体材料が好適に用いられ、特に比透磁率が10以上のものが好ましく用いられる。具体的には、ピアノ線やJIS規格におけるSUSなどのステンレス鋼線が好適に用いられるがこれに限定されるものではない。比透磁率が10以上の材料として、例えばマグネタイト、フェライトをはじめとする鉄、コバルト、ニッケルなどの強磁性を示す金属、あるいはこれらの元素を含む合金、または化合物(例えば酸化物など)を用いることができる。
また、磁性繊維を用いる場合は、磁性繊維として例えば以下のようなものを好適に用いることができる。すなわち、樹脂に磁性粉を練り込んで紡糸したもの、磁性粉を含むコーティング剤を繊維状樹脂にコーティングしたもの、バインダーを利用して磁性粉を繊維状樹脂に付着させたものなどであってもよい。このような磁性繊維は当業界において公知である。この場合、磁性体粉体としては、着磁により磁性を帯びるものであれば特に制限なく用いることができるが、強磁性体またはフェリ磁性体が好ましい。具体的には、マグネタイト、マグヘマイト、ヘマタイト、Mn−Znフェライト、Ni−Znフェライト、Ni−Cu−Znフェライト、Ni−Mgフェライト、Cu−Znフェライト、バリウムフェライト、ストロンチウムフェライト、Niフェライト、Liフェライト、Caフェライト等のフェライトの粉末、鉄・シリコン合金系磁性粉、サマリウム・コバルト合金系磁性粉、ネオジウム−鉄−ホウ素系磁性粉などの希土類磁性粉が挙げられる。用いられる磁性体粉体の粒子径は特に制限されることはないが、例えば平均粒子径が10μm以下、好ましくは5μm以下程度であればよい。磁性繊維体を形成する繊維としては、ポリエステル繊維、ナイロン(ポリアミド)繊維、ポリアクリロニトリル繊維、ポリプロピレン繊維、ポリエチレン繊維、ポリ塩化ビニル繊維などの合成繊維、木質繊維、木綿、麻繊維、竹、リンター、絹、羊毛などの天然繊維、レーヨンなどの再生セルロース繊維などの有機繊維、ロックファイバー、ガラス繊維、アルミナ繊維、SiC繊維などの無機繊維などが挙げられるが、これらに限定されるものではない。磁性粉を樹脂繊維に付着させるのに使用されるバインダーとしてはSi系、Ti系、Al系、Zr系などの有機金属化合物が挙げられ、中でもオルガノシランが経済的な観点から好ましい。
【0018】
前記金属線または磁性繊維32は、単線(モノフィラメント)であっても撚線(マルチフィラメント)であっても良いが、撚線が特に好ましく用いられる。撚線の場合、撚線の構成要素である単線の径は撚線そのものの径に比べると細い(例えば、撚線の径の半分以下)。よって、レーザー光で切断する際の断面積は、同じ径の単線に比べて小さくなるため、レーザー光での切断は撚線のほうが容易である。また、撚線は表面に凹凸を有するため、後述の方法で着色する際に樹脂や塗料が付着しやすいという利点もある。
金属線または磁性繊維32の径は、前記透明中空繊維の内径より小さいものが用いられる。具体的には、外径として20μmから300μm程度のものが使用できる。20μm未満では、オバートとして用いた時に人間の目に観察されないおそれがある。一方、300μmを超えると、中空繊維の中での移動がスムースでなくなり、磁石を近づけても動かなくなる可能性がある。
【0019】
また、偽造防止用紙などに使用された際の視認性を向上させるため、前記金属線または磁性繊維としては、着色材料や蛍光材料を表面に付着させたものが好適に用いられる。この場合、本発明の製造方法により、着色材料や蛍光材料により良好な視認性が付与されたフィラメントが透明中空繊維の内部に作製され、任意の色や蛍光色を有するフィラメントを透明中空繊維の内部で動かすことが可能であるため、良好な偽造防止効果を与える。
着色材料や蛍光材料を金属線または磁性繊維の表面に付着させる方法としては、特に限定されないが、例えば、着色材料や蛍光材料を混入した樹脂材料を溶融押出法などにより金属線表面に被覆する方法、着色材料や蛍光材料とバインダー樹脂を含む塗料を金属線または磁性繊維の表面に塗布する方法、着色材料や蛍光材料を真空蒸着やスパッタなどの方法により金属線または磁性繊維の表面に成膜する方法、などが挙げられる。
【0020】
前記着色材料としては、一般に市販されている着色顔料や染料を用いることができる。例としては、鉄黒、カーボンブラック、黄色酸化鉄、黄鉛、カドミウムイエロー、ファストイエロー、ジスアゾイエロー、モリブデートオレンジ、ピラゾロンオレンジ、べんがら、カドミウムレッド、レーキレッドC、ブリリアントカーミン6B、キナクリドンレッド、マンガンバイオレット、メチルバイオレット、ジオキサジンバイオレット、群青、紺青、コバルトブルー、ビクトリアブルーレーキ、フタロシアニンブルー、フタロシアニングリーン、クロムグリーン、ジンクグリーン酸化クロム、チオインジブ、ジオキサジン、不溶性アゾ顔料、溶性アゾ顔料等の各種顔料、インジゴ染料、アゾメチン染料、ジフェニルメタン染料、トリフェニルメタン染料、アントラキノン染料等の各種染料、がある。
前記蛍光材料としては、アクリルオレンジ、9−アミノアクリジン、キナクリン、アリルナフタレンスルホン酸類、アンスロイルオキシステアリン酸、オーラミンO、シアニン色素類、ダンシルクロリド誘導体類、ジフェニルヘキサトリエン、エオシン、ε−アデノシン、エチジウムブロマイド、フルオレセイン系化合物、フォーマイシン、スチルベンジスルホン酸系化合物、NBD−ホスファチジルコリン、オキソノール色素類、パリナリン酸類、ペリレン、ペリレン誘導体、N−フェニル−1−ナフチルアミン、ピレン、ピレン誘導体、サフラニンOなどの有機系の蛍光染料、あるいはそれらが会合した有機系の蛍光顔料、BaSi2O5:Pb、Sr2P2O7:Eu、BaMg2Al16O27:Eu、MgWO4、3Ca3(PO4)2・Ca(F,Cl)2:Sb,Mn、MgGa2O4:Mn、Zn2SiO4:Mn、(Ce,Tb)MgAl11O19、Y2SiO5:Ce,Tb、Y2O3:Eu、YVO4:Eu、(Sr,Mg,Ba)3(PO4)2:Sn、3.5MgO・5MgF2・GeO2:Mnなどの無機系の蛍光顔料が挙げられる。
【0021】
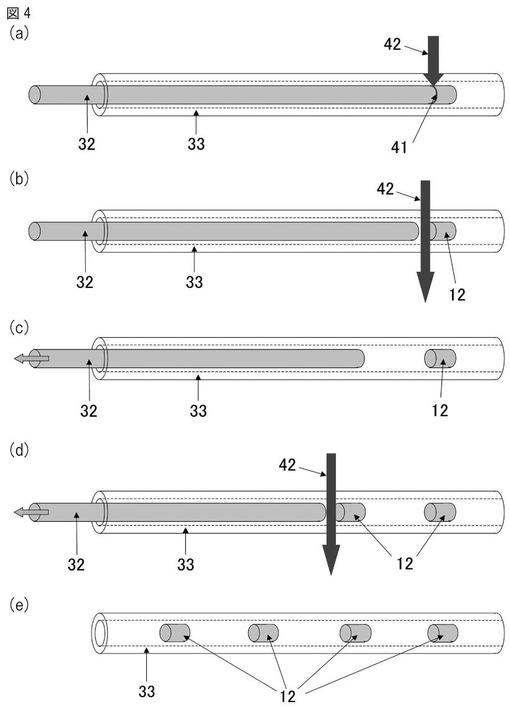
次に、透明中空繊維内部に配置された金属線または磁性繊維にレーザー光を照射して切断することにより、複数のフィラメントを連続的に作製していく工程を行う。図4a〜eに本工程の一例を模式的に示す。まず、図4aのように、透明中空繊維33の中空部の片末端に、一定の長さの空隙が作られた状態で、その部分の金属線または磁性繊維32の末端からフィラメントの長さ分だけ離れた部分41にレーザー光42を照射する。レーザー光42は、透明中空繊維33を傷つけることなく透明中空繊維33を透過し、金属線または磁性繊維32表面に達したところで熱源となり、金属線または磁性繊維32を溶融させる。その結果、中空繊維33の内部の金属線または磁性繊維32だけが選択的に任意の長さに切断され、図4bのようにフィラメント12が作製される。その後、図4cのように金属線または磁性繊維32を中空繊維の外側方向に引き出し、金属線または磁性繊維32の先端と上記で作製されたフィラメント12との間に任意の長さの空間を設けた後、再び上記と同様の方法でレーザー光42を照射してフィラメント12を作製する(図4d)。このような、レーザー光照射によるフィラメント作製工程と、金属線または磁性繊維の外側方向への引き出し操作を繰り返すことにより、図4eのように、中空繊維33内部に、任意の間隔を介して配置された複数個のフィラメント12を作製することができる。
【0022】
上記工程においては、金属線または磁性繊維上のレーザーを照射する位置、及び照射後に金属線または磁性繊維を外側方向に引き出す長さを任意に決めることにより、フィラメントの長さ、及び隣り合うフィラメント間の間隔をそれぞれ任意に設定することができる。フィラメントの長さは、1mmから30mmの範囲のものが好適に用いられる。フィラメントの長さが1mmより短いと、特にフィラメントの径が小さい場合において、視認しにくくなる。一方、フィラメントの長さが30mmを超えると、特に透明中空繊維が曲がっている場合に、透明中空繊維内部をフィラメントがスムースに移動できなくなることがある。
【0023】
隣り合うフィラメント間の間隔を一定の長さにして、隣り合うすべてのフィラメントの略中間部分に位置する透明中空繊維の部位を上述の方法で切断および封止することにより、フィラメントを内包した中空繊維ユニットが作製できる。その場合、中空繊維ユニット1個につきフィラメント1個が内包されたものとなり、中空繊維ユニットの長さは、前記の隣り合うフィラメント間の間隔によって決定される。その際、隣り合うフィラメント間の間隔、すなわち中空繊維ユニットの長さは、10mmから100mmの範囲のものが好適に用いられる。10mmより短いと、内包されるフィラメントの動ける長さが短くなり、フィラメントの動きが視認しづらくなる。100mmより長いと、偽造防止用紙に混入して用いる場合において、偽造防止用紙の製造工程で中空繊維が長すぎるためにパルプ中に均一に分散させることができず、偽造防止用紙の製造が困難になる場合がある。
【0024】
上記工程では、レーザー光が透明中空繊維を傷付けることなく透明中空繊維を透過し、金属線または磁性繊維を切断する必要がある。従って、レーザー光としては、透明中空繊維を傷つけることなく透過する波長のレーザー光が用いられ、具体的には近赤外領域にある波長、例えば800〜2500nm程度の波長のレーザー光が好適に用いられる。近赤外領域の波長のレーザー光の光源としては、イットリウム−アルミニウム−ガーネット結晶レーザー(以下、YAGレーザーと略記する)、イットリウム−四酸化バナジウム結晶レーザー(以下、YVO4レーザーと略記する)、リチウム−イットリウム−フッ化物結晶レーザー(以下、YLFレーザーと略記する)などの固体レーザー、希土類をドープしたファイバーレーザーおよび半導体レーザーなどが好適に用いられる。
【0025】
YAGレーザー、YVO4レーザー、YLFレーザーなどの固体レーザーは集光性が高く、ピークの高い短パルス発振が可能であるため、従来より加工用レーザー光源として広く用いられている。また近年、前記固体レーザーと発振方式が異なるが波長領域はほぼ同じである、希土類をドープしたファイバーレーザーが開発されている。これらは従来の固体レーザーよりも小型化、省エネルギー化されたという利点を有するため、加工用レーザー光源として広く使用されている。これらの各種固体レーザーおよびファイバーレーザーは、発振波長が透過性のある1.06μm付近であるため、透明中空繊維を透過する。そのため、透明中空繊維内部に配置された金属線または磁性繊維だけを任意に切断することができる。これらレーザーの出力は、切断する金属線や磁性材料の材質、直径など、様々な要因に依存し得るが、0.01〜100W程度の範囲で好ましく使用できる。
【0026】
半導体レーザーは、炭酸ガスレーザーやYAGレーザーほど集光性は高くないが、近年加工用に用いられるようになってきたレーザーであり、小型である、微細加工がし易い、発振器の構造がシンプルでメンテナンスが容易である等の利点を有している。一般的に、発振波長600nmから980nmまで、多様な波長の装置が市販されており、対象となる透明中空繊維や金属線または磁性繊維に適する波長が選択できる。また、半導体レーザーは、透明中空繊維を透過するため、中空繊維に配置された金属線または磁性繊維だけを任意に切断することができる。半導体レーザーの出力は、0.01〜100W程度の範囲で好ましく使用できる。
【0027】
本工程において、透明中空繊維内部に配置された金属線または磁性繊維にレーザー光を照射して切断し、フィラメントが作製される際に、レーザー光の熱エネルギーによってフィラメントが移動してしまい、所定の位置にとどまらず、中空繊維中の中空部を大きく移動してしまうか、もしくは中空繊維の外に弾き飛ばされてしまう可能性がある。この工程の目的は、図4eのように、中空繊維の中空部に、複数のフィラメントが一定間隔で配置された状態を作り出すことであるため、前記のようにフィラメントが移動してしまうことは好ましくない。したがって、必要に応じて、透明中空繊維の外側から強い磁力を印加して金属線または磁性繊維を中空繊維の内壁に吸いつけて固定する、あるいは透明中空繊維を傷つけない程度の力を外側から加えて金属線または磁性繊維を固定する、などの任意の方法により金属線または磁性繊維の先端部分を固定した状態でレーザー光を照射するという方法が好ましく用いられる。このように金属線または磁性繊維の先端部分が固定された状態でレーザー光照射を行い、フィラメントを作製することによって、フィラメントが中空部の所定の場所に配置された、図4eのような透明中空繊維を作ることができる。
【0028】
<(2)透明中空繊維の切断および封止により、透明中空繊維ユニットを作製する工程>
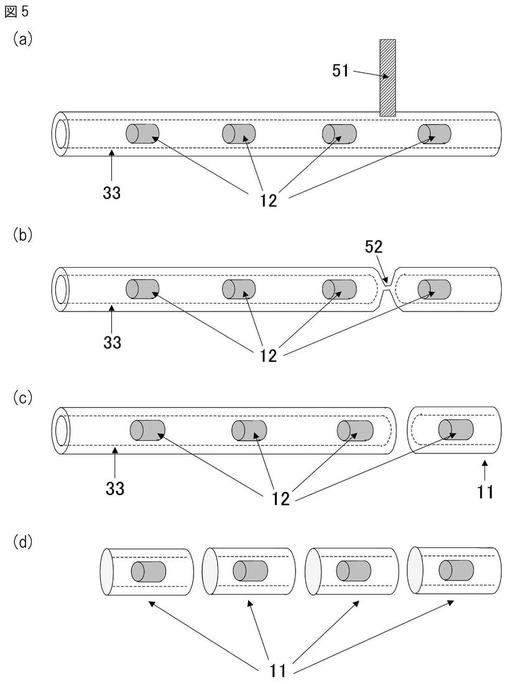
最後に、前記工程(1)により任意の間隔を介して配置された、隣り合うフィラメントの間のほぼ中間部分に位置する透明中空繊維の部位を切断及び封止する工程(2)を行うことにより、本発明の製造方法における目的物である、フィラメントを内包する透明中空繊維ユニットが製造される。図5a〜dは工程(2)の概念を示した図である。本工程により、フィラメント12を内包する透明中空繊維ユニット11を連続的に製造することができる。なお、図5a〜dでは、中空繊維ユニット1個につきフィラメント1個が内包された透明中空繊維ユニットを作製する場合について例示されている。製造された透明中空繊維ユニットは両末端が封止されているため、フィラメントが中空繊維内部から失われることが無く、透明中空繊維の内部でフィラメントを動かすことにより視認性を変化させるという、偽造防止用紙などに用いられた際の機能は長期にわたって保持される。
【0029】
工程(2)において、透明中空繊維の切断および封止を行う際の方法は、特に限定されるものではないが、例えば、中空繊維の該部位を熱で溶融させたのち、切断する方法が用いられる。図5aに示すように、隣り合うフィラメントの間のほぼ中間部分を、パルスヒーターやヒートシーラー(図5aの51)で熱溶融させる。印加する熱量と材料を適宜選択することで、熱溶融と同時に中空繊維が切断されることができ、その場合はその時点で切断と封止が同時に行えることとなる。つまり、加熱された部分が溶融された図5bの状態ですぐに熱により切断されて図5cの状態となる。あるいは、熱溶融した図5bの時点で切断までされない場合でも、熱溶融させた部位52を、カッターを用いた切断、あるいは炭酸ガスレーザー、半導体レーザーなどのレーザー光を用いた切断、などの任意の方法を用いて切断することができる。この場合も、切断された部分は封止されている。
また、前記のように該部位を溶融させてから切断する代わりに、先にカッターやレーザー光を用いて切断したのち、切断した中空繊維の端部を封止しても良い。封止方法としては、熱溶融による封止、接着剤による封止など任意の方法が用いられる。
このようにして、透明中空繊維の切断及び封止を行い、これを隣り合うフィラメント間のすべての中間部分について行えば、図5dのように、本発明における目的物である、フィラメント12を内包した透明中空繊維ユニット11を連続的に製造することができる。
【0030】
本発明の製造方法において、最初に1本の透明中空繊維の中空部に金属線または磁性繊維を配置させたものを用意し、工程(1)および(2)を行うことによりフィラメントを内包する透明中空繊維ユニットを連続的に製造することができる。また、生産性をより高めるために、中空部に金属線または磁性繊維を配置させた透明中空繊維を複数本平行に並べて配置し、並べた複数本の中空繊維について同時に工程(1)および(2)を行うことによっても、フィラメントを内包する透明中空繊維ユニットを連続的に大量製造することができる。
また、中空繊維ユニット1個あたりに内包されるフィラメントの数は1個に限らず、2個以上にすることもできる。その場合は、前記工程(1)において、レーザー照射及びフィラメントの引き出し操作の際に、フィラメントの長さやフィラメント間の間隔を適宜設定し、前記工程(2)において、中空繊維ユニット1個について複数のフィラメントが内包されるように、中空繊維の切断および封止を行うことにより、複数のフィラメントが内包された中空繊維ユニットを製造することができる。
【0031】
本発明の製造方法によって製造された、フィラメントを内包する透明中空繊維ユニットを紙に混入することにより、偽造防止用紙として用いることができる。本発明に係る透明中空繊維ユニットを混入した偽造防止用紙の抄紙方法は特に限定されるものではなく、例えば通常の植物繊維紙の製造に用いられる方法であってよく、原料濃度を0.01〜5%、好ましくは0.02〜2%の水希釈原料で十分に膨潤させた繊維をよく混練し、スダレ・網目状のワイヤーなどに流して並べて搾水後、加温により水分を蒸発させて作ることができる。抄紙後は必要に応じて、クリヤ塗工、ラミネート処理、抄合せなどの処理を施してもよい。このような偽造防止用紙は、透明中空繊維ユニットに内包された磁性フィラメントの存在により、特別な器具を用いなくとも目視により真偽判定するものである。フィラメントは、点ではなく線として動くので、視認性向上の効果も高い。また透明中空繊維ユニットに内包された磁性フィラメントの存在により、磁気センサーを用いて真贋判定を行うことも可能である。したがって、このような偽造防止用紙によれば、高度で確実な偽造防止手段を提供できる。
【実施例】
【0032】
以下、本発明を実施例により説明するが、本発明は、これら実施例に限定されるものではない。なお実施例中の「%」は、特に断らない限り、「質量%」を意味する。
【0033】
<蛍光物質の合成>
酸化亜鉛(東京化成試薬、特級)0.4g、一酸化マンガン(東京化成試薬、特級)0.004gを100mlビーカーに入れ、蒸留水約10mL添加した。次に濃硝酸(関東化学試薬、特級)1mLを添加し攪拌し、酸化物を溶解させた。別のビーカーに水ガラス(関東化学試薬、特級)20mLとり、そこに、先ほど亜鉛とマンガンを溶解させた硝酸塩水溶液を添加した。生成した沈殿を吸引ろ過し、沈殿物を105℃で15分間乾燥させた。乾燥した沈殿物を、今度は磁性るつぼに移し、800℃の電気炉で約1時間加熱した。1時間経過した後、電気炉から磁性るつぼを取り出し、温度が室温に下がるまで放置した。こうして、365nmの励起光によって、緑色に発光する蛍光物質(Zn2SiO4:Mn)を得た。
【0034】
実施例1
<蛍光物質を表面に付着させた、磁性体からなる金属線の作製>
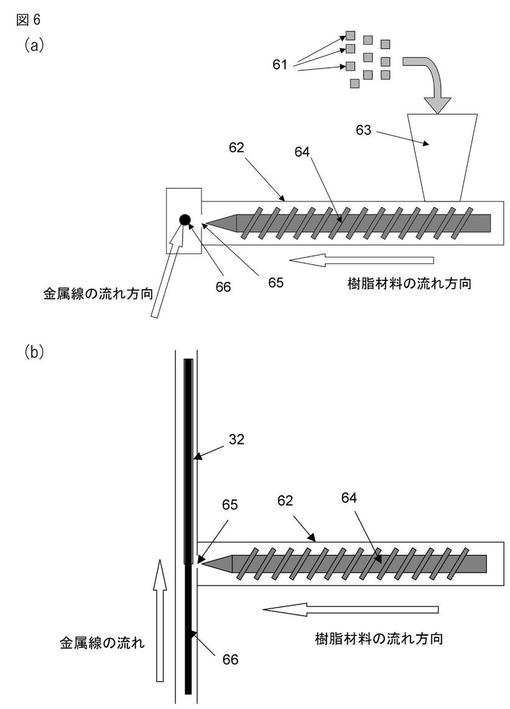
PFA樹脂(四フッ化エチレン−パーフルオロアルコキシエチレン共重合体)のペレット100質量部に対して、上記の蛍光物質の合成で作製した蛍光物質を0.1質量部混合し、物理的に均一になるまで攪拌した。この樹脂を次に示す溶融押出法により金属線に被覆した。なお、図6aはここで用いた溶融押出機を横から見た図、図6bは上から見た図である。前記樹脂混合物61を図6aの溶融押出機62のホッパー63から投入し、押出温度250℃で押し出した。押し出された樹脂は、一定速度で流れている金属線66と接触し、冷却されながら均一に金属線66を被覆した。このようにして、蛍光物質を含む樹脂により均一に被覆された金属線32を得ることができた。なお金属線には、冷間加工処理を施した径15μmのJIS規格SUS301のステンレスワイヤ7本を撚り合わせた、径50μmの撚線を使用し、被覆後の径は60μmであった。この金属線の比透磁率は14.0であった。
【0035】
<透明中空繊維の作製>
溶融押出成型機を用い、ノズルの中心部のガス吐出孔から窒素ガスを流しつつ、該中心部の周りのノズルから、ポリカーボネート樹脂を押し出した。押出機温度は250℃にし、窒素ガスをほぼ大気圧に保った。溶融したカーボネート樹脂の押出し速度は0.15kg/hrであった。押出機出口の溶融繊維を引き伸ばし、外径180μm、内径100μmの透明中空繊維を得た。
【0036】
<透明中空繊維の中空部における、複数のフィラメントの作製>
前記透明中空繊維を長さ50cmに切断したものに、上記で作製した、蛍光物質を表面に付着させた金属線を挿入し、図3のような状態にした。次に、金属線を図3において左方向に少し引き出し、透明中空繊維の中空部の片末端に、長さ30mmの空隙を設けた。その部分の金属線末端から5mm離れた部分(図4aの41)にレーザー光42を照射した。なお、レーザー光源にはYbファイバーレーザー加工装置(SUNX社製LP−F10)を用い、波長1060nmの連続波を10Wの出力で400ms照射した。これにより図4bのように、レーザー光が透明中空繊維を傷つけることなく金属線32を切断し、長さ5mmのフィラメント12が作製された。その後、図4cのように金属線32を再び左側方向に30mm引き出し、金属線先端と前記で作製されたフィラメント12との間に空間を設けた後、再び上記と同様の方法でレーザー光42を照射してフィラメント12を作製した。このような、レーザー光照射によるフィラメント作製工程と、金属線の引き出し操作を繰り返すことにより、図4eのように、中空繊維内部に、一定間隔を介して配置された複数個のフィラメントを作製することができた。
【0037】
<透明中空繊維の切断および封止による、透明中空繊維ユニットの作製>
図5aに示すように、前記で中空繊維33の内部に製造された隣り合う各フィラメント12の間の中間地点に相当する中空繊維33の部位を、順番にパルスヒーター51(パルスヒートPHU−IN30、日本アビオニクス社製)によって熱溶融させた。中空繊維は熱溶融と同時に切断され、図5cの状態となり、切断された中空繊維の端部は熱融着のため封止されていた。この操作を繰り返して、図5dのように、フィラメントを内包する透明中空繊維ユニット11が、それぞれの両末端が封止された状態で作製できた。各透明中空繊維ユニットの長さは30mmであった。
【0038】
<偽造防止用紙の作製>
用紙の原料としては、水中で濃度が0.5%の針葉樹クラフトパルプ(叩解度:430ccCSF)に紙力増強剤(商品名:AF−255、荒川化学工業製)を絶乾パルプ当り0.1%添加した紙料を用いた。この紙料に、前記で作製された透明中空繊維ユニットを混入し、実験用手すきマシンで坪量70g/m2の紙を抄紙した。乾燥は回転式ドライヤーを使用し90℃で行った。透明中空繊維ユニットが紙の前面に一様に分散し、該透明中空繊維ユニットが容易には剥離しない偽造防止用紙を得た。本偽造防止用紙の紙厚は135μmであった。
【0039】
<偽造防止の効果>
前記で作製された偽造防止用紙に波長365nmのブラックライトを当てながら観察したところ、磁石を近づけた部分では、透明中空繊維ユニット内でフィラメントの移動が目視観察できた。よって、目視観察による真贋判定が行えるという偽造防止用紙としての機能が確認できた。
一方、磁気センサー(商品名:ST008型、日本シーディーアール製)のヘッドを本偽造防止用紙表面に当てながら左右にスライドさせた際、ヘッドが透明中空繊維ユニットに近づいた時に、磁気センサーが磁性フィラメントに反応しピーという音が発生した。よって、機械検知により真贋判定が行えるという、偽造防止用紙としての効果も確認した。
【0040】
実施例2
<カーボンブラックを表面に付着させた、磁性体からなる金属線の作製>
冷間加工処理を施した径40μmのJIS規格SUS304のステンレスワイヤの表面に、カーボン蒸着機SVC−700TURBO−TM(サンユー電子(株)製)を用いてカーボンブラックを均一に蒸着した。この金属線の比透磁率は14.0であった。
【0041】
金属線の作製方法において、前記方法を用いてカーボンブラックを表面に付着させた金属線を作製した以外は、実施例1と全く同様に偽造防止用紙を作製した。
【0042】
<偽造防止の効果>
磁石を近づけた部分では、透明中空繊維ユニット内で黒色のフィラメントの移動が目視観察できたことから、目視観察による真贋判定が行えるという偽造防止用紙としての機能が確認できた。
一方、磁気センサー(商品名:ST008型、日本シーディーアール製)のヘッドを本偽造防止用紙表面に当てながら左右にスライドさせた際、ヘッドが透明中空繊維ユニットに近づいた時に、磁気センサーが磁性フィラメントに反応しピーという音が発生した。よって、機械検知により真贋判定が行えるという、偽造防止用紙としての効果も確認した。
【0043】
実施例3
透明中空繊維の作製方法において、ポリカーボネート樹脂の代わりにPFA樹脂(四フッ化エチレン−パーフルオロアルコキシエチレン共重合体)を用いた以外は、実施例1と同様にして、中空部に一定間隔を介して配置された複数のフィラメントを有する透明中空繊維を作製した。
【0044】
<透明中空繊維の切断および封止による、透明中空繊維ユニットの作製>
図5aに示すように、前記で中空繊維33の内部に製造された隣り合う各フィラメント12の間の中間地点に相当する中空繊維33の部位を、順番にパルスヒーター51によって熱溶融させた。パルスヒーターを当てた各部分52は、内部が熱融着されて封止された状態となった。その各部分に、炭酸ガスレーザーを照射し、該部分の切断を行った。なお、レーザー光源にはCO2レーザマーカ(キーエンス社製ML−G9300)を用い、波長10.6μmの連続波を30Wの出力で40ms照射した。このようにして、図5dのように、フィラメントを内包する透明中空繊維ユニットが、それぞれの両末端が封止された状態で作製できた。各透明中空繊維ユニットの長さは30mmであった。
作製した透明中空繊維ユニットを用い、実施例1と同様にして偽造防止用紙を作製した。
【0045】
実施例4
実施例1と同様にして作製された金属線と透明中空繊維を用い、次の方法で透明中空繊維の内部において複数のフィラメントを作製した。
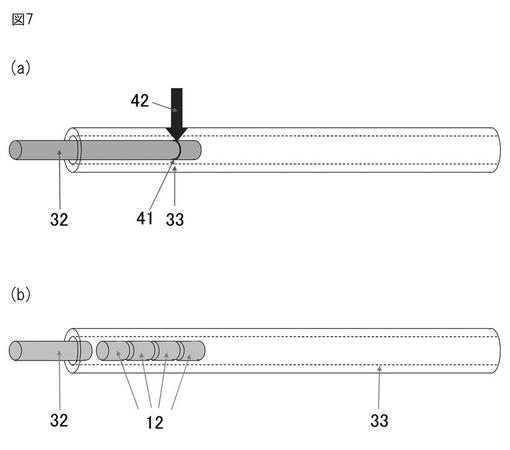
前記透明中空繊維を長さ50cmに切断したものに、上記で作製した、蛍光物質を表面に付着させた金属線を挿入し、図3のような状態にした。次に、金属線を図3において左方向に少し引き出し、透明中空繊維の中空部の片末端に、十分な長さ、例えば20cmの空隙を設けた。その部分の金属線末端から5mm離れた部分(図7aの41)にレーザー光42を照射した。なお、レーザー光源にはYbファイバーレーザー加工装置(SUNX社製LP−F10)を用い、波長1060nmの連続波を10Wの出力で400ms照射した。これにより図4bのように、レーザー光が透明中空繊維を傷つけることなく金属線32を切断し、長さ5mmのフィラメント12が作製された。この金属線へのレーザー照射を、照射部位を5mmずつずらしながら繰り返していくことにより、図7bのように複数のフィラメントを作製した。その後、作製された各フィラメントに、中空繊維の外側から磁石を近づけて、各フィラメントを動かすことにより、図4eのように、中空繊維内部に、一定間隔を介して複数個のフィラメントを配置させた。
これ以降は、実施例1と同様の方法で偽造防止用紙を作製した。
【0046】
<偽造防止の効果>
前記で作製された偽造防止用紙に波長365nmのブラックライトを当てながら観察したところ、磁石を近づけた部分では、透明中空繊維ユニット内でフィラメントの移動が目視観察できた。よって、目視観察による真贋判定が行えるという偽造防止用紙としての機能が確認できた。
一方、磁気センサー(商品名:ST008型、日本シーディーアール製)のヘッドを本偽造防止用紙表面に当てながら左右にスライドさせた際、ヘッドが透明中空繊維ユニットに近づいた時に、磁気センサーが磁性フィラメントに反応しピーという音が発生した。よって、機械検知により真贋判定が行えるという、偽造防止用紙としての効果も確認した。
【産業上の利用可能性】
【0047】
本発明の製造方法により、フィラメントを内包する透明中空繊維ユニットを簡便な方法で連続的に製造することができる。製造された透明中空繊維ユニットを紙に混入することにより、偽造防止用紙として利用することができる。このような偽造防止用紙は、磁性フィラメントの移動という偽造防止手段と、磁性センサーへの応答という偽造防止手段とを組合せたものであり、複数の偽造防止対策を施した点で偽造防止効果が高く、よって産業上の利用価値が高い。
【図面の簡単な説明】
【0048】
【図1】本発明の製造方法で製造された、フィラメントを内包する透明中空繊維ユニットの概念図。
【図2】透明中空繊維ユニットを混入した偽造防止用紙の概念図。
【図3】本発明の製造方法における、中空部に金属線または磁性繊維を配置した状態の透明中空繊維。
【図4】本発明の製造方法における、透明中空繊維内部に複数のフィラメントを一定間隔を介して作製していく工程の概念図。
【図5】本発明の製造方法における、透明中空繊維の切断および封止により、透明中空繊維ユニットを作製する工程の概念図。
【図6】溶融押出機を横から見た概念図(a)及び上から見た概念図(b)。
【図7】本発明の実施例4における、透明中空繊維内部に複数のフィラメントを一定間隔を介して作製していく工程の概念図。
【符号の説明】
【0049】
11 透明中空繊維ユニット
12 磁性体からなるフィラメント
13 透明中空繊維
21 透明中空繊維ユニットを混入した偽造防止用紙
32 (着色材料や蛍光材料を表面に付着させた)金属線または磁性繊維
33 透明中空繊維
41 金属線または磁性繊維において、レーザー光が照射された部位
42 レーザー光
51 パルスヒーターやヒートシーラーなどの熱溶融に用いる器具
52 透明中空繊維の、熱溶融された部位
61 樹脂材料
62 溶融押出機
63 ホッパー
64 スクリュー
65 スリット
66 金属線または磁性繊維
【技術分野】
【0001】
本発明は、偽造防止用紙などの構成要素として用いられる、フィラメントを内包する透明中空繊維ユニット及びその製造方法、それを混入させた紙、並びにそれを混入させた偽造防止用紙に関する。
【背景技術】
【0002】
近年、コンピュータ、スキャナー、プリンター、電子複写機などの高性能化や廉価化によって、紙幣、株券、債券、商品券、宝くじ等の紙からなる有価証券類を比較的容易に偽造することが可能になり、プロの偽造集団ではない素人による偽造が増えている。したがって、これまで用いられてきた、マイクロ文字、隠し文字、地紋印刷、蛍光印刷などの印刷による偽造防止技術を施した有価証券類についても、精巧な偽造品が出回っている。こうした背景から、印刷によってではなく、抄紙工程において紙そのものに偽造防止処理が施されている偽造防止紙のニーズは、ますます増加している。
【0003】
また上記の背景から、一般の人々が偽造紙幣などに接する機会が増えており、紙幣等の真贋判定を彼ら自身が行わなければならなくなってきている。このような現状においては、誰にでも容易に、また確実に真贋判定が行えるような偽造防止技術に対する重要性が増している。紙そのものに施されており、容易に判定できる偽造防止技術としては黒透かしや白透かしといった透かし技術が広く使用されている。しかし、精巧な印刷技術による偽造品に対し、黒透かしや白透かしでは環境条件によっては真贋判定が正確に行えないことがあり、偽造された有価証券が使用されてしまうという問題があった。よって、透かしに代わる偽造防止の手段として、紙に特殊な機能を有する物質を混入することにより、特殊な視認的特性が付与された偽造防止用紙へのニーズが高まっており、これまでにいくつか提案されている。たとえば特許文献1〜3参照。
【0004】
【特許文献1】特開平5−98599号公報
【特許文献2】特開平8−144195号公報
【特許文献3】特開平11−93096号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
紙に特殊な機能を有する物質を混入することにより、特殊な視認的特性が付与された偽造防止用紙として本発明者らは、磁性体からなるフィラメントを内包する透明中空繊維ユニットを混入した偽造防止用紙を提案している(特願2007−006608号)。そして、本発明の目的は、偽造防止用紙などに使用された際に長期にわたって高い偽造防止効果を有する、磁性体からなるフィラメントを内包する透明中空繊維ユニットの製造において、レーザー光を用いた簡便な製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明は、透明中空繊維内部に配置された金属線または磁性繊維を、波長が近赤外領域にあるレーザー光を照射して切断するという技術を利用して、フィラメントが内包された透明中空繊維ユニットを簡便に製造する方法を提供するものである。すなわち、本発明は以下の(1)〜(8)の構成を含む。
【0007】
(1)透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することにより複数のフィラメントを作製し、作製された各フィラメントを中空繊維の中空部において移動させ、各フィラメントの両側に十分な空隙を設け、設けられた空隙部に位置する透明中空繊維の部位を封止および切断する工程を有することを特徴とする、フィラメントを内包する透明中空繊維ユニットの製造方法。
(2)透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することによりフィラメントを作製した後、該金属線または磁性繊維を移動させて、該金属線または磁性繊維の末端と作製されたフィラメントとの間に十分な間隔を設け、再びレーザー光を照射してフィラメントを作製するという操作を繰り返し行うことにより、該透明中空繊維の中空部に一定間隔を介して配置された、複数のフィラメントを作製する工程と、前記工程で作製された、任意の隣り合うフィラメント間の略中間部分に位置する透明中空繊維の部位を切断および封止する工程とを有することを特徴とする、(1)に記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
(3)前記レーザー光の波長が近赤外領域にあることを特徴とする、(1)または(2)に記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
(4)前記レーザー光の光源として、イットリウム−アルミニウム−ガーネット結晶レーザー、イットリウム−四酸化バナジウム結晶レーザー、リチウム−イットリウム−フッ化物結晶レーザー、希土類ドープファイバーレーザー、および半導体レーザーより選ばれる1種のレーザーを用いることを特徴とする、(1)〜(3)のいずれかに記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
(5)前記金属線または磁性繊維として撚線を用いることを特徴とする、(1)〜(4)のいずれかに記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
(6)(1)〜(5)のいずれかに記載の方法により製造された、フィラメントを内包する透明中空繊維ユニット。
(7)(6)に記載のフィラメントを内包する透明中空繊維ユニットの少なくとも一本を混入したことを特徴とする紙。
(8)(6)に記載のフィラメントを内包する透明中空繊維ユニットの少なくとも一本を混入したことを特徴とする偽造防止用紙。
【発明の効果】
【0008】
本発明により、偽造防止用紙などに使用された際に長期にわたって高い偽造防止効果を有する、磁性体からなるフィラメントを内包する透明中空繊維ユニットを簡便に、かつ効率良く製造することができる。レーザー光照射という簡便な方法を用いるため、連続的に大量生産を行うことも可能となり、偽造防止用紙などの製造に用いるために十分な量の透明中空繊維ユニットを提供することができる。
【発明を実施するための最良の形態】
【0009】
以下、本発明について詳しく説明する。
本発明の製造方法は、フィラメントを内包する透明中空繊維ユニットを製造する方法である。本発明の透明中空繊維ユニットの一例の概念図を図1に示す。透明中空繊維ユニット11は、フィラメント12と透明中空繊維13からなる。図1では、これに限定されるものではないが、フィラメント12として表面に蛍光材料が付着したフィラメントが例示されている。
【0010】
また、本発明の透明中空繊維ユニット11を混入した偽造防止用紙20の一例の概念図を図2に示す。フィラメントに蛍光材料が付着されていることから、偽造防止用紙などに用いられた場合、ブラックライトなどの紫外線照射下で容易に表示材料として視認することが可能であり、目視により容易に真贋判定が行える偽造防止用紙として用いることができる。さらに、フィラメント12として磁性を有するフィラメントを用いた場合、磁石を近づけることにより蛍光色のフィラメントが移動するという独特の視認的効果もある。磁性を有するフィラメントの場合には、磁気センサーなどに検知される記録材料として働き、機械検知により真贋判定が行える偽造防止用紙としても利用可能である。
【0011】
本発明の透明中空繊維ユニットは前記のように紙に混入して使用されるため、紙の厚みと同程度以下の径を持つものであり、その内径は非常に小さい(例えば、1mm以下)。よって、フィラメントを中空繊維の中空部に挿入することにより、フィラメントを内包する透明中空繊維ユニットを工業的に製造することは一般に非常に困難である。本発明は、レーザー光照射を利用し、透明中空繊維の中空部の内部でフィラメントを作製していくことにより、フィラメントを内包する透明中空繊維ユニットを工業的に製造する方法を提供するものである。
【0012】
本発明の製造方法では、中空部に金属線または磁性繊維が配置された透明中空繊維において、該金属線または磁性繊維に中空繊維の外部からレーザー光を照射して切断することにより、透明中空繊維の中空部に複数のフィラメントを作製する工程を有することを特徴とする。中空繊維内部に作製された各フィラメントを、任意の間隔を介して配置させた後、フィラメント間の空隙部に位置する中空繊維の部位を封止および切断することにより、フィラメントを内包する透明中空繊維ユニットが製造される。以下に、本発明の製造方法の一例を具体的に説明する。
【0013】
<(1)中空繊維内部に複数のフィラメントを一定間隔を介して作製していく工程>
本発明によって製造される、フィラメントを内包する透明中空繊維においては、前述の偽造防止用紙における効果を発現させるため、透明中空繊維内部でフィラメントを動かすことが可能である必要がある。よって、本発明の製造法の予備段階として、透明中空繊維の中空部に金属線または磁性繊維を配置する工程を最初に行う必要がある。図3に、金属線または磁性繊維32が配置された状態の透明中空繊維33の一例の概念図を示す。中空繊維内部で金属線または磁性繊維を自由に動かすことを可能にするため、金属線または磁性繊維32としては、その径が中空繊維33の内径よりも十分に小さいものを用いる。従って、中空繊維33のどちらか一方の端部の中空部に金属線または磁性繊維の先端を挿入したのち、機械的に押し込むなどの、従来公知の方法により、金属線または磁性繊維32を配置することができる。
なお、本発明においては、最初に透明中空繊維に配置された金属線または磁性繊維32を、レーザー光により切断してフィラメント12を作製しているため、本明細書においても便宜上「金属線」または「磁性繊維」と「フィラメント」という用語を使い分けているが、これらは長さが異なるだけであり、材質や物性などは本質的に同じものである。よって、以下において、フィラメント12の材質などに関する記述はすべて切断前の金属線または磁性繊維32においても同様に当てはまるものである。
【0014】
透明中空繊維13(透明中空繊維33とは長さが異なるだけであるため、以下の透明中空繊維13についての記述はすべて透明中空繊維33についても当てはまるものとする)としては、例えば、以下のようにして製造されたものを用いることができる。略同心円状の二層構造のポリマー繊維を溶融紡糸法などにより製造し、該繊維を延伸して外径50〜500μm程度の繊維を得る。このときに、内層は成形後に水洗や有機溶剤などで溶解する樹脂である。溶解によって内層の樹脂を取り除くことにより、透明中空繊維を得ることができる。あるいは、内層の溶解性樹脂の代わりに予め流体を導入しておけば、後から樹脂を取り除く必要がなくなり、より簡便に透明中空繊維を製造することが可能になる。この際導入する流体としては、空気や窒素ガスのような気体が好ましい。
【0015】
透明中空繊維13の材料としては、実質的に表示材料等が認識できる程度の透明性があればよい。透明性の観点から選択できる具体的な材料としては、ポリエステル系樹脂、ポリオレフィン系樹脂、アクリル系樹脂、ウレタン系樹脂、ポリスチレン系樹脂、アクリロニトリル−ブタジエン−スチレン系共重合体(ABS系樹脂)、フッ素系樹脂(例えば、4フッ化エチレン樹脂)、シリコーン系樹脂、ナイロン系樹脂、塩化ビニル系樹脂、セルロイド、アセチルセルロースなどを挙げることができる。
【0016】
透明中空繊維13は内径として30μmから490μm程度、外径として50μmから500μm程度のものが使用できる。内径30μm未満では、20μm径のフィラメントを送入するのが困難になる。一方、外径500μmを超えると、一般的な紙の厚みに比べ厚過ぎるようになり外観上好ましくないだけでなく、紙から剥離しやすくなる。また、中空繊維の肉厚が薄すぎる脆くなくなる。材料にもよるが一般に10μm以上の肉厚が好ましい。
【0017】
金属線を用いる場合、その材質は特に限定されないが、磁性体材料が好適に用いられ、特に比透磁率が10以上のものが好ましく用いられる。具体的には、ピアノ線やJIS規格におけるSUSなどのステンレス鋼線が好適に用いられるがこれに限定されるものではない。比透磁率が10以上の材料として、例えばマグネタイト、フェライトをはじめとする鉄、コバルト、ニッケルなどの強磁性を示す金属、あるいはこれらの元素を含む合金、または化合物(例えば酸化物など)を用いることができる。
また、磁性繊維を用いる場合は、磁性繊維として例えば以下のようなものを好適に用いることができる。すなわち、樹脂に磁性粉を練り込んで紡糸したもの、磁性粉を含むコーティング剤を繊維状樹脂にコーティングしたもの、バインダーを利用して磁性粉を繊維状樹脂に付着させたものなどであってもよい。このような磁性繊維は当業界において公知である。この場合、磁性体粉体としては、着磁により磁性を帯びるものであれば特に制限なく用いることができるが、強磁性体またはフェリ磁性体が好ましい。具体的には、マグネタイト、マグヘマイト、ヘマタイト、Mn−Znフェライト、Ni−Znフェライト、Ni−Cu−Znフェライト、Ni−Mgフェライト、Cu−Znフェライト、バリウムフェライト、ストロンチウムフェライト、Niフェライト、Liフェライト、Caフェライト等のフェライトの粉末、鉄・シリコン合金系磁性粉、サマリウム・コバルト合金系磁性粉、ネオジウム−鉄−ホウ素系磁性粉などの希土類磁性粉が挙げられる。用いられる磁性体粉体の粒子径は特に制限されることはないが、例えば平均粒子径が10μm以下、好ましくは5μm以下程度であればよい。磁性繊維体を形成する繊維としては、ポリエステル繊維、ナイロン(ポリアミド)繊維、ポリアクリロニトリル繊維、ポリプロピレン繊維、ポリエチレン繊維、ポリ塩化ビニル繊維などの合成繊維、木質繊維、木綿、麻繊維、竹、リンター、絹、羊毛などの天然繊維、レーヨンなどの再生セルロース繊維などの有機繊維、ロックファイバー、ガラス繊維、アルミナ繊維、SiC繊維などの無機繊維などが挙げられるが、これらに限定されるものではない。磁性粉を樹脂繊維に付着させるのに使用されるバインダーとしてはSi系、Ti系、Al系、Zr系などの有機金属化合物が挙げられ、中でもオルガノシランが経済的な観点から好ましい。
【0018】
前記金属線または磁性繊維32は、単線(モノフィラメント)であっても撚線(マルチフィラメント)であっても良いが、撚線が特に好ましく用いられる。撚線の場合、撚線の構成要素である単線の径は撚線そのものの径に比べると細い(例えば、撚線の径の半分以下)。よって、レーザー光で切断する際の断面積は、同じ径の単線に比べて小さくなるため、レーザー光での切断は撚線のほうが容易である。また、撚線は表面に凹凸を有するため、後述の方法で着色する際に樹脂や塗料が付着しやすいという利点もある。
金属線または磁性繊維32の径は、前記透明中空繊維の内径より小さいものが用いられる。具体的には、外径として20μmから300μm程度のものが使用できる。20μm未満では、オバートとして用いた時に人間の目に観察されないおそれがある。一方、300μmを超えると、中空繊維の中での移動がスムースでなくなり、磁石を近づけても動かなくなる可能性がある。
【0019】
また、偽造防止用紙などに使用された際の視認性を向上させるため、前記金属線または磁性繊維としては、着色材料や蛍光材料を表面に付着させたものが好適に用いられる。この場合、本発明の製造方法により、着色材料や蛍光材料により良好な視認性が付与されたフィラメントが透明中空繊維の内部に作製され、任意の色や蛍光色を有するフィラメントを透明中空繊維の内部で動かすことが可能であるため、良好な偽造防止効果を与える。
着色材料や蛍光材料を金属線または磁性繊維の表面に付着させる方法としては、特に限定されないが、例えば、着色材料や蛍光材料を混入した樹脂材料を溶融押出法などにより金属線表面に被覆する方法、着色材料や蛍光材料とバインダー樹脂を含む塗料を金属線または磁性繊維の表面に塗布する方法、着色材料や蛍光材料を真空蒸着やスパッタなどの方法により金属線または磁性繊維の表面に成膜する方法、などが挙げられる。
【0020】
前記着色材料としては、一般に市販されている着色顔料や染料を用いることができる。例としては、鉄黒、カーボンブラック、黄色酸化鉄、黄鉛、カドミウムイエロー、ファストイエロー、ジスアゾイエロー、モリブデートオレンジ、ピラゾロンオレンジ、べんがら、カドミウムレッド、レーキレッドC、ブリリアントカーミン6B、キナクリドンレッド、マンガンバイオレット、メチルバイオレット、ジオキサジンバイオレット、群青、紺青、コバルトブルー、ビクトリアブルーレーキ、フタロシアニンブルー、フタロシアニングリーン、クロムグリーン、ジンクグリーン酸化クロム、チオインジブ、ジオキサジン、不溶性アゾ顔料、溶性アゾ顔料等の各種顔料、インジゴ染料、アゾメチン染料、ジフェニルメタン染料、トリフェニルメタン染料、アントラキノン染料等の各種染料、がある。
前記蛍光材料としては、アクリルオレンジ、9−アミノアクリジン、キナクリン、アリルナフタレンスルホン酸類、アンスロイルオキシステアリン酸、オーラミンO、シアニン色素類、ダンシルクロリド誘導体類、ジフェニルヘキサトリエン、エオシン、ε−アデノシン、エチジウムブロマイド、フルオレセイン系化合物、フォーマイシン、スチルベンジスルホン酸系化合物、NBD−ホスファチジルコリン、オキソノール色素類、パリナリン酸類、ペリレン、ペリレン誘導体、N−フェニル−1−ナフチルアミン、ピレン、ピレン誘導体、サフラニンOなどの有機系の蛍光染料、あるいはそれらが会合した有機系の蛍光顔料、BaSi2O5:Pb、Sr2P2O7:Eu、BaMg2Al16O27:Eu、MgWO4、3Ca3(PO4)2・Ca(F,Cl)2:Sb,Mn、MgGa2O4:Mn、Zn2SiO4:Mn、(Ce,Tb)MgAl11O19、Y2SiO5:Ce,Tb、Y2O3:Eu、YVO4:Eu、(Sr,Mg,Ba)3(PO4)2:Sn、3.5MgO・5MgF2・GeO2:Mnなどの無機系の蛍光顔料が挙げられる。
【0021】
次に、透明中空繊維内部に配置された金属線または磁性繊維にレーザー光を照射して切断することにより、複数のフィラメントを連続的に作製していく工程を行う。図4a〜eに本工程の一例を模式的に示す。まず、図4aのように、透明中空繊維33の中空部の片末端に、一定の長さの空隙が作られた状態で、その部分の金属線または磁性繊維32の末端からフィラメントの長さ分だけ離れた部分41にレーザー光42を照射する。レーザー光42は、透明中空繊維33を傷つけることなく透明中空繊維33を透過し、金属線または磁性繊維32表面に達したところで熱源となり、金属線または磁性繊維32を溶融させる。その結果、中空繊維33の内部の金属線または磁性繊維32だけが選択的に任意の長さに切断され、図4bのようにフィラメント12が作製される。その後、図4cのように金属線または磁性繊維32を中空繊維の外側方向に引き出し、金属線または磁性繊維32の先端と上記で作製されたフィラメント12との間に任意の長さの空間を設けた後、再び上記と同様の方法でレーザー光42を照射してフィラメント12を作製する(図4d)。このような、レーザー光照射によるフィラメント作製工程と、金属線または磁性繊維の外側方向への引き出し操作を繰り返すことにより、図4eのように、中空繊維33内部に、任意の間隔を介して配置された複数個のフィラメント12を作製することができる。
【0022】
上記工程においては、金属線または磁性繊維上のレーザーを照射する位置、及び照射後に金属線または磁性繊維を外側方向に引き出す長さを任意に決めることにより、フィラメントの長さ、及び隣り合うフィラメント間の間隔をそれぞれ任意に設定することができる。フィラメントの長さは、1mmから30mmの範囲のものが好適に用いられる。フィラメントの長さが1mmより短いと、特にフィラメントの径が小さい場合において、視認しにくくなる。一方、フィラメントの長さが30mmを超えると、特に透明中空繊維が曲がっている場合に、透明中空繊維内部をフィラメントがスムースに移動できなくなることがある。
【0023】
隣り合うフィラメント間の間隔を一定の長さにして、隣り合うすべてのフィラメントの略中間部分に位置する透明中空繊維の部位を上述の方法で切断および封止することにより、フィラメントを内包した中空繊維ユニットが作製できる。その場合、中空繊維ユニット1個につきフィラメント1個が内包されたものとなり、中空繊維ユニットの長さは、前記の隣り合うフィラメント間の間隔によって決定される。その際、隣り合うフィラメント間の間隔、すなわち中空繊維ユニットの長さは、10mmから100mmの範囲のものが好適に用いられる。10mmより短いと、内包されるフィラメントの動ける長さが短くなり、フィラメントの動きが視認しづらくなる。100mmより長いと、偽造防止用紙に混入して用いる場合において、偽造防止用紙の製造工程で中空繊維が長すぎるためにパルプ中に均一に分散させることができず、偽造防止用紙の製造が困難になる場合がある。
【0024】
上記工程では、レーザー光が透明中空繊維を傷付けることなく透明中空繊維を透過し、金属線または磁性繊維を切断する必要がある。従って、レーザー光としては、透明中空繊維を傷つけることなく透過する波長のレーザー光が用いられ、具体的には近赤外領域にある波長、例えば800〜2500nm程度の波長のレーザー光が好適に用いられる。近赤外領域の波長のレーザー光の光源としては、イットリウム−アルミニウム−ガーネット結晶レーザー(以下、YAGレーザーと略記する)、イットリウム−四酸化バナジウム結晶レーザー(以下、YVO4レーザーと略記する)、リチウム−イットリウム−フッ化物結晶レーザー(以下、YLFレーザーと略記する)などの固体レーザー、希土類をドープしたファイバーレーザーおよび半導体レーザーなどが好適に用いられる。
【0025】
YAGレーザー、YVO4レーザー、YLFレーザーなどの固体レーザーは集光性が高く、ピークの高い短パルス発振が可能であるため、従来より加工用レーザー光源として広く用いられている。また近年、前記固体レーザーと発振方式が異なるが波長領域はほぼ同じである、希土類をドープしたファイバーレーザーが開発されている。これらは従来の固体レーザーよりも小型化、省エネルギー化されたという利点を有するため、加工用レーザー光源として広く使用されている。これらの各種固体レーザーおよびファイバーレーザーは、発振波長が透過性のある1.06μm付近であるため、透明中空繊維を透過する。そのため、透明中空繊維内部に配置された金属線または磁性繊維だけを任意に切断することができる。これらレーザーの出力は、切断する金属線や磁性材料の材質、直径など、様々な要因に依存し得るが、0.01〜100W程度の範囲で好ましく使用できる。
【0026】
半導体レーザーは、炭酸ガスレーザーやYAGレーザーほど集光性は高くないが、近年加工用に用いられるようになってきたレーザーであり、小型である、微細加工がし易い、発振器の構造がシンプルでメンテナンスが容易である等の利点を有している。一般的に、発振波長600nmから980nmまで、多様な波長の装置が市販されており、対象となる透明中空繊維や金属線または磁性繊維に適する波長が選択できる。また、半導体レーザーは、透明中空繊維を透過するため、中空繊維に配置された金属線または磁性繊維だけを任意に切断することができる。半導体レーザーの出力は、0.01〜100W程度の範囲で好ましく使用できる。
【0027】
本工程において、透明中空繊維内部に配置された金属線または磁性繊維にレーザー光を照射して切断し、フィラメントが作製される際に、レーザー光の熱エネルギーによってフィラメントが移動してしまい、所定の位置にとどまらず、中空繊維中の中空部を大きく移動してしまうか、もしくは中空繊維の外に弾き飛ばされてしまう可能性がある。この工程の目的は、図4eのように、中空繊維の中空部に、複数のフィラメントが一定間隔で配置された状態を作り出すことであるため、前記のようにフィラメントが移動してしまうことは好ましくない。したがって、必要に応じて、透明中空繊維の外側から強い磁力を印加して金属線または磁性繊維を中空繊維の内壁に吸いつけて固定する、あるいは透明中空繊維を傷つけない程度の力を外側から加えて金属線または磁性繊維を固定する、などの任意の方法により金属線または磁性繊維の先端部分を固定した状態でレーザー光を照射するという方法が好ましく用いられる。このように金属線または磁性繊維の先端部分が固定された状態でレーザー光照射を行い、フィラメントを作製することによって、フィラメントが中空部の所定の場所に配置された、図4eのような透明中空繊維を作ることができる。
【0028】
<(2)透明中空繊維の切断および封止により、透明中空繊維ユニットを作製する工程>
最後に、前記工程(1)により任意の間隔を介して配置された、隣り合うフィラメントの間のほぼ中間部分に位置する透明中空繊維の部位を切断及び封止する工程(2)を行うことにより、本発明の製造方法における目的物である、フィラメントを内包する透明中空繊維ユニットが製造される。図5a〜dは工程(2)の概念を示した図である。本工程により、フィラメント12を内包する透明中空繊維ユニット11を連続的に製造することができる。なお、図5a〜dでは、中空繊維ユニット1個につきフィラメント1個が内包された透明中空繊維ユニットを作製する場合について例示されている。製造された透明中空繊維ユニットは両末端が封止されているため、フィラメントが中空繊維内部から失われることが無く、透明中空繊維の内部でフィラメントを動かすことにより視認性を変化させるという、偽造防止用紙などに用いられた際の機能は長期にわたって保持される。
【0029】
工程(2)において、透明中空繊維の切断および封止を行う際の方法は、特に限定されるものではないが、例えば、中空繊維の該部位を熱で溶融させたのち、切断する方法が用いられる。図5aに示すように、隣り合うフィラメントの間のほぼ中間部分を、パルスヒーターやヒートシーラー(図5aの51)で熱溶融させる。印加する熱量と材料を適宜選択することで、熱溶融と同時に中空繊維が切断されることができ、その場合はその時点で切断と封止が同時に行えることとなる。つまり、加熱された部分が溶融された図5bの状態ですぐに熱により切断されて図5cの状態となる。あるいは、熱溶融した図5bの時点で切断までされない場合でも、熱溶融させた部位52を、カッターを用いた切断、あるいは炭酸ガスレーザー、半導体レーザーなどのレーザー光を用いた切断、などの任意の方法を用いて切断することができる。この場合も、切断された部分は封止されている。
また、前記のように該部位を溶融させてから切断する代わりに、先にカッターやレーザー光を用いて切断したのち、切断した中空繊維の端部を封止しても良い。封止方法としては、熱溶融による封止、接着剤による封止など任意の方法が用いられる。
このようにして、透明中空繊維の切断及び封止を行い、これを隣り合うフィラメント間のすべての中間部分について行えば、図5dのように、本発明における目的物である、フィラメント12を内包した透明中空繊維ユニット11を連続的に製造することができる。
【0030】
本発明の製造方法において、最初に1本の透明中空繊維の中空部に金属線または磁性繊維を配置させたものを用意し、工程(1)および(2)を行うことによりフィラメントを内包する透明中空繊維ユニットを連続的に製造することができる。また、生産性をより高めるために、中空部に金属線または磁性繊維を配置させた透明中空繊維を複数本平行に並べて配置し、並べた複数本の中空繊維について同時に工程(1)および(2)を行うことによっても、フィラメントを内包する透明中空繊維ユニットを連続的に大量製造することができる。
また、中空繊維ユニット1個あたりに内包されるフィラメントの数は1個に限らず、2個以上にすることもできる。その場合は、前記工程(1)において、レーザー照射及びフィラメントの引き出し操作の際に、フィラメントの長さやフィラメント間の間隔を適宜設定し、前記工程(2)において、中空繊維ユニット1個について複数のフィラメントが内包されるように、中空繊維の切断および封止を行うことにより、複数のフィラメントが内包された中空繊維ユニットを製造することができる。
【0031】
本発明の製造方法によって製造された、フィラメントを内包する透明中空繊維ユニットを紙に混入することにより、偽造防止用紙として用いることができる。本発明に係る透明中空繊維ユニットを混入した偽造防止用紙の抄紙方法は特に限定されるものではなく、例えば通常の植物繊維紙の製造に用いられる方法であってよく、原料濃度を0.01〜5%、好ましくは0.02〜2%の水希釈原料で十分に膨潤させた繊維をよく混練し、スダレ・網目状のワイヤーなどに流して並べて搾水後、加温により水分を蒸発させて作ることができる。抄紙後は必要に応じて、クリヤ塗工、ラミネート処理、抄合せなどの処理を施してもよい。このような偽造防止用紙は、透明中空繊維ユニットに内包された磁性フィラメントの存在により、特別な器具を用いなくとも目視により真偽判定するものである。フィラメントは、点ではなく線として動くので、視認性向上の効果も高い。また透明中空繊維ユニットに内包された磁性フィラメントの存在により、磁気センサーを用いて真贋判定を行うことも可能である。したがって、このような偽造防止用紙によれば、高度で確実な偽造防止手段を提供できる。
【実施例】
【0032】
以下、本発明を実施例により説明するが、本発明は、これら実施例に限定されるものではない。なお実施例中の「%」は、特に断らない限り、「質量%」を意味する。
【0033】
<蛍光物質の合成>
酸化亜鉛(東京化成試薬、特級)0.4g、一酸化マンガン(東京化成試薬、特級)0.004gを100mlビーカーに入れ、蒸留水約10mL添加した。次に濃硝酸(関東化学試薬、特級)1mLを添加し攪拌し、酸化物を溶解させた。別のビーカーに水ガラス(関東化学試薬、特級)20mLとり、そこに、先ほど亜鉛とマンガンを溶解させた硝酸塩水溶液を添加した。生成した沈殿を吸引ろ過し、沈殿物を105℃で15分間乾燥させた。乾燥した沈殿物を、今度は磁性るつぼに移し、800℃の電気炉で約1時間加熱した。1時間経過した後、電気炉から磁性るつぼを取り出し、温度が室温に下がるまで放置した。こうして、365nmの励起光によって、緑色に発光する蛍光物質(Zn2SiO4:Mn)を得た。
【0034】
実施例1
<蛍光物質を表面に付着させた、磁性体からなる金属線の作製>
PFA樹脂(四フッ化エチレン−パーフルオロアルコキシエチレン共重合体)のペレット100質量部に対して、上記の蛍光物質の合成で作製した蛍光物質を0.1質量部混合し、物理的に均一になるまで攪拌した。この樹脂を次に示す溶融押出法により金属線に被覆した。なお、図6aはここで用いた溶融押出機を横から見た図、図6bは上から見た図である。前記樹脂混合物61を図6aの溶融押出機62のホッパー63から投入し、押出温度250℃で押し出した。押し出された樹脂は、一定速度で流れている金属線66と接触し、冷却されながら均一に金属線66を被覆した。このようにして、蛍光物質を含む樹脂により均一に被覆された金属線32を得ることができた。なお金属線には、冷間加工処理を施した径15μmのJIS規格SUS301のステンレスワイヤ7本を撚り合わせた、径50μmの撚線を使用し、被覆後の径は60μmであった。この金属線の比透磁率は14.0であった。
【0035】
<透明中空繊維の作製>
溶融押出成型機を用い、ノズルの中心部のガス吐出孔から窒素ガスを流しつつ、該中心部の周りのノズルから、ポリカーボネート樹脂を押し出した。押出機温度は250℃にし、窒素ガスをほぼ大気圧に保った。溶融したカーボネート樹脂の押出し速度は0.15kg/hrであった。押出機出口の溶融繊維を引き伸ばし、外径180μm、内径100μmの透明中空繊維を得た。
【0036】
<透明中空繊維の中空部における、複数のフィラメントの作製>
前記透明中空繊維を長さ50cmに切断したものに、上記で作製した、蛍光物質を表面に付着させた金属線を挿入し、図3のような状態にした。次に、金属線を図3において左方向に少し引き出し、透明中空繊維の中空部の片末端に、長さ30mmの空隙を設けた。その部分の金属線末端から5mm離れた部分(図4aの41)にレーザー光42を照射した。なお、レーザー光源にはYbファイバーレーザー加工装置(SUNX社製LP−F10)を用い、波長1060nmの連続波を10Wの出力で400ms照射した。これにより図4bのように、レーザー光が透明中空繊維を傷つけることなく金属線32を切断し、長さ5mmのフィラメント12が作製された。その後、図4cのように金属線32を再び左側方向に30mm引き出し、金属線先端と前記で作製されたフィラメント12との間に空間を設けた後、再び上記と同様の方法でレーザー光42を照射してフィラメント12を作製した。このような、レーザー光照射によるフィラメント作製工程と、金属線の引き出し操作を繰り返すことにより、図4eのように、中空繊維内部に、一定間隔を介して配置された複数個のフィラメントを作製することができた。
【0037】
<透明中空繊維の切断および封止による、透明中空繊維ユニットの作製>
図5aに示すように、前記で中空繊維33の内部に製造された隣り合う各フィラメント12の間の中間地点に相当する中空繊維33の部位を、順番にパルスヒーター51(パルスヒートPHU−IN30、日本アビオニクス社製)によって熱溶融させた。中空繊維は熱溶融と同時に切断され、図5cの状態となり、切断された中空繊維の端部は熱融着のため封止されていた。この操作を繰り返して、図5dのように、フィラメントを内包する透明中空繊維ユニット11が、それぞれの両末端が封止された状態で作製できた。各透明中空繊維ユニットの長さは30mmであった。
【0038】
<偽造防止用紙の作製>
用紙の原料としては、水中で濃度が0.5%の針葉樹クラフトパルプ(叩解度:430ccCSF)に紙力増強剤(商品名:AF−255、荒川化学工業製)を絶乾パルプ当り0.1%添加した紙料を用いた。この紙料に、前記で作製された透明中空繊維ユニットを混入し、実験用手すきマシンで坪量70g/m2の紙を抄紙した。乾燥は回転式ドライヤーを使用し90℃で行った。透明中空繊維ユニットが紙の前面に一様に分散し、該透明中空繊維ユニットが容易には剥離しない偽造防止用紙を得た。本偽造防止用紙の紙厚は135μmであった。
【0039】
<偽造防止の効果>
前記で作製された偽造防止用紙に波長365nmのブラックライトを当てながら観察したところ、磁石を近づけた部分では、透明中空繊維ユニット内でフィラメントの移動が目視観察できた。よって、目視観察による真贋判定が行えるという偽造防止用紙としての機能が確認できた。
一方、磁気センサー(商品名:ST008型、日本シーディーアール製)のヘッドを本偽造防止用紙表面に当てながら左右にスライドさせた際、ヘッドが透明中空繊維ユニットに近づいた時に、磁気センサーが磁性フィラメントに反応しピーという音が発生した。よって、機械検知により真贋判定が行えるという、偽造防止用紙としての効果も確認した。
【0040】
実施例2
<カーボンブラックを表面に付着させた、磁性体からなる金属線の作製>
冷間加工処理を施した径40μmのJIS規格SUS304のステンレスワイヤの表面に、カーボン蒸着機SVC−700TURBO−TM(サンユー電子(株)製)を用いてカーボンブラックを均一に蒸着した。この金属線の比透磁率は14.0であった。
【0041】
金属線の作製方法において、前記方法を用いてカーボンブラックを表面に付着させた金属線を作製した以外は、実施例1と全く同様に偽造防止用紙を作製した。
【0042】
<偽造防止の効果>
磁石を近づけた部分では、透明中空繊維ユニット内で黒色のフィラメントの移動が目視観察できたことから、目視観察による真贋判定が行えるという偽造防止用紙としての機能が確認できた。
一方、磁気センサー(商品名:ST008型、日本シーディーアール製)のヘッドを本偽造防止用紙表面に当てながら左右にスライドさせた際、ヘッドが透明中空繊維ユニットに近づいた時に、磁気センサーが磁性フィラメントに反応しピーという音が発生した。よって、機械検知により真贋判定が行えるという、偽造防止用紙としての効果も確認した。
【0043】
実施例3
透明中空繊維の作製方法において、ポリカーボネート樹脂の代わりにPFA樹脂(四フッ化エチレン−パーフルオロアルコキシエチレン共重合体)を用いた以外は、実施例1と同様にして、中空部に一定間隔を介して配置された複数のフィラメントを有する透明中空繊維を作製した。
【0044】
<透明中空繊維の切断および封止による、透明中空繊維ユニットの作製>
図5aに示すように、前記で中空繊維33の内部に製造された隣り合う各フィラメント12の間の中間地点に相当する中空繊維33の部位を、順番にパルスヒーター51によって熱溶融させた。パルスヒーターを当てた各部分52は、内部が熱融着されて封止された状態となった。その各部分に、炭酸ガスレーザーを照射し、該部分の切断を行った。なお、レーザー光源にはCO2レーザマーカ(キーエンス社製ML−G9300)を用い、波長10.6μmの連続波を30Wの出力で40ms照射した。このようにして、図5dのように、フィラメントを内包する透明中空繊維ユニットが、それぞれの両末端が封止された状態で作製できた。各透明中空繊維ユニットの長さは30mmであった。
作製した透明中空繊維ユニットを用い、実施例1と同様にして偽造防止用紙を作製した。
【0045】
実施例4
実施例1と同様にして作製された金属線と透明中空繊維を用い、次の方法で透明中空繊維の内部において複数のフィラメントを作製した。
前記透明中空繊維を長さ50cmに切断したものに、上記で作製した、蛍光物質を表面に付着させた金属線を挿入し、図3のような状態にした。次に、金属線を図3において左方向に少し引き出し、透明中空繊維の中空部の片末端に、十分な長さ、例えば20cmの空隙を設けた。その部分の金属線末端から5mm離れた部分(図7aの41)にレーザー光42を照射した。なお、レーザー光源にはYbファイバーレーザー加工装置(SUNX社製LP−F10)を用い、波長1060nmの連続波を10Wの出力で400ms照射した。これにより図4bのように、レーザー光が透明中空繊維を傷つけることなく金属線32を切断し、長さ5mmのフィラメント12が作製された。この金属線へのレーザー照射を、照射部位を5mmずつずらしながら繰り返していくことにより、図7bのように複数のフィラメントを作製した。その後、作製された各フィラメントに、中空繊維の外側から磁石を近づけて、各フィラメントを動かすことにより、図4eのように、中空繊維内部に、一定間隔を介して複数個のフィラメントを配置させた。
これ以降は、実施例1と同様の方法で偽造防止用紙を作製した。
【0046】
<偽造防止の効果>
前記で作製された偽造防止用紙に波長365nmのブラックライトを当てながら観察したところ、磁石を近づけた部分では、透明中空繊維ユニット内でフィラメントの移動が目視観察できた。よって、目視観察による真贋判定が行えるという偽造防止用紙としての機能が確認できた。
一方、磁気センサー(商品名:ST008型、日本シーディーアール製)のヘッドを本偽造防止用紙表面に当てながら左右にスライドさせた際、ヘッドが透明中空繊維ユニットに近づいた時に、磁気センサーが磁性フィラメントに反応しピーという音が発生した。よって、機械検知により真贋判定が行えるという、偽造防止用紙としての効果も確認した。
【産業上の利用可能性】
【0047】
本発明の製造方法により、フィラメントを内包する透明中空繊維ユニットを簡便な方法で連続的に製造することができる。製造された透明中空繊維ユニットを紙に混入することにより、偽造防止用紙として利用することができる。このような偽造防止用紙は、磁性フィラメントの移動という偽造防止手段と、磁性センサーへの応答という偽造防止手段とを組合せたものであり、複数の偽造防止対策を施した点で偽造防止効果が高く、よって産業上の利用価値が高い。
【図面の簡単な説明】
【0048】
【図1】本発明の製造方法で製造された、フィラメントを内包する透明中空繊維ユニットの概念図。
【図2】透明中空繊維ユニットを混入した偽造防止用紙の概念図。
【図3】本発明の製造方法における、中空部に金属線または磁性繊維を配置した状態の透明中空繊維。
【図4】本発明の製造方法における、透明中空繊維内部に複数のフィラメントを一定間隔を介して作製していく工程の概念図。
【図5】本発明の製造方法における、透明中空繊維の切断および封止により、透明中空繊維ユニットを作製する工程の概念図。
【図6】溶融押出機を横から見た概念図(a)及び上から見た概念図(b)。
【図7】本発明の実施例4における、透明中空繊維内部に複数のフィラメントを一定間隔を介して作製していく工程の概念図。
【符号の説明】
【0049】
11 透明中空繊維ユニット
12 磁性体からなるフィラメント
13 透明中空繊維
21 透明中空繊維ユニットを混入した偽造防止用紙
32 (着色材料や蛍光材料を表面に付着させた)金属線または磁性繊維
33 透明中空繊維
41 金属線または磁性繊維において、レーザー光が照射された部位
42 レーザー光
51 パルスヒーターやヒートシーラーなどの熱溶融に用いる器具
52 透明中空繊維の、熱溶融された部位
61 樹脂材料
62 溶融押出機
63 ホッパー
64 スクリュー
65 スリット
66 金属線または磁性繊維
【特許請求の範囲】
【請求項1】
透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することにより複数のフィラメントを作製し、作製された各フィラメントを中空繊維の中空部において移動させ、各フィラメントの両側に十分な空隙を設け、設けられた空隙部に位置する透明中空繊維の部位を封止および切断する工程を有することを特徴とする、フィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項2】
透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することによりフィラメントを作製した後、該金属線または磁性繊維を移動させて、該金属線または磁性繊維の末端と作製されたフィラメントとの間に十分な間隔を設け、再びレーザー光を照射してフィラメントを作製するという操作を繰り返し行うことにより、該透明中空繊維の中空部に一定間隔を介して配置された、複数のフィラメントを作製する工程と、前記工程で作製された、任意の隣り合うフィラメント間の略中間部分に位置する透明中空繊維の部位を切断および封止する工程とを有することを特徴とする、請求項1に記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項3】
前記レーザー光の波長が近赤外領域にあることを特徴とする、請求項1または2に記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項4】
前記レーザー光の光源として、イットリウム−アルミニウム−ガーネット結晶レーザー、イットリウム−四酸化バナジウム結晶レーザー、リチウム−イットリウム−フッ化物結晶レーザー、希土類ドープファイバーレーザー、および半導体レーザーより選ばれる1種のレーザーを用いることを特徴とする、請求項1〜3のいずれかに記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項5】
前記金属線または磁性繊維として撚線を用いることを特徴とする、請求項1〜4のいずれかに記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項6】
請求項1〜5のいずれかに記載の方法により製造された、フィラメントを内包する透明中空繊維ユニット。
【請求項7】
請求項6に記載のフィラメントを内包する透明中空繊維ユニットの少なくとも一本を混入したことを特徴とする紙。
【請求項8】
請求項6に記載のフィラメントを内包する透明中空繊維ユニットの少なくとも一本を混入したことを特徴とする偽造防止用紙。
【請求項1】
透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することにより複数のフィラメントを作製し、作製された各フィラメントを中空繊維の中空部において移動させ、各フィラメントの両側に十分な空隙を設け、設けられた空隙部に位置する透明中空繊維の部位を封止および切断する工程を有することを特徴とする、フィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項2】
透明中空繊維の中空部に配置された金属線または磁性繊維をレーザー光で切断することによりフィラメントを作製した後、該金属線または磁性繊維を移動させて、該金属線または磁性繊維の末端と作製されたフィラメントとの間に十分な間隔を設け、再びレーザー光を照射してフィラメントを作製するという操作を繰り返し行うことにより、該透明中空繊維の中空部に一定間隔を介して配置された、複数のフィラメントを作製する工程と、前記工程で作製された、任意の隣り合うフィラメント間の略中間部分に位置する透明中空繊維の部位を切断および封止する工程とを有することを特徴とする、請求項1に記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項3】
前記レーザー光の波長が近赤外領域にあることを特徴とする、請求項1または2に記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項4】
前記レーザー光の光源として、イットリウム−アルミニウム−ガーネット結晶レーザー、イットリウム−四酸化バナジウム結晶レーザー、リチウム−イットリウム−フッ化物結晶レーザー、希土類ドープファイバーレーザー、および半導体レーザーより選ばれる1種のレーザーを用いることを特徴とする、請求項1〜3のいずれかに記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項5】
前記金属線または磁性繊維として撚線を用いることを特徴とする、請求項1〜4のいずれかに記載のフィラメントを内包する透明中空繊維ユニットの製造方法。
【請求項6】
請求項1〜5のいずれかに記載の方法により製造された、フィラメントを内包する透明中空繊維ユニット。
【請求項7】
請求項6に記載のフィラメントを内包する透明中空繊維ユニットの少なくとも一本を混入したことを特徴とする紙。
【請求項8】
請求項6に記載のフィラメントを内包する透明中空繊維ユニットの少なくとも一本を混入したことを特徴とする偽造防止用紙。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−303508(P2008−303508A)
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願番号】特願2007−152916(P2007−152916)
【出願日】平成19年6月8日(2007.6.8)
【出願人】(591147421)伸光精線工業株式会社 (1)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願日】平成19年6月8日(2007.6.8)
【出願人】(591147421)伸光精線工業株式会社 (1)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]