
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻き工程を行うフィラメントワインディング方法であって、フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、第2の工程でフープ巻きした繊維束をフープ巻きの終了位置においてライナー表面に固定する第3の工程と、第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
【解決手段】フープ巻き工程を行うフィラメントワインディング方法であって、フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、第2の工程でフープ巻きした繊維束をフープ巻きの終了位置においてライナー表面に固定する第3の工程と、第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィラメントワインディング方法及びフィラメントワインディング装置に関する。
【背景技術】
【0002】
フープ巻き装置とヘリカル巻き装置とを具備し、フープ巻きとヘリカル巻きとをライナーに対して交互に繰り返し行うことにより、ライナーの周囲に繊維束を巻き付けて補強層を形成するフィラメントワインディング装置は公知である(例えば、特許文献1)。
【0003】
従来のフープ巻き装置の動作について説明すると、フープ巻き装置は、フープ巻きが終了すると、フープ巻きした繊維束をライナー表面に繋げたままライナーから離れた退避位置まで移動する。次にフープ巻きの上にヘリカル巻きを行い、ヘリカル巻きが終了すると、フープ巻き装置は、次のフープ巻きを開始する位置まで移動する。このとき、退避位置から甘巻きを行いながら移動を開始する。甘巻きとは、繊維束を巻き付けながらフープ巻き装置を移動させる場合に行う巻き方であり、甘巻きした繊維束は補強層の形成には関与しない。
【0004】
甘巻きを行いながらフープ巻き装置がライナーの端部まで移動してくると、フープ巻き装置はコンビ巻きを開始する。コンビ巻きとは、ライナーの両端に交互に何度も繊維束を掛け回しながら、繊維束の巻き付け位置を徐々にフープ巻き開始位置まで移動させていく巻き方である(特許文献2参照。)。
【0005】
このように、従来のフープ巻き装置とヘリカル巻き装置とを具備したフィラメントワインディング装置においては、フープ巻きとヘリカル巻きとを連続して行うようにするため、フープ巻きが終了して次にヘリカル巻きを行う際に、フープ巻きした繊維束を切断せずにライナー表面に繋げたままにしている。これにより、次にフープ巻きを行う際に、作業者が手作業で繊維束をライナー表面に固定する必要がなくなる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−36461号公報
【特許文献2】特開2009−174700号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、ヘリカル巻きが終了して次のフープ巻きを行う場合、フープ巻き装置は退避位置からフープ巻き開始位置まで繊維束の甘巻きや、コンビ巻きを行いながら移動している。このため、フープ巻きした繊維束を切断せずにライナー表面に繋げたままにすると、繊維束の甘巻きやコンビ巻きを行う時間が必要となり、却ってフープ巻きに要する時間が長くなるという問題がある。また、繊維束の甘巻きやコンビ巻きは、ライナーの補強層の形成にはほとんど関与しない。このため、余分な繊維束を使用することになり、製造コストの増大を招くという問題がある。
【0008】
本発明は、上記課題を解決すべくなされたものである。本発明の第1の目的は、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することである。本発明の第2の目的は、繊維束の甘巻きやコンビ巻きを不要として、繊維束の使用量を減らし、製造コストを削減することである。
【課題を解決するための手段】
【0009】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0010】
即ち、第1の発明は、フープ巻き工程を行うフィラメントワインディング方法であって、前記フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、前記第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、前記第2の工程でフープ巻きした繊維束をフープ巻きの終了位置において前記ライナー表面に固定する第3の工程と、前記第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
【0011】
第2の発明は、第1の発明であって、
繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、前記第1の工程及び前記第3の工程における前記ライナー表面への繊維束の固定は、繊維束を前記ライナー表面に接触させ、接触部分を加熱する。
【0012】
第3の発明は、第1又は第2のいずれかの発明であって、
前記第2の工程は、繊維束のテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束が重なるように所定巻き数フープ巻きを行う第4の工程と、繊維束のテンションを規定のテンションにしてフープ巻きを行う第5の工程と、を含む。
【0013】
第4の発明は、第3の発明であって、
前記第4の工程は、繊維束が交差するようにフープ巻きを行う。
【0014】
第5の発明は、フープ巻き装置で繊維束をライナー表面に巻き付けるフィラメントワインディング装置であって、前記フープ巻き装置は、巻き付け部と、固定部と、カッターと、制御部と、を備える。巻き付け部は、繊維束を前記ライナー表面にフープ巻きする。固定部は、繊維束を前記ライナー表面に固定する。カッターは、繊維束を切断する。制御部は、フープ巻きの開始位置において繊維束の端部を前記ライナー表面に固定する前記固定部による第1の固定動作、前記ライナー表面に端部を固定した繊維束をフープ巻きする前記巻き付け部による巻き付け動作、フープ巻きの終了位置においてフープ巻きした繊維束を前記ライナー表面に固定する前記固定部による第2の固定動作、及び、前記第2の固定動作により繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する前記カッターによる切断動作、を制御する。
【0015】
第6の発明は、第5の発明であって、
繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、前記固定部は、繊維束を前記ライナー表面に接触させ、接触部分を加熱する。
【0016】
第7の発明は、第6の発明であって、
前記固定部は、繊維束を加熱するヒータと、前記ヒータに対する繊維束供給方向の上流側及び下流側のいずれにおいても繊維束を把持可能である把持部と、を備え、前記制御部は、前記第1の固定動作においては、前記ヒータに対する繊維束供給方向の下流側で繊維束を把持する前記把持部による第1の把持動作、及び、前記第2の固定動作においては、前記ヒータに対する繊維束供給方向の上流側で繊維束を把持する前記把持部による第2の把持動作を制御する。
【発明の効果】
【0017】
本発明の効果として、以下に示すような効果を奏する。
【0018】
第1の発明によれば、フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定してフープ巻きを開始する。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束をライナー表面に固定し、繊維束を切断する。このようにフープ巻きを開始する際に、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定してフープ巻きを開始するため、繊維束の甘巻きやコンビ巻きが不要であり、フープ巻きに要する時間を短縮することができる。また、繊維束の甘巻きやコンビ巻きが不要であるため、繊維束の使用量を減らし、製造コストを削減することができる。
【0019】
第2の発明によれば、繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、ライナー表面への繊維束の固定は、繊維束をライナー表面に接触させ、接触部分を加熱する。これにより、熱硬化性樹脂又は熱可塑性樹脂が硬化又は溶着して繊維束をライナー表面に固定することができる。
【0020】
第3の発明によれば、ライナー表面へ繊維束の固定した後、繊維束のテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束が重なるように所定巻き数フープ巻き行う。これにより、繊維束の固定部が高いテンションで引っ張られて外れることを防止できる。また、繊維束が重なるように所定巻き数フープ巻きを行った後、繊維束のテンションを規定のテンションにしてフープ巻きを行うため、規定の強度を備えた補強層を形成することができる。
【0021】
第4の発明によれば、ライナー表面へ繊維束の固定した後、繊維束のテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束が交差するようにフープ巻きを行う。これにより、下に巻いた繊維束が上に巻いた繊維束によって締め付けられて固定されるため、繊維束の固定部が高いテンションで引っ張られて外れることを確実に防止できる。
【0022】
第5の発明によれば、フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定してフープ巻きを開始する。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束をライナー表面に固定し、繊維束を切断する。このようにフープ巻きを開始する際に、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定してフープ巻きを開始するため、繊維束の甘巻きやコンビ巻きが不要であり、フープ巻きに要する時間を短縮することができる。また、繊維束の甘巻きやコンビ巻きが不要であるため、繊維束の使用量を減らし、製造コストを削減することができる。
【0023】
第6の発明によれば、繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、ライナー表面への繊維束の固定は、繊維束をライナー表面に接触させ、接触部分を加熱する。これにより、熱硬化性樹脂又は熱可塑性樹脂が硬化又は溶着して繊維束をライナー表面に固定することができる。
【0024】
第7の発明によれば、フープ巻きを開始する場合には、把持部はヒータに対する繊維束供給方向の下流側で繊維束を把持し、繊維束をライナー表面に接触させ、接触部分をヒータで加熱することにより、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定することができる。また、フープ巻きを終了する場合には、ヒータに対する繊維束供給方向の上流側で繊維束を把持し、繊維束をライナー表面に接触させ、接触部分をヒータで加熱することにより、フープ巻きの終了位置において、繊維束をライナー表面に固定し、カッターで繊維束を切断することができる。このように、フープ巻きの開始と終了を自動化して迅速に行うため、フープ巻きに要する時間を短縮することができる。
【図面の簡単な説明】
【0025】
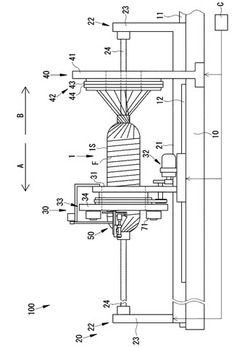
【図1】フープ巻き装置30が巻き付け開始位置にある状態を示す、実施例1に係るFW装置100の側面図。
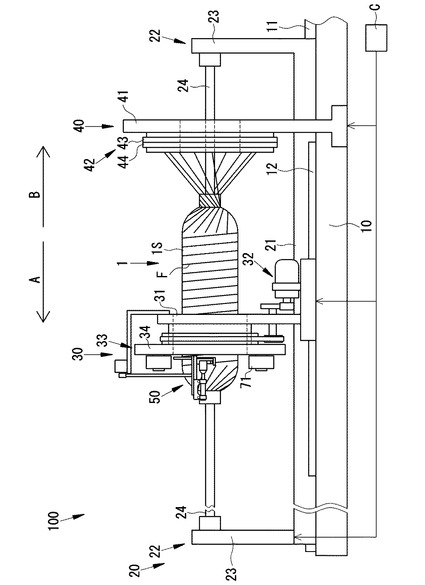
【図2】フープ巻き装置30がフープ巻きを行っている状態を示す、実施例1に係るFW装置100の側面図。
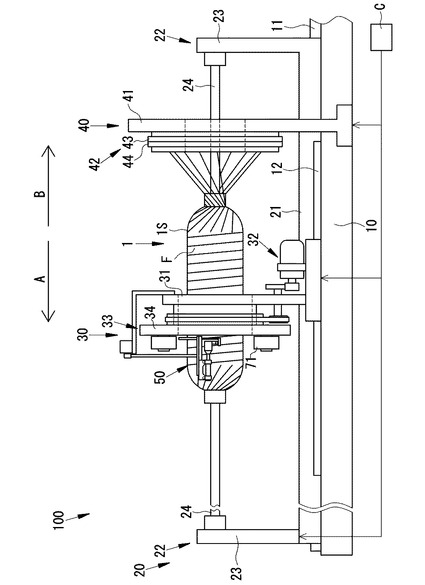
【図3】フープ巻き装置30が待機位置にある状態を示す、実施例1に係るFW装置100の側面図。
【図4】フープ巻き装置30の側面図。
【図5】図4の矢印C方向から見たフープ巻き装置30の正面図。
【図6】フープ巻きの開始位置において繊維束Fの端部をライナー1の外周面1Sに固定する動作を示す図。
【図7】処理部51が退避位置PBに移動した状態を示す図。
【図8】ヒータ63に対する繊維束供給方向FAの上流側で繊維束Fを把持する把持動作を示す図。
【図9】フープ巻きの終了位置においてフープ巻きした繊維束Fをライナー1の外周面1Sに固定する固定動作を示す図。
【図10】繊維束Fを固定した位置よりも繊維束供給方向FAの上流側で繊維束Fを切断する切断動作を示す図。
【図11】処理部51が退避位置PBに移動した状態を示す図。
【発明を実施するための形態】
【0026】
次に、発明の実施の形態について図を用いて説明する。
【実施例1】
【0027】
まず、図1、図2、図3を用いて、本発明の実施例1に係るフィラメントワインディング装置100の全体構成について説明する。以下ではフィラメントワインディング装置100をFW装置100と省略して説明する。
【0028】
図1、図2、図3は、FW装置100を示した側面図である。図1はフープ巻き装置30が巻き付け開始位置にある状態を示す。図2はフープ巻き装置30がフープ巻きを行っている状態を示す。図3はフープ巻き装置30が待機位置にある状態を示す。FW装置100は、フープ巻き装置30によるフープ巻きとヘリカル巻き装置40によるヘリカル巻きとをライナー1に対して交互に繰り返し行うことにより、ライナー1の周囲に樹脂を含浸させた繊維束Fを巻き付けていく装置である。
【0029】
図1に示す矢印A、Bは、FW装置100の前後方向と、ヘリカル巻きにおけるライナー1の移送方向を示している。ヘリカル巻きではライナー1をFW装置100の前後方向に往復動させるため、ライナー1は矢印Aの方向に移送される場合と、矢印Bの方向に移送される場合とがある。
【0030】
ライナー1は、例えば高強度アルミニウム材やポリアミド系樹脂等によって形成された略円筒形状の中空容器である。ライナー1は、該ライナー1の外周面1Sに繊維束Fが巻き付けられることによって耐圧特性の向上が図られる。つまり、ライナー1は、耐圧容器を構成する基材とされる。尚、以下の説明では、ライナー1は、繊維束Fを巻き付ける前の状態と、繊維束Fを巻き付けている途中の状態の両方を意味するものとする。例えば、ライナー1の外周面1Sとは、巻き付けられた繊維束Fの表面であることも意味する。
【0031】
FW装置100は、主に主基台10と、ライナー移送装置20と、フープ巻き装置30と、ヘリカル巻き装置40と、制御部Cで構成される。主基台10は、FW装置100の基礎を構成する。主基台10の上部には、ライナー移送装置用レール11が設けられる。ライナー移送装置用レール11には、ライナー移送装置20が載置される。主基台10の上部には、ライナー移送装置用レール11に対して平行にフープ巻き装置用レール12が設けられる。フープ巻き装置用レール12には、フープ巻き装置30が載置される。このような構成により、主基台10に対してライナー移送装置20ならびにフープ巻き装置30を移動させることが可能である。ヘリカル巻き装置40は主基台10に固定される。
【0032】
ライナー移送装置20は、FW装置100の前後方向に沿う方向の回転軸を中心としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する装置である。ライナー移送装置20は、主に基台21と、ライナー支持部22と、で構成される。ライナー移送装置20の駆動は制御部Cにより制御される。
【0033】
基台21は、一対のライナー支持部22を備えている。ライナー支持部22は、それぞれライナー支持フレーム23と支持軸24を備える。ライナー支持フレーム23は基台21から上方に向けて延設されている。支持軸24はライナー支持フレーム23からFW装置の前後方向に沿って延設されている。支持軸24は図示しない動力機構によって軸回りの一方向に回転される。支持軸24はライナー1の両端を支持し、ライナー1を回転させる。このような構成により、ライナー移送装置20は、支持軸24を回転軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する。
【0034】
フープ巻き装置30は、ライナー1の外周面1Sに繊維束Fをフープ巻きする装置である。フープ巻きでは、ライナー1の中心軸に対する繊維束Fの巻き付け角度が略90度となるように繊維束Fをライナー1の外周面1Sに巻き付けていく。フープ巻き装置30は、主に基台31と、動力機構32と、フープ巻き掛け装置33と、繊維束処理装置50とで構成される。フープ巻き装置30の駆動は制御部Cにより制御される。
【0035】
基台31には、動力機構32と、フープ巻き掛け装置33が設けられる。フープ巻き掛け装置33は、巻き掛けテーブル34とボビン71(71A、71B、71C、71D)を備えている(図5参照。)。巻き掛けテーブル34には中央にライナー1を挿通する空間が設けられている。ボビン71(71A、71B、71C、71D)は巻き掛けテーブル34に設けられ、ライナー1の外周面1Sに繊維束Fを供給する。動力機構32はフープ巻き掛け装置33をライナー1の中心軸回りに回転させる。
【0036】
フープ巻きでは、ライナー1の位置は固定し、フープ巻き装置30をライナー1の中心軸方向に沿って往復動させつつ、フープ巻き掛け装置33をライナー1の中心軸回りに回転させる。これによりフープ巻きが行われる。尚、フープ巻き装置30の移動速度や巻き掛けテーブル34の回転速度を調節することによって、繊維束Fの巻き付け態様を自在に変更可能である。繊維束処理装置50については後に詳述する。
【0037】
ヘリカル巻き装置40は、ライナー1の外周面1Sに繊維束Fをヘリカル巻きする装置である。ヘリカル巻きでは、繊維束Fの巻き付け角度が所定の値(例えば、0〜60度)となるように繊維束Fをライナー1の外周面1Sに巻き付けていく。ヘリカル巻き装置40は、主に基台41と、ヘリカル巻き掛け装置42とで構成される。ヘリカル巻き装置40の駆動は制御部Cにより制御される。
【0038】
基台41には、ヘリカル巻き掛け装置42が設けられる。ヘリカル巻き掛け装置42は、第1ヘリカルヘッド43と、第2ヘリカルヘッド44を備えている。第1ヘリカルヘッド43及び第2ヘリカルヘッド44には、図示しない複数のボビンから繊維束Fが供給され、ライナー1の外周面1Sに繊維束Fが導かれる。
【0039】
ヘリカル巻きでは、ヘリカル巻き装置40は固定されており、ライナー移送装置20によりライナー1が回転しながら回転軸方向に移送される。これにより、ヘリカル巻きが行われる。尚、ライナー1の移送速度や回転速度を調節することによって、繊維束Fの巻き付け態様を自在に変更可能である。
【0040】
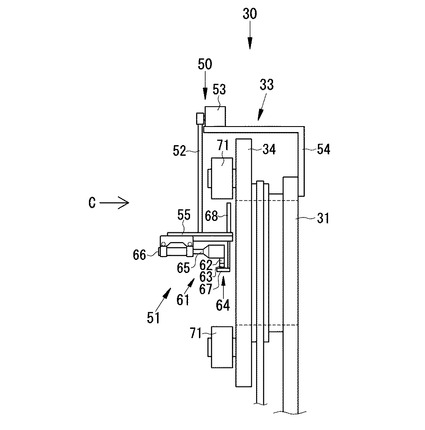
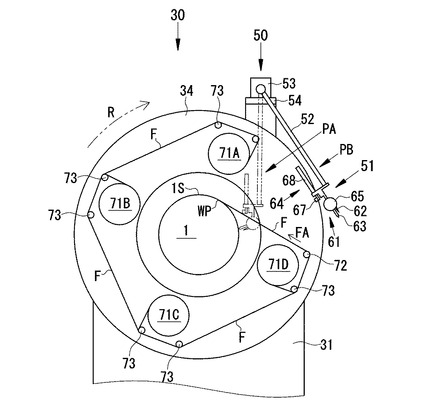
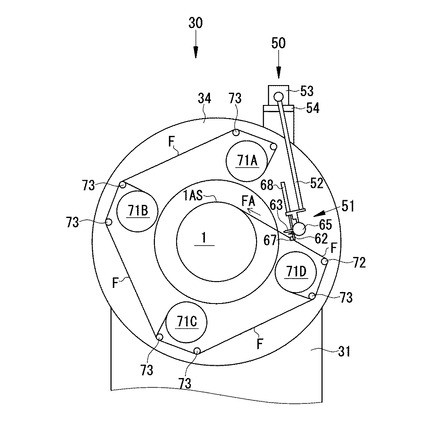
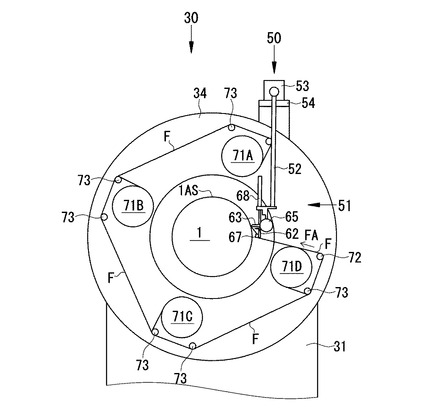
次に、本発明の特徴部分であるフープ巻き装置30の繊維束処理装置50について、詳しく説明する。図4は、フープ巻き装置30の側面図、図5は図4の矢印C方向から見たフープ巻き装置30の正面図を示している。
【0041】
まず、フープ巻き装置30について詳しく説明する。図4、図5に示すように、フープ巻き装置30の巻き掛けテーブル34には、ボビン71(71A、71B、71C、71D)と、繊維供給ガイド72と、ガイドローラ73が配置されている。ボビン71(71A、71B、71C、71D)は、巻き掛けテーブル34に挿通されるライナー1の周りに等間隔に配置され、ライナー1に繊維束Fを供給する。ガイドローラ73はボビン71A、71B、71C、71Dからの4本の繊維束Fをまとめて繊維供給ガイド72に案内する。繊維供給ガイド72はガイドローラ73でまとめられた4本の繊維束Fをライナー1の外周面1Sに供給する。
【0042】
巻き掛けテーブル34は動力機構32により、図5において矢印R方向に回転する。繊維供給ガイド72からライナー1へ導かれる繊維束Fは、矢印R方向に回転されながら、ライナー1の外周面1Sに巻き付けられる。繊維束Fは巻き掛けテーブル34の回転方向の下流側である矢印FA方向に供給される。以下、繊維束Fが供給される方向FAを繊維供給方向FAという。また、矢印FAの基端側を繊維供給方向FAの上流側、矢印FAの先端側を繊維供給方向FAの下流側という。また、繊維供給ガイド72からライナー1へ導かれる繊維束Fがライナー1の外周面1Sに接して巻き付けられる位置を巻き付け位置WPという。
【0043】
巻き掛けテーブル34を駆動する動力機構32は、制御部Cに接続されており、制御部Cからの信号に基づいて、回転及び停止が制御される。制御部Cには、巻き掛けテーブル34の回転角度を検出して、巻き掛けテーブル34の位置を検出する検出部(図示せず)が接続されている。検出部として例えばエンコーダが用いられる。制御部Cは、巻き掛けテーブル34の位置を検出することにより、ボビン71(71A、71B、71C、71D)の位置や繊維束Fの巻き付け位置WP等を特定することが可能である。また、制御部Cは、巻き掛けテーブル34の位置を検出しながら、動力機構32を制御することにより、繊維供給ガイド72及び繊維束Fの巻き付け位置WPが任意の位置に来るように、巻き掛けテーブル34の回転を停止させることも可能である。
【0044】
次に、繊維束処理装置50について説明する。図4、図5に示すように、繊維束処理装置50は、主に処理部51、アーム52、駆動部53を備えている。繊維束処理装置50は巻き掛けテーブル34において、繊維束Fの巻き付けが行われる側、すなわち、ボビン71(71A、71B、71C、71D)、繊維供給ガイド72等と同じ側に配置される。繊維束処理装置50は、制御部Cに接続されており、制御部Cからの信号に基づいて処理部51及び駆動部53が駆動する。支持部54は、繊維束処理装置50を支持するものであり、基台31に固定される。
【0045】
処理部51は、フープ巻きの開始時と終了時において、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fをライナー1の外周面1Sに固定する動作を行うものである。処理部51は、処理部主体55、固定部61、カッター62を備えている。
【0046】
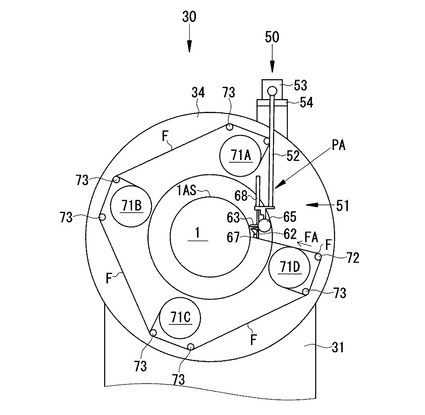
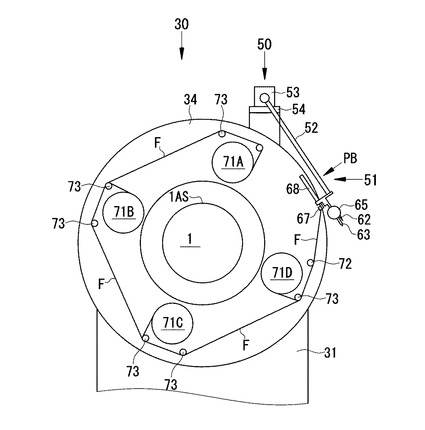
固定部61及びカッター62は、処理部主体55に支持されている。アーム52は処理部51を支持するものであり、第1の端部は処理部主体51に固定され、第2の端部は駆動部53に固定されている。駆動部53は、アーム52及び処理部51を揺動するものである。駆動源としてのモータ(図示せず)及びモータの駆動力をアーム52に伝達するギヤ(図示せず)を備えている。駆動部53は支持部54に載置されている。図5に示すように、駆動部53は、制御部Cからの制御信号に基づき、アーム52を揺動させて処理部51の位置を作動位置PAと退避位置PBに切り換える。
【0047】
処理部51の作動位置PAは、フープ巻きの開始時と終了時において、処理部51が繊維束Fをライナー1の外周面1Sに固定する動作を行う位置である。処理部51の退避位置PBは、繊維束Fをライナー1の外周面1Sにフープ巻きしていく際に、回転する巻き掛けテーブル34、ボビン71(71A、71B、71C、71D)、繊維束F等に処理部51及びアーム52が干渉しない位置である。
【0048】
固定部61は、ヒータ63と把持部64を備えている。ヒータ63は加熱手段を備えている。ヒータ63は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fに接触し、繊維束Fに含浸される熱硬化性樹脂又は熱可塑性樹脂を加熱することで短時間で硬化又は溶着させて、ライナー1の外周面1Sに繊維束Fを固定するものである。本実施例では、繊維束Fに含浸させる樹脂として熱硬化性樹脂を用いている。ヒータ63は固定部主体65に設けられている。固定部主体65は駆動源としてのモータ66に接続されている。モータ66は処理部主体55に取り付けられている。ヒータ63は制御部Cの信号に基づくモータ66の駆動により所定角度だけ回動する(図6から図11参照。)。
【0049】
ヒータ63に設けられている加熱手段は、抵抗加熱、誘導加熱などの公知の加熱手段を用いることができる。繊維束Fに含浸させる熱硬化性樹脂又は熱可塑性樹脂は、繊維束Fがボビン71(71A、71B、71C、71D)から供給された後、ライナー1に巻き付ける前に含浸させてもよい。あるいは、予め熱硬化性樹脂又は熱可塑性樹脂を含浸させたプリプレグを用いてもよい。また、繊維束Fをライナー1の外周面1Sに固定するための樹脂を部分的に含浸させてもよい。
【0050】
把持部64は、繊維束Fをライナー1の外周面1Sに固定する際に、繊維束Fを把持するものである。把持部64は、チャッカ67と移動部68を備えている。チャッカ67は開閉口(図示せず)を有しており、開閉口を大きく開いた状態で巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fに接近し、開閉口内に繊維束Fを捕捉すると開閉口を閉じて繊維束Fを把持する。
【0051】
移動部68は、ヒータ63に対するチャッカ67の位置を切り換えるものである。移動部68は例えばエアシリンダであり、伸縮するロッドの先端にチャッカ67を固定する。移動部68は処理部主体55に取り付けられている。チャッカ67の位置は、移動部68により、ヒータ63に対する繊維束供給方向FAの下流側(図6参照。)及び上流側(図8参照。)に切り替えられる。チャッカ67は、いずれの位置において繊維束Fを把持可能である。
【0052】
カッター62は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを切断するものである。カッター62は、固定部主体65に対して進退自在に設けられている。繊維束Fを切断する際には、固定部主体65に対して突出して、繊維束Fを切断する。待機時には、固定部主体65に引き込こまれており繊維束Fに接触しない位置に退避している。
【0053】
巻き掛けテーブル34と繊維束処理装置50の位置関係について説明する。図5に示す巻き掛けテーブル34と繊維束処理装置50の位置関係において、処理部51は作動位置PAと退避位置PBの間で位置が切り換えられる。作動位置PAと退避位置PBの間で位置が切り換えられるのは、フープ巻きの開始時と終了時において、巻き掛けテーブル34が停止している間である。しかしながら、巻き掛けテーブル34が停止している間であっても、巻き掛けテーブル34の姿勢(回転位置)が図5に示す姿勢(回転位置)と異なる場合、ボビン71A、71B、71C、71Dや、繊維供給ガイド72、ガイドローラ73、及び、これらに掛け回されている繊維束Fと干渉するおそれがある。また、処理部51は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを把持して、ライナー1の外周面1Sに固定する動作を行う必要もある。
【0054】
このため、本実施例では、処理部51が作動位置PAと退避位置PBの間で位置が切り換えられる間、及び、処理部51が作動位置PAに位置する間は、図5に示すように、処理部51がボビン71Aとボビン71Dの間に位置するように、巻き掛けテーブル34の姿勢(回転位置)が保たれるものとする。この巻き掛けテーブル34の姿勢(回転位置)を以下では処理時停止姿勢として説明する。
【0055】
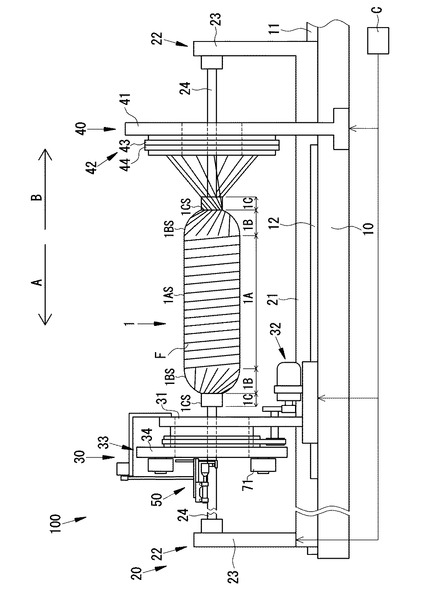
次に、上記構成のFW装置100のフープ巻きにおける繊維束処理装置50の動作について説明する。本実施例で使用するライナー1は、半径が一定の第1筒状部1Aと、筒状部1Aの両端部に設けられるドーム部1Bと、ドーム部1Bの端部に設けられる第2筒状部1Cを備えているものとする(図3参照。)。そして、ライナー1はライナー移送装置20に装着され、先に行われたヘリカル巻きに続いてフープ巻きが行われ、その後さらにヘリカル巻きが行われるものとする。制御部Cには、フープ巻きの巻き付け条件、すなわち、フープ巻き装置30の移動速度、巻き掛けテーブル34の回転速度、フープ巻き装置30を往復する回数、フープ巻き装置30の移動距離等の巻き付け条件が予め作業者により入力されているものとする。制御部Cは、入力された巻き付け条件に基づいてフープ巻き装置30の駆動を以下のように制御する。
【0056】
フープ巻きの前のヘリカル巻きが終了すると、図1に示すように、フープ巻き装置30は待機位置(図3参照。)からFW装置100の前後方向に沿って移動し、フープ巻きを開始する位置に移動する。本実施例では、フープ巻きは、ライナー1の筒状部1Aの一端部から開始するものとする。フープ巻き装置30が移動する際には、巻き掛けテーブル34は、処理時停止姿勢であり、処理部51は退避位置PBにあるものとする(図11参照。)。また、チャッカ67は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを把持しているものとする。
【0057】
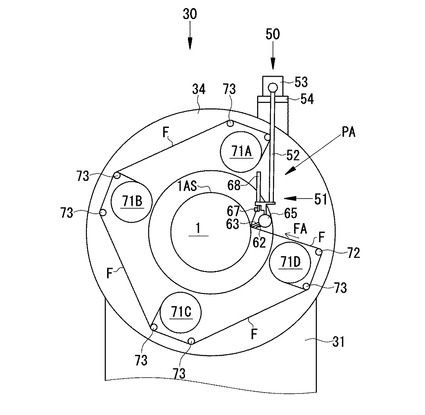
図1に示すように、フープ巻き装置30がフープ巻きを開始する位置に到達すると、図6に示すように、処理部51はアーム52の揺動により、作動位置PAに移動する。チャッカ67の位置は、ヒータ63に対する繊維束供給方向FAの下流側である。ヒータ63は、固定部主体65の回動により、筒状部1Aの外周面1ASに向けられている。ヒータ63が繊維束Fを筒状部1Aの外周面1ASに接触させ、接触部分を加熱することで、繊維束Fに含浸した熱硬化性樹脂が硬化し、繊維束Fの端部はヘリカル巻きにおいて巻き付けられた繊維束Fに固定される。カッター62は、固定部主体65に引き込こまれており、繊維束Fに接触しない位置に退避している。
【0058】
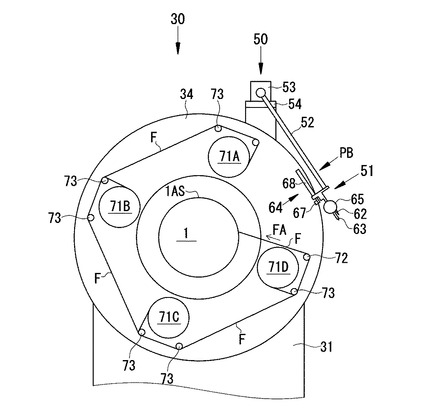
図7に示すように、繊維束Fの端部が筒状部1Aの外周面1ASに固定されると、処理部51はアーム52の揺動により、退避位置PBに移動する。処理部51が退避位置PBに移動すると、フープ巻き装置30は繊維束Fの巻き付けを開始する。最初の数周程度は、繊維束Fのテンションを規定のテンションFより下げた状態とし、その状態で下に巻いた繊維束Fの上に次の繊維束Fが重なるように巻き付ける。あるいは、下に巻いた繊維束Fの上に次の繊維束Fが交差するように巻き付ける。最初の数周程度を巻き終えた後、繊維束Fのテンションを規定のテンションにしてフープ巻きを行う。
【0059】
図2に示すように、フープ巻き装置30が巻き掛けテーブル34を回転させながら図示右方向に移動することによって、筒状部1Aの外周面1ASに繊維束Fをフープ巻きしていく。この状態で、一層目のフープ巻層を形成する。引き続き、フープ巻き装置30を反転移動させることにより、先のフープ巻層の外面に二層目のフープ巻層を形成する。さらにフープ巻層を形成する場合には、フープ巻き装置30を往復移動させることによりフープ巻きを必要回数行う。
【0060】
必要回数のフープ巻きが終了すると、図8に示すように、巻き掛けテーブル34を、処理時停止姿勢で停止する。処理部51は退避位置PBから作動位置PAに向けて移動する。チャッカ67の位置は、ヒータ63に対する繊維束供給方向FAの上流側である。チャッカ67の開閉口を大きく開いた状態で、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fに接近させ、開閉口内に繊維束Fを捕捉すると開閉口を閉じて繊維束Fを把持する。ヒータ63は、固定部主体65の回動により、筒状部1Aの外周面1ASに向け、繊維束Fに接触しないようにしている。カッター62は、固定部主体65に引き込こまれており、繊維束Fに接触しない位置に退避している。
【0061】
図8において、チャッカ67が繊維束Fを把持し、続いて図9に示すように、処理部51は作動位置PAに移動する。チャッカ67の位置は、図8に示したのと同様に、ヒータ63に対する繊維束供給方向FAの上流側である。ヒータ63も筒状部1Aの外周面1ASに向けられている。ヒータ63が繊維束Fを筒状部1Aの外周面1ASに接触させ、接触部分を加熱することで、繊維束Fに含浸した熱硬化性樹脂が硬化し、繊維束Fは先にフープ巻きにおいて巻き付けられた繊維束Fに固定される。カッター62は、まだ固定部主体65に引き込こまれており、繊維束Fに接触しない位置に退避している。
【0062】
図10に示すように、繊維束Fがヒータ63によって先にフープ巻きにおいて巻き付けられた繊維束Fに固定されると、カッター62が固定部主体65に対して突出し、繊維束Fを固定した位置(固定位置)よりも繊維束供給方向FAの上流側で繊維束Fを切断する。これにより、フープ巻きした繊維束Fがフープ巻きの終了位置において筒状部1Aの外周面1ASに固定される。
【0063】
図10において、カッター62が繊維束Fを切断すると、図11に示すように、処理部51は作動位置PAから退避位置PBに向けて移動する。チャッカ67は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを把持している。図3に示すように、フープ巻き装置30はフープ巻きを終了した位置から、FW装置100の前後方向に沿って移動し、待機位置に移動する。この位置で次のヘリカル巻きが終了するまで待機し、次に再度フープ巻きが行われる場合には、図1及び図6に示した状態から次のフープ巻きが行われる。
【0064】
以上説明した本実施例に係るFW装置100によれば、次のような効果を有する。
【0065】
フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束Fの端部をライナー1の外周面1Sに固定してフープ巻きを開始する。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束Fをライナー1の外周面1Sに固定し、繊維束Fを切断する。このようにフープ巻きを行う場合だけ繊維束Fをライナー1の外周面1Sに固定し、ヘリカル巻きを行う場合にフープ巻きの繊維束Fがヘリカル巻き装置40の妨げにならないため、フープ巻きとヘリカル巻きとを交互に連続して行うことができる。また、フープ巻きを開始する場合、フープ巻きの開始位置において、繊維束Fの端部をライナー1の外周面1Sに固定してフープ巻きを開始するため、繊維束Fの甘巻きやコンビ巻きが不要であり、フープ巻きに要する時間を短縮することができる。また、繊維束Fの甘巻きやコンビ巻きが不要であるため、繊維束Fの使用量を減らし、製造コストを削減することができる。
【0066】
繊維束Fは、熱硬化性樹脂を含み、ライナー1の外周面1Sへの繊維束Fの固定は、繊維束Fをライナー1の外周面1Sに接触させ、接触部分を加熱する。これにより、熱硬化性樹脂が硬化して繊維束をライナー1の外周面1Sに固定することができる。
【0067】
ライナー1の外周面1Sへ繊維束Fの固定した後、繊維束Fのテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束Fが重なるように所定巻き数フープ巻き行う。これにより、繊維束Fの固定部が高いテンションで引っ張られて外れることを防止できる。また、繊維束Fが重なるように所定巻き数フープ巻きを行った後、繊維束Fのテンションを規定のテンションにしてフープ巻きを行うため、規定の強度を備えた補強層を形成することができる。
【0068】
ライナー1の外周面1Sへ繊維束Fの固定した後、繊維束Fのテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束Fが交差するようにフープ巻きを行う。これにより、下に巻いた繊維束Fが上に巻いた繊維束Fによって締め付けられて固定されるため、繊維束Fの固定部が高いテンションで引っ張られて外れることを確実に防止できる。
【0069】
フープ巻きを開始する場合には、把持部64はヒータ63に対する繊維束供給方向FAの下流側で繊維束Fを把持し、繊維束Fをライナー1の外周面1Sに接触させ、接触部分をヒータ63で加熱することにより、フープ巻きの開始位置において、繊維束Fの端部をライナー1の外周面1Sに固定することができる。また、フープ巻きを終了する場合には、ヒータ63に対する繊維束供給方向FAの上流側で繊維束Fを把持し、繊維束Fをライナー1の外周面1Sに接触させ、接触部分をヒータ63で加熱することにより、フープ巻きの終了位置において、繊維束Fをライナー1の外周面1Sに固定し、カッター62で繊維束Fを切断することができる。このように、フープ巻きの開始と終了を自動化して迅速に行うため、フープ巻きに要する時間を短縮することができる。
【0070】
以上、本発明の実施の形態について説明したが、本発明は上記実施例に限定されるものではなく、様々な変更が可能である。例えば、巻き掛けテーブル34と繊維束処理装置50の位置関係は、図5に示す位置関係に限定されるものではなく、巻き掛けテーブル34と繊維束処理装置50が干渉せず、かつ、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを把持できる位置関係であればよい。また、巻き掛けテーブル34及び繊維束処理装置50の構造や配置が異なれば、異なる位置関係になる。
【0071】
本実施例では、ヒータ63に対して把持部64が移動したが、把持部64に対してヒータ63が移動するように構成してもよい。
【0072】
本実施例では、フープ巻き装置30とヘリカル巻き装置40とを備えたFW装置100について説明したが、フープ巻き専用のFW装置に本発明を適用してもよい。
【符号の説明】
【0073】
1 ライナー
1S 外周面
10 主基台
20 ライナー移送装置
30 フープ巻き装置
33 フープ巻き掛け装置
34 巻き掛けテーブル
40 ヘリカル巻き装置
50 繊維束処理装置
51 処理部
52 アーム
53 駆動部
61 固定部
62 カッター
63 ヒータ
64 把持部
100 フィラメントワインディング装置
F 繊維束
C 制御部
【技術分野】
【0001】
本発明は、フィラメントワインディング方法及びフィラメントワインディング装置に関する。
【背景技術】
【0002】
フープ巻き装置とヘリカル巻き装置とを具備し、フープ巻きとヘリカル巻きとをライナーに対して交互に繰り返し行うことにより、ライナーの周囲に繊維束を巻き付けて補強層を形成するフィラメントワインディング装置は公知である(例えば、特許文献1)。
【0003】
従来のフープ巻き装置の動作について説明すると、フープ巻き装置は、フープ巻きが終了すると、フープ巻きした繊維束をライナー表面に繋げたままライナーから離れた退避位置まで移動する。次にフープ巻きの上にヘリカル巻きを行い、ヘリカル巻きが終了すると、フープ巻き装置は、次のフープ巻きを開始する位置まで移動する。このとき、退避位置から甘巻きを行いながら移動を開始する。甘巻きとは、繊維束を巻き付けながらフープ巻き装置を移動させる場合に行う巻き方であり、甘巻きした繊維束は補強層の形成には関与しない。
【0004】
甘巻きを行いながらフープ巻き装置がライナーの端部まで移動してくると、フープ巻き装置はコンビ巻きを開始する。コンビ巻きとは、ライナーの両端に交互に何度も繊維束を掛け回しながら、繊維束の巻き付け位置を徐々にフープ巻き開始位置まで移動させていく巻き方である(特許文献2参照。)。
【0005】
このように、従来のフープ巻き装置とヘリカル巻き装置とを具備したフィラメントワインディング装置においては、フープ巻きとヘリカル巻きとを連続して行うようにするため、フープ巻きが終了して次にヘリカル巻きを行う際に、フープ巻きした繊維束を切断せずにライナー表面に繋げたままにしている。これにより、次にフープ巻きを行う際に、作業者が手作業で繊維束をライナー表面に固定する必要がなくなる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−36461号公報
【特許文献2】特開2009−174700号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、ヘリカル巻きが終了して次のフープ巻きを行う場合、フープ巻き装置は退避位置からフープ巻き開始位置まで繊維束の甘巻きや、コンビ巻きを行いながら移動している。このため、フープ巻きした繊維束を切断せずにライナー表面に繋げたままにすると、繊維束の甘巻きやコンビ巻きを行う時間が必要となり、却ってフープ巻きに要する時間が長くなるという問題がある。また、繊維束の甘巻きやコンビ巻きは、ライナーの補強層の形成にはほとんど関与しない。このため、余分な繊維束を使用することになり、製造コストの増大を招くという問題がある。
【0008】
本発明は、上記課題を解決すべくなされたものである。本発明の第1の目的は、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することである。本発明の第2の目的は、繊維束の甘巻きやコンビ巻きを不要として、繊維束の使用量を減らし、製造コストを削減することである。
【課題を解決するための手段】
【0009】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0010】
即ち、第1の発明は、フープ巻き工程を行うフィラメントワインディング方法であって、前記フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、前記第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、前記第2の工程でフープ巻きした繊維束をフープ巻きの終了位置において前記ライナー表面に固定する第3の工程と、前記第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
【0011】
第2の発明は、第1の発明であって、
繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、前記第1の工程及び前記第3の工程における前記ライナー表面への繊維束の固定は、繊維束を前記ライナー表面に接触させ、接触部分を加熱する。
【0012】
第3の発明は、第1又は第2のいずれかの発明であって、
前記第2の工程は、繊維束のテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束が重なるように所定巻き数フープ巻きを行う第4の工程と、繊維束のテンションを規定のテンションにしてフープ巻きを行う第5の工程と、を含む。
【0013】
第4の発明は、第3の発明であって、
前記第4の工程は、繊維束が交差するようにフープ巻きを行う。
【0014】
第5の発明は、フープ巻き装置で繊維束をライナー表面に巻き付けるフィラメントワインディング装置であって、前記フープ巻き装置は、巻き付け部と、固定部と、カッターと、制御部と、を備える。巻き付け部は、繊維束を前記ライナー表面にフープ巻きする。固定部は、繊維束を前記ライナー表面に固定する。カッターは、繊維束を切断する。制御部は、フープ巻きの開始位置において繊維束の端部を前記ライナー表面に固定する前記固定部による第1の固定動作、前記ライナー表面に端部を固定した繊維束をフープ巻きする前記巻き付け部による巻き付け動作、フープ巻きの終了位置においてフープ巻きした繊維束を前記ライナー表面に固定する前記固定部による第2の固定動作、及び、前記第2の固定動作により繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する前記カッターによる切断動作、を制御する。
【0015】
第6の発明は、第5の発明であって、
繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、前記固定部は、繊維束を前記ライナー表面に接触させ、接触部分を加熱する。
【0016】
第7の発明は、第6の発明であって、
前記固定部は、繊維束を加熱するヒータと、前記ヒータに対する繊維束供給方向の上流側及び下流側のいずれにおいても繊維束を把持可能である把持部と、を備え、前記制御部は、前記第1の固定動作においては、前記ヒータに対する繊維束供給方向の下流側で繊維束を把持する前記把持部による第1の把持動作、及び、前記第2の固定動作においては、前記ヒータに対する繊維束供給方向の上流側で繊維束を把持する前記把持部による第2の把持動作を制御する。
【発明の効果】
【0017】
本発明の効果として、以下に示すような効果を奏する。
【0018】
第1の発明によれば、フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定してフープ巻きを開始する。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束をライナー表面に固定し、繊維束を切断する。このようにフープ巻きを開始する際に、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定してフープ巻きを開始するため、繊維束の甘巻きやコンビ巻きが不要であり、フープ巻きに要する時間を短縮することができる。また、繊維束の甘巻きやコンビ巻きが不要であるため、繊維束の使用量を減らし、製造コストを削減することができる。
【0019】
第2の発明によれば、繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、ライナー表面への繊維束の固定は、繊維束をライナー表面に接触させ、接触部分を加熱する。これにより、熱硬化性樹脂又は熱可塑性樹脂が硬化又は溶着して繊維束をライナー表面に固定することができる。
【0020】
第3の発明によれば、ライナー表面へ繊維束の固定した後、繊維束のテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束が重なるように所定巻き数フープ巻き行う。これにより、繊維束の固定部が高いテンションで引っ張られて外れることを防止できる。また、繊維束が重なるように所定巻き数フープ巻きを行った後、繊維束のテンションを規定のテンションにしてフープ巻きを行うため、規定の強度を備えた補強層を形成することができる。
【0021】
第4の発明によれば、ライナー表面へ繊維束の固定した後、繊維束のテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束が交差するようにフープ巻きを行う。これにより、下に巻いた繊維束が上に巻いた繊維束によって締め付けられて固定されるため、繊維束の固定部が高いテンションで引っ張られて外れることを確実に防止できる。
【0022】
第5の発明によれば、フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定してフープ巻きを開始する。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束をライナー表面に固定し、繊維束を切断する。このようにフープ巻きを開始する際に、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定してフープ巻きを開始するため、繊維束の甘巻きやコンビ巻きが不要であり、フープ巻きに要する時間を短縮することができる。また、繊維束の甘巻きやコンビ巻きが不要であるため、繊維束の使用量を減らし、製造コストを削減することができる。
【0023】
第6の発明によれば、繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、ライナー表面への繊維束の固定は、繊維束をライナー表面に接触させ、接触部分を加熱する。これにより、熱硬化性樹脂又は熱可塑性樹脂が硬化又は溶着して繊維束をライナー表面に固定することができる。
【0024】
第7の発明によれば、フープ巻きを開始する場合には、把持部はヒータに対する繊維束供給方向の下流側で繊維束を把持し、繊維束をライナー表面に接触させ、接触部分をヒータで加熱することにより、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定することができる。また、フープ巻きを終了する場合には、ヒータに対する繊維束供給方向の上流側で繊維束を把持し、繊維束をライナー表面に接触させ、接触部分をヒータで加熱することにより、フープ巻きの終了位置において、繊維束をライナー表面に固定し、カッターで繊維束を切断することができる。このように、フープ巻きの開始と終了を自動化して迅速に行うため、フープ巻きに要する時間を短縮することができる。
【図面の簡単な説明】
【0025】
【図1】フープ巻き装置30が巻き付け開始位置にある状態を示す、実施例1に係るFW装置100の側面図。
【図2】フープ巻き装置30がフープ巻きを行っている状態を示す、実施例1に係るFW装置100の側面図。
【図3】フープ巻き装置30が待機位置にある状態を示す、実施例1に係るFW装置100の側面図。
【図4】フープ巻き装置30の側面図。
【図5】図4の矢印C方向から見たフープ巻き装置30の正面図。
【図6】フープ巻きの開始位置において繊維束Fの端部をライナー1の外周面1Sに固定する動作を示す図。
【図7】処理部51が退避位置PBに移動した状態を示す図。
【図8】ヒータ63に対する繊維束供給方向FAの上流側で繊維束Fを把持する把持動作を示す図。
【図9】フープ巻きの終了位置においてフープ巻きした繊維束Fをライナー1の外周面1Sに固定する固定動作を示す図。
【図10】繊維束Fを固定した位置よりも繊維束供給方向FAの上流側で繊維束Fを切断する切断動作を示す図。
【図11】処理部51が退避位置PBに移動した状態を示す図。
【発明を実施するための形態】
【0026】
次に、発明の実施の形態について図を用いて説明する。
【実施例1】
【0027】
まず、図1、図2、図3を用いて、本発明の実施例1に係るフィラメントワインディング装置100の全体構成について説明する。以下ではフィラメントワインディング装置100をFW装置100と省略して説明する。
【0028】
図1、図2、図3は、FW装置100を示した側面図である。図1はフープ巻き装置30が巻き付け開始位置にある状態を示す。図2はフープ巻き装置30がフープ巻きを行っている状態を示す。図3はフープ巻き装置30が待機位置にある状態を示す。FW装置100は、フープ巻き装置30によるフープ巻きとヘリカル巻き装置40によるヘリカル巻きとをライナー1に対して交互に繰り返し行うことにより、ライナー1の周囲に樹脂を含浸させた繊維束Fを巻き付けていく装置である。
【0029】
図1に示す矢印A、Bは、FW装置100の前後方向と、ヘリカル巻きにおけるライナー1の移送方向を示している。ヘリカル巻きではライナー1をFW装置100の前後方向に往復動させるため、ライナー1は矢印Aの方向に移送される場合と、矢印Bの方向に移送される場合とがある。
【0030】
ライナー1は、例えば高強度アルミニウム材やポリアミド系樹脂等によって形成された略円筒形状の中空容器である。ライナー1は、該ライナー1の外周面1Sに繊維束Fが巻き付けられることによって耐圧特性の向上が図られる。つまり、ライナー1は、耐圧容器を構成する基材とされる。尚、以下の説明では、ライナー1は、繊維束Fを巻き付ける前の状態と、繊維束Fを巻き付けている途中の状態の両方を意味するものとする。例えば、ライナー1の外周面1Sとは、巻き付けられた繊維束Fの表面であることも意味する。
【0031】
FW装置100は、主に主基台10と、ライナー移送装置20と、フープ巻き装置30と、ヘリカル巻き装置40と、制御部Cで構成される。主基台10は、FW装置100の基礎を構成する。主基台10の上部には、ライナー移送装置用レール11が設けられる。ライナー移送装置用レール11には、ライナー移送装置20が載置される。主基台10の上部には、ライナー移送装置用レール11に対して平行にフープ巻き装置用レール12が設けられる。フープ巻き装置用レール12には、フープ巻き装置30が載置される。このような構成により、主基台10に対してライナー移送装置20ならびにフープ巻き装置30を移動させることが可能である。ヘリカル巻き装置40は主基台10に固定される。
【0032】
ライナー移送装置20は、FW装置100の前後方向に沿う方向の回転軸を中心としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する装置である。ライナー移送装置20は、主に基台21と、ライナー支持部22と、で構成される。ライナー移送装置20の駆動は制御部Cにより制御される。
【0033】
基台21は、一対のライナー支持部22を備えている。ライナー支持部22は、それぞれライナー支持フレーム23と支持軸24を備える。ライナー支持フレーム23は基台21から上方に向けて延設されている。支持軸24はライナー支持フレーム23からFW装置の前後方向に沿って延設されている。支持軸24は図示しない動力機構によって軸回りの一方向に回転される。支持軸24はライナー1の両端を支持し、ライナー1を回転させる。このような構成により、ライナー移送装置20は、支持軸24を回転軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する。
【0034】
フープ巻き装置30は、ライナー1の外周面1Sに繊維束Fをフープ巻きする装置である。フープ巻きでは、ライナー1の中心軸に対する繊維束Fの巻き付け角度が略90度となるように繊維束Fをライナー1の外周面1Sに巻き付けていく。フープ巻き装置30は、主に基台31と、動力機構32と、フープ巻き掛け装置33と、繊維束処理装置50とで構成される。フープ巻き装置30の駆動は制御部Cにより制御される。
【0035】
基台31には、動力機構32と、フープ巻き掛け装置33が設けられる。フープ巻き掛け装置33は、巻き掛けテーブル34とボビン71(71A、71B、71C、71D)を備えている(図5参照。)。巻き掛けテーブル34には中央にライナー1を挿通する空間が設けられている。ボビン71(71A、71B、71C、71D)は巻き掛けテーブル34に設けられ、ライナー1の外周面1Sに繊維束Fを供給する。動力機構32はフープ巻き掛け装置33をライナー1の中心軸回りに回転させる。
【0036】
フープ巻きでは、ライナー1の位置は固定し、フープ巻き装置30をライナー1の中心軸方向に沿って往復動させつつ、フープ巻き掛け装置33をライナー1の中心軸回りに回転させる。これによりフープ巻きが行われる。尚、フープ巻き装置30の移動速度や巻き掛けテーブル34の回転速度を調節することによって、繊維束Fの巻き付け態様を自在に変更可能である。繊維束処理装置50については後に詳述する。
【0037】
ヘリカル巻き装置40は、ライナー1の外周面1Sに繊維束Fをヘリカル巻きする装置である。ヘリカル巻きでは、繊維束Fの巻き付け角度が所定の値(例えば、0〜60度)となるように繊維束Fをライナー1の外周面1Sに巻き付けていく。ヘリカル巻き装置40は、主に基台41と、ヘリカル巻き掛け装置42とで構成される。ヘリカル巻き装置40の駆動は制御部Cにより制御される。
【0038】
基台41には、ヘリカル巻き掛け装置42が設けられる。ヘリカル巻き掛け装置42は、第1ヘリカルヘッド43と、第2ヘリカルヘッド44を備えている。第1ヘリカルヘッド43及び第2ヘリカルヘッド44には、図示しない複数のボビンから繊維束Fが供給され、ライナー1の外周面1Sに繊維束Fが導かれる。
【0039】
ヘリカル巻きでは、ヘリカル巻き装置40は固定されており、ライナー移送装置20によりライナー1が回転しながら回転軸方向に移送される。これにより、ヘリカル巻きが行われる。尚、ライナー1の移送速度や回転速度を調節することによって、繊維束Fの巻き付け態様を自在に変更可能である。
【0040】
次に、本発明の特徴部分であるフープ巻き装置30の繊維束処理装置50について、詳しく説明する。図4は、フープ巻き装置30の側面図、図5は図4の矢印C方向から見たフープ巻き装置30の正面図を示している。
【0041】
まず、フープ巻き装置30について詳しく説明する。図4、図5に示すように、フープ巻き装置30の巻き掛けテーブル34には、ボビン71(71A、71B、71C、71D)と、繊維供給ガイド72と、ガイドローラ73が配置されている。ボビン71(71A、71B、71C、71D)は、巻き掛けテーブル34に挿通されるライナー1の周りに等間隔に配置され、ライナー1に繊維束Fを供給する。ガイドローラ73はボビン71A、71B、71C、71Dからの4本の繊維束Fをまとめて繊維供給ガイド72に案内する。繊維供給ガイド72はガイドローラ73でまとめられた4本の繊維束Fをライナー1の外周面1Sに供給する。
【0042】
巻き掛けテーブル34は動力機構32により、図5において矢印R方向に回転する。繊維供給ガイド72からライナー1へ導かれる繊維束Fは、矢印R方向に回転されながら、ライナー1の外周面1Sに巻き付けられる。繊維束Fは巻き掛けテーブル34の回転方向の下流側である矢印FA方向に供給される。以下、繊維束Fが供給される方向FAを繊維供給方向FAという。また、矢印FAの基端側を繊維供給方向FAの上流側、矢印FAの先端側を繊維供給方向FAの下流側という。また、繊維供給ガイド72からライナー1へ導かれる繊維束Fがライナー1の外周面1Sに接して巻き付けられる位置を巻き付け位置WPという。
【0043】
巻き掛けテーブル34を駆動する動力機構32は、制御部Cに接続されており、制御部Cからの信号に基づいて、回転及び停止が制御される。制御部Cには、巻き掛けテーブル34の回転角度を検出して、巻き掛けテーブル34の位置を検出する検出部(図示せず)が接続されている。検出部として例えばエンコーダが用いられる。制御部Cは、巻き掛けテーブル34の位置を検出することにより、ボビン71(71A、71B、71C、71D)の位置や繊維束Fの巻き付け位置WP等を特定することが可能である。また、制御部Cは、巻き掛けテーブル34の位置を検出しながら、動力機構32を制御することにより、繊維供給ガイド72及び繊維束Fの巻き付け位置WPが任意の位置に来るように、巻き掛けテーブル34の回転を停止させることも可能である。
【0044】
次に、繊維束処理装置50について説明する。図4、図5に示すように、繊維束処理装置50は、主に処理部51、アーム52、駆動部53を備えている。繊維束処理装置50は巻き掛けテーブル34において、繊維束Fの巻き付けが行われる側、すなわち、ボビン71(71A、71B、71C、71D)、繊維供給ガイド72等と同じ側に配置される。繊維束処理装置50は、制御部Cに接続されており、制御部Cからの信号に基づいて処理部51及び駆動部53が駆動する。支持部54は、繊維束処理装置50を支持するものであり、基台31に固定される。
【0045】
処理部51は、フープ巻きの開始時と終了時において、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fをライナー1の外周面1Sに固定する動作を行うものである。処理部51は、処理部主体55、固定部61、カッター62を備えている。
【0046】
固定部61及びカッター62は、処理部主体55に支持されている。アーム52は処理部51を支持するものであり、第1の端部は処理部主体51に固定され、第2の端部は駆動部53に固定されている。駆動部53は、アーム52及び処理部51を揺動するものである。駆動源としてのモータ(図示せず)及びモータの駆動力をアーム52に伝達するギヤ(図示せず)を備えている。駆動部53は支持部54に載置されている。図5に示すように、駆動部53は、制御部Cからの制御信号に基づき、アーム52を揺動させて処理部51の位置を作動位置PAと退避位置PBに切り換える。
【0047】
処理部51の作動位置PAは、フープ巻きの開始時と終了時において、処理部51が繊維束Fをライナー1の外周面1Sに固定する動作を行う位置である。処理部51の退避位置PBは、繊維束Fをライナー1の外周面1Sにフープ巻きしていく際に、回転する巻き掛けテーブル34、ボビン71(71A、71B、71C、71D)、繊維束F等に処理部51及びアーム52が干渉しない位置である。
【0048】
固定部61は、ヒータ63と把持部64を備えている。ヒータ63は加熱手段を備えている。ヒータ63は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fに接触し、繊維束Fに含浸される熱硬化性樹脂又は熱可塑性樹脂を加熱することで短時間で硬化又は溶着させて、ライナー1の外周面1Sに繊維束Fを固定するものである。本実施例では、繊維束Fに含浸させる樹脂として熱硬化性樹脂を用いている。ヒータ63は固定部主体65に設けられている。固定部主体65は駆動源としてのモータ66に接続されている。モータ66は処理部主体55に取り付けられている。ヒータ63は制御部Cの信号に基づくモータ66の駆動により所定角度だけ回動する(図6から図11参照。)。
【0049】
ヒータ63に設けられている加熱手段は、抵抗加熱、誘導加熱などの公知の加熱手段を用いることができる。繊維束Fに含浸させる熱硬化性樹脂又は熱可塑性樹脂は、繊維束Fがボビン71(71A、71B、71C、71D)から供給された後、ライナー1に巻き付ける前に含浸させてもよい。あるいは、予め熱硬化性樹脂又は熱可塑性樹脂を含浸させたプリプレグを用いてもよい。また、繊維束Fをライナー1の外周面1Sに固定するための樹脂を部分的に含浸させてもよい。
【0050】
把持部64は、繊維束Fをライナー1の外周面1Sに固定する際に、繊維束Fを把持するものである。把持部64は、チャッカ67と移動部68を備えている。チャッカ67は開閉口(図示せず)を有しており、開閉口を大きく開いた状態で巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fに接近し、開閉口内に繊維束Fを捕捉すると開閉口を閉じて繊維束Fを把持する。
【0051】
移動部68は、ヒータ63に対するチャッカ67の位置を切り換えるものである。移動部68は例えばエアシリンダであり、伸縮するロッドの先端にチャッカ67を固定する。移動部68は処理部主体55に取り付けられている。チャッカ67の位置は、移動部68により、ヒータ63に対する繊維束供給方向FAの下流側(図6参照。)及び上流側(図8参照。)に切り替えられる。チャッカ67は、いずれの位置において繊維束Fを把持可能である。
【0052】
カッター62は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを切断するものである。カッター62は、固定部主体65に対して進退自在に設けられている。繊維束Fを切断する際には、固定部主体65に対して突出して、繊維束Fを切断する。待機時には、固定部主体65に引き込こまれており繊維束Fに接触しない位置に退避している。
【0053】
巻き掛けテーブル34と繊維束処理装置50の位置関係について説明する。図5に示す巻き掛けテーブル34と繊維束処理装置50の位置関係において、処理部51は作動位置PAと退避位置PBの間で位置が切り換えられる。作動位置PAと退避位置PBの間で位置が切り換えられるのは、フープ巻きの開始時と終了時において、巻き掛けテーブル34が停止している間である。しかしながら、巻き掛けテーブル34が停止している間であっても、巻き掛けテーブル34の姿勢(回転位置)が図5に示す姿勢(回転位置)と異なる場合、ボビン71A、71B、71C、71Dや、繊維供給ガイド72、ガイドローラ73、及び、これらに掛け回されている繊維束Fと干渉するおそれがある。また、処理部51は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを把持して、ライナー1の外周面1Sに固定する動作を行う必要もある。
【0054】
このため、本実施例では、処理部51が作動位置PAと退避位置PBの間で位置が切り換えられる間、及び、処理部51が作動位置PAに位置する間は、図5に示すように、処理部51がボビン71Aとボビン71Dの間に位置するように、巻き掛けテーブル34の姿勢(回転位置)が保たれるものとする。この巻き掛けテーブル34の姿勢(回転位置)を以下では処理時停止姿勢として説明する。
【0055】
次に、上記構成のFW装置100のフープ巻きにおける繊維束処理装置50の動作について説明する。本実施例で使用するライナー1は、半径が一定の第1筒状部1Aと、筒状部1Aの両端部に設けられるドーム部1Bと、ドーム部1Bの端部に設けられる第2筒状部1Cを備えているものとする(図3参照。)。そして、ライナー1はライナー移送装置20に装着され、先に行われたヘリカル巻きに続いてフープ巻きが行われ、その後さらにヘリカル巻きが行われるものとする。制御部Cには、フープ巻きの巻き付け条件、すなわち、フープ巻き装置30の移動速度、巻き掛けテーブル34の回転速度、フープ巻き装置30を往復する回数、フープ巻き装置30の移動距離等の巻き付け条件が予め作業者により入力されているものとする。制御部Cは、入力された巻き付け条件に基づいてフープ巻き装置30の駆動を以下のように制御する。
【0056】
フープ巻きの前のヘリカル巻きが終了すると、図1に示すように、フープ巻き装置30は待機位置(図3参照。)からFW装置100の前後方向に沿って移動し、フープ巻きを開始する位置に移動する。本実施例では、フープ巻きは、ライナー1の筒状部1Aの一端部から開始するものとする。フープ巻き装置30が移動する際には、巻き掛けテーブル34は、処理時停止姿勢であり、処理部51は退避位置PBにあるものとする(図11参照。)。また、チャッカ67は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを把持しているものとする。
【0057】
図1に示すように、フープ巻き装置30がフープ巻きを開始する位置に到達すると、図6に示すように、処理部51はアーム52の揺動により、作動位置PAに移動する。チャッカ67の位置は、ヒータ63に対する繊維束供給方向FAの下流側である。ヒータ63は、固定部主体65の回動により、筒状部1Aの外周面1ASに向けられている。ヒータ63が繊維束Fを筒状部1Aの外周面1ASに接触させ、接触部分を加熱することで、繊維束Fに含浸した熱硬化性樹脂が硬化し、繊維束Fの端部はヘリカル巻きにおいて巻き付けられた繊維束Fに固定される。カッター62は、固定部主体65に引き込こまれており、繊維束Fに接触しない位置に退避している。
【0058】
図7に示すように、繊維束Fの端部が筒状部1Aの外周面1ASに固定されると、処理部51はアーム52の揺動により、退避位置PBに移動する。処理部51が退避位置PBに移動すると、フープ巻き装置30は繊維束Fの巻き付けを開始する。最初の数周程度は、繊維束Fのテンションを規定のテンションFより下げた状態とし、その状態で下に巻いた繊維束Fの上に次の繊維束Fが重なるように巻き付ける。あるいは、下に巻いた繊維束Fの上に次の繊維束Fが交差するように巻き付ける。最初の数周程度を巻き終えた後、繊維束Fのテンションを規定のテンションにしてフープ巻きを行う。
【0059】
図2に示すように、フープ巻き装置30が巻き掛けテーブル34を回転させながら図示右方向に移動することによって、筒状部1Aの外周面1ASに繊維束Fをフープ巻きしていく。この状態で、一層目のフープ巻層を形成する。引き続き、フープ巻き装置30を反転移動させることにより、先のフープ巻層の外面に二層目のフープ巻層を形成する。さらにフープ巻層を形成する場合には、フープ巻き装置30を往復移動させることによりフープ巻きを必要回数行う。
【0060】
必要回数のフープ巻きが終了すると、図8に示すように、巻き掛けテーブル34を、処理時停止姿勢で停止する。処理部51は退避位置PBから作動位置PAに向けて移動する。チャッカ67の位置は、ヒータ63に対する繊維束供給方向FAの上流側である。チャッカ67の開閉口を大きく開いた状態で、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fに接近させ、開閉口内に繊維束Fを捕捉すると開閉口を閉じて繊維束Fを把持する。ヒータ63は、固定部主体65の回動により、筒状部1Aの外周面1ASに向け、繊維束Fに接触しないようにしている。カッター62は、固定部主体65に引き込こまれており、繊維束Fに接触しない位置に退避している。
【0061】
図8において、チャッカ67が繊維束Fを把持し、続いて図9に示すように、処理部51は作動位置PAに移動する。チャッカ67の位置は、図8に示したのと同様に、ヒータ63に対する繊維束供給方向FAの上流側である。ヒータ63も筒状部1Aの外周面1ASに向けられている。ヒータ63が繊維束Fを筒状部1Aの外周面1ASに接触させ、接触部分を加熱することで、繊維束Fに含浸した熱硬化性樹脂が硬化し、繊維束Fは先にフープ巻きにおいて巻き付けられた繊維束Fに固定される。カッター62は、まだ固定部主体65に引き込こまれており、繊維束Fに接触しない位置に退避している。
【0062】
図10に示すように、繊維束Fがヒータ63によって先にフープ巻きにおいて巻き付けられた繊維束Fに固定されると、カッター62が固定部主体65に対して突出し、繊維束Fを固定した位置(固定位置)よりも繊維束供給方向FAの上流側で繊維束Fを切断する。これにより、フープ巻きした繊維束Fがフープ巻きの終了位置において筒状部1Aの外周面1ASに固定される。
【0063】
図10において、カッター62が繊維束Fを切断すると、図11に示すように、処理部51は作動位置PAから退避位置PBに向けて移動する。チャッカ67は、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを把持している。図3に示すように、フープ巻き装置30はフープ巻きを終了した位置から、FW装置100の前後方向に沿って移動し、待機位置に移動する。この位置で次のヘリカル巻きが終了するまで待機し、次に再度フープ巻きが行われる場合には、図1及び図6に示した状態から次のフープ巻きが行われる。
【0064】
以上説明した本実施例に係るFW装置100によれば、次のような効果を有する。
【0065】
フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束Fの端部をライナー1の外周面1Sに固定してフープ巻きを開始する。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束Fをライナー1の外周面1Sに固定し、繊維束Fを切断する。このようにフープ巻きを行う場合だけ繊維束Fをライナー1の外周面1Sに固定し、ヘリカル巻きを行う場合にフープ巻きの繊維束Fがヘリカル巻き装置40の妨げにならないため、フープ巻きとヘリカル巻きとを交互に連続して行うことができる。また、フープ巻きを開始する場合、フープ巻きの開始位置において、繊維束Fの端部をライナー1の外周面1Sに固定してフープ巻きを開始するため、繊維束Fの甘巻きやコンビ巻きが不要であり、フープ巻きに要する時間を短縮することができる。また、繊維束Fの甘巻きやコンビ巻きが不要であるため、繊維束Fの使用量を減らし、製造コストを削減することができる。
【0066】
繊維束Fは、熱硬化性樹脂を含み、ライナー1の外周面1Sへの繊維束Fの固定は、繊維束Fをライナー1の外周面1Sに接触させ、接触部分を加熱する。これにより、熱硬化性樹脂が硬化して繊維束をライナー1の外周面1Sに固定することができる。
【0067】
ライナー1の外周面1Sへ繊維束Fの固定した後、繊維束Fのテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束Fが重なるように所定巻き数フープ巻き行う。これにより、繊維束Fの固定部が高いテンションで引っ張られて外れることを防止できる。また、繊維束Fが重なるように所定巻き数フープ巻きを行った後、繊維束Fのテンションを規定のテンションにしてフープ巻きを行うため、規定の強度を備えた補強層を形成することができる。
【0068】
ライナー1の外周面1Sへ繊維束Fの固定した後、繊維束Fのテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束Fが交差するようにフープ巻きを行う。これにより、下に巻いた繊維束Fが上に巻いた繊維束Fによって締め付けられて固定されるため、繊維束Fの固定部が高いテンションで引っ張られて外れることを確実に防止できる。
【0069】
フープ巻きを開始する場合には、把持部64はヒータ63に対する繊維束供給方向FAの下流側で繊維束Fを把持し、繊維束Fをライナー1の外周面1Sに接触させ、接触部分をヒータ63で加熱することにより、フープ巻きの開始位置において、繊維束Fの端部をライナー1の外周面1Sに固定することができる。また、フープ巻きを終了する場合には、ヒータ63に対する繊維束供給方向FAの上流側で繊維束Fを把持し、繊維束Fをライナー1の外周面1Sに接触させ、接触部分をヒータ63で加熱することにより、フープ巻きの終了位置において、繊維束Fをライナー1の外周面1Sに固定し、カッター62で繊維束Fを切断することができる。このように、フープ巻きの開始と終了を自動化して迅速に行うため、フープ巻きに要する時間を短縮することができる。
【0070】
以上、本発明の実施の形態について説明したが、本発明は上記実施例に限定されるものではなく、様々な変更が可能である。例えば、巻き掛けテーブル34と繊維束処理装置50の位置関係は、図5に示す位置関係に限定されるものではなく、巻き掛けテーブル34と繊維束処理装置50が干渉せず、かつ、巻き掛けテーブル34の繊維供給ガイド72から供給される繊維束Fを把持できる位置関係であればよい。また、巻き掛けテーブル34及び繊維束処理装置50の構造や配置が異なれば、異なる位置関係になる。
【0071】
本実施例では、ヒータ63に対して把持部64が移動したが、把持部64に対してヒータ63が移動するように構成してもよい。
【0072】
本実施例では、フープ巻き装置30とヘリカル巻き装置40とを備えたFW装置100について説明したが、フープ巻き専用のFW装置に本発明を適用してもよい。
【符号の説明】
【0073】
1 ライナー
1S 外周面
10 主基台
20 ライナー移送装置
30 フープ巻き装置
33 フープ巻き掛け装置
34 巻き掛けテーブル
40 ヘリカル巻き装置
50 繊維束処理装置
51 処理部
52 アーム
53 駆動部
61 固定部
62 カッター
63 ヒータ
64 把持部
100 フィラメントワインディング装置
F 繊維束
C 制御部
【特許請求の範囲】
【請求項1】
フープ巻き工程を行うフィラメントワインディング方法であって、
前記フープ巻き工程は、
フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、
前記第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、
前記第2の工程でフープ巻きした繊維束をフープ巻きの終了位置において前記ライナー表面に固定する第3の工程と、
前記第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、
を含むことを特徴とするフィラメントワインディング方法。
【請求項2】
請求項1に記載のフィラメントワインディング方法であって、
繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、
前記第1の工程及び前記第3の工程における前記ライナー表面への繊維束の固定は、繊維束を前記ライナー表面に接触させ、接触部分を加熱することを特徴とするフィラメントワインディング方法。
【請求項3】
請求項1又は2のいずれか1項に記載のフィラメントワインディング方法であって、
前記第2の工程は、
繊維束のテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束が重なるように所定巻き数フープ巻きを行う第4の工程と、
繊維束のテンションを規定のテンションにしてフープ巻きを行う第5の工程と、
を含むことを特徴とするフィラメントワインディング方法。
【請求項4】
請求項3に記載のフィラメントワインディング方法であって、
前記第4の工程は、繊維束が交差するようにフープ巻きを行うことを特徴とするフィラメントワインディング方法。
【請求項5】
フープ巻き装置で繊維束をライナー表面に巻き付けるフィラメントワインディング装置であって、
前記フープ巻き装置は、
繊維束を前記ライナー表面にフープ巻きする巻き付け部と、
繊維束を前記ライナー表面に固定する固定部と、
繊維束を切断するカッターと、
フープ巻きの開始位置において繊維束の端部を前記ライナー表面に固定する前記固定部による第1の固定動作、前記ライナー表面に端部を固定した繊維束をフープ巻きする前記巻き付け部による巻き付け動作、フープ巻きの終了位置においてフープ巻きした繊維束を前記ライナー表面に固定する前記固定部による第2の固定動作、及び、前記第2の固定動作により繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する前記カッターによる切断動作、を制御する制御部と、
を備えたことを特徴とするフィラメントワインディング装置。
【請求項6】
請求項5に記載のフィラメントワインディング装置であって、
繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、
前記固定部は、繊維束を前記ライナー表面に接触させ、接触部分を加熱することを特徴とするフィラメントワインディング装置。
【請求項7】
請求項6に記載のフィラメントワインディング装置であって、
前記固定部は、
繊維束を加熱するヒータと、
前記ヒータに対する繊維束供給方向の上流側及び下流側のいずれにおいても繊維束を把持可能である把持部と、を備え、
前記制御部は、前記第1の固定動作においては、前記ヒータに対する繊維束供給方向の下流側で繊維束を把持する前記把持部による第1の把持動作、及び、前記第2の固定動作においては、前記ヒータに対する繊維束供給方向の上流側で繊維束を把持する前記把持部による第2の把持動作を制御する、ことを特徴とするフィラメントワインディング装置。
【請求項1】
フープ巻き工程を行うフィラメントワインディング方法であって、
前記フープ巻き工程は、
フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、
前記第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、
前記第2の工程でフープ巻きした繊維束をフープ巻きの終了位置において前記ライナー表面に固定する第3の工程と、
前記第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、
を含むことを特徴とするフィラメントワインディング方法。
【請求項2】
請求項1に記載のフィラメントワインディング方法であって、
繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、
前記第1の工程及び前記第3の工程における前記ライナー表面への繊維束の固定は、繊維束を前記ライナー表面に接触させ、接触部分を加熱することを特徴とするフィラメントワインディング方法。
【請求項3】
請求項1又は2のいずれか1項に記載のフィラメントワインディング方法であって、
前記第2の工程は、
繊維束のテンションを規定のテンションより下げた状態でフープ巻きを開始し、繊維束が重なるように所定巻き数フープ巻きを行う第4の工程と、
繊維束のテンションを規定のテンションにしてフープ巻きを行う第5の工程と、
を含むことを特徴とするフィラメントワインディング方法。
【請求項4】
請求項3に記載のフィラメントワインディング方法であって、
前記第4の工程は、繊維束が交差するようにフープ巻きを行うことを特徴とするフィラメントワインディング方法。
【請求項5】
フープ巻き装置で繊維束をライナー表面に巻き付けるフィラメントワインディング装置であって、
前記フープ巻き装置は、
繊維束を前記ライナー表面にフープ巻きする巻き付け部と、
繊維束を前記ライナー表面に固定する固定部と、
繊維束を切断するカッターと、
フープ巻きの開始位置において繊維束の端部を前記ライナー表面に固定する前記固定部による第1の固定動作、前記ライナー表面に端部を固定した繊維束をフープ巻きする前記巻き付け部による巻き付け動作、フープ巻きの終了位置においてフープ巻きした繊維束を前記ライナー表面に固定する前記固定部による第2の固定動作、及び、前記第2の固定動作により繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する前記カッターによる切断動作、を制御する制御部と、
を備えたことを特徴とするフィラメントワインディング装置。
【請求項6】
請求項5に記載のフィラメントワインディング装置であって、
繊維束は、熱硬化性樹脂又は熱可塑性樹脂を含み、
前記固定部は、繊維束を前記ライナー表面に接触させ、接触部分を加熱することを特徴とするフィラメントワインディング装置。
【請求項7】
請求項6に記載のフィラメントワインディング装置であって、
前記固定部は、
繊維束を加熱するヒータと、
前記ヒータに対する繊維束供給方向の上流側及び下流側のいずれにおいても繊維束を把持可能である把持部と、を備え、
前記制御部は、前記第1の固定動作においては、前記ヒータに対する繊維束供給方向の下流側で繊維束を把持する前記把持部による第1の把持動作、及び、前記第2の固定動作においては、前記ヒータに対する繊維束供給方向の上流側で繊維束を把持する前記把持部による第2の把持動作を制御する、ことを特徴とするフィラメントワインディング装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−63584(P2013−63584A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−203621(P2011−203621)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]