
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。
【解決手段】フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィラメントワインディング方法及びフィラメントワインディング装置に関する。
【背景技術】
【0002】
フープ巻き装置とヘリカル巻き装置とを具備し、フープ巻きとヘリカル巻きとをライナーに対して交互に繰り返し行うことにより、ライナーの周囲に繊維束を巻き付けて補強層を形成するフィラメントワインディング装置は公知である(例えば、特許文献1)。
【0003】
従来のフープ巻き装置の動作について説明すると、フープ巻き装置は、フープ巻きが終了すると、繊維束をライナーに繋げたままライナーから離れた退避位置まで移動する。次にフープ巻きの上にヘリカル巻きを行い、ヘリカル巻きが終了すると、フープ巻き装置は、次のフープ巻きを開始する位置まで移動する。このとき、退避位置から甘巻きを行いながら移動を開始する。甘巻きとは、繊維束を巻き付けながらフープ巻き装置を移動させる場合に行う巻き方であり、甘巻きした繊維束は補強層の形成には関与しない。
【0004】
甘巻きを行いながらフープ巻き装置がライナーの端部まで移動してくると、フープ巻き装置はコンビ巻きを開始する。コンビ巻きとは、ライナーの両端に交互に何度も繊維束を掛け回しながら、繊維束の巻き付け位置を徐々にフープ巻き開始位置まで移動させていく巻き方である(特許文献2参照。)。
【0005】
コンビ巻きを行う理由は、ライナーのドーム部のような傾斜部にフープ巻きを行っても繊維束が滑って巻き付けられないためである。このため、コンビ巻きにより繊維束をライナー軸方向に引っ張るような角度で巻き付けてドーム部を巻き上がり、繊維束が滑らないライナーの筒状部で徐々に角度をフープ巻きの角度に変更している。
【0006】
このように、従来のフープ巻き装置とヘリカル巻き装置とを具備したフィラメントワインディング装置においては、フープ巻きとヘリカル巻きとを連続して行うようにするため、フープ巻きが終了して次にヘリカル巻きを行う際に、フープ巻きした繊維束を切断せずにライナー表面に繋げたままにしている。
【0007】
しかしながら、ヘリカル巻きが終了して次のフープ巻きを行う場合、フープ巻き装置は退避位置からフープ巻き開始位置まで繊維束の甘巻きや、コンビ巻きを行いながら移動している。このため、フープ巻きした繊維束を切断せずにライナー表面に繋げたままにすると、繊維束の甘巻きやコンビ巻きを行う時間が必要となり、フープ巻きに要する時間が長くなる。また、繊維束の甘巻きやコンビ巻きは、ライナーの補強層の形成にはほとんど関与しない。このため、余分な繊維束を使用することになり、製造コストの増大を招く。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2010−36461号公報
【特許文献2】特開2009−174700号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記課題を解決すべくなされたものである。本発明の目的は、ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することである。
【課題を解決するための手段】
【0010】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0011】
即ち、第1の発明は、フープ巻き工程を行うフィラメントワインディング方法であって、
前記フープ巻き工程は、第1から第6の工程を含む。
第1の工程は、ライナーの半径方向の外側において保持部に繊維束を巻き付けて、繊維束を一時的に保持する。
第2の工程は、フープ巻きの開始位置において、繊維束の巻き付け位置を前記保持部から前記ライナーに移動させ、前記ライナーへの繊維束のフープ巻きを開始する。
第3の工程は、前記保持部から前記ライナーに架け渡されている繊維束を切断する。
第4の工程は、前記ライナーに対して繊維束のフープ巻きを行う。
第5の工程は、フープ巻きの終了位置において、繊維束の巻き付け位置を前記ライナーから前記保持部に移動させ、前記保持部に繊維束を巻き付けて繊維束を保持させる。
第6の工程は、前記ライナーから前記保持部に架け渡されている繊維束を切断する。
【0012】
第2の発明は、フープ巻き装置で繊維束をライナーに巻き付けるフィラメントワインディング装置であって、
前記フープ巻き装置は、巻き付け部と、保持部と、カッターと、制御部とを備える。
巻き付け部は、前記ライナーに対して繊維束のフープ巻きを行う。
保持部は、前記巻き付け部により繊維束を巻き付け可能であり、前記ライナーの半径方向の外側で繊維束を一時的に保持する。
カッターは、繊維束を切断する。
制御部は、巻き付け開始動作と、第1の切断動作と、巻き付け動作と、退避動作と、第2の切断動作を制御する。
巻き付け開始動作では、前記保持部に繊維束を巻き付けた後、フープ巻きの開始位置において、繊維束の巻き付け位置を前記保持部から前記ライナーに移動させ、前記ライナーへの繊維束のフープ巻きを開始する。
第1の切断動作では、前記保持部から前記ライナーに架け渡されている繊維束を前記カッターで切断する。
巻き付け動作では、前記ライナーに対して繊維束のフープ巻きを行う。
退避動作では、フープ巻きの終了位置において、繊維束の巻き付け位置を前記ライナーから前記保持部に移動させ、前記保持部に繊維束を巻き付けて繊維束を保持させる。
第2の切断動作では、前記ライナーから前記保持部に架け渡されている繊維束を前記カッターで切断する。
【0013】
第3の発明は、第2の発明であって、
前記制御部は、前記巻き付け開始動作、及び前記退避動作において、前記巻き付け部と前記保持部との相対位置を前記ライナーの軸方向に変化させる制御を行う。
【0014】
第4の発明は、第2又は第3のいずれかの発明であって、
前記保持部は、前記ライナーの周方向に配置される複数の部材で構成されており、前記複数の部材を前記ライナーの半径方向に移動させることにより、前記保持部を拡大又は縮小できる。
【0015】
第5の発明は、第2から第4のいずれかの発明であって、
前記保持部は、前記退避動作において前記ライナーからの繊維束を保持部に案内する案内部を備える。
【発明の効果】
【0016】
本発明の効果として、以下に示すような効果を奏する。
【0017】
第1の発明によれば、フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束の巻き付け位置を保持部からライナーに移動させ、ライナーへの繊維束のフープ巻きを開始する。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束の巻き付け位置をライナーから保持部に移動させ、保持部に繊維束を巻き付けて繊維束を保持させる。このようにフープ巻きを開始する際に、フープ巻きの開始位置において、繊維束の巻き付け位置を保持部からライナーに移動させるため、ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することができる。また、繊維束の甘巻きやコンビ巻きが不要であるため、繊維束の使用量を減らし、製造コストを削減することができる。
【0018】
第2の発明によれば、フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束の巻き付け位置を保持部からライナーに移動させ、ライナーへの繊維束のフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束の巻き付け位置をライナーから保持部に移動させ、保持部に繊維束を巻き付けて繊維束を保持させる退避動作を行う。このようにフープ巻きを開始する際に、フープ巻きの開始位置において、繊維束の巻き付け位置を保持部からライナーに移動させるため、ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することができる。また、繊維束の甘巻きやコンビ巻きが不要であるため、繊維束の使用量を減らし、製造コストを削減することができる。
【0019】
第3の発明によれば、巻き付け開始動作、及び退避動作において、巻き付け部と保持部との相対位置をライナーの軸方向に変化させる。これにより、巻き付け開始動作や退避動作を少ない動作で行うことができる。
【0020】
第4の発明によれば、保持部は、ライナーの周方向に配置される複数の部材で構成されており、複数の部材をライナーの半径方向に移動させることにより、保持部を拡大又は縮小できる。このため、半径が異なるライナーに容易に対応することができる。
【0021】
第5の発明によれば、保持部は、退避動作においてライナーからの繊維束を保持部に案内する案内部を備えている。このため、退避動作において繊維束を確実に保持部に巻き付けることができる。
【図面の簡単な説明】
【0022】
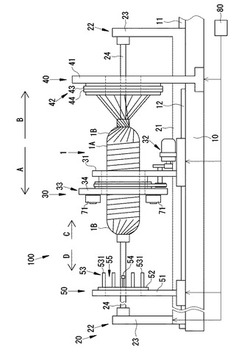
【図1】実施例1に係るFW装置100の側面図。
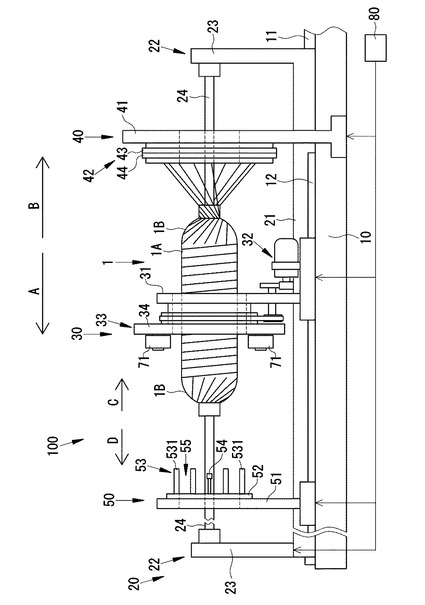
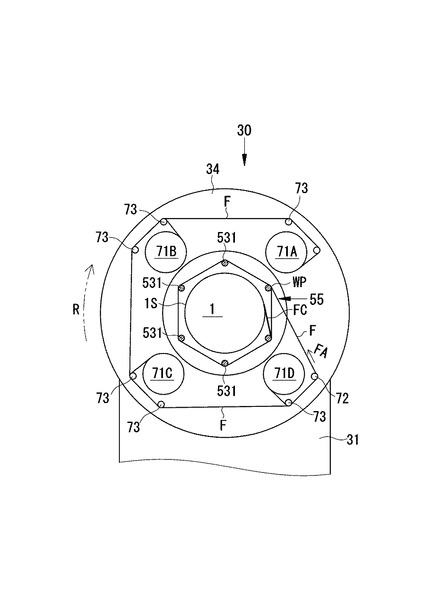
【図2】図1の矢印C方向から見たフープ巻き装置30の巻き掛けテーブル34の正面図。
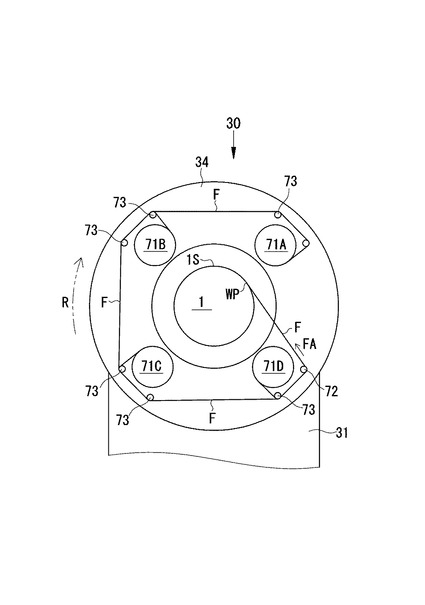
【図3】図1の矢印D方向から見たフープ巻き装置30の糸掛け装置50の正面図。
【図4】巻き付け開始動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図5】図4の5−5線で切断したフープ巻き装置30及びライナー1の断面図。
【図6】巻き付け開始動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図7】図6の7−7線で切断したフープ巻き装置30及びライナー1の断面図。
【図8】巻き付け動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図9】退避動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図10】図9の10−10線で切断したフープ巻き装置30及びライナー1の断面図。
【図11】退避動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図12】図11の12−12線で切断したフープ巻き装置30及びライナー1の断面図。
【発明を実施するための形態】
【0023】
次に、発明の実施の形態について図を用いて説明する。
【実施例1】
【0024】
まず、図1を用いて、本発明の実施例1に係るフィラメントワインディング装置100の全体構成について説明する。以下ではフィラメントワインディング装置100をFW装置100と省略して説明する。
【0025】
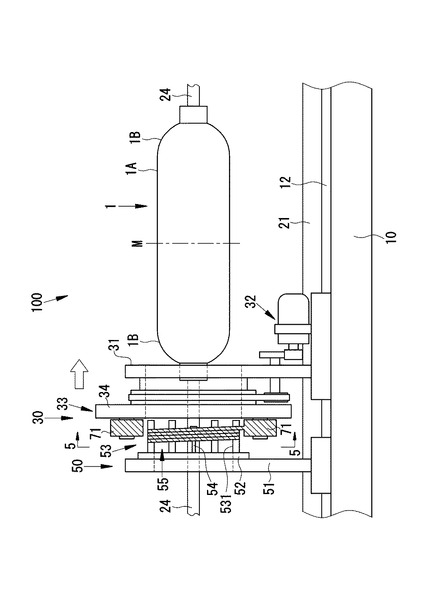
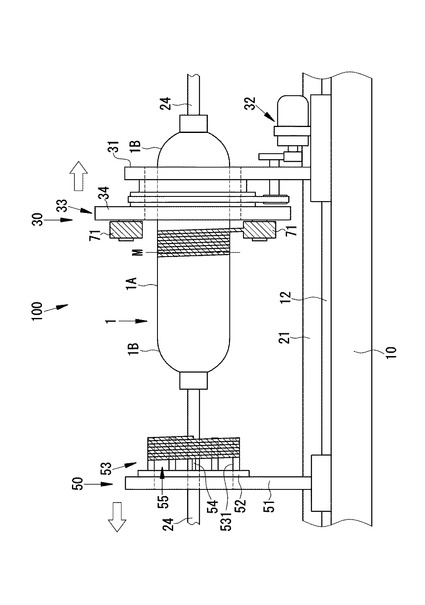
図1は、FW装置100を示した側面図である。FW装置100は、フープ巻き装置30によるフープ巻きとヘリカル巻き装置40によるヘリカル巻きとをライナー1に対して交互に繰り返し行うことにより、ライナー1の周囲に樹脂を含浸させた繊維束Fを巻き付けていく装置である。
【0026】
図1に示す矢印A、Bは、FW装置100の前後方向と、ヘリカル巻きにおけるライナー1の移送方向を示している。ヘリカル巻きではライナー1をFW装置100の前後方向に往復動させるため、ライナー1は矢印Aの方向に移送される場合と、矢印Bの方向に移送される場合とがある。
【0027】
ライナー1は、例えば高強度アルミニウム材やポリアミド系樹脂等によって形成された略円筒形状の中空容器である。ライナー1は、外周面1Sに繊維束Fが巻き付けられることによって耐圧特性の向上が図られる。つまり、ライナー1は、耐圧容器を構成する基材とされる。尚、以下の説明では特に断りがない限り、ライナー1は、繊維束Fを巻き付ける前の状態と、繊維束Fを巻き付けている途中の状態の両方を意味するものとする。例えば、ライナー1の外周面1Sとは、巻き付けられた繊維束Fの表面であることも意味する。
【0028】
FW装置100は、主に主基台10と、ライナー移送装置20と、フープ巻き装置30と、ヘリカル巻き装置40と、制御部80で構成される。主基台10は、FW装置100の基礎を構成する。主基台10の上部には、ライナー移送装置用レール11が設けられる。ライナー移送装置用レール11には、ライナー移送装置20が載置される。主基台10の上部には、ライナー移送装置用レール11に対して平行にフープ巻き装置用レール12が設けられる。フープ巻き装置用レール12には、フープ巻き装置30が載置される。このような構成により、主基台10に対してライナー移送装置20ならびにフープ巻き装置30を移動させることが可能である。ヘリカル巻き装置40は主基台10に固定される。
【0029】
ライナー移送装置20は、FW装置100の前後方向に沿う方向の回転軸を中心としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する装置である。ライナー移送装置20は、主に基台21と、ライナー支持部22と、で構成される。ライナー移送装置20の駆動は制御部80により制御される。
【0030】
基台21は、一対のライナー支持部22を備えている。ライナー支持部22は、それぞれライナー支持フレーム23と支持軸24を備える。ライナー支持フレーム23は基台21から上方に向けて延設されている。支持軸24はライナー支持フレーム23からFW装置の前後方向に沿って延設されている。支持軸24は図示しない動力機構によって軸回りの一方向に回転される。支持軸24はライナー1の両端を支持し、ライナー1を回転させる。このような構成により、ライナー移送装置20は、支持軸24を回転軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する。
【0031】
フープ巻き装置30は、ライナー1の外周面1Sに繊維束Fをフープ巻きする装置である。フープ巻きでは、ライナー1の中心軸に対する繊維束Fの巻き付け角度が略90度となるように繊維束Fをライナー1の外周面1Sに巻き付けていく。フープ巻き装置30は、主に基台31と、動力機構32と、フープ巻き掛け装置33と、糸掛け装置50とで構成される。フープ巻き装置30の駆動は制御部80により制御される。
【0032】
基台31には、動力機構32と、フープ巻き掛け装置33が設けられる。フープ巻き掛け装置33は、巻き掛けテーブル34とボビン71(71A、71B、71C、71D)を備えている(図2参照。)。巻き掛けテーブル34には中央にライナー1を挿通する空間が設けられている。ボビン71(71A、71B、71C、71D)は巻き掛けテーブル34に設けられ、ライナー1の外周面1Sに繊維束Fを供給する。動力機構32はフープ巻き掛け装置33をライナー1の中心軸回りに回転させる。
【0033】
フープ巻きでは、ライナー1の位置は固定し、フープ巻き装置30をライナー1の中心軸方向に沿って往復動させつつ、フープ巻き掛け装置33をライナー1の中心軸回りに回転させる。これによりフープ巻きが行われる。尚、フープ巻き装置30の移動速度や巻き掛けテーブル34の回転速度を調節することによって、繊維束Fの巻き付け態様を自在に変更可能である。糸掛け装置50については後に詳述する。
【0034】
ヘリカル巻き装置40は、ライナー1の外周面1Sに繊維束Fをヘリカル巻きする装置である。ヘリカル巻きでは、繊維束Fの巻き付け角度が所定の値(例えば、0〜60度)となるように繊維束Fをライナー1の外周面1Sに巻き付けていく。ヘリカル巻き装置40は、主に基台41と、ヘリカル巻き掛け装置42とで構成される。ヘリカル巻き装置40の駆動は制御部80により制御される。
【0035】
基台41には、ヘリカル巻き掛け装置42が設けられる。ヘリカル巻き掛け装置42は、第1ヘリカルヘッド43と、第2ヘリカルヘッド44を備えている。第1ヘリカルヘッド43及び第2ヘリカルヘッド44には、図示しない複数のボビンから繊維束Fが供給され、ライナー1の外周面1Sに繊維束Fが導かれる。
【0036】
ヘリカル巻きでは、ヘリカル巻き装置40は固定されており、ライナー移送装置20によりライナー1が回転しながら回転軸方向に移送される。これにより、ヘリカル巻きが行われる。尚、ライナー1の移送速度や回転速度を調節することによって、繊維束Fの巻き付け態様を自在に変更可能である。
【0037】
次に、本発明の特徴部分であるフープ巻き装置30の糸掛け装置50について、詳しく説明する。
【0038】
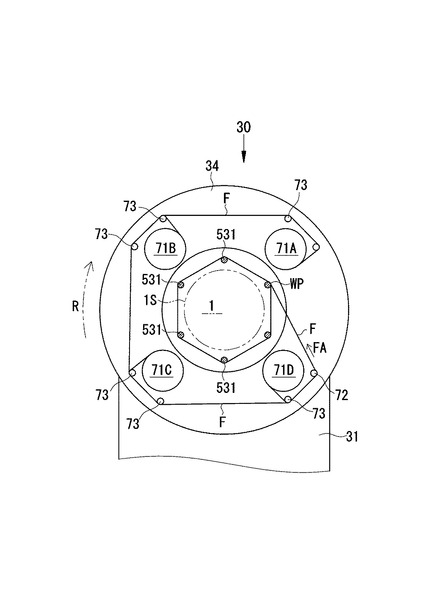
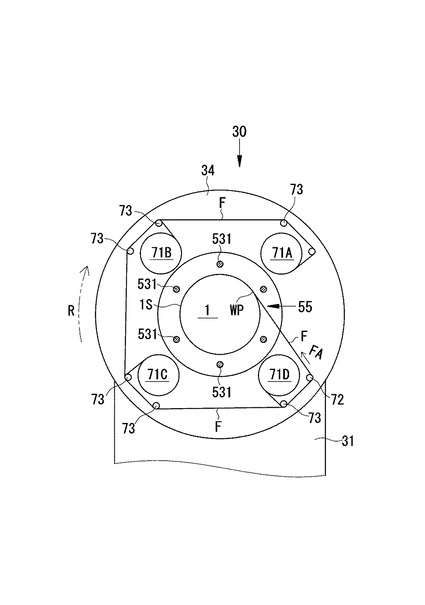
まず、フープ巻き装置30について詳しく説明する。図2に示すように、フープ巻き装置30の巻き掛けテーブル34には、ボビン71(71A、71B、71C、71D)と、繊維供給ガイド72と、ガイドローラ73が配置されている。ボビン71(71A、71B、71C、71D)は、巻き掛けテーブル34に挿通されるライナー1の周りに等間隔に配置され、ライナー1に繊維束Fを供給する。ガイドローラ73はボビン71A、71B、71C、71Dからの4本の繊維束Fをまとめて繊維供給ガイド72に案内する。繊維供給ガイド72はガイドローラ73でまとめられた4本の繊維束Fをライナー1の外周面1Sに供給する。
【0039】
巻き掛けテーブル34は動力機構32により、図2において矢印R方向に回転する。繊維供給ガイド72からライナー1へ導かれる繊維束Fは、矢印R方向に回転されながら、巻き掛けテーブル34の回転方向の下流側である矢印FA方向に供給され、ライナー1又は後述する糸掛け装置50の保持部53に巻き付けられる。以下、繊維供給ガイド72から供給される繊維束Fがライナー1又は糸掛け装置50の保持部53に接して巻き付けられる位置を巻き付け位置WPという。
【0040】
巻き掛けテーブル34を駆動する動力機構32は、制御部80に接続されており、制御部80からの信号に基づいて、回転及び停止が制御される。制御部80には、巻き掛けテーブル34の回転角度を検出して、巻き掛けテーブル34の位置を検出する検出部(図示せず)が接続されている。検出部として例えばエンコーダが用いられる。制御部80は、巻き掛けテーブル34の位置を検出することにより、ボビン71(71A、71B、71C、71D)の位置や繊維束Fの巻き付け位置WP等を特定することが可能である。また、制御部80は、巻き掛けテーブル34の位置を検出しながら、動力機構32を制御することにより、繊維供給ガイド72及び繊維束Fの巻き付け位置WPが任意の位置に来るように、巻き掛けテーブル34の回転を停止させることも可能である。
【0041】
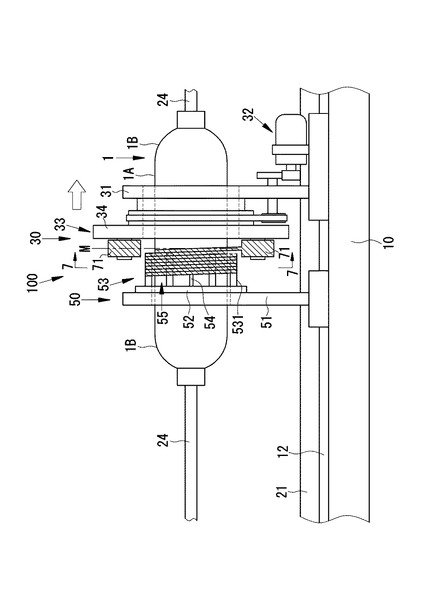
次に、糸掛け装置50について説明する。糸掛け装置50は、フープ巻きを開始する際に繊維束Fを一時的に保持し、フープ巻きの開始位置からライナー1に繊維束Fを巻き付けることができるようにするものである。図3に示すように、糸掛け装置50は、主に基台51、保持テーブル52、保持部53、カッター54とで構成される。図1に示すように、糸掛け装置50は、フープ巻き掛け装置33で繊維束Fの巻き付けが行われる面、すなわち、ボビン71(71A、71B、71C、71D)、繊維供給ガイド72等が配置される面と対向する位置に配置される。糸掛け装置50は、フープ巻き装置用レール12に載置され、フープ巻き掛け装置33に対して相対的に移動することが可能である。
【0042】
基台51は、保持テーブル52を支持するものである。基台51はフープ巻き装置用レール12に載置され、動力機構(図示せず)によって主基台10に対して移動が可能である。基台51を移動する動力機構は、制御部80に接続されており、制御部80からの信号に基づいて、フープ巻き掛け装置33に対する相対的な位置が制御される。
【0043】
保持テーブル52のフープ巻き掛け装置33側の面には、保持部53が設けられている。保持部53は、フープ巻き掛け装置33により繊維束Fを巻き付け可能であり、ライナー1の半径方向の外側で繊維束Fを一時的に保持する。保持部53は、複数の保持部材531で構成されている。保持テーブル52には、中央にライナー1を挿通する開口部521が設けられており、複数の保持部材531は、この開口部521に挿通するライナー1を周方向に取り囲むように配置されている。本実施例では、6本の保持部材531を同一円周上に等間隔に配置してライナー1を取り囲むように構成している。繊維束Fは、ライナー1の外側において複数の保持部材531に掛け回されるようにして巻き付けられる。
【0044】
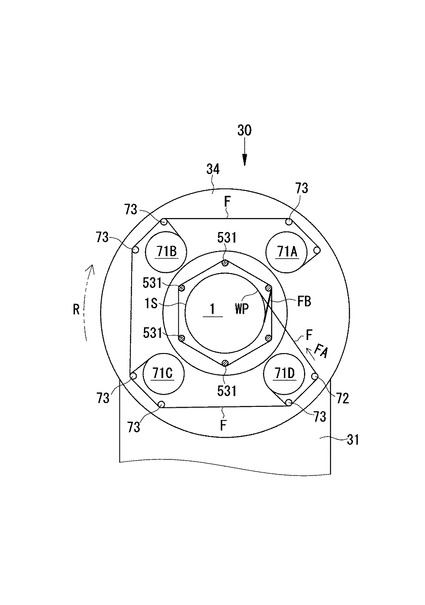
隣接する1対の保持部材531の間には、間隙が形成されている。この空間は、後述する退避動作においてライナー1からの繊維束Fを保持部53に案内する案内部55を構成している。また、各保持部材531は、保持テーブル52において、レール532に支持されており、保持テーブル52の半径方向に移動可能に構成されている。各保持部材531は、動力機構(図示せず)によって保持テーブル52の半径方向に移動が可能である。各保持部材531を移動する動力機構は、制御部80に接続されており、制御部80からの信号に基づいて半径方向の位置が制御される。複数の保持部材531を保持テーブル52の半径方向に移動させることにより、保持部53をライナー1の半径方向に拡大又は縮小できる。
【0045】
カッター54は、繊維束Fを切断するものである。カッター54は、保持テーブル52上に固定されており、伸縮が可能である。カッター54は、後述する第1の切断動作において、保持部53からライナー1に架け渡されている繊維束F(繊維束の一部FB、図7参照。)を切断し、第2の切断動作において、ライナー1から保持部53に架け渡されている繊維束F(繊維束の一部FC、図12参照。)を切断する。その他の待機時には、繊維束Fに接触しない位置に退避している。
【0046】
次に、上記構成のFW装置100のフープ巻きにおけるフープ巻き装置30の動作について説明する。フープ巻きにおけるフープ巻き装置30の動作は、巻き付け開始動作、第1の切断動作、巻き付け動作、退避動作、第2の切断動作を含んでいる。本実施例で使用するライナー1は、半径が一定の筒状部1Aと、筒状部1Aの両端部に設けられるドーム部1Bを備えているものとする(図1参照。)。そして、ライナー1はライナー移送装置20に装着され、ライナー1にまだ繊維層が形成されていない状態で、ライナー1の筒状部1Aの表面に直接第1層目のフープ巻きを行うものとする。ライナー1に対してフープ巻きを開始する位置は、ライナー1の軸方向の中央付近である開始位置Mとする(図4参照。)。
【0047】
制御部80には、フープ巻きの巻き付け条件、すなわち、フープ巻き装置30の移動速度、巻き掛けテーブル34の回転速度、フープ巻き装置30を往復する回数、フープ巻き装置30の移動距離等の巻き付け条件が予め作業者により入力されているものとする。フープ巻き装置30のその他の動作条件についても予め設定されているものとする。制御部80は、入力された巻き付け条件に基づいてフープ巻き装置30の駆動を以下のように制御する。
【0048】
まず制御部80は、巻き付け開始動作を制御する。巻き付け開始動作では、ライナー1にフープ巻きを開始する前に、図4、図5に示すように、フープ巻き掛け装置33で糸掛け装置50の保持部53に繊維束Fを適宜の回数だけ巻き付けて、繊維束を一時的に保持する。繊維束Fの端部は外れないように保持部53に予めテープ等で固定している。最初の数周程度は下に巻いた繊維束Fの上に次の繊維束Fが重なるように巻き付けて繊維束Fがズレないようにする。
【0049】
保持部53に繊維束Fを巻き付ける際には、繊維束Fの巻き付け位置WPが保持部53上となるように、フープ巻き掛け装置33と保持部53は接近させた状態とする。また、繊維束Fの巻き付け位置WPが徐々に保持部53の自由端側に移動するように、フープ巻き掛け装置33と糸掛け装置50の相対的な距離を徐々に増大させる。フープ巻き掛け装置33と糸掛け装置50の相対的な距離を変化させるために、フープ巻き掛け装置33と糸掛け装置50のいずれかのみを移動させてもよく、双方を移動させて相対的な距離を変化させてもよい。
【0050】
保持部53への繊維束Fの巻き付けは、図4に示すように、ライナー1にフープ巻きを開始する開始位置Mより離隔した位置で行うが、開始位置Mに近い位置(図6参照。)で行ってもよい。あるいは、フープ巻き掛け装置33と糸掛け装置50を開始位置Mに接近させながら、保持部53へ繊維束Fを巻き付けてもよい。
【0051】
保持部53に繊維束Fを適宜の回数だけ巻き付けた後、図6、図7に示すように、制御部80はフープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する。繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させるために、フープ巻き掛け装置33と糸掛け装置50の相対的な距離を増大させ、繊維束Fの巻き付け位置WPを保持部53の自由端からライナー1に移動させる。換言すると、繊維束Fの巻き付け位置WPが保持部53上からライナー1上に下りるようにする。例えば、保持部53の自由端をフープ巻きの開始位置Mに位置させ、糸掛け装置50のみを図6の図示左側方向に移動させることで、繊維束Fの巻き付け位置WPは、フープ巻きの開始位置Mにおいて保持部53からライナー1に移動させることができる。繊維束Fの巻き付け位置WPが保持部53からライナー1に移動することで、繊維束Fが保持部材531からライナー1に架け渡される。その部分を図7において太線で示す(繊維束の一部FB)。
【0052】
フープ巻きの開始位置Mからフープ巻きを数周程度行った時点で、制御部80は第1の切断動作を制御する。第1の切断動作では、カッター54により、保持部53からライナー1に架け渡されている繊維束F(図7に示す繊維束の一部FB)を切断する。フープ巻きを数周程度行った時点で第1の切断動作を行うため、第1の切断動作を行ってもライナー1にフープ巻きされた繊維束Fは解けない。第1の切断動作により、保持部53に巻き付けられている繊維束Fと、ライナー1にフープ巻きされている繊維束Fは分離するため、フープ巻き掛け装置33と糸掛け装置50は互いに離れた位置に移動することが可能となる。
【0053】
図8に示すように、制御部80は、ライナー1に対して繊維束Fのフープ巻きを行う巻き付け動作を制御する。図8に示すように、制御部80は、フープ巻き掛け装置33に対しては、予め入力されている巻き付け条件に基づいてフープ巻きを行わせる。糸掛け装置50に対しては、制御部80は、フープ巻き掛け装置33によるフープ巻きを阻害しない退避位置に退避させる。保持部53に巻き付けられている繊維束Fは、退避位置において除去される。
【0054】
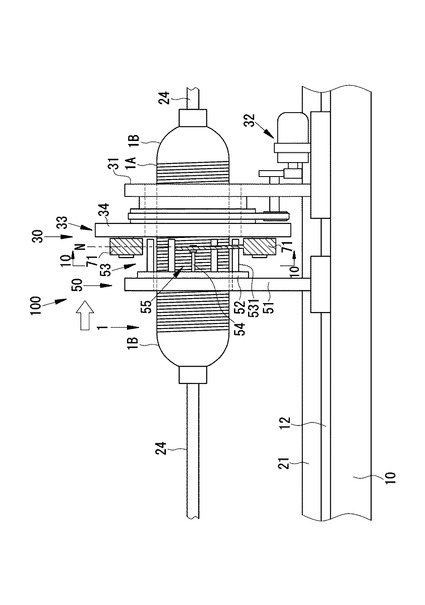
図9、図10に示すように、フープ巻きの巻き付け位置WPが終了位置N(開始位置Mと同位置とする)まで到達すると、制御部80は、退避動作を制御する。制御部80はまずフープ巻き掛け装置33の巻き掛けテーブル34の回転を停止してフープ巻きを停止する。続いて糸掛け装置50をフープ巻き掛け装置33に接近させる。保持部53の自由端が巻き付け位置WPを通過して巻き付け位置WPよりもフープ巻き掛け装置33側に接近すると、繊維束Fは保持部53の案内部55内に進入することとなる。
【0055】
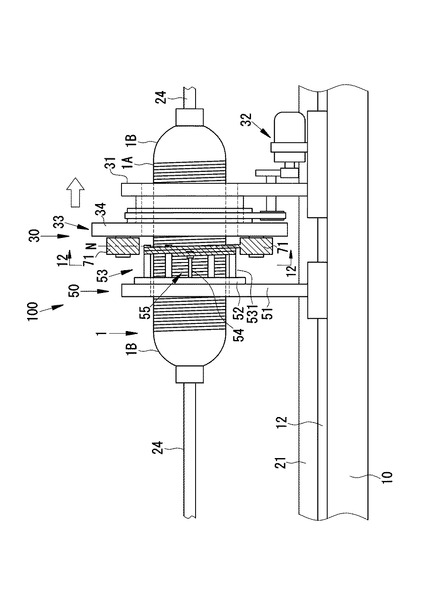
図11、図12に示すように、繊維束Fが保持部53の案内部55内に進入した状態で、フープ巻き掛け装置33の巻き掛けテーブル34の回転を再開し、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させる。換言すると、繊維束Fの巻き付け位置WPがライナー1上から保持部53上に上るようにする。繊維束Fの巻き付け位置WPがライナー1から保持部53に移動することで、繊維束Fがライナー1から保持部材531に架け渡される。その部分を図12において太線で示す(繊維束の一部FC)。保持部53に繊維束Fを適宜の回数だけ巻き付けることで、保持部53に繊維束Fが保持される。最初の数周程度は下に巻いた繊維束Fの上に次の繊維束Fが重なるように巻き付けて繊維束Fがズレないようにする。
【0056】
フープ巻きの終了位置Nから保持部53に繊維束Fを適宜の回数巻き付けた時点で、制御部80は第2の切断動作を制御する。第2の切断動作では、カッター54により、ライナー1から保持部53に架け渡されている繊維束F(図12に示す繊維束の一部FC)を切断する。保持部53に繊維束Fを適宜の回数巻き付けた時点で第2の切断動作を行うため、第2の切断動作を行っても保持部53に巻き付けられた繊維束Fは解けない。第2の切断動作により、保持部53に巻き付けられている繊維束Fと、ライナー1にフープ巻きされている繊維束Fは分離するため、フープ巻き掛け装置33と糸掛け装置50は互いに離れた位置に移動することが可能となる。また、フープ巻き掛け装置33で糸掛け装置50の保持部53に繊維束Fを適宜の回数だけ巻き付けて、繊維束を一時的に保持した状態であるため、この状態のまま次回のフープ巻きの動作を開始することができる。
【0057】
以上説明した本実施例に係るFW装置100によれば、次のような効果を有する。
【0058】
フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。このようにフープ巻きを開始する際に、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させるため、ライナー1に繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束Fの甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することができる。また、繊維束Fの甘巻きやコンビ巻きが不要であるため、繊維束Fの使用量を減らし、製造コストを削減することができる。
【0059】
巻き付け開始動作、及び退避動作において、フープ巻き掛け装置33と保持部53との相対位置をライナー1の軸方向に変化させる。これにより、巻き付け開始動作や退避動作を少ない動作で行うことができる。
【0060】
保持部53は、ライナー1の周方向に配置される複数の保持部材531で構成されており、各保持部材531をライナー1の半径方向に移動させることにより、保持部53を拡大又は縮小できる。このため、半径が異なるライナー1に容易に対応することができる。
【0061】
保持部53は、退避動作においてライナー1からの繊維束Fを保持部53に案内する案内部55を備えている。このため、退避動作において繊維束Fを確実に保持部53に巻き付けることができる。
【0062】
以上、本発明の実施の形態について説明したが、本発明は上記実施例に限定されるものではなく、様々な変更が可能である。
例えば、糸掛け装置50はフープ巻き掛け装置33と別体としたが、保持部53をフープ巻き掛け装置33に設けてもよい。
【0063】
保持部53を柱状の保持部材531で構成したが、これに限定されず、例えば保持部53を円筒状にしてもよい。この場合、案内部55として端部が開放されたスリット状の空間等、繊維束Fを保持部53上に案内できる部分を設ければよい。
【0064】
本実施例では、フープ巻き装置30とヘリカル巻き装置40とを備えたFW装置100について説明したが、フープ巻き専用のFW装置に本発明を適用してもよい。
【符号の説明】
【0065】
1 ライナー
1S 外周面
10 主基台
20 ライナー移送装置
30 フープ巻き装置
33 フープ巻き掛け装置
34 巻き掛けテーブル
40 ヘリカル巻き装置
50 糸掛け装置
51 基台
52 保持テーブル
53 保持部
54 カッター
55 案内部
80 制御部
100 フィラメントワインディング装置
F 繊維束
【技術分野】
【0001】
本発明は、フィラメントワインディング方法及びフィラメントワインディング装置に関する。
【背景技術】
【0002】
フープ巻き装置とヘリカル巻き装置とを具備し、フープ巻きとヘリカル巻きとをライナーに対して交互に繰り返し行うことにより、ライナーの周囲に繊維束を巻き付けて補強層を形成するフィラメントワインディング装置は公知である(例えば、特許文献1)。
【0003】
従来のフープ巻き装置の動作について説明すると、フープ巻き装置は、フープ巻きが終了すると、繊維束をライナーに繋げたままライナーから離れた退避位置まで移動する。次にフープ巻きの上にヘリカル巻きを行い、ヘリカル巻きが終了すると、フープ巻き装置は、次のフープ巻きを開始する位置まで移動する。このとき、退避位置から甘巻きを行いながら移動を開始する。甘巻きとは、繊維束を巻き付けながらフープ巻き装置を移動させる場合に行う巻き方であり、甘巻きした繊維束は補強層の形成には関与しない。
【0004】
甘巻きを行いながらフープ巻き装置がライナーの端部まで移動してくると、フープ巻き装置はコンビ巻きを開始する。コンビ巻きとは、ライナーの両端に交互に何度も繊維束を掛け回しながら、繊維束の巻き付け位置を徐々にフープ巻き開始位置まで移動させていく巻き方である(特許文献2参照。)。
【0005】
コンビ巻きを行う理由は、ライナーのドーム部のような傾斜部にフープ巻きを行っても繊維束が滑って巻き付けられないためである。このため、コンビ巻きにより繊維束をライナー軸方向に引っ張るような角度で巻き付けてドーム部を巻き上がり、繊維束が滑らないライナーの筒状部で徐々に角度をフープ巻きの角度に変更している。
【0006】
このように、従来のフープ巻き装置とヘリカル巻き装置とを具備したフィラメントワインディング装置においては、フープ巻きとヘリカル巻きとを連続して行うようにするため、フープ巻きが終了して次にヘリカル巻きを行う際に、フープ巻きした繊維束を切断せずにライナー表面に繋げたままにしている。
【0007】
しかしながら、ヘリカル巻きが終了して次のフープ巻きを行う場合、フープ巻き装置は退避位置からフープ巻き開始位置まで繊維束の甘巻きや、コンビ巻きを行いながら移動している。このため、フープ巻きした繊維束を切断せずにライナー表面に繋げたままにすると、繊維束の甘巻きやコンビ巻きを行う時間が必要となり、フープ巻きに要する時間が長くなる。また、繊維束の甘巻きやコンビ巻きは、ライナーの補強層の形成にはほとんど関与しない。このため、余分な繊維束を使用することになり、製造コストの増大を招く。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2010−36461号公報
【特許文献2】特開2009−174700号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記課題を解決すべくなされたものである。本発明の目的は、ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することである。
【課題を解決するための手段】
【0010】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0011】
即ち、第1の発明は、フープ巻き工程を行うフィラメントワインディング方法であって、
前記フープ巻き工程は、第1から第6の工程を含む。
第1の工程は、ライナーの半径方向の外側において保持部に繊維束を巻き付けて、繊維束を一時的に保持する。
第2の工程は、フープ巻きの開始位置において、繊維束の巻き付け位置を前記保持部から前記ライナーに移動させ、前記ライナーへの繊維束のフープ巻きを開始する。
第3の工程は、前記保持部から前記ライナーに架け渡されている繊維束を切断する。
第4の工程は、前記ライナーに対して繊維束のフープ巻きを行う。
第5の工程は、フープ巻きの終了位置において、繊維束の巻き付け位置を前記ライナーから前記保持部に移動させ、前記保持部に繊維束を巻き付けて繊維束を保持させる。
第6の工程は、前記ライナーから前記保持部に架け渡されている繊維束を切断する。
【0012】
第2の発明は、フープ巻き装置で繊維束をライナーに巻き付けるフィラメントワインディング装置であって、
前記フープ巻き装置は、巻き付け部と、保持部と、カッターと、制御部とを備える。
巻き付け部は、前記ライナーに対して繊維束のフープ巻きを行う。
保持部は、前記巻き付け部により繊維束を巻き付け可能であり、前記ライナーの半径方向の外側で繊維束を一時的に保持する。
カッターは、繊維束を切断する。
制御部は、巻き付け開始動作と、第1の切断動作と、巻き付け動作と、退避動作と、第2の切断動作を制御する。
巻き付け開始動作では、前記保持部に繊維束を巻き付けた後、フープ巻きの開始位置において、繊維束の巻き付け位置を前記保持部から前記ライナーに移動させ、前記ライナーへの繊維束のフープ巻きを開始する。
第1の切断動作では、前記保持部から前記ライナーに架け渡されている繊維束を前記カッターで切断する。
巻き付け動作では、前記ライナーに対して繊維束のフープ巻きを行う。
退避動作では、フープ巻きの終了位置において、繊維束の巻き付け位置を前記ライナーから前記保持部に移動させ、前記保持部に繊維束を巻き付けて繊維束を保持させる。
第2の切断動作では、前記ライナーから前記保持部に架け渡されている繊維束を前記カッターで切断する。
【0013】
第3の発明は、第2の発明であって、
前記制御部は、前記巻き付け開始動作、及び前記退避動作において、前記巻き付け部と前記保持部との相対位置を前記ライナーの軸方向に変化させる制御を行う。
【0014】
第4の発明は、第2又は第3のいずれかの発明であって、
前記保持部は、前記ライナーの周方向に配置される複数の部材で構成されており、前記複数の部材を前記ライナーの半径方向に移動させることにより、前記保持部を拡大又は縮小できる。
【0015】
第5の発明は、第2から第4のいずれかの発明であって、
前記保持部は、前記退避動作において前記ライナーからの繊維束を保持部に案内する案内部を備える。
【発明の効果】
【0016】
本発明の効果として、以下に示すような効果を奏する。
【0017】
第1の発明によれば、フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束の巻き付け位置を保持部からライナーに移動させ、ライナーへの繊維束のフープ巻きを開始する。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束の巻き付け位置をライナーから保持部に移動させ、保持部に繊維束を巻き付けて繊維束を保持させる。このようにフープ巻きを開始する際に、フープ巻きの開始位置において、繊維束の巻き付け位置を保持部からライナーに移動させるため、ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することができる。また、繊維束の甘巻きやコンビ巻きが不要であるため、繊維束の使用量を減らし、製造コストを削減することができる。
【0018】
第2の発明によれば、フープ巻きを開始する場合には、フープ巻きの開始位置において、繊維束の巻き付け位置を保持部からライナーに移動させ、ライナーへの繊維束のフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置において、繊維束の巻き付け位置をライナーから保持部に移動させ、保持部に繊維束を巻き付けて繊維束を保持させる退避動作を行う。このようにフープ巻きを開始する際に、フープ巻きの開始位置において、繊維束の巻き付け位置を保持部からライナーに移動させるため、ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することができる。また、繊維束の甘巻きやコンビ巻きが不要であるため、繊維束の使用量を減らし、製造コストを削減することができる。
【0019】
第3の発明によれば、巻き付け開始動作、及び退避動作において、巻き付け部と保持部との相対位置をライナーの軸方向に変化させる。これにより、巻き付け開始動作や退避動作を少ない動作で行うことができる。
【0020】
第4の発明によれば、保持部は、ライナーの周方向に配置される複数の部材で構成されており、複数の部材をライナーの半径方向に移動させることにより、保持部を拡大又は縮小できる。このため、半径が異なるライナーに容易に対応することができる。
【0021】
第5の発明によれば、保持部は、退避動作においてライナーからの繊維束を保持部に案内する案内部を備えている。このため、退避動作において繊維束を確実に保持部に巻き付けることができる。
【図面の簡単な説明】
【0022】
【図1】実施例1に係るFW装置100の側面図。
【図2】図1の矢印C方向から見たフープ巻き装置30の巻き掛けテーブル34の正面図。
【図3】図1の矢印D方向から見たフープ巻き装置30の糸掛け装置50の正面図。
【図4】巻き付け開始動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図5】図4の5−5線で切断したフープ巻き装置30及びライナー1の断面図。
【図6】巻き付け開始動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図7】図6の7−7線で切断したフープ巻き装置30及びライナー1の断面図。
【図8】巻き付け動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図9】退避動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図10】図9の10−10線で切断したフープ巻き装置30及びライナー1の断面図。
【図11】退避動作の状態を示すフープ巻き装置30及びライナー1の側面図。
【図12】図11の12−12線で切断したフープ巻き装置30及びライナー1の断面図。
【発明を実施するための形態】
【0023】
次に、発明の実施の形態について図を用いて説明する。
【実施例1】
【0024】
まず、図1を用いて、本発明の実施例1に係るフィラメントワインディング装置100の全体構成について説明する。以下ではフィラメントワインディング装置100をFW装置100と省略して説明する。
【0025】
図1は、FW装置100を示した側面図である。FW装置100は、フープ巻き装置30によるフープ巻きとヘリカル巻き装置40によるヘリカル巻きとをライナー1に対して交互に繰り返し行うことにより、ライナー1の周囲に樹脂を含浸させた繊維束Fを巻き付けていく装置である。
【0026】
図1に示す矢印A、Bは、FW装置100の前後方向と、ヘリカル巻きにおけるライナー1の移送方向を示している。ヘリカル巻きではライナー1をFW装置100の前後方向に往復動させるため、ライナー1は矢印Aの方向に移送される場合と、矢印Bの方向に移送される場合とがある。
【0027】
ライナー1は、例えば高強度アルミニウム材やポリアミド系樹脂等によって形成された略円筒形状の中空容器である。ライナー1は、外周面1Sに繊維束Fが巻き付けられることによって耐圧特性の向上が図られる。つまり、ライナー1は、耐圧容器を構成する基材とされる。尚、以下の説明では特に断りがない限り、ライナー1は、繊維束Fを巻き付ける前の状態と、繊維束Fを巻き付けている途中の状態の両方を意味するものとする。例えば、ライナー1の外周面1Sとは、巻き付けられた繊維束Fの表面であることも意味する。
【0028】
FW装置100は、主に主基台10と、ライナー移送装置20と、フープ巻き装置30と、ヘリカル巻き装置40と、制御部80で構成される。主基台10は、FW装置100の基礎を構成する。主基台10の上部には、ライナー移送装置用レール11が設けられる。ライナー移送装置用レール11には、ライナー移送装置20が載置される。主基台10の上部には、ライナー移送装置用レール11に対して平行にフープ巻き装置用レール12が設けられる。フープ巻き装置用レール12には、フープ巻き装置30が載置される。このような構成により、主基台10に対してライナー移送装置20ならびにフープ巻き装置30を移動させることが可能である。ヘリカル巻き装置40は主基台10に固定される。
【0029】
ライナー移送装置20は、FW装置100の前後方向に沿う方向の回転軸を中心としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する装置である。ライナー移送装置20は、主に基台21と、ライナー支持部22と、で構成される。ライナー移送装置20の駆動は制御部80により制御される。
【0030】
基台21は、一対のライナー支持部22を備えている。ライナー支持部22は、それぞれライナー支持フレーム23と支持軸24を備える。ライナー支持フレーム23は基台21から上方に向けて延設されている。支持軸24はライナー支持フレーム23からFW装置の前後方向に沿って延設されている。支持軸24は図示しない動力機構によって軸回りの一方向に回転される。支持軸24はライナー1の両端を支持し、ライナー1を回転させる。このような構成により、ライナー移送装置20は、支持軸24を回転軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する。
【0031】
フープ巻き装置30は、ライナー1の外周面1Sに繊維束Fをフープ巻きする装置である。フープ巻きでは、ライナー1の中心軸に対する繊維束Fの巻き付け角度が略90度となるように繊維束Fをライナー1の外周面1Sに巻き付けていく。フープ巻き装置30は、主に基台31と、動力機構32と、フープ巻き掛け装置33と、糸掛け装置50とで構成される。フープ巻き装置30の駆動は制御部80により制御される。
【0032】
基台31には、動力機構32と、フープ巻き掛け装置33が設けられる。フープ巻き掛け装置33は、巻き掛けテーブル34とボビン71(71A、71B、71C、71D)を備えている(図2参照。)。巻き掛けテーブル34には中央にライナー1を挿通する空間が設けられている。ボビン71(71A、71B、71C、71D)は巻き掛けテーブル34に設けられ、ライナー1の外周面1Sに繊維束Fを供給する。動力機構32はフープ巻き掛け装置33をライナー1の中心軸回りに回転させる。
【0033】
フープ巻きでは、ライナー1の位置は固定し、フープ巻き装置30をライナー1の中心軸方向に沿って往復動させつつ、フープ巻き掛け装置33をライナー1の中心軸回りに回転させる。これによりフープ巻きが行われる。尚、フープ巻き装置30の移動速度や巻き掛けテーブル34の回転速度を調節することによって、繊維束Fの巻き付け態様を自在に変更可能である。糸掛け装置50については後に詳述する。
【0034】
ヘリカル巻き装置40は、ライナー1の外周面1Sに繊維束Fをヘリカル巻きする装置である。ヘリカル巻きでは、繊維束Fの巻き付け角度が所定の値(例えば、0〜60度)となるように繊維束Fをライナー1の外周面1Sに巻き付けていく。ヘリカル巻き装置40は、主に基台41と、ヘリカル巻き掛け装置42とで構成される。ヘリカル巻き装置40の駆動は制御部80により制御される。
【0035】
基台41には、ヘリカル巻き掛け装置42が設けられる。ヘリカル巻き掛け装置42は、第1ヘリカルヘッド43と、第2ヘリカルヘッド44を備えている。第1ヘリカルヘッド43及び第2ヘリカルヘッド44には、図示しない複数のボビンから繊維束Fが供給され、ライナー1の外周面1Sに繊維束Fが導かれる。
【0036】
ヘリカル巻きでは、ヘリカル巻き装置40は固定されており、ライナー移送装置20によりライナー1が回転しながら回転軸方向に移送される。これにより、ヘリカル巻きが行われる。尚、ライナー1の移送速度や回転速度を調節することによって、繊維束Fの巻き付け態様を自在に変更可能である。
【0037】
次に、本発明の特徴部分であるフープ巻き装置30の糸掛け装置50について、詳しく説明する。
【0038】
まず、フープ巻き装置30について詳しく説明する。図2に示すように、フープ巻き装置30の巻き掛けテーブル34には、ボビン71(71A、71B、71C、71D)と、繊維供給ガイド72と、ガイドローラ73が配置されている。ボビン71(71A、71B、71C、71D)は、巻き掛けテーブル34に挿通されるライナー1の周りに等間隔に配置され、ライナー1に繊維束Fを供給する。ガイドローラ73はボビン71A、71B、71C、71Dからの4本の繊維束Fをまとめて繊維供給ガイド72に案内する。繊維供給ガイド72はガイドローラ73でまとめられた4本の繊維束Fをライナー1の外周面1Sに供給する。
【0039】
巻き掛けテーブル34は動力機構32により、図2において矢印R方向に回転する。繊維供給ガイド72からライナー1へ導かれる繊維束Fは、矢印R方向に回転されながら、巻き掛けテーブル34の回転方向の下流側である矢印FA方向に供給され、ライナー1又は後述する糸掛け装置50の保持部53に巻き付けられる。以下、繊維供給ガイド72から供給される繊維束Fがライナー1又は糸掛け装置50の保持部53に接して巻き付けられる位置を巻き付け位置WPという。
【0040】
巻き掛けテーブル34を駆動する動力機構32は、制御部80に接続されており、制御部80からの信号に基づいて、回転及び停止が制御される。制御部80には、巻き掛けテーブル34の回転角度を検出して、巻き掛けテーブル34の位置を検出する検出部(図示せず)が接続されている。検出部として例えばエンコーダが用いられる。制御部80は、巻き掛けテーブル34の位置を検出することにより、ボビン71(71A、71B、71C、71D)の位置や繊維束Fの巻き付け位置WP等を特定することが可能である。また、制御部80は、巻き掛けテーブル34の位置を検出しながら、動力機構32を制御することにより、繊維供給ガイド72及び繊維束Fの巻き付け位置WPが任意の位置に来るように、巻き掛けテーブル34の回転を停止させることも可能である。
【0041】
次に、糸掛け装置50について説明する。糸掛け装置50は、フープ巻きを開始する際に繊維束Fを一時的に保持し、フープ巻きの開始位置からライナー1に繊維束Fを巻き付けることができるようにするものである。図3に示すように、糸掛け装置50は、主に基台51、保持テーブル52、保持部53、カッター54とで構成される。図1に示すように、糸掛け装置50は、フープ巻き掛け装置33で繊維束Fの巻き付けが行われる面、すなわち、ボビン71(71A、71B、71C、71D)、繊維供給ガイド72等が配置される面と対向する位置に配置される。糸掛け装置50は、フープ巻き装置用レール12に載置され、フープ巻き掛け装置33に対して相対的に移動することが可能である。
【0042】
基台51は、保持テーブル52を支持するものである。基台51はフープ巻き装置用レール12に載置され、動力機構(図示せず)によって主基台10に対して移動が可能である。基台51を移動する動力機構は、制御部80に接続されており、制御部80からの信号に基づいて、フープ巻き掛け装置33に対する相対的な位置が制御される。
【0043】
保持テーブル52のフープ巻き掛け装置33側の面には、保持部53が設けられている。保持部53は、フープ巻き掛け装置33により繊維束Fを巻き付け可能であり、ライナー1の半径方向の外側で繊維束Fを一時的に保持する。保持部53は、複数の保持部材531で構成されている。保持テーブル52には、中央にライナー1を挿通する開口部521が設けられており、複数の保持部材531は、この開口部521に挿通するライナー1を周方向に取り囲むように配置されている。本実施例では、6本の保持部材531を同一円周上に等間隔に配置してライナー1を取り囲むように構成している。繊維束Fは、ライナー1の外側において複数の保持部材531に掛け回されるようにして巻き付けられる。
【0044】
隣接する1対の保持部材531の間には、間隙が形成されている。この空間は、後述する退避動作においてライナー1からの繊維束Fを保持部53に案内する案内部55を構成している。また、各保持部材531は、保持テーブル52において、レール532に支持されており、保持テーブル52の半径方向に移動可能に構成されている。各保持部材531は、動力機構(図示せず)によって保持テーブル52の半径方向に移動が可能である。各保持部材531を移動する動力機構は、制御部80に接続されており、制御部80からの信号に基づいて半径方向の位置が制御される。複数の保持部材531を保持テーブル52の半径方向に移動させることにより、保持部53をライナー1の半径方向に拡大又は縮小できる。
【0045】
カッター54は、繊維束Fを切断するものである。カッター54は、保持テーブル52上に固定されており、伸縮が可能である。カッター54は、後述する第1の切断動作において、保持部53からライナー1に架け渡されている繊維束F(繊維束の一部FB、図7参照。)を切断し、第2の切断動作において、ライナー1から保持部53に架け渡されている繊維束F(繊維束の一部FC、図12参照。)を切断する。その他の待機時には、繊維束Fに接触しない位置に退避している。
【0046】
次に、上記構成のFW装置100のフープ巻きにおけるフープ巻き装置30の動作について説明する。フープ巻きにおけるフープ巻き装置30の動作は、巻き付け開始動作、第1の切断動作、巻き付け動作、退避動作、第2の切断動作を含んでいる。本実施例で使用するライナー1は、半径が一定の筒状部1Aと、筒状部1Aの両端部に設けられるドーム部1Bを備えているものとする(図1参照。)。そして、ライナー1はライナー移送装置20に装着され、ライナー1にまだ繊維層が形成されていない状態で、ライナー1の筒状部1Aの表面に直接第1層目のフープ巻きを行うものとする。ライナー1に対してフープ巻きを開始する位置は、ライナー1の軸方向の中央付近である開始位置Mとする(図4参照。)。
【0047】
制御部80には、フープ巻きの巻き付け条件、すなわち、フープ巻き装置30の移動速度、巻き掛けテーブル34の回転速度、フープ巻き装置30を往復する回数、フープ巻き装置30の移動距離等の巻き付け条件が予め作業者により入力されているものとする。フープ巻き装置30のその他の動作条件についても予め設定されているものとする。制御部80は、入力された巻き付け条件に基づいてフープ巻き装置30の駆動を以下のように制御する。
【0048】
まず制御部80は、巻き付け開始動作を制御する。巻き付け開始動作では、ライナー1にフープ巻きを開始する前に、図4、図5に示すように、フープ巻き掛け装置33で糸掛け装置50の保持部53に繊維束Fを適宜の回数だけ巻き付けて、繊維束を一時的に保持する。繊維束Fの端部は外れないように保持部53に予めテープ等で固定している。最初の数周程度は下に巻いた繊維束Fの上に次の繊維束Fが重なるように巻き付けて繊維束Fがズレないようにする。
【0049】
保持部53に繊維束Fを巻き付ける際には、繊維束Fの巻き付け位置WPが保持部53上となるように、フープ巻き掛け装置33と保持部53は接近させた状態とする。また、繊維束Fの巻き付け位置WPが徐々に保持部53の自由端側に移動するように、フープ巻き掛け装置33と糸掛け装置50の相対的な距離を徐々に増大させる。フープ巻き掛け装置33と糸掛け装置50の相対的な距離を変化させるために、フープ巻き掛け装置33と糸掛け装置50のいずれかのみを移動させてもよく、双方を移動させて相対的な距離を変化させてもよい。
【0050】
保持部53への繊維束Fの巻き付けは、図4に示すように、ライナー1にフープ巻きを開始する開始位置Mより離隔した位置で行うが、開始位置Mに近い位置(図6参照。)で行ってもよい。あるいは、フープ巻き掛け装置33と糸掛け装置50を開始位置Mに接近させながら、保持部53へ繊維束Fを巻き付けてもよい。
【0051】
保持部53に繊維束Fを適宜の回数だけ巻き付けた後、図6、図7に示すように、制御部80はフープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する。繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させるために、フープ巻き掛け装置33と糸掛け装置50の相対的な距離を増大させ、繊維束Fの巻き付け位置WPを保持部53の自由端からライナー1に移動させる。換言すると、繊維束Fの巻き付け位置WPが保持部53上からライナー1上に下りるようにする。例えば、保持部53の自由端をフープ巻きの開始位置Mに位置させ、糸掛け装置50のみを図6の図示左側方向に移動させることで、繊維束Fの巻き付け位置WPは、フープ巻きの開始位置Mにおいて保持部53からライナー1に移動させることができる。繊維束Fの巻き付け位置WPが保持部53からライナー1に移動することで、繊維束Fが保持部材531からライナー1に架け渡される。その部分を図7において太線で示す(繊維束の一部FB)。
【0052】
フープ巻きの開始位置Mからフープ巻きを数周程度行った時点で、制御部80は第1の切断動作を制御する。第1の切断動作では、カッター54により、保持部53からライナー1に架け渡されている繊維束F(図7に示す繊維束の一部FB)を切断する。フープ巻きを数周程度行った時点で第1の切断動作を行うため、第1の切断動作を行ってもライナー1にフープ巻きされた繊維束Fは解けない。第1の切断動作により、保持部53に巻き付けられている繊維束Fと、ライナー1にフープ巻きされている繊維束Fは分離するため、フープ巻き掛け装置33と糸掛け装置50は互いに離れた位置に移動することが可能となる。
【0053】
図8に示すように、制御部80は、ライナー1に対して繊維束Fのフープ巻きを行う巻き付け動作を制御する。図8に示すように、制御部80は、フープ巻き掛け装置33に対しては、予め入力されている巻き付け条件に基づいてフープ巻きを行わせる。糸掛け装置50に対しては、制御部80は、フープ巻き掛け装置33によるフープ巻きを阻害しない退避位置に退避させる。保持部53に巻き付けられている繊維束Fは、退避位置において除去される。
【0054】
図9、図10に示すように、フープ巻きの巻き付け位置WPが終了位置N(開始位置Mと同位置とする)まで到達すると、制御部80は、退避動作を制御する。制御部80はまずフープ巻き掛け装置33の巻き掛けテーブル34の回転を停止してフープ巻きを停止する。続いて糸掛け装置50をフープ巻き掛け装置33に接近させる。保持部53の自由端が巻き付け位置WPを通過して巻き付け位置WPよりもフープ巻き掛け装置33側に接近すると、繊維束Fは保持部53の案内部55内に進入することとなる。
【0055】
図11、図12に示すように、繊維束Fが保持部53の案内部55内に進入した状態で、フープ巻き掛け装置33の巻き掛けテーブル34の回転を再開し、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させる。換言すると、繊維束Fの巻き付け位置WPがライナー1上から保持部53上に上るようにする。繊維束Fの巻き付け位置WPがライナー1から保持部53に移動することで、繊維束Fがライナー1から保持部材531に架け渡される。その部分を図12において太線で示す(繊維束の一部FC)。保持部53に繊維束Fを適宜の回数だけ巻き付けることで、保持部53に繊維束Fが保持される。最初の数周程度は下に巻いた繊維束Fの上に次の繊維束Fが重なるように巻き付けて繊維束Fがズレないようにする。
【0056】
フープ巻きの終了位置Nから保持部53に繊維束Fを適宜の回数巻き付けた時点で、制御部80は第2の切断動作を制御する。第2の切断動作では、カッター54により、ライナー1から保持部53に架け渡されている繊維束F(図12に示す繊維束の一部FC)を切断する。保持部53に繊維束Fを適宜の回数巻き付けた時点で第2の切断動作を行うため、第2の切断動作を行っても保持部53に巻き付けられた繊維束Fは解けない。第2の切断動作により、保持部53に巻き付けられている繊維束Fと、ライナー1にフープ巻きされている繊維束Fは分離するため、フープ巻き掛け装置33と糸掛け装置50は互いに離れた位置に移動することが可能となる。また、フープ巻き掛け装置33で糸掛け装置50の保持部53に繊維束Fを適宜の回数だけ巻き付けて、繊維束を一時的に保持した状態であるため、この状態のまま次回のフープ巻きの動作を開始することができる。
【0057】
以上説明した本実施例に係るFW装置100によれば、次のような効果を有する。
【0058】
フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。このようにフープ巻きを開始する際に、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させるため、ライナー1に繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束Fの甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮することができる。また、繊維束Fの甘巻きやコンビ巻きが不要であるため、繊維束Fの使用量を減らし、製造コストを削減することができる。
【0059】
巻き付け開始動作、及び退避動作において、フープ巻き掛け装置33と保持部53との相対位置をライナー1の軸方向に変化させる。これにより、巻き付け開始動作や退避動作を少ない動作で行うことができる。
【0060】
保持部53は、ライナー1の周方向に配置される複数の保持部材531で構成されており、各保持部材531をライナー1の半径方向に移動させることにより、保持部53を拡大又は縮小できる。このため、半径が異なるライナー1に容易に対応することができる。
【0061】
保持部53は、退避動作においてライナー1からの繊維束Fを保持部53に案内する案内部55を備えている。このため、退避動作において繊維束Fを確実に保持部53に巻き付けることができる。
【0062】
以上、本発明の実施の形態について説明したが、本発明は上記実施例に限定されるものではなく、様々な変更が可能である。
例えば、糸掛け装置50はフープ巻き掛け装置33と別体としたが、保持部53をフープ巻き掛け装置33に設けてもよい。
【0063】
保持部53を柱状の保持部材531で構成したが、これに限定されず、例えば保持部53を円筒状にしてもよい。この場合、案内部55として端部が開放されたスリット状の空間等、繊維束Fを保持部53上に案内できる部分を設ければよい。
【0064】
本実施例では、フープ巻き装置30とヘリカル巻き装置40とを備えたFW装置100について説明したが、フープ巻き専用のFW装置に本発明を適用してもよい。
【符号の説明】
【0065】
1 ライナー
1S 外周面
10 主基台
20 ライナー移送装置
30 フープ巻き装置
33 フープ巻き掛け装置
34 巻き掛けテーブル
40 ヘリカル巻き装置
50 糸掛け装置
51 基台
52 保持テーブル
53 保持部
54 カッター
55 案内部
80 制御部
100 フィラメントワインディング装置
F 繊維束
【特許請求の範囲】
【請求項1】
フープ巻き工程を行うフィラメントワインディング方法であって、
前記フープ巻き工程は、
ライナーの半径方向の外側において保持部に繊維束を巻き付けて、繊維束を一時的に保持する第1の工程と、
フープ巻きの開始位置において、繊維束の巻き付け位置を前記保持部から前記ライナーに移動させ、前記ライナーへの繊維束のフープ巻きを開始する第2の工程と、
前記保持部から前記ライナーに架け渡されている繊維束を切断する第3の工程と、
前記ライナーに対して繊維束のフープ巻きを行う第4の工程と、
フープ巻きの終了位置において、繊維束の巻き付け位置を前記ライナーから前記保持部に移動させ、前記保持部に繊維束を巻き付けて繊維束を保持させる第5の工程と、
前記ライナーから前記保持部に架け渡されている繊維束を切断する第6の工程と、
を含むことを特徴とするフィラメントワインディング方法。
【請求項2】
フープ巻き装置で繊維束をライナーに巻き付けるフィラメントワインディング装置であって、
前記フープ巻き装置は、
前記ライナーに対して繊維束のフープ巻きを行う巻き付け部と、
前記巻き付け部により繊維束を巻き付け可能であり、前記ライナーの半径方向の外側で繊維束を一時的に保持する保持部と、
繊維束を切断するカッターと、
前記保持部に繊維束を巻き付けた後、フープ巻きの開始位置において、繊維束の巻き付け位置を前記保持部から前記ライナーに移動させ、前記ライナーへの繊維束のフープ巻きを開始する巻き付け開始動作と、
前記保持部から前記ライナーに架け渡されている繊維束を前記カッターで切断する第1の切断動作と、
前記ライナーに対して繊維束のフープ巻きを行う巻き付け動作と、
フープ巻きの終了位置において、繊維束の巻き付け位置を前記ライナーから前記保持部に移動させ、前記保持部に繊維束を巻き付けて繊維束を保持させる退避動作と、
前記ライナーから前記保持部に架け渡されている繊維束を前記カッターで切断する第2の切断動作と、を制御する制御部と、
を備えたことを特徴とするフィラメントワインディング装置。
【請求項3】
請求項2に記載のフィラメントワインディング装置であって、
前記制御部は、前記巻き付け開始動作、及び前記退避動作において、前記巻き付け部と前記保持部との相対位置を前記ライナーの軸方向に変化させる制御を行う、ことを特徴とするフィラメントワインディング装置。
【請求項4】
請求項2又は3のいずれか1項に記載のフィラメントワインディング装置であって、
前記保持部は、前記ライナーの周方向に配置される複数の部材で構成されており、前記複数の部材を前記ライナーの半径方向に移動させることにより、前記保持部を拡大又は縮小できる、ことを特徴とするフィラメントワインディング装置。
【請求項5】
請求項2から4のいずれか1項に記載のフィラメントワインディング装置であって、
前記保持部は、前記退避動作において前記ライナーからの繊維束を保持部に案内する案内部を備えている、ことを特徴とするフィラメントワインディング装置。
【請求項1】
フープ巻き工程を行うフィラメントワインディング方法であって、
前記フープ巻き工程は、
ライナーの半径方向の外側において保持部に繊維束を巻き付けて、繊維束を一時的に保持する第1の工程と、
フープ巻きの開始位置において、繊維束の巻き付け位置を前記保持部から前記ライナーに移動させ、前記ライナーへの繊維束のフープ巻きを開始する第2の工程と、
前記保持部から前記ライナーに架け渡されている繊維束を切断する第3の工程と、
前記ライナーに対して繊維束のフープ巻きを行う第4の工程と、
フープ巻きの終了位置において、繊維束の巻き付け位置を前記ライナーから前記保持部に移動させ、前記保持部に繊維束を巻き付けて繊維束を保持させる第5の工程と、
前記ライナーから前記保持部に架け渡されている繊維束を切断する第6の工程と、
を含むことを特徴とするフィラメントワインディング方法。
【請求項2】
フープ巻き装置で繊維束をライナーに巻き付けるフィラメントワインディング装置であって、
前記フープ巻き装置は、
前記ライナーに対して繊維束のフープ巻きを行う巻き付け部と、
前記巻き付け部により繊維束を巻き付け可能であり、前記ライナーの半径方向の外側で繊維束を一時的に保持する保持部と、
繊維束を切断するカッターと、
前記保持部に繊維束を巻き付けた後、フープ巻きの開始位置において、繊維束の巻き付け位置を前記保持部から前記ライナーに移動させ、前記ライナーへの繊維束のフープ巻きを開始する巻き付け開始動作と、
前記保持部から前記ライナーに架け渡されている繊維束を前記カッターで切断する第1の切断動作と、
前記ライナーに対して繊維束のフープ巻きを行う巻き付け動作と、
フープ巻きの終了位置において、繊維束の巻き付け位置を前記ライナーから前記保持部に移動させ、前記保持部に繊維束を巻き付けて繊維束を保持させる退避動作と、
前記ライナーから前記保持部に架け渡されている繊維束を前記カッターで切断する第2の切断動作と、を制御する制御部と、
を備えたことを特徴とするフィラメントワインディング装置。
【請求項3】
請求項2に記載のフィラメントワインディング装置であって、
前記制御部は、前記巻き付け開始動作、及び前記退避動作において、前記巻き付け部と前記保持部との相対位置を前記ライナーの軸方向に変化させる制御を行う、ことを特徴とするフィラメントワインディング装置。
【請求項4】
請求項2又は3のいずれか1項に記載のフィラメントワインディング装置であって、
前記保持部は、前記ライナーの周方向に配置される複数の部材で構成されており、前記複数の部材を前記ライナーの半径方向に移動させることにより、前記保持部を拡大又は縮小できる、ことを特徴とするフィラメントワインディング装置。
【請求項5】
請求項2から4のいずれか1項に記載のフィラメントワインディング装置であって、
前記保持部は、前記退避動作において前記ライナーからの繊維束を保持部に案内する案内部を備えている、ことを特徴とするフィラメントワインディング装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−63587(P2013−63587A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−203638(P2011−203638)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]