
フィラメントワインディング方法
【課題】巻きつけの高速化を図る。
【解決手段】フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御する。
【解決手段】フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂含浸繊維を被巻きつけ部材に巻きつけるフィラメントワインディング方法に関する。
【背景技術】
【0002】
近年、燃料電池システムに用いられる高圧水素タンクの開発が進んでおり、その一つとして、フィラメントワインディング(Filament Winding:以下、単に「FW」と呼ぶ)法により樹脂含浸繊維をタンクの外郭に巻きつける方法がある。
【0003】
上記FW法を採用するタンクの製造方法の一つとして、巻きつけ前の樹脂含浸繊維を、内径側部分を構成するときには冷却し、外径側部分を構成するときには加熱する技術が提案されている(特許文献1)。この構成により、タンクの疲労耐久性能を高めることができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−290308号公報
【0005】
しかしながら、前記従来の技術では、ヘリカル巻きを行うときにタンクのドーム部(長手方向における胴部外側の部分)で樹脂含浸繊維が滑りやすく、巻きつけの高速化を図ることが困難である問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記課題に鑑みてなされたもので、巻きつけの高速化を目的とする。
【課題を解決するための手段】
【0007】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
【0008】
[適用例1] フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、前記ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御することを特徴とするフィラメントワインディング方法。
【0009】
上記構成のフィラメントワインディング方法によれば、ヘリカル巻き工程において、樹脂含浸繊維の温度が低く制御されることで、樹脂含浸繊維が高粘度・高タックとなり、巻きつけ時の樹脂含浸繊維の滑りを防止することができる。したがって、巻きつけの高速化を図ることができる。
【0010】
なお、前記フィラメントワインディング方法は、装置発明としての態様で実現することも可能である。
【図面の簡単な説明】
【0011】
【図1】本発明の第1実施例におけるFW方法を採用したFW装置100の概略構成を示す説明図である。
【図2】制御部50により実行される繊維温度制御処理を示すフローチャートである。
【図3】樹脂含浸繊維Wについての温度と粘度との関係を示すグラフである。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態について、実施例に基づき説明する。
【0013】
A.第1実施例:
A−1.ハードウエア構成:
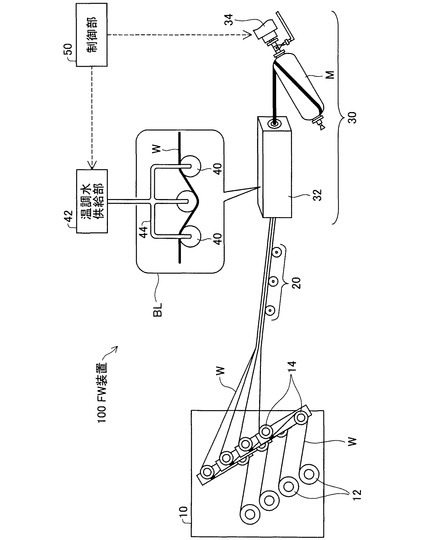
図1は、本発明の第1実施例におけるFW方法を採用したFW装置100の概略構成を示す説明図である。図示するように、本実施例のFW装置100は、クリールスタンド10と、巻取部30と、クリールスタンド10と巻取部30とを結ぶ経路部20と、制御部50とを備える。
【0014】
クリールスタンド10は、樹脂含浸繊維Wを巻きつけた複数のボビン12を備え、固定滑車14等を用いて各ボビン12から所定の方向に樹脂含浸繊維Wを巻き出す機能を有する。樹脂含浸繊維Wは、例えば、炭素繊維に熱硬化性樹脂であるエポキシ樹脂を含浸させたプリプレグである。なお、炭素繊維に換えて、適当な強度を有するフィラメントワインディングに適した他の材料とすることもできる。また、エポキシ樹脂に換えて、適当な接合強度を有するフィラメントワインディングに適した樹脂材料とすることもできる。
【0015】
各ボビン12からは、巻取部30の働きにより樹脂含浸繊維Wがそれぞれ引き出され、各樹脂含浸繊維Wは経路部20を介して巻取部30へ導かれる。
【0016】
経路部20は、ローラやガイド等を備え、クリールスタンド10から巻取部30への樹脂含浸繊維Wへの経路を構成する。
【0017】
巻取部30は、アイクチガイド32と、ライナーMがセットされる回転駆動装置34とを備える。ライナーMは、タンク製品の形状を形作るための中空円筒形のマンドレルである。回転駆動装置34は、ライナーMをその長軸周りに回転駆動させる。
【0018】
アイクチガイド32は、ライナーMの長軸方向であるx軸、x軸に垂直なy軸、x軸およびy軸に垂直なz軸の3次元で移動して、経路部20から供給された複数本の樹脂含浸繊維Wを束ねてライナーMに向かって供給する。アイクチガイド32の3次元方向への移動と回転駆動装置34によるライナーMの回転とにより、樹脂含浸繊維WがライナーMに緊密に巻きつけられることになる。詳細には、フープ巻きとヘリカル巻きとを交互に行うことで、緊密な巻きつけを実現している。ここで、ヘリカル巻きは、ライナーMに樹脂含浸繊維Wをある角度をつけ(例えば30゜〜60゜)巻きつける方法である。フープ巻きは周方向に樹脂含浸繊維Wを揃えて巻きつけるものである。
【0019】
巻取部30により樹脂含浸繊維WをライナーMに巻きつけていくことで、樹脂含浸繊維Wは、引っ張られる形で、クリールスタンド10から引き出され、経路部20を介して巻取部30に至ることになる。こうして、成形品である高圧タンクが製造される。この高圧タンクは、燃料電池システム用の高圧水素タンクとして用いられる。
【0020】
アイクチガイド32は、また、通過する樹脂含浸繊維Wの温度を調整する温度調整機構を備える。図中の吹き出しBLは、温度調整機構の概略構成を示すものである。吹き出しBLに示すように、アイクチガイド32は、樹脂含浸繊維Wに沿って設けられる温調ローラ40を備える。温調ローラ40は、熱伝導性に優れた金属材料(例えばアルミニウム)により構成され、樹脂含浸繊維Wに直接接触する。温調ローラ40には、アイクチガイド32の外部に設けられた温調水供給部42から管路44を介して、温度調整された温調水が供給される。
【0021】
温調水供給部42は、温調水として高温水と冷却水とを切り替えて供給を行う。温調水供給部42は、高温水を温調ローラ40に供給することで、温調ローラ40を0℃を上回る所定の温度(以下、この温度を「高温度」と呼ぶ)に制御することができる。また、温調水供給部42は、冷却水を温調ローラ40に供給することで、温調ローラ40を0℃以下の所定の温度(以下、この温度を「低温度」と呼ぶ)に制御することができる。
【0022】
なお、温調ローラ40は、図示のように複数設けてもよいし、1つであってもよい。
【0023】
制御部50は、内部にCPU、RAM、ROMを備えるマイクロコンピュータとして構成されており、ROMに記憶されたコンピュータプログラムをRAMに展開して実行することで、フィラメントワインディングの作業をフープ巻きとヘリカル巻きとで交互に切り替えて行う。すなわち、制御部50は、フープ巻きにて樹脂含浸繊維Wを巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維Wを巻回するヘリカル巻き工程とを行う。
【0024】
さらに、制御部50は、ROMに記憶されたコンピュータプログラムを実行することにより、温調水供給部42に指令を送信して、樹脂含浸繊維Wの温度を上記高温度と低温度との間で切り替える制御を行う。
【0025】
A−2.ソフトウェア構成:
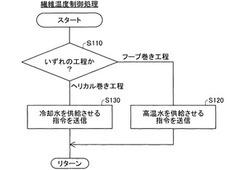
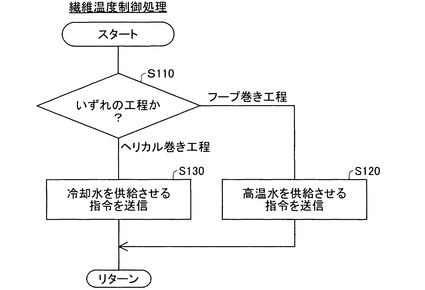
図2は、制御部50により実行される繊維温度制御処理を示すフローチャートである。この繊維温度制御処理は、前述した樹脂含浸繊維Wの温度の制御を行うためのものである。この繊維温度制御処理は、制御部50のCPUにより所定時間毎に繰り返し実行される。
【0026】
図2に示すように、処理が開始されると、CPUは、現在、前述したフープ巻き工程とヘリカル巻き工程とのいずれが実行されているかを判定する(ステップS110)。ここで、フープ巻き工程であると判定されたときには、CPUは、高温水を供給させる旨の指令を温調水供給部42に送信する(ステップS120)。一方、ヘリカル巻き工程であると判定されたときには、CPUは、冷却水を供給させる旨の指令を温調水供給部42に送信する(ステップS130)。ステップS120またはS130の実行後、「リターン」に抜けてこの繊維温度制御処理を一旦終了する。
【0027】
上記構成の繊維温度制御処理によれば、フープ巻き工程時に、温調水供給部42から高温水が供給されることから、温調ローラ40は上記高温度に制御される。このため、フープ巻き工程における樹脂含浸繊維Wの温度は高く制御される。一方、ヘリカル巻き工程時には、温調水供給部42から冷却水が供給されることから、温調ローラ40は上記低温度に制御される。このため、ヘリカル巻き工程における樹脂含浸繊維Wの温度は低く制御される。
【0028】
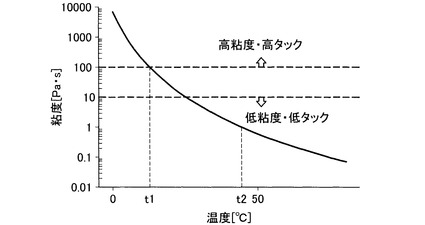
図3は、樹脂含浸繊維Wについての温度と粘度との関係を示すグラフである。このグラフに示すように、樹脂含浸繊維Wの温度が低くなるほど粘度は高くなる。樹脂含浸繊維Wの温度が図中t1(例えば10℃)を下回るときには、樹脂含浸繊維Wの粘度は100Pa・sを上回り、樹脂含浸繊維Wは高粘度・高タックとなる。すなわち、100Pa・sとは水飴と同等の粘度レベルであり、樹脂含浸繊維Wは高タック性を有する。
【0029】
樹脂含浸繊維Wの温度が図中t2(例えば45℃)を上回るときには、樹脂含浸繊維Wの粘度は100Pa・sを上回り、樹脂含浸繊維Wは低粘度・低タックとなる。
【0030】
本実施例では、温調ローラ40が制御される上記低温度は、樹脂含浸繊維Wを上記t1を下回る温度とするに十分なものである。また、温調ローラ40が制御される上記高温度は、樹脂含浸繊維Wを上記t2を上回る温度とするに十分なものである。したがって、ヘリカル巻き工程における樹脂含浸繊維Wは、上記t1を下回る温度に制御され、高粘度・高タックの状態となる。一方、フープ巻き工程における樹脂含浸繊維Wは、上記t2を上回る温度に制御され、低粘度・低タックの状態となる。
【0031】
A−3.効果:
以上のように構成された第1実施例のFW方法によれば、ヘリカル巻き工程において、樹脂含浸繊維Wの温度が低く制御されることで、樹脂含浸繊維Wが高粘度・高タックとなり、巻きつけ時の樹脂含浸繊維Wの滑りを防止することができる。この結果、従来、40゜〜50゜の中角度のヘリカル巻きにおいては、ライナーのドーム部で樹脂含浸繊維Wが滑って巻くのが困難であったが、第1実施例によれば容易に巻くこともできる。したがって、フィラメントワインディング方法における巻きつけの高速化を図ることができる。
【0032】
一方、フープ巻き工程においては、樹脂含浸繊維Wが低粘度・低タック状態となっていることから、フープ巻きは高速で行うにもかかわらず、毛羽立ちの発生を防止することができる。
【0033】
また本実施例では、樹脂含浸繊維Wと温調ローラ40が直接接触する構成としたことから、温度調整の効率がよい。特に、タンク成形時には、樹脂含浸繊維Wは常に移動していることから、直接接触して温調する方が効率がよい。
【0034】
A−4.変形例:
本実施例では、温調ローラ40に、高温水と冷却水とを切り替えて供給を行う構成としたが、これに換えて、冷却水を供給する状態と、冷却水を供給しない状態とを切り替える構成としてもよい。これによっても、ヘリカル巻き工程における樹脂含浸繊維Wを低温度にすることができることから、ヘリカル巻き工程における巻きつけ時の滑りを防止することができる。
【0035】
B.第2実施例:
前記第1実施例では、ヘリカル巻き工程における樹脂含浸繊維Wを低温度に制御し、フープ巻き工程における樹脂含浸繊維Wを低温度に制御していたが、これに換えて、第2実施例では、上記変形例と同様に、ヘリカル巻き工程においては、温調ローラ40に冷却水を供給し、フープ工程においては、温調ローラ40に冷却水を供給しない構成とする。その上で、FW装置を備える室内の空調を、樹脂含浸繊維Wを低粘度な状態を維持できる温度に制御する。この構成により、クリールスタンド10からの繰り出し部位においては、樹脂含浸繊維Wは低粘度な状態となる。
【0036】
上記構成の第2実施例のFW法によれば、クリールスタンド10からの繰り出し時において、樹脂含浸繊維W同士の固着を防止し、繰り出しをスムーズにすることができるという効果を奏する。
【0037】
C.第3実施例:
前記第1実施例では、ヘリカル巻きとフープ巻きとのいずれにあるかに応じて樹脂含浸繊維Wの粘度が変えられるように、温調ローラ40の温度を制御していたが、これに換えて、第3実施例では、第1実施例のこの構成を備えた上で更に、ヘリカル巻き工程において、タンクへの樹脂含浸繊維Wの積層数、巻き付け時の樹脂含浸繊維Wの張力に応じて、温調ローラ40の温度を制御する構成としてもよい。
【0038】
一般に、樹脂含浸繊維Wの積層数が増えてくると、タンクのドーム形状が変化し、また、繊維自体の表面粗さにより滑りが生じ難くなる。このため、ヘリカル巻き工程において、常に樹脂含浸繊維Wを高粘度化するのではなく、タンクへの樹脂含浸繊維Wの積層数や、巻き付け時の樹脂含浸繊維Wの張力に応じて樹脂含浸繊維Wの粘度調整が可能となる。したがって、適切な粘度状態でFWを行うことができ、巻きつけの高速化を図ることができる。
【0039】
なお、この発明は上記の各実施例や各変形例に限られるものではなく、その要旨を逸脱しない範囲においてさらに種々の態様において実施することが可能であり、例えば、温調ローラ40の温度制御を、温調水に換えて、温度調整されたエアにより行う構成等、種々の構成に変形することも可能である。
【符号の説明】
【0040】
10…クリールスタンド
12…ボビン
14…固定滑車
20…経路部
30…巻取部
32…アイクチガイド
34…回転駆動装置
40…温調ローラ
42…温調水供給部
44…管路
50…制御部
W…樹脂含浸繊維
M…ライナー
【技術分野】
【0001】
本発明は、樹脂含浸繊維を被巻きつけ部材に巻きつけるフィラメントワインディング方法に関する。
【背景技術】
【0002】
近年、燃料電池システムに用いられる高圧水素タンクの開発が進んでおり、その一つとして、フィラメントワインディング(Filament Winding:以下、単に「FW」と呼ぶ)法により樹脂含浸繊維をタンクの外郭に巻きつける方法がある。
【0003】
上記FW法を採用するタンクの製造方法の一つとして、巻きつけ前の樹脂含浸繊維を、内径側部分を構成するときには冷却し、外径側部分を構成するときには加熱する技術が提案されている(特許文献1)。この構成により、タンクの疲労耐久性能を高めることができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−290308号公報
【0005】
しかしながら、前記従来の技術では、ヘリカル巻きを行うときにタンクのドーム部(長手方向における胴部外側の部分)で樹脂含浸繊維が滑りやすく、巻きつけの高速化を図ることが困難である問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記課題に鑑みてなされたもので、巻きつけの高速化を目的とする。
【課題を解決するための手段】
【0007】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態又は適用例として実現することが可能である。
【0008】
[適用例1] フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、前記ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御することを特徴とするフィラメントワインディング方法。
【0009】
上記構成のフィラメントワインディング方法によれば、ヘリカル巻き工程において、樹脂含浸繊維の温度が低く制御されることで、樹脂含浸繊維が高粘度・高タックとなり、巻きつけ時の樹脂含浸繊維の滑りを防止することができる。したがって、巻きつけの高速化を図ることができる。
【0010】
なお、前記フィラメントワインディング方法は、装置発明としての態様で実現することも可能である。
【図面の簡単な説明】
【0011】
【図1】本発明の第1実施例におけるFW方法を採用したFW装置100の概略構成を示す説明図である。
【図2】制御部50により実行される繊維温度制御処理を示すフローチャートである。
【図3】樹脂含浸繊維Wについての温度と粘度との関係を示すグラフである。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態について、実施例に基づき説明する。
【0013】
A.第1実施例:
A−1.ハードウエア構成:
図1は、本発明の第1実施例におけるFW方法を採用したFW装置100の概略構成を示す説明図である。図示するように、本実施例のFW装置100は、クリールスタンド10と、巻取部30と、クリールスタンド10と巻取部30とを結ぶ経路部20と、制御部50とを備える。
【0014】
クリールスタンド10は、樹脂含浸繊維Wを巻きつけた複数のボビン12を備え、固定滑車14等を用いて各ボビン12から所定の方向に樹脂含浸繊維Wを巻き出す機能を有する。樹脂含浸繊維Wは、例えば、炭素繊維に熱硬化性樹脂であるエポキシ樹脂を含浸させたプリプレグである。なお、炭素繊維に換えて、適当な強度を有するフィラメントワインディングに適した他の材料とすることもできる。また、エポキシ樹脂に換えて、適当な接合強度を有するフィラメントワインディングに適した樹脂材料とすることもできる。
【0015】
各ボビン12からは、巻取部30の働きにより樹脂含浸繊維Wがそれぞれ引き出され、各樹脂含浸繊維Wは経路部20を介して巻取部30へ導かれる。
【0016】
経路部20は、ローラやガイド等を備え、クリールスタンド10から巻取部30への樹脂含浸繊維Wへの経路を構成する。
【0017】
巻取部30は、アイクチガイド32と、ライナーMがセットされる回転駆動装置34とを備える。ライナーMは、タンク製品の形状を形作るための中空円筒形のマンドレルである。回転駆動装置34は、ライナーMをその長軸周りに回転駆動させる。
【0018】
アイクチガイド32は、ライナーMの長軸方向であるx軸、x軸に垂直なy軸、x軸およびy軸に垂直なz軸の3次元で移動して、経路部20から供給された複数本の樹脂含浸繊維Wを束ねてライナーMに向かって供給する。アイクチガイド32の3次元方向への移動と回転駆動装置34によるライナーMの回転とにより、樹脂含浸繊維WがライナーMに緊密に巻きつけられることになる。詳細には、フープ巻きとヘリカル巻きとを交互に行うことで、緊密な巻きつけを実現している。ここで、ヘリカル巻きは、ライナーMに樹脂含浸繊維Wをある角度をつけ(例えば30゜〜60゜)巻きつける方法である。フープ巻きは周方向に樹脂含浸繊維Wを揃えて巻きつけるものである。
【0019】
巻取部30により樹脂含浸繊維WをライナーMに巻きつけていくことで、樹脂含浸繊維Wは、引っ張られる形で、クリールスタンド10から引き出され、経路部20を介して巻取部30に至ることになる。こうして、成形品である高圧タンクが製造される。この高圧タンクは、燃料電池システム用の高圧水素タンクとして用いられる。
【0020】
アイクチガイド32は、また、通過する樹脂含浸繊維Wの温度を調整する温度調整機構を備える。図中の吹き出しBLは、温度調整機構の概略構成を示すものである。吹き出しBLに示すように、アイクチガイド32は、樹脂含浸繊維Wに沿って設けられる温調ローラ40を備える。温調ローラ40は、熱伝導性に優れた金属材料(例えばアルミニウム)により構成され、樹脂含浸繊維Wに直接接触する。温調ローラ40には、アイクチガイド32の外部に設けられた温調水供給部42から管路44を介して、温度調整された温調水が供給される。
【0021】
温調水供給部42は、温調水として高温水と冷却水とを切り替えて供給を行う。温調水供給部42は、高温水を温調ローラ40に供給することで、温調ローラ40を0℃を上回る所定の温度(以下、この温度を「高温度」と呼ぶ)に制御することができる。また、温調水供給部42は、冷却水を温調ローラ40に供給することで、温調ローラ40を0℃以下の所定の温度(以下、この温度を「低温度」と呼ぶ)に制御することができる。
【0022】
なお、温調ローラ40は、図示のように複数設けてもよいし、1つであってもよい。
【0023】
制御部50は、内部にCPU、RAM、ROMを備えるマイクロコンピュータとして構成されており、ROMに記憶されたコンピュータプログラムをRAMに展開して実行することで、フィラメントワインディングの作業をフープ巻きとヘリカル巻きとで交互に切り替えて行う。すなわち、制御部50は、フープ巻きにて樹脂含浸繊維Wを巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維Wを巻回するヘリカル巻き工程とを行う。
【0024】
さらに、制御部50は、ROMに記憶されたコンピュータプログラムを実行することにより、温調水供給部42に指令を送信して、樹脂含浸繊維Wの温度を上記高温度と低温度との間で切り替える制御を行う。
【0025】
A−2.ソフトウェア構成:
図2は、制御部50により実行される繊維温度制御処理を示すフローチャートである。この繊維温度制御処理は、前述した樹脂含浸繊維Wの温度の制御を行うためのものである。この繊維温度制御処理は、制御部50のCPUにより所定時間毎に繰り返し実行される。
【0026】
図2に示すように、処理が開始されると、CPUは、現在、前述したフープ巻き工程とヘリカル巻き工程とのいずれが実行されているかを判定する(ステップS110)。ここで、フープ巻き工程であると判定されたときには、CPUは、高温水を供給させる旨の指令を温調水供給部42に送信する(ステップS120)。一方、ヘリカル巻き工程であると判定されたときには、CPUは、冷却水を供給させる旨の指令を温調水供給部42に送信する(ステップS130)。ステップS120またはS130の実行後、「リターン」に抜けてこの繊維温度制御処理を一旦終了する。
【0027】
上記構成の繊維温度制御処理によれば、フープ巻き工程時に、温調水供給部42から高温水が供給されることから、温調ローラ40は上記高温度に制御される。このため、フープ巻き工程における樹脂含浸繊維Wの温度は高く制御される。一方、ヘリカル巻き工程時には、温調水供給部42から冷却水が供給されることから、温調ローラ40は上記低温度に制御される。このため、ヘリカル巻き工程における樹脂含浸繊維Wの温度は低く制御される。
【0028】
図3は、樹脂含浸繊維Wについての温度と粘度との関係を示すグラフである。このグラフに示すように、樹脂含浸繊維Wの温度が低くなるほど粘度は高くなる。樹脂含浸繊維Wの温度が図中t1(例えば10℃)を下回るときには、樹脂含浸繊維Wの粘度は100Pa・sを上回り、樹脂含浸繊維Wは高粘度・高タックとなる。すなわち、100Pa・sとは水飴と同等の粘度レベルであり、樹脂含浸繊維Wは高タック性を有する。
【0029】
樹脂含浸繊維Wの温度が図中t2(例えば45℃)を上回るときには、樹脂含浸繊維Wの粘度は100Pa・sを上回り、樹脂含浸繊維Wは低粘度・低タックとなる。
【0030】
本実施例では、温調ローラ40が制御される上記低温度は、樹脂含浸繊維Wを上記t1を下回る温度とするに十分なものである。また、温調ローラ40が制御される上記高温度は、樹脂含浸繊維Wを上記t2を上回る温度とするに十分なものである。したがって、ヘリカル巻き工程における樹脂含浸繊維Wは、上記t1を下回る温度に制御され、高粘度・高タックの状態となる。一方、フープ巻き工程における樹脂含浸繊維Wは、上記t2を上回る温度に制御され、低粘度・低タックの状態となる。
【0031】
A−3.効果:
以上のように構成された第1実施例のFW方法によれば、ヘリカル巻き工程において、樹脂含浸繊維Wの温度が低く制御されることで、樹脂含浸繊維Wが高粘度・高タックとなり、巻きつけ時の樹脂含浸繊維Wの滑りを防止することができる。この結果、従来、40゜〜50゜の中角度のヘリカル巻きにおいては、ライナーのドーム部で樹脂含浸繊維Wが滑って巻くのが困難であったが、第1実施例によれば容易に巻くこともできる。したがって、フィラメントワインディング方法における巻きつけの高速化を図ることができる。
【0032】
一方、フープ巻き工程においては、樹脂含浸繊維Wが低粘度・低タック状態となっていることから、フープ巻きは高速で行うにもかかわらず、毛羽立ちの発生を防止することができる。
【0033】
また本実施例では、樹脂含浸繊維Wと温調ローラ40が直接接触する構成としたことから、温度調整の効率がよい。特に、タンク成形時には、樹脂含浸繊維Wは常に移動していることから、直接接触して温調する方が効率がよい。
【0034】
A−4.変形例:
本実施例では、温調ローラ40に、高温水と冷却水とを切り替えて供給を行う構成としたが、これに換えて、冷却水を供給する状態と、冷却水を供給しない状態とを切り替える構成としてもよい。これによっても、ヘリカル巻き工程における樹脂含浸繊維Wを低温度にすることができることから、ヘリカル巻き工程における巻きつけ時の滑りを防止することができる。
【0035】
B.第2実施例:
前記第1実施例では、ヘリカル巻き工程における樹脂含浸繊維Wを低温度に制御し、フープ巻き工程における樹脂含浸繊維Wを低温度に制御していたが、これに換えて、第2実施例では、上記変形例と同様に、ヘリカル巻き工程においては、温調ローラ40に冷却水を供給し、フープ工程においては、温調ローラ40に冷却水を供給しない構成とする。その上で、FW装置を備える室内の空調を、樹脂含浸繊維Wを低粘度な状態を維持できる温度に制御する。この構成により、クリールスタンド10からの繰り出し部位においては、樹脂含浸繊維Wは低粘度な状態となる。
【0036】
上記構成の第2実施例のFW法によれば、クリールスタンド10からの繰り出し時において、樹脂含浸繊維W同士の固着を防止し、繰り出しをスムーズにすることができるという効果を奏する。
【0037】
C.第3実施例:
前記第1実施例では、ヘリカル巻きとフープ巻きとのいずれにあるかに応じて樹脂含浸繊維Wの粘度が変えられるように、温調ローラ40の温度を制御していたが、これに換えて、第3実施例では、第1実施例のこの構成を備えた上で更に、ヘリカル巻き工程において、タンクへの樹脂含浸繊維Wの積層数、巻き付け時の樹脂含浸繊維Wの張力に応じて、温調ローラ40の温度を制御する構成としてもよい。
【0038】
一般に、樹脂含浸繊維Wの積層数が増えてくると、タンクのドーム形状が変化し、また、繊維自体の表面粗さにより滑りが生じ難くなる。このため、ヘリカル巻き工程において、常に樹脂含浸繊維Wを高粘度化するのではなく、タンクへの樹脂含浸繊維Wの積層数や、巻き付け時の樹脂含浸繊維Wの張力に応じて樹脂含浸繊維Wの粘度調整が可能となる。したがって、適切な粘度状態でFWを行うことができ、巻きつけの高速化を図ることができる。
【0039】
なお、この発明は上記の各実施例や各変形例に限られるものではなく、その要旨を逸脱しない範囲においてさらに種々の態様において実施することが可能であり、例えば、温調ローラ40の温度制御を、温調水に換えて、温度調整されたエアにより行う構成等、種々の構成に変形することも可能である。
【符号の説明】
【0040】
10…クリールスタンド
12…ボビン
14…固定滑車
20…経路部
30…巻取部
32…アイクチガイド
34…回転駆動装置
40…温調ローラ
42…温調水供給部
44…管路
50…制御部
W…樹脂含浸繊維
M…ライナー
【特許請求の範囲】
【請求項1】
フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、
ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程と
を備えるフィラメントワインディング方法において、
前記ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御することを特徴とするフィラメントワインディング方法。
【請求項1】
フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、
ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程と
を備えるフィラメントワインディング方法において、
前記ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御することを特徴とするフィラメントワインディング方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−5660(P2011−5660A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−148706(P2009−148706)
【出願日】平成21年6月23日(2009.6.23)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年6月23日(2009.6.23)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]