
フィラメントワインディング装置
【課題】制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することができる技術を提供する。
【解決手段】ライナー1の外周面1Sに繊維束Fを巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示する制御装置52を備えたフィラメントワインディング装置100において、前記制御装置52は、制御対象が許容限界速度まで余裕がある工程を認識し、該当する工程の所要時間を短くする、とした。
【解決手段】ライナー1の外周面1Sに繊維束Fを巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示する制御装置52を備えたフィラメントワインディング装置100において、前記制御装置52は、制御対象が許容限界速度まで余裕がある工程を認識し、該当する工程の所要時間を短くする、とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィラメントワインディング装置の技術に関する。
【背景技術】
【0002】
従来より、樹脂を含浸させた繊維束をライナーの外周面に巻き付けていくフィラメントワインディング装置が知られている(例えば特許文献1参照)。フィラメントワインディング装置には、繊維束を巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示する制御装置が備えられている。具体的に説明すると、フィラメントワインディング装置には、制御装置としてモーションコントローラが備えられ、該モーションコントローラが工程毎に制御信号を作成することによって、繊維束を巻き付ける一連の動作を実現している。
【0003】
このようなフィラメントワインディング装置を用いてライナーの外周面に繊維束を巻き付けるには、例えばライナーの移送速度や周速度、繊維束ガイドの伸縮速度など、複数の制御対象と同期を図る必要が生じる。しかし、従来のフィラメントワインディング装置においては、繊維束の巻き付けに要する時間を短縮する場合、第1工程から最終工程までの各工程の所要時間を一様に短くする方法がとられていたため、制御対象の一つが許容限界速度を超えると、全てのカムデータを修正又は再設計する必要が生じていた。
【0004】
その結果、カムデータの修正又は再設計に多大な開発工数がかかるほか、最終的には繊維束の巻き付けに要する時間を短縮することができないなどの問題を生じていた。従って、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することができる技術が求められていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−36461号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような問題を解決すべくなされたものであり、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することができる技術を提供することを目的としている。
【課題を解決するための手段】
【0007】
次に、この課題を解決するための手段を説明する。
【0008】
即ち、第一の発明は、
ライナーの外周面に繊維束を巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示する制御装置を備えたフィラメントワインディング装置において、
前記制御装置は、制御対象が許容限界速度まで余裕がある工程を認識し、該当する工程の所要時間を短くする、とした。
【0009】
第二の発明は、第一の発明に係るフィラメントワインディング装置において、
前記制御装置は、繊維束の送り出し速度に基づいて制御対象が許容限界速度まで余裕があるか否かを判断する、とした。
【0010】
第三の発明は、第二の発明に係るフィラメントワインディング装置において、
前記制御装置は、繊維束の送り出し速度が所定の閾値よりも低くなる工程を制御対象が許容限界速度まで余裕がある工程と判断する、とした。
【0011】
第四の発明は、第二又は第三の発明に係るフィラメントワインディング装置において、
前記ライナーの外周面に繊維束を案内する繊維束ガイドを備え、
前記制御装置は、前記ライナーの移送速度と、前記ライナーの周速度と、前記繊維束ガイドの伸縮速度と、に基づいて前記送り出し速度を算出する、とした。
【発明の効果】
【0012】
本発明の効果として、以下に示すような効果を奏する。
【0013】
第一の発明によれば、制御対象が許容限界速度まで余裕がある工程を認識し、該当する工程の所要時間を短くする。これにより、制御対象が許容限界速度を超えないと判断される工程で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することが可能となる。
【0014】
第二の発明によれば、繊維束の送り出し速度に基づいて制御対象が許容限界速度まで余裕があるか否かを判断する。これにより、制御対象が許容限界速度を超えないと判断される工程で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することが可能となる。
【0015】
第三の発明によれば、繊維束の送り出し速度が所定の閾値よりも低くなる工程を制御対象が許容限界速度まで余裕がある工程と判断する。これにより、制御対象が許容限界速度を超えないと判断される工程で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することが可能となる。
【0016】
第四の発明によれば、ライナーの移送速度と、ライナーの周速度と、繊維束ガイドの伸縮速度と、に基づいて繊維束の送り出し速度を算出できる。これにより、制御対象が許容限界速度を超えないと判断される工程で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することが可能となる。
【図面の簡単な説明】
【0017】
【図1】フィラメントワインディング装置の全体構成を示す図。
【図2】(2A)ヘリカル巻き装置の構成を示す正面図。(2B)ヘリカル巻き装置の構成を示す側面図。
【図3】モーションコントローラを用いた制御システムを示す図。
【図4】繊維束を巻き付ける一連の動作を表したカムデータを示す図。
【図5】(5A)繊維束を巻き付ける一連の動作を表したカムデータを示す図。(5B)繊維束の巻き付けに要する時間を短縮させたカムデータを示す図。
【図6】(6A)繊維束を巻き付ける一連の動作を表したカムデータを示す図。(6B)繊維束の巻き付けに要する時間を短縮させたカムデータを示す図。
【発明を実施するための形態】
【0018】
まず、本発明の一実施形態に係るフィラメントワインディング装置100(以降「FW装置100」)について説明する。
【0019】
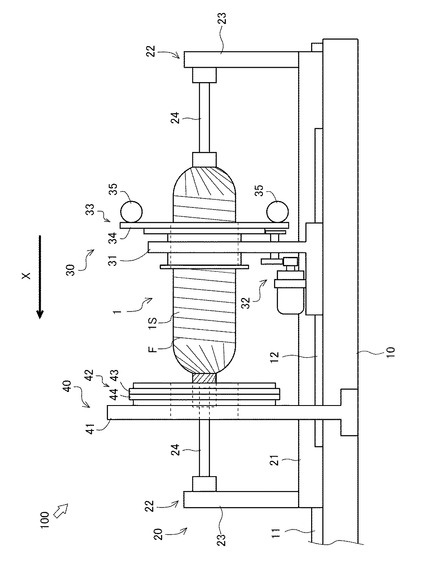
図1は、FW装置100の全体構成を示す図である。図中に示す矢印Xは、ライナー1の移送方向を示している。また、ライナー1の移送方向と平行な方向をFW装置100の前後方向とし、ライナー1が移送される一方向を前側(本図左側)、他方向を後側(本図右側)と定義する。なお、FW装置100は、ライナー1を前後方向に往復動させるため、該ライナー1の移送方向に応じて前側及び後側が定まる。
【0020】
FW装置100は、ライナー1の外周面1Sに繊維束Fを巻き付けていく装置である。FW装置100は、主に主基台10と、ライナー移送装置20と、フープ巻き装置30と、ヘリカル巻き装置40と、制御装置52(図3参照)と、で構成される。
【0021】
ライナー1は、例えば高強度アルミニウム材やポリアミド系樹脂等によって形成された略円筒形状の中空容器である。ライナー1は、該ライナー1の外周面1Sに繊維束Fが巻き付けられることによって耐圧特性の向上が図られる。つまり、ライナー1は、耐圧容器を構成する基材とされる。
【0022】
主基台10は、FW装置100の基礎を構成する主たる構造体である。主基台10の上部には、ライナー移送装置用レール11が設けられている。ライナー移送装置用レール11には、ライナー移送装置20が載置されている。また、主基台10の上部には、ライナー移送装置用レール11に対して平行にフープ巻き装置用レール12が設けられている。フープ巻き装置用レール12には、フープ巻き装置30が載置されている。
【0023】
このような構成により、主基台10は、FW装置100の基礎を構成するとともに、FW装置100の前後方向にライナー移送装置20ならびにフープ巻き装置30を移動させることを可能としている。
【0024】
ライナー移送装置20は、ライナー1を回転させながら移送する装置である。詳細には、ライナー移送装置20は、FW装置100の前後方向を中心軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する装置である。ライナー移送装置20は、主に基台21と、ライナー支持部22と、で構成される。
【0025】
基台21には、該基台21の上部に一対のライナー支持部22が設けられている。ライナー支持部22は、ライナー支持フレーム23と回転軸24で構成され、ライナー1を回転させる。具体的に説明すると、ライナー支持部22は、基台21から上方に向けて延設されたライナー支持フレーム23と、該ライナー支持フレーム23から前後方向に向けて延設された回転軸24と、で構成される。そして、回転軸24に取り付けられたライナー1は、図示しない動力機構によって一方向に回転されるのである。
【0026】
このような構成により、ライナー移送装置20は、FW装置100の前後方向を中心軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送することを可能としている。
【0027】
フープ巻き装置30は、ライナー1の外周面1Sに繊維束Fを巻き付ける装置である。詳細には、フープ巻き装置30は、繊維束Fの巻き付け角度がライナー1の軸心L(図2B参照)に対して略垂直となる、いわゆるフープ巻きを行なう装置である。フープ巻き装置30は、主に基台31と、動力機構32と、フープ巻き掛け装置33と、で構成される。
【0028】
基台31には、動力機構32によって回転されるフープ巻き掛け装置33が設けられている。フープ巻き掛け装置33は、巻き掛けテーブル34とボビン35で構成され、ライナー1の外周面1Sにフープ巻きを行なう。具体的に説明すると、フープ巻き掛け装置33は、主にフープ巻きを行なう巻き掛けテーブル34と、該巻き掛けテーブル34に繊維束Fを供給するボビン35と、で構成される。そして、巻き掛けテーブル34に設けられた繊維束ガイドによってライナー1の外周面1Sに繊維束Fが導かれ、巻き掛けテーブル34が回転することでフープ巻きが行なわれる。
【0029】
このような構成により、フープ巻き装置30は、繊維束Fの巻き付け角度がライナー1の軸心L(図2B参照)に対して略垂直となるフープ巻きを行なうことを可能としている。
【0030】
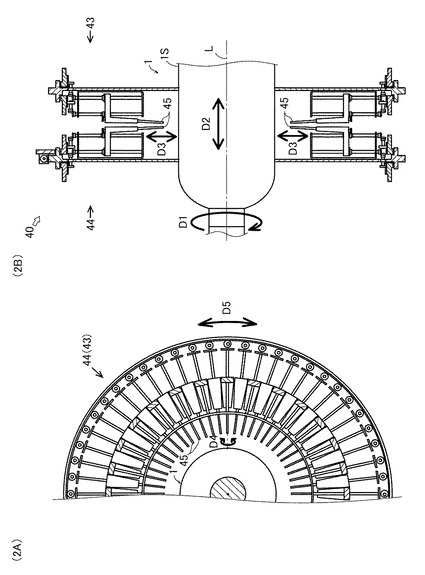
ヘリカル巻き装置40は、ライナー1の外周面1Sに繊維束Fを巻き付ける装置である。詳細には、ヘリカル巻き装置40は、繊維束Fの巻き付け角度がライナー1の軸心L(図2B参照)に対して所定の値となる、いわゆるヘリカル巻きを行なう装置である。ヘリカル巻き装置40は、主に基台41と、ヘリカル巻き掛け装置42と、で構成される。
【0031】
基台41には、ヘリカル巻き掛け装置42が設けられている。ヘリカル巻き掛け装置42は、固定ヘリカルヘッド43と可動ヘリカルヘッド44で構成され、ライナー1の外周面1Sにヘリカル巻きを行なう。具体的に説明すると、ヘリカル巻き掛け装置42は、主にヘリカル巻きを行なう固定ヘリカルヘッド43と、同じくヘリカル巻きを行なう可動ヘリカルヘッド44と、で構成される。そして、固定ヘリカルヘッド43に設けられた繊維束ガイド45(図2参照)と可動ヘリカルヘッド44に設けられた繊維束ガイド45(図2参照)によってライナー1の外周面1Sに繊維束Fが導かれ、ライナー1が回転しながら通過することでヘリカル巻きが行なわれる。
【0032】
このような構成により、ヘリカル巻き装置40は、繊維束Fの巻き付け角度がライナー1の軸心L(図2B参照)に対して所定の値となるヘリカル巻きを行なうことを可能としている。
【0033】
制御装置52は、ライナー1の外周面1Sに繊維束Fを巻き付ける一連の動作を指示する装置である。詳細には、制御装置52は、繊維束Fを巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示するモーションコントローラである。なお、繊維束Fを巻き付ける一連の動作とは、例えばライナー移送装置20がライナー1を回転させながら移送し、ヘリカル巻き装置40が可動ヘリカルヘッド44を回転させることで繊維束ガイド45の位相を変更して、互いに関連しながら繊維束Fを巻き付ける動作をいう。
【0034】
ここで、FW装置100の制御システムについて詳しく説明する。
【0035】
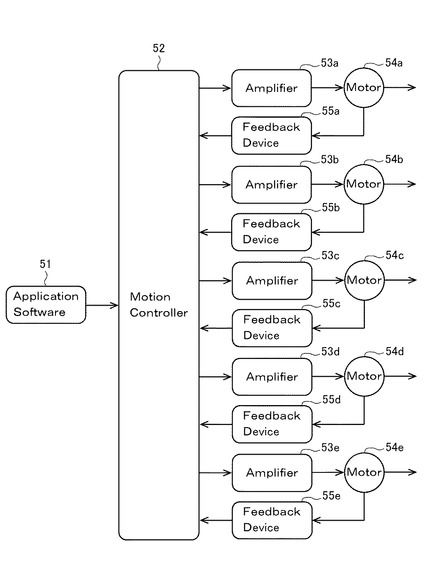
図3は、制御装置52(以降「モーションコントローラ52」)を用いた制御システムを示す図である。モーションコントローラ52は、FW装置100における制御システムの中核をなしている。FW装置100の制御システムは、主にアプリケーションソフトウェア51と、モーションコントローラ52と、アンプ53a・53b・・・と、モータ54a・54b・・・と、フィードバックデバイス55a・55b・・・と、で構成される。
【0036】
アプリケーションソフトウェア51は、ライナー1の外周面1Sに繊維束Fを巻き付ける一連の動作を設定する。詳細には、アプリケーションソフトウェア51は、システム設計者が作成したカムデータを設定するほか、特定のイベントが発生した際にカムデータがどのように変化するかを定義する。なお、カムデータとは、モータ54a・54b・・・の動作を工程毎に数値で表した動作図である(図4参照)。
【0037】
モーションコントローラ52は、カムデータに基づいて制御信号を作成する。詳細には、モーションコントローラ52は、カムデータの各数値に応じた電圧信号を作成し、該電圧信号をアンプ53a・53b・・・へ出力する。また、モーションコントローラ52は、各フィードバックデバイス55a・55b・・・からの検出信号に基づいてアンプ53a・53b・・・へ出力する電圧信号を補正している。
【0038】
アンプ53a・53b・・・は、モーションコントローラ52からの電圧信号を増幅させるとともに電流信号に変換する。詳細には、アンプ53a・53b・・・は、モーションコントローラ52からの電圧信号を受信して増幅し、電流信号に変換してモータ54a・54b・・・へ出力する。
【0039】
モータ54a・54b・・・は、アンプ53a・53b・・・からの電流信号を回転動力に変換する。詳細には、モータ54a・54b・・・は、アンプ53a・53b・・・からの電流信号を受けて電磁石を励磁させ、磁力による引張力及び反発力を用いて回転動力に変換する。
【0040】
フィードバックデバイス55a・55b・・・は、モータ54a・54b・・・の駆動状態や制御対象の位置などに基づいて検出信号を作成する。詳細には、フィードバックデバイス55a・55b・・・は、モータ54a・54b・・・の駆動状態や制御対象の位置などに応じた電圧信号を作成し、該電圧信号をモーションコントローラ52へ出力する。
【0041】
このような構成により、本制御システムは、アプリケーションソフトウェア51の設定に基づいてモーションコントローラ52が制御信号を作成し、アンプ53a・53b・・・を介することによってモータ54a・54b・・・を駆動させる。また、モータ54a・54b・・・の駆動状態や制御対象の位置などに基づいてモーションコントローラ52が制御信号を補正するため、高い精度で制御を行なうことを可能としている。
【0042】
次に、カムデータについて詳しく説明する。
【0043】
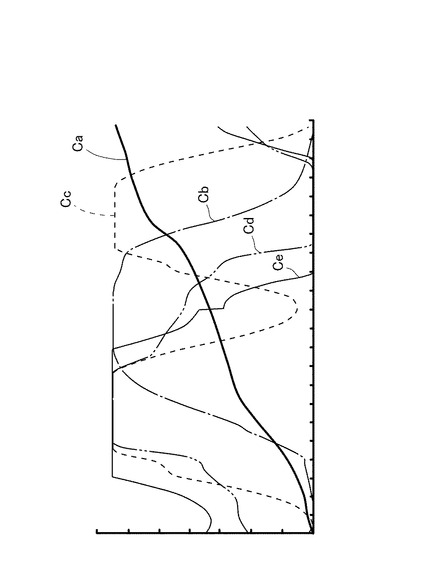
図4は、繊維束Fを巻き付ける一連の動作を表したカムデータを示す図である。本図の横軸は、繊維束Fを巻き付ける一連の動作の工程を示している。本図の縦軸は、モータ54a・54b・・・の動作を数値で示している。なお、本図は、FW装置100に用いられるカムデータの一例を示したものであり、他の制御態様を表すカムデータであっても良い。
【0044】
カムデータCaは、ライナー1の回転動作を表す。モーションコントローラ52は、カムデータCaに基づいて制御信号を作成し、ライナー移送装置20を構成する動力機構のモータ54aを駆動させる。なお、ライナー1の回転方向は常に一定であるため(図2B中、矢印D1参照)、カムデータCaは、工程毎に数値が増加する発散動作を示している。
【0045】
カムデータCbは、ライナー1の移送動作を表す。モーションコントローラ52は、カムデータCbに基づいて制御信号を作成し、ライナー移送装置20を構成する動力機構のモータ54bを駆動させる。なお、ライナー1の移送方向は前後方向に変更されるため(図2B中、矢印D2参照)、カムデータCbは、数値が増加した後に再び減少する反復動作を示している。
【0046】
カムデータCcは、繊維束ガイド45の伸縮動作を表す。モーションコントローラ52は、カムデータCcに基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54cを駆動させる。なお、繊維束ガイド45の伸縮方向はライナー1の外周面1Sに対して近接又は離間する方向に変更されるため(図2B中、矢印D3参照)、カムデータCcは、数値が増加した後に再び減少する反復動作を示している。
【0047】
カムデータCdは、繊維束ガイド45の回転動作を表す。モーションコントローラ52は、カムデータCdに基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54dを駆動させる。なお、繊維束ガイド45の回転方向は正回転又は逆回転方向に変更されるため(図2A中、矢印D4参照)、カムデータCdは、数値が増加した後に再び減少する反復動作を示している。
【0048】
カムデータCeは、可動ヘリカルヘッド44の回転動作を表す。モーションコントローラ52は、カムデータCeに基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54eを駆動させる。なお、可動ヘリカルヘッド44の回転方向は正回転又は逆回転方向に変更されるため(図2A中、矢印D5参照)、カムデータCeは、数値が増加した後に再び減少する反復動作を示している。
【0049】
ここで、従来のフィラメントワインディング装置のように、第1工程から最終工程までの各工程の所要時間を一様に短くすることで、繊維束Fの巻き付けに要する時間を短縮させた場合の問題点について説明する。なお、各工程の所要時間は、繊維束ガイド45からライナー1へ導かれる繊維束Fの送り出し速度と相関関係にあり、繊維束Fの送り出し速度は、ライナー1の移送速度や周速度、繊維束ガイド45の伸縮速度と相関関係にある。ここでは、簡単のためにライナー1の移送動作を表すカムデータCbに着目して説明する。
【0050】
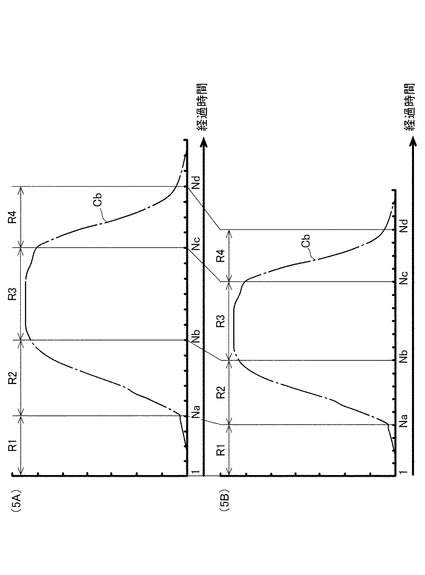
図5Aは、ライナー1の移送動作を表すカムデータCbを示す図である。図5Bは、繊維束Fの巻き付けに要する時間を短縮させた場合のカムデータCbを示す図である。なお、図5A及び図5Bの横軸には、第1工程からの経過時間を併記している。
【0051】
図5Aに示すように、カムデータCbは、数値が増加した後に再び減少する反復動作を示している。これは、上述したように、ヘリカル巻きを行なう際にライナー1の移送方向が前後方向に変更されるためである(図2B中、矢印D2参照)。
【0052】
第一領域R1におけるライナー1の移送速度は、比較的に低速であることがわかる。これは、第1工程から第Na工程に至るまでの経過時間に対してライナー1の移動量に相当する数値の増加が少ないからである。なお、第一領域R1は、ライナー1の一方のドーム部に繊維束Fを巻き付ける際の工程群である。
【0053】
第二領域R2におけるライナー1の移送速度は、比較的に高速であることがわかる。これは、第Na工程から第Nb工程に至るまでの経過時間に対してライナー1の移動量に相当する数値の増加が大きいからである。なお、第二領域R2は、ライナー1の筒部に繊維束Fを巻き付ける際の工程群である。
【0054】
同様に、第三領域R3においてはライナー1の移送速度が遅く、第四領域R4においてはライナー1の移送速度が速いことがわかる。なお、第三領域R3は、ライナー1の他方のドーム部に繊維束Fを巻き付ける際の工程群である。また、第四領域R4は、ライナー1の筒部に繊維束Fを巻き付ける際の工程群である。
【0055】
このような動作特性を表すカムデータCbにおいて、各工程の所要時間を一様に短くすると、第二領域R2及び第四領域R4におけるライナー1の移送速度が許容限界速度を超えることとなる。具体的に説明すると、図5Bに示すように、第Na工程から第Nb工程に至るまでの経過時間に対してライナー1の移動量に相当する数値の増加が過大となるため、ライナー1の移送速度が許容限界速度を超えるのである。また、第Nc工程から第Nd工程に至るまでの経過時間に対してライナー1の移動量に相当する数値の減少が過大となるため、ライナー1の移送速度が許容限界速度を超えるのである。
【0056】
このような場合、カムデータCa・Cb・・・の修正又は再設計に多大な開発工数がかかるほか、最終的には繊維束Fの巻き付けに要する時間を短縮することができないなどの問題が生じていた。
【0057】
次に、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することができる制御態様について説明する。なお、以下においても、ライナー1の移送動作を表すカムデータCbに着目して説明する。但し、他の制御対象であったとしても本発明の技術的範囲に属する。
【0058】
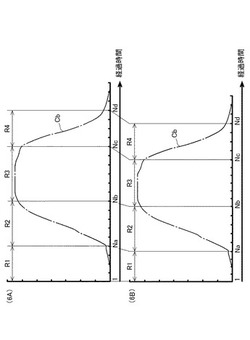
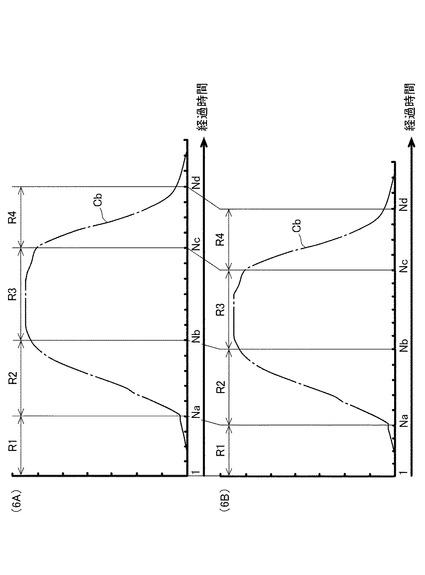
図6Aは、ライナー1の移送動作を表すカムデータCbを示す図である。図6Bは、繊維束Fの巻き付けに要する時間を短縮させた場合のカムデータCbを示す図である。なお、図6A及び図6Bの横軸には、第1工程からの経過時間を併記している。
【0059】
図6Bに示すように、本制御態様の特徴は、第一領域R1及び第三領域R3に該当する工程の所要時間のみを短くしたことにある。詳細には、第一領域R1及び第三領域R3に該当する工程の所要時間を短くし、第二領域R2及び第四領域R4に該当する工程の所要時間を変更していない。これは、ライナー1のドーム部に繊維束Fを巻き付ける工程群(第一領域R1及び第三領域R3を構成する工程群)では、制御対象が許容限界速度まで余裕があるのに対し、ライナー1の筒部に繊維束Fを巻き付ける工程群(第二領域R2及び第四領域R4を構成する工程群)では、制御対象が許容限界速度まで余裕がないことによる。
【0060】
このような制御態様により、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えないと判断される工程(本制御態様では第一領域R1及び第三領域R3に該当する工程)で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0061】
なお、繊維束ガイド45からライナー1へ導かれる繊維束Fの送り出し速度に基づいて所要時間を短くできる工程を把握することが可能である。具体的に説明すると、繊維束Fの送り出し速度は、ライナー1の移送速度と相関関係を有するため、この相関関係を利用することで所要時間を短くできる工程を把握することが可能となる。つまり、繊維束Fの送り出し速度が低いときはライナー1の移送速度も低速であるため、所要時間を短縮できる工程であると判断するのである。
【0062】
このような制御態様により、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えないと判断される工程(本制御態様では第一領域R1及び第三領域R3に該当する工程)で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0063】
更に、繊維束Fの送り出し速度について閾値を設定し、該閾値に対する繊維束Fの送り出し速度に基づいて所要時間を短くできる工程を把握することも可能である。具体的に説明すると、繊維束Fの送り出し速度は、ライナー1の移送速度と相関関係を有するため、この相関関係を利用することで所要時間を短くできる工程を把握することが可能となる。つまり、繊維束Fの送り出し速度が閾値を超えないときはライナー1の移送速度が低速であるため、所要時間を短縮できる工程であると判断するのである。
【0064】
このような制御態様により、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えないと判断される工程(本制御態様では第一領域R1及び第三領域R3に該当する工程)で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0065】
また、上記の制御態様においては、予め設定された一の閾値に対して繊維束Fの送り出し速度を評価するように構成しているが、例えば複数の閾値を設定して段階的に繊維束Fの送り出し速度を評価するように構成しても良い。
【0066】
次に、繊維束Fの送り出し速度の算出方法について詳細に説明する。
【0067】
ライナー1の移送速度をVt、ライナー1の周速度をVc、繊維束ガイド45の伸縮速度をVeとすると、繊維束Fの送り出し速度は、下記の数式から算出される。なお、数式に含まれるA、B、Cは、繊維束Fを巻き付ける条件によって決定される定数を示す。
繊維束Fの送り出し速度=A×Vt+B×Vc+C×Ve
【0068】
これにより、繊維束Fの送り出し速度は、ライナー1の移送速度と相関関係を有し、詳細には、繊維束Fの送り出し速度は、ライナー1の移送速度と周速度、繊維束ガイド45の伸縮速度と相関関係を有することがわかる。
【0069】
従って、繊維束Fの送り出し速度は、ライナー1の移送速度と周速度、繊維束ガイド45の伸縮速度と相関関係を有するとして、上記の制御態様を実現することも可能である。この場合、更に高精度に繊維束Fの巻き付けを行なうことが可能となる。
【0070】
このような制御態様により、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えないと判断される工程(本制御態様では第一領域R1及び第三領域R3に該当する工程)で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0071】
なお、上記のいずれの制御態様においても、繊維束Fの送り出し速度の変動が低減されるという効果を奏する。換言すると、繊維束Fの送り出し速度の変動が低減されるように所定の工程で所要時間を短くすると、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えることなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0072】
また、上記のいずれの制御態様においても、所定の工程における所要時間を調節するのみでカムデータCa・Cb・・・を変更していないので、繊維束Fの巻き付け状態は一定となる。このため、ライナー1の耐圧特性に影響を及ぼすことはない。
【符号の説明】
【0073】
1 ライナー
10 主基台
20 ライナー移送装置
30 フープ巻き装置
40 ヘリカル巻き装置
43 固定ヘリカルヘッド
44 可動ヘリカルヘッド
45 繊維束ガイド
51 アプリケーションソフトウェア
52 モーションコントローラ(制御装置)
53a アンプ
54a モータ
55a フィードバックデバイス
Cb カムデータ
Vf 送り出し速度
F 繊維束
【技術分野】
【0001】
本発明は、フィラメントワインディング装置の技術に関する。
【背景技術】
【0002】
従来より、樹脂を含浸させた繊維束をライナーの外周面に巻き付けていくフィラメントワインディング装置が知られている(例えば特許文献1参照)。フィラメントワインディング装置には、繊維束を巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示する制御装置が備えられている。具体的に説明すると、フィラメントワインディング装置には、制御装置としてモーションコントローラが備えられ、該モーションコントローラが工程毎に制御信号を作成することによって、繊維束を巻き付ける一連の動作を実現している。
【0003】
このようなフィラメントワインディング装置を用いてライナーの外周面に繊維束を巻き付けるには、例えばライナーの移送速度や周速度、繊維束ガイドの伸縮速度など、複数の制御対象と同期を図る必要が生じる。しかし、従来のフィラメントワインディング装置においては、繊維束の巻き付けに要する時間を短縮する場合、第1工程から最終工程までの各工程の所要時間を一様に短くする方法がとられていたため、制御対象の一つが許容限界速度を超えると、全てのカムデータを修正又は再設計する必要が生じていた。
【0004】
その結果、カムデータの修正又は再設計に多大な開発工数がかかるほか、最終的には繊維束の巻き付けに要する時間を短縮することができないなどの問題を生じていた。従って、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することができる技術が求められていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−36461号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような問題を解決すべくなされたものであり、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することができる技術を提供することを目的としている。
【課題を解決するための手段】
【0007】
次に、この課題を解決するための手段を説明する。
【0008】
即ち、第一の発明は、
ライナーの外周面に繊維束を巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示する制御装置を備えたフィラメントワインディング装置において、
前記制御装置は、制御対象が許容限界速度まで余裕がある工程を認識し、該当する工程の所要時間を短くする、とした。
【0009】
第二の発明は、第一の発明に係るフィラメントワインディング装置において、
前記制御装置は、繊維束の送り出し速度に基づいて制御対象が許容限界速度まで余裕があるか否かを判断する、とした。
【0010】
第三の発明は、第二の発明に係るフィラメントワインディング装置において、
前記制御装置は、繊維束の送り出し速度が所定の閾値よりも低くなる工程を制御対象が許容限界速度まで余裕がある工程と判断する、とした。
【0011】
第四の発明は、第二又は第三の発明に係るフィラメントワインディング装置において、
前記ライナーの外周面に繊維束を案内する繊維束ガイドを備え、
前記制御装置は、前記ライナーの移送速度と、前記ライナーの周速度と、前記繊維束ガイドの伸縮速度と、に基づいて前記送り出し速度を算出する、とした。
【発明の効果】
【0012】
本発明の効果として、以下に示すような効果を奏する。
【0013】
第一の発明によれば、制御対象が許容限界速度まで余裕がある工程を認識し、該当する工程の所要時間を短くする。これにより、制御対象が許容限界速度を超えないと判断される工程で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することが可能となる。
【0014】
第二の発明によれば、繊維束の送り出し速度に基づいて制御対象が許容限界速度まで余裕があるか否かを判断する。これにより、制御対象が許容限界速度を超えないと判断される工程で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することが可能となる。
【0015】
第三の発明によれば、繊維束の送り出し速度が所定の閾値よりも低くなる工程を制御対象が許容限界速度まで余裕がある工程と判断する。これにより、制御対象が許容限界速度を超えないと判断される工程で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することが可能となる。
【0016】
第四の発明によれば、ライナーの移送速度と、ライナーの周速度と、繊維束ガイドの伸縮速度と、に基づいて繊維束の送り出し速度を算出できる。これにより、制御対象が許容限界速度を超えないと判断される工程で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束の巻き付けに要する時間を短縮することが可能となる。
【図面の簡単な説明】
【0017】
【図1】フィラメントワインディング装置の全体構成を示す図。
【図2】(2A)ヘリカル巻き装置の構成を示す正面図。(2B)ヘリカル巻き装置の構成を示す側面図。
【図3】モーションコントローラを用いた制御システムを示す図。
【図4】繊維束を巻き付ける一連の動作を表したカムデータを示す図。
【図5】(5A)繊維束を巻き付ける一連の動作を表したカムデータを示す図。(5B)繊維束の巻き付けに要する時間を短縮させたカムデータを示す図。
【図6】(6A)繊維束を巻き付ける一連の動作を表したカムデータを示す図。(6B)繊維束の巻き付けに要する時間を短縮させたカムデータを示す図。
【発明を実施するための形態】
【0018】
まず、本発明の一実施形態に係るフィラメントワインディング装置100(以降「FW装置100」)について説明する。
【0019】
図1は、FW装置100の全体構成を示す図である。図中に示す矢印Xは、ライナー1の移送方向を示している。また、ライナー1の移送方向と平行な方向をFW装置100の前後方向とし、ライナー1が移送される一方向を前側(本図左側)、他方向を後側(本図右側)と定義する。なお、FW装置100は、ライナー1を前後方向に往復動させるため、該ライナー1の移送方向に応じて前側及び後側が定まる。
【0020】
FW装置100は、ライナー1の外周面1Sに繊維束Fを巻き付けていく装置である。FW装置100は、主に主基台10と、ライナー移送装置20と、フープ巻き装置30と、ヘリカル巻き装置40と、制御装置52(図3参照)と、で構成される。
【0021】
ライナー1は、例えば高強度アルミニウム材やポリアミド系樹脂等によって形成された略円筒形状の中空容器である。ライナー1は、該ライナー1の外周面1Sに繊維束Fが巻き付けられることによって耐圧特性の向上が図られる。つまり、ライナー1は、耐圧容器を構成する基材とされる。
【0022】
主基台10は、FW装置100の基礎を構成する主たる構造体である。主基台10の上部には、ライナー移送装置用レール11が設けられている。ライナー移送装置用レール11には、ライナー移送装置20が載置されている。また、主基台10の上部には、ライナー移送装置用レール11に対して平行にフープ巻き装置用レール12が設けられている。フープ巻き装置用レール12には、フープ巻き装置30が載置されている。
【0023】
このような構成により、主基台10は、FW装置100の基礎を構成するとともに、FW装置100の前後方向にライナー移送装置20ならびにフープ巻き装置30を移動させることを可能としている。
【0024】
ライナー移送装置20は、ライナー1を回転させながら移送する装置である。詳細には、ライナー移送装置20は、FW装置100の前後方向を中心軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する装置である。ライナー移送装置20は、主に基台21と、ライナー支持部22と、で構成される。
【0025】
基台21には、該基台21の上部に一対のライナー支持部22が設けられている。ライナー支持部22は、ライナー支持フレーム23と回転軸24で構成され、ライナー1を回転させる。具体的に説明すると、ライナー支持部22は、基台21から上方に向けて延設されたライナー支持フレーム23と、該ライナー支持フレーム23から前後方向に向けて延設された回転軸24と、で構成される。そして、回転軸24に取り付けられたライナー1は、図示しない動力機構によって一方向に回転されるのである。
【0026】
このような構成により、ライナー移送装置20は、FW装置100の前後方向を中心軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送することを可能としている。
【0027】
フープ巻き装置30は、ライナー1の外周面1Sに繊維束Fを巻き付ける装置である。詳細には、フープ巻き装置30は、繊維束Fの巻き付け角度がライナー1の軸心L(図2B参照)に対して略垂直となる、いわゆるフープ巻きを行なう装置である。フープ巻き装置30は、主に基台31と、動力機構32と、フープ巻き掛け装置33と、で構成される。
【0028】
基台31には、動力機構32によって回転されるフープ巻き掛け装置33が設けられている。フープ巻き掛け装置33は、巻き掛けテーブル34とボビン35で構成され、ライナー1の外周面1Sにフープ巻きを行なう。具体的に説明すると、フープ巻き掛け装置33は、主にフープ巻きを行なう巻き掛けテーブル34と、該巻き掛けテーブル34に繊維束Fを供給するボビン35と、で構成される。そして、巻き掛けテーブル34に設けられた繊維束ガイドによってライナー1の外周面1Sに繊維束Fが導かれ、巻き掛けテーブル34が回転することでフープ巻きが行なわれる。
【0029】
このような構成により、フープ巻き装置30は、繊維束Fの巻き付け角度がライナー1の軸心L(図2B参照)に対して略垂直となるフープ巻きを行なうことを可能としている。
【0030】
ヘリカル巻き装置40は、ライナー1の外周面1Sに繊維束Fを巻き付ける装置である。詳細には、ヘリカル巻き装置40は、繊維束Fの巻き付け角度がライナー1の軸心L(図2B参照)に対して所定の値となる、いわゆるヘリカル巻きを行なう装置である。ヘリカル巻き装置40は、主に基台41と、ヘリカル巻き掛け装置42と、で構成される。
【0031】
基台41には、ヘリカル巻き掛け装置42が設けられている。ヘリカル巻き掛け装置42は、固定ヘリカルヘッド43と可動ヘリカルヘッド44で構成され、ライナー1の外周面1Sにヘリカル巻きを行なう。具体的に説明すると、ヘリカル巻き掛け装置42は、主にヘリカル巻きを行なう固定ヘリカルヘッド43と、同じくヘリカル巻きを行なう可動ヘリカルヘッド44と、で構成される。そして、固定ヘリカルヘッド43に設けられた繊維束ガイド45(図2参照)と可動ヘリカルヘッド44に設けられた繊維束ガイド45(図2参照)によってライナー1の外周面1Sに繊維束Fが導かれ、ライナー1が回転しながら通過することでヘリカル巻きが行なわれる。
【0032】
このような構成により、ヘリカル巻き装置40は、繊維束Fの巻き付け角度がライナー1の軸心L(図2B参照)に対して所定の値となるヘリカル巻きを行なうことを可能としている。
【0033】
制御装置52は、ライナー1の外周面1Sに繊維束Fを巻き付ける一連の動作を指示する装置である。詳細には、制御装置52は、繊維束Fを巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示するモーションコントローラである。なお、繊維束Fを巻き付ける一連の動作とは、例えばライナー移送装置20がライナー1を回転させながら移送し、ヘリカル巻き装置40が可動ヘリカルヘッド44を回転させることで繊維束ガイド45の位相を変更して、互いに関連しながら繊維束Fを巻き付ける動作をいう。
【0034】
ここで、FW装置100の制御システムについて詳しく説明する。
【0035】
図3は、制御装置52(以降「モーションコントローラ52」)を用いた制御システムを示す図である。モーションコントローラ52は、FW装置100における制御システムの中核をなしている。FW装置100の制御システムは、主にアプリケーションソフトウェア51と、モーションコントローラ52と、アンプ53a・53b・・・と、モータ54a・54b・・・と、フィードバックデバイス55a・55b・・・と、で構成される。
【0036】
アプリケーションソフトウェア51は、ライナー1の外周面1Sに繊維束Fを巻き付ける一連の動作を設定する。詳細には、アプリケーションソフトウェア51は、システム設計者が作成したカムデータを設定するほか、特定のイベントが発生した際にカムデータがどのように変化するかを定義する。なお、カムデータとは、モータ54a・54b・・・の動作を工程毎に数値で表した動作図である(図4参照)。
【0037】
モーションコントローラ52は、カムデータに基づいて制御信号を作成する。詳細には、モーションコントローラ52は、カムデータの各数値に応じた電圧信号を作成し、該電圧信号をアンプ53a・53b・・・へ出力する。また、モーションコントローラ52は、各フィードバックデバイス55a・55b・・・からの検出信号に基づいてアンプ53a・53b・・・へ出力する電圧信号を補正している。
【0038】
アンプ53a・53b・・・は、モーションコントローラ52からの電圧信号を増幅させるとともに電流信号に変換する。詳細には、アンプ53a・53b・・・は、モーションコントローラ52からの電圧信号を受信して増幅し、電流信号に変換してモータ54a・54b・・・へ出力する。
【0039】
モータ54a・54b・・・は、アンプ53a・53b・・・からの電流信号を回転動力に変換する。詳細には、モータ54a・54b・・・は、アンプ53a・53b・・・からの電流信号を受けて電磁石を励磁させ、磁力による引張力及び反発力を用いて回転動力に変換する。
【0040】
フィードバックデバイス55a・55b・・・は、モータ54a・54b・・・の駆動状態や制御対象の位置などに基づいて検出信号を作成する。詳細には、フィードバックデバイス55a・55b・・・は、モータ54a・54b・・・の駆動状態や制御対象の位置などに応じた電圧信号を作成し、該電圧信号をモーションコントローラ52へ出力する。
【0041】
このような構成により、本制御システムは、アプリケーションソフトウェア51の設定に基づいてモーションコントローラ52が制御信号を作成し、アンプ53a・53b・・・を介することによってモータ54a・54b・・・を駆動させる。また、モータ54a・54b・・・の駆動状態や制御対象の位置などに基づいてモーションコントローラ52が制御信号を補正するため、高い精度で制御を行なうことを可能としている。
【0042】
次に、カムデータについて詳しく説明する。
【0043】
図4は、繊維束Fを巻き付ける一連の動作を表したカムデータを示す図である。本図の横軸は、繊維束Fを巻き付ける一連の動作の工程を示している。本図の縦軸は、モータ54a・54b・・・の動作を数値で示している。なお、本図は、FW装置100に用いられるカムデータの一例を示したものであり、他の制御態様を表すカムデータであっても良い。
【0044】
カムデータCaは、ライナー1の回転動作を表す。モーションコントローラ52は、カムデータCaに基づいて制御信号を作成し、ライナー移送装置20を構成する動力機構のモータ54aを駆動させる。なお、ライナー1の回転方向は常に一定であるため(図2B中、矢印D1参照)、カムデータCaは、工程毎に数値が増加する発散動作を示している。
【0045】
カムデータCbは、ライナー1の移送動作を表す。モーションコントローラ52は、カムデータCbに基づいて制御信号を作成し、ライナー移送装置20を構成する動力機構のモータ54bを駆動させる。なお、ライナー1の移送方向は前後方向に変更されるため(図2B中、矢印D2参照)、カムデータCbは、数値が増加した後に再び減少する反復動作を示している。
【0046】
カムデータCcは、繊維束ガイド45の伸縮動作を表す。モーションコントローラ52は、カムデータCcに基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54cを駆動させる。なお、繊維束ガイド45の伸縮方向はライナー1の外周面1Sに対して近接又は離間する方向に変更されるため(図2B中、矢印D3参照)、カムデータCcは、数値が増加した後に再び減少する反復動作を示している。
【0047】
カムデータCdは、繊維束ガイド45の回転動作を表す。モーションコントローラ52は、カムデータCdに基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54dを駆動させる。なお、繊維束ガイド45の回転方向は正回転又は逆回転方向に変更されるため(図2A中、矢印D4参照)、カムデータCdは、数値が増加した後に再び減少する反復動作を示している。
【0048】
カムデータCeは、可動ヘリカルヘッド44の回転動作を表す。モーションコントローラ52は、カムデータCeに基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54eを駆動させる。なお、可動ヘリカルヘッド44の回転方向は正回転又は逆回転方向に変更されるため(図2A中、矢印D5参照)、カムデータCeは、数値が増加した後に再び減少する反復動作を示している。
【0049】
ここで、従来のフィラメントワインディング装置のように、第1工程から最終工程までの各工程の所要時間を一様に短くすることで、繊維束Fの巻き付けに要する時間を短縮させた場合の問題点について説明する。なお、各工程の所要時間は、繊維束ガイド45からライナー1へ導かれる繊維束Fの送り出し速度と相関関係にあり、繊維束Fの送り出し速度は、ライナー1の移送速度や周速度、繊維束ガイド45の伸縮速度と相関関係にある。ここでは、簡単のためにライナー1の移送動作を表すカムデータCbに着目して説明する。
【0050】
図5Aは、ライナー1の移送動作を表すカムデータCbを示す図である。図5Bは、繊維束Fの巻き付けに要する時間を短縮させた場合のカムデータCbを示す図である。なお、図5A及び図5Bの横軸には、第1工程からの経過時間を併記している。
【0051】
図5Aに示すように、カムデータCbは、数値が増加した後に再び減少する反復動作を示している。これは、上述したように、ヘリカル巻きを行なう際にライナー1の移送方向が前後方向に変更されるためである(図2B中、矢印D2参照)。
【0052】
第一領域R1におけるライナー1の移送速度は、比較的に低速であることがわかる。これは、第1工程から第Na工程に至るまでの経過時間に対してライナー1の移動量に相当する数値の増加が少ないからである。なお、第一領域R1は、ライナー1の一方のドーム部に繊維束Fを巻き付ける際の工程群である。
【0053】
第二領域R2におけるライナー1の移送速度は、比較的に高速であることがわかる。これは、第Na工程から第Nb工程に至るまでの経過時間に対してライナー1の移動量に相当する数値の増加が大きいからである。なお、第二領域R2は、ライナー1の筒部に繊維束Fを巻き付ける際の工程群である。
【0054】
同様に、第三領域R3においてはライナー1の移送速度が遅く、第四領域R4においてはライナー1の移送速度が速いことがわかる。なお、第三領域R3は、ライナー1の他方のドーム部に繊維束Fを巻き付ける際の工程群である。また、第四領域R4は、ライナー1の筒部に繊維束Fを巻き付ける際の工程群である。
【0055】
このような動作特性を表すカムデータCbにおいて、各工程の所要時間を一様に短くすると、第二領域R2及び第四領域R4におけるライナー1の移送速度が許容限界速度を超えることとなる。具体的に説明すると、図5Bに示すように、第Na工程から第Nb工程に至るまでの経過時間に対してライナー1の移動量に相当する数値の増加が過大となるため、ライナー1の移送速度が許容限界速度を超えるのである。また、第Nc工程から第Nd工程に至るまでの経過時間に対してライナー1の移動量に相当する数値の減少が過大となるため、ライナー1の移送速度が許容限界速度を超えるのである。
【0056】
このような場合、カムデータCa・Cb・・・の修正又は再設計に多大な開発工数がかかるほか、最終的には繊維束Fの巻き付けに要する時間を短縮することができないなどの問題が生じていた。
【0057】
次に、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することができる制御態様について説明する。なお、以下においても、ライナー1の移送動作を表すカムデータCbに着目して説明する。但し、他の制御対象であったとしても本発明の技術的範囲に属する。
【0058】
図6Aは、ライナー1の移送動作を表すカムデータCbを示す図である。図6Bは、繊維束Fの巻き付けに要する時間を短縮させた場合のカムデータCbを示す図である。なお、図6A及び図6Bの横軸には、第1工程からの経過時間を併記している。
【0059】
図6Bに示すように、本制御態様の特徴は、第一領域R1及び第三領域R3に該当する工程の所要時間のみを短くしたことにある。詳細には、第一領域R1及び第三領域R3に該当する工程の所要時間を短くし、第二領域R2及び第四領域R4に該当する工程の所要時間を変更していない。これは、ライナー1のドーム部に繊維束Fを巻き付ける工程群(第一領域R1及び第三領域R3を構成する工程群)では、制御対象が許容限界速度まで余裕があるのに対し、ライナー1の筒部に繊維束Fを巻き付ける工程群(第二領域R2及び第四領域R4を構成する工程群)では、制御対象が許容限界速度まで余裕がないことによる。
【0060】
このような制御態様により、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えないと判断される工程(本制御態様では第一領域R1及び第三領域R3に該当する工程)で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0061】
なお、繊維束ガイド45からライナー1へ導かれる繊維束Fの送り出し速度に基づいて所要時間を短くできる工程を把握することが可能である。具体的に説明すると、繊維束Fの送り出し速度は、ライナー1の移送速度と相関関係を有するため、この相関関係を利用することで所要時間を短くできる工程を把握することが可能となる。つまり、繊維束Fの送り出し速度が低いときはライナー1の移送速度も低速であるため、所要時間を短縮できる工程であると判断するのである。
【0062】
このような制御態様により、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えないと判断される工程(本制御態様では第一領域R1及び第三領域R3に該当する工程)で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0063】
更に、繊維束Fの送り出し速度について閾値を設定し、該閾値に対する繊維束Fの送り出し速度に基づいて所要時間を短くできる工程を把握することも可能である。具体的に説明すると、繊維束Fの送り出し速度は、ライナー1の移送速度と相関関係を有するため、この相関関係を利用することで所要時間を短くできる工程を把握することが可能となる。つまり、繊維束Fの送り出し速度が閾値を超えないときはライナー1の移送速度が低速であるため、所要時間を短縮できる工程であると判断するのである。
【0064】
このような制御態様により、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えないと判断される工程(本制御態様では第一領域R1及び第三領域R3に該当する工程)で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0065】
また、上記の制御態様においては、予め設定された一の閾値に対して繊維束Fの送り出し速度を評価するように構成しているが、例えば複数の閾値を設定して段階的に繊維束Fの送り出し速度を評価するように構成しても良い。
【0066】
次に、繊維束Fの送り出し速度の算出方法について詳細に説明する。
【0067】
ライナー1の移送速度をVt、ライナー1の周速度をVc、繊維束ガイド45の伸縮速度をVeとすると、繊維束Fの送り出し速度は、下記の数式から算出される。なお、数式に含まれるA、B、Cは、繊維束Fを巻き付ける条件によって決定される定数を示す。
繊維束Fの送り出し速度=A×Vt+B×Vc+C×Ve
【0068】
これにより、繊維束Fの送り出し速度は、ライナー1の移送速度と相関関係を有し、詳細には、繊維束Fの送り出し速度は、ライナー1の移送速度と周速度、繊維束ガイド45の伸縮速度と相関関係を有することがわかる。
【0069】
従って、繊維束Fの送り出し速度は、ライナー1の移送速度と周速度、繊維束ガイド45の伸縮速度と相関関係を有するとして、上記の制御態様を実現することも可能である。この場合、更に高精度に繊維束Fの巻き付けを行なうことが可能となる。
【0070】
このような制御態様により、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えないと判断される工程(本制御態様では第一領域R1及び第三領域R3に該当する工程)で所要時間を短くすることができるため、制御対象が許容限界速度を超えることがなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0071】
なお、上記のいずれの制御態様においても、繊維束Fの送り出し速度の変動が低減されるという効果を奏する。換言すると、繊維束Fの送り出し速度の変動が低減されるように所定の工程で所要時間を短くすると、制御対象(本制御態様ではライナー1の移送速度)が許容限界速度を超えることなく、繊維束Fの巻き付けに要する時間を短縮することが可能となる。
【0072】
また、上記のいずれの制御態様においても、所定の工程における所要時間を調節するのみでカムデータCa・Cb・・・を変更していないので、繊維束Fの巻き付け状態は一定となる。このため、ライナー1の耐圧特性に影響を及ぼすことはない。
【符号の説明】
【0073】
1 ライナー
10 主基台
20 ライナー移送装置
30 フープ巻き装置
40 ヘリカル巻き装置
43 固定ヘリカルヘッド
44 可動ヘリカルヘッド
45 繊維束ガイド
51 アプリケーションソフトウェア
52 モーションコントローラ(制御装置)
53a アンプ
54a モータ
55a フィードバックデバイス
Cb カムデータ
Vf 送り出し速度
F 繊維束
【特許請求の範囲】
【請求項1】
ライナーの外周面に繊維束を巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示する制御装置を備えたフィラメントワインディング装置において、
前記制御装置は、制御対象が許容限界速度まで余裕がある工程を認識し、該当する工程の所要時間を短くする、ことを特徴とするフィラメントワインディング装置。
【請求項2】
前記制御装置は、繊維束の送り出し速度に基づいて制御対象が許容限界速度まで余裕があるか否かを判断する、ことを特徴とする請求項1に記載のフィラメントワインディング装置。
【請求項3】
前記制御装置は、繊維束の送り出し速度が所定の閾値よりも低くなる工程を制御対象が許容限界速度まで余裕がある工程と判断する、ことを特徴とする請求項2に記載のフィラメントワインディング装置。
【請求項4】
前記ライナーの外周面に繊維束を案内する繊維束ガイドを備え、
前記制御装置は、前記ライナーの移送速度と、前記ライナーの周速度と、前記繊維束ガイドの伸縮速度と、に基づいて前記送り出し速度を算出する、ことを特徴とする請求項2又は請求項3に記載のフィラメントワインディング装置。
【請求項1】
ライナーの外周面に繊維束を巻き付ける一連の動作を各工程に分けて制御対象の動作を第1工程から順次指示する制御装置を備えたフィラメントワインディング装置において、
前記制御装置は、制御対象が許容限界速度まで余裕がある工程を認識し、該当する工程の所要時間を短くする、ことを特徴とするフィラメントワインディング装置。
【請求項2】
前記制御装置は、繊維束の送り出し速度に基づいて制御対象が許容限界速度まで余裕があるか否かを判断する、ことを特徴とする請求項1に記載のフィラメントワインディング装置。
【請求項3】
前記制御装置は、繊維束の送り出し速度が所定の閾値よりも低くなる工程を制御対象が許容限界速度まで余裕がある工程と判断する、ことを特徴とする請求項2に記載のフィラメントワインディング装置。
【請求項4】
前記ライナーの外周面に繊維束を案内する繊維束ガイドを備え、
前記制御装置は、前記ライナーの移送速度と、前記ライナーの周速度と、前記繊維束ガイドの伸縮速度と、に基づいて前記送り出し速度を算出する、ことを特徴とする請求項2又は請求項3に記載のフィラメントワインディング装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−63585(P2013−63585A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−203626(P2011−203626)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]