
フィラメントワインディング装置
【課題】巻きデータの補正を簡易かつ自動で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】巻きデータに基づく第1のライナー11に対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束FA1、FB1の配置位置の実測値に基づいて、補正量を算出する。第2の巻き付け動作では、複数のガイド部43、44の位相差を補正する方向を仮にライナー周方向の第1の方向とし、第2のライナー12に繊維束Fを巻き付ける。この第2の巻き付け動作による繊維束Fの配置位置の実測値に基づいて、補正すべき方向が判明する。補正動作では、巻きデータに基づく複数のガイド部43、44の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
【解決手段】巻きデータに基づく第1のライナー11に対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束FA1、FB1の配置位置の実測値に基づいて、補正量を算出する。第2の巻き付け動作では、複数のガイド部43、44の位相差を補正する方向を仮にライナー周方向の第1の方向とし、第2のライナー12に繊維束Fを巻き付ける。この第2の巻き付け動作による繊維束Fの配置位置の実測値に基づいて、補正すべき方向が判明する。補正動作では、巻きデータに基づく複数のガイド部43、44の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィラメントワインディング装置の技術に関する。
【背景技術】
【0002】
従来、フープ巻装置とヘリカル巻装置とを具備し、フープ巻きとヘリカル巻きとをライナーの外周面に対して交互に繰り返し行うことにより、ライナーの周囲に繊維束を巻き付けて複数の繊維層を形成するフィラメントワインディング装置は公知である(例えば特許文献1参照。)。
【0003】
ヘリカル巻きでは、ヘリカル巻き装置の位置を固定し、ライナーを回転させつつ回転軸方向に移送してライナーの周囲に繊維束を巻き付けていく。繊維束は、ヘリカル巻き装置に設けた繊維束ガイドからライナーに供給される。複数の繊維束ガイドを放射状に設けた複数のガイド部を備え、複数本の繊維束を同時に巻き付けることができるようにしたフィラメントワインディング装置も公知である(例えば特許文献2参照。)。
【0004】
フィラメントワインディング装置には、ライナーに繊維束を巻き付ける動作を制御する制御部が備えられている。制御部は、ライナーに繊維束を巻き付けるための一連の動作を複数の工程からなる巻きデータとして記憶しており、巻きデータに基づいて繊維束を巻き付ける動作を制御している。具体的に説明すると、制御部にはモーションコントローラが備えられ、巻きデータに基づいてモーションコントローラが工程毎に制御信号を作成することによって、繊維束を巻き付ける一連の動作を実現している。
【0005】
ところで、ヘリカル巻き装置の複数のガイド部により巻き付けられる各繊維層の繊維束は、互いに等間隔に巻き付けられるように設計されている。例えばヘリカル巻き装置に第1ガイド部と第2ガイド部が備えられているとする。第1ガイド部の複数の繊維束ガイドで巻き付けられる複数の繊維束は平行に巻き付けられる。第2ガイド部の複数の繊維束ガイドで巻き付けられる複数の繊維束も平行に巻き付けられる。そして、第1ガイド部で巻き付けられる各繊維束の間の中間位置に、第2ガイド部で巻き付けられる繊維束が配置されるように設計されている。制御部に記憶されている巻きデータは、第1ガイド部と第2ガイド部とで巻き付けられる各繊維束が設計通りライナーに巻き付けられることを目標にして作成されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−119732号公報
【特許文献2】特開2010−36461号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、フィラメントワインディング装置で実際にライナーに繊維束を巻き付けて繊維層を形成すると、ヘリカル巻き装置により巻き付けられる繊維束が設計通り等間隔に巻き付けられない場合がある。このような場合には、繊維束が設計通り等間隔に巻き付けられるよう、設計値と実測値とを比較して各繊維層毎に巻きデータを補正し、巻きデータを再作成することが考えられる。
【0008】
しかしながら、補正した巻きデータにより、ある繊維層の繊維束が設計通り等間隔に巻き付けられるかどうかは、別のライナーで同じ繊維層を形成してみなければ判断できない。例えば、第N層目の繊維層の繊維束が設計通り等間隔に巻き付けられるかどうかは、別のライナーで同じ第N層目の繊維層を形成してみなければ判断できない。従って、巻きデータの再作成を行うためには、第N層目の繊維層の繊維束が設計通り等間隔に巻き付けられるまで巻きデータの補正と、新たな別のライナーでの繊維束の巻き付けを行う作業を繰り返す必要があり、これをヘリカル巻き装置により形成される全ての繊維層について繰り返す必要がある。このように、巻きデータを再作成するには、多大な時間と労力が必要になるという問題がある。
【0009】
本発明は、このような問題を解決すべくなされたものである。本発明の目的は、巻きデータの補正を簡易かつ自動で行うことのできるフィラメントワインディング装置を提供することである。
【課題を解決するための手段】
【0010】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0011】
即ち、第1の発明は、繊維束をライナーに巻き付けるフィラメントワインディング装置であって、複数のガイド部と、制御部とを備える。複数のガイド部は、前記ライナーに対して繊維束を巻き付ける複数の繊維束ガイドを放射状に設けるとともに、前記ライナー周方向の位相差を変動可能とする。制御部は、前記ライナーへの繊維束の巻き付けを制御する。そして制御部は、前記ライナーに繊維束を巻き付けるための一連の動作を複数の工程からなる巻きデータとして記憶するとともに、第1の巻き付け動作と、補正量算出動作と、第2の巻き付け動作と、補正動作とを制御する。第1の巻き付け動作では、前記巻きデータに基づいて、第1のライナーに繊維束を巻き付ける。補正量算出動作では、前記第1の巻き付け動作で巻き付けた繊維束の配置位置の実測値に基づいて、前記ガイド部の位相差の補正量を算出する。第2の巻き付け動作では、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向に補正し、第2のライナーに繊維束を巻き付ける。補正動作では、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異が減少している場合には、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向に補正し、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異が増大している場合は、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向と反対の第2の方向に補正する。
【0012】
第2の発明は、第1の発明であって、前記ライナーに巻き付けられた繊維束の配置位置を検出する検出部を更に備える。制御部は、第1の検出動作と、第2の検出動作と、判定動作とを制御する。第1の検出動作は、前記第1の巻き付け動作と前記補正量算出動作との間に行われ、前記第1の巻き付け動作で巻き付けた繊維束の配置位置を前記検出部で検出する。第2の検出動作と判定動作は、前記第2の巻き付け動作と前記補正動作との間に行われる。第2の検出動作は、前記第2の巻き付け動作で巻き付けた繊維束の配置位置を前記検出部で検出する。判定動作は、前記第2の検出動作による繊維束の配置位置の実測値に基づいて、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異の減少又は増大を判定する。
【発明の効果】
【0013】
本発明の効果として、以下に示すような効果を奏する。
【0014】
第1の発明によれば、巻きデータに基づく第1のライナーに対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束の配置位置の実測値に基づいて、補正量を算出する。算出される補正量は絶対値であり、ガイド部の位相差を補正する方向までは算出しない。これは第1のライナーに巻き付けられた後の繊維束は、それぞれどのガイド部によって巻き付けられたのか判断が難しいためである。一方、補正量の絶対値の算出は、補正の方向まで含めた補正量の算出よりも比較的容易である。
第2の巻き付け動作では、ガイド部の位相差を補正する方向を仮にライナー周方向の第1の方向とし、第2のライナーに繊維束を巻き付ける。補正の方向を仮の方向としたのは、補正量を算出した時点では補正すべき方向が不明であるためである。この第2の巻き付け動作による繊維束の配置位置の実測値に基づいて、補正すべき方向が判明する。すなわち、第2の巻き付け動作によって繊維束の配置位置の実測値と設計値との差異が減少している場合には、補正の方向はライナー周方向の第1の方向であることが判明する。一方、第2の巻き付け動作によって繊維束の配置位置の実測値と設計値との差異が増大している場合には、補正の方向はライナー周方向の第1の方向ではなく、反対の第2の方向であることが判明する。この時点で、ガイド部の位相差を補正する方向と補正量の双方が判明する。補正動作では、巻きデータに基づくガイド部の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
このように、第1、第2のライナーへの繊維束の巻き付けにより、簡易かつ自動でガイド部の位相差を補正する方向と補正量の双方を求めることができるため、巻きデータの補正を簡易かつ自動で行うことができる。
【0015】
第2の発明によれば、第1、第2の巻き付け動作で巻き付けた繊維束の配置位置の検出、及び、第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異の減少又は増大の判定を自動で行うことができる。このため、巻きデータの補正をより簡易かつ自動で行うことができる。
【図面の簡単な説明】
【0016】
【図1】フィラメントワインディング装置100の全体構成を示す側面図。
【図2】(A)ヘリカル巻き装置40の正面図。(B)ヘリカル巻き装置40の側面断面図。
【図3】フィラメントワインディング装置100の制御システムを示す図。
【図4】繊維束Fを巻き付ける一連の動作を表した巻きデータの一例を示す図。
【図5】第1のライナー11に繊維層Nが形成された状態を示す側面図
【図6】第1のライナー11に形成された繊維層Nの繊維束FA1、FB1の配置位置を示す模式図。
【図7】第2のライナー12に形成された繊維層Nの繊維束FA2、FB2の配置位置を示す模式図。
【発明を実施するための形態】
【0017】
本発明の一実施形態に係るフィラメントワインディング装置100(以降「FW装置100」)について説明する。
【0018】
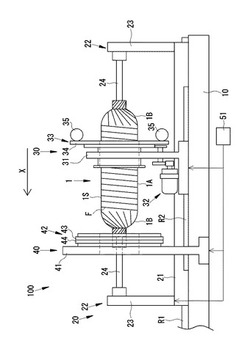
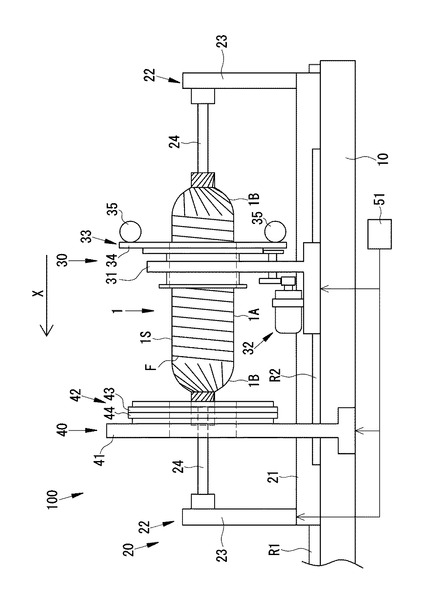
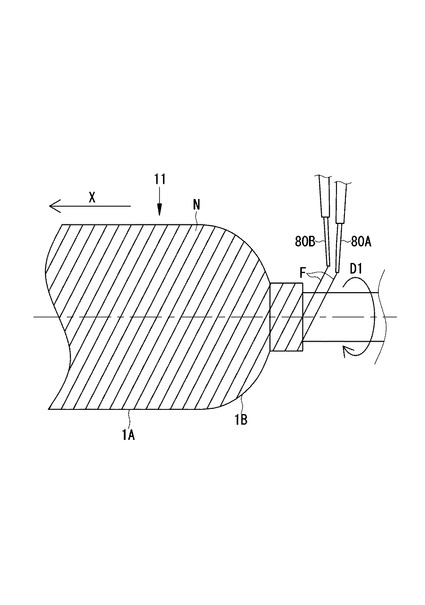
図1は、FW装置100の全体構成を示す。図中に示す矢印Xは、ライナー1の移送方向を示している。ライナー1の移送方向と平行な方向をFW装置100の前後方向とし、ライナー1が移送される方向を前側(本図左側)、前側の反対側を後側(本図右側)と定義する。FW装置100は、ライナー1を前後方向に往復動させるため、ライナー1の移送方向に応じて前側及び後側が定まるものとする。
【0019】
FW装置100は、ライナー1の外周面1Sに繊維束Fを巻き付けて複数の繊維層を形成する装置である。FW装置100は、主に主基台10と、ライナー移送装置20と、フープ巻き装置30と、ヘリカル巻き装置40と、制御部51と、で構成される。
【0020】
ライナー1は、例えば高強度アルミニウム材やポリアミド系樹脂等によって形成された略円筒形状の中空容器である。ライナー1の中央部は半径一定の筒状部1Aであり、筒状部1Aの両端には、ドーム部1Bが形成されている。ドーム部1Bは、端部側ほど半径が減少するドーム状の形状である。ライナー1は、ライナー1の外周面1Sに繊維束Fが巻き付けられることによって耐圧特性の向上が図られる。つまり、ライナー1は、耐圧容器を構成する基材とされる。
【0021】
主基台10は、FW装置100の基礎を構成する主たる構造体である。主基台10の上部には、ライナー移送装置用レールR1が設けられている。ライナー移送装置用レールR1には、ライナー移送装置20が載置されている。主基台10の上部には、ライナー移送装置用レールR1に対して平行にフープ巻き装置用レールR2が設けられている。フープ巻き装置用レールR2には、フープ巻き装置30が載置されている。
【0022】
このような構成により、主基台10は、FW装置100の基礎を構成するとともに、FW装置100の前後方向にライナー移送装置20ならびにフープ巻き装置30を移動させることを可能としている。
【0023】
ライナー移送装置20は、ライナー1を回転させながら移送する装置である。ライナー移送装置20は、FW装置100の前後方向を中心軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する。ライナー移送装置20は、主に基台21と、ライナー支持部22と、で構成される。
【0024】
基台21の上部には、一対のライナー支持部22が設けられている。ライナー支持部22は、ライナー支持フレーム23と回転軸24で構成される。ライナー支持フレーム23は、基台21から上方に向けて延設される。回転軸24は、ライナー支持フレーム23から前後方向に向けて延設される。ライナー1は、回転軸24に取り付けられ、図示しない動力機構によって一方向に回転される。
【0025】
このような構成により、ライナー移送装置20は、FW装置100の前後方向を中心軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送することを可能としている。
【0026】
フープ巻き装置30は、ライナー1の外周面1Sに繊維束Fを巻き付けて繊維層を形成する装置である。フープ巻き装置30は、繊維束Fの巻き付け角度がFW装置100の前後方向に対して略垂直となる、いわゆるフープ巻きを行なう。フープ巻き装置30は、主に基台31と、動力機構32と、フープ巻き掛け装置33と、で構成される。
【0027】
基台31には、動力機構32によって回転されるフープ巻き掛け装置33が設けられている。フープ巻き掛け装置33は、巻き掛けテーブル34とボビン35で構成され、ライナー1の外周面1Sにフープ巻きを行なう。巻き掛けテーブル34は主にフープ巻きを行なう。ボビン35は巻き掛けテーブル34に繊維束Fを供給する。繊維束Fは、巻き掛けテーブル34に設けられた繊維束ガイドによってライナー1の外周面1Sに導かれ、巻き掛けテーブル34が回転することでフープ巻きが行なわれる。
【0028】
このような構成により、フープ巻き装置30は、繊維束Fの巻き付け角度がFW装置100の前後方向に対して略垂直となるフープ巻きを主としてライナー1の筒状部1Aに対して行なう。
【0029】
ヘリカル巻き装置40は、ライナー1の外周面1Sに繊維束Fを巻き付けて繊維層を形成する装置である。ヘリカル巻き装置40は、繊維束Fの巻き付け角度がFW装置100の前後方向に対して所定の値となる、いわゆるヘリカル巻きを行なう。ヘリカル巻き装置40は、主に基台41と、ヘリカル巻き掛け装置42と、で構成される。
【0030】
基台41には、ヘリカル巻き掛け装置42が設けられている。ヘリカル巻き掛け装置42は、複数のガイド部としての第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備えており、ライナー1の外周面1Sにヘリカル巻きを行なう。第1ヘリカルヘッド43には繊維供給ガイドとしての繊維束ガイド80A(図2参照)が設けられ、第2ヘリカルヘッド44には繊維供給ガイドとしての繊維束ガイド80B(図2参照)が設けられる。繊維束ガイド80A、80Bによって、それぞれライナー1の外周面1Sに繊維束Fが導かれ、ライナー1が回転しながら通過することでヘリカル巻きが行なわれる。
【0031】
このような構成により、ヘリカル巻き装置40は、繊維束Fの巻き付け角度がFW装置100の前後方向に対して所定の値となるヘリカル巻きをライナー1の筒状部1A及びドーム部1Bに対して行なう。
【0032】
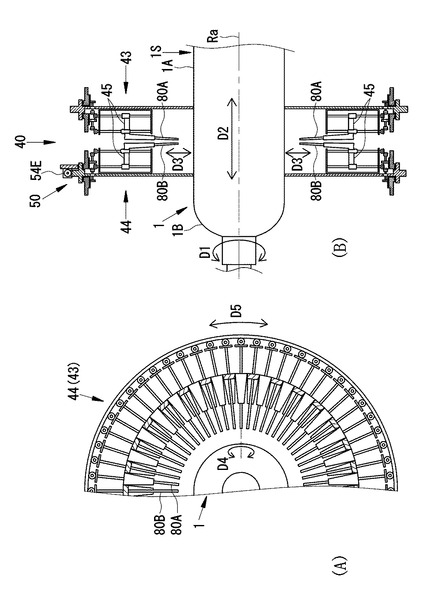
ヘリカル巻き装置40を構成する第1ヘリカルヘッド43及び第2ヘリカルヘッド44について更に詳しく説明する。図2は、第1ヘリカルヘッド43及び第2ヘリカルヘッド44を示した側面図である。図2Bに示すように、第1ヘリカルヘッド43及び第2ヘリカルヘッド44は、ライナー1の移送方向に互いに隣接するように配置されている。図2Aに示すように、第1ヘリカルヘッド43には、ライナー1の中心軸Raに対して略垂直方向かつ放射状に複数の繊維束ガイド80Aが設けられている。第2ヘリカルヘッド44には、ライナー1の中心軸Raに対して略垂直方向かつ放射状に複数の繊維束ガイド80Bが設けられている。つまり、第1ヘリカルヘッド43及び第2ヘリカルヘッド44に設けられる繊維束ガイド80A、80Bは、ライナー1の移送方向に2列に配置されている。
【0033】
第1ヘリカルヘッド43及び第2ヘリカルヘッド44には複数のガイド支持装置45が設けられている。各ガイド支持装置45は、それぞれ繊維束ガイド80A又は繊維束ガイド80Bを支持している。各ガイド支持装置45は繊維束ガイド80A、80Bがライナー1の中心軸Raに対して略垂直方向に伸縮可能となり、かつ、繊維束ガイド80A、80Bの軸回りに回転可能となるように支持している。第1ヘリカルヘッド43は全ての繊維束ガイド80Aが同時に同じ量だけ伸縮及び回転するように構成されており、第2ヘリカルヘッド44も全ての繊維束ガイド80Bが同時に同じ量だけ伸縮及び回転できるように構成されている。そして、第1ヘリカルヘッド43の繊維束ガイド80Aと第2ヘリカルヘッド44の繊維束ガイド80Bは、互いに別々の伸縮量及び回転量に調整できるように構成されている。
【0034】
これにより、第1ヘリカルヘッド43及び第2ヘリカルヘッド44は、複数本の繊維束Fをライナー1の外周面1Sに同時に案内することができる。本実施形態に係るFW装置100の第1ヘリカルヘッド43には、繊維束ガイド80Aが90本設けられ、第2ヘリカルヘッド44には、繊維束ガイド80Bが90本設けられている。このため、合計で180本の繊維束Fを同時にライナー1の外周面1Sに導き、ヘリカル巻きを行なうことが可能である。
【0035】
また、ヘリカル巻き装置40には、第2ヘリカルヘッド44をライナー1の中心軸Raを中心としてライナー1の周方向に駆動する駆動装置50が設けられている。駆動装置50は、電動モータ54Eによって第2ヘリカルヘッド44を駆動する。このような構成により、駆動装置50は、第2ヘリカルヘッド44を駆動することができ、第1ヘリカルヘッド43と第2ヘリカルヘッド44のライナー1の周方向の位相差を変動させることができる。
【0036】
制御部51は、ライナー移送装置20、フープ巻き装置30、ヘリカル巻き装置40等を制御してライナー1の外周面1Sに繊維束Fを巻き付ける一連の動作を制御する装置である。制御部51は、演算部としてのCPUや、記憶部としてのROM、RAM、モーションコントローラ52(図3参照。)等を備えている。制御部51のROMには、制御部51が備えるCPU等のハードウェアをFW装置100の制御部として動作させる制御ソフトウェアが記憶されている。
【0037】
制御ソフトウェアは、ライナー1に繊維束Fを巻き付けるための一連の動作を複数の工程からなる巻きデータとして設定する。記憶部は巻きデータを記憶する。モーションコントローラ52は、設定された巻きデータに基づいて制御信号を作成する。巻きデータとは、制御対象であるモータ54A・54B・・・の動作を工程毎に数値で表した動作図である(図4参照)。
【0038】
繊維束Fを巻き付ける一連の動作とは、例えばライナー移送装置20がライナー1を回転させながら移送し、ヘリカル巻き装置40が第2ヘリカルヘッド44を回転させることで第1ヘリカルヘッド43と第2ヘリカルヘッド44のライナー周方向の位相を変更して、これらが互いに関連しながら繊維束Fを巻き付けるような動作である。
【0039】
本実施例では、制御部51は、予め設定された巻きデータに基づいて工程毎に制御信号を作成することにより、ライナー1に繊維束Fを巻き付ける動作と、ライナー1に巻き付けた各繊維層の繊維束の配置位置の実測値に基づいて、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する一連の動作とを制御する。
【0040】
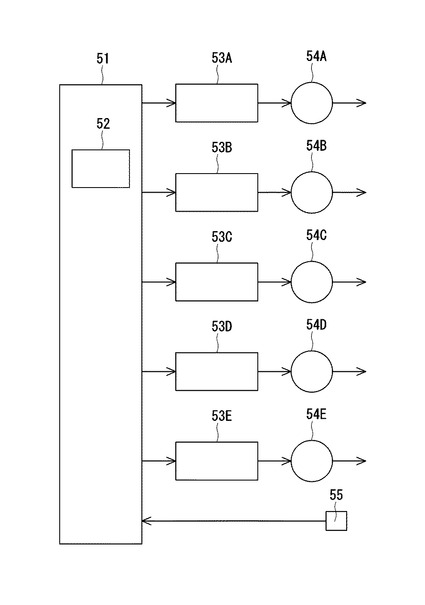
FW装置100の制御システムについて詳しく説明する。図3は、制御部51を含む制御システムを示す図である。制御部51は、FW装置100における制御システムの中核をなしている。FW装置100の制御システムは、主に制御部51と、モータドライバ53A・53B・・・と、モータ54A・54B・・・と、検出部55で構成される。
【0041】
制御部51は、巻きデータに基づいて制御信号を作成する。詳細には、制御部51のモーションコントローラ52は、巻きデータの各数値に応じたパルス数や周波数のパルス信号を作成し、パルス信号をモータドライバ53A・53B・・・を介してモータ54A・54B・・・へ出力する。
【0042】
モータ54A・54B・・・は、パルス入力タイプのステッピングモータやサーボモータである。モータ54A・54B・・・は、モータドライバ53A・53B・・・からのパルス入力を回転動力に変換する。
【0043】
検出部55は、形成された繊維層の繊維束の配置位置を検出し、繊維束の配置位置に応じた電圧信号を作成し、該電圧信号を制御部51へ出力する。検出部55として例えばカメラを用い、撮像した画像を処理することにより繊維束の配置位置を検出するようにしてもよい。
【0044】
このような構成により、本制御システムは、制御部51が制御信号を作成し、モータドライバ53A・53B・・・を介することによってモータ54A・54B・・・を駆動させる。
【0045】
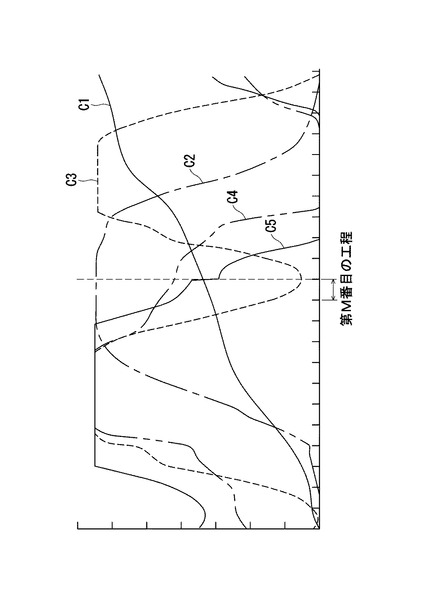
次に、巻きデータについて詳しく説明する。図4は、繊維束Fを巻き付ける一連の動作を表した巻きデータの一例を示す図である。本図の横軸は、繊維束Fを巻き付ける一連の動作の工程の一部を示している。本図の縦軸は、制御対象であるモータ54A・54B・・・の動作を数値で示している。尚、図4に示す第M番目の工程が、巻きデータの複数の工程のうち、第N層目のヘリカル巻きの繊維層Nの最終工程であるとする。
【0046】
巻きデータC1は、ライナー1の回転動作を表す。制御部51は、巻きデータC1に基づいて制御信号を作成し、ライナー移送装置20を構成する動力機構のモータ54Aを駆動させる。尚、ライナー1の回転方向は常に一定であるため(図2B中、矢印D1参照)、巻きデータC1は、工程毎に数値が増加する発散動作を示している。
【0047】
巻きデータC2は、ライナー1の移送動作を表す。制御部51は、巻きデータC2に基づいて制御信号を作成し、ライナー移送装置20を構成する動力機構のモータ54Bを駆動させる。尚、ライナー1の移送方向は前後方向に変更されるため(図2B中、矢印D2参照)、巻きデータC2は、数値が増加した後に再び減少する反復動作を示している。
【0048】
巻きデータC3は、繊維束ガイド80A、80Bの伸縮動作を表す。制御部51は、巻きデータC3に基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54Cを駆動させる。尚、繊維束ガイド80A、80Bの伸縮方向はライナー1の外周面1Sに対して近接又は離間する方向であるため(図2B中、矢印D3参照)、巻きデータC3は、数値が増加した後に再び減少する反復動作を示している。
【0049】
巻きデータC4は、繊維束ガイド80A、80Bの軸回りの回転動作を表す。制御部51は、巻きデータC4に基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54Dを駆動させる。尚、繊維束ガイド80A、80Bの回転方向は正回転又は逆回転方向に変更されるため(図2A中、矢印D4参照)、巻きデータC4は、数値が増加した後に再び減少する反復動作を示している。
【0050】
巻きデータC5は、第2ヘリカルヘッド44のライナー1の周方向への回転動作を表す。制御部51は、巻きデータC5に基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54Eを駆動させる。モータ54Eは第2ヘリカルヘッド44を回転させることで、第1ヘリカルヘッド43と第2ヘリカルヘッド44のライナー1の周方向の位相差を変動させる。尚、第2ヘリカルヘッド44のライナー1の周方向への回転方向は、正回転又は逆回転方向に変更されるため(図2A中、矢印D5参照)、巻きデータC5は、数値が増加した後に再び減少する反復動作を示している。
【0051】
次に、第1ヘリカルヘッド43と第2ヘリカルヘッド44のライナー1の周方向の位相差を補正する動作について説明する。第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する動作は、第1のライナー11、第2のライナー12に繊維束Fを巻き付けていき、ヘリカル巻きで形成する繊維層の各層について、巻きデータC5を補正することで第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正していく動作である。実際には、ヘリカル巻きの繊維層の第1番目の層から最後の層まで、各層について第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正していくが、以下の説明では、複数のヘリカル巻きの繊維層のうち、第N層目のヘリカル巻きの繊維層Nについて、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する動作について説明する。
【0052】
尚、第1のライナー11、第2のライナー12への繊維束Fの巻き付けは、第1のライナー11に繊維層Nを含む全ての繊維層を形成した後に、第2のライナー12に繊維層Nを含む全ての繊維層を形成する。そして、第1のライナー11の繊維層N、及び第2のライナー12の繊維層Nを形成して、繊維層Nについて第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正するのである。これは、例えば繊維層Nにおいて繊維束Fが互いに等間隔に巻き付けられるかどうかは、第1のライナー11、第2のライナー12に繊維層Nのみを形成しても判断できず、繊維層Nの下にフープ巻き層を含む全ての繊維層が形成されていなければ判断できないためである。
【0053】
制御部51は、まず第1のライナー11に対して、巻きデータに基づいて繊維束Fを巻き付ける第1の巻き付け動作を制御する。本実施例の説明では、第1の巻き付け動作は、第1のライナー11における第N層目のヘリカル巻きの繊維層Nを形成する動作である。第1のライナー11に対する第1の巻き付け動作は、巻きデータに基づいて行われる。前述のように、図4に示す巻きデータの第M番目の工程が、繊維層Nの最終工程である。
【0054】
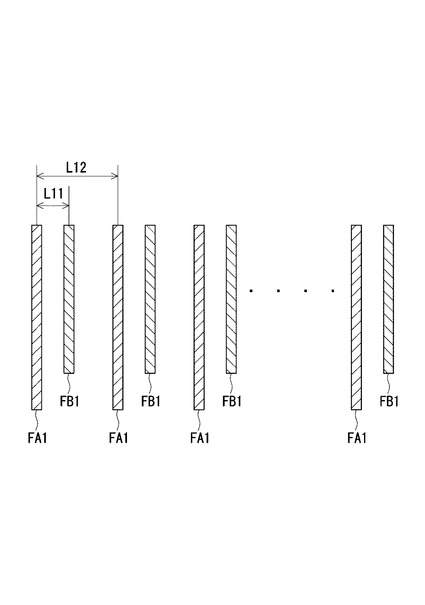
図5は、巻きデータの第M番目の工程が終了し、第1の巻き付け動作によって、第1のライナー11に繊維層Nが形成された状態を示している。図6は、第1のライナー11の筒状部1Aに形成された繊維層Nの繊維束FA1、FB1の配置位置を示す模式図である。繊維束FA1は、第1ヘリカルヘッド43と第2ヘリカルヘッド44のいずれか一方により巻き付けられた繊維束、繊維束FB1は、第1ヘリカルヘッド43と第2ヘリカルヘッド44のいずれか他方により巻き付けられた繊維束を意味する。図6において、隣り合う2本の繊維束FA1、FB1間の距離をL11、一本飛ばして配置される繊維束FA1と繊維束FA1の距離をL12、第1ヘリカルヘッド43及び第2ヘリカルヘッド44にそれぞれ設けられる繊維束ガイド80A、80Bの本数をP(本実施例では繊維束ガイド80A、80Bの本数は同数で、90本)とする。
【0055】
前述のように、第1ヘリカルヘッド43と第2ヘリカルヘッド44とで巻き付けられる繊維層Nの繊維束FA1、FB1は、互いに等間隔に巻き付けられるように設計されている。制御部51に記憶されている巻きデータも、繊維層Nの繊維束FA1、FB1が設計通り第1のライナー11に互いに等間隔に巻き付けられることを目標にして作成されている。しかしながら、実際には巻きデータに基づいて第1のライナー11に繊維束FA1、FB1を巻き付けると、図6に示すように繊維束FA1、FB1が設計通り等間隔に巻き付けられない場合がある。
【0056】
そこで、第1の巻き付け動作が終了した後、制御部51は、繊維束FA1、FB1の配置位置を検出部55で検出する第1の検出動作を制御する。本実施例では、検出部55により第1のライナー11の側方から繊維層Nの表面を撮像し、撮像した画像を処理することにより繊維束FA1、FB1の配置位置の実測値を求めている。
【0057】
図6に示すように、繊維束FA1、FB1が設計通り等間隔に巻き付けられていない場合は、繊維束FA1、FB1の配置位置の設計値と実測値との差異は(L12/2−L11)となる。尚、繊維束FA1、FB1が設計通りに互いに等間隔に配置されている場合は、図6において、距離L12/2と距離L11とが等しくなる。
【0058】
繊維束FA1、FB1の配置位置の実測値を求め、繊維層Nの繊維束FA1、FB1が互いに等間隔に巻き付けられていないことが判明すると、制御部51は、補正量算出動作を行う。補正量算出動作は、繊維束FA1、FB1の配置位置の実測値に基づいて、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差の補正量を算出する動作である。算出する補正量は第2ヘリカルヘッド44の回転角度の絶対値である。第2ヘリカルヘッド44を回転させる方向については算出しない。
【0059】
制御部51で第2ヘリカルヘッド44を回転させる方向を算出しないのは、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差が過剰であるか不足しているのか、判断が困難だからである。これは、第1のライナー11に巻き付けられた後の繊維束FA1、FB1を見ても、それぞれ第1ヘリカルヘッド43と第2ヘリカルヘッド44のどちらによって巻き付けられたのか判断が難しいためである。
【0060】
一方、第1ヘリカルヘッド43及び第2ヘリカルヘッド44に設けられる繊維束ガイド80A、80Bは、ライナー1の移送方向に2列に配置されており、第1ヘリカルヘッド43及び第2ヘリカルヘッド44で巻き付けられる繊維束FA1、FB1は隣り合って巻き付けられる。このため、図6において、隣り合う2本の繊維束FA1、FB1のうち、いずれか一方が第1ヘリカルヘッド43、いずれか他方が第2ヘリカルヘッド44によって巻き付けられたものであると判断される。また、一本飛ばして配置される繊維束FA1と繊維束FA1は、それぞれ第1ヘリカルヘッド43又は第2ヘリカルヘッド44いずれかによって巻き付けられた繊維束であると判断される。
【0061】
繊維束FA1、FB1の配置位置の設計値と実測値との差異は、前述のように(L12/2−L11)である。一本飛ばして配置される繊維束FA1と繊維束FA1は、ライナー1の周方向に隣り合う2本の繊維束ガイド80A又は繊維束ガイド80Bのいずれかによって巻き付けられた繊維束である。繊維束ガイド80A又は繊維束ガイド80Bは、それぞれライナー1の周方向に放射状にP本(本実施例では90本)設けられているため、ライナー1の周方向に隣り合う2本の繊維束ガイド80A又は繊維束ガイド80Bは、角度(360/P)おきに設けられている。このため、第1ヘリカルヘッド43又は第2ヘリカルヘッド44が角度(360/P)だけ回転して、繊維束ガイド80A又は繊維束ガイド80Bが角度(360/P)だけずれると、距離L2だけ繊維束FA1の位置がずれることとなる。
【0062】
そこで、これらの関係から、繊維束FA1、FB1の配置位置の設計値と実測値との差異(L12/2−L11)を0に補正するために必要な、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差の補正量θは、以下の数1で算出される。
【0063】
【数1】

【0064】
次に制御部51は、巻きデータに基づく第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を、上記算出された補正量に基づいてライナー1の周方向に補正する。具体的には、巻きデータにおける第2ヘリカルヘッド44のライナー1の周方向への回転動作を規定する巻きデータC5のうち、繊維層Nに関わる部分のデータを補正する。補正する角度は上記算出された補正量である。補正する方向は第1の方向、すなわち仮の方向であり、第2ヘリカルヘッド44の回転を増大させる方向、減少させる方向のいずれでもよい。補正する方向を仮の方向としたのは、補正量を算出した時点では補正すべき方向が不明のためである。本実施例では、補正する方向は第2ヘリカルヘッド44の回転を増大させる方向とする。
【0065】
制御部51が、巻きデータC5のうち繊維層Nに関わる部分のデータを補正する時期は、第1のライナー11に繊維層Nを形成した後であって、かつ第2のライナー12の繊維層Nを形成する前であればよい。例えば第1のライナー11に繊維層Nを形成した直後であってもよく、第1のライナー11に繊維層Nを含む全ての繊維層を形成した後であってもよい。
【0066】
制御部51は、巻きデータを補正した後、第2のライナー12に対して、補正された巻きデータに基づいて繊維束Fを巻き付ける第2の巻き付け動作を制御する。本実施例の説明では、第2の巻き付け動作は、第2のライナー12における繊維層Nを形成する動作である。第2のライナー12に対する第2の巻き付け動作は、補正量算出動作で算出された補正量だけ、第2ヘリカルヘッド44の回転を増大させる方向(仮の方向)に補正した巻きデータに基づいて行われる。
【0067】
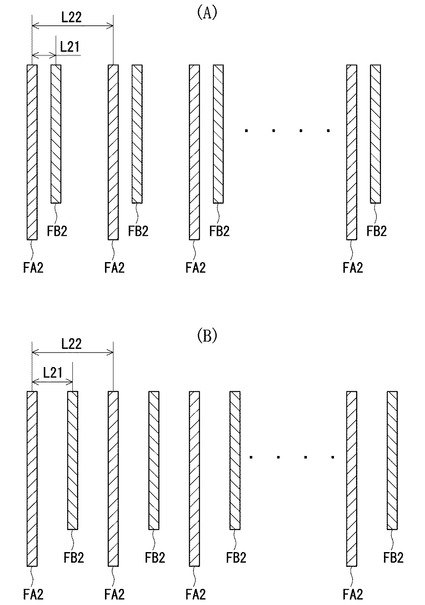
図7A、図7Bは、いずれも第2の巻き付け動作によって第2のライナー12の筒状部1Aに形成された、繊維層Nの繊維束FA2、FB2の配置位置を示す模式図である。図7A、図7Bにおいて、隣り合う2本の繊維束FA2、FB2間の距離をL21、一本飛ばして配置される繊維束FA2と繊維束FA2の距離をL22とする。
【0068】
第2の巻き付け動作が終了した後、制御部51は、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置を検出部55で検出する第2の検出動作を制御する。第1の検出動作と同様に、検出部55により第2のライナー12の側方から繊維層Nの表面を撮像し、撮像した画像を処理することにより繊維束FA2、FB2の配置位置の実測値を求めている。
【0069】
続いて制御部51は、第2の検出動作による繊維束FA2、FB2の配置位置の実測値に基づいて、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異の減少又は増大を判定する判定動作を行う。繊維束FA2、FB2の配置位置の設計値と実測値との差異は、(L22/2−L21)である。
【0070】
図7Aの場合、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の設計値と実測値との差異(L22/2−L21)は、第1の巻き付け動作で巻き付けた繊維束FA1、FB1の配置位置の設計値と実測値との差異(L12/2−L11)よりも増大している。図7Aのような場合には、制御部51は、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異は増大していると判定する。
【0071】
一方、図7Bの場合、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の設計値と実測値との差異(L22/2−L21)は、第1の巻き付け動作で巻き付けた繊維束FA1、FB1の配置位置の設計値と実測値との差異(L12/2−L11)よりも減少している。図7Bのような場合には、制御部51は、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異は減少していると判定する。
【0072】
図7Aの場合のように、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異が増大していると判定された場合は、補正量算出動作で算出された補正量は正しいが、第2ヘリカルヘッド44を仮に回転させた第1の方向(第2ヘリカルヘッド44の回転を増大させる方向)が正しくなかったことが判明する。この場合、制御部51は、巻きデータにおける第2ヘリカルヘッド44のライナー1の周方向への回転動作を規定する巻きデータC5のうち、繊維層Nに関わる部分のデータを再度補正する補正動作を行う。補正する角度は補正量算出動作とする。補正する方向は第1の方向(第2ヘリカルヘッド44の回転を増大させる方向)とは反対の第2の方向、すなわち、第2ヘリカルヘッド44の回転を減少させる方向とする。
【0073】
一方、図7Bの場合のように、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異が減少していると判定された場合は、補正量算出動作で算出された補正量は正しく、第2ヘリカルヘッド44を仮に回転させた第1の方向(第2ヘリカルヘッド44の回転を増大させる方向)も正しかったことが判明する。この場合、制御部51は、巻きデータにおける第2ヘリカルヘッド44のライナー1の周方向への回転動作を規定する巻きデータC5のうち、繊維層Nに関わる部分のデータをそのままとする補正動作を行う。補正する角度は補正量算出動作とする。補正する方向は第1の方向(第2ヘリカルヘッド44の回転を増大させる方向)と同じ方向とする。
【0074】
以上説明した本実施例に係るFW装置100によれば、次のような効果を有する。
【0075】
巻きデータに基づく第1のライナー11に対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束FA1、FB1の配置位置の実測値に基づいて、補正量を算出する。算出される補正量は絶対値であり、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する方向までは算出しない。これは第1のライナー11に巻き付けられた後の繊維束FA1、FB1は、それぞれ第1ヘリカルヘッド43と第2ヘリカルヘッド44のどちらによって巻き付けられたのか判断が難しいためである。一方、補正量の絶対値の算出は、補正の方向まで含めた補正量の算出よりも比較的容易である。
【0076】
第2の巻き付け動作では、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する方向を仮にライナー周方向の第1の方向(例えば、第2ヘリカルヘッド44の回転を増大させる方向)とし、第2のライナー12に繊維束Fを巻き付ける。補正の方向を仮の方向としたのは、補正量を算出した時点では補正すべき方向が不明であるためである。この第2の巻き付け動作による繊維束Fの配置位置の実測値に基づいて、補正すべき方向が判明する。すなわち、第2の巻き付け動作によって繊維束FA2、FB2の配置位置の実測値と設計値との差異が減少している場合には、補正の方向はライナー周方向の第1の方向(例えば、第2ヘリカルヘッド44の回転を増大させる方向)であることが判明する。一方、第2の巻き付け動作によって繊維束FA2、FB2の配置位置の実測値と設計値との差異が増大している場合には、補正の方向はライナー周方向の第1の方向ではなく、反対の第2の方向(例えば、第2ヘリカルヘッド44の回転を減少させる方向)であることが判明する。この時点で、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する方向と補正量の双方が判明する。補正動作では、巻きデータに基づく第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
【0077】
このように、第1のライナー11、第2のライナー12への繊維束Fの巻き付けにより、簡易かつ自動で第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する方向と補正量の双方を求めることができるため、巻きデータの補正を簡易かつ自動で行うことができる。
【0078】
また、第1、第2の巻き付け動作で巻き付けた繊維束FA1、FB1、繊維束FA2、FB2の配置位置の検出、及び、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異の減少又は増大の判定を自動で行うことにより、巻きデータの補正をより簡易かつ自動で行うことができる。
【0079】
以上、本発明の実施の形態について説明したが、本発明は上記実施例に限定されるものではなく、様々な変更が可能である。例えば、第1の巻き付け動作が終了した後、必ずしも補正量算出動作等を行わなくてもよい。繊維束FA1、FB1の配置位置の実測値を求め、繊維層Nの繊維束FA1、FB1が互いに等間隔に巻き付けられていることが判明すれば、必ずしも補正量算出動作等を行わなくてもよい。繊維層Nの繊維束FA1、FB1が互いに等間隔に巻き付けられていない場合にのみ、補正量算出動作以降の動作を行うようにしてもよい。
【0080】
また、第1の検出動作、第2の検出動作では、巻き付けられた繊維束FA1、FB1等の配置位置を検出部55により検出したが、オペレータが手動で繊維束FA1、FB1等の配置位置を計測し、計測した実測値に基づいて補正量算出動作等を行うようにしてもよい。
【0081】
また、第1のライナー11、第2のライナー12は、繊維束Fを巻き付けるライナー1の順番を意味しており、第1のライナー11、第2のライナー12は、必ずしも連続して繊維束Fを巻き付ける必要はない。第2のライナー12は、第1のライナー11より後に繊維束Fを巻き付けるライナーであればよい。また第1のライナー11、第2のライナー12はそれぞれ複数であってもよい。
【符号の説明】
【0082】
10 主基台
11 第1のライナー
12 第2のライナー
20 ライナー移送装置
30 フープ巻き装置
40 ヘリカル巻き装置
43 固定ヘリカルヘッド
44 可動ヘリカルヘッド
51 制御部
55 検出部
F 繊維束
【技術分野】
【0001】
本発明は、フィラメントワインディング装置の技術に関する。
【背景技術】
【0002】
従来、フープ巻装置とヘリカル巻装置とを具備し、フープ巻きとヘリカル巻きとをライナーの外周面に対して交互に繰り返し行うことにより、ライナーの周囲に繊維束を巻き付けて複数の繊維層を形成するフィラメントワインディング装置は公知である(例えば特許文献1参照。)。
【0003】
ヘリカル巻きでは、ヘリカル巻き装置の位置を固定し、ライナーを回転させつつ回転軸方向に移送してライナーの周囲に繊維束を巻き付けていく。繊維束は、ヘリカル巻き装置に設けた繊維束ガイドからライナーに供給される。複数の繊維束ガイドを放射状に設けた複数のガイド部を備え、複数本の繊維束を同時に巻き付けることができるようにしたフィラメントワインディング装置も公知である(例えば特許文献2参照。)。
【0004】
フィラメントワインディング装置には、ライナーに繊維束を巻き付ける動作を制御する制御部が備えられている。制御部は、ライナーに繊維束を巻き付けるための一連の動作を複数の工程からなる巻きデータとして記憶しており、巻きデータに基づいて繊維束を巻き付ける動作を制御している。具体的に説明すると、制御部にはモーションコントローラが備えられ、巻きデータに基づいてモーションコントローラが工程毎に制御信号を作成することによって、繊維束を巻き付ける一連の動作を実現している。
【0005】
ところで、ヘリカル巻き装置の複数のガイド部により巻き付けられる各繊維層の繊維束は、互いに等間隔に巻き付けられるように設計されている。例えばヘリカル巻き装置に第1ガイド部と第2ガイド部が備えられているとする。第1ガイド部の複数の繊維束ガイドで巻き付けられる複数の繊維束は平行に巻き付けられる。第2ガイド部の複数の繊維束ガイドで巻き付けられる複数の繊維束も平行に巻き付けられる。そして、第1ガイド部で巻き付けられる各繊維束の間の中間位置に、第2ガイド部で巻き付けられる繊維束が配置されるように設計されている。制御部に記憶されている巻きデータは、第1ガイド部と第2ガイド部とで巻き付けられる各繊維束が設計通りライナーに巻き付けられることを目標にして作成されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−119732号公報
【特許文献2】特開2010−36461号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、フィラメントワインディング装置で実際にライナーに繊維束を巻き付けて繊維層を形成すると、ヘリカル巻き装置により巻き付けられる繊維束が設計通り等間隔に巻き付けられない場合がある。このような場合には、繊維束が設計通り等間隔に巻き付けられるよう、設計値と実測値とを比較して各繊維層毎に巻きデータを補正し、巻きデータを再作成することが考えられる。
【0008】
しかしながら、補正した巻きデータにより、ある繊維層の繊維束が設計通り等間隔に巻き付けられるかどうかは、別のライナーで同じ繊維層を形成してみなければ判断できない。例えば、第N層目の繊維層の繊維束が設計通り等間隔に巻き付けられるかどうかは、別のライナーで同じ第N層目の繊維層を形成してみなければ判断できない。従って、巻きデータの再作成を行うためには、第N層目の繊維層の繊維束が設計通り等間隔に巻き付けられるまで巻きデータの補正と、新たな別のライナーでの繊維束の巻き付けを行う作業を繰り返す必要があり、これをヘリカル巻き装置により形成される全ての繊維層について繰り返す必要がある。このように、巻きデータを再作成するには、多大な時間と労力が必要になるという問題がある。
【0009】
本発明は、このような問題を解決すべくなされたものである。本発明の目的は、巻きデータの補正を簡易かつ自動で行うことのできるフィラメントワインディング装置を提供することである。
【課題を解決するための手段】
【0010】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0011】
即ち、第1の発明は、繊維束をライナーに巻き付けるフィラメントワインディング装置であって、複数のガイド部と、制御部とを備える。複数のガイド部は、前記ライナーに対して繊維束を巻き付ける複数の繊維束ガイドを放射状に設けるとともに、前記ライナー周方向の位相差を変動可能とする。制御部は、前記ライナーへの繊維束の巻き付けを制御する。そして制御部は、前記ライナーに繊維束を巻き付けるための一連の動作を複数の工程からなる巻きデータとして記憶するとともに、第1の巻き付け動作と、補正量算出動作と、第2の巻き付け動作と、補正動作とを制御する。第1の巻き付け動作では、前記巻きデータに基づいて、第1のライナーに繊維束を巻き付ける。補正量算出動作では、前記第1の巻き付け動作で巻き付けた繊維束の配置位置の実測値に基づいて、前記ガイド部の位相差の補正量を算出する。第2の巻き付け動作では、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向に補正し、第2のライナーに繊維束を巻き付ける。補正動作では、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異が減少している場合には、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向に補正し、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異が増大している場合は、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向と反対の第2の方向に補正する。
【0012】
第2の発明は、第1の発明であって、前記ライナーに巻き付けられた繊維束の配置位置を検出する検出部を更に備える。制御部は、第1の検出動作と、第2の検出動作と、判定動作とを制御する。第1の検出動作は、前記第1の巻き付け動作と前記補正量算出動作との間に行われ、前記第1の巻き付け動作で巻き付けた繊維束の配置位置を前記検出部で検出する。第2の検出動作と判定動作は、前記第2の巻き付け動作と前記補正動作との間に行われる。第2の検出動作は、前記第2の巻き付け動作で巻き付けた繊維束の配置位置を前記検出部で検出する。判定動作は、前記第2の検出動作による繊維束の配置位置の実測値に基づいて、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異の減少又は増大を判定する。
【発明の効果】
【0013】
本発明の効果として、以下に示すような効果を奏する。
【0014】
第1の発明によれば、巻きデータに基づく第1のライナーに対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束の配置位置の実測値に基づいて、補正量を算出する。算出される補正量は絶対値であり、ガイド部の位相差を補正する方向までは算出しない。これは第1のライナーに巻き付けられた後の繊維束は、それぞれどのガイド部によって巻き付けられたのか判断が難しいためである。一方、補正量の絶対値の算出は、補正の方向まで含めた補正量の算出よりも比較的容易である。
第2の巻き付け動作では、ガイド部の位相差を補正する方向を仮にライナー周方向の第1の方向とし、第2のライナーに繊維束を巻き付ける。補正の方向を仮の方向としたのは、補正量を算出した時点では補正すべき方向が不明であるためである。この第2の巻き付け動作による繊維束の配置位置の実測値に基づいて、補正すべき方向が判明する。すなわち、第2の巻き付け動作によって繊維束の配置位置の実測値と設計値との差異が減少している場合には、補正の方向はライナー周方向の第1の方向であることが判明する。一方、第2の巻き付け動作によって繊維束の配置位置の実測値と設計値との差異が増大している場合には、補正の方向はライナー周方向の第1の方向ではなく、反対の第2の方向であることが判明する。この時点で、ガイド部の位相差を補正する方向と補正量の双方が判明する。補正動作では、巻きデータに基づくガイド部の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
このように、第1、第2のライナーへの繊維束の巻き付けにより、簡易かつ自動でガイド部の位相差を補正する方向と補正量の双方を求めることができるため、巻きデータの補正を簡易かつ自動で行うことができる。
【0015】
第2の発明によれば、第1、第2の巻き付け動作で巻き付けた繊維束の配置位置の検出、及び、第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異の減少又は増大の判定を自動で行うことができる。このため、巻きデータの補正をより簡易かつ自動で行うことができる。
【図面の簡単な説明】
【0016】
【図1】フィラメントワインディング装置100の全体構成を示す側面図。
【図2】(A)ヘリカル巻き装置40の正面図。(B)ヘリカル巻き装置40の側面断面図。
【図3】フィラメントワインディング装置100の制御システムを示す図。
【図4】繊維束Fを巻き付ける一連の動作を表した巻きデータの一例を示す図。
【図5】第1のライナー11に繊維層Nが形成された状態を示す側面図
【図6】第1のライナー11に形成された繊維層Nの繊維束FA1、FB1の配置位置を示す模式図。
【図7】第2のライナー12に形成された繊維層Nの繊維束FA2、FB2の配置位置を示す模式図。
【発明を実施するための形態】
【0017】
本発明の一実施形態に係るフィラメントワインディング装置100(以降「FW装置100」)について説明する。
【0018】
図1は、FW装置100の全体構成を示す。図中に示す矢印Xは、ライナー1の移送方向を示している。ライナー1の移送方向と平行な方向をFW装置100の前後方向とし、ライナー1が移送される方向を前側(本図左側)、前側の反対側を後側(本図右側)と定義する。FW装置100は、ライナー1を前後方向に往復動させるため、ライナー1の移送方向に応じて前側及び後側が定まるものとする。
【0019】
FW装置100は、ライナー1の外周面1Sに繊維束Fを巻き付けて複数の繊維層を形成する装置である。FW装置100は、主に主基台10と、ライナー移送装置20と、フープ巻き装置30と、ヘリカル巻き装置40と、制御部51と、で構成される。
【0020】
ライナー1は、例えば高強度アルミニウム材やポリアミド系樹脂等によって形成された略円筒形状の中空容器である。ライナー1の中央部は半径一定の筒状部1Aであり、筒状部1Aの両端には、ドーム部1Bが形成されている。ドーム部1Bは、端部側ほど半径が減少するドーム状の形状である。ライナー1は、ライナー1の外周面1Sに繊維束Fが巻き付けられることによって耐圧特性の向上が図られる。つまり、ライナー1は、耐圧容器を構成する基材とされる。
【0021】
主基台10は、FW装置100の基礎を構成する主たる構造体である。主基台10の上部には、ライナー移送装置用レールR1が設けられている。ライナー移送装置用レールR1には、ライナー移送装置20が載置されている。主基台10の上部には、ライナー移送装置用レールR1に対して平行にフープ巻き装置用レールR2が設けられている。フープ巻き装置用レールR2には、フープ巻き装置30が載置されている。
【0022】
このような構成により、主基台10は、FW装置100の基礎を構成するとともに、FW装置100の前後方向にライナー移送装置20ならびにフープ巻き装置30を移動させることを可能としている。
【0023】
ライナー移送装置20は、ライナー1を回転させながら移送する装置である。ライナー移送装置20は、FW装置100の前後方向を中心軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送する。ライナー移送装置20は、主に基台21と、ライナー支持部22と、で構成される。
【0024】
基台21の上部には、一対のライナー支持部22が設けられている。ライナー支持部22は、ライナー支持フレーム23と回転軸24で構成される。ライナー支持フレーム23は、基台21から上方に向けて延設される。回転軸24は、ライナー支持フレーム23から前後方向に向けて延設される。ライナー1は、回転軸24に取り付けられ、図示しない動力機構によって一方向に回転される。
【0025】
このような構成により、ライナー移送装置20は、FW装置100の前後方向を中心軸としてライナー1を回転させるとともに、FW装置100の前後方向にライナー1を移送することを可能としている。
【0026】
フープ巻き装置30は、ライナー1の外周面1Sに繊維束Fを巻き付けて繊維層を形成する装置である。フープ巻き装置30は、繊維束Fの巻き付け角度がFW装置100の前後方向に対して略垂直となる、いわゆるフープ巻きを行なう。フープ巻き装置30は、主に基台31と、動力機構32と、フープ巻き掛け装置33と、で構成される。
【0027】
基台31には、動力機構32によって回転されるフープ巻き掛け装置33が設けられている。フープ巻き掛け装置33は、巻き掛けテーブル34とボビン35で構成され、ライナー1の外周面1Sにフープ巻きを行なう。巻き掛けテーブル34は主にフープ巻きを行なう。ボビン35は巻き掛けテーブル34に繊維束Fを供給する。繊維束Fは、巻き掛けテーブル34に設けられた繊維束ガイドによってライナー1の外周面1Sに導かれ、巻き掛けテーブル34が回転することでフープ巻きが行なわれる。
【0028】
このような構成により、フープ巻き装置30は、繊維束Fの巻き付け角度がFW装置100の前後方向に対して略垂直となるフープ巻きを主としてライナー1の筒状部1Aに対して行なう。
【0029】
ヘリカル巻き装置40は、ライナー1の外周面1Sに繊維束Fを巻き付けて繊維層を形成する装置である。ヘリカル巻き装置40は、繊維束Fの巻き付け角度がFW装置100の前後方向に対して所定の値となる、いわゆるヘリカル巻きを行なう。ヘリカル巻き装置40は、主に基台41と、ヘリカル巻き掛け装置42と、で構成される。
【0030】
基台41には、ヘリカル巻き掛け装置42が設けられている。ヘリカル巻き掛け装置42は、複数のガイド部としての第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備えており、ライナー1の外周面1Sにヘリカル巻きを行なう。第1ヘリカルヘッド43には繊維供給ガイドとしての繊維束ガイド80A(図2参照)が設けられ、第2ヘリカルヘッド44には繊維供給ガイドとしての繊維束ガイド80B(図2参照)が設けられる。繊維束ガイド80A、80Bによって、それぞれライナー1の外周面1Sに繊維束Fが導かれ、ライナー1が回転しながら通過することでヘリカル巻きが行なわれる。
【0031】
このような構成により、ヘリカル巻き装置40は、繊維束Fの巻き付け角度がFW装置100の前後方向に対して所定の値となるヘリカル巻きをライナー1の筒状部1A及びドーム部1Bに対して行なう。
【0032】
ヘリカル巻き装置40を構成する第1ヘリカルヘッド43及び第2ヘリカルヘッド44について更に詳しく説明する。図2は、第1ヘリカルヘッド43及び第2ヘリカルヘッド44を示した側面図である。図2Bに示すように、第1ヘリカルヘッド43及び第2ヘリカルヘッド44は、ライナー1の移送方向に互いに隣接するように配置されている。図2Aに示すように、第1ヘリカルヘッド43には、ライナー1の中心軸Raに対して略垂直方向かつ放射状に複数の繊維束ガイド80Aが設けられている。第2ヘリカルヘッド44には、ライナー1の中心軸Raに対して略垂直方向かつ放射状に複数の繊維束ガイド80Bが設けられている。つまり、第1ヘリカルヘッド43及び第2ヘリカルヘッド44に設けられる繊維束ガイド80A、80Bは、ライナー1の移送方向に2列に配置されている。
【0033】
第1ヘリカルヘッド43及び第2ヘリカルヘッド44には複数のガイド支持装置45が設けられている。各ガイド支持装置45は、それぞれ繊維束ガイド80A又は繊維束ガイド80Bを支持している。各ガイド支持装置45は繊維束ガイド80A、80Bがライナー1の中心軸Raに対して略垂直方向に伸縮可能となり、かつ、繊維束ガイド80A、80Bの軸回りに回転可能となるように支持している。第1ヘリカルヘッド43は全ての繊維束ガイド80Aが同時に同じ量だけ伸縮及び回転するように構成されており、第2ヘリカルヘッド44も全ての繊維束ガイド80Bが同時に同じ量だけ伸縮及び回転できるように構成されている。そして、第1ヘリカルヘッド43の繊維束ガイド80Aと第2ヘリカルヘッド44の繊維束ガイド80Bは、互いに別々の伸縮量及び回転量に調整できるように構成されている。
【0034】
これにより、第1ヘリカルヘッド43及び第2ヘリカルヘッド44は、複数本の繊維束Fをライナー1の外周面1Sに同時に案内することができる。本実施形態に係るFW装置100の第1ヘリカルヘッド43には、繊維束ガイド80Aが90本設けられ、第2ヘリカルヘッド44には、繊維束ガイド80Bが90本設けられている。このため、合計で180本の繊維束Fを同時にライナー1の外周面1Sに導き、ヘリカル巻きを行なうことが可能である。
【0035】
また、ヘリカル巻き装置40には、第2ヘリカルヘッド44をライナー1の中心軸Raを中心としてライナー1の周方向に駆動する駆動装置50が設けられている。駆動装置50は、電動モータ54Eによって第2ヘリカルヘッド44を駆動する。このような構成により、駆動装置50は、第2ヘリカルヘッド44を駆動することができ、第1ヘリカルヘッド43と第2ヘリカルヘッド44のライナー1の周方向の位相差を変動させることができる。
【0036】
制御部51は、ライナー移送装置20、フープ巻き装置30、ヘリカル巻き装置40等を制御してライナー1の外周面1Sに繊維束Fを巻き付ける一連の動作を制御する装置である。制御部51は、演算部としてのCPUや、記憶部としてのROM、RAM、モーションコントローラ52(図3参照。)等を備えている。制御部51のROMには、制御部51が備えるCPU等のハードウェアをFW装置100の制御部として動作させる制御ソフトウェアが記憶されている。
【0037】
制御ソフトウェアは、ライナー1に繊維束Fを巻き付けるための一連の動作を複数の工程からなる巻きデータとして設定する。記憶部は巻きデータを記憶する。モーションコントローラ52は、設定された巻きデータに基づいて制御信号を作成する。巻きデータとは、制御対象であるモータ54A・54B・・・の動作を工程毎に数値で表した動作図である(図4参照)。
【0038】
繊維束Fを巻き付ける一連の動作とは、例えばライナー移送装置20がライナー1を回転させながら移送し、ヘリカル巻き装置40が第2ヘリカルヘッド44を回転させることで第1ヘリカルヘッド43と第2ヘリカルヘッド44のライナー周方向の位相を変更して、これらが互いに関連しながら繊維束Fを巻き付けるような動作である。
【0039】
本実施例では、制御部51は、予め設定された巻きデータに基づいて工程毎に制御信号を作成することにより、ライナー1に繊維束Fを巻き付ける動作と、ライナー1に巻き付けた各繊維層の繊維束の配置位置の実測値に基づいて、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する一連の動作とを制御する。
【0040】
FW装置100の制御システムについて詳しく説明する。図3は、制御部51を含む制御システムを示す図である。制御部51は、FW装置100における制御システムの中核をなしている。FW装置100の制御システムは、主に制御部51と、モータドライバ53A・53B・・・と、モータ54A・54B・・・と、検出部55で構成される。
【0041】
制御部51は、巻きデータに基づいて制御信号を作成する。詳細には、制御部51のモーションコントローラ52は、巻きデータの各数値に応じたパルス数や周波数のパルス信号を作成し、パルス信号をモータドライバ53A・53B・・・を介してモータ54A・54B・・・へ出力する。
【0042】
モータ54A・54B・・・は、パルス入力タイプのステッピングモータやサーボモータである。モータ54A・54B・・・は、モータドライバ53A・53B・・・からのパルス入力を回転動力に変換する。
【0043】
検出部55は、形成された繊維層の繊維束の配置位置を検出し、繊維束の配置位置に応じた電圧信号を作成し、該電圧信号を制御部51へ出力する。検出部55として例えばカメラを用い、撮像した画像を処理することにより繊維束の配置位置を検出するようにしてもよい。
【0044】
このような構成により、本制御システムは、制御部51が制御信号を作成し、モータドライバ53A・53B・・・を介することによってモータ54A・54B・・・を駆動させる。
【0045】
次に、巻きデータについて詳しく説明する。図4は、繊維束Fを巻き付ける一連の動作を表した巻きデータの一例を示す図である。本図の横軸は、繊維束Fを巻き付ける一連の動作の工程の一部を示している。本図の縦軸は、制御対象であるモータ54A・54B・・・の動作を数値で示している。尚、図4に示す第M番目の工程が、巻きデータの複数の工程のうち、第N層目のヘリカル巻きの繊維層Nの最終工程であるとする。
【0046】
巻きデータC1は、ライナー1の回転動作を表す。制御部51は、巻きデータC1に基づいて制御信号を作成し、ライナー移送装置20を構成する動力機構のモータ54Aを駆動させる。尚、ライナー1の回転方向は常に一定であるため(図2B中、矢印D1参照)、巻きデータC1は、工程毎に数値が増加する発散動作を示している。
【0047】
巻きデータC2は、ライナー1の移送動作を表す。制御部51は、巻きデータC2に基づいて制御信号を作成し、ライナー移送装置20を構成する動力機構のモータ54Bを駆動させる。尚、ライナー1の移送方向は前後方向に変更されるため(図2B中、矢印D2参照)、巻きデータC2は、数値が増加した後に再び減少する反復動作を示している。
【0048】
巻きデータC3は、繊維束ガイド80A、80Bの伸縮動作を表す。制御部51は、巻きデータC3に基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54Cを駆動させる。尚、繊維束ガイド80A、80Bの伸縮方向はライナー1の外周面1Sに対して近接又は離間する方向であるため(図2B中、矢印D3参照)、巻きデータC3は、数値が増加した後に再び減少する反復動作を示している。
【0049】
巻きデータC4は、繊維束ガイド80A、80Bの軸回りの回転動作を表す。制御部51は、巻きデータC4に基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54Dを駆動させる。尚、繊維束ガイド80A、80Bの回転方向は正回転又は逆回転方向に変更されるため(図2A中、矢印D4参照)、巻きデータC4は、数値が増加した後に再び減少する反復動作を示している。
【0050】
巻きデータC5は、第2ヘリカルヘッド44のライナー1の周方向への回転動作を表す。制御部51は、巻きデータC5に基づいて制御信号を作成し、ヘリカル巻き装置40を構成する動力機構のモータ54Eを駆動させる。モータ54Eは第2ヘリカルヘッド44を回転させることで、第1ヘリカルヘッド43と第2ヘリカルヘッド44のライナー1の周方向の位相差を変動させる。尚、第2ヘリカルヘッド44のライナー1の周方向への回転方向は、正回転又は逆回転方向に変更されるため(図2A中、矢印D5参照)、巻きデータC5は、数値が増加した後に再び減少する反復動作を示している。
【0051】
次に、第1ヘリカルヘッド43と第2ヘリカルヘッド44のライナー1の周方向の位相差を補正する動作について説明する。第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する動作は、第1のライナー11、第2のライナー12に繊維束Fを巻き付けていき、ヘリカル巻きで形成する繊維層の各層について、巻きデータC5を補正することで第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正していく動作である。実際には、ヘリカル巻きの繊維層の第1番目の層から最後の層まで、各層について第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正していくが、以下の説明では、複数のヘリカル巻きの繊維層のうち、第N層目のヘリカル巻きの繊維層Nについて、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する動作について説明する。
【0052】
尚、第1のライナー11、第2のライナー12への繊維束Fの巻き付けは、第1のライナー11に繊維層Nを含む全ての繊維層を形成した後に、第2のライナー12に繊維層Nを含む全ての繊維層を形成する。そして、第1のライナー11の繊維層N、及び第2のライナー12の繊維層Nを形成して、繊維層Nについて第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正するのである。これは、例えば繊維層Nにおいて繊維束Fが互いに等間隔に巻き付けられるかどうかは、第1のライナー11、第2のライナー12に繊維層Nのみを形成しても判断できず、繊維層Nの下にフープ巻き層を含む全ての繊維層が形成されていなければ判断できないためである。
【0053】
制御部51は、まず第1のライナー11に対して、巻きデータに基づいて繊維束Fを巻き付ける第1の巻き付け動作を制御する。本実施例の説明では、第1の巻き付け動作は、第1のライナー11における第N層目のヘリカル巻きの繊維層Nを形成する動作である。第1のライナー11に対する第1の巻き付け動作は、巻きデータに基づいて行われる。前述のように、図4に示す巻きデータの第M番目の工程が、繊維層Nの最終工程である。
【0054】
図5は、巻きデータの第M番目の工程が終了し、第1の巻き付け動作によって、第1のライナー11に繊維層Nが形成された状態を示している。図6は、第1のライナー11の筒状部1Aに形成された繊維層Nの繊維束FA1、FB1の配置位置を示す模式図である。繊維束FA1は、第1ヘリカルヘッド43と第2ヘリカルヘッド44のいずれか一方により巻き付けられた繊維束、繊維束FB1は、第1ヘリカルヘッド43と第2ヘリカルヘッド44のいずれか他方により巻き付けられた繊維束を意味する。図6において、隣り合う2本の繊維束FA1、FB1間の距離をL11、一本飛ばして配置される繊維束FA1と繊維束FA1の距離をL12、第1ヘリカルヘッド43及び第2ヘリカルヘッド44にそれぞれ設けられる繊維束ガイド80A、80Bの本数をP(本実施例では繊維束ガイド80A、80Bの本数は同数で、90本)とする。
【0055】
前述のように、第1ヘリカルヘッド43と第2ヘリカルヘッド44とで巻き付けられる繊維層Nの繊維束FA1、FB1は、互いに等間隔に巻き付けられるように設計されている。制御部51に記憶されている巻きデータも、繊維層Nの繊維束FA1、FB1が設計通り第1のライナー11に互いに等間隔に巻き付けられることを目標にして作成されている。しかしながら、実際には巻きデータに基づいて第1のライナー11に繊維束FA1、FB1を巻き付けると、図6に示すように繊維束FA1、FB1が設計通り等間隔に巻き付けられない場合がある。
【0056】
そこで、第1の巻き付け動作が終了した後、制御部51は、繊維束FA1、FB1の配置位置を検出部55で検出する第1の検出動作を制御する。本実施例では、検出部55により第1のライナー11の側方から繊維層Nの表面を撮像し、撮像した画像を処理することにより繊維束FA1、FB1の配置位置の実測値を求めている。
【0057】
図6に示すように、繊維束FA1、FB1が設計通り等間隔に巻き付けられていない場合は、繊維束FA1、FB1の配置位置の設計値と実測値との差異は(L12/2−L11)となる。尚、繊維束FA1、FB1が設計通りに互いに等間隔に配置されている場合は、図6において、距離L12/2と距離L11とが等しくなる。
【0058】
繊維束FA1、FB1の配置位置の実測値を求め、繊維層Nの繊維束FA1、FB1が互いに等間隔に巻き付けられていないことが判明すると、制御部51は、補正量算出動作を行う。補正量算出動作は、繊維束FA1、FB1の配置位置の実測値に基づいて、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差の補正量を算出する動作である。算出する補正量は第2ヘリカルヘッド44の回転角度の絶対値である。第2ヘリカルヘッド44を回転させる方向については算出しない。
【0059】
制御部51で第2ヘリカルヘッド44を回転させる方向を算出しないのは、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差が過剰であるか不足しているのか、判断が困難だからである。これは、第1のライナー11に巻き付けられた後の繊維束FA1、FB1を見ても、それぞれ第1ヘリカルヘッド43と第2ヘリカルヘッド44のどちらによって巻き付けられたのか判断が難しいためである。
【0060】
一方、第1ヘリカルヘッド43及び第2ヘリカルヘッド44に設けられる繊維束ガイド80A、80Bは、ライナー1の移送方向に2列に配置されており、第1ヘリカルヘッド43及び第2ヘリカルヘッド44で巻き付けられる繊維束FA1、FB1は隣り合って巻き付けられる。このため、図6において、隣り合う2本の繊維束FA1、FB1のうち、いずれか一方が第1ヘリカルヘッド43、いずれか他方が第2ヘリカルヘッド44によって巻き付けられたものであると判断される。また、一本飛ばして配置される繊維束FA1と繊維束FA1は、それぞれ第1ヘリカルヘッド43又は第2ヘリカルヘッド44いずれかによって巻き付けられた繊維束であると判断される。
【0061】
繊維束FA1、FB1の配置位置の設計値と実測値との差異は、前述のように(L12/2−L11)である。一本飛ばして配置される繊維束FA1と繊維束FA1は、ライナー1の周方向に隣り合う2本の繊維束ガイド80A又は繊維束ガイド80Bのいずれかによって巻き付けられた繊維束である。繊維束ガイド80A又は繊維束ガイド80Bは、それぞれライナー1の周方向に放射状にP本(本実施例では90本)設けられているため、ライナー1の周方向に隣り合う2本の繊維束ガイド80A又は繊維束ガイド80Bは、角度(360/P)おきに設けられている。このため、第1ヘリカルヘッド43又は第2ヘリカルヘッド44が角度(360/P)だけ回転して、繊維束ガイド80A又は繊維束ガイド80Bが角度(360/P)だけずれると、距離L2だけ繊維束FA1の位置がずれることとなる。
【0062】
そこで、これらの関係から、繊維束FA1、FB1の配置位置の設計値と実測値との差異(L12/2−L11)を0に補正するために必要な、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差の補正量θは、以下の数1で算出される。
【0063】
【数1】
【0064】
次に制御部51は、巻きデータに基づく第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を、上記算出された補正量に基づいてライナー1の周方向に補正する。具体的には、巻きデータにおける第2ヘリカルヘッド44のライナー1の周方向への回転動作を規定する巻きデータC5のうち、繊維層Nに関わる部分のデータを補正する。補正する角度は上記算出された補正量である。補正する方向は第1の方向、すなわち仮の方向であり、第2ヘリカルヘッド44の回転を増大させる方向、減少させる方向のいずれでもよい。補正する方向を仮の方向としたのは、補正量を算出した時点では補正すべき方向が不明のためである。本実施例では、補正する方向は第2ヘリカルヘッド44の回転を増大させる方向とする。
【0065】
制御部51が、巻きデータC5のうち繊維層Nに関わる部分のデータを補正する時期は、第1のライナー11に繊維層Nを形成した後であって、かつ第2のライナー12の繊維層Nを形成する前であればよい。例えば第1のライナー11に繊維層Nを形成した直後であってもよく、第1のライナー11に繊維層Nを含む全ての繊維層を形成した後であってもよい。
【0066】
制御部51は、巻きデータを補正した後、第2のライナー12に対して、補正された巻きデータに基づいて繊維束Fを巻き付ける第2の巻き付け動作を制御する。本実施例の説明では、第2の巻き付け動作は、第2のライナー12における繊維層Nを形成する動作である。第2のライナー12に対する第2の巻き付け動作は、補正量算出動作で算出された補正量だけ、第2ヘリカルヘッド44の回転を増大させる方向(仮の方向)に補正した巻きデータに基づいて行われる。
【0067】
図7A、図7Bは、いずれも第2の巻き付け動作によって第2のライナー12の筒状部1Aに形成された、繊維層Nの繊維束FA2、FB2の配置位置を示す模式図である。図7A、図7Bにおいて、隣り合う2本の繊維束FA2、FB2間の距離をL21、一本飛ばして配置される繊維束FA2と繊維束FA2の距離をL22とする。
【0068】
第2の巻き付け動作が終了した後、制御部51は、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置を検出部55で検出する第2の検出動作を制御する。第1の検出動作と同様に、検出部55により第2のライナー12の側方から繊維層Nの表面を撮像し、撮像した画像を処理することにより繊維束FA2、FB2の配置位置の実測値を求めている。
【0069】
続いて制御部51は、第2の検出動作による繊維束FA2、FB2の配置位置の実測値に基づいて、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異の減少又は増大を判定する判定動作を行う。繊維束FA2、FB2の配置位置の設計値と実測値との差異は、(L22/2−L21)である。
【0070】
図7Aの場合、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の設計値と実測値との差異(L22/2−L21)は、第1の巻き付け動作で巻き付けた繊維束FA1、FB1の配置位置の設計値と実測値との差異(L12/2−L11)よりも増大している。図7Aのような場合には、制御部51は、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異は増大していると判定する。
【0071】
一方、図7Bの場合、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の設計値と実測値との差異(L22/2−L21)は、第1の巻き付け動作で巻き付けた繊維束FA1、FB1の配置位置の設計値と実測値との差異(L12/2−L11)よりも減少している。図7Bのような場合には、制御部51は、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異は減少していると判定する。
【0072】
図7Aの場合のように、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異が増大していると判定された場合は、補正量算出動作で算出された補正量は正しいが、第2ヘリカルヘッド44を仮に回転させた第1の方向(第2ヘリカルヘッド44の回転を増大させる方向)が正しくなかったことが判明する。この場合、制御部51は、巻きデータにおける第2ヘリカルヘッド44のライナー1の周方向への回転動作を規定する巻きデータC5のうち、繊維層Nに関わる部分のデータを再度補正する補正動作を行う。補正する角度は補正量算出動作とする。補正する方向は第1の方向(第2ヘリカルヘッド44の回転を増大させる方向)とは反対の第2の方向、すなわち、第2ヘリカルヘッド44の回転を減少させる方向とする。
【0073】
一方、図7Bの場合のように、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異が減少していると判定された場合は、補正量算出動作で算出された補正量は正しく、第2ヘリカルヘッド44を仮に回転させた第1の方向(第2ヘリカルヘッド44の回転を増大させる方向)も正しかったことが判明する。この場合、制御部51は、巻きデータにおける第2ヘリカルヘッド44のライナー1の周方向への回転動作を規定する巻きデータC5のうち、繊維層Nに関わる部分のデータをそのままとする補正動作を行う。補正する角度は補正量算出動作とする。補正する方向は第1の方向(第2ヘリカルヘッド44の回転を増大させる方向)と同じ方向とする。
【0074】
以上説明した本実施例に係るFW装置100によれば、次のような効果を有する。
【0075】
巻きデータに基づく第1のライナー11に対する第1の巻き付け動作、及び第1の巻き付け動作による繊維束FA1、FB1の配置位置の実測値に基づいて、補正量を算出する。算出される補正量は絶対値であり、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する方向までは算出しない。これは第1のライナー11に巻き付けられた後の繊維束FA1、FB1は、それぞれ第1ヘリカルヘッド43と第2ヘリカルヘッド44のどちらによって巻き付けられたのか判断が難しいためである。一方、補正量の絶対値の算出は、補正の方向まで含めた補正量の算出よりも比較的容易である。
【0076】
第2の巻き付け動作では、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する方向を仮にライナー周方向の第1の方向(例えば、第2ヘリカルヘッド44の回転を増大させる方向)とし、第2のライナー12に繊維束Fを巻き付ける。補正の方向を仮の方向としたのは、補正量を算出した時点では補正すべき方向が不明であるためである。この第2の巻き付け動作による繊維束Fの配置位置の実測値に基づいて、補正すべき方向が判明する。すなわち、第2の巻き付け動作によって繊維束FA2、FB2の配置位置の実測値と設計値との差異が減少している場合には、補正の方向はライナー周方向の第1の方向(例えば、第2ヘリカルヘッド44の回転を増大させる方向)であることが判明する。一方、第2の巻き付け動作によって繊維束FA2、FB2の配置位置の実測値と設計値との差異が増大している場合には、補正の方向はライナー周方向の第1の方向ではなく、反対の第2の方向(例えば、第2ヘリカルヘッド44の回転を減少させる方向)であることが判明する。この時点で、第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する方向と補正量の双方が判明する。補正動作では、巻きデータに基づく第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を第2の巻き付け動作で判明した補正の方向と補正量に基づいて補正する。
【0077】
このように、第1のライナー11、第2のライナー12への繊維束Fの巻き付けにより、簡易かつ自動で第1ヘリカルヘッド43と第2ヘリカルヘッド44の位相差を補正する方向と補正量の双方を求めることができるため、巻きデータの補正を簡易かつ自動で行うことができる。
【0078】
また、第1、第2の巻き付け動作で巻き付けた繊維束FA1、FB1、繊維束FA2、FB2の配置位置の検出、及び、第2の巻き付け動作で巻き付けた繊維束FA2、FB2の配置位置の実測値と設計値との差異の減少又は増大の判定を自動で行うことにより、巻きデータの補正をより簡易かつ自動で行うことができる。
【0079】
以上、本発明の実施の形態について説明したが、本発明は上記実施例に限定されるものではなく、様々な変更が可能である。例えば、第1の巻き付け動作が終了した後、必ずしも補正量算出動作等を行わなくてもよい。繊維束FA1、FB1の配置位置の実測値を求め、繊維層Nの繊維束FA1、FB1が互いに等間隔に巻き付けられていることが判明すれば、必ずしも補正量算出動作等を行わなくてもよい。繊維層Nの繊維束FA1、FB1が互いに等間隔に巻き付けられていない場合にのみ、補正量算出動作以降の動作を行うようにしてもよい。
【0080】
また、第1の検出動作、第2の検出動作では、巻き付けられた繊維束FA1、FB1等の配置位置を検出部55により検出したが、オペレータが手動で繊維束FA1、FB1等の配置位置を計測し、計測した実測値に基づいて補正量算出動作等を行うようにしてもよい。
【0081】
また、第1のライナー11、第2のライナー12は、繊維束Fを巻き付けるライナー1の順番を意味しており、第1のライナー11、第2のライナー12は、必ずしも連続して繊維束Fを巻き付ける必要はない。第2のライナー12は、第1のライナー11より後に繊維束Fを巻き付けるライナーであればよい。また第1のライナー11、第2のライナー12はそれぞれ複数であってもよい。
【符号の説明】
【0082】
10 主基台
11 第1のライナー
12 第2のライナー
20 ライナー移送装置
30 フープ巻き装置
40 ヘリカル巻き装置
43 固定ヘリカルヘッド
44 可動ヘリカルヘッド
51 制御部
55 検出部
F 繊維束
【特許請求の範囲】
【請求項1】
繊維束をライナーに巻き付けるフィラメントワインディング装置であって、
前記ライナーに対して繊維束を巻き付ける複数の繊維束ガイドを放射状に設けるとともに、前記ライナー周方向の位相差を変動可能とした複数のガイド部と、
前記ライナーへの繊維束の巻き付けを制御する制御部と、を備え、
前記制御部は、
前記ライナーに繊維束を巻き付けるための一連の動作を複数の工程からなる巻きデータとして記憶するとともに、
前記巻きデータに基づいて、第1のライナーに繊維束を巻き付ける第1の巻き付け動作と、
前記第1の巻き付け動作で巻き付けた繊維束の配置位置の実測値に基づいて、前記ガイド部の位相差の補正量を算出する補正量算出動作と、
前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向に補正し、第2のライナーに繊維束を巻き付ける第2の巻き付け動作と、
前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異が減少している場合には、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向に補正し、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異が増大している場合は、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向と反対の第2の方向に補正する補正動作と、
を制御することを特徴とするフィラメントワインディング装置。
【請求項2】
請求項1に記載のフィラメントワインディング装置であって、
前記ライナーに巻き付けられた繊維束の配置位置を検出する検出部を更に備え、
前記制御部は、
前記第1の巻き付け動作と前記補正量算出動作との間に行う、前記第1の巻き付け動作で巻き付けた繊維束の配置位置を前記検出部で検出する第1の検出動作と、
前記第2の巻き付け動作と前記補正動作との間に行う、前記第2の巻き付け動作で巻き付けた繊維束の配置位置を前記検出部で検出する第2の検出動作、及び前記第2の検出動作による繊維束の配置位置の実測値に基づいて、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異の減少又は増大を判定する判定動作と、
を制御することを特徴とするフィラメントワインディング装置。
【請求項1】
繊維束をライナーに巻き付けるフィラメントワインディング装置であって、
前記ライナーに対して繊維束を巻き付ける複数の繊維束ガイドを放射状に設けるとともに、前記ライナー周方向の位相差を変動可能とした複数のガイド部と、
前記ライナーへの繊維束の巻き付けを制御する制御部と、を備え、
前記制御部は、
前記ライナーに繊維束を巻き付けるための一連の動作を複数の工程からなる巻きデータとして記憶するとともに、
前記巻きデータに基づいて、第1のライナーに繊維束を巻き付ける第1の巻き付け動作と、
前記第1の巻き付け動作で巻き付けた繊維束の配置位置の実測値に基づいて、前記ガイド部の位相差の補正量を算出する補正量算出動作と、
前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向に補正し、第2のライナーに繊維束を巻き付ける第2の巻き付け動作と、
前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異が減少している場合には、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向に補正し、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異が増大している場合は、前記巻きデータに基づく前記ガイド部の位相差を、前記補正量に基づいてライナー周方向の第1の方向と反対の第2の方向に補正する補正動作と、
を制御することを特徴とするフィラメントワインディング装置。
【請求項2】
請求項1に記載のフィラメントワインディング装置であって、
前記ライナーに巻き付けられた繊維束の配置位置を検出する検出部を更に備え、
前記制御部は、
前記第1の巻き付け動作と前記補正量算出動作との間に行う、前記第1の巻き付け動作で巻き付けた繊維束の配置位置を前記検出部で検出する第1の検出動作と、
前記第2の巻き付け動作と前記補正動作との間に行う、前記第2の巻き付け動作で巻き付けた繊維束の配置位置を前記検出部で検出する第2の検出動作、及び前記第2の検出動作による繊維束の配置位置の実測値に基づいて、前記第2の巻き付け動作で巻き付けた繊維束の配置位置の実測値と設計値との差異の減少又は増大を判定する判定動作と、
を制御することを特徴とするフィラメントワインディング装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−63589(P2013−63589A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−203642(P2011−203642)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006297)村田機械株式会社 (4,916)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]