
フィルタから研磨砥粒を回収する方法、研磨液再生方法、及び、磁気記録媒体用ガラス基板の製造方法
【課題】研磨砥粒を含むフィルタからの研磨砥粒回収方法、研磨液再生方法、磁気記録媒体用ガラス基板の製造方法を提供することを目的とする。
【解決手段】フィルタに付着した研磨砥粒を、液体を用いてフィルタから分離する分離工程を含む、フィルタからの研磨砥粒回収方法、研磨液再生方法、磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】フィルタに付着した研磨砥粒を、液体を用いてフィルタから分離する分離工程を含む、フィルタからの研磨砥粒回収方法、研磨液再生方法、磁気記録媒体用ガラス基板の製造方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルタから研磨砥粒を回収する方法、研磨液再生方法、及び、磁気記録媒体用ガラス基板の製造方法に関する。
【背景技術】
【0002】
ガラス基板は一般的にフロート法、フュージョン法、プレス成形法、ダウンドロー法、リドロー法等によって成形されている。
【0003】
上記成形方法によって成形されたガラス基板は、その表面に微細な凹凸やうねり、キズ等を有している。このため、例えば磁気記録媒体用ガラス基板や、フラットパネルディスプレイ用ガラス基板などのように、高い平滑度、平坦度を要求される用途においては、成形工程後、さらに研磨工程を行う必要がある。
【0004】
研磨工程では、被研磨体であるガラス基板と研磨パッドの研磨面との間に研磨液を供給しながら研磨が行われている。そして、一般的に、研磨工程で使用した研磨液は研磨液回収部で回収し、研磨装置に研磨液を供給する研磨液供給部に循環して繰り返し使用されている。
【0005】
しかし、研磨工程においては研磨屑(ガラス、研磨パッドなどの屑)等の異物が研磨液に混入することがある。異物を含んだ研磨液を研磨工程で使用すると、ガラス基板の表面にキズが生じたり、異物が付着したりする恐れがある。そこで、研磨液中の異物を除去するため、研磨液の循環経路上に、研磨液から異物を除去できる孔径が選択されたフィルタを配置して異物を除去する方法がとられていた(例えば、特許文献1)。そしてこの場合、フィルタは一定の周期で交換、破棄されていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−98485号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、フィルタの孔径は、研磨液を通して異物のみを除去できるように選択されてはいるものの、研磨液(研磨砥粒)の一部もフィルタに付着し捕捉されていた。そのため、フィルタに捕捉された研磨砥粒の分を研磨液に補充する必要があるが、研磨砥粒としては酸化セリウムなど高価な材料が使用されており、コスト高の原因となっていた。
【0008】
そして従来、フィルタは一定の周期で交換、破棄されていたことから、フィルタに捕捉された研磨砥粒もフィルタと一緒に破棄されていた。
【0009】
高価な研磨砥粒(酸化セリウムなど)の使用量増加によるコスト高の問題、また、資源保護の観点からもフィルタに捕捉された研磨砥粒を回収、再利用することが好ましい。
【0010】
本発明は上記従来技術が有する問題に鑑み、研磨砥粒を含むフィルタからの研磨砥粒回収方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため本発明は、フィルタに付着した研磨砥粒を、液体を用いてフィルタから分離する分離工程を含む、フィルタからの研磨砥粒回収方法を提供する。
【発明の効果】
【0012】
本発明のフィルタからの研磨砥粒回収方法は、フィルタに付着した研磨砥粒を、液体を用いてフィルタから分離する分離工程により回収するものであり、簡単な操作で高い研磨砥粒の回収率を達成することができる。
【0013】
また、特殊な溶液、装置を用いるものではないため、低コストで容易に実施することができる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る第2の実施形態に係る切断装置の説明図
【図2】本発明に係る第2の実施形態に係るフィルタの切断方法の説明図
【発明を実施するための形態】
【0015】
以下、本発明を実施するための形態について図面を参照して説明するが、本発明は、下記の実施形態に制限されることはなく、本発明の範囲を逸脱することなく、下記の実施形態に種々の変形および置換を加えることができる。
【0016】
[第1の実施形態]
本実施の形態では、本発明のフィルタから研磨砥粒を回収する方法について説明を行う。
【0017】
なお、本発明におけるフィルタとは、フィルタ部(濾材部)を有するものであればよく、例えば、フィルタ部以外にコア材、エンドキャップ等を含むフィルタカートリッジ(カートリッジ化されたフィルタ)も包含するものである。
【0018】
本発明において対象となるフィルタ(以下、フィルタカートリッジともいう。)は、研磨液と接触しその表面又は内部に研磨砥粒を含んでいるフィルタであればよい。具体的な例としては、上記のように研磨液の循環経路に異物除去のために配置されたフィルタ等が挙げられる。
【0019】
フィルタの種類についても限定されるものではなく、各種フィルタに対して適用することができる。スクリーンフィルタ(メンブレンフィルタ)、サーフェスフィルタ、デプスフィルタ、吸着タイプのフィルタに対しても適用することができる。
【0020】
具体的なフィルタの構造としても限定されるものではなく、例えば、糸巻きタイプのフィルタ(糸巻きフィルタ)、プリーツ状に加工した濾材をコア材の周りに固定したプリーツタイプのフィルタ(プリーツフィルタ)、濾材をコア材の周りにロール状に巻いたロールタイプのフィルタ等や、中空糸フィルタ、珪藻土フィルタ等の各種フィルタに対して適用することができる。
【0021】
中でも、糸巻きフィルタ、プリーツフィルタ、ロールタイプのフィルタは研磨砥粒の循環工程でよく使用されており、本発明の研磨砥粒回収方法を好ましく適用することができる。
【0022】
フィルタの材質についても限定されるものではなく、ポリプロピレン、ポリエステル、ナイロン66、セルロース(紙)、金属(焼結金属)、PTFE、活性炭、セラミックや、各種複合材によるものにも適用することができる。
【0023】
回収の対象となる研磨砥粒の種類についても限定されるものではなく、研磨で用いる研磨液に含まれる研磨砥粒であれば適用できる。具体的な例を挙げると、酸化セリウム粒子、シリカ粒子、アルミナ粒子、ジルコニア粒子、ジルコン粒子、炭化ケイ素粒子、炭化ホウ素粒子、ダイヤモンド粒子、酸化マンガン粒子、チタニア粒子及び酸化鉄粒子等が挙げられる。特に酸化セリウムは近年その価格が高騰していること、また、資源を特に保護する必要があることから、本発明を好ましく適用することができる。
【0024】
分離工程の具体的な手順について説明する。
【0025】
フィルタに付着した砥粒を液体によりフィルタから分離する具体的な方法については限定されるものではなく、例えば、フィルタを液体で洗浄し、フィルタに付着した砥粒を分離する方法が挙げられる。
【0026】
フィルタを液体で洗浄する方法としては、超音波洗浄、スプレー洗浄、シャワー洗浄、ジェット洗浄、浸漬・噴流バブリング洗浄、攪拌した液体による洗浄等が挙げられる。フィルタを液体で洗浄する際には、流れ(例えば水流)を有する液体によって洗浄することが特に好ましい。
【0027】
以下に、各洗浄方法について説明する。
【0028】
超音波洗浄は、フィルタを入れた水槽の液体に超音波を照射することによって洗浄を行うものである。ここで用いる液体の量、水槽に入れるフィルタの量については特に限定されるものではないが、少なくともフィルタが水に浸漬できるようにその量を調整することが好ましい。
【0029】
用いる超音波の周波数については、要求される回収の程度、フィルタ、研磨砥粒の種類によって選択することができ、限定されるものではないが、一般的に洗浄用に用いられている、例えば15〜400kHz程度の周波数帯の超音波洗浄機を用いることができる。中でも研磨砥粒の回収率が高くなることから、15kHz以上100kHz以下であることがより好ましく、15kHz以上50kHz以下であることが特に好ましい。
【0030】
次に、スプレー洗浄、シャワー洗浄、ジェット洗浄(高圧洗浄)は、フィルタに液体をかけることによって、フィルタに付着した研磨砥粒を洗い流す方法である。
【0031】
上記3つの方法は、用いる液体の液滴サイズ、圧力の違いによるものであり、設備や、要求される回収率に応じて選択することができる。中でも、同じ洗浄時間であれば用いる圧力(水圧)が大きく、液体の量が多いジェット洗浄が研磨砥粒の回収率を高めることができるため好ましく用いることができる。
【0032】
上記洗浄を行う際には、フィルタ全体を洗浄できるように、洗浄に用いる液体の吐液口とフィルタの位置とを調整して行うことが好ましい。また、洗浄に用いた液体を回収できるように、水槽の中、又は上、もしくは、洗浄で用いた液体が水槽に貯められるように構成された装置で実施することが好ましい。
【0033】
浸漬・噴流・バブリング洗浄は、水槽内に貯めた液体の中にフィルタを投入、静置する方法(浸漬)。さらに、水槽内の液体をポンプで循環させることにより、水槽内の液体に流れ(水流)を付与する方法(噴流)。そして、水槽内に空気等の気体を供給して、水槽内の液体に流れ(水流)を付与する方法(バブリング洗浄)である。
【0034】
浸漬のみであっても、フィルタ表面に付着した研磨砥粒を回収することは可能であり、高い回収率を求められない場合には十分であるが、特に噴流および/またはバブリングを併用することにより流れを与える方が回収率を高める観点から好ましい。
【0035】
噴流については、水槽内の液体が渦流れを形成するように水槽の壁面の複数箇所から循環した液体を噴射させることが好ましい。また、間欠的に噴射を行うことがより好ましい。これは、後述するように、水槽内に渦流れを形成することにより高い研磨砥粒の回収率を達成することが可能だからである。
【0036】
次に、攪拌した液体による洗浄とは、フィルタを入れた水槽の液体を攪拌して洗浄し、フィルタから研磨砥粒を分離する方法である。
【0037】
攪拌する方法については特に限定されるものではなく、攪拌機によって攪拌する方法や、上記のように水槽の壁面の複数箇所から循環した液体を噴射し、液体を攪拌する方法であっても良い。
【0038】
攪拌機を用いて攪拌する場合に用いる、攪拌子の形状、大きさについては限定されるものではなく、各種形状、大きさのものを使用することができる。
【0039】
その形状としては、具体的な例を挙げると、棒状、プロペラまたは板状等の各種攪拌子を用いることができる。また、その大きさについても、水槽内の液体を攪拌できるものであればよく、小型のものでも大型のものでも用いることができ、特に限定されるものではない。例えば、水槽の高さおよび直径と同程度の大きさの羽根を用いることもできる。この場合、水槽内の液体と投入したフィルタとを同時に強制的に攪拌することができるため研磨砥粒の回収率を高めることができる。
【0040】
また、1つの水槽に複数の攪拌機を設けることもできる。
【0041】
攪拌機については、一方方向に継続的に攪拌を行っても良いが、一定時間毎に逆回転を行う方法、間欠的に運転する方法などでもよい。特に一定時間毎に逆回転を行う方法の場合、フィルタ同士を液体の力で擦り合わせ、研磨砥粒の回収率を高めることができるため好ましい。
【0042】
水槽の形状としては特に限定されず、円筒形状、立方体形状、直方体形状、多角柱形状など各種形態のものを使用できる。またその壁面には、阻流板を設けることもできる。
【0043】
具体的な形態としては例えば、洗濯機の洗濯槽によって行うこともできる。洗濯機の方式としては、一般的にかくはん式、渦巻式、ドラム式が知られており、いずれの方式のものも使用することができるが、フィルタを複数投入した際に、フィルタ同士が液体の力で擦り合わされ回収率を高めることができるため、洗濯槽底に設けられたパルセータを回転させ、渦巻式の流れを形成する渦巻式が好ましい。
【0044】
以上説明してきたように、各種洗浄方法によってフィルタを洗浄して、フィルタに付着した研磨砥粒を分離、回収することができる。
【0045】
洗浄方法については、要求される研磨砥粒の回収率や、処理するフィルタの量などにより選択するものであり限定されるものではない。特に、簡単な操作で高い回収率を達成できることから、超音波洗浄、ジェット洗浄、または、攪拌した液体による洗浄(フィルタを入れた水槽の液体を攪拌して洗浄する方法)のいずれかであることがより好ましい。中でも、フィルタを入れた水槽の液体を攪拌して洗浄する方法は大量のフィルタを一度に処理することができ、高い回収率を達成できることから特に好ましく用いることができる。
【0046】
ここで説明した洗浄方法はいずれかの方法を単独で行うこともできるが、2つ以上の複数の洗浄方法を組み合わせて行うこともできる。
【0047】
洗浄時間については各洗浄方法やフィルタの量、要求される回収率等により異なるため特定されるものではなく、得られた洗浄液体中の研磨砥粒濃度をモニターする等の方法により、選択することができる。ただし、作業効率等を考慮すると、1回の洗浄時間が1時間以内であることが好ましく、30分以内がより好ましく、10分以内であることが特に好ましい。また、時間が少なすぎる場合、回収率が低下することから、1回の洗浄時間が5秒以上が好ましく、15秒以上がより好ましく、30秒以上が特に好ましい。
【0048】
洗浄に用いる液体は、特に限定されるものではないが、研磨液中の液体成分と同じものを使用することが好ましく、例えば水を用いることができる。水の種類としては、蒸留水、イオン交換水、純水、超純水、水道水など特に限定されることなく使用することができるが、特に、回収した研磨砥粒を含む水を、そのまま濃縮し、研磨液として使用できるため、蒸留水、イオン交換水、純水、超純水のいずれかを用いることが好ましい。なお、水以外にもpHを調整するためのアルカリ又は酸や、分散剤等を研磨液に添加する材料として予め添加しておくこともできる。
【0049】
ここまで説明した分離工程において得られた研磨砥粒を含む研磨砥粒回収液体は、その研磨砥粒の濃度が通常の研磨液よりも低い場合がある。さらに、研磨装置の研磨液循環経路上に配置されていたフィルタであれば、ガラス成分や粗大粒子などを含んでいる場合もある。
【0050】
このため、ここまで説明した、フィルタからの研磨砥粒回収方法により回収した、研磨砥粒を含む研磨砥粒回収液体をさらに、遠心分離機により濃縮する濃縮工程に供することが好ましい。
【0051】
ここで、遠心分離機により濃縮する濃縮工程とは、回収した溶液を遠心分離機に供することによって、回収した溶液からガラス成分を除去すると共に、回収溶液を濃縮して濃縮液とする工程である。
【0052】
遠心分離機としては特に限定されるものではなく、処理する研磨砥粒含有液体の量などによって選択することができる。中でも、安定して長時間の分離、濃縮性能を有するデカンター型の遠心分離機(遠心沈降機)を用いることが好ましい。
【0053】
そして、上記濃縮工程により得られた濃縮液内に含まれる研磨砥粒の粒径が均一ではない場合には、濃縮工程の後にさらに、サイクロンにより粗大粒子を除去する粗大粒子除去工程に供することが好ましい。
【0054】
サイクロンを用いることにより、溶液中に含まれている粗大粒子を除去することが好ましい理由は、研磨液として用いる場合、研磨液中に含まれる研磨砥粒の粒径がそろっていることが被研磨体の表面を均一に研磨することができ、研磨液中に含まれる粗大粒子をなくすことが被研磨体の表面に発生するキズを抑制できるためである。
【0055】
また、さらに必要に応じてアルカリや酸を添加するpH調整工程や、分散液等の添加剤を添加する工程、研磨液の濃度調整工程等を行うこともできる。
【0056】
以上の方法により回収した研磨砥粒を含む研磨液を再生し、各種研磨工程で使用することができる。
[第2の実施形態]
本実施の形態では、第1の実施形態で説明した分離工程前に、フィルタ(フィルタカートリッジ)を分解して濾材を取出すフィルタ分解工程を有しており、前記分離工程では、液体を用いて前記濾材から研磨砥粒を分離する、フィルタから研磨砥粒を回収する方法について説明する。
【0057】
フィルタとしては、コア材や、エンドキャップ、カバー等により濾材を固定し、カートリッジ状としたフィルタカートリッジも一般的に用いられている。
【0058】
このようなフィルタカートリッジについても、分解することなく第1の実施形態で説明した分離工程を行って研磨砥粒を回収することもできるが、分解して濾材のみを分離工程に供した方が研磨砥粒の回収率を高めることができるため好ましい。
【0059】
フィルタカートリッジの分解工程の具体的な手順は、フィルタカートリッジの種類や構造により異なるため、限定されるものではないが、作業効率上フィルタカートリッジの少なくとも一部を切断する切断工程を有することが好ましく、切断工程後に分解する方法が好ましい。
【0060】
切断に用いる工具としては特に限定されるものではなく、各種切断工具を用いることができるが、作業効率から、ジグソー、糸のこ盤等の電動のこぎりや、電気丸のこ(丸のこ盤)、水圧によって切断するウォーターカッター等を用いることが好ましい。
【0061】
特にフィルタを切断する際には、複雑な加工は必要なく、分解できる程度に直線状に切断できれば良いことから、短時間で直線的に切断することができ、耐久性が高く、設備も容易に入手することが可能な電気丸のこを用いることが好ましい。
【0062】
さらに、電気丸のこの刃(切断用の刃)は、切れ味がよく、刃の寿命が長いチップソーや、ダイヤモンドカッターを用いることが好ましく、コストの観点からチップソーを用いることが好ましい。
【0063】
また、フィルタに付着した研磨砥粒を回収し、研磨液として再使用するためには、回収工程において研磨砥粒が乾燥しないことが好ましいため、フィルタが湿度を有する状態で切断、分解工程を行える方法であることが好ましい。
【0064】
このため、電動工具によりフィルタを切断する場合、切断工程は、切断用の刃を有する切断部と、前記切断用の刃を駆動させるための駆動部と、前記切断部と前記駆動部とを隔離するための隔壁を有する切断装置を用いることによって行うことが好ましい。
【0065】
係る具体的な切断装置について、電気丸のこの例を用いて説明する。
【0066】
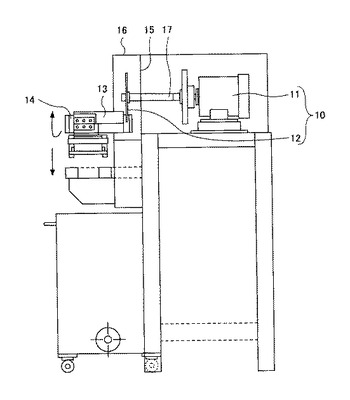
具体的な電気丸のこの装置説明図を図1に示す。図1中、電気丸のこ10は、モーター等を含む駆動部11と、前記駆動部の(モーターの)回転軸部と接続されており、先端部に回転刃が取り付けられている切断部12から構成されている。そして切断部12には、固定具13によって固定されたフィルタ14が挿入され、フィルタの切断を行う。なお、フィルタの挿入方向は係る形態に限定されるものではなく、必要な切断方向により適宜選択される。
【0067】
フィルタ14は上述のように湿度を有する状態で切断することが好ましいが、水分を有するフィルタを切断すると、周囲に水や、水分を含んだ切り屑が飛散する場合がある。特に水分が電気配線を有する駆動部に飛散すると、装置の故障や、感電、漏電の恐れがある。
【0068】
このため、切断部12と駆動部11との間には、隔壁15を設け、また、切り屑等が周囲に飛散しないように、切断部12の周囲にはカバー16を設けていることが好ましい。
【0069】
この場合、隔壁15、カバー16で囲まれる領域は駆動部11や装置外に水分、切り屑が飛散しない程度の密閉性を有していれば良い。
【0070】
なお、隔壁15には、前記駆動部11と切断部12をつなぐ軸17が貫通するための穴が設けられている。係る穴と軸17の隙間を通って切断部12側から駆動部11側に切り屑、水等が入らないように、シール付きベアリングやパッキンによって、軸17の回転を阻害しないように穴と軸17との隙間をシールすることが好ましい。
【0071】
特に、切断処理後、隔壁15とカバー16で囲まれる領域を水等の液体で洗浄して集めた切り屑等からも研磨砥粒を回収することにより、研磨砥粒の回収率を高めることが可能であることから、係る領域内が液体で洗浄できるように構成されていることが好ましい。具体的には、隔壁15部分は切断部側から液体をかけても駆動部側に液体が入らないように防水性を有し、カバー部分については開閉可能であることが好ましい。また、洗浄の際用いた液体が回収できる機構を備えることが好ましい。
【0072】
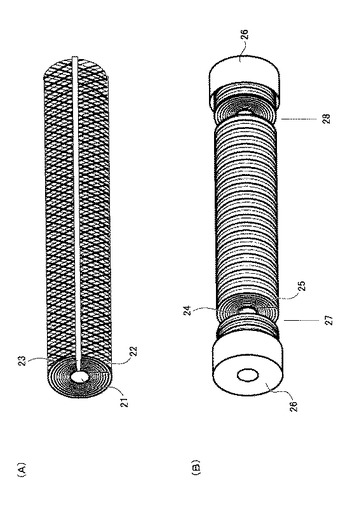
フィルタカートリッジを分解する方法について、図2を用いて説明する。図2(A)は糸巻きフィルタの例を(B)はプリーツフィルタの例をそれぞれ示している。
【0073】
図2(A)に示したように、中空になっているコア部21に糸を巻いて形成した濾材22を備えた糸巻きフィルタの場合、図中23で示した部分をフィルタの長手方向に沿って、少なくともフィルタ部(濾材部分)を切断することによって分解することが可能になる。
【0074】
次に図2(B)では、コア部24にプリーツ状に加工したフィルタ部(濾材部分)25を巻きつけ、その両端に設けたエンドキャップ26によってフィルタ部を固定したプリーツフィルタの例を説明する。この場合は、まず、エンドキャップ近傍の2箇所、すなわち図中の27、28で輪切りになるようにフィルタを切断することによって、エンドキャップ26の部分を切り離す。残ったコア24とフィルタ部25とは接着されていないため、簡単にフィルタ部分(濾材)のみを分離することができる。
【0075】
以上のようにフィルタの一部を切断することによって、濾材部分のみを分離することができる。
【0076】
なお、フィルタの分解方法については以上の方法に限定されるものではなく、フィルタの形状、大きさに合わせて選択することができる。また、濾材部分が大面積である場合、濾材部分についても切断して分離工程に供することもできる。
【0077】
本実施形態で説明したフィルタ分解工程によって分離した濾材について、第1の実施形態で説明した分離工程を行うことによって、研磨砥粒を回収することができる。
【0078】
特にフィルタカートリッジを分解せずにフィルタを分離工程に供する場合と比較して、高い研磨砥粒の回収率を達成することが可能になる。
[第3の実施形態]
第1の実施形態、第2の実施形態で説明してきたように、フィルタに付着した砥粒を液体によりフィルタから分離することによって、これに付着した研磨砥粒を回収することができる。
【0079】
フィルタから研磨砥粒を回収する方法により得られた研磨砥粒を含む研磨液は、必要に応じて、第1の実施形態で説明した濃縮工程や、サイクロンにより粗大粒子除去工程等を含む研磨液再生方法により、研磨液として再生することができる。再生した研磨液は各種ガラス基板の研磨工程に用いることができる。
【0080】
具体的には、例えば、上記研磨液再生方法により得られた研磨液を用いた研磨工程を有する磁気記録媒体用ガラス基板の製造方法とすることができる。
【0081】
ここで、磁気記録媒体用ガラス基板の製造方法について説明する。
【0082】
磁気記録媒体用ガラス基板は以下の工程1〜4を含む製造方法により、製造できる。
(工程1)ガラス素基板から、中央部に円孔を有する円盤形状のガラス基板に加工した後、内周端面と外周端面を面取り加工する形状付与工程。
(工程2)ガラス基板の端面(内周端面及び外周端面)を研磨する端面研磨工程。
(工程3)前記ガラス基板の主平面を研磨する主平面研磨工程。
(工程4)前記ガラス基板を精密洗浄して乾燥する洗浄工程。
【0083】
そして、上記各工程を含む製造方法により得られた磁気記録媒体用ガラス基板はその上に磁性層などの薄膜を形成する工程をさらに行うことによって、磁気記録媒体とすることができる。
【0084】
ここで、(工程1)の形状付与工程は、フロート法、フュージョン法、プレス成形法、ダウンドロー法またはリドロー法で成形されたガラス素基板を、中央部に円孔を有する円盤形状のガラス基板に加工するものである。なお、用いるガラス素基板は、アモルファスガラスでもよく、結晶化ガラスでもよく、ガラス基板の表層に強化層を有する強化ガラスでもよい。
【0085】
そして、(工程2)の端面研磨工程は、ガラス基板の端面(側面部と面取り部)を端面研磨するものである。
【0086】
(工程3)の主平面研磨工程については、両面研磨装置を用い、ガラス基板の主平面に研磨液を供給しながらガラス基板の上下主平面を同時に研磨するものである。研磨工程は、1次研磨のみでもよく、1次研磨と2次研磨を行うものでもよく、2次研磨の後に3次研磨を行うものでもよい。
【0087】
上記(工程3)の主平面研磨工程の前において、主平面のラップ(例えば、遊離砥粒ラップ、固定砥粒ラップなど)を実施してもよい。また、各工程間にガラス基板の洗浄(工程間洗浄)やガラス基板表面のエッチング(工程間エッチング)を実施してもよい。なお、主平面のラップとは広義の主平面の研磨である。
【0088】
さらに、磁気記録媒体用ガラス基板に高い機械的強度が求められる場合、ガラス基板の表層に強化層を形成する強化工程(例えば、化学強化工程)を研磨工程前、または研磨工程後、あるいは研磨工程間で実施してもよい。
【0089】
ここで説明したように、磁気記録媒体用ガラス基板の製造方法においては、その主平面、内周及び外周の端面部分について研磨を行うものである。
【0090】
第1の実施形態、第2の実施形態で説明したフィルタから研磨砥粒を回収し、再生させた研磨液は、上記磁気記録媒体用ガラス基板の製造工程における主平面研磨工程、および/または、端面研磨工程において好ましく用いることができる。
【0091】
これらの工程においてフィルタから回収した研磨液を使用することによって、コストを低減することが可能になる。また、従来は廃棄されていた研磨砥粒を回収し、研磨液として再生するものであるから、資源の保護にもつながり好ましい。
【0092】
また、上記磁気記録媒体用ガラス基板の製造方法においては、上述のように主平面研磨工程、端面研磨工程など複数の研磨工程を有している。
【0093】
これらの研磨工程を行う際も研磨液を循環利用することができ、その場合、循環経路上に配置したフィルタには研磨砥粒が付着、蓄積することとなる。そして、磁気記録媒体用ガラス基板の製造方法の研磨工程において研磨液を循環する際用いたフィルタからの研磨砥粒回収方法として、第1の実施形態、第2の実施形態で説明した研磨砥粒回収方法を適用することもできる。すなわち、第1の実施形態、第2の実施形態で説明したフィルタからの研磨砥粒回収方法を用いる研磨工程を有する磁気記録媒体用ガラス基板の製造方法とすることもできる。
【実施例】
【0094】
以下に具体的な実施例を挙げて説明するが、本発明はこれらの実施例に限定されるものではない。
【0095】
本実施例では、以下に説明する各種洗浄方法によりフィルタに付着した砥粒を水によりフィルタから分離し、フィルタに付着した研磨砥粒の回収率を測定した。
【0096】
フィルタは研磨装置の循環経路の上流側に糸巻きフィルタを1本、下流側にプリーツフィルタを1本それぞれ配置し、酸化セリウム濃度が96g/Lの研磨液を480分間循環させながらガラス基板を研磨した後、フィルタを研磨装置から取り外して分離工程に供した。
【0097】
なお、糸巻きフィルタ(ヤマシンフィルタ株式会社製 型番XPPH−25X−1−F0X0)は、全長が250mm、コア部の内径が30mmであり、コア部の周囲に外径が60mmになるようにフィルタ部が形成されたフィルタを使用した。
【0098】
また、プリーツフィルタ(ヤマシンフィルタ株式会社製 型番:XNP−40X)は、全長が252mm、コア部の内径が26mmであり、コア部の周囲に外径が64mmになるようにフィルタ部が形成され、ろ過面積が4200cm2のポリプロピレン製フィルタを使用した。
【0099】
分離工程の具体的な手順、実験条件は以下の例1〜4に記載した。
【0100】
本実施例においては、研磨砥粒の回収率によって評価を行った。
【0101】
回収率は以下の手順により算出する。
【0102】
まず、以下の式により、回収した研磨砥粒の質量を算出した。
(回収した研磨砥粒の質量)=(研磨砥粒単体比重)×{(ボーメ計のスラリー比重)−1}/{(研磨砥粒単体比重)−1}×水の容積
そして、上記式により算出された回収した研磨砥粒の質量から、以下の式により回収率を計算した。
【0103】
回収率(%)=(回収した研磨砥粒の質量)/{回収した研磨砥粒の質量+回収後フィルタの乾燥質量−フィルタ単体の乾燥質量}
なお、ここでいうフィルタ単体の乾燥質量とは、使用前(研磨装置にセットする前)のフィルタ質量を意味している。
【0104】
以下に例1〜4での分離工程の洗浄条件について説明する。いずれの実施例においても室温の純水を用いて行った。
(例1)
42kHzの超音波洗浄機(アズワン株式会社製 型番:B5510J−MT)の水槽に4Lの水と、上記のように予め研磨装置に所定時間セットし、研磨砥粒を付着、蓄積させた糸巻きフィルタ1本、プリーツフィルタ1本の合計2本を入れ、10分間洗浄を行った。
【0105】
フィルタは、分解せずフィルタカートリッジのままで洗浄したもの(表1中では分解無と表示)と、フィルタカートリッジを第2の実施形態で説明したように切断し、濾材を取出して洗浄したもの(表1中では分解有と表示)との2つの方法についてそれぞれ実験を行った。洗浄後の回収率を表1に示す。
(例2)
28kHzの超音波洗浄機(アズワン株式会社製 型番:USD−3R)を使用し、洗浄時間を60分とした以外は例1と同様にして実験を行った。この場合も、フィルタカートリッジを分解せずに洗浄を行ったもの、フィルタカートリッジを分解して濾材のみを洗浄したもの両方について実験を行った。結果を表1に示す。
(例3)
高圧水によるジェット洗浄を行った。具体的な条件としては、冷水高圧洗浄機(ケルヒャージャパン株式会社製 型番:HD605)を用い、8〜11MPaの水圧で、噴射水量6.7L/min、1本のフィルタについて1.5分間ずつ洗浄を行った。洗浄の際には、フィルタの表面に均等に高圧水をかけて洗浄を行い、洗浄水は水槽内に回収した。
【0106】
本例でも、上記したように予め研磨砥粒を付着、吸着させた糸巻きフィルタ1本、プリーツフィルタ1本の合計2本について、カートリッジフィルタのまま洗浄を行った。結果は表1に示す。
(例4)
攪拌水による洗浄を行った。具体的な条件としては、渦巻式の2槽式洗濯機(株式会社日立製作所製 型番:PS−H45L)の洗濯槽を用いて行った。水の量は20Lとし、3分間洗浄を行った。
【0107】
例1〜3と同様に、予め研磨砥粒を付着、蓄積させた糸巻きフィルタ3本、プリーツフィルタ3本の合計6本を洗濯槽に入れて洗浄を行った。
【0108】
また、例1〜4において研磨砥粒の回収率の評価は、フィルタカートリッジを分解せずに洗浄を行ったもの、フィルタカートリッジを分解して濾材のみを洗浄したものの両方について実験を行った。結果を表1に示す。
【0109】
以上に説明した例1〜例4の結果から、いずれの結果においてもフィルタに蓄積した研磨砥粒を回収することができており、本発明の効果を確認することができた。
【0110】
特に、例3のジェット洗浄の場合を除くいずれの例においてもフィルタカートリッジを分解して濾材のみを分離工程に供した場合、極めて高い研磨砥粒の回収率を達成できることを確認できた。
【0111】
さらに、洗浄方法の比較としては、攪拌した水により洗浄する方法の場合、フィルタカートリッジを分解していない場合でも60%以上の回収率を達成することができており、特に好ましい方法であることがわかる。
【0112】
【表1】

【技術分野】
【0001】
本発明は、フィルタから研磨砥粒を回収する方法、研磨液再生方法、及び、磁気記録媒体用ガラス基板の製造方法に関する。
【背景技術】
【0002】
ガラス基板は一般的にフロート法、フュージョン法、プレス成形法、ダウンドロー法、リドロー法等によって成形されている。
【0003】
上記成形方法によって成形されたガラス基板は、その表面に微細な凹凸やうねり、キズ等を有している。このため、例えば磁気記録媒体用ガラス基板や、フラットパネルディスプレイ用ガラス基板などのように、高い平滑度、平坦度を要求される用途においては、成形工程後、さらに研磨工程を行う必要がある。
【0004】
研磨工程では、被研磨体であるガラス基板と研磨パッドの研磨面との間に研磨液を供給しながら研磨が行われている。そして、一般的に、研磨工程で使用した研磨液は研磨液回収部で回収し、研磨装置に研磨液を供給する研磨液供給部に循環して繰り返し使用されている。
【0005】
しかし、研磨工程においては研磨屑(ガラス、研磨パッドなどの屑)等の異物が研磨液に混入することがある。異物を含んだ研磨液を研磨工程で使用すると、ガラス基板の表面にキズが生じたり、異物が付着したりする恐れがある。そこで、研磨液中の異物を除去するため、研磨液の循環経路上に、研磨液から異物を除去できる孔径が選択されたフィルタを配置して異物を除去する方法がとられていた(例えば、特許文献1)。そしてこの場合、フィルタは一定の周期で交換、破棄されていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−98485号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、フィルタの孔径は、研磨液を通して異物のみを除去できるように選択されてはいるものの、研磨液(研磨砥粒)の一部もフィルタに付着し捕捉されていた。そのため、フィルタに捕捉された研磨砥粒の分を研磨液に補充する必要があるが、研磨砥粒としては酸化セリウムなど高価な材料が使用されており、コスト高の原因となっていた。
【0008】
そして従来、フィルタは一定の周期で交換、破棄されていたことから、フィルタに捕捉された研磨砥粒もフィルタと一緒に破棄されていた。
【0009】
高価な研磨砥粒(酸化セリウムなど)の使用量増加によるコスト高の問題、また、資源保護の観点からもフィルタに捕捉された研磨砥粒を回収、再利用することが好ましい。
【0010】
本発明は上記従来技術が有する問題に鑑み、研磨砥粒を含むフィルタからの研磨砥粒回収方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するため本発明は、フィルタに付着した研磨砥粒を、液体を用いてフィルタから分離する分離工程を含む、フィルタからの研磨砥粒回収方法を提供する。
【発明の効果】
【0012】
本発明のフィルタからの研磨砥粒回収方法は、フィルタに付着した研磨砥粒を、液体を用いてフィルタから分離する分離工程により回収するものであり、簡単な操作で高い研磨砥粒の回収率を達成することができる。
【0013】
また、特殊な溶液、装置を用いるものではないため、低コストで容易に実施することができる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る第2の実施形態に係る切断装置の説明図
【図2】本発明に係る第2の実施形態に係るフィルタの切断方法の説明図
【発明を実施するための形態】
【0015】
以下、本発明を実施するための形態について図面を参照して説明するが、本発明は、下記の実施形態に制限されることはなく、本発明の範囲を逸脱することなく、下記の実施形態に種々の変形および置換を加えることができる。
【0016】
[第1の実施形態]
本実施の形態では、本発明のフィルタから研磨砥粒を回収する方法について説明を行う。
【0017】
なお、本発明におけるフィルタとは、フィルタ部(濾材部)を有するものであればよく、例えば、フィルタ部以外にコア材、エンドキャップ等を含むフィルタカートリッジ(カートリッジ化されたフィルタ)も包含するものである。
【0018】
本発明において対象となるフィルタ(以下、フィルタカートリッジともいう。)は、研磨液と接触しその表面又は内部に研磨砥粒を含んでいるフィルタであればよい。具体的な例としては、上記のように研磨液の循環経路に異物除去のために配置されたフィルタ等が挙げられる。
【0019】
フィルタの種類についても限定されるものではなく、各種フィルタに対して適用することができる。スクリーンフィルタ(メンブレンフィルタ)、サーフェスフィルタ、デプスフィルタ、吸着タイプのフィルタに対しても適用することができる。
【0020】
具体的なフィルタの構造としても限定されるものではなく、例えば、糸巻きタイプのフィルタ(糸巻きフィルタ)、プリーツ状に加工した濾材をコア材の周りに固定したプリーツタイプのフィルタ(プリーツフィルタ)、濾材をコア材の周りにロール状に巻いたロールタイプのフィルタ等や、中空糸フィルタ、珪藻土フィルタ等の各種フィルタに対して適用することができる。
【0021】
中でも、糸巻きフィルタ、プリーツフィルタ、ロールタイプのフィルタは研磨砥粒の循環工程でよく使用されており、本発明の研磨砥粒回収方法を好ましく適用することができる。
【0022】
フィルタの材質についても限定されるものではなく、ポリプロピレン、ポリエステル、ナイロン66、セルロース(紙)、金属(焼結金属)、PTFE、活性炭、セラミックや、各種複合材によるものにも適用することができる。
【0023】
回収の対象となる研磨砥粒の種類についても限定されるものではなく、研磨で用いる研磨液に含まれる研磨砥粒であれば適用できる。具体的な例を挙げると、酸化セリウム粒子、シリカ粒子、アルミナ粒子、ジルコニア粒子、ジルコン粒子、炭化ケイ素粒子、炭化ホウ素粒子、ダイヤモンド粒子、酸化マンガン粒子、チタニア粒子及び酸化鉄粒子等が挙げられる。特に酸化セリウムは近年その価格が高騰していること、また、資源を特に保護する必要があることから、本発明を好ましく適用することができる。
【0024】
分離工程の具体的な手順について説明する。
【0025】
フィルタに付着した砥粒を液体によりフィルタから分離する具体的な方法については限定されるものではなく、例えば、フィルタを液体で洗浄し、フィルタに付着した砥粒を分離する方法が挙げられる。
【0026】
フィルタを液体で洗浄する方法としては、超音波洗浄、スプレー洗浄、シャワー洗浄、ジェット洗浄、浸漬・噴流バブリング洗浄、攪拌した液体による洗浄等が挙げられる。フィルタを液体で洗浄する際には、流れ(例えば水流)を有する液体によって洗浄することが特に好ましい。
【0027】
以下に、各洗浄方法について説明する。
【0028】
超音波洗浄は、フィルタを入れた水槽の液体に超音波を照射することによって洗浄を行うものである。ここで用いる液体の量、水槽に入れるフィルタの量については特に限定されるものではないが、少なくともフィルタが水に浸漬できるようにその量を調整することが好ましい。
【0029】
用いる超音波の周波数については、要求される回収の程度、フィルタ、研磨砥粒の種類によって選択することができ、限定されるものではないが、一般的に洗浄用に用いられている、例えば15〜400kHz程度の周波数帯の超音波洗浄機を用いることができる。中でも研磨砥粒の回収率が高くなることから、15kHz以上100kHz以下であることがより好ましく、15kHz以上50kHz以下であることが特に好ましい。
【0030】
次に、スプレー洗浄、シャワー洗浄、ジェット洗浄(高圧洗浄)は、フィルタに液体をかけることによって、フィルタに付着した研磨砥粒を洗い流す方法である。
【0031】
上記3つの方法は、用いる液体の液滴サイズ、圧力の違いによるものであり、設備や、要求される回収率に応じて選択することができる。中でも、同じ洗浄時間であれば用いる圧力(水圧)が大きく、液体の量が多いジェット洗浄が研磨砥粒の回収率を高めることができるため好ましく用いることができる。
【0032】
上記洗浄を行う際には、フィルタ全体を洗浄できるように、洗浄に用いる液体の吐液口とフィルタの位置とを調整して行うことが好ましい。また、洗浄に用いた液体を回収できるように、水槽の中、又は上、もしくは、洗浄で用いた液体が水槽に貯められるように構成された装置で実施することが好ましい。
【0033】
浸漬・噴流・バブリング洗浄は、水槽内に貯めた液体の中にフィルタを投入、静置する方法(浸漬)。さらに、水槽内の液体をポンプで循環させることにより、水槽内の液体に流れ(水流)を付与する方法(噴流)。そして、水槽内に空気等の気体を供給して、水槽内の液体に流れ(水流)を付与する方法(バブリング洗浄)である。
【0034】
浸漬のみであっても、フィルタ表面に付着した研磨砥粒を回収することは可能であり、高い回収率を求められない場合には十分であるが、特に噴流および/またはバブリングを併用することにより流れを与える方が回収率を高める観点から好ましい。
【0035】
噴流については、水槽内の液体が渦流れを形成するように水槽の壁面の複数箇所から循環した液体を噴射させることが好ましい。また、間欠的に噴射を行うことがより好ましい。これは、後述するように、水槽内に渦流れを形成することにより高い研磨砥粒の回収率を達成することが可能だからである。
【0036】
次に、攪拌した液体による洗浄とは、フィルタを入れた水槽の液体を攪拌して洗浄し、フィルタから研磨砥粒を分離する方法である。
【0037】
攪拌する方法については特に限定されるものではなく、攪拌機によって攪拌する方法や、上記のように水槽の壁面の複数箇所から循環した液体を噴射し、液体を攪拌する方法であっても良い。
【0038】
攪拌機を用いて攪拌する場合に用いる、攪拌子の形状、大きさについては限定されるものではなく、各種形状、大きさのものを使用することができる。
【0039】
その形状としては、具体的な例を挙げると、棒状、プロペラまたは板状等の各種攪拌子を用いることができる。また、その大きさについても、水槽内の液体を攪拌できるものであればよく、小型のものでも大型のものでも用いることができ、特に限定されるものではない。例えば、水槽の高さおよび直径と同程度の大きさの羽根を用いることもできる。この場合、水槽内の液体と投入したフィルタとを同時に強制的に攪拌することができるため研磨砥粒の回収率を高めることができる。
【0040】
また、1つの水槽に複数の攪拌機を設けることもできる。
【0041】
攪拌機については、一方方向に継続的に攪拌を行っても良いが、一定時間毎に逆回転を行う方法、間欠的に運転する方法などでもよい。特に一定時間毎に逆回転を行う方法の場合、フィルタ同士を液体の力で擦り合わせ、研磨砥粒の回収率を高めることができるため好ましい。
【0042】
水槽の形状としては特に限定されず、円筒形状、立方体形状、直方体形状、多角柱形状など各種形態のものを使用できる。またその壁面には、阻流板を設けることもできる。
【0043】
具体的な形態としては例えば、洗濯機の洗濯槽によって行うこともできる。洗濯機の方式としては、一般的にかくはん式、渦巻式、ドラム式が知られており、いずれの方式のものも使用することができるが、フィルタを複数投入した際に、フィルタ同士が液体の力で擦り合わされ回収率を高めることができるため、洗濯槽底に設けられたパルセータを回転させ、渦巻式の流れを形成する渦巻式が好ましい。
【0044】
以上説明してきたように、各種洗浄方法によってフィルタを洗浄して、フィルタに付着した研磨砥粒を分離、回収することができる。
【0045】
洗浄方法については、要求される研磨砥粒の回収率や、処理するフィルタの量などにより選択するものであり限定されるものではない。特に、簡単な操作で高い回収率を達成できることから、超音波洗浄、ジェット洗浄、または、攪拌した液体による洗浄(フィルタを入れた水槽の液体を攪拌して洗浄する方法)のいずれかであることがより好ましい。中でも、フィルタを入れた水槽の液体を攪拌して洗浄する方法は大量のフィルタを一度に処理することができ、高い回収率を達成できることから特に好ましく用いることができる。
【0046】
ここで説明した洗浄方法はいずれかの方法を単独で行うこともできるが、2つ以上の複数の洗浄方法を組み合わせて行うこともできる。
【0047】
洗浄時間については各洗浄方法やフィルタの量、要求される回収率等により異なるため特定されるものではなく、得られた洗浄液体中の研磨砥粒濃度をモニターする等の方法により、選択することができる。ただし、作業効率等を考慮すると、1回の洗浄時間が1時間以内であることが好ましく、30分以内がより好ましく、10分以内であることが特に好ましい。また、時間が少なすぎる場合、回収率が低下することから、1回の洗浄時間が5秒以上が好ましく、15秒以上がより好ましく、30秒以上が特に好ましい。
【0048】
洗浄に用いる液体は、特に限定されるものではないが、研磨液中の液体成分と同じものを使用することが好ましく、例えば水を用いることができる。水の種類としては、蒸留水、イオン交換水、純水、超純水、水道水など特に限定されることなく使用することができるが、特に、回収した研磨砥粒を含む水を、そのまま濃縮し、研磨液として使用できるため、蒸留水、イオン交換水、純水、超純水のいずれかを用いることが好ましい。なお、水以外にもpHを調整するためのアルカリ又は酸や、分散剤等を研磨液に添加する材料として予め添加しておくこともできる。
【0049】
ここまで説明した分離工程において得られた研磨砥粒を含む研磨砥粒回収液体は、その研磨砥粒の濃度が通常の研磨液よりも低い場合がある。さらに、研磨装置の研磨液循環経路上に配置されていたフィルタであれば、ガラス成分や粗大粒子などを含んでいる場合もある。
【0050】
このため、ここまで説明した、フィルタからの研磨砥粒回収方法により回収した、研磨砥粒を含む研磨砥粒回収液体をさらに、遠心分離機により濃縮する濃縮工程に供することが好ましい。
【0051】
ここで、遠心分離機により濃縮する濃縮工程とは、回収した溶液を遠心分離機に供することによって、回収した溶液からガラス成分を除去すると共に、回収溶液を濃縮して濃縮液とする工程である。
【0052】
遠心分離機としては特に限定されるものではなく、処理する研磨砥粒含有液体の量などによって選択することができる。中でも、安定して長時間の分離、濃縮性能を有するデカンター型の遠心分離機(遠心沈降機)を用いることが好ましい。
【0053】
そして、上記濃縮工程により得られた濃縮液内に含まれる研磨砥粒の粒径が均一ではない場合には、濃縮工程の後にさらに、サイクロンにより粗大粒子を除去する粗大粒子除去工程に供することが好ましい。
【0054】
サイクロンを用いることにより、溶液中に含まれている粗大粒子を除去することが好ましい理由は、研磨液として用いる場合、研磨液中に含まれる研磨砥粒の粒径がそろっていることが被研磨体の表面を均一に研磨することができ、研磨液中に含まれる粗大粒子をなくすことが被研磨体の表面に発生するキズを抑制できるためである。
【0055】
また、さらに必要に応じてアルカリや酸を添加するpH調整工程や、分散液等の添加剤を添加する工程、研磨液の濃度調整工程等を行うこともできる。
【0056】
以上の方法により回収した研磨砥粒を含む研磨液を再生し、各種研磨工程で使用することができる。
[第2の実施形態]
本実施の形態では、第1の実施形態で説明した分離工程前に、フィルタ(フィルタカートリッジ)を分解して濾材を取出すフィルタ分解工程を有しており、前記分離工程では、液体を用いて前記濾材から研磨砥粒を分離する、フィルタから研磨砥粒を回収する方法について説明する。
【0057】
フィルタとしては、コア材や、エンドキャップ、カバー等により濾材を固定し、カートリッジ状としたフィルタカートリッジも一般的に用いられている。
【0058】
このようなフィルタカートリッジについても、分解することなく第1の実施形態で説明した分離工程を行って研磨砥粒を回収することもできるが、分解して濾材のみを分離工程に供した方が研磨砥粒の回収率を高めることができるため好ましい。
【0059】
フィルタカートリッジの分解工程の具体的な手順は、フィルタカートリッジの種類や構造により異なるため、限定されるものではないが、作業効率上フィルタカートリッジの少なくとも一部を切断する切断工程を有することが好ましく、切断工程後に分解する方法が好ましい。
【0060】
切断に用いる工具としては特に限定されるものではなく、各種切断工具を用いることができるが、作業効率から、ジグソー、糸のこ盤等の電動のこぎりや、電気丸のこ(丸のこ盤)、水圧によって切断するウォーターカッター等を用いることが好ましい。
【0061】
特にフィルタを切断する際には、複雑な加工は必要なく、分解できる程度に直線状に切断できれば良いことから、短時間で直線的に切断することができ、耐久性が高く、設備も容易に入手することが可能な電気丸のこを用いることが好ましい。
【0062】
さらに、電気丸のこの刃(切断用の刃)は、切れ味がよく、刃の寿命が長いチップソーや、ダイヤモンドカッターを用いることが好ましく、コストの観点からチップソーを用いることが好ましい。
【0063】
また、フィルタに付着した研磨砥粒を回収し、研磨液として再使用するためには、回収工程において研磨砥粒が乾燥しないことが好ましいため、フィルタが湿度を有する状態で切断、分解工程を行える方法であることが好ましい。
【0064】
このため、電動工具によりフィルタを切断する場合、切断工程は、切断用の刃を有する切断部と、前記切断用の刃を駆動させるための駆動部と、前記切断部と前記駆動部とを隔離するための隔壁を有する切断装置を用いることによって行うことが好ましい。
【0065】
係る具体的な切断装置について、電気丸のこの例を用いて説明する。
【0066】
具体的な電気丸のこの装置説明図を図1に示す。図1中、電気丸のこ10は、モーター等を含む駆動部11と、前記駆動部の(モーターの)回転軸部と接続されており、先端部に回転刃が取り付けられている切断部12から構成されている。そして切断部12には、固定具13によって固定されたフィルタ14が挿入され、フィルタの切断を行う。なお、フィルタの挿入方向は係る形態に限定されるものではなく、必要な切断方向により適宜選択される。
【0067】
フィルタ14は上述のように湿度を有する状態で切断することが好ましいが、水分を有するフィルタを切断すると、周囲に水や、水分を含んだ切り屑が飛散する場合がある。特に水分が電気配線を有する駆動部に飛散すると、装置の故障や、感電、漏電の恐れがある。
【0068】
このため、切断部12と駆動部11との間には、隔壁15を設け、また、切り屑等が周囲に飛散しないように、切断部12の周囲にはカバー16を設けていることが好ましい。
【0069】
この場合、隔壁15、カバー16で囲まれる領域は駆動部11や装置外に水分、切り屑が飛散しない程度の密閉性を有していれば良い。
【0070】
なお、隔壁15には、前記駆動部11と切断部12をつなぐ軸17が貫通するための穴が設けられている。係る穴と軸17の隙間を通って切断部12側から駆動部11側に切り屑、水等が入らないように、シール付きベアリングやパッキンによって、軸17の回転を阻害しないように穴と軸17との隙間をシールすることが好ましい。
【0071】
特に、切断処理後、隔壁15とカバー16で囲まれる領域を水等の液体で洗浄して集めた切り屑等からも研磨砥粒を回収することにより、研磨砥粒の回収率を高めることが可能であることから、係る領域内が液体で洗浄できるように構成されていることが好ましい。具体的には、隔壁15部分は切断部側から液体をかけても駆動部側に液体が入らないように防水性を有し、カバー部分については開閉可能であることが好ましい。また、洗浄の際用いた液体が回収できる機構を備えることが好ましい。
【0072】
フィルタカートリッジを分解する方法について、図2を用いて説明する。図2(A)は糸巻きフィルタの例を(B)はプリーツフィルタの例をそれぞれ示している。
【0073】
図2(A)に示したように、中空になっているコア部21に糸を巻いて形成した濾材22を備えた糸巻きフィルタの場合、図中23で示した部分をフィルタの長手方向に沿って、少なくともフィルタ部(濾材部分)を切断することによって分解することが可能になる。
【0074】
次に図2(B)では、コア部24にプリーツ状に加工したフィルタ部(濾材部分)25を巻きつけ、その両端に設けたエンドキャップ26によってフィルタ部を固定したプリーツフィルタの例を説明する。この場合は、まず、エンドキャップ近傍の2箇所、すなわち図中の27、28で輪切りになるようにフィルタを切断することによって、エンドキャップ26の部分を切り離す。残ったコア24とフィルタ部25とは接着されていないため、簡単にフィルタ部分(濾材)のみを分離することができる。
【0075】
以上のようにフィルタの一部を切断することによって、濾材部分のみを分離することができる。
【0076】
なお、フィルタの分解方法については以上の方法に限定されるものではなく、フィルタの形状、大きさに合わせて選択することができる。また、濾材部分が大面積である場合、濾材部分についても切断して分離工程に供することもできる。
【0077】
本実施形態で説明したフィルタ分解工程によって分離した濾材について、第1の実施形態で説明した分離工程を行うことによって、研磨砥粒を回収することができる。
【0078】
特にフィルタカートリッジを分解せずにフィルタを分離工程に供する場合と比較して、高い研磨砥粒の回収率を達成することが可能になる。
[第3の実施形態]
第1の実施形態、第2の実施形態で説明してきたように、フィルタに付着した砥粒を液体によりフィルタから分離することによって、これに付着した研磨砥粒を回収することができる。
【0079】
フィルタから研磨砥粒を回収する方法により得られた研磨砥粒を含む研磨液は、必要に応じて、第1の実施形態で説明した濃縮工程や、サイクロンにより粗大粒子除去工程等を含む研磨液再生方法により、研磨液として再生することができる。再生した研磨液は各種ガラス基板の研磨工程に用いることができる。
【0080】
具体的には、例えば、上記研磨液再生方法により得られた研磨液を用いた研磨工程を有する磁気記録媒体用ガラス基板の製造方法とすることができる。
【0081】
ここで、磁気記録媒体用ガラス基板の製造方法について説明する。
【0082】
磁気記録媒体用ガラス基板は以下の工程1〜4を含む製造方法により、製造できる。
(工程1)ガラス素基板から、中央部に円孔を有する円盤形状のガラス基板に加工した後、内周端面と外周端面を面取り加工する形状付与工程。
(工程2)ガラス基板の端面(内周端面及び外周端面)を研磨する端面研磨工程。
(工程3)前記ガラス基板の主平面を研磨する主平面研磨工程。
(工程4)前記ガラス基板を精密洗浄して乾燥する洗浄工程。
【0083】
そして、上記各工程を含む製造方法により得られた磁気記録媒体用ガラス基板はその上に磁性層などの薄膜を形成する工程をさらに行うことによって、磁気記録媒体とすることができる。
【0084】
ここで、(工程1)の形状付与工程は、フロート法、フュージョン法、プレス成形法、ダウンドロー法またはリドロー法で成形されたガラス素基板を、中央部に円孔を有する円盤形状のガラス基板に加工するものである。なお、用いるガラス素基板は、アモルファスガラスでもよく、結晶化ガラスでもよく、ガラス基板の表層に強化層を有する強化ガラスでもよい。
【0085】
そして、(工程2)の端面研磨工程は、ガラス基板の端面(側面部と面取り部)を端面研磨するものである。
【0086】
(工程3)の主平面研磨工程については、両面研磨装置を用い、ガラス基板の主平面に研磨液を供給しながらガラス基板の上下主平面を同時に研磨するものである。研磨工程は、1次研磨のみでもよく、1次研磨と2次研磨を行うものでもよく、2次研磨の後に3次研磨を行うものでもよい。
【0087】
上記(工程3)の主平面研磨工程の前において、主平面のラップ(例えば、遊離砥粒ラップ、固定砥粒ラップなど)を実施してもよい。また、各工程間にガラス基板の洗浄(工程間洗浄)やガラス基板表面のエッチング(工程間エッチング)を実施してもよい。なお、主平面のラップとは広義の主平面の研磨である。
【0088】
さらに、磁気記録媒体用ガラス基板に高い機械的強度が求められる場合、ガラス基板の表層に強化層を形成する強化工程(例えば、化学強化工程)を研磨工程前、または研磨工程後、あるいは研磨工程間で実施してもよい。
【0089】
ここで説明したように、磁気記録媒体用ガラス基板の製造方法においては、その主平面、内周及び外周の端面部分について研磨を行うものである。
【0090】
第1の実施形態、第2の実施形態で説明したフィルタから研磨砥粒を回収し、再生させた研磨液は、上記磁気記録媒体用ガラス基板の製造工程における主平面研磨工程、および/または、端面研磨工程において好ましく用いることができる。
【0091】
これらの工程においてフィルタから回収した研磨液を使用することによって、コストを低減することが可能になる。また、従来は廃棄されていた研磨砥粒を回収し、研磨液として再生するものであるから、資源の保護にもつながり好ましい。
【0092】
また、上記磁気記録媒体用ガラス基板の製造方法においては、上述のように主平面研磨工程、端面研磨工程など複数の研磨工程を有している。
【0093】
これらの研磨工程を行う際も研磨液を循環利用することができ、その場合、循環経路上に配置したフィルタには研磨砥粒が付着、蓄積することとなる。そして、磁気記録媒体用ガラス基板の製造方法の研磨工程において研磨液を循環する際用いたフィルタからの研磨砥粒回収方法として、第1の実施形態、第2の実施形態で説明した研磨砥粒回収方法を適用することもできる。すなわち、第1の実施形態、第2の実施形態で説明したフィルタからの研磨砥粒回収方法を用いる研磨工程を有する磁気記録媒体用ガラス基板の製造方法とすることもできる。
【実施例】
【0094】
以下に具体的な実施例を挙げて説明するが、本発明はこれらの実施例に限定されるものではない。
【0095】
本実施例では、以下に説明する各種洗浄方法によりフィルタに付着した砥粒を水によりフィルタから分離し、フィルタに付着した研磨砥粒の回収率を測定した。
【0096】
フィルタは研磨装置の循環経路の上流側に糸巻きフィルタを1本、下流側にプリーツフィルタを1本それぞれ配置し、酸化セリウム濃度が96g/Lの研磨液を480分間循環させながらガラス基板を研磨した後、フィルタを研磨装置から取り外して分離工程に供した。
【0097】
なお、糸巻きフィルタ(ヤマシンフィルタ株式会社製 型番XPPH−25X−1−F0X0)は、全長が250mm、コア部の内径が30mmであり、コア部の周囲に外径が60mmになるようにフィルタ部が形成されたフィルタを使用した。
【0098】
また、プリーツフィルタ(ヤマシンフィルタ株式会社製 型番:XNP−40X)は、全長が252mm、コア部の内径が26mmであり、コア部の周囲に外径が64mmになるようにフィルタ部が形成され、ろ過面積が4200cm2のポリプロピレン製フィルタを使用した。
【0099】
分離工程の具体的な手順、実験条件は以下の例1〜4に記載した。
【0100】
本実施例においては、研磨砥粒の回収率によって評価を行った。
【0101】
回収率は以下の手順により算出する。
【0102】
まず、以下の式により、回収した研磨砥粒の質量を算出した。
(回収した研磨砥粒の質量)=(研磨砥粒単体比重)×{(ボーメ計のスラリー比重)−1}/{(研磨砥粒単体比重)−1}×水の容積
そして、上記式により算出された回収した研磨砥粒の質量から、以下の式により回収率を計算した。
【0103】
回収率(%)=(回収した研磨砥粒の質量)/{回収した研磨砥粒の質量+回収後フィルタの乾燥質量−フィルタ単体の乾燥質量}
なお、ここでいうフィルタ単体の乾燥質量とは、使用前(研磨装置にセットする前)のフィルタ質量を意味している。
【0104】
以下に例1〜4での分離工程の洗浄条件について説明する。いずれの実施例においても室温の純水を用いて行った。
(例1)
42kHzの超音波洗浄機(アズワン株式会社製 型番:B5510J−MT)の水槽に4Lの水と、上記のように予め研磨装置に所定時間セットし、研磨砥粒を付着、蓄積させた糸巻きフィルタ1本、プリーツフィルタ1本の合計2本を入れ、10分間洗浄を行った。
【0105】
フィルタは、分解せずフィルタカートリッジのままで洗浄したもの(表1中では分解無と表示)と、フィルタカートリッジを第2の実施形態で説明したように切断し、濾材を取出して洗浄したもの(表1中では分解有と表示)との2つの方法についてそれぞれ実験を行った。洗浄後の回収率を表1に示す。
(例2)
28kHzの超音波洗浄機(アズワン株式会社製 型番:USD−3R)を使用し、洗浄時間を60分とした以外は例1と同様にして実験を行った。この場合も、フィルタカートリッジを分解せずに洗浄を行ったもの、フィルタカートリッジを分解して濾材のみを洗浄したもの両方について実験を行った。結果を表1に示す。
(例3)
高圧水によるジェット洗浄を行った。具体的な条件としては、冷水高圧洗浄機(ケルヒャージャパン株式会社製 型番:HD605)を用い、8〜11MPaの水圧で、噴射水量6.7L/min、1本のフィルタについて1.5分間ずつ洗浄を行った。洗浄の際には、フィルタの表面に均等に高圧水をかけて洗浄を行い、洗浄水は水槽内に回収した。
【0106】
本例でも、上記したように予め研磨砥粒を付着、吸着させた糸巻きフィルタ1本、プリーツフィルタ1本の合計2本について、カートリッジフィルタのまま洗浄を行った。結果は表1に示す。
(例4)
攪拌水による洗浄を行った。具体的な条件としては、渦巻式の2槽式洗濯機(株式会社日立製作所製 型番:PS−H45L)の洗濯槽を用いて行った。水の量は20Lとし、3分間洗浄を行った。
【0107】
例1〜3と同様に、予め研磨砥粒を付着、蓄積させた糸巻きフィルタ3本、プリーツフィルタ3本の合計6本を洗濯槽に入れて洗浄を行った。
【0108】
また、例1〜4において研磨砥粒の回収率の評価は、フィルタカートリッジを分解せずに洗浄を行ったもの、フィルタカートリッジを分解して濾材のみを洗浄したものの両方について実験を行った。結果を表1に示す。
【0109】
以上に説明した例1〜例4の結果から、いずれの結果においてもフィルタに蓄積した研磨砥粒を回収することができており、本発明の効果を確認することができた。
【0110】
特に、例3のジェット洗浄の場合を除くいずれの例においてもフィルタカートリッジを分解して濾材のみを分離工程に供した場合、極めて高い研磨砥粒の回収率を達成できることを確認できた。
【0111】
さらに、洗浄方法の比較としては、攪拌した水により洗浄する方法の場合、フィルタカートリッジを分解していない場合でも60%以上の回収率を達成することができており、特に好ましい方法であることがわかる。
【0112】
【表1】
【特許請求の範囲】
【請求項1】
フィルタに付着した研磨砥粒を、
液体を用いてフィルタから分離する分離工程を含む、
フィルタからの研磨砥粒回収方法。
【請求項2】
前記分離工程は、フィルタを入れた水槽の液体を攪拌してフィルタから研磨砥粒を分離する請求項1に記載のフィルタからの研磨砥粒回収方法。
【請求項3】
前記分離工程前に、フィルタを分解して濾材を取出すフィルタ分解工程を有しており、
前記分離工程では、液体を用いて前記濾材から研磨砥粒を分離する請求項1又は2に記載のフィルタからの研磨砥粒回収方法。
【請求項4】
前記液体は水である請求項1乃至3のいずれか一項に記載のフィルタからの研磨砥粒回収方法。
【請求項5】
前記フィルタ分解工程はフィルタの少なくとも一部を切断する切断工程を有しており、
前記切断工程は、
切断用の刃を有する切断部と、
前記切断用の刃を駆動させるための駆動部と、
前記切断部と前記駆動部とを隔離するための隔壁を有する切断装置を用いることによって行う、請求項3に記載のフィルタからの研磨砥粒回収方法。
【請求項6】
前記切断用の刃がチップソーであることを特徴とする請求項5記載のフィルタからの研磨砥粒回収方法。
【請求項7】
請求項1乃至6いずれか一項に記載のフィルタからの研磨砥粒回収方法により回収した研磨砥粒を含む研磨砥粒回収液体を、
遠心分離機により濃縮する濃縮工程
を有する研磨液再生方法。
【請求項8】
前記濃縮工程の後に、
サイクロンにより粗大粒子を除去する粗大粒子除去工程
を有する請求項7に記載の研磨液再生方法。
【請求項9】
請求項1乃至6いずれか一項に記載のフィルタからの研磨砥粒回収方法を用いる研磨工程を有する、磁気記録媒体用ガラス基板の製造方法。
【請求項10】
請求項7または8に記載の研磨液再生方法により得られた研磨液を用いた研磨工程を有する、磁気記録媒体用ガラス基板の製造方法。
【請求項1】
フィルタに付着した研磨砥粒を、
液体を用いてフィルタから分離する分離工程を含む、
フィルタからの研磨砥粒回収方法。
【請求項2】
前記分離工程は、フィルタを入れた水槽の液体を攪拌してフィルタから研磨砥粒を分離する請求項1に記載のフィルタからの研磨砥粒回収方法。
【請求項3】
前記分離工程前に、フィルタを分解して濾材を取出すフィルタ分解工程を有しており、
前記分離工程では、液体を用いて前記濾材から研磨砥粒を分離する請求項1又は2に記載のフィルタからの研磨砥粒回収方法。
【請求項4】
前記液体は水である請求項1乃至3のいずれか一項に記載のフィルタからの研磨砥粒回収方法。
【請求項5】
前記フィルタ分解工程はフィルタの少なくとも一部を切断する切断工程を有しており、
前記切断工程は、
切断用の刃を有する切断部と、
前記切断用の刃を駆動させるための駆動部と、
前記切断部と前記駆動部とを隔離するための隔壁を有する切断装置を用いることによって行う、請求項3に記載のフィルタからの研磨砥粒回収方法。
【請求項6】
前記切断用の刃がチップソーであることを特徴とする請求項5記載のフィルタからの研磨砥粒回収方法。
【請求項7】
請求項1乃至6いずれか一項に記載のフィルタからの研磨砥粒回収方法により回収した研磨砥粒を含む研磨砥粒回収液体を、
遠心分離機により濃縮する濃縮工程
を有する研磨液再生方法。
【請求項8】
前記濃縮工程の後に、
サイクロンにより粗大粒子を除去する粗大粒子除去工程
を有する請求項7に記載の研磨液再生方法。
【請求項9】
請求項1乃至6いずれか一項に記載のフィルタからの研磨砥粒回収方法を用いる研磨工程を有する、磁気記録媒体用ガラス基板の製造方法。
【請求項10】
請求項7または8に記載の研磨液再生方法により得られた研磨液を用いた研磨工程を有する、磁気記録媒体用ガラス基板の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−103293(P2013−103293A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247800(P2011−247800)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]