
フィルタエレメント、その製造方法及び使用方法
【課題】初期圧力損失が少なくエネルギーコストの削減や高風量を確保することができるフィルタエレメントであり且つ、高い除塵効率を保持しつつ、濾過寿命の長いフィルタエレメント、その製造方法及び使用方法を提供すること。
【解決手段】熱可塑性樹脂からなる繊維を含む不織布基材(11)がプリーツ加工されており、保形部材(12a)によってブリーツ形状が保持されてなるフィルタエレメント(10)であって、前記不織布基材(11)の厚さが60℃の加熱によって5%以上増大することを特徴とする。
【解決手段】熱可塑性樹脂からなる繊維を含む不織布基材(11)がプリーツ加工されており、保形部材(12a)によってブリーツ形状が保持されてなるフィルタエレメント(10)であって、前記不織布基材(11)の厚さが60℃の加熱によって5%以上増大することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用や家庭用空気清浄機などの生活環境における空調機器に装着して使用されるフィルタエレメントのみならず、ビル、工場、事務所などに設置される空気清浄装置に、パッケージフィルター、ファンコイルユニット、中央空調用フィルタユニット等の粗塵除去用フィルタとして使用されるフィルタエレメント、その製造方法及び使用方法に関し、特には濾過寿命或いは粉塵保持能力に優れ、且つ初期圧力損失の少ないフィルタエレメント、その製造方法及び使用方法に関する。
【背景技術】
【0002】
従来から、家庭用空気清浄機や自動車車室内のエアコン内部に設置して、外気及び内気を清浄化するキャビンフィルタや、車室内の天井または後部座席の背後のパネル上などに設置して内気を清浄化する空気清浄機に、エアフィルタ基材がプリーツ折された形態の粗塵除去用のフィルタエレメント或いは計数法で評価される性能の高いフィルタエレメントが使用されている。このようなフィルタエレメントとしては、例えば、特許文献1にエアフィルタ及びその枠体、並びにフィルタエレメントの装着方法が知られている。また、ビル、工場、事務所などに設置される空気清浄装置には、パッケージフィルター、ファンコイルユニット、中央空調用フィルタユニット等が装着されており、必要に応じてこれらのフィルタにもエアフィルタ基材がプリーツ折りされた形態の粗塵除去用のフィルタエレメントが取り付けられている。そして、このようなフィルタエレメントには、エネルギーコストを低減するため、できる限り圧力損失を少なくして、高風量を確保することのみならず、できる限り高い除塵効率を有すること、およびできる限り濾過寿命が長いことが要求されている
【0003】
このような要求に対して、厚さの少ないエアフィルタ基材を用いると、フィルタエレメントの圧力損失が少なくなり、高風量を確保することができるという利点はあるものの、その反面塵埃を保持する空隙が少なくなりフィルタエレメントの濾過寿命が短くなるという問題があった。また、逆に厚さの大きいエアフィルタ基材を用いると、塵埃を保持する空隙が多くなり濾過寿命が長くなるという利点はあるものの、その反面フィルタエレメントの圧力損失が高くなりエネルギーコストの増加や高風量を確保できないという問題があった。
【特許文献1】特開2001−46824号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記の問題を解決し、初期圧力損失が少なくエネルギーコストの削減や高風量を確保することができるフィルタエレメントであり且つ、高い除塵効率を保持しつつ、濾過寿命の長いフィルタエレメント、その製造方法及び使用方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
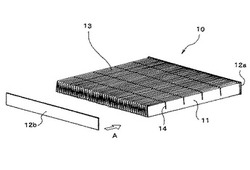
上記課題を解決するため、請求項1〜6に係る発明は、図1に例示するように、熱可塑性樹脂からなる繊維を含む不織布基材(11)がプリーツ加工されており、保形部材(12a)によってブリーツ形状が保持されてなるフィルタエレメント(10)であって、前記不織布基材(11)の厚さが60℃の加熱によって5%以上増大することを特徴とするフィルタエレメント(10)をその要旨とした。
【0006】
請求項7に係る発明は、熱可塑性樹脂からなる繊維を含む繊維ウェブに、熱可塑性樹脂の融点以上の加熱空気を通過させることにより、前記繊維ウェブの構成繊維相互を結合した後、前記繊維ウェブが圧縮状態となるように、前記加熱空気の通過速度を超える速度で前記熱可塑性樹脂の融点未満の温度の加熱空気を前記繊維ウェブに通過させることにより、不織布基材を形成し、この後、前記不織布基材をプリーツ加工し、さらに保形部材によって前記不織布基材のプリーツ形状を保持することを特徴とするフィルタエレメントの製造方法をその要旨とした。
【0007】
請求項8に係る発明は、熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントを、50〜80℃のいずれかの温度雰囲気中で使用することにより、前記不織布基材の厚さを5%以上回復させて用いることを特徴とするフィルタエレメントの使用方法をその要旨とした。
【発明の効果】
【0008】
本発明によって、初期圧力損失が少なくエネルギーコストの削減や高風量を確保することができるフィルタエレメントであり且つ、高い除塵効率を保持しつつ、濾過寿命の長いフィルタエレメントを提供することが可能となった。
【発明を実施するための最良の形態】
【0009】
以下、本発明に係るフィルタエレメント、その製造方法及び使用方法の好ましい実施の形態について詳細に説明する。尚、本発明のフィルタエレメントの製造方法及び使用方法については、フィルタエレメントの説明の中で説明する。本発明のフィルタエレメントは熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、プリーツ形状が保持されてなるものである。
【0010】
本発明のフィルタエレメントは、不織布基材を構成する繊維が熱可塑性樹脂からなる繊維を含むことが必要であるが、熱可塑性樹脂からなる繊維としては、不織布の製造で一般的に用いられる合成繊維があり、例えばポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル系繊維、ナイロン6、ナイロン66などのポリアミド系繊維、ポリプロピレン、ポリエチレンなどのポリオレフィン系繊維、ポリアクリロニトリルなどのアクリル系繊維およびポリビニルアルコール系繊維などを挙げることができる。これらの繊維の中でも、フィルタエレメントの濾過性能を向上させる上で、帯電性に優れるポリオレフィン系繊維が好ましい。
【0011】
また、熱可塑性樹脂からなる繊維が、熱接着性の繊維であることも可能である。熱接着性の繊維としては、例えば他の繊維よりも融点が低く他の繊維を熱接着することのできる単一樹脂成分からなる繊維や、他の繊維よりも融点が低く他の繊維を熱接着することのできる低融点成分を繊維表面に有する複合繊維がある。このような複合繊維には、低融点成分を繊維表面に有する芯鞘型やサイドバイサイド型等の複合繊維があり、またその材質は例えば、共重合ポリエステル/ポリエステル、共重合ポリプロピレン/ポリプロピレン、ポリプロピレン/ポリアミド、ポリエチレン/ポリプロピレン、ポリプロピレン/ポリエステル、ポリエチレン/ポリエステルなどの繊維形成性重合体の組み合わせからなる複合繊維がある。これらの繊維の中でも、フィルタエレメントの濾過性能を向上させる上で、帯電性に優れるポリオレフィン系の繊維形成性重合体からなる複合繊維が好ましい。
【0012】
また、熱可塑性樹脂からなる繊維は繊維長15〜100mmで、捲縮数5〜30個/インチを有するステープル繊維であることが好ましい。ステープル繊維には、カード機などで開繊可能なように捲縮加工が施されているので、嵩高な不織布基材となり、且つ圧縮に対しても厚さ方向の反発力に優れ、不織布基材に生じた繊維の歪も解消され易いという効果がある。
【0013】
なお、前記不織布基材を構成する繊維は熱可塑性樹脂からなる繊維以外にも、フィルタエレメントとしての機能向上のために、レーヨンなどの半合成繊維、あるいは綿およびパルプ繊維などの天然繊維を含むことも可能である。しかし、他の繊維の混入比率は、フィルタエレメントとしての特性を失わない範囲に留めるべきであり、不織布基材全体に対して30質量%以下が好ましく、15質量%以下がより好ましい。また。前記熱接着性繊維の不織布基材全体に占める割合は好ましくは100〜5重量%であり、より好ましくは100〜50重量%であり、更に好ましくは100〜75重量%である。熱接着性繊維の割合が5量量%未満であると熱接着による結合力が弱く、フィルタエレメントが、風圧で容易に厚みがつぶれてしまい、濾過寿命が短くなってしまう場合がある。また、前記不織布基材における繊維の平均繊度は、0.1〜30デシテックスが好ましく、0.5〜20デシテックスがより好ましく、1〜10デシテックスが更に好ましい。
【0014】
前記不織布基材は、その厚さが60℃の加熱によって5%以上増大する限り、特に限定されることはなく、通常の不織布の製法である、乾式法、湿式法、スパンボンド法、メルトブロー法、静電紡糸法又はフラッシュ紡糸法などによって形成される不織布を適用することができる。これらの製法の中でも、ステープル繊維をカード機やエアレイ装置などを使用して、繊維ウェブに形成した後、接着性繊維または接着剤を用いて構成繊維を接着によって結合する方法による、一般的に乾式法と呼ばれる製法によって得られる不織布が好ましい。乾式法による不織布は、厚さ方向に多数の繊維が配向しているので、厚さが大きく、且つ厚さがつぶれ難く、且つ圧縮に対しても厚さ方向の反発力に優れ、不織布基材に生じた繊維の歪も解消され易いからである。なお、スパンボンド法やメルトブロー法による場合は、熱可塑性樹脂からなる繊維をノズルより紡出させて長繊維からなる繊維フリースとする際に、熱可塑性樹脂からなる接着性のステープル繊維を吹き込み長繊維と短繊維とが一体化した繊維フリースとした後、構成繊維を接着によって結合する方法も可能である。
【0015】
より好ましい不織布基材としては、上記熱可塑性樹脂からなる繊維を含む構成繊維をカード機やエアレイ装置などを使用して繊維ウェブに形成し、次いで、この繊維ウェブに含まれる熱可塑性樹脂からなる繊維の熱可塑性樹脂の融点以上の加熱空気を通過させることにより、前記繊維ウェブの構成繊維相互を結合させた不織布基材を挙げることができる。
【0016】
また、上記不織布基材の製法において、形成される繊維ウェブにニードルパンチにより繊維同士を絡合させて繊維同士を結合する方法を併用することも可能である。
【0017】
本発明のフィルタエレメントは、前記不織布基材が60℃での加熱によって厚さが5%以上増大する特性を有している。不織布基材の厚さの増大は、フィルタエレメント又は不織布基材に、加熱空気(60℃)を面風速25cm/秒で100時間流すことによって確認することができる。本発明のフィルタエレメントはこのように60℃の加熱によって厚さが5%以上増大する特性を有しているので、このフィルタエレメントを60℃以上の加熱雰囲気中で使用することにより、不織布基材の厚さが5%以上増大し、それによってフィルタエレメントの寿命を延長することができるという利点がある。
【0018】
ここで、加熱とは人為的に加熱することのみならず、非人為的に不織布基材を加熱することも意味している。例えばフィルタエレメントを剛性枠に装着してなるエアフィルタユニツトを、自動車室内のエアコン内部に設置して、自動車を例えば夏の炎天化に放置することにより、非人為的に加熱することを含む。このように、フィルタエレメントを60℃以上の雰囲気中で使用することにより加熱する場合、特別な加熱装置や操作も使用せずに、フィルタエレメントの寿命を延長することができるという利点がある。
【0019】
前記不織布基材は60℃の加熱によって厚さが5%以上増大するが、厚さの増大の割合は5%以上である限り、またフィルタエレメントとしての機能が損なわれない限り、特に限定されないが、フィルタエレメントの寿命を延長する効果を確実に得るには、5〜65%の範囲が好ましい。厚さの増大が5%未満の場合は、この機能を付加するためのコストの割には、フィルタエレメントの寿命を延長する効果が少ないという問題がある。また、厚さの増大の上限としては、厚さが増大することによる空気の非通過部分が多くなり過ぎて、フィルタエレメントの寿命がかえって低下することがあるため、厚さの増大は100%以下が好ましく、65%以下がより好ましく、50%以下が最適である。
【0020】
60℃の加熱によって厚さが5%以上増大する特性を有する不織布基材は、例えば次のようにして得ることができる。前述の不織布基材の構造で説明した、不織布基材の製法によって得られた、熱可塑性樹脂からなる繊維を含む不織布基材に、圧縮状態で、不織布基材を構成する織維の融点より低い温度で加熱処理を行うのである。より好ましくは、熱可塑性樹脂の融点以上の温度の加熱空気を通過させることで構成繊維相互を結合させた繊維ウェブに、当該繊維ウェブが圧縮状態となるように、前記加熱空気の通過速度を超える速度で前記熱可塑性樹脂の融点未満の温度の加熱空気を前記繊維ウェブに通過させるのである。この場合、前記熱可塑性樹脂からなる繊維の融点の中で最も低い融点よりも5〜100℃低い温度で加熱することが好ましく、5〜60℃低い温度で加熱することがより好ましく、5〜30℃低い温度で加熱することが更に好ましい。
【0021】
前述の、熱可塑性樹脂の融点以上の温度の加熱空気を通過させることで構成繊維同士を結合させた繊維ウェブに、当該繊維ウェブが圧縮状態となるように、前記加熱空気の通過速度を超える速度で前記熱可塑性樹脂の融点未満の温度の加熱空気を前記繊維ウェブに通過させる方法としては、具体的には、例えば、融点が140℃の熱可塑性樹脂を鞘成分に有する複合繊維からなる繊維ウェブを形成し、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度6m/秒の条件下で、加熱接着処理を行い、構成繊維同士を結合させた繊維接着ウェブを形成し、次いで、この繊維接着ウェブを別のエアスルー型の乾燥機を用いて、130℃の熱風により、熱風通過速度10m/秒の条件下で、加熱圧縮処理を行い、不織布基材を得る方法がある。なお、この方法では、エアスルー型の乾燥機2台を必ずしも必要とせず、例えば、エアスルー型の乾燥機の前段部分で構成繊維同士を結合させた繊維接着ウェブを形成し、同じエアスルー型の乾燥機の後段部分で加熱圧縮処理を行なうことも可能であり、このようにすれば、エアスルー型の乾燥機が1台で済むのでより好ましい方法である。
【0022】
このような処理を行うことにより、不織布基材の構成繊維に歪みが残留することになる。この結果、その後の60℃の加熱によって歪みが解消され、当該不織布基材の嵩(厚さ)が回復するという効果を奏することになる。また、上記方法によれば、不織布基材の下面になるほど風圧による圧縮効果を受けるので、不織布基材の上面の繊維密度が粗く、下面になるほど繊維密度が上昇して密度勾配を形成した構造とすることができる。このような密度勾配が形成されると、フィルタエレメントの濾過寿命を長くする効果が得られる。
【0023】
不織布基材の面密度は20〜350g/m2 であることが好ましく、20〜250g/m2であることがより好ましく、30〜150g/m2 であることが更に好ましい。また、前記不織布基材の厚さは、プリーツ加工を施すことを考慮すると、0.3〜5mmであることが好ましく、0.5〜3mmであることがより好ましく、0.7〜2mmであることが更に好ましい。0.3mm未満であると、濾過寿命が短くなり目的とする濾過性能が得られない場含がある。また、5mmを超えると、プリーツ加工を施したときに、気体の濾過に寄与しないか又は寄与が極めて少ない部分(以下、デッドスペースと称する)が多くなり、かえって濾過寿命が短くなり目的とする濾過性能が得られない場合がある。
【0024】
また不織布基材は、補強などを目的として、例えば不織布、織物、編物またはネットなどの他の素材と積層された複合基材であることも可能である。また、脱臭粒子やガス除去粒子を保持した層を有するガス除去フィルタと積層された複合基材であることも可能である。
【0025】
不織布碁材の濾過性能は、粗塵除去用のフィルタとして機能することが好ましく、具体的には、ASHRAE52.1−1992に規定される試験方法において、SAE AC FINEダストを用いて、質量法により評価すると、試験条件が風速0.25m/秒の時に、粒子捕集平均効率が50〜99%であることが好ましく、粒子捕集平均効率が60〜99%であることが好ましく、粒子捕集平均効率が70〜99%であることが更に好ましい。粒子捕集平均効率が50%未満である場合は粗塵除去が不十分であり、粒子捕集平均効率が99%を超える場合は、不織布基材の開孔径が細かくなり過ぎるため、すぐに不織布基材前後の圧力損失が限界に達して寿命が短くなり粗塵除去用のフィルタとして使用できない場合がある。なお、SAE AC FINEダストとは、ISO12103−1(1997)のA2(fine)に規定される試験用ダストに適合するダストである。
【0026】
また、不織布基材の初期の圧力損失は、試験条件が風速0.1m/秒の時に、30Pa以下が好ましく、20Pa以下がより好ましく、10Pa以下が更に好ましい。また、不織布基材の濾過寿命は風速0.25m/秒の時に、最終の圧力損失200Paとした場合、粉塵捕集量5g/m2以上が好ましく、10g/m2以上がより好ましく、15g/m2以上が更に好ましい。なお、不織布基材の粒子捕集平均効率の値を高くしようとすると濾過寿命が短くなり(粉塵捕集量が少なくなり)、濾過寿命を長くしようとすると(粉塵捕集量を多くしようとすると)粒子捕集平均効率の値が低下することとなるので、上記の好ましい範囲の不識布であれば、プリーツ加工を施すことにより、粗塵除去用フィルタとしてより好適に用いることができる。
【0027】
不織布基材の濾過性能をより向上させ、比色法のみならず計数法でも評価できる濾過性能を有するものとするには、不織布基材に帯電加工を施し、構成繊維をエレクトレツト化する方法がある。このようなエレクトレット化した繊維は、比較的高温の加熱によってエレクトレットの効果が失われることが知られており、このため加熱処理によって不織布基材とした後に帯電加工処理が行うことが好ましい。
【0028】
尚、不織布基材をエレクトレット化する前に、付着している油剤を洗浄除去したり、水流の作用によって構成繊維の交絡と同時に油剤成分を除去したりすることが好ましい。しかし、このような方法によれば、工程の増加や新たな設備が必要であり、製造コストが高くつくなどの課題がある。そこで、例えば特開2002−339256号公報に開示されるような、油剤0.2〜0.6重量%が付着してなるポリオレフィン系熱接着繊維からなり、加熱処理による不織布化時(熱可塑性樹脂の融点以上の加熱空気を通過させる時)および/または不織布化後の加熱処理(熱可塑性樹脂の融点未満の加熱空気を通過させる時)で、不織布の油剤付着量が0.001〜0.2重量%に減少し、油剤付着量の減少率が60%以上となり得るポリオレフィン系熱接着繊維を用いて、不織布基材を形成し、その後帯電加工を施し構成繊維をエレクトレット化することがより好ましい。なお、このようなポリオレフィン系熱接着繊維は、油剤として例えば分子量400〜800のポリエチレングリコールと炭素数10〜20の脂肪酸とのエステルを主成分とする油剤が付着してなる繊維である。
【0029】
不織布基材の帯電加工が施された後の濾過性能は、微塵除去用のフィルタとして機能することが好ましく、具体的には、ASHRAE52.1−1992に規定される試験方法において。SAE AC FINEダストを用いて、質量法により評価すると、試験条件が風速0.25m/秒の時に、粒子捕集平均効率が50〜99%であることが好ましく、粒子捕集平均効率が60〜99%であることが好ましく、粒子捕集平均効率が70〜99%であることが更に好ましい。粒子捕集平均効率が50%未満である場合は粗塵除去が不十分であり、粒子捕集平均効率が99%を超える場合は、不織布基材の開孔径が細かくなり過ぎるため、すぐに不織布基材前後の圧力損失が限界に達して寿命が短くなり粗塵除去用のフィルタとして使用できない場合がある。また、JIS B9908形式1に規定される試験方法において、0.3μmの大気塵を用いて、計数法により評価すると、試験条件が風速0.1m/秒の時に、粒子捕集平均効率が5〜50%であることが好ましく、粒子捕集平均効率が10〜50%であることが好ましく、粒子捕集平均効率が20〜50%であることが更に好ましい。
【0030】
本発明のフィルタエレメント(10)は、図1に例示するように、不織布基材(11)がプリーツ加工されており、かつ保形部材(12a)によってプリーツ形状が保持されてなる。なお、図1では、プリーツ加工された不織布基材(11)の、プリーツの峰線方向と交叉する端面に、保形部材(12b)が矢印Aの方向に装着する態様も例示している。不織布基材のプリーツ加工は、ジグザグ形状に折られている限り限定されず、この折り加工方法としてはレシプロ式やロータリー式などのプリーツ加工機による方法や、ジグザグ形状に成形された押型でプレスする方法などがある。
【0031】
また、保形部材としては、プリーツ形状を保持することができる限り、特に限定されず、例えば織編物、不織布、合成樹脂シート、発泡シート、紙、金属材料またはこれらの複合物などのシート状物を適用することができる。このうち特に不織布であれば、強度に優れると共に、フィルタエレメントを剛性枠に装着する際にクッション性に優れ、剛性枠との間のシール性に優れるので好ましい。具体的には、これらのシート状物を、熱融着させたり、接着剤や接着性シートを介して接着することにより、プリーツの峰線方向と交叉する端面に、装着することができる。なお、保形部材としては、シート状物に限らず、発泡性樹脂等を付着させて発泡して形成することなども可能である。また、保形部材は、プリーツの峰線方向と交叉する端面以外にも、峰線方向と平行な端面にも装着することが可能である。
【0032】
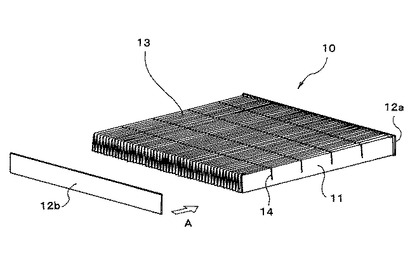
前記プリーツ加工前に、或いはプリーツ加工後に、図1又は図2に例示するように、不織布基材(11)に、プリーツの峰線方向と交叉する方向に、間隔をおいて平行に、線状の樹脂を付着させたセパレータ(14)を設けて、プリーツの山の斜面が接触してデッドスペースとなることを防ぐことも好ましい。線状の樹脂の付着は、これらの図のように、断続的としてプリーツの山の峰に設けて、プリーツの谷部には設けないようにすることも好ましく、また不織布基材の両面に設けることも好ましい態様である。
【0033】
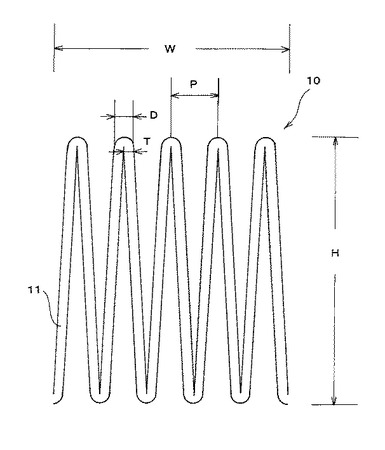
また、前記フィルタエレメントは、図1に例示するように、ひだ(13)が多数形成されていることが好ましく、具体的には、図3に示すように、ひだ(13)の高さHは5〜150mmが好ましく、8〜100mmがより好ましく、15〜50mmが更に好ましい。また、プリーツの山間隔であるひだ(13)のピッチPは1〜20mmが好ましく、2〜15mmがより好ましく、3〜10mmが更に好ましい。また、ピッチP(mm)と高さH(mm)との比P/Hが0.05〜0.7であることが好ましく、0.05〜0.5であることがより好ましく、0.05〜0.3であることが更に好ましい。P/Hが0.05未満であると、ひだの角度が小さくなり過ぎるので、風圧でひだの角度が広がり隣接するひだと接触してしまいデッドスペースとなり、粉塵保持容量が低下してしまう場合がある。また、P/Hが0.5を超えると、ひだの高さが少なくなり濾材全体の面積が少なくなり、粉塵保持容量が低下してしまう場合がある。また、ひだの高さが5mm未満であると濾材全体の面積が少なくなり、粉塵保持量が低下してしまう場合がある。ひだの高さが150mmを超えると濾材全体の面積が大きくなるものの、ひだの角度が小さくなりすぎるので、隣接するひだと接触してしまい、デッドスペースとなり、かえって粉塵保持容量が低下してしまう場合がある。
【0034】
また、図3に示すように、プリーツの山間隔、すなわちひだのピッチをP(mm)、不織布基材の厚さをT(mm)とすると、
式 : a = (1−2T/P)×100
から算出した開ロ率aが10〜80%であることが好ましく、15〜75%であることがより好ましく、20〜70%であることが更に好ましい。図3から明らかなように、ひだのピッチP(mm)と高さH(mm)との比P/Hの値が少ない場合、不識布基材の厚さT(mm)の約2倍に相当する長さの幅がデッドスペースの巾D(mm)とほぼ等しくなる。
【0035】
そのため、フィルタエレメントの山数が多くなるほど、また不織布基材の厚さが厚くなるほどデッドスペースが多くなり、エアフィルタユニットとしての処理風量が低下して、濾過寿命が少なくなる傾向がある。その一方、フィルタエレメントの山数が多くなるほど、また不織布基材の厚さが厚くなるほど不織布基材の濾過面積が増加して濾過寿命が長くなる傾向がある。したがって、上記の式は、これら両傾向のバランスがとれ、濾過寿命が長くなる最も好ましい状態を表す式といえる。それゆえ前記開口率aが10%未満であると、エアフィルタユニットの初期の圧力損失が大きく上昇してしまい、濾過寿命が短くなり、粉塵保持容量が低下してしまう場合がある。また、開口率aが80%を超えると不織布基材の濾過面積が少なくなり、エアフィルタユニットの濾過寿命が短くなり、粉塵保持容量が低下してしまう場合がある。
【0036】
なお、前記不織布基材が、不織布、織物、編物またはネットなどの他の素材と積層された複合基材である場合や、脱臭粒子やガス除去粒子を保持した層を有するガス除去フィルタと積層された複合基材である場合には、開ロ率aを求める前記式において、不織布基材の厚さT(mm)として、複合基材の厚さを用いることができる。
【0037】
また、フィルタエレメントの全体の大きさは、自動車用や家庭用空気清浄機などの生活環境における空調機器に装着して使用されるフィルタエレメントの場合、空気の流入面の一辺の寸法が80〜500mmが好ましく、100〜400mmより好ましく、150〜300mmが更に好ましい。また、奥行は5〜100mmが好ましく、10〜50mmがより好ましく、15〜30mmが更に好ましい。また、ビル、工場、事務所などに設置される空気清浄装置に、パッケージフィルター、ファンコイルユニット、中央空調用フィルタユニット等の粗塵除去用フィルタとして使用されるフィルタエレメントの場合、空気の流入面の一辺の寸法が200〜1500mmが好ましく、300〜1000mmがより好ましく、400〜700mmが更に好ましい。また、奥行は10〜500mmが好ましく、20〜400mmがより好ましく、30〜300mmが更に好ましい。
【0038】
前記フィルタエレメントを空調装置に適用する場合はフィルタエレメントを剛性枠に装着して用いることができる。この剛性枠は剛性のある材質である限り特に限定されず、木材、金属、プラスチック等が適用され、数回の洗浄再生の後に焼却、廃棄される場合は木材が好ましい。
【0039】
前記フィルタエレメントの濾過性能は、粗塵除去用のフィルタとして機能することが好ましく臭体的には、ASHRAE52.1−1992に規定される試験方法において、SAE AC FINEダストを用いて、質量法により評価すると、空気の流入面の少なくとも一辺の寸法が80〜500mmの場含、試験条件が風量550m3/hrの時に、粒子捕集平均効率が50〜99%であることが好ましく、粒子捕集平均効率が60〜99%であることが好ましく、粒子捕集平均効率が70〜99%であることが更に好ましい。粒子捕集平均効率が50%未満である場合は粗塵除去が不十分であり、粒子捕集平均効率が99%を超える場合は、不織布基材の開孔径が細かくなり過ぎるため、すぐに不織布基材前後の圧力損失が限界に達して寿命が短くなり粗塵除去用のフィルタとして使用できない場合がある。なお、空気の流入面の全ての辺の寸法が500mmを超える場合は、試験条件として風量1100m3/hrを採用することができる。
【0040】
また、前記フィルタエレメントの初期の圧力損失は、空気の流入面の少なくとも一辺の寸法が80〜500mmの場合、試験条件が風量550m3/hrの時に、150Pa以下が好ましく、120Pa以下がより好ましく、100Pa以下が更に好ましい。また、前記フィルタエレメントの濾過寿命は、最終の圧力損失200Paとした場合、粉塵捕集量10g以上が好ましく、15g以上がより好ましく、20g以上が更に好ましい。なお、前記不織布基材が、不織布、織物、編物またはネットなどの他の素材と積層された複合基材である場合や、脱臭粒子やガス除去粒子を保持した層を有するガス除去フィルタと積層された複合基材である場合には、前述の各圧力損失は、積層された他の素材やフィルタの圧力損失を加算した圧力損失とすることができる。なお、空気の流入面の全ての辺の寸法が500mmを超える場合は、試験条件として風量1100m3/hrを採用することができる。
【0041】
本発明のフィルタエレメントは、前述のように、不織布基材がプリーツ加工されてなるフィルタエレメントであって、60℃の加熱によって前記不織布基材の厚さが5%以上増大する。したがって、このフィルタエレメント、またはこのフィルタエレメントを剛性枠に装着してなるエアフィルタユニットを60℃の加熱状態に曝すとフィルタエレメントの濾過性能が変化する。詳細には、粒子捕集平均効率は殆んど変化せず、不織布基材のひだの頂点部分でのデッドスペースが増加するため圧力損失が増加するものの、不織布基材全体の粉塵保持容量が増加するため、総合的な結果として、濾過寿命が大きく増加するという効果をもたらす。この増加の割合は、もとのフィルタエレメントの濾過寿命に対して、5%以上であることが好ましく、10%以上であることがより好ましく、15%以上であることが更に好ましい。
【0042】
次に、本発明のフィルタエレメントの使用方法を説明する。本発明のフィルタエレメントの使用方法は、熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントを、50〜80℃のいずれかの温度雰囲気中で使用することにより、前記不織布基材の厚さを5%以上回復させて用いることで特徴付けられたものである。
【0043】
本発明のフィルタエレメントの使用方法では、フィルタエレメントとして、本発明のフィルタエレメント、すなわち不織布基材の厚さが60℃の加熱によって厚さが5%以上増大するようにしたものを使用することが好ましい。以下、本発明のフィルタエレメントを使用する場合を例に挙げて説明する。
【0044】
前述のように、本発明のフィルタエレメントは、60℃の加熱によって厚さが5%以上増大する特性を有しているので、このフィルタエレメントを60℃以上の温度雰囲気中で使用することにより、フィルタエレメントの寿命を延長することができるという利点がある。しかし、本発明のフィルタエレメントを実際に使用する際には、非人為的な温度雰囲気中で60℃未満の温度雰囲気中で使用することがあり、例えば50℃の温度雰囲気で一ヶ月間使用することがあり、このような60℃未満の温度雰囲気中であっても、長時間であれば厚さが5%以上増大することがある。このような温度雰囲気とは、50〜80℃のいずれかの温度である。すなわち当該フィルタエレメントが曝される温度雰囲気が50℃未満であると、不織布基材の厚さを5%以上増大させることができなくなる場合があり、80℃以上の場合には、フィルタエレメントの構成部材が変形したり、変質したりする恐れがあるからである。また上述の不具合を生じることがなく、しかも確実に厚さが5%以上増大する効果を確保するためには、60〜80℃のいずれかの温度雰囲気であることが望ましい。
【0045】
また、上記の50〜80℃のいずれかの温度としては、フィルタエレメントを構成する不織布基材に含まれる繊維を構成する熱可塑性樹脂の融点未満であることが好ましく、詳細には、前記熱可塑性樹脂からなる繊維の融点の中で最も低い融点よりも10℃以下の温度であることが好ましく、30℃以下の温度であることがより好ましく、50℃以下の温度であることが更に好ましい。
【0046】
ここで、加熱とは人為的に加熱することのみならず、非人為的に不織布基材を加熱することを意味している。例えばフィルタエレメントを剛性枠に装着してなるエアフィルタユニットを、自動車室内のエアコン内部に設置して、自動車を例えば夏の炎天化に放置することにより、非人為的に加熱することを含む。すなわち、50〜80℃のいずれかの温度雰囲気中で使用することを意味している。
【0047】
なお、本発明の使用方法では、人為的に不織布基材を加熱して使用することも可能である。例えば、フィルタエレメントを剛性枠に装着してなるエアフィルタユニットを、家庭用空気清浄機や事務所用空調装置に設置して、エアフィルタとしてある程度使用して、塵埃が付着した後に、エアフィルタユニットを取外し、または設置したまま、フィルタエレメントを加熱した雰囲気中に曝すかまたは加熱空気を通過させることにより、不織布基材の厚さを回復させて使用することも可能である。
【0048】
以上説明したように、本発明のフィルタエレメントは、熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントを、例えば50〜80℃のいずれかの温度雰囲気中で使用することにより、前記不織布基材の厚さを5%以上回復させて用いることができ、少なくとも使い始めから加熱されるまでの期間においては、圧力損失が少なくエネルギーコストの削減や高風量を確保することができ、ある程度の期間が経過した後に加熱されるか又は故意に加熱することにより、最終的には、高い除塵効率を保持しつつ、濾過寿命が長くなるという特性を有している。
【0049】
以下、本発明の実施例につき説明するが、これは発明の理解を容易とするための好適例に過ぎず、本発明はこれら実施例の内容に限定されるものではない。
【実施例】
【0050】
(不織布基材の厚さの試験方法)
加熱前、又は加熱後の不織布基材から10cm角の試験片を切り取り、試験片を水平板の上に載置する。次いで、この試験片の上に質量が50gの10cm角の平板を載せて、水平板と平板の間の距離を測定する。測定に際しては、平板の4隅部と平板の各辺の中央部の合計8ヶ所で測定し、得られた値の平均値を不織布基材の厚さとする。なお、フィルタエレメントに加工された不織布基材の場合は、フィルタエレメントから不織布基材を取り出し、プリーツ形状の山部と谷部を除去し、セパレータがある場合は、セパレータも除去して、幾つかの小片となったものを合わせて10cm角となるように配置したものを試験片とすることができる。
【0051】
(不織布基材の濾過性能試験方法−質量法)
ASHRAE52.1−1992に規定される試験方法において、風速0.25m/秒にて、圧力損失が200PaになるまでSAE AC FINEダストを供給した後、粒子捕集平均効率(%)及び濾過寿命(粉塵捕集量)(g/m2)を求める。また、初期の圧力損失(Pa)は風速0.1m/秒にて測定した値を用いる。
【0052】
(不織布基材の濾過性能試験方法−計数法)
JIS B9908形式1に規定される試験方法において、風速0.1m/秒にて、0.3μmの大気塵を供給して、粒子捕集平均効率(%)を求める。
【0053】
(フィルタエレメントの濾過性能試験方法−質量法〉
ASHRAE52.1−1992に規定される試験方法において、風量550m3/hrにて、圧力損失が200PaになるまでSAE AC FINEダストを供給した後、粒子捕集平均効率(%)及び濾過寿命(粉塵捕集量)(g)を求める。また、初期の圧力損失(Pa)は風量550m3/hrにて測定した値を用いる。
【0054】
(実施例1)
芯成分が融点160℃のポリプロピレン樹脂であり。鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度6.6デシテックス、繊維長64mm)からなるステープル繊維80質量%と、芯成分が融点160℃のポリプロピレン樹脂であり、鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度2.2デシテックス、繊維長51mm)からなるステープル繊維20質量%とを混合して、カード機を使用して繊維ウェブを形成した。
【0055】
次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度6m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.3mmの繊維接着ウェブを形成した。次いで、この繊維接着ウェブを別のエアースルー型の乾燥機を用いて、130℃の熱風により、熱風通過速度10m/秒の条件下で、加熱圧縮処理を行い、面密度85g/m2で、厚さ1.0mmの不織布基材を作製した。得られた不織布基材の濾過性能を評価した結果を表1に示す。
【0056】
(実施例2)
芯成分が融点160℃のポリプロピレン樹脂であり、鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度6.6デシテックス、繊維長64mm)からなるステープル繊維100質量%を用いて、カード機を使用して繊維ウェブを形成した。次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度10m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.4mmの繊維接着ウェブを形成した。次いで、この繊維接着ウェブを別のエアスルー型の乾燥機を用いて、130℃の熱風により、熱風通過速度10m/秒の条件下で、加熱圧縮処理を行い、面密度85g/m2で、厚さ1.1mmの不織布基材を作製した。得られた不織布基材の濾過性能を評価した結果を表1に示す。
【0057】
(実施例3)
芯成分が融点160℃のポリプロピレン樹脂であり、鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度6.6デシテックス、繊維長64mm)からなるステーブル繊維80質量%と、芯成分が融点160℃のポリプロピレン樹脂であり、鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度2.2デシテックス、繊維長51mm)からなるステープル繊維20質量%とを混合して、カード機を使用して繊維ウェブを形成した。次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度6m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.3mmの繊維接着ウェブを形成した。次いで、この繊維接着ウェブを別のエアスルー型の乾燥機を用いて、130℃の熱風により、熱風通過速度10m/秒の条件下で、加熱圧縮処理を行い、面密度85g/m2で、厚さ1.0mmの不織布基材を作製した。次いで、この不織布基材に、コロナ放電加工を行い、構成繊維がエレクトレット化した不織布基布を作製した。なお、使用した複合繊維は、前述の『油剤0.2〜0.6重量%が付着してなるポリオレフィン系熱接着繊維からなり、加熱処理による不織布化時および/または不織布化後の加熱処理で、不織布の油剤付着量が0.001〜0.2重量%に減少し、油剤付着量の減少率が60%以上となり得るポリオレフィン系熱接着繊維』である。得られた不織布基布の濾過性能を評価した結果を表1に示す。
【0058】
(実施例4〜7)
実施例3と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、それぞれ熱風通過速度9m/秒、7.5m/秒、4m/秒、2m/秒の条件下で、加熱接着処理を行ない、それぞれ面密度85g/m2で、厚さ1.05mm、1.15mm、1.5mm、1.65mmの繊維接着ウェブを形成したこと以外は実施例3と同様にして実施例4、5、6、7の不織布基布を作製した。得られた不織布基布の濾過性能を評価した結果を表1に示す。
【0059】
(実施例8)
実施例1で得られた不織布基材に、ひだの高さが29mm、ひだのピッチ(山間隔)が5mmとなるようにブリーツ加工を施し、次いでプリーツの峰線方向と交叉する端面に、剛性のある不織布からなる保形部材をホツトメルトシートを介して貼り付けて、全体の大きさが保形部材側225mm×保形部材と垂直な側235mmのフィルタエレメントを作製した。得られたフィルタエレメントの濾過性能を評価した結果を表3に示す。また、得られたフィルタエレメントに、風量550m3/hrの加熱空気(60℃)を100時間流した後の濾過性能を評価した結果も表3に示す。なお、自動車用エアコンでは、一般的に最大風量が550m3/hrであり、この実施例では不織布基材に対して面風速が約25cm/秒に相当する。そして、この面風速が極めて小さい値であるため、不織布基材の厚さを圧縮する効果はなく、また不織布基材が厚さを回復することを妨げる効果もないことが確認されている。
【0060】
(実施例9〜13)
実施例3〜7で得られた不織布基材に、プリーツ加工を施したこと以外は、実施例8と同様にしてフィルタエレメントを作製した。得られたフィルタエレメントの濾過性能を評価した結果を表3及び4に示す。また、得られたフィルタエレメントに、風量550m3/hrの加熱空気(60℃)を100時間流した後の濾過性能を評価した結果も表3及び4に示す。
【0061】
(比較例1)
実施例1と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により。熱風通過速度6m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.3mmの繊維接着ウェブを形成した後、この繊維接着ウェブに加熱圧縮処理は行なわず、この繊維接着ウエブ(面密度85g/m2、厚さ1.3mm)を不織布基材とした。得られた不織布基材の濾過性能を評価した結果を表2に示す。
【0062】
(比較例2)
実施例2と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度10m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.4mmの繊維接着ウェブを形成した後、この繊維接着ウェブに加熱圧縮処理は行なわず、この繊維接着ウェブ(面密度85g/m2、厚さ1.4mm)を不織布基材とした。得られた不織布基布の濾過性能を評価した結果を表2に示す。
【0063】
(比較例3)
実施例3と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度6m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.3mmの繊維接着ウェブを形成した後、この繊維接着ウェブに加熱圧縮処理は行なわず、この繊維接着ウェブ(面密度85g/m2、厚さ1.3mm)を不織布基材とした。次いで、この不織布基材にコロナ放電加工を行い、構成繊維がエレクトレット化した不織布基材を作製した。得られた不織布基材の濾過性能を評価した結果を表2に示す。
【0064】
(比較例4〜7)
実施例3と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、それぞれ熱風通過速度9m/秒、7.5m/秒、4m/秒、2m/秒の条件下で、加熱接着処理を行ない、それぞれ面密度85g/m2で、厚さ1.05mm、1.15mm、1.5mm、1.65mmの繊維接着ウェブを形成した後、これらの繊維接着ウェブに加熱圧縮処理は行わず、これらの繊維接着ウェブを不織布基材とした。次いで、これらの不織布にコロナ放電加工を行い、構成繊維がエレクトレット化した不織布基材を作製した。得られた不織布基材の濾過性能を評価した結果を表2に示す。
【0065】
(比較例8)
比較例1で得られた不織布基材に、プリーツ加工を施したこと以外は、実施例8と同様にしてフィルタエレメントを作製した。得られたフィルタエレメントの濾過性能を評価した結果を表2に示す。また、得られたフィルタエレメントに、風量550m3/hrの加熱空気(60℃)を100時間流した後の濾過性能を評価した結果も表5に示す。
【0066】
(比較例9〜13)
比較例3〜7で得られた不織布基材に、プリーツ加工を施したこと以外は、実施例8と同様にしてフィルタエレメントを作製した。得られたフィルタエレメントの濾過性能を評価した結果を表5及び6に示す。また、得られたフィルタエレメントに、風量550m3/hrの加熱空気(60℃)を100時間流した後の濾過性能を評価した結果も表5及び6に示す。
【0067】
【表1】

【0068】
【表2】
【0069】
【表3】
【0070】
【表4】
【0071】
【表5】
【0072】
【表6】
【0073】
表1〜6から明らかなように、実施例8〜13のフィルタエレメントは、60℃に加熱される前の状態では、初期圧力損失が少なく、60℃に加熱された後には濾過寿命が長くなっていることが分かる。このように、本発明のフィルタエレメントは、少なくとも使い始めから加熱されるまでの期間においては、圧力損失が少なくエネルギーコストの削減や高風量を確保することができ、ある程度の期間が経過した後に非人為的に又は人為的に加熱することにより、最終的には、高い除塵効率を保持しつつ、濾過寿命が長くなるという特性を有している。
【図面の簡単な説明】
【0074】
【図1】本発明のフィルタエレメントの一例を示す斜視図である。また、保形部材を矢印Aの方向に装着する態様を例示する図である。
【図2】本発明のフィルタエレメントの要部拡大図である。
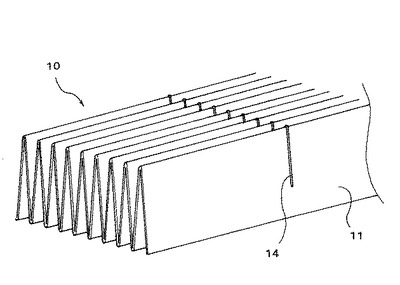
【図3】本発明のフィルタエレメントの模式断面図である。
【符号の説明】
【0075】
10 ・・・フィルタエレメント
11 ・・・不織布基材
12a・・・保形部材
12b・・・保形部材
13 ・・・ひだ
14 ・・・セパレータ
【技術分野】
【0001】
本発明は、自動車用や家庭用空気清浄機などの生活環境における空調機器に装着して使用されるフィルタエレメントのみならず、ビル、工場、事務所などに設置される空気清浄装置に、パッケージフィルター、ファンコイルユニット、中央空調用フィルタユニット等の粗塵除去用フィルタとして使用されるフィルタエレメント、その製造方法及び使用方法に関し、特には濾過寿命或いは粉塵保持能力に優れ、且つ初期圧力損失の少ないフィルタエレメント、その製造方法及び使用方法に関する。
【背景技術】
【0002】
従来から、家庭用空気清浄機や自動車車室内のエアコン内部に設置して、外気及び内気を清浄化するキャビンフィルタや、車室内の天井または後部座席の背後のパネル上などに設置して内気を清浄化する空気清浄機に、エアフィルタ基材がプリーツ折された形態の粗塵除去用のフィルタエレメント或いは計数法で評価される性能の高いフィルタエレメントが使用されている。このようなフィルタエレメントとしては、例えば、特許文献1にエアフィルタ及びその枠体、並びにフィルタエレメントの装着方法が知られている。また、ビル、工場、事務所などに設置される空気清浄装置には、パッケージフィルター、ファンコイルユニット、中央空調用フィルタユニット等が装着されており、必要に応じてこれらのフィルタにもエアフィルタ基材がプリーツ折りされた形態の粗塵除去用のフィルタエレメントが取り付けられている。そして、このようなフィルタエレメントには、エネルギーコストを低減するため、できる限り圧力損失を少なくして、高風量を確保することのみならず、できる限り高い除塵効率を有すること、およびできる限り濾過寿命が長いことが要求されている
【0003】
このような要求に対して、厚さの少ないエアフィルタ基材を用いると、フィルタエレメントの圧力損失が少なくなり、高風量を確保することができるという利点はあるものの、その反面塵埃を保持する空隙が少なくなりフィルタエレメントの濾過寿命が短くなるという問題があった。また、逆に厚さの大きいエアフィルタ基材を用いると、塵埃を保持する空隙が多くなり濾過寿命が長くなるという利点はあるものの、その反面フィルタエレメントの圧力損失が高くなりエネルギーコストの増加や高風量を確保できないという問題があった。
【特許文献1】特開2001−46824号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、上記の問題を解決し、初期圧力損失が少なくエネルギーコストの削減や高風量を確保することができるフィルタエレメントであり且つ、高い除塵効率を保持しつつ、濾過寿命の長いフィルタエレメント、その製造方法及び使用方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため、請求項1〜6に係る発明は、図1に例示するように、熱可塑性樹脂からなる繊維を含む不織布基材(11)がプリーツ加工されており、保形部材(12a)によってブリーツ形状が保持されてなるフィルタエレメント(10)であって、前記不織布基材(11)の厚さが60℃の加熱によって5%以上増大することを特徴とするフィルタエレメント(10)をその要旨とした。
【0006】
請求項7に係る発明は、熱可塑性樹脂からなる繊維を含む繊維ウェブに、熱可塑性樹脂の融点以上の加熱空気を通過させることにより、前記繊維ウェブの構成繊維相互を結合した後、前記繊維ウェブが圧縮状態となるように、前記加熱空気の通過速度を超える速度で前記熱可塑性樹脂の融点未満の温度の加熱空気を前記繊維ウェブに通過させることにより、不織布基材を形成し、この後、前記不織布基材をプリーツ加工し、さらに保形部材によって前記不織布基材のプリーツ形状を保持することを特徴とするフィルタエレメントの製造方法をその要旨とした。
【0007】
請求項8に係る発明は、熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントを、50〜80℃のいずれかの温度雰囲気中で使用することにより、前記不織布基材の厚さを5%以上回復させて用いることを特徴とするフィルタエレメントの使用方法をその要旨とした。
【発明の効果】
【0008】
本発明によって、初期圧力損失が少なくエネルギーコストの削減や高風量を確保することができるフィルタエレメントであり且つ、高い除塵効率を保持しつつ、濾過寿命の長いフィルタエレメントを提供することが可能となった。
【発明を実施するための最良の形態】
【0009】
以下、本発明に係るフィルタエレメント、その製造方法及び使用方法の好ましい実施の形態について詳細に説明する。尚、本発明のフィルタエレメントの製造方法及び使用方法については、フィルタエレメントの説明の中で説明する。本発明のフィルタエレメントは熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、プリーツ形状が保持されてなるものである。
【0010】
本発明のフィルタエレメントは、不織布基材を構成する繊維が熱可塑性樹脂からなる繊維を含むことが必要であるが、熱可塑性樹脂からなる繊維としては、不織布の製造で一般的に用いられる合成繊維があり、例えばポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル系繊維、ナイロン6、ナイロン66などのポリアミド系繊維、ポリプロピレン、ポリエチレンなどのポリオレフィン系繊維、ポリアクリロニトリルなどのアクリル系繊維およびポリビニルアルコール系繊維などを挙げることができる。これらの繊維の中でも、フィルタエレメントの濾過性能を向上させる上で、帯電性に優れるポリオレフィン系繊維が好ましい。
【0011】
また、熱可塑性樹脂からなる繊維が、熱接着性の繊維であることも可能である。熱接着性の繊維としては、例えば他の繊維よりも融点が低く他の繊維を熱接着することのできる単一樹脂成分からなる繊維や、他の繊維よりも融点が低く他の繊維を熱接着することのできる低融点成分を繊維表面に有する複合繊維がある。このような複合繊維には、低融点成分を繊維表面に有する芯鞘型やサイドバイサイド型等の複合繊維があり、またその材質は例えば、共重合ポリエステル/ポリエステル、共重合ポリプロピレン/ポリプロピレン、ポリプロピレン/ポリアミド、ポリエチレン/ポリプロピレン、ポリプロピレン/ポリエステル、ポリエチレン/ポリエステルなどの繊維形成性重合体の組み合わせからなる複合繊維がある。これらの繊維の中でも、フィルタエレメントの濾過性能を向上させる上で、帯電性に優れるポリオレフィン系の繊維形成性重合体からなる複合繊維が好ましい。
【0012】
また、熱可塑性樹脂からなる繊維は繊維長15〜100mmで、捲縮数5〜30個/インチを有するステープル繊維であることが好ましい。ステープル繊維には、カード機などで開繊可能なように捲縮加工が施されているので、嵩高な不織布基材となり、且つ圧縮に対しても厚さ方向の反発力に優れ、不織布基材に生じた繊維の歪も解消され易いという効果がある。
【0013】
なお、前記不織布基材を構成する繊維は熱可塑性樹脂からなる繊維以外にも、フィルタエレメントとしての機能向上のために、レーヨンなどの半合成繊維、あるいは綿およびパルプ繊維などの天然繊維を含むことも可能である。しかし、他の繊維の混入比率は、フィルタエレメントとしての特性を失わない範囲に留めるべきであり、不織布基材全体に対して30質量%以下が好ましく、15質量%以下がより好ましい。また。前記熱接着性繊維の不織布基材全体に占める割合は好ましくは100〜5重量%であり、より好ましくは100〜50重量%であり、更に好ましくは100〜75重量%である。熱接着性繊維の割合が5量量%未満であると熱接着による結合力が弱く、フィルタエレメントが、風圧で容易に厚みがつぶれてしまい、濾過寿命が短くなってしまう場合がある。また、前記不織布基材における繊維の平均繊度は、0.1〜30デシテックスが好ましく、0.5〜20デシテックスがより好ましく、1〜10デシテックスが更に好ましい。
【0014】
前記不織布基材は、その厚さが60℃の加熱によって5%以上増大する限り、特に限定されることはなく、通常の不織布の製法である、乾式法、湿式法、スパンボンド法、メルトブロー法、静電紡糸法又はフラッシュ紡糸法などによって形成される不織布を適用することができる。これらの製法の中でも、ステープル繊維をカード機やエアレイ装置などを使用して、繊維ウェブに形成した後、接着性繊維または接着剤を用いて構成繊維を接着によって結合する方法による、一般的に乾式法と呼ばれる製法によって得られる不織布が好ましい。乾式法による不織布は、厚さ方向に多数の繊維が配向しているので、厚さが大きく、且つ厚さがつぶれ難く、且つ圧縮に対しても厚さ方向の反発力に優れ、不織布基材に生じた繊維の歪も解消され易いからである。なお、スパンボンド法やメルトブロー法による場合は、熱可塑性樹脂からなる繊維をノズルより紡出させて長繊維からなる繊維フリースとする際に、熱可塑性樹脂からなる接着性のステープル繊維を吹き込み長繊維と短繊維とが一体化した繊維フリースとした後、構成繊維を接着によって結合する方法も可能である。
【0015】
より好ましい不織布基材としては、上記熱可塑性樹脂からなる繊維を含む構成繊維をカード機やエアレイ装置などを使用して繊維ウェブに形成し、次いで、この繊維ウェブに含まれる熱可塑性樹脂からなる繊維の熱可塑性樹脂の融点以上の加熱空気を通過させることにより、前記繊維ウェブの構成繊維相互を結合させた不織布基材を挙げることができる。
【0016】
また、上記不織布基材の製法において、形成される繊維ウェブにニードルパンチにより繊維同士を絡合させて繊維同士を結合する方法を併用することも可能である。
【0017】
本発明のフィルタエレメントは、前記不織布基材が60℃での加熱によって厚さが5%以上増大する特性を有している。不織布基材の厚さの増大は、フィルタエレメント又は不織布基材に、加熱空気(60℃)を面風速25cm/秒で100時間流すことによって確認することができる。本発明のフィルタエレメントはこのように60℃の加熱によって厚さが5%以上増大する特性を有しているので、このフィルタエレメントを60℃以上の加熱雰囲気中で使用することにより、不織布基材の厚さが5%以上増大し、それによってフィルタエレメントの寿命を延長することができるという利点がある。
【0018】
ここで、加熱とは人為的に加熱することのみならず、非人為的に不織布基材を加熱することも意味している。例えばフィルタエレメントを剛性枠に装着してなるエアフィルタユニツトを、自動車室内のエアコン内部に設置して、自動車を例えば夏の炎天化に放置することにより、非人為的に加熱することを含む。このように、フィルタエレメントを60℃以上の雰囲気中で使用することにより加熱する場合、特別な加熱装置や操作も使用せずに、フィルタエレメントの寿命を延長することができるという利点がある。
【0019】
前記不織布基材は60℃の加熱によって厚さが5%以上増大するが、厚さの増大の割合は5%以上である限り、またフィルタエレメントとしての機能が損なわれない限り、特に限定されないが、フィルタエレメントの寿命を延長する効果を確実に得るには、5〜65%の範囲が好ましい。厚さの増大が5%未満の場合は、この機能を付加するためのコストの割には、フィルタエレメントの寿命を延長する効果が少ないという問題がある。また、厚さの増大の上限としては、厚さが増大することによる空気の非通過部分が多くなり過ぎて、フィルタエレメントの寿命がかえって低下することがあるため、厚さの増大は100%以下が好ましく、65%以下がより好ましく、50%以下が最適である。
【0020】
60℃の加熱によって厚さが5%以上増大する特性を有する不織布基材は、例えば次のようにして得ることができる。前述の不織布基材の構造で説明した、不織布基材の製法によって得られた、熱可塑性樹脂からなる繊維を含む不織布基材に、圧縮状態で、不織布基材を構成する織維の融点より低い温度で加熱処理を行うのである。より好ましくは、熱可塑性樹脂の融点以上の温度の加熱空気を通過させることで構成繊維相互を結合させた繊維ウェブに、当該繊維ウェブが圧縮状態となるように、前記加熱空気の通過速度を超える速度で前記熱可塑性樹脂の融点未満の温度の加熱空気を前記繊維ウェブに通過させるのである。この場合、前記熱可塑性樹脂からなる繊維の融点の中で最も低い融点よりも5〜100℃低い温度で加熱することが好ましく、5〜60℃低い温度で加熱することがより好ましく、5〜30℃低い温度で加熱することが更に好ましい。
【0021】
前述の、熱可塑性樹脂の融点以上の温度の加熱空気を通過させることで構成繊維同士を結合させた繊維ウェブに、当該繊維ウェブが圧縮状態となるように、前記加熱空気の通過速度を超える速度で前記熱可塑性樹脂の融点未満の温度の加熱空気を前記繊維ウェブに通過させる方法としては、具体的には、例えば、融点が140℃の熱可塑性樹脂を鞘成分に有する複合繊維からなる繊維ウェブを形成し、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度6m/秒の条件下で、加熱接着処理を行い、構成繊維同士を結合させた繊維接着ウェブを形成し、次いで、この繊維接着ウェブを別のエアスルー型の乾燥機を用いて、130℃の熱風により、熱風通過速度10m/秒の条件下で、加熱圧縮処理を行い、不織布基材を得る方法がある。なお、この方法では、エアスルー型の乾燥機2台を必ずしも必要とせず、例えば、エアスルー型の乾燥機の前段部分で構成繊維同士を結合させた繊維接着ウェブを形成し、同じエアスルー型の乾燥機の後段部分で加熱圧縮処理を行なうことも可能であり、このようにすれば、エアスルー型の乾燥機が1台で済むのでより好ましい方法である。
【0022】
このような処理を行うことにより、不織布基材の構成繊維に歪みが残留することになる。この結果、その後の60℃の加熱によって歪みが解消され、当該不織布基材の嵩(厚さ)が回復するという効果を奏することになる。また、上記方法によれば、不織布基材の下面になるほど風圧による圧縮効果を受けるので、不織布基材の上面の繊維密度が粗く、下面になるほど繊維密度が上昇して密度勾配を形成した構造とすることができる。このような密度勾配が形成されると、フィルタエレメントの濾過寿命を長くする効果が得られる。
【0023】
不織布基材の面密度は20〜350g/m2 であることが好ましく、20〜250g/m2であることがより好ましく、30〜150g/m2 であることが更に好ましい。また、前記不織布基材の厚さは、プリーツ加工を施すことを考慮すると、0.3〜5mmであることが好ましく、0.5〜3mmであることがより好ましく、0.7〜2mmであることが更に好ましい。0.3mm未満であると、濾過寿命が短くなり目的とする濾過性能が得られない場含がある。また、5mmを超えると、プリーツ加工を施したときに、気体の濾過に寄与しないか又は寄与が極めて少ない部分(以下、デッドスペースと称する)が多くなり、かえって濾過寿命が短くなり目的とする濾過性能が得られない場合がある。
【0024】
また不織布基材は、補強などを目的として、例えば不織布、織物、編物またはネットなどの他の素材と積層された複合基材であることも可能である。また、脱臭粒子やガス除去粒子を保持した層を有するガス除去フィルタと積層された複合基材であることも可能である。
【0025】
不織布碁材の濾過性能は、粗塵除去用のフィルタとして機能することが好ましく、具体的には、ASHRAE52.1−1992に規定される試験方法において、SAE AC FINEダストを用いて、質量法により評価すると、試験条件が風速0.25m/秒の時に、粒子捕集平均効率が50〜99%であることが好ましく、粒子捕集平均効率が60〜99%であることが好ましく、粒子捕集平均効率が70〜99%であることが更に好ましい。粒子捕集平均効率が50%未満である場合は粗塵除去が不十分であり、粒子捕集平均効率が99%を超える場合は、不織布基材の開孔径が細かくなり過ぎるため、すぐに不織布基材前後の圧力損失が限界に達して寿命が短くなり粗塵除去用のフィルタとして使用できない場合がある。なお、SAE AC FINEダストとは、ISO12103−1(1997)のA2(fine)に規定される試験用ダストに適合するダストである。
【0026】
また、不織布基材の初期の圧力損失は、試験条件が風速0.1m/秒の時に、30Pa以下が好ましく、20Pa以下がより好ましく、10Pa以下が更に好ましい。また、不織布基材の濾過寿命は風速0.25m/秒の時に、最終の圧力損失200Paとした場合、粉塵捕集量5g/m2以上が好ましく、10g/m2以上がより好ましく、15g/m2以上が更に好ましい。なお、不織布基材の粒子捕集平均効率の値を高くしようとすると濾過寿命が短くなり(粉塵捕集量が少なくなり)、濾過寿命を長くしようとすると(粉塵捕集量を多くしようとすると)粒子捕集平均効率の値が低下することとなるので、上記の好ましい範囲の不識布であれば、プリーツ加工を施すことにより、粗塵除去用フィルタとしてより好適に用いることができる。
【0027】
不織布基材の濾過性能をより向上させ、比色法のみならず計数法でも評価できる濾過性能を有するものとするには、不織布基材に帯電加工を施し、構成繊維をエレクトレツト化する方法がある。このようなエレクトレット化した繊維は、比較的高温の加熱によってエレクトレットの効果が失われることが知られており、このため加熱処理によって不織布基材とした後に帯電加工処理が行うことが好ましい。
【0028】
尚、不織布基材をエレクトレット化する前に、付着している油剤を洗浄除去したり、水流の作用によって構成繊維の交絡と同時に油剤成分を除去したりすることが好ましい。しかし、このような方法によれば、工程の増加や新たな設備が必要であり、製造コストが高くつくなどの課題がある。そこで、例えば特開2002−339256号公報に開示されるような、油剤0.2〜0.6重量%が付着してなるポリオレフィン系熱接着繊維からなり、加熱処理による不織布化時(熱可塑性樹脂の融点以上の加熱空気を通過させる時)および/または不織布化後の加熱処理(熱可塑性樹脂の融点未満の加熱空気を通過させる時)で、不織布の油剤付着量が0.001〜0.2重量%に減少し、油剤付着量の減少率が60%以上となり得るポリオレフィン系熱接着繊維を用いて、不織布基材を形成し、その後帯電加工を施し構成繊維をエレクトレット化することがより好ましい。なお、このようなポリオレフィン系熱接着繊維は、油剤として例えば分子量400〜800のポリエチレングリコールと炭素数10〜20の脂肪酸とのエステルを主成分とする油剤が付着してなる繊維である。
【0029】
不織布基材の帯電加工が施された後の濾過性能は、微塵除去用のフィルタとして機能することが好ましく、具体的には、ASHRAE52.1−1992に規定される試験方法において。SAE AC FINEダストを用いて、質量法により評価すると、試験条件が風速0.25m/秒の時に、粒子捕集平均効率が50〜99%であることが好ましく、粒子捕集平均効率が60〜99%であることが好ましく、粒子捕集平均効率が70〜99%であることが更に好ましい。粒子捕集平均効率が50%未満である場合は粗塵除去が不十分であり、粒子捕集平均効率が99%を超える場合は、不織布基材の開孔径が細かくなり過ぎるため、すぐに不織布基材前後の圧力損失が限界に達して寿命が短くなり粗塵除去用のフィルタとして使用できない場合がある。また、JIS B9908形式1に規定される試験方法において、0.3μmの大気塵を用いて、計数法により評価すると、試験条件が風速0.1m/秒の時に、粒子捕集平均効率が5〜50%であることが好ましく、粒子捕集平均効率が10〜50%であることが好ましく、粒子捕集平均効率が20〜50%であることが更に好ましい。
【0030】
本発明のフィルタエレメント(10)は、図1に例示するように、不織布基材(11)がプリーツ加工されており、かつ保形部材(12a)によってプリーツ形状が保持されてなる。なお、図1では、プリーツ加工された不織布基材(11)の、プリーツの峰線方向と交叉する端面に、保形部材(12b)が矢印Aの方向に装着する態様も例示している。不織布基材のプリーツ加工は、ジグザグ形状に折られている限り限定されず、この折り加工方法としてはレシプロ式やロータリー式などのプリーツ加工機による方法や、ジグザグ形状に成形された押型でプレスする方法などがある。
【0031】
また、保形部材としては、プリーツ形状を保持することができる限り、特に限定されず、例えば織編物、不織布、合成樹脂シート、発泡シート、紙、金属材料またはこれらの複合物などのシート状物を適用することができる。このうち特に不織布であれば、強度に優れると共に、フィルタエレメントを剛性枠に装着する際にクッション性に優れ、剛性枠との間のシール性に優れるので好ましい。具体的には、これらのシート状物を、熱融着させたり、接着剤や接着性シートを介して接着することにより、プリーツの峰線方向と交叉する端面に、装着することができる。なお、保形部材としては、シート状物に限らず、発泡性樹脂等を付着させて発泡して形成することなども可能である。また、保形部材は、プリーツの峰線方向と交叉する端面以外にも、峰線方向と平行な端面にも装着することが可能である。
【0032】
前記プリーツ加工前に、或いはプリーツ加工後に、図1又は図2に例示するように、不織布基材(11)に、プリーツの峰線方向と交叉する方向に、間隔をおいて平行に、線状の樹脂を付着させたセパレータ(14)を設けて、プリーツの山の斜面が接触してデッドスペースとなることを防ぐことも好ましい。線状の樹脂の付着は、これらの図のように、断続的としてプリーツの山の峰に設けて、プリーツの谷部には設けないようにすることも好ましく、また不織布基材の両面に設けることも好ましい態様である。
【0033】
また、前記フィルタエレメントは、図1に例示するように、ひだ(13)が多数形成されていることが好ましく、具体的には、図3に示すように、ひだ(13)の高さHは5〜150mmが好ましく、8〜100mmがより好ましく、15〜50mmが更に好ましい。また、プリーツの山間隔であるひだ(13)のピッチPは1〜20mmが好ましく、2〜15mmがより好ましく、3〜10mmが更に好ましい。また、ピッチP(mm)と高さH(mm)との比P/Hが0.05〜0.7であることが好ましく、0.05〜0.5であることがより好ましく、0.05〜0.3であることが更に好ましい。P/Hが0.05未満であると、ひだの角度が小さくなり過ぎるので、風圧でひだの角度が広がり隣接するひだと接触してしまいデッドスペースとなり、粉塵保持容量が低下してしまう場合がある。また、P/Hが0.5を超えると、ひだの高さが少なくなり濾材全体の面積が少なくなり、粉塵保持容量が低下してしまう場合がある。また、ひだの高さが5mm未満であると濾材全体の面積が少なくなり、粉塵保持量が低下してしまう場合がある。ひだの高さが150mmを超えると濾材全体の面積が大きくなるものの、ひだの角度が小さくなりすぎるので、隣接するひだと接触してしまい、デッドスペースとなり、かえって粉塵保持容量が低下してしまう場合がある。
【0034】
また、図3に示すように、プリーツの山間隔、すなわちひだのピッチをP(mm)、不織布基材の厚さをT(mm)とすると、
式 : a = (1−2T/P)×100
から算出した開ロ率aが10〜80%であることが好ましく、15〜75%であることがより好ましく、20〜70%であることが更に好ましい。図3から明らかなように、ひだのピッチP(mm)と高さH(mm)との比P/Hの値が少ない場合、不識布基材の厚さT(mm)の約2倍に相当する長さの幅がデッドスペースの巾D(mm)とほぼ等しくなる。
【0035】
そのため、フィルタエレメントの山数が多くなるほど、また不織布基材の厚さが厚くなるほどデッドスペースが多くなり、エアフィルタユニットとしての処理風量が低下して、濾過寿命が少なくなる傾向がある。その一方、フィルタエレメントの山数が多くなるほど、また不織布基材の厚さが厚くなるほど不織布基材の濾過面積が増加して濾過寿命が長くなる傾向がある。したがって、上記の式は、これら両傾向のバランスがとれ、濾過寿命が長くなる最も好ましい状態を表す式といえる。それゆえ前記開口率aが10%未満であると、エアフィルタユニットの初期の圧力損失が大きく上昇してしまい、濾過寿命が短くなり、粉塵保持容量が低下してしまう場合がある。また、開口率aが80%を超えると不織布基材の濾過面積が少なくなり、エアフィルタユニットの濾過寿命が短くなり、粉塵保持容量が低下してしまう場合がある。
【0036】
なお、前記不織布基材が、不織布、織物、編物またはネットなどの他の素材と積層された複合基材である場合や、脱臭粒子やガス除去粒子を保持した層を有するガス除去フィルタと積層された複合基材である場合には、開ロ率aを求める前記式において、不織布基材の厚さT(mm)として、複合基材の厚さを用いることができる。
【0037】
また、フィルタエレメントの全体の大きさは、自動車用や家庭用空気清浄機などの生活環境における空調機器に装着して使用されるフィルタエレメントの場合、空気の流入面の一辺の寸法が80〜500mmが好ましく、100〜400mmより好ましく、150〜300mmが更に好ましい。また、奥行は5〜100mmが好ましく、10〜50mmがより好ましく、15〜30mmが更に好ましい。また、ビル、工場、事務所などに設置される空気清浄装置に、パッケージフィルター、ファンコイルユニット、中央空調用フィルタユニット等の粗塵除去用フィルタとして使用されるフィルタエレメントの場合、空気の流入面の一辺の寸法が200〜1500mmが好ましく、300〜1000mmがより好ましく、400〜700mmが更に好ましい。また、奥行は10〜500mmが好ましく、20〜400mmがより好ましく、30〜300mmが更に好ましい。
【0038】
前記フィルタエレメントを空調装置に適用する場合はフィルタエレメントを剛性枠に装着して用いることができる。この剛性枠は剛性のある材質である限り特に限定されず、木材、金属、プラスチック等が適用され、数回の洗浄再生の後に焼却、廃棄される場合は木材が好ましい。
【0039】
前記フィルタエレメントの濾過性能は、粗塵除去用のフィルタとして機能することが好ましく臭体的には、ASHRAE52.1−1992に規定される試験方法において、SAE AC FINEダストを用いて、質量法により評価すると、空気の流入面の少なくとも一辺の寸法が80〜500mmの場含、試験条件が風量550m3/hrの時に、粒子捕集平均効率が50〜99%であることが好ましく、粒子捕集平均効率が60〜99%であることが好ましく、粒子捕集平均効率が70〜99%であることが更に好ましい。粒子捕集平均効率が50%未満である場合は粗塵除去が不十分であり、粒子捕集平均効率が99%を超える場合は、不織布基材の開孔径が細かくなり過ぎるため、すぐに不織布基材前後の圧力損失が限界に達して寿命が短くなり粗塵除去用のフィルタとして使用できない場合がある。なお、空気の流入面の全ての辺の寸法が500mmを超える場合は、試験条件として風量1100m3/hrを採用することができる。
【0040】
また、前記フィルタエレメントの初期の圧力損失は、空気の流入面の少なくとも一辺の寸法が80〜500mmの場合、試験条件が風量550m3/hrの時に、150Pa以下が好ましく、120Pa以下がより好ましく、100Pa以下が更に好ましい。また、前記フィルタエレメントの濾過寿命は、最終の圧力損失200Paとした場合、粉塵捕集量10g以上が好ましく、15g以上がより好ましく、20g以上が更に好ましい。なお、前記不織布基材が、不織布、織物、編物またはネットなどの他の素材と積層された複合基材である場合や、脱臭粒子やガス除去粒子を保持した層を有するガス除去フィルタと積層された複合基材である場合には、前述の各圧力損失は、積層された他の素材やフィルタの圧力損失を加算した圧力損失とすることができる。なお、空気の流入面の全ての辺の寸法が500mmを超える場合は、試験条件として風量1100m3/hrを採用することができる。
【0041】
本発明のフィルタエレメントは、前述のように、不織布基材がプリーツ加工されてなるフィルタエレメントであって、60℃の加熱によって前記不織布基材の厚さが5%以上増大する。したがって、このフィルタエレメント、またはこのフィルタエレメントを剛性枠に装着してなるエアフィルタユニットを60℃の加熱状態に曝すとフィルタエレメントの濾過性能が変化する。詳細には、粒子捕集平均効率は殆んど変化せず、不織布基材のひだの頂点部分でのデッドスペースが増加するため圧力損失が増加するものの、不織布基材全体の粉塵保持容量が増加するため、総合的な結果として、濾過寿命が大きく増加するという効果をもたらす。この増加の割合は、もとのフィルタエレメントの濾過寿命に対して、5%以上であることが好ましく、10%以上であることがより好ましく、15%以上であることが更に好ましい。
【0042】
次に、本発明のフィルタエレメントの使用方法を説明する。本発明のフィルタエレメントの使用方法は、熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントを、50〜80℃のいずれかの温度雰囲気中で使用することにより、前記不織布基材の厚さを5%以上回復させて用いることで特徴付けられたものである。
【0043】
本発明のフィルタエレメントの使用方法では、フィルタエレメントとして、本発明のフィルタエレメント、すなわち不織布基材の厚さが60℃の加熱によって厚さが5%以上増大するようにしたものを使用することが好ましい。以下、本発明のフィルタエレメントを使用する場合を例に挙げて説明する。
【0044】
前述のように、本発明のフィルタエレメントは、60℃の加熱によって厚さが5%以上増大する特性を有しているので、このフィルタエレメントを60℃以上の温度雰囲気中で使用することにより、フィルタエレメントの寿命を延長することができるという利点がある。しかし、本発明のフィルタエレメントを実際に使用する際には、非人為的な温度雰囲気中で60℃未満の温度雰囲気中で使用することがあり、例えば50℃の温度雰囲気で一ヶ月間使用することがあり、このような60℃未満の温度雰囲気中であっても、長時間であれば厚さが5%以上増大することがある。このような温度雰囲気とは、50〜80℃のいずれかの温度である。すなわち当該フィルタエレメントが曝される温度雰囲気が50℃未満であると、不織布基材の厚さを5%以上増大させることができなくなる場合があり、80℃以上の場合には、フィルタエレメントの構成部材が変形したり、変質したりする恐れがあるからである。また上述の不具合を生じることがなく、しかも確実に厚さが5%以上増大する効果を確保するためには、60〜80℃のいずれかの温度雰囲気であることが望ましい。
【0045】
また、上記の50〜80℃のいずれかの温度としては、フィルタエレメントを構成する不織布基材に含まれる繊維を構成する熱可塑性樹脂の融点未満であることが好ましく、詳細には、前記熱可塑性樹脂からなる繊維の融点の中で最も低い融点よりも10℃以下の温度であることが好ましく、30℃以下の温度であることがより好ましく、50℃以下の温度であることが更に好ましい。
【0046】
ここで、加熱とは人為的に加熱することのみならず、非人為的に不織布基材を加熱することを意味している。例えばフィルタエレメントを剛性枠に装着してなるエアフィルタユニットを、自動車室内のエアコン内部に設置して、自動車を例えば夏の炎天化に放置することにより、非人為的に加熱することを含む。すなわち、50〜80℃のいずれかの温度雰囲気中で使用することを意味している。
【0047】
なお、本発明の使用方法では、人為的に不織布基材を加熱して使用することも可能である。例えば、フィルタエレメントを剛性枠に装着してなるエアフィルタユニットを、家庭用空気清浄機や事務所用空調装置に設置して、エアフィルタとしてある程度使用して、塵埃が付着した後に、エアフィルタユニットを取外し、または設置したまま、フィルタエレメントを加熱した雰囲気中に曝すかまたは加熱空気を通過させることにより、不織布基材の厚さを回復させて使用することも可能である。
【0048】
以上説明したように、本発明のフィルタエレメントは、熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントを、例えば50〜80℃のいずれかの温度雰囲気中で使用することにより、前記不織布基材の厚さを5%以上回復させて用いることができ、少なくとも使い始めから加熱されるまでの期間においては、圧力損失が少なくエネルギーコストの削減や高風量を確保することができ、ある程度の期間が経過した後に加熱されるか又は故意に加熱することにより、最終的には、高い除塵効率を保持しつつ、濾過寿命が長くなるという特性を有している。
【0049】
以下、本発明の実施例につき説明するが、これは発明の理解を容易とするための好適例に過ぎず、本発明はこれら実施例の内容に限定されるものではない。
【実施例】
【0050】
(不織布基材の厚さの試験方法)
加熱前、又は加熱後の不織布基材から10cm角の試験片を切り取り、試験片を水平板の上に載置する。次いで、この試験片の上に質量が50gの10cm角の平板を載せて、水平板と平板の間の距離を測定する。測定に際しては、平板の4隅部と平板の各辺の中央部の合計8ヶ所で測定し、得られた値の平均値を不織布基材の厚さとする。なお、フィルタエレメントに加工された不織布基材の場合は、フィルタエレメントから不織布基材を取り出し、プリーツ形状の山部と谷部を除去し、セパレータがある場合は、セパレータも除去して、幾つかの小片となったものを合わせて10cm角となるように配置したものを試験片とすることができる。
【0051】
(不織布基材の濾過性能試験方法−質量法)
ASHRAE52.1−1992に規定される試験方法において、風速0.25m/秒にて、圧力損失が200PaになるまでSAE AC FINEダストを供給した後、粒子捕集平均効率(%)及び濾過寿命(粉塵捕集量)(g/m2)を求める。また、初期の圧力損失(Pa)は風速0.1m/秒にて測定した値を用いる。
【0052】
(不織布基材の濾過性能試験方法−計数法)
JIS B9908形式1に規定される試験方法において、風速0.1m/秒にて、0.3μmの大気塵を供給して、粒子捕集平均効率(%)を求める。
【0053】
(フィルタエレメントの濾過性能試験方法−質量法〉
ASHRAE52.1−1992に規定される試験方法において、風量550m3/hrにて、圧力損失が200PaになるまでSAE AC FINEダストを供給した後、粒子捕集平均効率(%)及び濾過寿命(粉塵捕集量)(g)を求める。また、初期の圧力損失(Pa)は風量550m3/hrにて測定した値を用いる。
【0054】
(実施例1)
芯成分が融点160℃のポリプロピレン樹脂であり。鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度6.6デシテックス、繊維長64mm)からなるステープル繊維80質量%と、芯成分が融点160℃のポリプロピレン樹脂であり、鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度2.2デシテックス、繊維長51mm)からなるステープル繊維20質量%とを混合して、カード機を使用して繊維ウェブを形成した。
【0055】
次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度6m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.3mmの繊維接着ウェブを形成した。次いで、この繊維接着ウェブを別のエアースルー型の乾燥機を用いて、130℃の熱風により、熱風通過速度10m/秒の条件下で、加熱圧縮処理を行い、面密度85g/m2で、厚さ1.0mmの不織布基材を作製した。得られた不織布基材の濾過性能を評価した結果を表1に示す。
【0056】
(実施例2)
芯成分が融点160℃のポリプロピレン樹脂であり、鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度6.6デシテックス、繊維長64mm)からなるステープル繊維100質量%を用いて、カード機を使用して繊維ウェブを形成した。次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度10m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.4mmの繊維接着ウェブを形成した。次いで、この繊維接着ウェブを別のエアスルー型の乾燥機を用いて、130℃の熱風により、熱風通過速度10m/秒の条件下で、加熱圧縮処理を行い、面密度85g/m2で、厚さ1.1mmの不織布基材を作製した。得られた不織布基材の濾過性能を評価した結果を表1に示す。
【0057】
(実施例3)
芯成分が融点160℃のポリプロピレン樹脂であり、鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度6.6デシテックス、繊維長64mm)からなるステーブル繊維80質量%と、芯成分が融点160℃のポリプロピレン樹脂であり、鞘成分が融点140℃のポリエチレン樹脂からなる複合繊維(繊度2.2デシテックス、繊維長51mm)からなるステープル繊維20質量%とを混合して、カード機を使用して繊維ウェブを形成した。次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度6m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.3mmの繊維接着ウェブを形成した。次いで、この繊維接着ウェブを別のエアスルー型の乾燥機を用いて、130℃の熱風により、熱風通過速度10m/秒の条件下で、加熱圧縮処理を行い、面密度85g/m2で、厚さ1.0mmの不織布基材を作製した。次いで、この不織布基材に、コロナ放電加工を行い、構成繊維がエレクトレット化した不織布基布を作製した。なお、使用した複合繊維は、前述の『油剤0.2〜0.6重量%が付着してなるポリオレフィン系熱接着繊維からなり、加熱処理による不織布化時および/または不織布化後の加熱処理で、不織布の油剤付着量が0.001〜0.2重量%に減少し、油剤付着量の減少率が60%以上となり得るポリオレフィン系熱接着繊維』である。得られた不織布基布の濾過性能を評価した結果を表1に示す。
【0058】
(実施例4〜7)
実施例3と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、それぞれ熱風通過速度9m/秒、7.5m/秒、4m/秒、2m/秒の条件下で、加熱接着処理を行ない、それぞれ面密度85g/m2で、厚さ1.05mm、1.15mm、1.5mm、1.65mmの繊維接着ウェブを形成したこと以外は実施例3と同様にして実施例4、5、6、7の不織布基布を作製した。得られた不織布基布の濾過性能を評価した結果を表1に示す。
【0059】
(実施例8)
実施例1で得られた不織布基材に、ひだの高さが29mm、ひだのピッチ(山間隔)が5mmとなるようにブリーツ加工を施し、次いでプリーツの峰線方向と交叉する端面に、剛性のある不織布からなる保形部材をホツトメルトシートを介して貼り付けて、全体の大きさが保形部材側225mm×保形部材と垂直な側235mmのフィルタエレメントを作製した。得られたフィルタエレメントの濾過性能を評価した結果を表3に示す。また、得られたフィルタエレメントに、風量550m3/hrの加熱空気(60℃)を100時間流した後の濾過性能を評価した結果も表3に示す。なお、自動車用エアコンでは、一般的に最大風量が550m3/hrであり、この実施例では不織布基材に対して面風速が約25cm/秒に相当する。そして、この面風速が極めて小さい値であるため、不織布基材の厚さを圧縮する効果はなく、また不織布基材が厚さを回復することを妨げる効果もないことが確認されている。
【0060】
(実施例9〜13)
実施例3〜7で得られた不織布基材に、プリーツ加工を施したこと以外は、実施例8と同様にしてフィルタエレメントを作製した。得られたフィルタエレメントの濾過性能を評価した結果を表3及び4に示す。また、得られたフィルタエレメントに、風量550m3/hrの加熱空気(60℃)を100時間流した後の濾過性能を評価した結果も表3及び4に示す。
【0061】
(比較例1)
実施例1と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により。熱風通過速度6m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.3mmの繊維接着ウェブを形成した後、この繊維接着ウェブに加熱圧縮処理は行なわず、この繊維接着ウエブ(面密度85g/m2、厚さ1.3mm)を不織布基材とした。得られた不織布基材の濾過性能を評価した結果を表2に示す。
【0062】
(比較例2)
実施例2と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度10m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.4mmの繊維接着ウェブを形成した後、この繊維接着ウェブに加熱圧縮処理は行なわず、この繊維接着ウェブ(面密度85g/m2、厚さ1.4mm)を不織布基材とした。得られた不織布基布の濾過性能を評価した結果を表2に示す。
【0063】
(比較例3)
実施例3と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、熱風通過速度6m/秒の条件下で、加熱接着処理を行い、面密度85g/m2で、厚さ1.3mmの繊維接着ウェブを形成した後、この繊維接着ウェブに加熱圧縮処理は行なわず、この繊維接着ウェブ(面密度85g/m2、厚さ1.3mm)を不織布基材とした。次いで、この不織布基材にコロナ放電加工を行い、構成繊維がエレクトレット化した不織布基材を作製した。得られた不織布基材の濾過性能を評価した結果を表2に示す。
【0064】
(比較例4〜7)
実施例3と同様にして、繊維ウェブを形成し、次いで、この繊維ウェブをエアスルー型の乾燥機を用いて、140℃の熱風により、それぞれ熱風通過速度9m/秒、7.5m/秒、4m/秒、2m/秒の条件下で、加熱接着処理を行ない、それぞれ面密度85g/m2で、厚さ1.05mm、1.15mm、1.5mm、1.65mmの繊維接着ウェブを形成した後、これらの繊維接着ウェブに加熱圧縮処理は行わず、これらの繊維接着ウェブを不織布基材とした。次いで、これらの不織布にコロナ放電加工を行い、構成繊維がエレクトレット化した不織布基材を作製した。得られた不織布基材の濾過性能を評価した結果を表2に示す。
【0065】
(比較例8)
比較例1で得られた不織布基材に、プリーツ加工を施したこと以外は、実施例8と同様にしてフィルタエレメントを作製した。得られたフィルタエレメントの濾過性能を評価した結果を表2に示す。また、得られたフィルタエレメントに、風量550m3/hrの加熱空気(60℃)を100時間流した後の濾過性能を評価した結果も表5に示す。
【0066】
(比較例9〜13)
比較例3〜7で得られた不織布基材に、プリーツ加工を施したこと以外は、実施例8と同様にしてフィルタエレメントを作製した。得られたフィルタエレメントの濾過性能を評価した結果を表5及び6に示す。また、得られたフィルタエレメントに、風量550m3/hrの加熱空気(60℃)を100時間流した後の濾過性能を評価した結果も表5及び6に示す。
【0067】
【表1】
【0068】
【表2】
【0069】
【表3】
【0070】
【表4】
【0071】
【表5】
【0072】
【表6】
【0073】
表1〜6から明らかなように、実施例8〜13のフィルタエレメントは、60℃に加熱される前の状態では、初期圧力損失が少なく、60℃に加熱された後には濾過寿命が長くなっていることが分かる。このように、本発明のフィルタエレメントは、少なくとも使い始めから加熱されるまでの期間においては、圧力損失が少なくエネルギーコストの削減や高風量を確保することができ、ある程度の期間が経過した後に非人為的に又は人為的に加熱することにより、最終的には、高い除塵効率を保持しつつ、濾過寿命が長くなるという特性を有している。
【図面の簡単な説明】
【0074】
【図1】本発明のフィルタエレメントの一例を示す斜視図である。また、保形部材を矢印Aの方向に装着する態様を例示する図である。
【図2】本発明のフィルタエレメントの要部拡大図である。
【図3】本発明のフィルタエレメントの模式断面図である。
【符号の説明】
【0075】
10 ・・・フィルタエレメント
11 ・・・不織布基材
12a・・・保形部材
12b・・・保形部材
13 ・・・ひだ
14 ・・・セパレータ
【特許請求の範囲】
【請求項1】
熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントであって、
前記不織布基材の厚さが60℃の加熱によって5%以上増大することを特徴とするフィルタエレメント。
【請求項2】
不織布基材の厚さが60℃の加熱によって5〜65%増大することを特徴とする請求項1に記載のフィルタエレメント。
【請求項3】
不織布基材の濾過性能は、ASHRAE 52.1−1992に規定される試験方法において、SAE AC FINE ダストを用いて、質量法により評価すると、試験条件が風速0.25m/秒の時に、粒子捕集平均効率が50〜99%である請求項1または2に記載のフィルタエレメント。
【請求項4】
不織布基材が帯電加工されていることを特徴とする請求項1〜3のいずれかに記載のフィルタエレメント。
【請求項5】
下記式により算出した開口率aが10〜80%であることを特徴とする請求項1〜4のいずれかに記載のフィルタエレメント。
式 a=(1−2T/P)×100
尚、式中のPはプリーツの山間隔(mm)、Tは不織布基材の厚さ(mm)である。
【請求項6】
60℃の加熱後のフィルタエレメントの塵埃保持容量が、加熱前の塵埃保持容量に対して5%以上増大することを特徴とする請求項1〜5のいずれかに記載のフィルタエレメント。
【請求項7】
熱可塑性樹脂からなる繊維を含む繊維ウェブに、熱可塑性樹脂の融点以上の加熱空気を通過させることにより、前記繊維ウェブの構成繊維相互を結合した後、前記繊維ウェブが圧縮状態となるように、前記加熱空気の通過速度を超える速度で前記熱可塑性樹脂の融点未満の温度の加熱空気を前記繊維ウェブに通過させることにより、不織布基材を形成し、この後、前記不織布基材をプリーツ加工し、さらに保形部材によって前記不織布基材のプリーツ形状を保持することを特徴とするフィルタエレメントの製造方法。
【請求項8】
熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントを、50〜80℃のいずれかの温度雰囲気中で使用することにより、前記不織布基材の厚さを5%以上回復させて用いることを特徴とするフィルタエレメントの使用方法。
【請求項1】
熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントであって、
前記不織布基材の厚さが60℃の加熱によって5%以上増大することを特徴とするフィルタエレメント。
【請求項2】
不織布基材の厚さが60℃の加熱によって5〜65%増大することを特徴とする請求項1に記載のフィルタエレメント。
【請求項3】
不織布基材の濾過性能は、ASHRAE 52.1−1992に規定される試験方法において、SAE AC FINE ダストを用いて、質量法により評価すると、試験条件が風速0.25m/秒の時に、粒子捕集平均効率が50〜99%である請求項1または2に記載のフィルタエレメント。
【請求項4】
不織布基材が帯電加工されていることを特徴とする請求項1〜3のいずれかに記載のフィルタエレメント。
【請求項5】
下記式により算出した開口率aが10〜80%であることを特徴とする請求項1〜4のいずれかに記載のフィルタエレメント。
式 a=(1−2T/P)×100
尚、式中のPはプリーツの山間隔(mm)、Tは不織布基材の厚さ(mm)である。
【請求項6】
60℃の加熱後のフィルタエレメントの塵埃保持容量が、加熱前の塵埃保持容量に対して5%以上増大することを特徴とする請求項1〜5のいずれかに記載のフィルタエレメント。
【請求項7】
熱可塑性樹脂からなる繊維を含む繊維ウェブに、熱可塑性樹脂の融点以上の加熱空気を通過させることにより、前記繊維ウェブの構成繊維相互を結合した後、前記繊維ウェブが圧縮状態となるように、前記加熱空気の通過速度を超える速度で前記熱可塑性樹脂の融点未満の温度の加熱空気を前記繊維ウェブに通過させることにより、不織布基材を形成し、この後、前記不織布基材をプリーツ加工し、さらに保形部材によって前記不織布基材のプリーツ形状を保持することを特徴とするフィルタエレメントの製造方法。
【請求項8】
熱可塑性樹脂からなる繊維を含む不織布基材がプリーツ加工されており、保形部材によってプリーツ形状が保持されてなるフィルタエレメントを、50〜80℃のいずれかの温度雰囲気中で使用することにより、前記不織布基材の厚さを5%以上回復させて用いることを特徴とするフィルタエレメントの使用方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−38211(P2007−38211A)
【公開日】平成19年2月15日(2007.2.15)
【国際特許分類】
【出願番号】特願2006−157975(P2006−157975)
【出願日】平成18年6月7日(2006.6.7)
【出願人】(000229542)日本バイリーン株式会社 (378)
【Fターム(参考)】
【公開日】平成19年2月15日(2007.2.15)
【国際特許分類】
【出願日】平成18年6月7日(2006.6.7)
【出願人】(000229542)日本バイリーン株式会社 (378)
【Fターム(参考)】
[ Back to top ]