
フィルタープレスの濾布の異常検知方法及びフィルタープレス
【課題】 スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスにおいて、目詰まりや破れ等の濾布の異常をいち早く検知する方法を提供する。
【解決手段】 スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断する。
【解決手段】 スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルタープレスの濾布の異常検知方法に関するものである。
【背景技術】
【0002】
特許文献1等に開示されたフィルタープレスが、汚泥処理に広く使用されている。
【特許文献1】特公平2−62285号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
フィルタープレスを用いて汚泥処理を行う場合、目詰まりや破れ等の濾布の異常をいち早く検知することが、処理効率向上の観点から肝要である。
本発明は、スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスにおいて、目詰まりや破れ等の濾布の異常をいち早く検知する方法並びに目詰まりや破れ等の濾布の異常をいち早く検知することができるフィルタープレスを提供することを目的とする。
【課題を解決するための手段】
【0004】
上記課題を解決するために、本発明においては、スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断することを特徴とする異常検知方法を提供する。
エア駆動ダイアフラムポンプ等の往復動定吐出圧ポンプをスラリー打ち込みポンプとして使用した場合、定圧のスラリーが濾室に供給されるので、濾室がスラリーで満たされた後は、濾布が有する貫通細孔の流路抵抗の増減に対応して、即ち濾布の目詰まり程度の増減に対応して、1回のスラリー打ち込みに要する時間が増減し、所定時間内のスラリー打ち込み回数が減増する。従って、濾室がスラリーで満たされるのに要する第1所定時間がスラリー打ち込み開始から経過した後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断することにより、目詰まりという濾布の異常を検知することができる。
【0005】
本発明の好ましい態様においては、前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第1所定値は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の前記第2所定時間内のスラリー打ち込み回数と同一値に設定されている。
濾室がスラリーで満たされるのに要する第1所定時間は、交換前の目詰まりした濾布を使用した場合に最も長くなり、第2所定時間内のスラリー打ち込み回数は、交換前の目詰まりした濾布を使用した場合に最も少なくなる。従って、前記第1所定時間を、予め計測した、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定し、前記第1所定値を、予め計測した、濾布が交換前の目詰まりした濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の前記第2所定時間内のスラリー打ち込み回数と同一値に設定しておけば、確実に濾布の目詰まりを検知することができる。
【0006】
本発明においては、スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合に濾布が破れたと判断することを特徴とする異常検知方法を提供する。
エア駆動ダイアフラムポンプ等の往復動定吐出圧ポンプをスラリー打ち込みポンプとして使用した場合、定圧のスラリーが濾室に供給されるので、濾室がスラリーで満たされた後は、濾布が有する貫通細孔の流路抵抗の増減に対応して、1回のスラリー打ち込みに要する時間が増減し、所定時間内のスラリー打ち込み回数が減増する。濾布が破れている場合は、濾布の流路抵抗が減少するので、第2所定時間内のスラリー打ち込み回数は増加する。従って、濾室がスラリーで満たされるのに要する第1所定時間がスラリー打ち込み開始から経過した後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合場合に濾布が破れたと判断することにより、破れという濾布の異常を検知することができる。
【0007】
本発明の好ましい態様においては、前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第2所定値は、予め計測された、濾布が未使用の新品の濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の第2所定時間内のスラリー打ち込み回数と同一値に設定されている。
濾室がスラリーで満たされるのに要する第1所定時間は、破れの無い濾布であれば、交換前の目詰まりした濾布を使用した場合に最も長くなる。また、第2所定時間内のスラリー打ち込み回数が、濾布が未使用の新品の濾布である場合の第2所定時間内のスラリー打ち込み回数を超えるのは、濾布が破れている場合である。従って、前記第1所定時間を、予め計測した、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定し、前記第2所定値を、予め計測した、未使用の新品の濾布である場合の、前記第2所定時間内のスラリー打ち込み回数と同一値に設定しておけば、略確実に濾布の破れを検知することができる。
【0008】
本発明の好ましい態様においては、往復動定吐出圧ポンプは、ケーシングの一部と一対のダイアフラムとで形成された対峙する一対の圧力室と、ケーシングの残余部と前記一対のダイアフラムとで形成され前記一対の圧力室に隣接する一対のポンプ室と、エア供給源から供給された加圧エアを前記一対の圧力室に交互に給排気するパイロット弁機構又は電磁弁機構と、ケーシングの前記一部を貫通して前記一対の圧力室に進入し前記一対のダイアフラムを連結するロッドと、各ポンプ室に配設された吸入弁と吐出弁とを備えるエア駆動複式ダイアフラムポンプであり、前記ロッドの往復動又は圧力室の内圧変動を検知してスラリー打ち込み回数を計測する。
往復動定吐出圧ポンプがエア駆動複式ダイアフラムポンプである場合、一対のダイアフラムを相互に連結するロッドの往復動又は圧力室の内圧変動を検知して、往復動又は圧力変動の回数を計測することにより、スラリー打ち込み回数を計測することができる。
【0009】
本発明においては、スラリー打ち込みポンプとしての往復動定吐出圧ポンプと、往復動定吐出圧ポンプの作動を制御する制御装置とを備え、制御装置は、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断して警報を発することを特徴とするフィルタープレスを提供する。
また本発明においては、スラリー打ち込みポンプとしての往復動定吐出圧ポンプと、往復動定吐出圧ポンプの作動を制御する制御装置とを備え、制御装置は、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合に濾布が破れたと判断して警報を発することを特徴とするフィルタープレスを提供する。
本発明に係るフィルタープレスにおいては、濾布の目詰まりや破れがいち早く検知され警報が発せられるので、濾布の洗浄や修理を迅速に行うことができ、高い処理効率を実現できる。
【発明の効果】
【0010】
本発明により、スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスにおいて、目詰まりや破れ等の濾布の異常をいち早く検知する方法並びに目詰まりや破れ等の濾布の異常をいち早く検知することができるフィルタープレスが提供される。
【発明を実施するための最良の形態】
【0011】
本発明の実施例に係るフィルタープレスの濾布の異常検知方法を説明する。
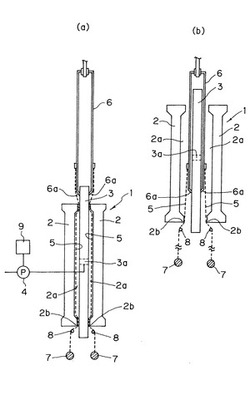
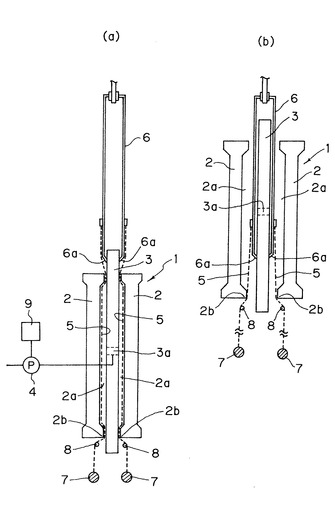
図1(a)に示すように、全自動フィルタープレス1は、凹部2aが形成された面を対向させて上下に延在し水平移動可能な一対の濾板2と、前記一対の濾板2の間に配設されて上下に延在しスラリー吐出口3aが形成された中央板3と、スラリー吐出口3aに接続されたスラリー打ち込み用のエア駆動複式ダイアフラムポンプ4と、各濾板2と中央板3との間に配設されて上下に延在する濾布5とを備えている。全自動フィルタープレス1は更に、中央板3に摺接する一対のブレード6aを有し上下移動可能なケーキ掻き落とし部材6を備えている。濾布5の上端はケーキ掻き落とし部材6に固定されており、濾布5の下端に固定された錘7が、濾布5に上下方向の張力を印加している。濾板2の下端角部2bと濾板2の直下に配設されたピアノ線8とが濾布5に係合し、濾布5を乙状に屈曲させている。
【0012】
エア駆動複式ダイアフラムポンプ4は、例えば特許第3023872号公報や特開2007−120446号公報等に開示されているように、ケーシングの一部と一対のダイアフラムとで形成された対峙する一対の圧力室と、ケーシングの残余部と前記一対のダイアフラムとで形成され前記一対の圧力室に隣接する一対のポンプ室と、エア供給源から供給された加圧エアを前記一対の圧力室に交互に供給排気するパイロット弁機構と、ケーシングの前記一部を貫通して前記一対の圧力室に進入し前記一対のダイアフラムを連結するロッドと、各ポンプ室に配設された吸入弁と吐出弁とを備えている。パイロット弁機構は、一方の圧力室の容積が最小となり他方の圧力室の容積が最大となる位置まで一対のダイアフラムが変位し、ひいてはロッドが変位すると、前記一方の圧力室を給気路に接続すると共に前記他方の圧力室を排気路に接続し、前記一方の圧力室の容積が最大となり前記他方の圧力室の容積が最小となる位置まで一対のダイアフラムが変位し、ひいてはロッドが変位すると、前記一方の圧力室を排気路に接続すると共に前記他方の圧力室を給気路に接続する。エア駆動複式ダイアフラムポンプ4をエア供給源に接続すれば、パイロット弁機構の作動により、エア駆動複式ダイアフラムポンプ4は、一対のポンプ室に交互に流体を吸引し一対のポンプ室から交互に流体を吐出する動作を自動的に繰り返す。
【0013】
全自動フィルタープレス1は制御装置9を備えている。制御装置9は、エア駆動複式ダイアフラムポンプ4に供給される加圧エアの圧力を可変制御すると共に、エア駆動複式ダイアフラムポンプ4の一対のダイアフラムを連結するロッドの位置を検知する近接センサー等の位置センサーの検知信号に基づいてロッドの往動回数と復動回数の和、即ちエア駆動複式ダイアフラムポンプ4によるスラリーの打ち込み回数を計数してポンプ4の作動を制御する。
【0014】
全自動フィルタープレス1の作動を説明する。
図1(a)に示すように、ケーキ掻き落とし部材6が中央板3の上方へ移動し、中央板3と濾板2とが濾布5を間に挟んで当接し、凹部2aが密閉された状態で、ポンプ4が始動し、密閉された凹部2aが形成する濾室に、中央板3のスラリー吐出口3aを介してスラリーを打ち込む。スラリー中の固形物を濾布5で濾し取ると共に、濾布5を通過したスラリー中の水分を濾板2に形成した図示しない排出穴を介して全自動フィルタープレス1外へ排出する。
【0015】
制御装置9は、濾布5の目詰まりを抑制するために、スラリーの打ち込み開始後所定時間Tに亙ってポンプ4に定低圧の加圧エアを供給し、定低圧のスラリーを凹部2aが形成する濾室に打ち込む。
前記所定時間T中の最初の時間T1は、濾室内の空気をスラリーに置換するために費やされる。時間T1経過時から時間T経過時までの間は、定低圧スラリーの濾過に費やされる。エア駆動ダイアフラムポンプ4は往復動定吐出圧ポンプであり、定圧のスラリーが濾室に供給されるので、濾室がスラリーで満たされた後は、濾布5が有する貫通細孔の流路抵抗の増減に対応して、即ち濾布5の目詰まり程度の増減に対応して、1回のスラリー打ち込みに要する時間が増減し、所定時間内のスラリー打ち込み回数が減増する。
制御装置9は、濾室がスラリーで満たされるのに要する時間T1がスラリー打ち込み開始から経過した後の時間T−T1内のスラリー打ち込み回数を計測し、当該回数が所定値N1以下である場合には濾布5が目詰まりしたと判断し、逆に前記回数がN1よりも大きな所定値N2を超える場合には濾布5が破れたと判断して警報を発し、ポンプ4を停止させる。これにより、スラリー打ち込み開始後早々に濾布5の目詰まりや破れが発見され、保守要員による迅速な濾布5の洗浄や迅速な濾布5の修理交換が実現され、目詰まりした濾布5の使用により濾過時間が長大化して濾過効率が低下し、或いは破れた濾布5の使用により濾過の実効性が失われる等の不都合な事態の発生が防止される。
【0016】
時間T−T1内のスラリー打ち込み回数が所定値N1を超え所定値N2以下である場合には、制御装置9は、濾布5が正常であると判断して、時間T経過後にポンプ4に定高圧の加圧エアを供給し、定高圧のスラリーを凹部2aが形成する濾室に打ち込む。この結果、スラリーの濾過が高速で進行する。
スラリーの高圧打ち込み回数が所定値に達すると、制御装置9は濾室内のケーキ密度が所定値まで上昇したと判断して、ポンプ4の作動を停止させる。
【0017】
図1(b)に示すように、濾板2が水平移動して中央板3から離れ、凹部2aからケーキが脱落する。ケーキ掻き落とし部材6が下方へ移動し、ブレード6aが中央板3に摺接しつつ下方へ移動して、中央板3からケーキを掻き落とす。上下方向の張力を印加された濾布5が、ケーキ掻き落とし部材6に従動して下方へ移動する。濾布5が濾板2の下端角部2bと係合して屈曲する際に、濾布5に付着したケーキが濾布5から剥離除去され、濾布5がピアノ線8と係合して屈曲する際に、濾布5上に残存するケーキが濾布5から掻き落とされる。濾布5からケーキが除去されると、ケーキ掻き落とし部材6が中央板3の上方へ移動し、濾板2が水平移動し濾布5を間に挟んで中央板3に当接し、凹部2aが密閉されて、スラリーの濾過が再開される。
スラリーの濾過と、濾過停止後のケーキ除去とが自動的に繰り返されて、スラリーの濾過が全自動で遂行される。
【0018】
時間Tは、経験に基づいて得られた濾布5の目詰まりを抑制できる値に設定されている。濾室がスラリーで満たされるのに要する時間T1は、交換前の目詰まりした濾布を使用した場合に最も長くなり、時間T−T1内のスラリー打ち込み回数は、交換前の目詰まりした濾布を使用した場合に最も少なくなる。従って、時間T1は、予め計測した、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、所定値N1は、予め計測した、濾布が交換前の目詰まりした濾布である場合の、時間T−T1内のスラリー打ち込み回数と同一値に設定されている。時間T−T1内のスラリー打ち込み回数が、予め計測した、濾布が未使用の新品である場合の、時間T−T1内のスラリー打ち込み回数を超えるのは、濾布が破れている場合である。従って、所定値N2は、予め計測した、濾布が未使用の新品である場合の、時間T−T1内のスラリー打ち込み回数と同一値に設定されている。上述のようにT、T1、N1、N2が決定されることにより、濾布5の異常が確実に検知される。
【0019】
一対のダイアフラムを連結するロッドの位置を検知するのに代えて、給排気に伴う圧力室の内圧変動を検知してスラリーの打ち込み回数を計測しても良い。
エア駆動複式ダイアフラムポンプ4において、パイロット弁に代えて電磁弁を用いて圧力室と給気路、排気路との接続を切り替えても良い。この場合、近接センサー等の位置センサーの検知信号に基づいて一対のダイアフラムを連結するロッドの位置を検知し、ロッドが一方の側へ最大変位した時に当該側の圧力室を排気路に接続し他方側の圧力室を給気路に接続し、ロッドが他方の側へ最大変位した時に当該側の圧力室を排気路に接続し他方側の圧力室を給気路に接続するように、電磁弁機構の作動を制御する。エア駆動複式ダイアフラムポンプ4をエア供給源に接続すれば、電磁弁機構の作動により、エア駆動複式ダイアフラムポンプ4は、一対のポンプ室に交互に流体を吸引し一対のポンプ室から交互に流体を吐出する動作を繰り返す。
エア駆動複式ダイアフラムポンプ4に代えて、往復動のピッチが吐出側の流路抵抗によって変動する他の構造の定吐出圧往復動ポンプを使用しても良い。
【産業上の利用可能性】
【0020】
本発明は、フィルタープレスに広く利用可能である。
【図面の簡単な説明】
【0021】
【図1】本発明の実施例に係る濾布の異常検知方法が実施される全自動フィルタープレスの構造図である。
【符号の説明】
【0022】
1 全自動フィルタープレス
2 濾板
2a 凹部
2b 下端角部
3 中央板
3a スラリー吐出口
3b 凹部
4 エア駆動複式ダイアフラムポンプ
5、10 濾布
6 ケーキ掻き落とし部材
6a ブレード
7 錘
8 ピアノ線
9 制御装置
【技術分野】
【0001】
本発明は、フィルタープレスの濾布の異常検知方法に関するものである。
【背景技術】
【0002】
特許文献1等に開示されたフィルタープレスが、汚泥処理に広く使用されている。
【特許文献1】特公平2−62285号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
フィルタープレスを用いて汚泥処理を行う場合、目詰まりや破れ等の濾布の異常をいち早く検知することが、処理効率向上の観点から肝要である。
本発明は、スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスにおいて、目詰まりや破れ等の濾布の異常をいち早く検知する方法並びに目詰まりや破れ等の濾布の異常をいち早く検知することができるフィルタープレスを提供することを目的とする。
【課題を解決するための手段】
【0004】
上記課題を解決するために、本発明においては、スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断することを特徴とする異常検知方法を提供する。
エア駆動ダイアフラムポンプ等の往復動定吐出圧ポンプをスラリー打ち込みポンプとして使用した場合、定圧のスラリーが濾室に供給されるので、濾室がスラリーで満たされた後は、濾布が有する貫通細孔の流路抵抗の増減に対応して、即ち濾布の目詰まり程度の増減に対応して、1回のスラリー打ち込みに要する時間が増減し、所定時間内のスラリー打ち込み回数が減増する。従って、濾室がスラリーで満たされるのに要する第1所定時間がスラリー打ち込み開始から経過した後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断することにより、目詰まりという濾布の異常を検知することができる。
【0005】
本発明の好ましい態様においては、前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第1所定値は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の前記第2所定時間内のスラリー打ち込み回数と同一値に設定されている。
濾室がスラリーで満たされるのに要する第1所定時間は、交換前の目詰まりした濾布を使用した場合に最も長くなり、第2所定時間内のスラリー打ち込み回数は、交換前の目詰まりした濾布を使用した場合に最も少なくなる。従って、前記第1所定時間を、予め計測した、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定し、前記第1所定値を、予め計測した、濾布が交換前の目詰まりした濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の前記第2所定時間内のスラリー打ち込み回数と同一値に設定しておけば、確実に濾布の目詰まりを検知することができる。
【0006】
本発明においては、スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合に濾布が破れたと判断することを特徴とする異常検知方法を提供する。
エア駆動ダイアフラムポンプ等の往復動定吐出圧ポンプをスラリー打ち込みポンプとして使用した場合、定圧のスラリーが濾室に供給されるので、濾室がスラリーで満たされた後は、濾布が有する貫通細孔の流路抵抗の増減に対応して、1回のスラリー打ち込みに要する時間が増減し、所定時間内のスラリー打ち込み回数が減増する。濾布が破れている場合は、濾布の流路抵抗が減少するので、第2所定時間内のスラリー打ち込み回数は増加する。従って、濾室がスラリーで満たされるのに要する第1所定時間がスラリー打ち込み開始から経過した後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合場合に濾布が破れたと判断することにより、破れという濾布の異常を検知することができる。
【0007】
本発明の好ましい態様においては、前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第2所定値は、予め計測された、濾布が未使用の新品の濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の第2所定時間内のスラリー打ち込み回数と同一値に設定されている。
濾室がスラリーで満たされるのに要する第1所定時間は、破れの無い濾布であれば、交換前の目詰まりした濾布を使用した場合に最も長くなる。また、第2所定時間内のスラリー打ち込み回数が、濾布が未使用の新品の濾布である場合の第2所定時間内のスラリー打ち込み回数を超えるのは、濾布が破れている場合である。従って、前記第1所定時間を、予め計測した、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定し、前記第2所定値を、予め計測した、未使用の新品の濾布である場合の、前記第2所定時間内のスラリー打ち込み回数と同一値に設定しておけば、略確実に濾布の破れを検知することができる。
【0008】
本発明の好ましい態様においては、往復動定吐出圧ポンプは、ケーシングの一部と一対のダイアフラムとで形成された対峙する一対の圧力室と、ケーシングの残余部と前記一対のダイアフラムとで形成され前記一対の圧力室に隣接する一対のポンプ室と、エア供給源から供給された加圧エアを前記一対の圧力室に交互に給排気するパイロット弁機構又は電磁弁機構と、ケーシングの前記一部を貫通して前記一対の圧力室に進入し前記一対のダイアフラムを連結するロッドと、各ポンプ室に配設された吸入弁と吐出弁とを備えるエア駆動複式ダイアフラムポンプであり、前記ロッドの往復動又は圧力室の内圧変動を検知してスラリー打ち込み回数を計測する。
往復動定吐出圧ポンプがエア駆動複式ダイアフラムポンプである場合、一対のダイアフラムを相互に連結するロッドの往復動又は圧力室の内圧変動を検知して、往復動又は圧力変動の回数を計測することにより、スラリー打ち込み回数を計測することができる。
【0009】
本発明においては、スラリー打ち込みポンプとしての往復動定吐出圧ポンプと、往復動定吐出圧ポンプの作動を制御する制御装置とを備え、制御装置は、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断して警報を発することを特徴とするフィルタープレスを提供する。
また本発明においては、スラリー打ち込みポンプとしての往復動定吐出圧ポンプと、往復動定吐出圧ポンプの作動を制御する制御装置とを備え、制御装置は、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合に濾布が破れたと判断して警報を発することを特徴とするフィルタープレスを提供する。
本発明に係るフィルタープレスにおいては、濾布の目詰まりや破れがいち早く検知され警報が発せられるので、濾布の洗浄や修理を迅速に行うことができ、高い処理効率を実現できる。
【発明の効果】
【0010】
本発明により、スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスにおいて、目詰まりや破れ等の濾布の異常をいち早く検知する方法並びに目詰まりや破れ等の濾布の異常をいち早く検知することができるフィルタープレスが提供される。
【発明を実施するための最良の形態】
【0011】
本発明の実施例に係るフィルタープレスの濾布の異常検知方法を説明する。
図1(a)に示すように、全自動フィルタープレス1は、凹部2aが形成された面を対向させて上下に延在し水平移動可能な一対の濾板2と、前記一対の濾板2の間に配設されて上下に延在しスラリー吐出口3aが形成された中央板3と、スラリー吐出口3aに接続されたスラリー打ち込み用のエア駆動複式ダイアフラムポンプ4と、各濾板2と中央板3との間に配設されて上下に延在する濾布5とを備えている。全自動フィルタープレス1は更に、中央板3に摺接する一対のブレード6aを有し上下移動可能なケーキ掻き落とし部材6を備えている。濾布5の上端はケーキ掻き落とし部材6に固定されており、濾布5の下端に固定された錘7が、濾布5に上下方向の張力を印加している。濾板2の下端角部2bと濾板2の直下に配設されたピアノ線8とが濾布5に係合し、濾布5を乙状に屈曲させている。
【0012】
エア駆動複式ダイアフラムポンプ4は、例えば特許第3023872号公報や特開2007−120446号公報等に開示されているように、ケーシングの一部と一対のダイアフラムとで形成された対峙する一対の圧力室と、ケーシングの残余部と前記一対のダイアフラムとで形成され前記一対の圧力室に隣接する一対のポンプ室と、エア供給源から供給された加圧エアを前記一対の圧力室に交互に供給排気するパイロット弁機構と、ケーシングの前記一部を貫通して前記一対の圧力室に進入し前記一対のダイアフラムを連結するロッドと、各ポンプ室に配設された吸入弁と吐出弁とを備えている。パイロット弁機構は、一方の圧力室の容積が最小となり他方の圧力室の容積が最大となる位置まで一対のダイアフラムが変位し、ひいてはロッドが変位すると、前記一方の圧力室を給気路に接続すると共に前記他方の圧力室を排気路に接続し、前記一方の圧力室の容積が最大となり前記他方の圧力室の容積が最小となる位置まで一対のダイアフラムが変位し、ひいてはロッドが変位すると、前記一方の圧力室を排気路に接続すると共に前記他方の圧力室を給気路に接続する。エア駆動複式ダイアフラムポンプ4をエア供給源に接続すれば、パイロット弁機構の作動により、エア駆動複式ダイアフラムポンプ4は、一対のポンプ室に交互に流体を吸引し一対のポンプ室から交互に流体を吐出する動作を自動的に繰り返す。
【0013】
全自動フィルタープレス1は制御装置9を備えている。制御装置9は、エア駆動複式ダイアフラムポンプ4に供給される加圧エアの圧力を可変制御すると共に、エア駆動複式ダイアフラムポンプ4の一対のダイアフラムを連結するロッドの位置を検知する近接センサー等の位置センサーの検知信号に基づいてロッドの往動回数と復動回数の和、即ちエア駆動複式ダイアフラムポンプ4によるスラリーの打ち込み回数を計数してポンプ4の作動を制御する。
【0014】
全自動フィルタープレス1の作動を説明する。
図1(a)に示すように、ケーキ掻き落とし部材6が中央板3の上方へ移動し、中央板3と濾板2とが濾布5を間に挟んで当接し、凹部2aが密閉された状態で、ポンプ4が始動し、密閉された凹部2aが形成する濾室に、中央板3のスラリー吐出口3aを介してスラリーを打ち込む。スラリー中の固形物を濾布5で濾し取ると共に、濾布5を通過したスラリー中の水分を濾板2に形成した図示しない排出穴を介して全自動フィルタープレス1外へ排出する。
【0015】
制御装置9は、濾布5の目詰まりを抑制するために、スラリーの打ち込み開始後所定時間Tに亙ってポンプ4に定低圧の加圧エアを供給し、定低圧のスラリーを凹部2aが形成する濾室に打ち込む。
前記所定時間T中の最初の時間T1は、濾室内の空気をスラリーに置換するために費やされる。時間T1経過時から時間T経過時までの間は、定低圧スラリーの濾過に費やされる。エア駆動ダイアフラムポンプ4は往復動定吐出圧ポンプであり、定圧のスラリーが濾室に供給されるので、濾室がスラリーで満たされた後は、濾布5が有する貫通細孔の流路抵抗の増減に対応して、即ち濾布5の目詰まり程度の増減に対応して、1回のスラリー打ち込みに要する時間が増減し、所定時間内のスラリー打ち込み回数が減増する。
制御装置9は、濾室がスラリーで満たされるのに要する時間T1がスラリー打ち込み開始から経過した後の時間T−T1内のスラリー打ち込み回数を計測し、当該回数が所定値N1以下である場合には濾布5が目詰まりしたと判断し、逆に前記回数がN1よりも大きな所定値N2を超える場合には濾布5が破れたと判断して警報を発し、ポンプ4を停止させる。これにより、スラリー打ち込み開始後早々に濾布5の目詰まりや破れが発見され、保守要員による迅速な濾布5の洗浄や迅速な濾布5の修理交換が実現され、目詰まりした濾布5の使用により濾過時間が長大化して濾過効率が低下し、或いは破れた濾布5の使用により濾過の実効性が失われる等の不都合な事態の発生が防止される。
【0016】
時間T−T1内のスラリー打ち込み回数が所定値N1を超え所定値N2以下である場合には、制御装置9は、濾布5が正常であると判断して、時間T経過後にポンプ4に定高圧の加圧エアを供給し、定高圧のスラリーを凹部2aが形成する濾室に打ち込む。この結果、スラリーの濾過が高速で進行する。
スラリーの高圧打ち込み回数が所定値に達すると、制御装置9は濾室内のケーキ密度が所定値まで上昇したと判断して、ポンプ4の作動を停止させる。
【0017】
図1(b)に示すように、濾板2が水平移動して中央板3から離れ、凹部2aからケーキが脱落する。ケーキ掻き落とし部材6が下方へ移動し、ブレード6aが中央板3に摺接しつつ下方へ移動して、中央板3からケーキを掻き落とす。上下方向の張力を印加された濾布5が、ケーキ掻き落とし部材6に従動して下方へ移動する。濾布5が濾板2の下端角部2bと係合して屈曲する際に、濾布5に付着したケーキが濾布5から剥離除去され、濾布5がピアノ線8と係合して屈曲する際に、濾布5上に残存するケーキが濾布5から掻き落とされる。濾布5からケーキが除去されると、ケーキ掻き落とし部材6が中央板3の上方へ移動し、濾板2が水平移動し濾布5を間に挟んで中央板3に当接し、凹部2aが密閉されて、スラリーの濾過が再開される。
スラリーの濾過と、濾過停止後のケーキ除去とが自動的に繰り返されて、スラリーの濾過が全自動で遂行される。
【0018】
時間Tは、経験に基づいて得られた濾布5の目詰まりを抑制できる値に設定されている。濾室がスラリーで満たされるのに要する時間T1は、交換前の目詰まりした濾布を使用した場合に最も長くなり、時間T−T1内のスラリー打ち込み回数は、交換前の目詰まりした濾布を使用した場合に最も少なくなる。従って、時間T1は、予め計測した、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、所定値N1は、予め計測した、濾布が交換前の目詰まりした濾布である場合の、時間T−T1内のスラリー打ち込み回数と同一値に設定されている。時間T−T1内のスラリー打ち込み回数が、予め計測した、濾布が未使用の新品である場合の、時間T−T1内のスラリー打ち込み回数を超えるのは、濾布が破れている場合である。従って、所定値N2は、予め計測した、濾布が未使用の新品である場合の、時間T−T1内のスラリー打ち込み回数と同一値に設定されている。上述のようにT、T1、N1、N2が決定されることにより、濾布5の異常が確実に検知される。
【0019】
一対のダイアフラムを連結するロッドの位置を検知するのに代えて、給排気に伴う圧力室の内圧変動を検知してスラリーの打ち込み回数を計測しても良い。
エア駆動複式ダイアフラムポンプ4において、パイロット弁に代えて電磁弁を用いて圧力室と給気路、排気路との接続を切り替えても良い。この場合、近接センサー等の位置センサーの検知信号に基づいて一対のダイアフラムを連結するロッドの位置を検知し、ロッドが一方の側へ最大変位した時に当該側の圧力室を排気路に接続し他方側の圧力室を給気路に接続し、ロッドが他方の側へ最大変位した時に当該側の圧力室を排気路に接続し他方側の圧力室を給気路に接続するように、電磁弁機構の作動を制御する。エア駆動複式ダイアフラムポンプ4をエア供給源に接続すれば、電磁弁機構の作動により、エア駆動複式ダイアフラムポンプ4は、一対のポンプ室に交互に流体を吸引し一対のポンプ室から交互に流体を吐出する動作を繰り返す。
エア駆動複式ダイアフラムポンプ4に代えて、往復動のピッチが吐出側の流路抵抗によって変動する他の構造の定吐出圧往復動ポンプを使用しても良い。
【産業上の利用可能性】
【0020】
本発明は、フィルタープレスに広く利用可能である。
【図面の簡単な説明】
【0021】
【図1】本発明の実施例に係る濾布の異常検知方法が実施される全自動フィルタープレスの構造図である。
【符号の説明】
【0022】
1 全自動フィルタープレス
2 濾板
2a 凹部
2b 下端角部
3 中央板
3a スラリー吐出口
3b 凹部
4 エア駆動複式ダイアフラムポンプ
5、10 濾布
6 ケーキ掻き落とし部材
6a ブレード
7 錘
8 ピアノ線
9 制御装置
【特許請求の範囲】
【請求項1】
スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断することを特徴とする異常検知方法。
【請求項2】
前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第1所定値は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の前記第2所定時間内のスラリー打ち込み回数と同一値に設定されていることを特徴とする請求項1に記載の異常検知方法。
【請求項3】
スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合に濾布が破れたと判断することを特徴とする異常検知方法。
【請求項4】
前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第2所定値は、予め計測された、濾布が未使用の新品の濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の第2所定時間内のスラリー打ち込み回数と同一値に設定されていることを特徴とする請求項3に記載の異常検知方法。
【請求項5】
往復動定吐出圧ポンプは、ケーシングの一部と一対のダイアフラムとで形成された対峙する一対の圧力室と、ケーシングの残余部と前記一対のダイアフラムとで形成され前記一対の圧力室に隣接する一対のポンプ室と、エア供給源から供給された加圧エアを前記一対の圧力室に交互に給排気するパイロット弁機構又は電磁弁機構と、ケーシングの前記一部を貫通して前記一対の圧力室に進入し前記一対のダイアフラムを連結するロッドと、各ポンプ室に配設された吸入弁と吐出弁とを備えるエア駆動複式ダイアフラムポンプであり、前記ロッドの往復動又は圧力室の内圧変動を検知してスラリー打ち込み回数を計測することを特徴とする請求項1乃至4の何れか1項に記載の異常検知方法。
【請求項6】
スラリー打ち込みポンプとしての往復動定吐出圧ポンプと、往復動定吐出圧ポンプの作動を制御する制御装置とを備え、制御装置は、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断して警報を発することを特徴とするフィルタープレス。
【請求項7】
前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第1所定値は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の前記第2所定時間内のスラリー打ち込み回数と同一値に設定されていることを特徴とする請求項6に記載のフィルタープレス。
【請求項8】
スラリー打ち込みポンプとしての往復動定吐出圧ポンプと、往復動定吐出圧ポンプの作動を制御する制御装置とを備え、制御装置は、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合に濾布が破れたと判断して警報を発することを特徴とするフィルタープレス。
【請求項9】
前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第2所定値は、予め計測された、濾布が未使用の新品の濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の第2所定時間内のスラリー打ち込み回数と同一値に設定されていることを特徴とする請求項8に記載のフィルタープレス。
【請求項10】
往復動定吐出圧ポンプは、ケーシングの一部と一対のダイアフラムとで形成された対峙する一対の圧力室と、ケーシングの残余部と前記一対のダイアフラムとで形成され前記一対の圧力室に隣接する一対のポンプ室と、エア供給源から供給された加圧エアを前記一対の圧力室に交互に給排気するパイロット弁機構又は電磁弁機構と、ケーシングの前記一部を貫通して前記一対の圧力室に進入し前記一対のダイアフラムを連結するロッドと、各ポンプ室に配設された吸入弁と吐出弁とを備えるエア駆動複式ダイアフラムポンプであり、制御装置は、前記ロッドの往復動又は圧力室の内圧変動を検知してスラリー打ち込み回数を計測することを特徴とする請求項6乃至9の何れか1項に記載のフィルタープレス。
【請求項1】
スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断することを特徴とする異常検知方法。
【請求項2】
前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第1所定値は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の前記第2所定時間内のスラリー打ち込み回数と同一値に設定されていることを特徴とする請求項1に記載の異常検知方法。
【請求項3】
スラリー打ち込みポンプとして往復動定吐出圧ポンプを備えるフィルタープレスの濾布の異常検知方法であって、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合に濾布が破れたと判断することを特徴とする異常検知方法。
【請求項4】
前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第2所定値は、予め計測された、濾布が未使用の新品の濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の第2所定時間内のスラリー打ち込み回数と同一値に設定されていることを特徴とする請求項3に記載の異常検知方法。
【請求項5】
往復動定吐出圧ポンプは、ケーシングの一部と一対のダイアフラムとで形成された対峙する一対の圧力室と、ケーシングの残余部と前記一対のダイアフラムとで形成され前記一対の圧力室に隣接する一対のポンプ室と、エア供給源から供給された加圧エアを前記一対の圧力室に交互に給排気するパイロット弁機構又は電磁弁機構と、ケーシングの前記一部を貫通して前記一対の圧力室に進入し前記一対のダイアフラムを連結するロッドと、各ポンプ室に配設された吸入弁と吐出弁とを備えるエア駆動複式ダイアフラムポンプであり、前記ロッドの往復動又は圧力室の内圧変動を検知してスラリー打ち込み回数を計測することを特徴とする請求項1乃至4の何れか1項に記載の異常検知方法。
【請求項6】
スラリー打ち込みポンプとしての往復動定吐出圧ポンプと、往復動定吐出圧ポンプの作動を制御する制御装置とを備え、制御装置は、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第1所定値以下である場合に濾布が目詰まりしたと判断して警報を発することを特徴とするフィルタープレス。
【請求項7】
前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第1所定値は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の前記第2所定時間内のスラリー打ち込み回数と同一値に設定されていることを特徴とする請求項6に記載のフィルタープレス。
【請求項8】
スラリー打ち込みポンプとしての往復動定吐出圧ポンプと、往復動定吐出圧ポンプの作動を制御する制御装置とを備え、制御装置は、スラリー打ち込み開始から第1所定時間経過後の第2所定時間内のスラリー打ち込み回数を計測し、当該回数が第2所定値を超える場合に濾布が破れたと判断して警報を発することを特徴とするフィルタープレス。
【請求項9】
前記第1所定時間は、予め計測された、濾布が交換前の目詰まりした濾布である場合の、濾室内の空気がスラリーに置換されるのに要する時間以上の値に設定され、前記第2所定値は、予め計測された、濾布が未使用の新品の濾布である場合の、スラリー打ち込み開始から前記第1所定時間経過後の第2所定時間内のスラリー打ち込み回数と同一値に設定されていることを特徴とする請求項8に記載のフィルタープレス。
【請求項10】
往復動定吐出圧ポンプは、ケーシングの一部と一対のダイアフラムとで形成された対峙する一対の圧力室と、ケーシングの残余部と前記一対のダイアフラムとで形成され前記一対の圧力室に隣接する一対のポンプ室と、エア供給源から供給された加圧エアを前記一対の圧力室に交互に給排気するパイロット弁機構又は電磁弁機構と、ケーシングの前記一部を貫通して前記一対の圧力室に進入し前記一対のダイアフラムを連結するロッドと、各ポンプ室に配設された吸入弁と吐出弁とを備えるエア駆動複式ダイアフラムポンプであり、制御装置は、前記ロッドの往復動又は圧力室の内圧変動を検知してスラリー打ち込み回数を計測することを特徴とする請求項6乃至9の何れか1項に記載のフィルタープレス。
【図1】


【公開番号】特開2010−51909(P2010−51909A)
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2008−221051(P2008−221051)
【出願日】平成20年8月29日(2008.8.29)
【出願人】(391022658)パーカーエンジニアリング株式会社 (21)
【Fターム(参考)】
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成20年8月29日(2008.8.29)
【出願人】(391022658)パーカーエンジニアリング株式会社 (21)
【Fターム(参考)】
[ Back to top ]