
フィルター基材およびフィルターユニット
【課題】本発明の課題は、高捕集性能で、なおかつダストの目詰まりが起こりにくく長期の利用にも耐え得るフィルター用不織布を提供する。
【解決手段】熱可塑性連続フィラメントからなる不織布からなり、該熱可塑性連続フィラメントが高融点成分と低融点成分とからなり、該不織布が部分的に熱圧着されたものであって、なおかつ非熱圧着部分の繊維が融着することなく圧縮されていることを特徴とするフィルター基材。
【解決手段】熱可塑性連続フィラメントからなる不織布からなり、該熱可塑性連続フィラメントが高融点成分と低融点成分とからなり、該不織布が部分的に熱圧着されたものであって、なおかつ非熱圧着部分の繊維が融着することなく圧縮されていることを特徴とするフィルター基材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、産業用の粉塵捕集機用フィルター等に適したフィルター用基材に関するものである。特にプリーツ形状のフィルターユニットとする場合、集塵したダストの漏れが少なく捕集性能に優れ好適である。
【背景技術】
【0002】
従来、産業用の粉塵捕集機のフィルターには織物や不織布フェルトが用いられてきた。しかし、近年、集塵装置の小型化や高性能化のため、熱圧着されたスパンボンド不織布シートにプリーツ加工を施し、フィルターユニット中での表面積を大きくしたものが使用されている。
【0003】
捕集性能の優れるフィルター用不織布を得るため、熱圧着時のエンボスロール加工条件を調整することで非熱圧着部分の空隙率を上げる技術があるが、この方法では、不織布の空隙率が高いため、捕集したダストが不織布内部に目詰まりし、長期使用に耐えられないという問題がある(例えば、特許文献1)。
また、3層以上の積層不織布層よりなり、剛性の優れる不織布を得る技術があるが、この方法では積層であるため層間剥離が容易に起り、長期使用に耐えられないという問題がある(例えば、特許文献2)。
【0004】
一方、プリーツ加工性が良好で、優れた集塵性能を有し、長期に亘る使用によっても毛羽発生の少ないフィルター用不織布を得るために、部分熱圧着した不織布を一対のフラットロールからなり、かつフラットロール間にクリアランスを設けたカレンダー処理装置を用いて部分熱圧接長繊維不織布に熱カレンダー処理を施して、部分熱圧接長繊維不織布の表層部の低融点重合体を溶融または軟化させて、該表層部の繊維を互いに融着させることにより、毛羽発生を抑える技術があるが(例えば、特許文献3参照)、この技術では、不織布の非熱接着部分の繊維が融着しているため、ダストを捕集するための繊維の比表面積が減少しており、捕集性能に劣ると考えられる。
【特許文献1】特許第3622334号公報
【特許文献2】特開2004−124317号公報
【特許文献3】特開2005−007268号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の課題は、上記従来技術の問題点に鑑み、部分熱圧着長繊維不織布を、非熱圧着部分の繊維が融着することなく圧縮することにより非圧着部分の繊維を高充填化させることによりダストが詰まるための空隙を減少させ、ダストの目詰まりが起こりにくく、なおかつ捕集性能に優れ、長期の利用にも耐え得るフィルター用不織布を提供せんとするものである。
【課題を解決するための手段】
【0006】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、
(1)熱可塑性連続フィラメントからなる不織布からなからなるフィルター基材であって、該熱可塑性連続フィラメントが高融点成分と低融点成分からなり、該不織布が部分的に熱圧着されたものであって、かつ非熱圧着部分の繊維が融着することなく圧縮され、該非熱圧着部分の繊維充填率が40%以上であることを特徴とするフィルター基材。
(2)該不織布の目付が100〜300g/m2であることを特徴とする(1)に記載のフィルター基材。
(3)該不織布の見掛密度が0.50〜0.60g/cm3であることを特徴とする(1)または(2)に記載のフィルター基材。
(4)熱可塑性連続フィラメントとして、該高融点成分がポリエチレンテレフタレートであり、該低融点成分が共重合ポリエステルまたはポリブチレンテレフタレートであり、かつ該低融点成分の重量割合が、該熱可塑性連続フィラメント中5〜60%のものを用いてなることを特徴とする(1)〜(3)のいずれかに記載のフィルター基材。
(5)該熱可塑性連続フィラメントとして、芯部に高融点成分を配し、その周りに低融点成分を配した芯鞘型フィラメントを用いてなることを特徴とする(1)〜(4)のいずれかに記載のフィルター基材。
(6)該不織布として、熱圧着面積が5〜40%のものを用いることを特徴とする(1)〜(5)のいずれかに記載のフィルター基材。
(7)該フィルター基材が、0.3〜0.5μmのポリスチレンの捕集効率が50%以上であるフィルター性能を有するものである(1)〜(6)のいずれかに記載のフィルター基材。
(8)(1)〜(7)のいずれかに記載のフィルター基材を用いてなり、プリーツ形状を呈しているものであることを特徴とするフィルターユニット。
【発明の効果】
【0007】
本発明によれば、高捕集性能で、なおかつ高密度化によりダストの目詰まりが起こりにくく長期の利用にも耐え得るフィルター用不織布を提供することができる。
【発明を実施するための最良の形態】
【0008】
本発明は、不織布を構成する熱可塑性連続フィラメントとして、高融点成分と低融点成分を使用した熱可塑性連続フィラメントを用い、さらに、非熱圧着部分の繊維を融着させることなく不織布を圧縮し、非圧着部分の繊維充填率が40%以上とすることにより、捕集性能の優れるフィルター材を提供できるという事実を究明したものである。
【0009】
本発明における不織布は高融点成分と低融点成分からなる熱可塑性連続フィラメントを、空気圧にて牽引・延伸し、移動捕集面上に開繊堆積させた後、一対の彫刻ロールからなるエンボス装置を用いて部分的に熱圧着処理を施して部分熱圧着長繊維不織布とし、次いで一対のフラットロールからなる装置を用いて不織布を圧縮することが好ましい。
【0010】
本発明に用いる不織布は、熱可塑性連続フィラメントからなる不織布であり、さらに該熱可塑性連続フィラメントが高融点成分と低融点成分からなるものである。高融点成分および低融点成分としては融点差があればどのような熱可塑性ポリマーであってもかまわないが、該高融点成分としては、不織布の強度、さらには耐熱性の点からポリエチレンテレフタレートが好ましく、該低融点成分としては、不織布を熱圧着させ適度な剛性を得るために、共重合ポリエステルまたはポリブチレンテレフタレートが好ましい。該共重合ポリエステルの共重合成分としては特に限定されるものではないが、イソフタル酸、アジピン酸などが特に好ましい。該低融点成分として最も好ましいものは、イソフタル酸を共重合成分とした共重合ポリエステルである。
【0011】
なお、該低融点成分と該高融点成分の融点差は15℃以上であることが、熱圧着の点から好ましい。該融点差を15℃以上とすれば、低融点成分だけでなく、高融点成分も熱圧着により変形、ダメージを受けることなく、不織布の剛性、強度が低下することがない。低融点成分と高融点成分の融点差は、より好ましくは20℃以上である。
【0012】
さらに、該低融点成分の重量割合は不織布全体の5〜60%であることが好ましく、より好ましくは10〜30%である。該低融点成分の重量割合が5%未満の場合、熱接着力が低下し、不織布の層間が剥離、さらには不織布の剛性が不足し、プリーツ加工時にシートが蛇行したり、折り曲げピッチが不均一となるため好ましくない。また該低融点成分の重量割合が60%を超える場合、熱圧着力が著しく向上し、不織布の通気性が低下するため好ましくない。
【0013】
本発明に用いる不織布を構成する熱可塑性連続フィラメントは、高融点成分からなるフィラメントと、低融点成分からなるフィラメントの混繊であっても良いが、混繊の場合、不織布を一体化するための熱圧着時に、低融点成分からなる繊維と高融点成分からなる繊維の接点が少ないため、接着条件において温度が低いと十分に圧着出来ず、不織布が剥離することが考えられる。また温度が高い場合は、熱圧着部分の低融点成分からなる繊維だけでなく、非熱圧着部分の低融点成分からなる繊維も溶融してしまい、非圧着部分が溶融した繊維で目詰まりし、フィルターとして使用する際、捕集性能に劣る不織布となることが考えられ、このような理由から、混繊での熱圧着は生産時の条件設定が困難である。そこで適度な熱圧着により、剛性と通気性を調整しやすい点から、高融点成分の周りに低融点成分を配してなる複合型フィラメントが好ましい。さらに高融点成分を低融点成分が被覆してなる芯鞘型フィラメントがシートを部分熱圧着する際、繊維の外側に低融点成分を配しているため、全ての繊維同士の接点が接着点となり、強固に接着することが出来るため、より好ましい。該フィラメントの芯鞘構造は同心円、偏心のいずれでも構わないが、部分熱圧着時の加工性を考慮すると同心円がより好ましい。また本発明に用いるフィラメントの断面は、丸形、楕円形、中空丸形、多角形、多葉形であってもよいが、生産安定上、丸形断面が最も好ましい。
【0014】
また、該熱可塑性連続フィラメントの繊度は1.0〜7.0デシテックスであることが好ましく、1.5〜5.0デシテックスがより好ましい。繊度が1.0デシテックス未満の場合、熱接着した不織布の通気性が低くなってしまう場合があるので好ましくなく、また繊度が7.0デシテックスを超える場合、繊維を紡糸するときに十分に冷却することが困難になる場合があり、生産性の点から好ましくない。
【0015】
また、本発明における熱可塑性連続フィラメントの高融点成分、低融点成分のいずれにおいても、酸化チタンやカーボンブラック等の添加剤を含んでもよいことはいうまでもない。
【0016】
本発明に用いる不織布の部分的な熱圧着面積は5〜40%が好ましく、より好ましくは10〜30%である。該熱圧着面積が5%未満の場合、接着力が低下し、不織布の層間が剥離し、さらに不織布に十分な剛性、強度が得られず、プリーツ加工性も低下する。また、該熱圧着面積が40%を超える場合、熱圧着力が著しく向上し、不織布の通気性が低下するため好ましくない。ここでいう熱圧着部分とは、エンボス加工等をしたときに形成される不織布表面の窪み部分のことである。窪みの形は特に規定されるものではなく、連続した帯状のもの、間欠形では円形、三角形、四角形、楕円形、菱形などでもよい。不織布を剥離することなく部分熱圧着する点で、連続した帯状のものが好ましい。また、非熱圧着部分とはこの窪み以外の部分のことである。
本発明に用いる不織布は非熱圧着部分の繊維充填率を40%以上にするために、部分的熱圧着加工した後に、一対のフラットロールにより圧縮することが好ましい。部分熱圧着長繊維不織布を圧縮するために使用する一対のフラットロールの組み合わせは金属ロール−金属ロール、金属ロール−ペーパーロール、金属ロール−コットンロールが好ましい。中でも金属ロール−ペーパーロールの組み合わせがシートを圧縮させる際、均一に圧縮できるため、より好ましい。また、金属ロールの表面温度は50℃〜150℃が好ましく、70℃〜90℃がより好ましい。温度が50℃より低い温度の場合では、シートが十分に圧縮せず繊維充填率も40%未満であり好ましくない。また、温度が150℃より高い温度の場合では不織布表面の非熱圧着部分の繊維が融着してしまい、繊維充填率が高くなり過ぎ、不織布がフィルム状態となり、ダストを捕集するための繊維比表面積が減少し捕集性能が下がるため好ましくない。
【0017】
なお、本発明でいう非熱圧着部分の繊維の融着とは、得られた不織布の表面を電子顕微鏡観察した場合、非熱圧着部分にある繊維同士が溶融一体化した部分を有している状態のことである。
【0018】
シート圧縮時のフラットロールの線圧は100〜200kg/cmで圧縮することが好ましく、150〜180kg/cmがより好ましい。線圧が100kg/cmより低い場合、シートが十分に圧縮せず繊維充填率も40%未満であり好ましくない。線圧が200kg/cmより高い場合、シートが潰れすぎ、繊維充填率が高くなり過ぎるため、フィルターとしての通気性が無くなってしまい好ましくない。
【0019】
また、不織布を熱圧着する際、エンボス彫刻の深さを浅くし、凹凸の少ないエンボスロールにて熱圧着する事で、繊維充填率の高い不織布を得られることも考えられるが、この場合、不織布全体が熱溶融してしまい、熱圧着部分と非熱圧着部分の区別が出来ず、不織布がフィルム状態となり、ダストを捕集するための繊維比表面積が減少し捕集性能が下がるため好ましくない。
【0020】
本発明に用いる不織布の目付は100〜300g/m2が好ましく、150〜270g/m2 がより好ましくい。目付100g/m2より低い目付では不織布が薄いため、ダストを捕集する捕集性能が著しく劣り好ましくない。また、目付300g/m2より高い目付では、不織布が嵩高くなりすぎるため、不織布を熱圧着加工する際、熱圧着が不十分となり不織布が剥離するため、好ましくない。
本発明において、圧縮加工された不織布の非熱圧着部分の繊維充填率は40%以上であり、40〜60%が好ましく、40〜50%がより好ましい。非熱圧着部分の繊維充填率が40%より少ない場合、非熱圧着部分の空隙が多いため、本発明の不織布をフィルター基材として用いた場合、ダストが漏れたり、空隙にダストが詰まり、長期使用に耐えられず好ましくない。また非熱圧着部分の繊維充填率が60%より多い場合、非圧着部分の空隙が少ないので、通気性が無く、フィルターとして用いることが出来なくなり好ましくない。
【0021】
本発明において、圧縮加工された不織布の見掛密度は0.50〜0.60g/cm3が好ましい。ここで言う見掛密度とはシートの目付を厚みで割ったものである。見掛密度が0.50g/cm3より小さい場合、シートが嵩高いため、平滑性に劣り、ダストが詰まりやすく、好ましくない。また見掛密度が0.60g/cm3より大きい場合、シート中の空隙が少なく、フィルターとしての通気性が無くなってしまうため好ましくない。
【0022】
本発明のフィルター基材においては、0.3〜0.5μmのポリスチレン粒子の捕集効率が50%以上であるフィルター性能を有するものが好ましく、70%以上の捕集効率を有するものがより好ましい。捕集効率が50%未満の場合、フィルターとして使用した際、ダストの漏れが多いためである。
【0023】
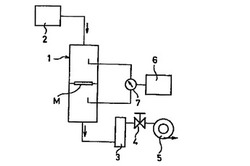
かかる捕集効率は、図1に示す捕集効率測定装置で測定する。この捕集性能測定装置は、測定サンプルMをセットするサンプルホルダー1の上流側にダスト収納箱2を連結し、下流側に流量計3、流量調整バルブ4、ブロワ5を連結した構成になっている。また、サンプルホルダー1にパーティクルカウンター6を接続し、切替コック7を介して、測定サンプルMの上流側のダスト個数と下流側のダスト個数をそれぞれ測定することができる。捕集効率の測定にあたっては、ポリスチレン0.309U 10%溶液(ナカライテック製)を蒸留水で200倍まで希釈し、ダスト収納箱2に充填する。次に測定サンプルMをサンプルホルダー1にセットし、風量をフィルター通過速度が3.0m/minになるように流量調整バルブ4で調整し、ダスト濃度を2万〜7万個/2.83×10−4m3(0.01ft3)の範囲で安定させ、測定サンプルMの上流のダスト個数Dおよび下流のダスト個数dをパーティクルカウンター6(リオン社製、KC−01D)でダスト粒径0.3〜0.5μmの範囲で1サンプル当り2回測定し、下記計算式にて求めた数値の小数第1位を四捨五入し捕集効率(%)を求めた。3サンプルの平均値を最終的な捕集性能とした。
【0024】
捕集効率(%)=[1−(d/D)]×100
ただし、
d:下流ダストの2回測定トータル個数
D:上流のダストの2回測定トータル個数
また、本発明の不織布の特性を損なわない範囲で、不織布に薬剤を付与することにより、抗菌性や防カビ性を付与してもよい。
【0025】
本発明のフィルター基材をフィルターユニットとして集塵機に用いる場合、プリーツ形状を呈しているものが好ましい。従来用いられてきたフェルト濾布は剛性が弱いためプリーツ形状に加工することが困難であり、多くの場合、円筒状である。円筒状フェルト濾布では濾過面積は円筒の側面積のみである。これに対して本発明のフィルター基材は適度な剛性を有するため、プリーツ加工を施すことが可能である。プリーツ形状を呈するフィルターユニットは、同じ直径の円筒状フェルト濾布に比べ1.5〜2倍の側面積を有するため、該フィルターユニットを用いることで、集塵能力に優れる集塵機やフェルト濾布対比、使用するユニットが少なくて済むので、小型化集塵機を提供することが可能である。
【0026】
さらに、高性能のフィルター基材として本発明にかかるフィルター基材用不織布を使用する場合、該フィルター基材はフィルター層の支持体として用いてもよい。また、本発明にかかるフィルター基材を山谷折り(プリーツ加工)して支持体として成形賦型し、該支持体におけるその少なくとも片面にフィルター層(濾過層としての機能を第一の機能として有する層)を配置してフィルターを構成して使用してもよい。
【実施例】
【0027】
以下、本発明を実施例に基づき、さらに具体的に説明するが、実施例の中に示す特性値の測定方法は次のとおりである。
【0028】
(1)不織布厚み(mm):
JIS−L1906に基づき、押付荷重10kPaで任意の10カ所を0.01mm単位で測定、その平均値の小数第3位を四捨五入し算出した。
【0029】
(2)不織布目付(g/m2):
JIS−L1906に基づき、シートから10cm×10cmの同じ大きさのサンプルを3枚採取して天秤で重量を測定し、3個の平均値を算出した後、次の式によって目付を算出し、小数第2位を四捨五入した。
不織布目付(g/m2)=サンプル重量平均値(g)/サンプル面積(m2)
(3)不織布の非熱圧着部分の繊維充填率
得られた不織布の巻き取り方向に対して垂直に不織布を切断し、切断した断面を電子顕微鏡(KEYENCE社製、VE−7800)にて100倍の倍率で観察した。この時、非熱圧着部分、すなわち最も厚みが厚い部分の厚みを測定し、以下の式で算出し、小数第2位を四捨五入した。
不織布充填率(%)=[{不織布目付(g/m2)/10000}×100]÷[{不織布厚み(mm)/10}×{樹脂密度(g/cm3)}]
(4)不織布見掛密度(g/cm3):
不織布密度は以下の式で算出し、小数第3位を四捨五入した。
不織布密度(g/cm3)={不織布目付(g/m2)/10000}÷{不織布厚み(mm)/10}
(5)捕集性能(%):
不織布シートの任意の部分から、15cm×15cmのサンプルを3個採取し、それぞれのサンプルについて、図1に示す捕集効率測定装置で捕集性能を測定した。この捕集性能測定装置は、測定サンプルMをセットするサンプルホルダー1の上流側にダスト収納箱2を連結し、下流側に流量計3、流量調整バルブ4、ブロワ5を連結した構成になっている。また、サンプルホルダー1にパーティクルカウンター6を接続し、切替コック7を介して、測定サンプルMの上流側のダスト個数と下流側のダスト個数をそれぞれ測定することができる。捕集効率の測定にあたっては、ポリスチレン0.309U 10%溶液(ナカライテック製)を蒸留水で200倍まで希釈し、ダスト収納箱2に充填する。次に測定サンプルMをサンプルホルダー1にセットし、風量をフィルター通過速度が3.0m/minになるように流量調整バルブ4で調整し、ダスト濃度を2万〜7万個/2.83×10−4m3(0.01ft3)の範囲で安定させ、測定サンプルMの上流のダスト個数Dおよび下流のダスト個数dをパーティクルカウンター6(リオン社製、KC−01D)でダスト粒径0.3〜0.5μmの範囲で1サンプル当り2回測定し、下記計算式にて求めた数値の小数第1位を四捨五入し捕集効率(%)を求めた。3サンプルの平均値を最終的な捕集性能とした。
【0030】
捕集効率(%)=[1−(d/D)]×100
ただし、
d:下流ダストの2回測定トータル個数
D:上流のダストの2回測定トータル個数。
【0031】
(6)不織布表面の観察
不織布の非熱圧着部分の繊維が融着することなく一対のフラットロールにより、圧縮されていることを以下の方法で確認した。不織布シートの任意の部分から1cm×1cmのサンプルを切り出し、該サンプルの表面を電子顕微鏡(KEYENCE社製、VE−7800)にて500倍の倍率で非熱圧着部分にある繊維同士の融着状態を観察した。
【0032】
(実施例1)
高融点成分を固有粘度が0.66、融点が260℃であるポリエチレンテレフタレートとし、低融点成分を固有粘度が0.68、融点が230℃であるイソフタル酸共重合ポリエステルとして、該低融点成分の重量を全体の18%とし、該高融点成分の周りを該低融点成分が被覆してなる芯鞘型のフィラメントを単糸繊度2.7デシテックス(dtex)となるように吐出量を設定して溶融紡出し、連続して空気圧にて4800m/minの高速牽引を実施した。
【0033】
引き続き、フィラメントを空気圧にて噴射、開繊し、移動するネット上に堆積させ不織布ウェブとし、これを一対の加熱エンボスロールにより線圧70kg/cm、ロール表面温度200℃、接着面積18%の条件で圧着し、目付が270g/m2の不織布を得た。
得られた不織布を圧縮するために一対の平滑な金属ロールとペーパーロールからなる装置を用いて、スチールロール表面温度80℃、加工速度4m/min、ロール線圧167kg/cmで圧縮し、非圧着部分の繊維充填率が41.6%である不織布を得た。
【0034】
(比較例1)
実施例1と同様の方法により、高融点成分を固有粘度が0.66、融点が260℃であるポリエチレンテレフタレートとし、低融点成分を固有粘度が0.68、融点が230℃であるイソフタル酸共重合ポリエステルとして、該低融点成分の重量を全体の18%とし、該高融点成分の周りを該低融点成分が被覆してなる芯鞘型のフィラメントを単糸繊度2.7デシテックス(dtex)となるように吐出量を設定して溶融紡出し、連続して空気圧にて4800m/minの高速牽引を実施した。
【0035】
引き続き、フィラメントを空気圧にて噴射、開繊し、移動するネット上に堆積させ不織布ウェブとし、これを一対の加熱エンボスロールにより線圧70kg/cm、ロール表面温度200℃、接着面積18%の条件で圧着し、目付が270g/m2の不織布を得た。この不織布の非圧着部分の繊維充填率は32.6%であった。
【0036】
(比較例2)
実施例1と同様の方法により、高融点成分を固有粘度が0.66、融点が260℃であるポリエチレンテレフタレートとし、低融点成分を固有粘度が0.68、融点が230℃であるイソフタル酸共重合ポリエステルとして、該低融点成分の重量を全体の18.2%とし、該高融点成分の周りを該低融点成分が被覆してなる芯鞘型のフィラメントを単糸繊度2.7デシテックス(dtex)となるように吐出量を設定して溶融紡出し、連続して空気圧にて4800m/minの高速牽引を実施した。
【0037】
引き続き、フィラメントを空気圧にて噴射、開繊し、移動するネット上に堆積させ不織布ウェブとし、これを一対の加熱エンボスロールにより線圧70kg/cm、ロール表面温度200℃、接着面積17.9%の条件で圧着し、目付が270g/m2の不織布を得た。
【0038】
得られた不織布を圧縮するために一対の平滑な金属ロールとペーパーロールからなる装置を用いて、スチールロール表面温度205℃、加工速度4m/min、ロール線圧50kg/cmで圧縮し、非圧着部分の繊維充填率が42.5%ではあるものの、表面の繊維同士が融着してなる不織布を得た。
【0039】
実施例1及び比較例1〜2で得られた不織布の評価結果を併せて表1に示す。
【0040】
実施例1では、不織布表面の非圧着部の繊維同士の融着は全く見られず、なおかつ捕集性能は71%と良好であった。一方、カレンダー処理を行っていない比較例1は不織布表面の非圧着部の繊維同士の融着はないものの、非圧着部分の繊維充填率が32.6%と低く、不織布内部に空隙が多いため、ダストの漏れが多く、捕集性能は30%と低い。比較例2は、カレンダー処理の処理温度が高く、該不織布表層部の繊維が互いに融着しているため、ダストを捕集するための繊維の比表面積が減少しており捕集性能は47%と実施例1に比べ低いものであった。
【0041】
【表1】

【産業上の利用可能性】
【0042】
本発明は、産業用の粉塵捕集機用フィルター等に適した部分的に熱圧着された不織布からなるフィルター用不織布として利用可能である。
【図面の簡単な説明】
【0043】
【図1】この図は、フィルター用不織布の捕集性能測定装置を示す概略図である。
【符号の説明】
【0044】
1:サンプルホルダー
2:ダスト収納箱
3:流量計
4:流量調整バルブ
5:ブロワ
6:パーティクルカウンター
7:切替コック
M:測定サンプル
【技術分野】
【0001】
本発明は、産業用の粉塵捕集機用フィルター等に適したフィルター用基材に関するものである。特にプリーツ形状のフィルターユニットとする場合、集塵したダストの漏れが少なく捕集性能に優れ好適である。
【背景技術】
【0002】
従来、産業用の粉塵捕集機のフィルターには織物や不織布フェルトが用いられてきた。しかし、近年、集塵装置の小型化や高性能化のため、熱圧着されたスパンボンド不織布シートにプリーツ加工を施し、フィルターユニット中での表面積を大きくしたものが使用されている。
【0003】
捕集性能の優れるフィルター用不織布を得るため、熱圧着時のエンボスロール加工条件を調整することで非熱圧着部分の空隙率を上げる技術があるが、この方法では、不織布の空隙率が高いため、捕集したダストが不織布内部に目詰まりし、長期使用に耐えられないという問題がある(例えば、特許文献1)。
また、3層以上の積層不織布層よりなり、剛性の優れる不織布を得る技術があるが、この方法では積層であるため層間剥離が容易に起り、長期使用に耐えられないという問題がある(例えば、特許文献2)。
【0004】
一方、プリーツ加工性が良好で、優れた集塵性能を有し、長期に亘る使用によっても毛羽発生の少ないフィルター用不織布を得るために、部分熱圧着した不織布を一対のフラットロールからなり、かつフラットロール間にクリアランスを設けたカレンダー処理装置を用いて部分熱圧接長繊維不織布に熱カレンダー処理を施して、部分熱圧接長繊維不織布の表層部の低融点重合体を溶融または軟化させて、該表層部の繊維を互いに融着させることにより、毛羽発生を抑える技術があるが(例えば、特許文献3参照)、この技術では、不織布の非熱接着部分の繊維が融着しているため、ダストを捕集するための繊維の比表面積が減少しており、捕集性能に劣ると考えられる。
【特許文献1】特許第3622334号公報
【特許文献2】特開2004−124317号公報
【特許文献3】特開2005−007268号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の課題は、上記従来技術の問題点に鑑み、部分熱圧着長繊維不織布を、非熱圧着部分の繊維が融着することなく圧縮することにより非圧着部分の繊維を高充填化させることによりダストが詰まるための空隙を減少させ、ダストの目詰まりが起こりにくく、なおかつ捕集性能に優れ、長期の利用にも耐え得るフィルター用不織布を提供せんとするものである。
【課題を解決するための手段】
【0006】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、
(1)熱可塑性連続フィラメントからなる不織布からなからなるフィルター基材であって、該熱可塑性連続フィラメントが高融点成分と低融点成分からなり、該不織布が部分的に熱圧着されたものであって、かつ非熱圧着部分の繊維が融着することなく圧縮され、該非熱圧着部分の繊維充填率が40%以上であることを特徴とするフィルター基材。
(2)該不織布の目付が100〜300g/m2であることを特徴とする(1)に記載のフィルター基材。
(3)該不織布の見掛密度が0.50〜0.60g/cm3であることを特徴とする(1)または(2)に記載のフィルター基材。
(4)熱可塑性連続フィラメントとして、該高融点成分がポリエチレンテレフタレートであり、該低融点成分が共重合ポリエステルまたはポリブチレンテレフタレートであり、かつ該低融点成分の重量割合が、該熱可塑性連続フィラメント中5〜60%のものを用いてなることを特徴とする(1)〜(3)のいずれかに記載のフィルター基材。
(5)該熱可塑性連続フィラメントとして、芯部に高融点成分を配し、その周りに低融点成分を配した芯鞘型フィラメントを用いてなることを特徴とする(1)〜(4)のいずれかに記載のフィルター基材。
(6)該不織布として、熱圧着面積が5〜40%のものを用いることを特徴とする(1)〜(5)のいずれかに記載のフィルター基材。
(7)該フィルター基材が、0.3〜0.5μmのポリスチレンの捕集効率が50%以上であるフィルター性能を有するものである(1)〜(6)のいずれかに記載のフィルター基材。
(8)(1)〜(7)のいずれかに記載のフィルター基材を用いてなり、プリーツ形状を呈しているものであることを特徴とするフィルターユニット。
【発明の効果】
【0007】
本発明によれば、高捕集性能で、なおかつ高密度化によりダストの目詰まりが起こりにくく長期の利用にも耐え得るフィルター用不織布を提供することができる。
【発明を実施するための最良の形態】
【0008】
本発明は、不織布を構成する熱可塑性連続フィラメントとして、高融点成分と低融点成分を使用した熱可塑性連続フィラメントを用い、さらに、非熱圧着部分の繊維を融着させることなく不織布を圧縮し、非圧着部分の繊維充填率が40%以上とすることにより、捕集性能の優れるフィルター材を提供できるという事実を究明したものである。
【0009】
本発明における不織布は高融点成分と低融点成分からなる熱可塑性連続フィラメントを、空気圧にて牽引・延伸し、移動捕集面上に開繊堆積させた後、一対の彫刻ロールからなるエンボス装置を用いて部分的に熱圧着処理を施して部分熱圧着長繊維不織布とし、次いで一対のフラットロールからなる装置を用いて不織布を圧縮することが好ましい。
【0010】
本発明に用いる不織布は、熱可塑性連続フィラメントからなる不織布であり、さらに該熱可塑性連続フィラメントが高融点成分と低融点成分からなるものである。高融点成分および低融点成分としては融点差があればどのような熱可塑性ポリマーであってもかまわないが、該高融点成分としては、不織布の強度、さらには耐熱性の点からポリエチレンテレフタレートが好ましく、該低融点成分としては、不織布を熱圧着させ適度な剛性を得るために、共重合ポリエステルまたはポリブチレンテレフタレートが好ましい。該共重合ポリエステルの共重合成分としては特に限定されるものではないが、イソフタル酸、アジピン酸などが特に好ましい。該低融点成分として最も好ましいものは、イソフタル酸を共重合成分とした共重合ポリエステルである。
【0011】
なお、該低融点成分と該高融点成分の融点差は15℃以上であることが、熱圧着の点から好ましい。該融点差を15℃以上とすれば、低融点成分だけでなく、高融点成分も熱圧着により変形、ダメージを受けることなく、不織布の剛性、強度が低下することがない。低融点成分と高融点成分の融点差は、より好ましくは20℃以上である。
【0012】
さらに、該低融点成分の重量割合は不織布全体の5〜60%であることが好ましく、より好ましくは10〜30%である。該低融点成分の重量割合が5%未満の場合、熱接着力が低下し、不織布の層間が剥離、さらには不織布の剛性が不足し、プリーツ加工時にシートが蛇行したり、折り曲げピッチが不均一となるため好ましくない。また該低融点成分の重量割合が60%を超える場合、熱圧着力が著しく向上し、不織布の通気性が低下するため好ましくない。
【0013】
本発明に用いる不織布を構成する熱可塑性連続フィラメントは、高融点成分からなるフィラメントと、低融点成分からなるフィラメントの混繊であっても良いが、混繊の場合、不織布を一体化するための熱圧着時に、低融点成分からなる繊維と高融点成分からなる繊維の接点が少ないため、接着条件において温度が低いと十分に圧着出来ず、不織布が剥離することが考えられる。また温度が高い場合は、熱圧着部分の低融点成分からなる繊維だけでなく、非熱圧着部分の低融点成分からなる繊維も溶融してしまい、非圧着部分が溶融した繊維で目詰まりし、フィルターとして使用する際、捕集性能に劣る不織布となることが考えられ、このような理由から、混繊での熱圧着は生産時の条件設定が困難である。そこで適度な熱圧着により、剛性と通気性を調整しやすい点から、高融点成分の周りに低融点成分を配してなる複合型フィラメントが好ましい。さらに高融点成分を低融点成分が被覆してなる芯鞘型フィラメントがシートを部分熱圧着する際、繊維の外側に低融点成分を配しているため、全ての繊維同士の接点が接着点となり、強固に接着することが出来るため、より好ましい。該フィラメントの芯鞘構造は同心円、偏心のいずれでも構わないが、部分熱圧着時の加工性を考慮すると同心円がより好ましい。また本発明に用いるフィラメントの断面は、丸形、楕円形、中空丸形、多角形、多葉形であってもよいが、生産安定上、丸形断面が最も好ましい。
【0014】
また、該熱可塑性連続フィラメントの繊度は1.0〜7.0デシテックスであることが好ましく、1.5〜5.0デシテックスがより好ましい。繊度が1.0デシテックス未満の場合、熱接着した不織布の通気性が低くなってしまう場合があるので好ましくなく、また繊度が7.0デシテックスを超える場合、繊維を紡糸するときに十分に冷却することが困難になる場合があり、生産性の点から好ましくない。
【0015】
また、本発明における熱可塑性連続フィラメントの高融点成分、低融点成分のいずれにおいても、酸化チタンやカーボンブラック等の添加剤を含んでもよいことはいうまでもない。
【0016】
本発明に用いる不織布の部分的な熱圧着面積は5〜40%が好ましく、より好ましくは10〜30%である。該熱圧着面積が5%未満の場合、接着力が低下し、不織布の層間が剥離し、さらに不織布に十分な剛性、強度が得られず、プリーツ加工性も低下する。また、該熱圧着面積が40%を超える場合、熱圧着力が著しく向上し、不織布の通気性が低下するため好ましくない。ここでいう熱圧着部分とは、エンボス加工等をしたときに形成される不織布表面の窪み部分のことである。窪みの形は特に規定されるものではなく、連続した帯状のもの、間欠形では円形、三角形、四角形、楕円形、菱形などでもよい。不織布を剥離することなく部分熱圧着する点で、連続した帯状のものが好ましい。また、非熱圧着部分とはこの窪み以外の部分のことである。
本発明に用いる不織布は非熱圧着部分の繊維充填率を40%以上にするために、部分的熱圧着加工した後に、一対のフラットロールにより圧縮することが好ましい。部分熱圧着長繊維不織布を圧縮するために使用する一対のフラットロールの組み合わせは金属ロール−金属ロール、金属ロール−ペーパーロール、金属ロール−コットンロールが好ましい。中でも金属ロール−ペーパーロールの組み合わせがシートを圧縮させる際、均一に圧縮できるため、より好ましい。また、金属ロールの表面温度は50℃〜150℃が好ましく、70℃〜90℃がより好ましい。温度が50℃より低い温度の場合では、シートが十分に圧縮せず繊維充填率も40%未満であり好ましくない。また、温度が150℃より高い温度の場合では不織布表面の非熱圧着部分の繊維が融着してしまい、繊維充填率が高くなり過ぎ、不織布がフィルム状態となり、ダストを捕集するための繊維比表面積が減少し捕集性能が下がるため好ましくない。
【0017】
なお、本発明でいう非熱圧着部分の繊維の融着とは、得られた不織布の表面を電子顕微鏡観察した場合、非熱圧着部分にある繊維同士が溶融一体化した部分を有している状態のことである。
【0018】
シート圧縮時のフラットロールの線圧は100〜200kg/cmで圧縮することが好ましく、150〜180kg/cmがより好ましい。線圧が100kg/cmより低い場合、シートが十分に圧縮せず繊維充填率も40%未満であり好ましくない。線圧が200kg/cmより高い場合、シートが潰れすぎ、繊維充填率が高くなり過ぎるため、フィルターとしての通気性が無くなってしまい好ましくない。
【0019】
また、不織布を熱圧着する際、エンボス彫刻の深さを浅くし、凹凸の少ないエンボスロールにて熱圧着する事で、繊維充填率の高い不織布を得られることも考えられるが、この場合、不織布全体が熱溶融してしまい、熱圧着部分と非熱圧着部分の区別が出来ず、不織布がフィルム状態となり、ダストを捕集するための繊維比表面積が減少し捕集性能が下がるため好ましくない。
【0020】
本発明に用いる不織布の目付は100〜300g/m2が好ましく、150〜270g/m2 がより好ましくい。目付100g/m2より低い目付では不織布が薄いため、ダストを捕集する捕集性能が著しく劣り好ましくない。また、目付300g/m2より高い目付では、不織布が嵩高くなりすぎるため、不織布を熱圧着加工する際、熱圧着が不十分となり不織布が剥離するため、好ましくない。
本発明において、圧縮加工された不織布の非熱圧着部分の繊維充填率は40%以上であり、40〜60%が好ましく、40〜50%がより好ましい。非熱圧着部分の繊維充填率が40%より少ない場合、非熱圧着部分の空隙が多いため、本発明の不織布をフィルター基材として用いた場合、ダストが漏れたり、空隙にダストが詰まり、長期使用に耐えられず好ましくない。また非熱圧着部分の繊維充填率が60%より多い場合、非圧着部分の空隙が少ないので、通気性が無く、フィルターとして用いることが出来なくなり好ましくない。
【0021】
本発明において、圧縮加工された不織布の見掛密度は0.50〜0.60g/cm3が好ましい。ここで言う見掛密度とはシートの目付を厚みで割ったものである。見掛密度が0.50g/cm3より小さい場合、シートが嵩高いため、平滑性に劣り、ダストが詰まりやすく、好ましくない。また見掛密度が0.60g/cm3より大きい場合、シート中の空隙が少なく、フィルターとしての通気性が無くなってしまうため好ましくない。
【0022】
本発明のフィルター基材においては、0.3〜0.5μmのポリスチレン粒子の捕集効率が50%以上であるフィルター性能を有するものが好ましく、70%以上の捕集効率を有するものがより好ましい。捕集効率が50%未満の場合、フィルターとして使用した際、ダストの漏れが多いためである。
【0023】
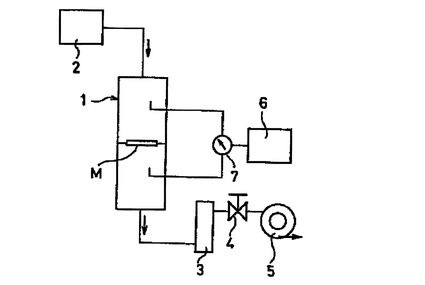
かかる捕集効率は、図1に示す捕集効率測定装置で測定する。この捕集性能測定装置は、測定サンプルMをセットするサンプルホルダー1の上流側にダスト収納箱2を連結し、下流側に流量計3、流量調整バルブ4、ブロワ5を連結した構成になっている。また、サンプルホルダー1にパーティクルカウンター6を接続し、切替コック7を介して、測定サンプルMの上流側のダスト個数と下流側のダスト個数をそれぞれ測定することができる。捕集効率の測定にあたっては、ポリスチレン0.309U 10%溶液(ナカライテック製)を蒸留水で200倍まで希釈し、ダスト収納箱2に充填する。次に測定サンプルMをサンプルホルダー1にセットし、風量をフィルター通過速度が3.0m/minになるように流量調整バルブ4で調整し、ダスト濃度を2万〜7万個/2.83×10−4m3(0.01ft3)の範囲で安定させ、測定サンプルMの上流のダスト個数Dおよび下流のダスト個数dをパーティクルカウンター6(リオン社製、KC−01D)でダスト粒径0.3〜0.5μmの範囲で1サンプル当り2回測定し、下記計算式にて求めた数値の小数第1位を四捨五入し捕集効率(%)を求めた。3サンプルの平均値を最終的な捕集性能とした。
【0024】
捕集効率(%)=[1−(d/D)]×100
ただし、
d:下流ダストの2回測定トータル個数
D:上流のダストの2回測定トータル個数
また、本発明の不織布の特性を損なわない範囲で、不織布に薬剤を付与することにより、抗菌性や防カビ性を付与してもよい。
【0025】
本発明のフィルター基材をフィルターユニットとして集塵機に用いる場合、プリーツ形状を呈しているものが好ましい。従来用いられてきたフェルト濾布は剛性が弱いためプリーツ形状に加工することが困難であり、多くの場合、円筒状である。円筒状フェルト濾布では濾過面積は円筒の側面積のみである。これに対して本発明のフィルター基材は適度な剛性を有するため、プリーツ加工を施すことが可能である。プリーツ形状を呈するフィルターユニットは、同じ直径の円筒状フェルト濾布に比べ1.5〜2倍の側面積を有するため、該フィルターユニットを用いることで、集塵能力に優れる集塵機やフェルト濾布対比、使用するユニットが少なくて済むので、小型化集塵機を提供することが可能である。
【0026】
さらに、高性能のフィルター基材として本発明にかかるフィルター基材用不織布を使用する場合、該フィルター基材はフィルター層の支持体として用いてもよい。また、本発明にかかるフィルター基材を山谷折り(プリーツ加工)して支持体として成形賦型し、該支持体におけるその少なくとも片面にフィルター層(濾過層としての機能を第一の機能として有する層)を配置してフィルターを構成して使用してもよい。
【実施例】
【0027】
以下、本発明を実施例に基づき、さらに具体的に説明するが、実施例の中に示す特性値の測定方法は次のとおりである。
【0028】
(1)不織布厚み(mm):
JIS−L1906に基づき、押付荷重10kPaで任意の10カ所を0.01mm単位で測定、その平均値の小数第3位を四捨五入し算出した。
【0029】
(2)不織布目付(g/m2):
JIS−L1906に基づき、シートから10cm×10cmの同じ大きさのサンプルを3枚採取して天秤で重量を測定し、3個の平均値を算出した後、次の式によって目付を算出し、小数第2位を四捨五入した。
不織布目付(g/m2)=サンプル重量平均値(g)/サンプル面積(m2)
(3)不織布の非熱圧着部分の繊維充填率
得られた不織布の巻き取り方向に対して垂直に不織布を切断し、切断した断面を電子顕微鏡(KEYENCE社製、VE−7800)にて100倍の倍率で観察した。この時、非熱圧着部分、すなわち最も厚みが厚い部分の厚みを測定し、以下の式で算出し、小数第2位を四捨五入した。
不織布充填率(%)=[{不織布目付(g/m2)/10000}×100]÷[{不織布厚み(mm)/10}×{樹脂密度(g/cm3)}]
(4)不織布見掛密度(g/cm3):
不織布密度は以下の式で算出し、小数第3位を四捨五入した。
不織布密度(g/cm3)={不織布目付(g/m2)/10000}÷{不織布厚み(mm)/10}
(5)捕集性能(%):
不織布シートの任意の部分から、15cm×15cmのサンプルを3個採取し、それぞれのサンプルについて、図1に示す捕集効率測定装置で捕集性能を測定した。この捕集性能測定装置は、測定サンプルMをセットするサンプルホルダー1の上流側にダスト収納箱2を連結し、下流側に流量計3、流量調整バルブ4、ブロワ5を連結した構成になっている。また、サンプルホルダー1にパーティクルカウンター6を接続し、切替コック7を介して、測定サンプルMの上流側のダスト個数と下流側のダスト個数をそれぞれ測定することができる。捕集効率の測定にあたっては、ポリスチレン0.309U 10%溶液(ナカライテック製)を蒸留水で200倍まで希釈し、ダスト収納箱2に充填する。次に測定サンプルMをサンプルホルダー1にセットし、風量をフィルター通過速度が3.0m/minになるように流量調整バルブ4で調整し、ダスト濃度を2万〜7万個/2.83×10−4m3(0.01ft3)の範囲で安定させ、測定サンプルMの上流のダスト個数Dおよび下流のダスト個数dをパーティクルカウンター6(リオン社製、KC−01D)でダスト粒径0.3〜0.5μmの範囲で1サンプル当り2回測定し、下記計算式にて求めた数値の小数第1位を四捨五入し捕集効率(%)を求めた。3サンプルの平均値を最終的な捕集性能とした。
【0030】
捕集効率(%)=[1−(d/D)]×100
ただし、
d:下流ダストの2回測定トータル個数
D:上流のダストの2回測定トータル個数。
【0031】
(6)不織布表面の観察
不織布の非熱圧着部分の繊維が融着することなく一対のフラットロールにより、圧縮されていることを以下の方法で確認した。不織布シートの任意の部分から1cm×1cmのサンプルを切り出し、該サンプルの表面を電子顕微鏡(KEYENCE社製、VE−7800)にて500倍の倍率で非熱圧着部分にある繊維同士の融着状態を観察した。
【0032】
(実施例1)
高融点成分を固有粘度が0.66、融点が260℃であるポリエチレンテレフタレートとし、低融点成分を固有粘度が0.68、融点が230℃であるイソフタル酸共重合ポリエステルとして、該低融点成分の重量を全体の18%とし、該高融点成分の周りを該低融点成分が被覆してなる芯鞘型のフィラメントを単糸繊度2.7デシテックス(dtex)となるように吐出量を設定して溶融紡出し、連続して空気圧にて4800m/minの高速牽引を実施した。
【0033】
引き続き、フィラメントを空気圧にて噴射、開繊し、移動するネット上に堆積させ不織布ウェブとし、これを一対の加熱エンボスロールにより線圧70kg/cm、ロール表面温度200℃、接着面積18%の条件で圧着し、目付が270g/m2の不織布を得た。
得られた不織布を圧縮するために一対の平滑な金属ロールとペーパーロールからなる装置を用いて、スチールロール表面温度80℃、加工速度4m/min、ロール線圧167kg/cmで圧縮し、非圧着部分の繊維充填率が41.6%である不織布を得た。
【0034】
(比較例1)
実施例1と同様の方法により、高融点成分を固有粘度が0.66、融点が260℃であるポリエチレンテレフタレートとし、低融点成分を固有粘度が0.68、融点が230℃であるイソフタル酸共重合ポリエステルとして、該低融点成分の重量を全体の18%とし、該高融点成分の周りを該低融点成分が被覆してなる芯鞘型のフィラメントを単糸繊度2.7デシテックス(dtex)となるように吐出量を設定して溶融紡出し、連続して空気圧にて4800m/minの高速牽引を実施した。
【0035】
引き続き、フィラメントを空気圧にて噴射、開繊し、移動するネット上に堆積させ不織布ウェブとし、これを一対の加熱エンボスロールにより線圧70kg/cm、ロール表面温度200℃、接着面積18%の条件で圧着し、目付が270g/m2の不織布を得た。この不織布の非圧着部分の繊維充填率は32.6%であった。
【0036】
(比較例2)
実施例1と同様の方法により、高融点成分を固有粘度が0.66、融点が260℃であるポリエチレンテレフタレートとし、低融点成分を固有粘度が0.68、融点が230℃であるイソフタル酸共重合ポリエステルとして、該低融点成分の重量を全体の18.2%とし、該高融点成分の周りを該低融点成分が被覆してなる芯鞘型のフィラメントを単糸繊度2.7デシテックス(dtex)となるように吐出量を設定して溶融紡出し、連続して空気圧にて4800m/minの高速牽引を実施した。
【0037】
引き続き、フィラメントを空気圧にて噴射、開繊し、移動するネット上に堆積させ不織布ウェブとし、これを一対の加熱エンボスロールにより線圧70kg/cm、ロール表面温度200℃、接着面積17.9%の条件で圧着し、目付が270g/m2の不織布を得た。
【0038】
得られた不織布を圧縮するために一対の平滑な金属ロールとペーパーロールからなる装置を用いて、スチールロール表面温度205℃、加工速度4m/min、ロール線圧50kg/cmで圧縮し、非圧着部分の繊維充填率が42.5%ではあるものの、表面の繊維同士が融着してなる不織布を得た。
【0039】
実施例1及び比較例1〜2で得られた不織布の評価結果を併せて表1に示す。
【0040】
実施例1では、不織布表面の非圧着部の繊維同士の融着は全く見られず、なおかつ捕集性能は71%と良好であった。一方、カレンダー処理を行っていない比較例1は不織布表面の非圧着部の繊維同士の融着はないものの、非圧着部分の繊維充填率が32.6%と低く、不織布内部に空隙が多いため、ダストの漏れが多く、捕集性能は30%と低い。比較例2は、カレンダー処理の処理温度が高く、該不織布表層部の繊維が互いに融着しているため、ダストを捕集するための繊維の比表面積が減少しており捕集性能は47%と実施例1に比べ低いものであった。
【0041】
【表1】
【産業上の利用可能性】
【0042】
本発明は、産業用の粉塵捕集機用フィルター等に適した部分的に熱圧着された不織布からなるフィルター用不織布として利用可能である。
【図面の簡単な説明】
【0043】
【図1】この図は、フィルター用不織布の捕集性能測定装置を示す概略図である。
【符号の説明】
【0044】
1:サンプルホルダー
2:ダスト収納箱
3:流量計
4:流量調整バルブ
5:ブロワ
6:パーティクルカウンター
7:切替コック
M:測定サンプル
【特許請求の範囲】
【請求項1】
熱可塑性連続フィラメントからなる不織布からなるフィルター基材であって、該熱可塑性連続フィラメントが高融点成分と低融点成分からなり、該不織布が部分的に熱圧着されたものであって、かつ非熱圧着部分の繊維が融着することなく圧縮され、該非熱圧着部分の繊維充填率が40%以上であることを特徴とするフィルター基材。
【請求項2】
該不織布の目付が100〜300g/m2であることを特徴とする請求項1に記載のフィルター基材。
【請求項3】
該不織布の見掛密度が0.50〜0.60g/cm3であることを特徴とする請求項1または2に記載のフィルター基材。
【請求項4】
熱可塑性連続フィラメントとして、該高融点成分がポリエチレンテレフタレートであり、該低融点成分が共重合ポリエステルまたはポリブチレンテレフタレートであり、かつ該低融点成分の重量割合が、該熱可塑性連続フィラメント中5〜60%であることを特徴とする請求項1〜3記載のいずれかにフィルター基材。
【請求項5】
該熱可塑性連続フィラメントが、高融点成分の周りに低融点成分を配した複合型フィラメントであることを特徴とする請求項1〜4のいずれかに記載のフィルター基材。
【請求項6】
該不織布の、部分的熱圧着面積が5〜40%であることを特徴とする請求項1〜5のいずれかに記載のフィルター基材。
【請求項7】
該フィルター基材が、0.3〜0.5μmのポリスチレンの捕集効率が50%以上であるフィルター性能を有するものである請求項1〜6のいずれかに記載のフィルター基材。
【請求項8】
請求項1〜7のいずれかに記載のフィルター基材を用いてなり、プリーツ形状を呈していることを特徴とするフィルターユニット。
【請求項1】
熱可塑性連続フィラメントからなる不織布からなるフィルター基材であって、該熱可塑性連続フィラメントが高融点成分と低融点成分からなり、該不織布が部分的に熱圧着されたものであって、かつ非熱圧着部分の繊維が融着することなく圧縮され、該非熱圧着部分の繊維充填率が40%以上であることを特徴とするフィルター基材。
【請求項2】
該不織布の目付が100〜300g/m2であることを特徴とする請求項1に記載のフィルター基材。
【請求項3】
該不織布の見掛密度が0.50〜0.60g/cm3であることを特徴とする請求項1または2に記載のフィルター基材。
【請求項4】
熱可塑性連続フィラメントとして、該高融点成分がポリエチレンテレフタレートであり、該低融点成分が共重合ポリエステルまたはポリブチレンテレフタレートであり、かつ該低融点成分の重量割合が、該熱可塑性連続フィラメント中5〜60%であることを特徴とする請求項1〜3記載のいずれかにフィルター基材。
【請求項5】
該熱可塑性連続フィラメントが、高融点成分の周りに低融点成分を配した複合型フィラメントであることを特徴とする請求項1〜4のいずれかに記載のフィルター基材。
【請求項6】
該不織布の、部分的熱圧着面積が5〜40%であることを特徴とする請求項1〜5のいずれかに記載のフィルター基材。
【請求項7】
該フィルター基材が、0.3〜0.5μmのポリスチレンの捕集効率が50%以上であるフィルター性能を有するものである請求項1〜6のいずれかに記載のフィルター基材。
【請求項8】
請求項1〜7のいずれかに記載のフィルター基材を用いてなり、プリーツ形状を呈していることを特徴とするフィルターユニット。
【図1】

【公開番号】特開2007−98259(P2007−98259A)
【公開日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願番号】特願2005−290838(P2005−290838)
【出願日】平成17年10月4日(2005.10.4)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願日】平成17年10月4日(2005.10.4)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]