
フィルター用不織布
【課題】粉塵の捕集性能や機械的特性に優れるフィルター不織布を提供する。
【解決手段】
熱可塑性樹脂繊維からなる長繊維不織布であって、複数箇所の熱圧着部を有し、
当該熱圧着部の1個あたりの面積が1.0〜5.0mm2、
少なくとも一部の熱圧着部のタテヨコの長さの比(タテ/ヨコ)が8.0以上、
当該熱圧着部の個数密度が4.0〜10.0個/cm2、
当該熱圧着部の不織布に対する面積比率が5〜15%
であることを特徴とするフィルター用不織布。
【解決手段】
熱可塑性樹脂繊維からなる長繊維不織布であって、複数箇所の熱圧着部を有し、
当該熱圧着部の1個あたりの面積が1.0〜5.0mm2、
少なくとも一部の熱圧着部のタテヨコの長さの比(タテ/ヨコ)が8.0以上、
当該熱圧着部の個数密度が4.0〜10.0個/cm2、
当該熱圧着部の不織布に対する面積比率が5〜15%
であることを特徴とするフィルター用不織布。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルター用不織布に関する。
【背景技術】
【0002】
従来より、吸気用フィルターとして使用されるフィルター濾材としては、紙やガラス繊維にバインダーを加えて抄紙したものやポリプロピレン(PP)繊維からなる不織布をエレクトレット化したものが用いられてきた。このような濾材にはいくつかの問題がある。例えば、ガラス繊維濾材については、濾材中には付着小繊維が存在し、また折曲げ加工時に自己発塵する。これらのガラスの小繊維がフィルター濾材から脱落してタービン内に入り、ファンに付着する。微小粒子がタービン内に入り込むとタービンの熱効率が下がるため、自己発塵がなく、より粒子捕集性能の高い吸気用フィルター濾材が求められている。
【0003】
また、捕集した塵挨によりフィルターの目詰まりが発生し、ガスタービンの運転に伴って圧力損失は上昇する。目詰まりを起こしたフィルター濾材の再生には、水などを用いた洗浄が有効である。しかし、PP繊維をエレクトレット化したフィルター濾材は、耐水性に劣るため、洗浄を行うと性能が大幅に低下するという問題がある。
【0004】
また、粉塵を除去するためのエアーフィルター、あるいは液体フィルターの材料として種々の不織布が提案されている。特に近年では、剛性に優れる熱圧着タイプの長繊維不織布がプリーツ形状のフィルターとして好適に使用されている。プリーツ形状のフィルター材を使用すると濾過面積を広く取れるため濾過風速を低減することが可能であり、粉塵の捕集能力の向上や機械圧損の低減を図れるという利点がある。
【0005】
しかしながら、従来からある熱圧着タイプの長繊維不織布は、特にタービン用フィルターのような過酷な使用条件に対しては、粉塵の捕集性能、低圧力損失、およびプリーツ加工に耐える十分な剛性を兼備するものではなかった。
【0006】
一方で、不織布の一体化方法において熱圧着部パターンの設計により、不織布に特性を持たせるものが提案されている。
【0007】
例えば特許文献1によれば、タテヨコ比が1〜1.5の熱圧着された長繊維不織布が提案されている。当該技術によれば、不織布強力特性、風合い特性、耐摩耗性に優れた長繊維不織布が得られるが、熱圧着部タテヨコ比が小さいため、不織布長手方向の剛性が劣り、プリーツ加工してフィルターとして利用するには十分なものではなかった。
【0008】
さらに特許文献2には、長辺と短辺からなる熱圧着部パターンを有する連続フィラメント不織布が提案されている。当該技術によれば、連続フィラメントの優勢な並び方向を横切る方向で細長い熱圧着部を有することで、柔軟な風合いを有する不織布が得られるが、特許文献1同様、不織布の剛性が劣り、プリーツ加工してフィルターとして利用するには十分なものではなかった。
【0009】
また、フィルター用不織布の粉塵捕集性能を向上させるため、フィルター用不織布が種々提案されている。
【0010】
例えば特許文献3には、長繊維不織布と極細繊維からなる不織布を積層させてなるフィルター用不織布が提案されている。当該特許によれば、極細繊維を有することで、高捕集性能なフィルター用不織布が得られるが、ダストが極細繊維層に詰まり易く、長期の使用に耐えられる物ではなかった。
【0011】
さらに特許文献4には、高捕集性能、低圧力損失であるフィルター用不織布が提案されている。当該技術によれば、熱処理を行うことで、フィルター性能に優れる不織布が得られるとあるが、熱処理によって、不織布が融着してしまい、フィルター性能と十分な剛性を兼ね備えたフィルター用不織布が得られるものではなかった。
【0012】
また特許文献5には繊維配向を不織布長手方向に配向させることで、プリーツ加工性を向上させる不織布が提案されている。当該技術によれば、繊維を不織布長手方向に配向させることで、プリーツ加工性が向上し、プリーツフィルターとして長期の使用に耐え得るフィルター用不織布が得られるとあるが、繊維を長手方向に配向させることで、繊維の分散性が悪くなり、剛性に優れるものの、フィルター性能に優れるものではなかった。
【特許文献1】再表WO98/56969号公報
【特許文献2】特開昭54−125773号公報
【特許文献3】特開2008−114177号公報
【特許文献4】特開2007−231500号公報
【特許文献5】特許第4023042号
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、上記従来技術の問題点に鑑み、剛性に優れ、かつ粉塵の捕集性能や通気性にも優れたフィルター用不織布を提供せんとするものである。
【課題を解決するための手段】
【0014】
すなわち本発明は、熱可塑性樹脂繊維からなる長繊維不織布であって、複数箇所の熱圧着部を有し、
当該熱圧着部の1個あたりの面積が1.0〜5.0mm2、
当該熱圧着部のタテヨコの長さの比(タテ/ヨコ)が8.0以上、
当該熱圧着部の個数密度が4.0〜10.0個/cm2、
当該熱圧着部の不織布に対する面積比率が5〜15%
であることを特徴とするフィルター用不織布である。
【発明の効果】
【0015】
本発明によれば、剛性に優れ、かつ粉塵の捕集性能や通気性にも優れたフィルター用不織布を提供することができる。
【発明を実施するための最良の形態】
【0016】
本発明のフィルター用不織布は、熱可塑性樹脂繊維からなる不織布である。繊維を形成する熱可塑性樹脂としては例えば、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン―プロピレン共重合体、エチレン―酢酸ビニル共重合体等のポリオレフィン、ポリカプロラクタム(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン610)、ポリウンデカ1ラクタム(ナイロン11)、ポリドデカ1ラクタム(ナイロン12)等のポリアミド(PA)、ポリテトラフルオロエチレン、塩素化ポリエチレン(CPE)等のハロゲン化ポリオレフィン、ポリエステル重合体であるポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)や、ポリフェニレンサルファイド(PPS)、ポリオキシメチレン、ポリエーテルエーテルケトン(PEEK)、液晶ポリマー、ポリメチルペンテン、ポリビニルアルコール、ポリ塩化ビニリデン、フッ素樹脂等がある。なかでもポリエステル系重合体が、融点が高く耐熱性に優れ、かつ剛性にも優れる点で好ましい。
【0017】
熱可塑性樹脂には、結晶核剤や艶消し剤、顔料、防カビ剤、抗菌剤、難燃剤、親水剤等を添加してもよい。
【0018】
上記熱可塑性樹脂は、単独で用いてもよいし2種以上組合わせてポリマーアロイとして用いてもよい。
【0019】
また、高融点重合体と低融点重合体とをそれぞれ溶融紡糸し、混繊型フィラメントとして、長繊維不織布とすることは好ましい。
【0020】
また、高融点重合体の周りに低融点重合体を配した複合繊維として長繊維不織布とすることは、寸法安定性、均一性、強度等の点でより好ましい。
【0021】
高融点重合体としては、ポリエチレンテレフタレートを含んでなるものが好ましく、ポリエチレンテレフタレートを主成分として含むものがさらに好ましい。また低融点重合体としては、ポリエチレンテレフタレートの共重合体、またはポリブチレンテレフタレートが好ましい。かかる共重合成分としては、イソフタル酸、アジピン酸が好ましい。また共重合率としては5〜20モル%が好ましい。
【0022】
高融点重合体と低融点重合体との融点差としては、15℃以上が好ましく、20℃以上がより好ましい。
【0023】
ポリエステル系高融点重合体の融点としては230〜290℃が好ましく、より好ましくは250〜280℃である。またポリエステル系低融点重合体の融点としては200〜260℃が好ましく、より好ましくは220〜240℃である。
【0024】
複合繊維における高融点重合体の含有比率としては、50〜95質量%が好ましく、70〜90質量%がより好ましく、80〜85質量%がさらに好ましい。95質量%を越えると、熱圧着した不織布の強度が不十分である。また、50質量%よりも少ないと、熱圧着による低融点成分の融着が多くなり、圧力損失が上昇する。
【0025】
熱可塑性樹脂繊維の断面形状としては、円形、中空丸形、楕円形、扁平型、X型、Y型、多角型、多葉型等が好ましい。
【0026】
不織布を構成する熱可塑性樹脂繊維の平均繊維径としては、10〜30μmが好ましい。10μmを下回る場合は、不織布の圧力損失が高くなる傾向であり、さらに生産時に糸切れが生じやすいなど生産安定性の面からも好ましくない。また、30μmを上回る場合は、不織布の捕集性能が低下する傾向であり、さらに生産時にフィラメントの冷却不良による糸切れが生じやすいなど生産安定性の面からも好ましくない。より好ましい単繊維繊度の範囲は10〜27μmである。
【0027】
本発明の不織布は、長繊維不織布であることが重要である。長繊維からなる不織布とすることで、使用中における経時劣化や、パルスジェットによるダスト払い落とし時の衝撃により繊維が抜け落ちてしまうのを防ぐことができる。
【0028】
なお、長繊維不織布においても熱可塑性樹脂繊維に適度に切断箇所があってもよい。
【0029】
長繊維不織布のなかでもスパンボンド不織布が、寸法安定性や機械的強度において優れるため好ましい。
【0030】
本発明の不織布は、複数箇所の熱圧着部を有してなることが重要である。熱圧着部を有することにより、繊維同士を一体化させ、毛羽立ちを抑え、フィルターとして長期の使用に耐え得る機械的強度が得られる。熱圧着をせずに一体化する方法としては、ニードルパンチにより繊維を交絡させたり、接着剤により一体化する方法があるが、ニードルパンチではシートに針穴が残ってしまうため好ましくない。また接着剤は、過酷な環境のもとでは長期使用により接着剤の劣化がおこりシートの強度劣化が起こるため好ましくない。
【0031】
熱圧着部はくぼみを形成しており、不織布を構成する熱可塑性連続フィラメント同士が熱と圧力によって凝集し融着して形成されている。熱圧着する方法として熱エンボスロールによる接着を採用した場合には、エンボスロールの凸部により圧縮され熱可塑性連続フィラメントが凝集し融着している部分が熱圧着部となる。例えば、上側または下側のみに所定のパターンの凹凸を有するロールを用いて、他のロールは凹凸の無いフラットロールを用いる場合においては、熱圧着部とは凹凸を有するロールの凸部とフラットロールとで熱圧着されて不織布の熱可塑性連続フィラメントが凝集された部分をいう。また、例えば、表面に複数の平行に配置された直線的溝が形成されている一対の上側ロールと下側ロールからなり、その上側ロールの溝とその下側ロールの溝とがある角度で交叉するように設けられているエンボスロールを用いる場合、熱圧着部とは上側ロールの凸部と下側ロールの凸部とで熱圧着されて不織布の熱可塑性連続フィラメントが凝集された部分をいう。この場合、上側の凸部と下側の凹部あるいは上側の凹部と下側の凸部とで圧接される部分はここでいう熱圧着部には含まれない。
【0032】
熱圧着部の1個あたりの面積としては、1.0〜5.0mm2が好ましい。1.0mm2未満の場合、熱圧着部の面積が小さいため、不織布の強度が十分得られず、さらに表面が毛羽立ちやすくなる。5.0mm2超の場合、強度は得られるものの、繊維間の空隙が少なくなって圧力損失が上昇し、捕集性能が低下する。より好ましくは1.3〜4.0mm2、さらに好ましくは1.5〜3.0mm2である。
【0033】
また、少なくとも一部の熱圧着部のタテ(不織布長手方向)、ヨコ(幅方向)の長さの比が8.0以上であることが重要である。そうすることにより、少ない圧着面積においても、プリーツ方向である不織布長手方向の剛性が優れ好ましい。好ましくは9.0以上、より好ましくは9.5以上である。また、タテヨコの長さの比を20.0以下とすることで、エンボスロールの設計加工が困難になるのを防ぐことができる。
タテヨコの長さの比が8.0以上を満足する熱圧着部の熱圧着部全体に対する個数比率としては、30%以上が好ましく、より好ましくは50%以上である。
【0034】
熱圧着部の形状としては例えば、三角形、長方形、平行四辺形、楕円形、菱形などが好ましい。特に、表面に複数の平行に配置された直線的溝が形成されている一対の上側ロールと下側ロールからなり、その上側ロールの溝とその下側ロールの溝とがある角度で交叉するように設けられているエンボスロールを用い、上側ロールの凸部と下側ロールの凸部とで熱圧着され形成される平行四辺形の熱圧着部が好ましい。かかる態様とすることで、両面側からの熱圧着により確実に不織布内部まで圧着させることができ、熱圧着不十分によるプリーツ加工時のシートの剥離を防ぐことができる。
【0035】
また、熱圧着部の個数密度としては、4.0〜10.0個/cm2とすることが重要である。個数密度が10.0個/cm2超の場合、熱圧着部が多いため、強度は得られるものの、繊維間の空隙が少なくなって圧力損失が上昇し、捕集性能が低下する。個数密度が4.0個/cm2未満の場合、熱圧着部の間隔が広くなり、不織布の強度が十分得られず、さらに表面が毛羽立ちやすくなる。より好ましくは5.0〜9.0個/cm2、さらに好ましくは6.0〜8.0個/cm2である。
【0036】
また、熱圧着部の不織布に対する面積率としては、5〜15%とすることが重要である。圧着面積率は熱圧着部の不織布全体の面積に占める割合のことである前記圧着面積率が5%より少ない場合、不織布の強度が十分得られず、さらに表面が毛羽立ちやすくなる。圧着面積率が15%より大きい場合、強度は得られるものの、繊維間の空隙が少なくなって圧力損失が上昇し、捕集性能が低下する。より好ましい圧着面積率は6〜13%であり、最も好ましい圧着面積率は8〜11%である。
【0037】
本発明のフィルター用不織布の目付としては、90〜350g/m2が好ましい。目付が90g/m2未満であると、剛性が得られず、捕集性能が低下し、目付が350g/m2超であると、目付が高すぎて圧力損失が上昇する可能性がある。より好ましい目付の範囲は100〜320g/m2であり、さらに好ましくは150〜260g/m2である。
【0038】
本発明のフィルター用不織布は2〜100mNの剛軟度を有することが好ましい。剛軟度が2mNを下回る場合は、不織布の強度や形態保持性が低くなる傾向でありプリーツ加工性も低下するため好ましくない。剛軟度については不織布の目付や一体化の方法を考慮すると、フィルター用不織布においては、前記QF値を満たしつつ100mNを上回る値とするのは困難である。より好ましい剛軟度は2〜80mNであり、さらに好ましくは2〜35mNであり、さらに好ましくは5〜25mNである。
【0039】
本発明のフィルター用不織布は、QF値(Pa−1)が0.02〜0.08の範囲にあることが好ましい。QF値(Pa−1)が0.01を下回る場合は、捕集性能、圧力損失が十分でなく好ましくない。また、フィルター用不織布においては、不織布の目付や一体化の方法を考慮すると0.08を上回るようなQF値(Pa−1)を得ることは困難である。より好ましいQF値(Pa−1)は0.03〜0.08である。
【0040】
次に、本発明のフィルター用不織布を製造する方法の例について説明する。
【0041】
長繊維不織布の製造方法の例として、スパンボンド不織布は、紡出糸条をエジェクターやエアサッカー等により速度3000〜8000m/分にて高速牽引し、補集ネット上に補集させることで得ることができる。
【0042】
長繊維不織布を、単独で、あるいは複数枚を積層して、熱圧着させる。
【0043】
不織布を部分的に熱圧着させる方法としては、熱エンボスロールによる接着や、超音波発振装置とエンボスロールとの組み合わせによる接着等を好ましく採用することができる。特に熱エンボスロールによる接着は、不織布の強度を向上させる点から好ましい。
【0044】
また、部分的に熱圧着させる前に、フラットロールにて圧接処理を施すことも好ましい。
【0045】
熱エンボスロールによる熱接着の温度としては、不織布の繊維表面に存在する最も融点の低いポリマーの融点よりも5〜60℃低いことが好ましく、10〜50℃低いことがより好ましい。熱エンボスロールによる熱接着の温度と、不織布の繊維表面に存在する最も融点の低いポリマーの融点の温度差が5℃よりも小さい場合は、熱接着が強くなり過ぎる傾向であり、60℃よりも大きい場合は熱接着が不十分となる場合があり好ましくない。
【実施例】
【0046】
[測定方法]
(1)融点(℃)
パーキンエルマ社製示差走査型熱量計DSC−2型を用い、昇温速度20℃/分の条件で測定し、得られた融解吸熱曲線において極値を与える温度を融点とした。また示差走査型熱量計において融解吸熱曲線が極値を示さない樹脂については、ホットプレート上で加熱し、顕微鏡観察により樹脂が溶融した温度を融点とした。
【0047】
(2)固有粘度IV
ポリエステルの固有粘度は以下の方法で測定した。
オルソクロロフェノール100mlに対し試料8gを溶解し、温度25℃においてオストワルド粘度計を用いて相対粘度ηrを下記式により求めた。
ηr=η/η0=(t×d)/(t0×d0)
ここで、η:ポリマー溶液の粘度
η0:オルソクロロフェノールの粘度
t:溶液の落下時間(秒)
d:溶液の密度(g/cm3)
t0:オルソクロロフェノールの落下時間(秒)
d0:オルソクロロフェノールの密度(g/cm3)
ついで、相対粘度ηrから下記式により固有粘度IVを算出した。
IV=0.0242ηr+0.2634 。
【0048】
(3)平均繊維径
不織布からランダムに小片サンプル10個を採取し、走査型電子顕微鏡で500〜3000倍の写真を撮影し、各サンプルから10本ずつ、計100本の繊維を任意に選び出し、その太さを測定した。それらの平均値の小数点以下第一位を四捨五入して、平均繊維径を算出した。
【0049】
(4)熱圧着部の1個あたりの面積
不織布からランダムに10mm×10mmの小片サンプル10個を採取し、走査型電子顕微鏡で少なくとも1個以上の熱圧着部パターン全体が確認出来るよう倍率を設定し、写真を撮影し、各サンプルから1〜2個ずつ、合計で10個のエンボス圧着部分を任意に選び出し、圧着部1個あたりの面積を算出し、10個の平均値の小数点以下第二位を四捨五入して求めた。
【0050】
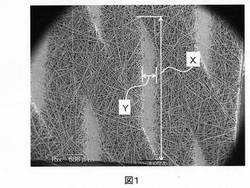
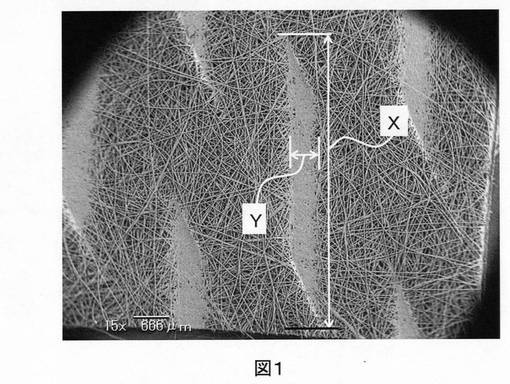
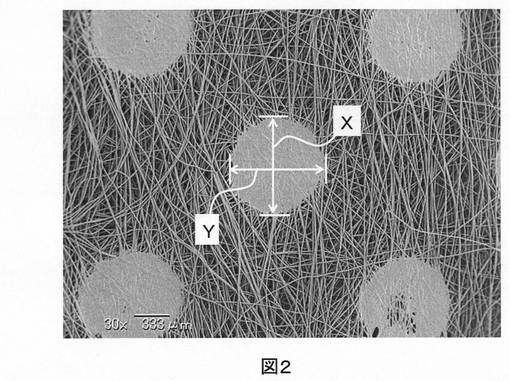
(5)熱圧着部のタテヨコの長さの比
不織布の長手方向の圧着部長さ(X)と、不織布の幅方向の圧着部長さ(Y)を測定し(図1,2参照。)、各々10個の熱圧着部圧着長さの平均値の小数点以下第二位を四捨五入して算出したXとYから、次式により圧着部タテヨコ比を算出し、小数点第二位を四捨五入して求めた。
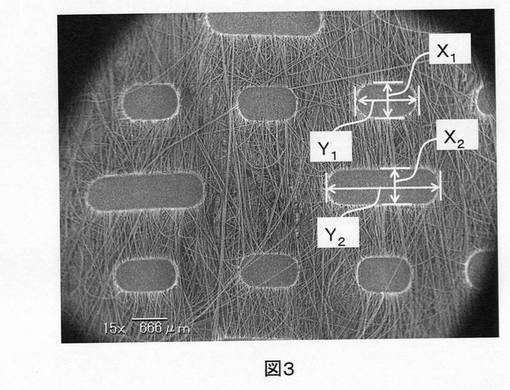
圧着部タテヨコ比=X/Y
また、図3のように異なる熱圧着部パターンが混在している場合は、異なる熱圧着部パターンのX1、Y1とX2、Y2をそれぞれ測定し、X1/Y1、X2/Y2を求め、大きい数値を示すものを熱圧着部タテヨコ比とする。
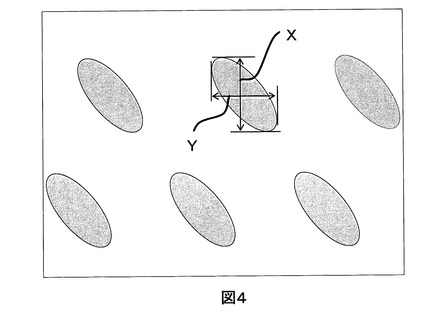
図4のように熱圧着部パターンが斜めに配されている不織布の場合においても、不織布の長手方向に沿って最も長くなる圧着部長さ(X)と、不織布の幅方向に沿って最も長くなる圧着部長さ(Y)を測定する。
圧着部が不織布の表面と裏面で異なる場合は、圧着部タテヨコ比が大きい側の値をとる。
【0051】
(6)熱圧着部の個数密度
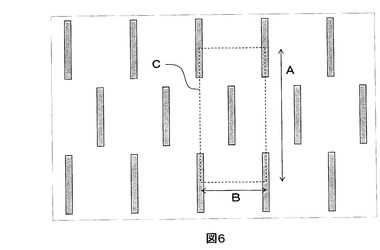
熱圧着部が一定の繰り返しパターンからなるものについては、10箇所について当該繰り返しパターンの最小単位に相当する矩形枠(図6中C)をとり、その長手方向の長さ(図6中A)および幅方向の長さ(図6中B)を10箇所それぞれについて測定して平均値をとり、矩形枠内の面積を算出し、当該面積に対する矩形枠内の熱圧着部の個数(図6の例においては2個)を単位面積あたりの熱圧着部の個数に換算して熱圧着部の個数密度とした。
繰り返しパターンが不規則である場合は、不織布の長手方向および幅方向に平行な2.0cm×2.0cmの矩形枠を10箇所とり、10箇所それぞれについて矩形枠内を占める熱圧着部の個数を数える。その際、矩形枠の1辺がかかっている熱圧着部は0.5個分、矩形枠の2辺がかかっている熱圧着部は0.25個分として数える。そして当該個数の10箇所の平均値をとり、単位面積あたりの熱圧着部の個数に換算して熱圧着部の個数密度とする。
【0052】
(7)熱圧着部の面積比率
熱圧着部1個あたりの面積と不織布1cm2あたりの圧着部個数を掛け、小数点以下第二位を四捨五入したものを熱圧着部の面積比率とした。
【0053】
(8)目付(g/m2)
縦方向50cm×横方向50cmの試料を3個採取して、各試料の重量をそれぞれ測定し、得られた値の平均値を単位面積当たりに換算し、小数点以下第一位を四捨五入した。
【0054】
(9)剛軟度(mN)
JIS L1085:1998の6.10.3(a)により、ガーレ試験機(株式会社東洋精機製作所製ガーレ・柔軟度試験機)にて測定した。
試料から長さL38.1mm(有効試料長25.4mm)、幅d25.4mmの試験片を試料の任意の20点から採取した。ここで長繊維不織布においては、不織布の長手方向を試料の長さ方向とした。採取した試験片をそれぞれチャックに取り付け、可動アームA上の目盛り1−1/2”(1.5インチ=38.1mm)に合わせてチャックを固定した。この場合、試料長の1/2”(0.5インチ=12.7mm)はチャックに1/4”(0.25インチ=6.35mm)、試料の自由端にて振子の先端に1/4”(0.25インチ=6.35mm)がかかるため測定にかかる有効試料長は試験片長さLから1/2”(0.5インチ=12.7mm)差し引いたものとなる。
次に振り子Bの支点から下部のおもり取付孔a、b、c(mm)に適当なおもりWa、Wb、Wc(g)を、目盛りRGが4〜6になるように調節して取り付けた。
そして可動アームAを定速回転させ、試験片が振り子Bから離れるときの目盛りRGを小数点以下第一位の桁で読んだ。
測定は試験片20点につき表裏各5回、合計200回実施した。
得られた目盛りRGの値から下記式、
Br=RG×(aWa+bWb+cWc)×(((L−12.7)2)/d)×3.375×10−5
を用いて剛軟度の値を小数点以下第二位を四捨五入して求めた。
【0055】
(10)捕集性能(%)
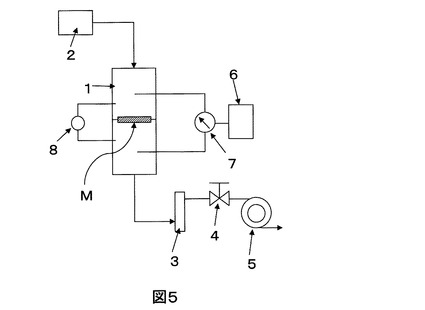
不織布の任意の部分から、15cm×15cmのサンプルを3個採取し、それぞれのサンプルについて、図5に示す捕集性能測定装置で捕集性能を測定した。この捕集性能測定装置は、測定サンプルMをセットするサンプルホルダー1の上流側にダスト収納箱2を連結し、下流側に流量計3、流量調整バルブ4、ブロワ5を連結した構成となっている。また、サンプルホルダー1にパーティクルカウンター6を接続し、切替コック7を介して、測定サンプルMの上流側のダスト個数と下流側のダスト個数をそれぞれ測定することができる。
捕集効率の測定にあたっては、ポリスチレン0.309U 10重量%溶液(ナカライテック製)を蒸留水で200倍まで希釈し、ダスト収納箱2に充填した。次にサンプルMをホルダー1にセットし、風量をフィルター通過速度が3.0m/minになるように流量調整バルブ4で調整し、ダスト濃度を2万〜7万個/(2.83×10−4m3(0.01ft3))の範囲で安定させ、サンプルMの上流のダスト個数D2および下流のダスト個数D1をパーティクルカウンター6(リオン社製、KC−01D)でダスト粒径0.3〜0.5μmの範囲についてそれぞれ測定し、下記計算式にて求めた数値の小数点以下第1位を四捨五入し捕集効率(%)を求めた。
捕集効率(%)=〔1−(D1/D2)〕×100
ここで、D1:下流のダスト個数(3回の合計)
D2:上流のダスト個数(3回の合計)。
【0056】
(11)圧力損失(Pa)
上記捕集性能測定時のサンプルMの上流と下流との静圧差を圧力計8で読み取り、3サンプルの平均値の小数点以下第一位を四捨五入して算出した。
【0057】
(12)QF値
上記の方法で求めた捕集性能と圧力損失の値を用いて次式により算出し、小数点以下第三位を四捨五入した。
QF値(Pa−1)=−[ln(1−[捕集性能(%)]/100)]/[圧力損失(Pa)] 。
【0058】
[実施例1]
水分率50重量ppm以下に乾燥した固有粘度IV0.65、融点260℃のポリエチレンテレフタレート(PET)と、水分率50重量ppm以下に乾燥した固有粘度IV0.66、イソフタル酸共重合率11モル%で融点230℃の共重合ポリエステル(CO−PET)を、それぞれ295℃と280℃で溶融し、ポリエチレンテレフタレートを芯成分、共重合ポリエステルを鞘成分とし、口金温度300℃、芯:鞘=80:20の重量比率で細孔より紡出した後、エアサッカーにより紡糸速度4300m/分で円形断面形状のフィラメントを紡糸し、エアサッカー出口に設置された金属衝突板へフィラメントを衝突させ、摩擦帯電により繊維を帯電して開繊させ、移動するネットコンベアー上に繊維ウェブとして捕集した。
捕集した繊維ウェブを、ネットコンベアー上のフラットロールで温度120℃、線圧50kg/cmで加熱圧接した後、表面に複数の平行に配置された直線的溝が形成されている一対の上側ロールと下側ロールからなり、その上側ロールの溝とその下側ロールの溝とが一定の角度で交叉するように設けられているエンボスロールにおいて、上側ロールの凸部と下側ロールの凸部とで熱圧着され、その圧着面積率が10.4%、圧着部1個あたりの面積が1.6mm2、圧着部個数密度が6.5個/cm2、圧着部タテヨコ比が9.8となるよう調整したエンボスロールで、温度200℃、線圧70kg/cmの条件で熱圧着し、平均繊維径16μm、目付260g/m2の部分的に熱圧着したスパンボンド不織布を得た。
得られた不織布は剛性に優れ、なおかつ捕集性能と圧力損失にも優れており、QF値(Pa−1)は、0.04と良好であった。また、得られた不織布のプリーツ加工性は良好であった。
【0059】
[比較例1]
圧着面積率を19.6%、圧着部1個あたりの面積を0.7mm2、圧着部個数密度を28.0個/cm2、圧着部タテヨコ比を4.4とした以外は実施例1と同様にして部分的に熱圧着したスパンボンド不織布を得た。
得られた不織布は剛性に優れるものの、捕集性能と圧力損失が劣り、QF値(Pa−1)は、0.01であった。
【0060】
【表1】

【産業上の利用可能性】
【0061】
本発明のフィルター用不織布の使用用途は何ら制限されるものではないが、機械的特性や剛性に優れ、さらには粉塵の捕集性能が高く、圧力損失が低いため、プリーツ形状の円筒型ユニットとして、タービンフィルター用途に使用されるものである。
【0062】
本発明の不織布を用いたフィルターは特に屋外の大気を吸引するタービンフィルター用途に好適である。屋外の大気中では様々な異物が存在し、クリーンな空気を吸引する事は困難である。特に砂漠地帯では砂埃、海岸部では塩分、森林地域では木の葉や虫が吸引され、タービン内に侵入し、燃焼効率の悪化やタービンを損傷してしまうことも考えられる。本発明の不織布を用いることにより、粗塵フィルターの設置が必要なく、設備の小型化やコストダウンを図ることができる。またプリーツ形状に加工されてなるフィルターユニットとして用いれば、パルスジェットにより表層に付着したダストを容易に払い落とすことが可能であり、なおかつフィルターライフの長いフィルターとして用いることが可能である。
【図面の簡単な説明】
【0063】
【図1】熱圧着部のタテヨコの長さのとり方の例を示す図である。
【図2】熱圧着部のタテヨコの長さのとり方の例を示す図である。
【図3】熱圧着部のタテヨコの長さのとり方の例を示す図である。
【図4】熱圧着部のタテヨコの長さのとり方の例を示す図である。
【図5】捕集性能測定装置の概略図である。
【図6】熱圧着部の個数密度を測定するための矩形枠のとり方の例を示す図である。
【符号の説明】
【0064】
1 サンプルホルダー
2 ダスト収納箱
3 流量計
4 流量調整バルブ
5 ブロワ
6 パーティクルカウンター
7 切替コック
8 芯鞘型繊維における芯成分
9 芯鞘型繊維における鞘成分
M 測定サンプル
C 熱圧着部の繰り返しパターンの最小単位に相当する矩形枠
A 矩形枠Cの長手方向の長さ
B 矩形枠Cの幅方向の長さ
【技術分野】
【0001】
本発明は、フィルター用不織布に関する。
【背景技術】
【0002】
従来より、吸気用フィルターとして使用されるフィルター濾材としては、紙やガラス繊維にバインダーを加えて抄紙したものやポリプロピレン(PP)繊維からなる不織布をエレクトレット化したものが用いられてきた。このような濾材にはいくつかの問題がある。例えば、ガラス繊維濾材については、濾材中には付着小繊維が存在し、また折曲げ加工時に自己発塵する。これらのガラスの小繊維がフィルター濾材から脱落してタービン内に入り、ファンに付着する。微小粒子がタービン内に入り込むとタービンの熱効率が下がるため、自己発塵がなく、より粒子捕集性能の高い吸気用フィルター濾材が求められている。
【0003】
また、捕集した塵挨によりフィルターの目詰まりが発生し、ガスタービンの運転に伴って圧力損失は上昇する。目詰まりを起こしたフィルター濾材の再生には、水などを用いた洗浄が有効である。しかし、PP繊維をエレクトレット化したフィルター濾材は、耐水性に劣るため、洗浄を行うと性能が大幅に低下するという問題がある。
【0004】
また、粉塵を除去するためのエアーフィルター、あるいは液体フィルターの材料として種々の不織布が提案されている。特に近年では、剛性に優れる熱圧着タイプの長繊維不織布がプリーツ形状のフィルターとして好適に使用されている。プリーツ形状のフィルター材を使用すると濾過面積を広く取れるため濾過風速を低減することが可能であり、粉塵の捕集能力の向上や機械圧損の低減を図れるという利点がある。
【0005】
しかしながら、従来からある熱圧着タイプの長繊維不織布は、特にタービン用フィルターのような過酷な使用条件に対しては、粉塵の捕集性能、低圧力損失、およびプリーツ加工に耐える十分な剛性を兼備するものではなかった。
【0006】
一方で、不織布の一体化方法において熱圧着部パターンの設計により、不織布に特性を持たせるものが提案されている。
【0007】
例えば特許文献1によれば、タテヨコ比が1〜1.5の熱圧着された長繊維不織布が提案されている。当該技術によれば、不織布強力特性、風合い特性、耐摩耗性に優れた長繊維不織布が得られるが、熱圧着部タテヨコ比が小さいため、不織布長手方向の剛性が劣り、プリーツ加工してフィルターとして利用するには十分なものではなかった。
【0008】
さらに特許文献2には、長辺と短辺からなる熱圧着部パターンを有する連続フィラメント不織布が提案されている。当該技術によれば、連続フィラメントの優勢な並び方向を横切る方向で細長い熱圧着部を有することで、柔軟な風合いを有する不織布が得られるが、特許文献1同様、不織布の剛性が劣り、プリーツ加工してフィルターとして利用するには十分なものではなかった。
【0009】
また、フィルター用不織布の粉塵捕集性能を向上させるため、フィルター用不織布が種々提案されている。
【0010】
例えば特許文献3には、長繊維不織布と極細繊維からなる不織布を積層させてなるフィルター用不織布が提案されている。当該特許によれば、極細繊維を有することで、高捕集性能なフィルター用不織布が得られるが、ダストが極細繊維層に詰まり易く、長期の使用に耐えられる物ではなかった。
【0011】
さらに特許文献4には、高捕集性能、低圧力損失であるフィルター用不織布が提案されている。当該技術によれば、熱処理を行うことで、フィルター性能に優れる不織布が得られるとあるが、熱処理によって、不織布が融着してしまい、フィルター性能と十分な剛性を兼ね備えたフィルター用不織布が得られるものではなかった。
【0012】
また特許文献5には繊維配向を不織布長手方向に配向させることで、プリーツ加工性を向上させる不織布が提案されている。当該技術によれば、繊維を不織布長手方向に配向させることで、プリーツ加工性が向上し、プリーツフィルターとして長期の使用に耐え得るフィルター用不織布が得られるとあるが、繊維を長手方向に配向させることで、繊維の分散性が悪くなり、剛性に優れるものの、フィルター性能に優れるものではなかった。
【特許文献1】再表WO98/56969号公報
【特許文献2】特開昭54−125773号公報
【特許文献3】特開2008−114177号公報
【特許文献4】特開2007−231500号公報
【特許文献5】特許第4023042号
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、上記従来技術の問題点に鑑み、剛性に優れ、かつ粉塵の捕集性能や通気性にも優れたフィルター用不織布を提供せんとするものである。
【課題を解決するための手段】
【0014】
すなわち本発明は、熱可塑性樹脂繊維からなる長繊維不織布であって、複数箇所の熱圧着部を有し、
当該熱圧着部の1個あたりの面積が1.0〜5.0mm2、
当該熱圧着部のタテヨコの長さの比(タテ/ヨコ)が8.0以上、
当該熱圧着部の個数密度が4.0〜10.0個/cm2、
当該熱圧着部の不織布に対する面積比率が5〜15%
であることを特徴とするフィルター用不織布である。
【発明の効果】
【0015】
本発明によれば、剛性に優れ、かつ粉塵の捕集性能や通気性にも優れたフィルター用不織布を提供することができる。
【発明を実施するための最良の形態】
【0016】
本発明のフィルター用不織布は、熱可塑性樹脂繊維からなる不織布である。繊維を形成する熱可塑性樹脂としては例えば、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン―プロピレン共重合体、エチレン―酢酸ビニル共重合体等のポリオレフィン、ポリカプロラクタム(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン610)、ポリウンデカ1ラクタム(ナイロン11)、ポリドデカ1ラクタム(ナイロン12)等のポリアミド(PA)、ポリテトラフルオロエチレン、塩素化ポリエチレン(CPE)等のハロゲン化ポリオレフィン、ポリエステル重合体であるポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)や、ポリフェニレンサルファイド(PPS)、ポリオキシメチレン、ポリエーテルエーテルケトン(PEEK)、液晶ポリマー、ポリメチルペンテン、ポリビニルアルコール、ポリ塩化ビニリデン、フッ素樹脂等がある。なかでもポリエステル系重合体が、融点が高く耐熱性に優れ、かつ剛性にも優れる点で好ましい。
【0017】
熱可塑性樹脂には、結晶核剤や艶消し剤、顔料、防カビ剤、抗菌剤、難燃剤、親水剤等を添加してもよい。
【0018】
上記熱可塑性樹脂は、単独で用いてもよいし2種以上組合わせてポリマーアロイとして用いてもよい。
【0019】
また、高融点重合体と低融点重合体とをそれぞれ溶融紡糸し、混繊型フィラメントとして、長繊維不織布とすることは好ましい。
【0020】
また、高融点重合体の周りに低融点重合体を配した複合繊維として長繊維不織布とすることは、寸法安定性、均一性、強度等の点でより好ましい。
【0021】
高融点重合体としては、ポリエチレンテレフタレートを含んでなるものが好ましく、ポリエチレンテレフタレートを主成分として含むものがさらに好ましい。また低融点重合体としては、ポリエチレンテレフタレートの共重合体、またはポリブチレンテレフタレートが好ましい。かかる共重合成分としては、イソフタル酸、アジピン酸が好ましい。また共重合率としては5〜20モル%が好ましい。
【0022】
高融点重合体と低融点重合体との融点差としては、15℃以上が好ましく、20℃以上がより好ましい。
【0023】
ポリエステル系高融点重合体の融点としては230〜290℃が好ましく、より好ましくは250〜280℃である。またポリエステル系低融点重合体の融点としては200〜260℃が好ましく、より好ましくは220〜240℃である。
【0024】
複合繊維における高融点重合体の含有比率としては、50〜95質量%が好ましく、70〜90質量%がより好ましく、80〜85質量%がさらに好ましい。95質量%を越えると、熱圧着した不織布の強度が不十分である。また、50質量%よりも少ないと、熱圧着による低融点成分の融着が多くなり、圧力損失が上昇する。
【0025】
熱可塑性樹脂繊維の断面形状としては、円形、中空丸形、楕円形、扁平型、X型、Y型、多角型、多葉型等が好ましい。
【0026】
不織布を構成する熱可塑性樹脂繊維の平均繊維径としては、10〜30μmが好ましい。10μmを下回る場合は、不織布の圧力損失が高くなる傾向であり、さらに生産時に糸切れが生じやすいなど生産安定性の面からも好ましくない。また、30μmを上回る場合は、不織布の捕集性能が低下する傾向であり、さらに生産時にフィラメントの冷却不良による糸切れが生じやすいなど生産安定性の面からも好ましくない。より好ましい単繊維繊度の範囲は10〜27μmである。
【0027】
本発明の不織布は、長繊維不織布であることが重要である。長繊維からなる不織布とすることで、使用中における経時劣化や、パルスジェットによるダスト払い落とし時の衝撃により繊維が抜け落ちてしまうのを防ぐことができる。
【0028】
なお、長繊維不織布においても熱可塑性樹脂繊維に適度に切断箇所があってもよい。
【0029】
長繊維不織布のなかでもスパンボンド不織布が、寸法安定性や機械的強度において優れるため好ましい。
【0030】
本発明の不織布は、複数箇所の熱圧着部を有してなることが重要である。熱圧着部を有することにより、繊維同士を一体化させ、毛羽立ちを抑え、フィルターとして長期の使用に耐え得る機械的強度が得られる。熱圧着をせずに一体化する方法としては、ニードルパンチにより繊維を交絡させたり、接着剤により一体化する方法があるが、ニードルパンチではシートに針穴が残ってしまうため好ましくない。また接着剤は、過酷な環境のもとでは長期使用により接着剤の劣化がおこりシートの強度劣化が起こるため好ましくない。
【0031】
熱圧着部はくぼみを形成しており、不織布を構成する熱可塑性連続フィラメント同士が熱と圧力によって凝集し融着して形成されている。熱圧着する方法として熱エンボスロールによる接着を採用した場合には、エンボスロールの凸部により圧縮され熱可塑性連続フィラメントが凝集し融着している部分が熱圧着部となる。例えば、上側または下側のみに所定のパターンの凹凸を有するロールを用いて、他のロールは凹凸の無いフラットロールを用いる場合においては、熱圧着部とは凹凸を有するロールの凸部とフラットロールとで熱圧着されて不織布の熱可塑性連続フィラメントが凝集された部分をいう。また、例えば、表面に複数の平行に配置された直線的溝が形成されている一対の上側ロールと下側ロールからなり、その上側ロールの溝とその下側ロールの溝とがある角度で交叉するように設けられているエンボスロールを用いる場合、熱圧着部とは上側ロールの凸部と下側ロールの凸部とで熱圧着されて不織布の熱可塑性連続フィラメントが凝集された部分をいう。この場合、上側の凸部と下側の凹部あるいは上側の凹部と下側の凸部とで圧接される部分はここでいう熱圧着部には含まれない。
【0032】
熱圧着部の1個あたりの面積としては、1.0〜5.0mm2が好ましい。1.0mm2未満の場合、熱圧着部の面積が小さいため、不織布の強度が十分得られず、さらに表面が毛羽立ちやすくなる。5.0mm2超の場合、強度は得られるものの、繊維間の空隙が少なくなって圧力損失が上昇し、捕集性能が低下する。より好ましくは1.3〜4.0mm2、さらに好ましくは1.5〜3.0mm2である。
【0033】
また、少なくとも一部の熱圧着部のタテ(不織布長手方向)、ヨコ(幅方向)の長さの比が8.0以上であることが重要である。そうすることにより、少ない圧着面積においても、プリーツ方向である不織布長手方向の剛性が優れ好ましい。好ましくは9.0以上、より好ましくは9.5以上である。また、タテヨコの長さの比を20.0以下とすることで、エンボスロールの設計加工が困難になるのを防ぐことができる。
タテヨコの長さの比が8.0以上を満足する熱圧着部の熱圧着部全体に対する個数比率としては、30%以上が好ましく、より好ましくは50%以上である。
【0034】
熱圧着部の形状としては例えば、三角形、長方形、平行四辺形、楕円形、菱形などが好ましい。特に、表面に複数の平行に配置された直線的溝が形成されている一対の上側ロールと下側ロールからなり、その上側ロールの溝とその下側ロールの溝とがある角度で交叉するように設けられているエンボスロールを用い、上側ロールの凸部と下側ロールの凸部とで熱圧着され形成される平行四辺形の熱圧着部が好ましい。かかる態様とすることで、両面側からの熱圧着により確実に不織布内部まで圧着させることができ、熱圧着不十分によるプリーツ加工時のシートの剥離を防ぐことができる。
【0035】
また、熱圧着部の個数密度としては、4.0〜10.0個/cm2とすることが重要である。個数密度が10.0個/cm2超の場合、熱圧着部が多いため、強度は得られるものの、繊維間の空隙が少なくなって圧力損失が上昇し、捕集性能が低下する。個数密度が4.0個/cm2未満の場合、熱圧着部の間隔が広くなり、不織布の強度が十分得られず、さらに表面が毛羽立ちやすくなる。より好ましくは5.0〜9.0個/cm2、さらに好ましくは6.0〜8.0個/cm2である。
【0036】
また、熱圧着部の不織布に対する面積率としては、5〜15%とすることが重要である。圧着面積率は熱圧着部の不織布全体の面積に占める割合のことである前記圧着面積率が5%より少ない場合、不織布の強度が十分得られず、さらに表面が毛羽立ちやすくなる。圧着面積率が15%より大きい場合、強度は得られるものの、繊維間の空隙が少なくなって圧力損失が上昇し、捕集性能が低下する。より好ましい圧着面積率は6〜13%であり、最も好ましい圧着面積率は8〜11%である。
【0037】
本発明のフィルター用不織布の目付としては、90〜350g/m2が好ましい。目付が90g/m2未満であると、剛性が得られず、捕集性能が低下し、目付が350g/m2超であると、目付が高すぎて圧力損失が上昇する可能性がある。より好ましい目付の範囲は100〜320g/m2であり、さらに好ましくは150〜260g/m2である。
【0038】
本発明のフィルター用不織布は2〜100mNの剛軟度を有することが好ましい。剛軟度が2mNを下回る場合は、不織布の強度や形態保持性が低くなる傾向でありプリーツ加工性も低下するため好ましくない。剛軟度については不織布の目付や一体化の方法を考慮すると、フィルター用不織布においては、前記QF値を満たしつつ100mNを上回る値とするのは困難である。より好ましい剛軟度は2〜80mNであり、さらに好ましくは2〜35mNであり、さらに好ましくは5〜25mNである。
【0039】
本発明のフィルター用不織布は、QF値(Pa−1)が0.02〜0.08の範囲にあることが好ましい。QF値(Pa−1)が0.01を下回る場合は、捕集性能、圧力損失が十分でなく好ましくない。また、フィルター用不織布においては、不織布の目付や一体化の方法を考慮すると0.08を上回るようなQF値(Pa−1)を得ることは困難である。より好ましいQF値(Pa−1)は0.03〜0.08である。
【0040】
次に、本発明のフィルター用不織布を製造する方法の例について説明する。
【0041】
長繊維不織布の製造方法の例として、スパンボンド不織布は、紡出糸条をエジェクターやエアサッカー等により速度3000〜8000m/分にて高速牽引し、補集ネット上に補集させることで得ることができる。
【0042】
長繊維不織布を、単独で、あるいは複数枚を積層して、熱圧着させる。
【0043】
不織布を部分的に熱圧着させる方法としては、熱エンボスロールによる接着や、超音波発振装置とエンボスロールとの組み合わせによる接着等を好ましく採用することができる。特に熱エンボスロールによる接着は、不織布の強度を向上させる点から好ましい。
【0044】
また、部分的に熱圧着させる前に、フラットロールにて圧接処理を施すことも好ましい。
【0045】
熱エンボスロールによる熱接着の温度としては、不織布の繊維表面に存在する最も融点の低いポリマーの融点よりも5〜60℃低いことが好ましく、10〜50℃低いことがより好ましい。熱エンボスロールによる熱接着の温度と、不織布の繊維表面に存在する最も融点の低いポリマーの融点の温度差が5℃よりも小さい場合は、熱接着が強くなり過ぎる傾向であり、60℃よりも大きい場合は熱接着が不十分となる場合があり好ましくない。
【実施例】
【0046】
[測定方法]
(1)融点(℃)
パーキンエルマ社製示差走査型熱量計DSC−2型を用い、昇温速度20℃/分の条件で測定し、得られた融解吸熱曲線において極値を与える温度を融点とした。また示差走査型熱量計において融解吸熱曲線が極値を示さない樹脂については、ホットプレート上で加熱し、顕微鏡観察により樹脂が溶融した温度を融点とした。
【0047】
(2)固有粘度IV
ポリエステルの固有粘度は以下の方法で測定した。
オルソクロロフェノール100mlに対し試料8gを溶解し、温度25℃においてオストワルド粘度計を用いて相対粘度ηrを下記式により求めた。
ηr=η/η0=(t×d)/(t0×d0)
ここで、η:ポリマー溶液の粘度
η0:オルソクロロフェノールの粘度
t:溶液の落下時間(秒)
d:溶液の密度(g/cm3)
t0:オルソクロロフェノールの落下時間(秒)
d0:オルソクロロフェノールの密度(g/cm3)
ついで、相対粘度ηrから下記式により固有粘度IVを算出した。
IV=0.0242ηr+0.2634 。
【0048】
(3)平均繊維径
不織布からランダムに小片サンプル10個を採取し、走査型電子顕微鏡で500〜3000倍の写真を撮影し、各サンプルから10本ずつ、計100本の繊維を任意に選び出し、その太さを測定した。それらの平均値の小数点以下第一位を四捨五入して、平均繊維径を算出した。
【0049】
(4)熱圧着部の1個あたりの面積
不織布からランダムに10mm×10mmの小片サンプル10個を採取し、走査型電子顕微鏡で少なくとも1個以上の熱圧着部パターン全体が確認出来るよう倍率を設定し、写真を撮影し、各サンプルから1〜2個ずつ、合計で10個のエンボス圧着部分を任意に選び出し、圧着部1個あたりの面積を算出し、10個の平均値の小数点以下第二位を四捨五入して求めた。
【0050】
(5)熱圧着部のタテヨコの長さの比
不織布の長手方向の圧着部長さ(X)と、不織布の幅方向の圧着部長さ(Y)を測定し(図1,2参照。)、各々10個の熱圧着部圧着長さの平均値の小数点以下第二位を四捨五入して算出したXとYから、次式により圧着部タテヨコ比を算出し、小数点第二位を四捨五入して求めた。
圧着部タテヨコ比=X/Y
また、図3のように異なる熱圧着部パターンが混在している場合は、異なる熱圧着部パターンのX1、Y1とX2、Y2をそれぞれ測定し、X1/Y1、X2/Y2を求め、大きい数値を示すものを熱圧着部タテヨコ比とする。
図4のように熱圧着部パターンが斜めに配されている不織布の場合においても、不織布の長手方向に沿って最も長くなる圧着部長さ(X)と、不織布の幅方向に沿って最も長くなる圧着部長さ(Y)を測定する。
圧着部が不織布の表面と裏面で異なる場合は、圧着部タテヨコ比が大きい側の値をとる。
【0051】
(6)熱圧着部の個数密度
熱圧着部が一定の繰り返しパターンからなるものについては、10箇所について当該繰り返しパターンの最小単位に相当する矩形枠(図6中C)をとり、その長手方向の長さ(図6中A)および幅方向の長さ(図6中B)を10箇所それぞれについて測定して平均値をとり、矩形枠内の面積を算出し、当該面積に対する矩形枠内の熱圧着部の個数(図6の例においては2個)を単位面積あたりの熱圧着部の個数に換算して熱圧着部の個数密度とした。
繰り返しパターンが不規則である場合は、不織布の長手方向および幅方向に平行な2.0cm×2.0cmの矩形枠を10箇所とり、10箇所それぞれについて矩形枠内を占める熱圧着部の個数を数える。その際、矩形枠の1辺がかかっている熱圧着部は0.5個分、矩形枠の2辺がかかっている熱圧着部は0.25個分として数える。そして当該個数の10箇所の平均値をとり、単位面積あたりの熱圧着部の個数に換算して熱圧着部の個数密度とする。
【0052】
(7)熱圧着部の面積比率
熱圧着部1個あたりの面積と不織布1cm2あたりの圧着部個数を掛け、小数点以下第二位を四捨五入したものを熱圧着部の面積比率とした。
【0053】
(8)目付(g/m2)
縦方向50cm×横方向50cmの試料を3個採取して、各試料の重量をそれぞれ測定し、得られた値の平均値を単位面積当たりに換算し、小数点以下第一位を四捨五入した。
【0054】
(9)剛軟度(mN)
JIS L1085:1998の6.10.3(a)により、ガーレ試験機(株式会社東洋精機製作所製ガーレ・柔軟度試験機)にて測定した。
試料から長さL38.1mm(有効試料長25.4mm)、幅d25.4mmの試験片を試料の任意の20点から採取した。ここで長繊維不織布においては、不織布の長手方向を試料の長さ方向とした。採取した試験片をそれぞれチャックに取り付け、可動アームA上の目盛り1−1/2”(1.5インチ=38.1mm)に合わせてチャックを固定した。この場合、試料長の1/2”(0.5インチ=12.7mm)はチャックに1/4”(0.25インチ=6.35mm)、試料の自由端にて振子の先端に1/4”(0.25インチ=6.35mm)がかかるため測定にかかる有効試料長は試験片長さLから1/2”(0.5インチ=12.7mm)差し引いたものとなる。
次に振り子Bの支点から下部のおもり取付孔a、b、c(mm)に適当なおもりWa、Wb、Wc(g)を、目盛りRGが4〜6になるように調節して取り付けた。
そして可動アームAを定速回転させ、試験片が振り子Bから離れるときの目盛りRGを小数点以下第一位の桁で読んだ。
測定は試験片20点につき表裏各5回、合計200回実施した。
得られた目盛りRGの値から下記式、
Br=RG×(aWa+bWb+cWc)×(((L−12.7)2)/d)×3.375×10−5
を用いて剛軟度の値を小数点以下第二位を四捨五入して求めた。
【0055】
(10)捕集性能(%)
不織布の任意の部分から、15cm×15cmのサンプルを3個採取し、それぞれのサンプルについて、図5に示す捕集性能測定装置で捕集性能を測定した。この捕集性能測定装置は、測定サンプルMをセットするサンプルホルダー1の上流側にダスト収納箱2を連結し、下流側に流量計3、流量調整バルブ4、ブロワ5を連結した構成となっている。また、サンプルホルダー1にパーティクルカウンター6を接続し、切替コック7を介して、測定サンプルMの上流側のダスト個数と下流側のダスト個数をそれぞれ測定することができる。
捕集効率の測定にあたっては、ポリスチレン0.309U 10重量%溶液(ナカライテック製)を蒸留水で200倍まで希釈し、ダスト収納箱2に充填した。次にサンプルMをホルダー1にセットし、風量をフィルター通過速度が3.0m/minになるように流量調整バルブ4で調整し、ダスト濃度を2万〜7万個/(2.83×10−4m3(0.01ft3))の範囲で安定させ、サンプルMの上流のダスト個数D2および下流のダスト個数D1をパーティクルカウンター6(リオン社製、KC−01D)でダスト粒径0.3〜0.5μmの範囲についてそれぞれ測定し、下記計算式にて求めた数値の小数点以下第1位を四捨五入し捕集効率(%)を求めた。
捕集効率(%)=〔1−(D1/D2)〕×100
ここで、D1:下流のダスト個数(3回の合計)
D2:上流のダスト個数(3回の合計)。
【0056】
(11)圧力損失(Pa)
上記捕集性能測定時のサンプルMの上流と下流との静圧差を圧力計8で読み取り、3サンプルの平均値の小数点以下第一位を四捨五入して算出した。
【0057】
(12)QF値
上記の方法で求めた捕集性能と圧力損失の値を用いて次式により算出し、小数点以下第三位を四捨五入した。
QF値(Pa−1)=−[ln(1−[捕集性能(%)]/100)]/[圧力損失(Pa)] 。
【0058】
[実施例1]
水分率50重量ppm以下に乾燥した固有粘度IV0.65、融点260℃のポリエチレンテレフタレート(PET)と、水分率50重量ppm以下に乾燥した固有粘度IV0.66、イソフタル酸共重合率11モル%で融点230℃の共重合ポリエステル(CO−PET)を、それぞれ295℃と280℃で溶融し、ポリエチレンテレフタレートを芯成分、共重合ポリエステルを鞘成分とし、口金温度300℃、芯:鞘=80:20の重量比率で細孔より紡出した後、エアサッカーにより紡糸速度4300m/分で円形断面形状のフィラメントを紡糸し、エアサッカー出口に設置された金属衝突板へフィラメントを衝突させ、摩擦帯電により繊維を帯電して開繊させ、移動するネットコンベアー上に繊維ウェブとして捕集した。
捕集した繊維ウェブを、ネットコンベアー上のフラットロールで温度120℃、線圧50kg/cmで加熱圧接した後、表面に複数の平行に配置された直線的溝が形成されている一対の上側ロールと下側ロールからなり、その上側ロールの溝とその下側ロールの溝とが一定の角度で交叉するように設けられているエンボスロールにおいて、上側ロールの凸部と下側ロールの凸部とで熱圧着され、その圧着面積率が10.4%、圧着部1個あたりの面積が1.6mm2、圧着部個数密度が6.5個/cm2、圧着部タテヨコ比が9.8となるよう調整したエンボスロールで、温度200℃、線圧70kg/cmの条件で熱圧着し、平均繊維径16μm、目付260g/m2の部分的に熱圧着したスパンボンド不織布を得た。
得られた不織布は剛性に優れ、なおかつ捕集性能と圧力損失にも優れており、QF値(Pa−1)は、0.04と良好であった。また、得られた不織布のプリーツ加工性は良好であった。
【0059】
[比較例1]
圧着面積率を19.6%、圧着部1個あたりの面積を0.7mm2、圧着部個数密度を28.0個/cm2、圧着部タテヨコ比を4.4とした以外は実施例1と同様にして部分的に熱圧着したスパンボンド不織布を得た。
得られた不織布は剛性に優れるものの、捕集性能と圧力損失が劣り、QF値(Pa−1)は、0.01であった。
【0060】
【表1】
【産業上の利用可能性】
【0061】
本発明のフィルター用不織布の使用用途は何ら制限されるものではないが、機械的特性や剛性に優れ、さらには粉塵の捕集性能が高く、圧力損失が低いため、プリーツ形状の円筒型ユニットとして、タービンフィルター用途に使用されるものである。
【0062】
本発明の不織布を用いたフィルターは特に屋外の大気を吸引するタービンフィルター用途に好適である。屋外の大気中では様々な異物が存在し、クリーンな空気を吸引する事は困難である。特に砂漠地帯では砂埃、海岸部では塩分、森林地域では木の葉や虫が吸引され、タービン内に侵入し、燃焼効率の悪化やタービンを損傷してしまうことも考えられる。本発明の不織布を用いることにより、粗塵フィルターの設置が必要なく、設備の小型化やコストダウンを図ることができる。またプリーツ形状に加工されてなるフィルターユニットとして用いれば、パルスジェットにより表層に付着したダストを容易に払い落とすことが可能であり、なおかつフィルターライフの長いフィルターとして用いることが可能である。
【図面の簡単な説明】
【0063】
【図1】熱圧着部のタテヨコの長さのとり方の例を示す図である。
【図2】熱圧着部のタテヨコの長さのとり方の例を示す図である。
【図3】熱圧着部のタテヨコの長さのとり方の例を示す図である。
【図4】熱圧着部のタテヨコの長さのとり方の例を示す図である。
【図5】捕集性能測定装置の概略図である。
【図6】熱圧着部の個数密度を測定するための矩形枠のとり方の例を示す図である。
【符号の説明】
【0064】
1 サンプルホルダー
2 ダスト収納箱
3 流量計
4 流量調整バルブ
5 ブロワ
6 パーティクルカウンター
7 切替コック
8 芯鞘型繊維における芯成分
9 芯鞘型繊維における鞘成分
M 測定サンプル
C 熱圧着部の繰り返しパターンの最小単位に相当する矩形枠
A 矩形枠Cの長手方向の長さ
B 矩形枠Cの幅方向の長さ
【特許請求の範囲】
【請求項1】
熱可塑性樹脂繊維からなる長繊維不織布であって、複数箇所の熱圧着部を有し、
当該熱圧着部の1個あたりの面積が1.0〜5.0mm2、
少なくとも一部の熱圧着部のタテヨコの長さの比(タテ/ヨコ)が8.0以上、
当該熱圧着部の個数密度が4.0〜10.0個/cm2、
当該熱圧着部の不織布に対する面積比率が5〜15%
であることを特徴とするフィルター用不織布。
【請求項2】
プリーツ形状に加工されてなる、請求項1記載のフィルター用不織布。
【請求項3】
タービン用フィルターに用いられる、請求項1または2記載のフィルター用不織布。
【請求項1】
熱可塑性樹脂繊維からなる長繊維不織布であって、複数箇所の熱圧着部を有し、
当該熱圧着部の1個あたりの面積が1.0〜5.0mm2、
少なくとも一部の熱圧着部のタテヨコの長さの比(タテ/ヨコ)が8.0以上、
当該熱圧着部の個数密度が4.0〜10.0個/cm2、
当該熱圧着部の不織布に対する面積比率が5〜15%
であることを特徴とするフィルター用不織布。
【請求項2】
プリーツ形状に加工されてなる、請求項1記載のフィルター用不織布。
【請求項3】
タービン用フィルターに用いられる、請求項1または2記載のフィルター用不織布。
【図4】

【図5】
【図6】
【図1】
【図2】
【図3】
【図5】
【図6】
【図1】
【図2】
【図3】
【公開番号】特開2010−121241(P2010−121241A)
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願番号】特願2008−296429(P2008−296429)
【出願日】平成20年11月20日(2008.11.20)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願日】平成20年11月20日(2008.11.20)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]