
フィルタ濾材のプリーツ加工方法およびプリーツ加工装置
【課題】放電によるピンホールの形成を防止することができるフィルタ濾材のプリーツ加工方法を提供する。
【解決手段】本発明のフィルタ濾材のプリーツ加工方法では、フィルタ濾材10に厚み方向の両側から一対のブレード5を押し当ててフィルタ濾材10をプリーツ加工する際に、フィルタ濾材10の側方から静電気除去器30によりフィルタ濾材10の端面および一対のブレード5に向かってイオン化された空気を送風する。フィルタ濾材10は、ポリテトラフルオロエチレン多孔質膜と通気性支持材とを含むことが好ましい。
【解決手段】本発明のフィルタ濾材のプリーツ加工方法では、フィルタ濾材10に厚み方向の両側から一対のブレード5を押し当ててフィルタ濾材10をプリーツ加工する際に、フィルタ濾材10の側方から静電気除去器30によりフィルタ濾材10の端面および一対のブレード5に向かってイオン化された空気を送風する。フィルタ濾材10は、ポリテトラフルオロエチレン多孔質膜と通気性支持材とを含むことが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルタ濾材のプリーツ加工方法およびプリーツ加工装置に関する。
【背景技術】
【0002】
クリーンルームや半導体製造装置等では、空気を透過させて浮遊微粒子を捕集するためのフィルタ濾材を備えたエアフィルタユニットが用いられている。そのようなフィルタ濾材としては、HEPA(High Efficiency Particulate Air)グレードやULPA(Ultra Low Penetration Air)グレード等の高い捕集効率を有するフィルタ濾材が用いられる。
【0003】
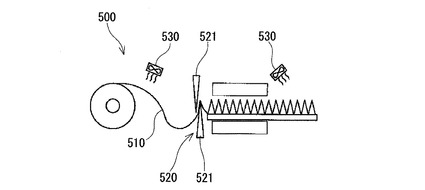
フィルタ濾材は、通常、プリーツ加工されることにより蛇腹状に折り返されている。例えば、特許文献1には、図3に示すような、プリーツ機520を備えたプリーツ加工装置500が開示されている。プリーツ機520は、フィルタ濾材510に厚み方向の両側から一対のブレード521を押し当ててフィルタ濾材510をプリーツ加工する。
【0004】
フィルタ濾材としては、ポリテトラフルオロエチレン(PTFE)多孔質膜を含むものが好適に用いられる。しかしながら、PTFE多孔質膜は静電気を帯電しやすく、静電気が放電されるとPTFE多孔質膜にピンホールが形成されて使用時にリークが発生する。これを防止するために、特許文献1に開示されたプリーツ加工装置500では、プリーツ機520と繰り出しロールの間およびプリーツ機520の下流側に静電気除去器530を配置し、フィルタ濾材510の表面に向かってイオン化された空気を送風している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−345320号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、図3に示すように静電気除去器530を配置したとしても、プリーツ加工後にフィルタ濾材510に放電によるピンホールが確認されることがある。
【0007】
本発明は、このような事情に鑑み、放電によるピンホールの形成を防止することができるフィルタ濾材のプリーツ加工方法およびプリーツ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するために、本発明の発明者らは、鋭意研究の結果、プリーツ加工時にフィルタ濾材に放電によるピンホールが形成される要因として、フィルタ濾材が静電気除去後でもプリーツ機に供給される前に搬送用のローラやテーブルなどとの接触により静電気を帯電するおそれがあることと、プリーツ機のブレードにも静電気が帯電することを特定した。プリーツ機のブレードにも静電気が帯電する理由は、ブレードは通常は金属で構成されるが、フィルタ濾材を傷めないようにその表面がフッ素樹脂等によりコーティングされるからである。本発明は、このような観点からなされたものである。
【0009】
すなわち、本発明は、フィルタ濾材に厚み方向の両側から一対のブレードを押し当てて前記フィルタ濾材をプリーツ加工する際に、前記フィルタ濾材の側方から静電気除去器により前記フィルタ濾材の端面および前記一対のブレードに向かってイオン化された空気を送風する、フィルタ濾材のプリーツ加工方法を提供する。
【0010】
また、本発明は、フィルタ濾材に厚み方向の両側から一対のブレードを押し当てて前記フィルタ濾材をプリーツ加工するレシプロ式のプリーツ機と、前記プリーツ機の側方に、前記フィルタ濾材の端面および前記一対のブレードに向かってイオン化された空気を送風するように配置された静電気除去器と、を備えた、プリーツ加工装置を提供する。
【発明の効果】
【0011】
上記の構成によれば、放電によるフィルタ濾材へのピンホールの形成を防止することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態に係るプリーツ加工装置の構成図
【図2】図1に示すプリーツ加工装置のプリーツ機付近の構成を示す断面図
【図3】従来のプリーツ加工装置の構成図
【発明を実施するための形態】
【0013】
以下、添付の図面を参照しつつ本発明の実施形態について説明する。なお、以下の説明は本発明の一例に関するものであり、本発明はこれらによって限定されるものではない。
【0014】
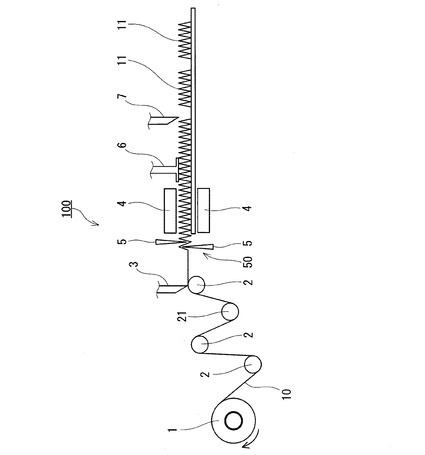
図1に、本発明の一実施形態に係るプリーツ加工装置100を示す。このプリーツ加工装置100は、帯状のフィルタ濾材10から所定の大きさのプリーツ製品11を連続的に製造するためのものである。
【0015】
具体的に、フィルタ濾材10は、当該フィルタ濾材10が巻き回されることにより形成された繰り出しロール1からプリーツ機50に供給される。繰り出しロール1とプリーツ機50の間には、適所に搬送ローラ2が配置されており、特定の搬送ローラ2間に、フィルタ濾材10にテンションをかけるためのダンシングローラ21が配置されている。
【0016】
本実施形態では、最も下流側の搬送ローラ2の上方に、フィルタ濾材10にプリーツ製品11の大きさに応じたミシン目を形成するミシン目カッター3が設けられている。
【0017】
プリーツ機50は、一対のブレード5をフィルタ濾材10の厚み方向(本実施形態では上下方向)に往復させるレシプロ式のものである。そして、プリーツ機50は、供給されたフィルタ濾材10に、厚み方向の両側から一対のブレード5を押し当ててフィルタ濾材10をプリーツ加工する。
【0018】
プリーツ加工されたフィルタ濾材10は、当該フィルタ濾材10を上下に挟むように配置されたヒーター4によって加熱された後に、バックプレッシャー6によって形状を整えられる。最後に、フィルタ濾材10は、クロスカッター7により、ミシン目カッター3によって形成されたミシン目に沿って切断される。
【0019】
フィルタ濾材10としては、濾材透過風速が5.3cm/secの条件下で、粒子径が0.1μm以上の粒子の捕集効率が50%以上(好ましくは90%以上)であるとともに圧力損失が20Pa以上(好ましくは50Pa以上)500Pa以下である濾材がエアフィルタユニットに好適に用いられる。例えば、フィルタ濾材10は、PTFE多孔質膜と通気性支持材の積層体である。
【0020】
PTFE多孔質膜は、例えば次のようにして作製される。まず、PTFE微粉末に液状潤滑剤を加えた混合物を押出法および圧延法の少なくとも1つの方法により所定方向に延びるシート状に成形してシート状成形体を得る。次に、加熱法または抽出法によりシート状成形体から液状潤滑剤を除去してシート状成形体を乾燥させる。その後、液状潤滑剤が除去されたシート状成形体を、長手方向および幅方向に延伸する。
【0021】
なお、PTFE多孔質膜へは撥油処理が施されていてもよい。この撥油処理は、例えば表面張力の小さな物質を含む撥油剤をPTFE多孔質膜に塗布し、これを乾燥することにより行うことができる。
【0022】
通気性支持材は、フィルタ濾材10の強度を確保する役割を果たす。通気性支持材は、材質、構造、形態が特に限定されるものではないが、通気性支持材には、PTFE多孔質膜より通気性に優れた材料、例えば、不織布、メッシュ(網目状ネット)、その他の多孔質材を用いることができる。ただし、強度、捕集性、柔軟性、作業性の点からは不織布が好ましい。また、通気性支持材の材質としては、例えば、ポリオレフィレン(ポリエチレン(PE)、ポリプロピレン(PP)など)、ポリアミド、ポリエステル(ポリエチレンテレフタレート(PET)など)、芳香族ポリアミドあるいはこれらの複合材などを用いることができる。
【0023】
PTFE多孔質膜と通気性支持材とを接合する方法は、特に限定されるものではなく、接着剤ラミネート、熱ラミネート、加熱溶着、超音波溶着、接着剤による接着などの方法を用いることができる。
【0024】
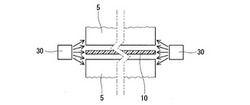
さらに、本実施形態のプリーツ加工装置100では、プリーツ加工時にフィルタ濾材10に放電によるピンホールが形成されることを防止するための構成が採用されている。具体的には、図2に示すように、プリーツ機50の側方に静電気除去器30が配置されている。本実施形態では、プリーツ機50の両側に静電気除去器30が配置されているが、フィルタ濾材10の幅によっては、プリーツ機50の片側だけに静電気除去器30が配置されていてもよい。
【0025】
静電気除去器30は、フィルタ濾材10の幅方向の端面および一対のブレード5に向かって直接ブレード5に風が当たるようにイオン化された空気を送風する。イオン化された空気は陽イオンと陰イオンを含むため、フィルタ濾材10とブレード5の間の静電気の放電を防ぐのに最適である。
【0026】
静電気除去器30は、常時イオン化された空気を送風することが好ましい。静電気の放電はブレード5がフィルタ濾材10にある程度接近したときに起こるが、このような状態は、フィルタ濾材10から離間するブレード5がフィルタ濾材10に近づくときだけでなく(すなわち、ブレード5の先端とフィルタ濾材10の間での放電)、ブレード5がフィルタ濾材10を押し込んでいる最中にも発生する(すなわち、ブレード5の側面とフィルタ濾材10の間での放電)からである。
【0027】
以上説明した本実施形態のプリーツ加工装置100では、プリーツ加工時にフィルタ濾材10とブレード5とが共に帯電した状態にないため、放電によるフィルタ濾材10へのピンホールの形成を防止することができる。
【実施例】
【0028】
以下、本発明を実施例により説明するが、本発明は以下の実施例に制限されない。
【0029】
(実施例1)
フィルタ濾材として、濾材透過風速が5.3cm/secの条件下で、粒子径が0.1μm以上の粒子の捕集効率が99.9999%以上であるとともに圧力損失が50Pa以上500Pa以下である、エアフィルタユニットに好適なフィルタ濾材を用意した。
【0030】
図1および図2に示すように構成されたプリーツ加工装置を用いて、静電気除去器よりフィルタ濾材の側方からフィルタ濾材の端面および一対のブレードに向かってイオン化された空気を送風しながら、フィルタ濾材をプリーツ加工し、プリーツ製品として10個のサンプルを製造した。なお、プリーツ加工の条件は、折り速度を62山/min、ブレードの後方に配置されたヒーターの温度を80℃とした。また、静電気除去器としては、春日電機社製のイオンジェットノズル(MODEL NIH-55)を用いた。
【0031】
(比較例1)
静電気除去器の位置をフィルタ濾材の表面に向けて上方からイオン化された空気を送風するようにプリーツ機の直ぐ上流側に変更した以外は、実施例1と同様にして10のサンプルを製造した。
【0032】
(評価)
実施例1および比較例1のサンプル(プリーツ加工後のフィルタ濾材)について、捕集効率を測定した。具体的には、フィルタ濾材(平面視で100cm2)を通過する空気の速度を5.3cm/秒に調整し、フィルタ濾材の上流側に、多分散ジオクチルフタレート(DOP)粒子を107個/リットルとなるように供給した。上流側の空気中のDOP粒子濃度とフィルタ濾材透過してきた下流側の空気中のDOP粒子濃度をパーティクルカウンターで測定し、下記式に基づいて捕集効率を求めた。DOP粒子の粒径は0.1μm〜0.2μmとした。
捕集効率(%)=[1−(下流側濃度/上流側濃度)]×100
【0033】
上記の捕集効率の測定の結果、捕集効率が99.9999%以上であるサンプルをリークなし、それ以外をリークありと判定した。
【0034】
次に、リークなしと判定されたサンプルの1つについて、「100−捕集効率(%)」の式から透過率(%)を求め、「−Log(透過率(%)/100)」の式から評価値を求めた。すなわち、評価値が高い方が捕集効率が高いことを示す。なお、プリーツ加工前のフィルタ濾材の評価値は7.08であった。
【0035】
リークの有無の結果および評価値を表1に示す。
【0036】
【表1】

【0037】
表1に示すように、プリーツ加工前にフィルタ濾材の表面のみに向かってイオン化された空気を送風した比較例1では、10個のサンプルのうちの4個にリークが発生した。これは、高い確率でピンホールが形成されることを意味する。これに対し、フィルタ濾材の端面および一対のブレードに向かってイオン化された空気を送風した実施例1では、ピンホールが形成されずに全てのサンプルでリークがなかった。
【0038】
また、実施例1では、比較例1よりも捕集効率が高かった。この理由は、微小なピンホールの発生が抑制されているためであると考えられる。
【符号の説明】
【0039】
10 フィルタ濾材
30 静電気除去器
50 プリーツ機
51 ブレード
100 プリーツ加工装置
【技術分野】
【0001】
本発明は、フィルタ濾材のプリーツ加工方法およびプリーツ加工装置に関する。
【背景技術】
【0002】
クリーンルームや半導体製造装置等では、空気を透過させて浮遊微粒子を捕集するためのフィルタ濾材を備えたエアフィルタユニットが用いられている。そのようなフィルタ濾材としては、HEPA(High Efficiency Particulate Air)グレードやULPA(Ultra Low Penetration Air)グレード等の高い捕集効率を有するフィルタ濾材が用いられる。
【0003】
フィルタ濾材は、通常、プリーツ加工されることにより蛇腹状に折り返されている。例えば、特許文献1には、図3に示すような、プリーツ機520を備えたプリーツ加工装置500が開示されている。プリーツ機520は、フィルタ濾材510に厚み方向の両側から一対のブレード521を押し当ててフィルタ濾材510をプリーツ加工する。
【0004】
フィルタ濾材としては、ポリテトラフルオロエチレン(PTFE)多孔質膜を含むものが好適に用いられる。しかしながら、PTFE多孔質膜は静電気を帯電しやすく、静電気が放電されるとPTFE多孔質膜にピンホールが形成されて使用時にリークが発生する。これを防止するために、特許文献1に開示されたプリーツ加工装置500では、プリーツ機520と繰り出しロールの間およびプリーツ機520の下流側に静電気除去器530を配置し、フィルタ濾材510の表面に向かってイオン化された空気を送風している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−345320号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、図3に示すように静電気除去器530を配置したとしても、プリーツ加工後にフィルタ濾材510に放電によるピンホールが確認されることがある。
【0007】
本発明は、このような事情に鑑み、放電によるピンホールの形成を防止することができるフィルタ濾材のプリーツ加工方法およびプリーツ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するために、本発明の発明者らは、鋭意研究の結果、プリーツ加工時にフィルタ濾材に放電によるピンホールが形成される要因として、フィルタ濾材が静電気除去後でもプリーツ機に供給される前に搬送用のローラやテーブルなどとの接触により静電気を帯電するおそれがあることと、プリーツ機のブレードにも静電気が帯電することを特定した。プリーツ機のブレードにも静電気が帯電する理由は、ブレードは通常は金属で構成されるが、フィルタ濾材を傷めないようにその表面がフッ素樹脂等によりコーティングされるからである。本発明は、このような観点からなされたものである。
【0009】
すなわち、本発明は、フィルタ濾材に厚み方向の両側から一対のブレードを押し当てて前記フィルタ濾材をプリーツ加工する際に、前記フィルタ濾材の側方から静電気除去器により前記フィルタ濾材の端面および前記一対のブレードに向かってイオン化された空気を送風する、フィルタ濾材のプリーツ加工方法を提供する。
【0010】
また、本発明は、フィルタ濾材に厚み方向の両側から一対のブレードを押し当てて前記フィルタ濾材をプリーツ加工するレシプロ式のプリーツ機と、前記プリーツ機の側方に、前記フィルタ濾材の端面および前記一対のブレードに向かってイオン化された空気を送風するように配置された静電気除去器と、を備えた、プリーツ加工装置を提供する。
【発明の効果】
【0011】
上記の構成によれば、放電によるフィルタ濾材へのピンホールの形成を防止することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態に係るプリーツ加工装置の構成図
【図2】図1に示すプリーツ加工装置のプリーツ機付近の構成を示す断面図
【図3】従来のプリーツ加工装置の構成図
【発明を実施するための形態】
【0013】
以下、添付の図面を参照しつつ本発明の実施形態について説明する。なお、以下の説明は本発明の一例に関するものであり、本発明はこれらによって限定されるものではない。
【0014】
図1に、本発明の一実施形態に係るプリーツ加工装置100を示す。このプリーツ加工装置100は、帯状のフィルタ濾材10から所定の大きさのプリーツ製品11を連続的に製造するためのものである。
【0015】
具体的に、フィルタ濾材10は、当該フィルタ濾材10が巻き回されることにより形成された繰り出しロール1からプリーツ機50に供給される。繰り出しロール1とプリーツ機50の間には、適所に搬送ローラ2が配置されており、特定の搬送ローラ2間に、フィルタ濾材10にテンションをかけるためのダンシングローラ21が配置されている。
【0016】
本実施形態では、最も下流側の搬送ローラ2の上方に、フィルタ濾材10にプリーツ製品11の大きさに応じたミシン目を形成するミシン目カッター3が設けられている。
【0017】
プリーツ機50は、一対のブレード5をフィルタ濾材10の厚み方向(本実施形態では上下方向)に往復させるレシプロ式のものである。そして、プリーツ機50は、供給されたフィルタ濾材10に、厚み方向の両側から一対のブレード5を押し当ててフィルタ濾材10をプリーツ加工する。
【0018】
プリーツ加工されたフィルタ濾材10は、当該フィルタ濾材10を上下に挟むように配置されたヒーター4によって加熱された後に、バックプレッシャー6によって形状を整えられる。最後に、フィルタ濾材10は、クロスカッター7により、ミシン目カッター3によって形成されたミシン目に沿って切断される。
【0019】
フィルタ濾材10としては、濾材透過風速が5.3cm/secの条件下で、粒子径が0.1μm以上の粒子の捕集効率が50%以上(好ましくは90%以上)であるとともに圧力損失が20Pa以上(好ましくは50Pa以上)500Pa以下である濾材がエアフィルタユニットに好適に用いられる。例えば、フィルタ濾材10は、PTFE多孔質膜と通気性支持材の積層体である。
【0020】
PTFE多孔質膜は、例えば次のようにして作製される。まず、PTFE微粉末に液状潤滑剤を加えた混合物を押出法および圧延法の少なくとも1つの方法により所定方向に延びるシート状に成形してシート状成形体を得る。次に、加熱法または抽出法によりシート状成形体から液状潤滑剤を除去してシート状成形体を乾燥させる。その後、液状潤滑剤が除去されたシート状成形体を、長手方向および幅方向に延伸する。
【0021】
なお、PTFE多孔質膜へは撥油処理が施されていてもよい。この撥油処理は、例えば表面張力の小さな物質を含む撥油剤をPTFE多孔質膜に塗布し、これを乾燥することにより行うことができる。
【0022】
通気性支持材は、フィルタ濾材10の強度を確保する役割を果たす。通気性支持材は、材質、構造、形態が特に限定されるものではないが、通気性支持材には、PTFE多孔質膜より通気性に優れた材料、例えば、不織布、メッシュ(網目状ネット)、その他の多孔質材を用いることができる。ただし、強度、捕集性、柔軟性、作業性の点からは不織布が好ましい。また、通気性支持材の材質としては、例えば、ポリオレフィレン(ポリエチレン(PE)、ポリプロピレン(PP)など)、ポリアミド、ポリエステル(ポリエチレンテレフタレート(PET)など)、芳香族ポリアミドあるいはこれらの複合材などを用いることができる。
【0023】
PTFE多孔質膜と通気性支持材とを接合する方法は、特に限定されるものではなく、接着剤ラミネート、熱ラミネート、加熱溶着、超音波溶着、接着剤による接着などの方法を用いることができる。
【0024】
さらに、本実施形態のプリーツ加工装置100では、プリーツ加工時にフィルタ濾材10に放電によるピンホールが形成されることを防止するための構成が採用されている。具体的には、図2に示すように、プリーツ機50の側方に静電気除去器30が配置されている。本実施形態では、プリーツ機50の両側に静電気除去器30が配置されているが、フィルタ濾材10の幅によっては、プリーツ機50の片側だけに静電気除去器30が配置されていてもよい。
【0025】
静電気除去器30は、フィルタ濾材10の幅方向の端面および一対のブレード5に向かって直接ブレード5に風が当たるようにイオン化された空気を送風する。イオン化された空気は陽イオンと陰イオンを含むため、フィルタ濾材10とブレード5の間の静電気の放電を防ぐのに最適である。
【0026】
静電気除去器30は、常時イオン化された空気を送風することが好ましい。静電気の放電はブレード5がフィルタ濾材10にある程度接近したときに起こるが、このような状態は、フィルタ濾材10から離間するブレード5がフィルタ濾材10に近づくときだけでなく(すなわち、ブレード5の先端とフィルタ濾材10の間での放電)、ブレード5がフィルタ濾材10を押し込んでいる最中にも発生する(すなわち、ブレード5の側面とフィルタ濾材10の間での放電)からである。
【0027】
以上説明した本実施形態のプリーツ加工装置100では、プリーツ加工時にフィルタ濾材10とブレード5とが共に帯電した状態にないため、放電によるフィルタ濾材10へのピンホールの形成を防止することができる。
【実施例】
【0028】
以下、本発明を実施例により説明するが、本発明は以下の実施例に制限されない。
【0029】
(実施例1)
フィルタ濾材として、濾材透過風速が5.3cm/secの条件下で、粒子径が0.1μm以上の粒子の捕集効率が99.9999%以上であるとともに圧力損失が50Pa以上500Pa以下である、エアフィルタユニットに好適なフィルタ濾材を用意した。
【0030】
図1および図2に示すように構成されたプリーツ加工装置を用いて、静電気除去器よりフィルタ濾材の側方からフィルタ濾材の端面および一対のブレードに向かってイオン化された空気を送風しながら、フィルタ濾材をプリーツ加工し、プリーツ製品として10個のサンプルを製造した。なお、プリーツ加工の条件は、折り速度を62山/min、ブレードの後方に配置されたヒーターの温度を80℃とした。また、静電気除去器としては、春日電機社製のイオンジェットノズル(MODEL NIH-55)を用いた。
【0031】
(比較例1)
静電気除去器の位置をフィルタ濾材の表面に向けて上方からイオン化された空気を送風するようにプリーツ機の直ぐ上流側に変更した以外は、実施例1と同様にして10のサンプルを製造した。
【0032】
(評価)
実施例1および比較例1のサンプル(プリーツ加工後のフィルタ濾材)について、捕集効率を測定した。具体的には、フィルタ濾材(平面視で100cm2)を通過する空気の速度を5.3cm/秒に調整し、フィルタ濾材の上流側に、多分散ジオクチルフタレート(DOP)粒子を107個/リットルとなるように供給した。上流側の空気中のDOP粒子濃度とフィルタ濾材透過してきた下流側の空気中のDOP粒子濃度をパーティクルカウンターで測定し、下記式に基づいて捕集効率を求めた。DOP粒子の粒径は0.1μm〜0.2μmとした。
捕集効率(%)=[1−(下流側濃度/上流側濃度)]×100
【0033】
上記の捕集効率の測定の結果、捕集効率が99.9999%以上であるサンプルをリークなし、それ以外をリークありと判定した。
【0034】
次に、リークなしと判定されたサンプルの1つについて、「100−捕集効率(%)」の式から透過率(%)を求め、「−Log(透過率(%)/100)」の式から評価値を求めた。すなわち、評価値が高い方が捕集効率が高いことを示す。なお、プリーツ加工前のフィルタ濾材の評価値は7.08であった。
【0035】
リークの有無の結果および評価値を表1に示す。
【0036】
【表1】
【0037】
表1に示すように、プリーツ加工前にフィルタ濾材の表面のみに向かってイオン化された空気を送風した比較例1では、10個のサンプルのうちの4個にリークが発生した。これは、高い確率でピンホールが形成されることを意味する。これに対し、フィルタ濾材の端面および一対のブレードに向かってイオン化された空気を送風した実施例1では、ピンホールが形成されずに全てのサンプルでリークがなかった。
【0038】
また、実施例1では、比較例1よりも捕集効率が高かった。この理由は、微小なピンホールの発生が抑制されているためであると考えられる。
【符号の説明】
【0039】
10 フィルタ濾材
30 静電気除去器
50 プリーツ機
51 ブレード
100 プリーツ加工装置
【特許請求の範囲】
【請求項1】
フィルタ濾材に厚み方向の両側から一対のブレードを押し当てて前記フィルタ濾材をプリーツ加工する際に、前記フィルタ濾材の側方から静電気除去器により前記フィルタ濾材の端面および前記一対のブレードに向かってイオン化された空気を送風する、フィルタ濾材のプリーツ加工方法。
【請求項2】
前記フィルタ濾材は、ポリテトラフルオロエチレン多孔質膜と通気性支持材とを含む、請求項1に記載のフィルタ濾材のプリーツ加工方法。
【請求項3】
フィルタ濾材に厚み方向の両側から一対のブレードを押し当てて前記フィルタ濾材をプリーツ加工するレシプロ式のプリーツ機と、
前記プリーツ機の側方に、前記フィルタ濾材の端面および前記一対のブレードに向かってイオン化された空気を送風するように配置された静電気除去器と、
を備えた、プリーツ加工装置。
【請求項1】
フィルタ濾材に厚み方向の両側から一対のブレードを押し当てて前記フィルタ濾材をプリーツ加工する際に、前記フィルタ濾材の側方から静電気除去器により前記フィルタ濾材の端面および前記一対のブレードに向かってイオン化された空気を送風する、フィルタ濾材のプリーツ加工方法。
【請求項2】
前記フィルタ濾材は、ポリテトラフルオロエチレン多孔質膜と通気性支持材とを含む、請求項1に記載のフィルタ濾材のプリーツ加工方法。
【請求項3】
フィルタ濾材に厚み方向の両側から一対のブレードを押し当てて前記フィルタ濾材をプリーツ加工するレシプロ式のプリーツ機と、
前記プリーツ機の側方に、前記フィルタ濾材の端面および前記一対のブレードに向かってイオン化された空気を送風するように配置された静電気除去器と、
を備えた、プリーツ加工装置。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2013−28873(P2013−28873A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−165215(P2011−165215)
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]