
フィルタ用リテーナ及びフィルタ装置
【課題】本発明は焼却炉用バグフィルタ等の袋形状フィルタ用のリテーナに関し、濾布の早期損傷を防止するこことを目的とする。
【解決手段】リテーナ10は多孔パイプ12を備え、下端には底板16が、上端にはフレアー管17が取り付けられる。底板16はプリーツ形状のバグフィルタ40の底面に係合され、フレアー管17はバグフィルタ40の口元開口縁に係合される。底板16及びフレアー管17はバグフィルタ40との係合部が半径方向に張出しているため、バグフィルタ40のプリーツ形状側面42-3から離間保持され、逆洗操作時にもリテーナ10がバグフィルタ40に当たることはない。また、ねじ手段によりリテーナ10を伸縮させてバグフィルタ40の張りを調節することができる。
【解決手段】リテーナ10は多孔パイプ12を備え、下端には底板16が、上端にはフレアー管17が取り付けられる。底板16はプリーツ形状のバグフィルタ40の底面に係合され、フレアー管17はバグフィルタ40の口元開口縁に係合される。底板16及びフレアー管17はバグフィルタ40との係合部が半径方向に張出しているため、バグフィルタ40のプリーツ形状側面42-3から離間保持され、逆洗操作時にもリテーナ10がバグフィルタ40に当たることはない。また、ねじ手段によりリテーナ10を伸縮させてバグフィルタ40の張りを調節することができる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は焼却炉用バグフィルタ等の袋形状の可撓性フィルタ用リテーナに関するものである。
【背景技術】
【0002】
焼却炉に使用されるバグフィルタは耐熱性繊維より成る織布や不織布を袋状に形成して構成される。バグフィルタは焼却炉におけるセルプレートの部位に装着され、被処理媒体としての燃焼ガスは外側よりバグフィルタの側面(筒状面)を介してフィルタの袋状空洞に流通され、袋形状の口部より排出されるようにされる。バグフィルタを構成する織布や不織布は可撓性を有しており、袋形状を維持するためリテーナがバグフィルタの内側に装着される。従来のリテーナは金属線材よりなる溶接籠構造のもので、長手方向に間隔をおいた複数の円環状線材を円周方向に間隔をおいた直線状線材で溶接してなるものであった(特許文献1及び2)。
【特許文献1】特開2002−28425号公報
【特許文献2】特開2003−170016号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の金属線材よりなる溶接籠構造のリテーナはそれを構成する線材をバグフィルタの筒状内周面に接触させることによりバグフィルタの袋形状を維持するものであった。他方、焼却炉の作動に際しては、一定時間毎に内側よりパルス的な空気流を逆流させることによりバグフィルタに堆積した塵埃の叩き落とし(所謂逆洗操作)を行うが、この際、リテーナを構成する線材との衝突によりバグフィルタの濾面が局部的に大きな衝撃力を受け、250〜300℃といった高温度での長時間の使用による繰り返し的な逆洗操作により濾布が損傷を受けてしまうことがあった。
【0004】
この発明は以上述べた問題点を解決しうる新規な構造のリテーナを提供することを目的とする。
【課題を解決するための手段】
【0005】
この発明のバグフィルタ等のフィルタ用リテーナはパンチングプレートを筒形状に1段若しくは多段に形成すること等により得られる被処理ガスの流通路に一対の離間した第1及び第2の係合部(係合板)が設けられ、第1の係合板は袋状フィルタの底面に係合し、第2の係合板は袋状フィルタの開口部(口部)に係合され、第1及び第2の係合板間を延びる流通路はフィルタの側面(筒状面)から離間保持される。そのため、通常状態においても逆洗操作時においても、フィルタ側面がリテーナに接触若しくは衝突することがなく、損傷に強い構造となっている。また、第1の係合板側の流通路の部位である筒状パンチングプレートと、第2の係合板側の流通路の残余の部位とは長手方向に伸縮可能とすることができ、これにより濾布の長さ方向の寸法に合わせたフィルタの張り度合の調節が可能とされる。
【発明の効果】
【0006】
被処理ガスの流通路に対して半径外方に突出する第1及び第2の係合板をフィルタの底面及び口部開口縁に係合させることで、第1及び第2の係合板の間の流通路は被処理媒体の通過面となるフィルタ側面から離間され、そのため、通常状態は当然無接触であり、また逆洗時におけるフィルタ面とリテーナとの繰り返し的な衝突も回避され、フィルタの早期損傷を防止することができる。
【発明を実施するための最良の形態】
【0007】
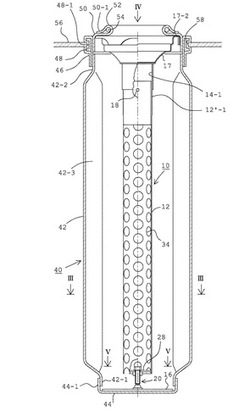
図1は第1実施形態におけるこの発明のリテーナ10を示す。リテーナ10は長手方向に延びる筒状の金属製多孔パイプ12(この発明の流通路又は流通路の第1部分)と、多孔パイプ12の上端に螺合される接続パイプ14(この発明の流通路又は流通路の第2部分)と、多孔パイプ12の下端に取り付けられた底板16(この発明の第1の係合部)と、接続パイプ14の上端に溶接固定された上向き拡開形状のフレアー管17(この発明の第2の係合部)とを備える。リテーナ10の素材としてはステンレス鋼若しくは軟鋼材とすることができる。
【0008】
底板16及びフレアー管17はバグフィルタとの係合部が多孔パイプ12の外周面に対して半径外方に張出しており、そのため、底板16に底部が係合し、フレアー管17に口部内縁が係合されるバグフィルタの筒状面(被処理ガスの通過面)は接続パイプ14から離間して保持される。
【0009】
接続パイプ14は内周に内ねじ部14-1を形成しており、他方、多孔パイプ12の上端部12´はこの実施形態では後述の通りパンチングプレートより形成された残余の部位とは別体であるが溶接にて一体化され、この別体の上端部12´の外周に外ねじ部12'-1が形成され、この外ねじ部12'-1が接続パイプ14の内ねじ部14-1に螺合され、その結果接続パイプ14と多孔パイプ12とは伸縮調節自在となっている。接続パイプ14の上端近傍における直径上を駆動ピン18が延びており、駆動ピン18は両端が接続パイプ14に形成された取付孔に嵌合溶接されている。駆動ピン18はフレアー管17の外側より導入される二股状のフィルタ張り具合調節工具に係合され、駆動ピン18に係合状態で工具を回すことにより多孔パイプ12が回され、工具の一方向の回転操作により多孔パイプ12は接続パイプ14に対して伸張され、工具の反対方向の回転操作により多孔パイプ12は接続パイプ14に対して収縮され、工具の操作方向に応じた多孔パイプ12のこのような伸縮によって、後述の通りバグフィルタの張り調節を行うことができる。
【0010】
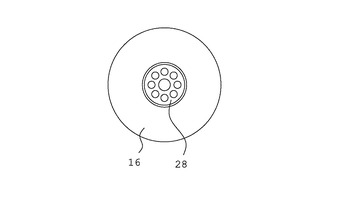
底板16は金属板にて構成され、ユニバーサルジョイント20によって多孔パイプ12の下端に連結されている。ユニバーサルジョイント20はボルト22と、ボルト22の下端に固定されたボール24と、ボール24を離脱不能にしかし旋回可能に収容する球面座26と、ナット28とから構成される。球面座26は底板16の上面に溶接されている。ボルト22は多孔パイプ12の下端に溶接固定した取付板30を挿通され、ナット28の締結によりボルト22は底板16に固着され、換言すれば、ユニバーサルジョイント20は多孔パイプ12に取り付けられる。そして、ユニバーサルジョイント20の働きにより底板16は多孔パイプ12に対して想像線16Aのように首振り自在に連結される。
【0011】
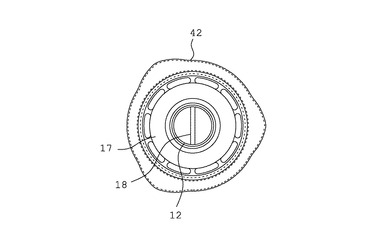
フレアー管17は金属板材より形成され、下端17-1はテーパ状をなし、接続パイプ14にスムースに連なりつつ溶接される。フレアー管17は上端が張出し部17-2をなし、張出し部17-2の外周における円周方向に等間隔に離間した部位17-3は90度下向きに曲折しつつ突出している。
【0012】
多孔パイプ12は市販の開口率20〜60%といった既存のパンチングプレートを筒状に丸め、長手方向の突当端部を溶接することによりパイプ状に形成することができ、この場合は同一径の均等分布した多数の小孔34が均等分布している。または、長手方向に沿って変化する開口率が得られるように長手方向に沿って孔径を変化させたパンチングプレートを使用してもよい。例えば、多孔パイプ12の外側より流入する燃焼ガス(被処理媒体)の流速としては多孔パイプ12の長さの中心辺りが最大であるためその部位の孔径を最大とし、流速が降下する端部では孔径を小さくすることができる。
【0013】
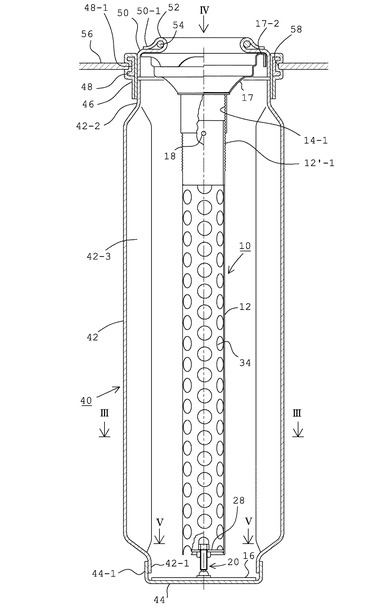
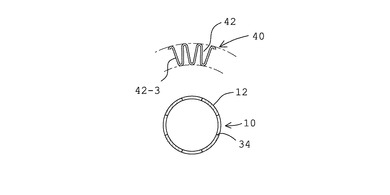
次に、この発明のリテーナを使用するバグフィルタの構造について説明すると、図2に示すようにバグフィルタは40にて表され、バグフィルタ40を構成する濾布42はガラス繊維などの無機繊維よる成る織布として構成された基布層と、基布層に対してポリテトラフルオロエチレン(PTFE) 等の耐熱有機繊維をニードルパンチにより植毛することにより構成された濾層とから構成することができる。濾布42が筒状に丸められたときバグフィルタ40の夫々底部及び口元部となる濾布の端部42-1, 42-2を除いた部位には熱硬化樹脂が含浸され、プリーツ加工により熱硬化樹脂が硬化することにより濾布42における両端部42-1, 42-2以外の中間部42-3はプリーツ状に成形される(濾布42のプリーツ状の断面形状については図3参照)。濾布の端部42-1, 42-2はプリーツ加工後も波状断面を呈してはいるが、樹脂が含浸されていないため、柔らかくなっている。口元部及び底部の形成のための準備工程として、濾布の端部は潰され、円周方向に沿ってミシンがけされることにより平坦化される。そして、濾布42は筒状に巻かれ、長手方向の合せ目は耐熱性糸により縫製される。そして、図2にはこのようにミシンがけにより平坦化された後の濾布の縮径した端部42-1, 42-2が模式的に図示されている。濾布の一方の端部(下端)42-1には円形の当布44が当てられ、当布44の外周部は筒状の濾布42の上面に対して折り返され、当布44のこの折り返し部分44-1は濾布42に対して耐熱性糸にてミシン掛けされ、これによりバグフィルタ40の閉じた底部が得られる。筒状の口元布46は金属性スナップリング48(本発明の装着部材)を包囲するように折り返され、内外端面が面一に接合され、口元布46のこの折り返し接合部は濾布の他方の端部(上端)42-2に同じく耐熱性糸により縫着される。そして、金属性スナップリング48を縫着するに先立って、口元布46の内周面には口元絞着布50の下端が耐熱性糸により縫着される。そして、口元絞着布50の自由端(上端)50-1は折り返され、かつ折返し部が対抗面に耐熱性にて縫製されることにより紐通し部52が形成され、この紐通し部52にPTFE等より形成される耐熱性糸により構成される締結紐54が挿通される。この締結紐54を巾着様に絞ることにより、後述のようにリテーナをバグフィルタに係止保持することができる。
【0014】
このようにして構成されたフィルタ及び本発明のリテーナの集塵装置等への装着方式について説明すると、図2において、56は集塵装置のセルプレートであり、セルプレート56に多数形成された開口部58にバグフィルタ40が挿入され、スナップリング48が開口部58にスナップリング表面の溝部48-1を利用して嵌着される。そして、フィルタの内側より動作中のフィルタの形状保持のためのリテーナ10が挿入される。即ち、リテーナ10の底板16がフィルタの底部(当布44)に当接せしめられる。そして、紐通し部52から延出する締結紐54の両端を掴み、引張ることにより締結紐54により口元絞着布50が一杯に絞られ、口元絞着布50がフレアー管17の上端が張出し部17-2に係合せしめられ、締結紐54の両端を結束することにより、バグフィルタへのリテーナ10の装着が行われる。そして、U状の先端を有した締結工具(図示しない)をフレアー管17の開口上端から導入し、駆動ピン18に係合させ、締結工具によって駆動ピン18を介して多孔パイプ12を回す。多孔パイプ12は固定側の接続パイプ14にねじ部14-1, 12'-1によって連結しているため、工具により多孔パイプ12を回すに従って多孔パイプ12は接続パイプ14に対して伸縮され、伸縮具合を適当に調節することにより、リテーナ10は下端では底板16によって当て布44に当接し、上端では張出し部17-2を介して口元絞着布50に当接するため、バグフィルタ40は上下方向(長手方向)に緊張せしめられ、バグフィルタ40底面に当接する底板16がユニバーサル継手20によってリテーナ12(多孔パイプ12)に回動自在に軸支されていることと相俟ってバグフィルタの適宜な張り状態を得ることができる。また、バグフィルタの上端に係合するフレアー管17及び下端に係合する底板16は半径方向に適宜張出しているため、被処理ガスの通過面(筒状面)となるバグフィルタのプリーツ部42-3は被処理ガスの流通面となる多孔パイプ12からいつも離間保持される。バグフィルタのプリーツ部42-3のリテーナ10(多孔パイプ12)からの離間構造については図3を参照されたい。バグフィルタのプリーツ部42-3が多孔パイプ12に直接当たることはないため、フィルタの早期損傷が起こり難く、結果としてフィルタの寿命の延長が実現される。
【0015】
図6はこの発明の第2の実施形態を示しており、多孔パイプを12A, 12Bのように連結帯60によって連結したものを示す。バグフィルタ(図6には図示しないが図2と同様に設けられる)の開口上端と係合するフレアー管17は上側の多孔パイプ12Aに溶接され、バグフィルタの閉じた下端と係合する底板16は下側の多孔パイプ12Bに溶接される。2段に限らず必要な段数の多段連接により、現状の2〜3mといった既存のバグフィルタの如何様な長さ寸法に対しても適合させることができる。
【0016】
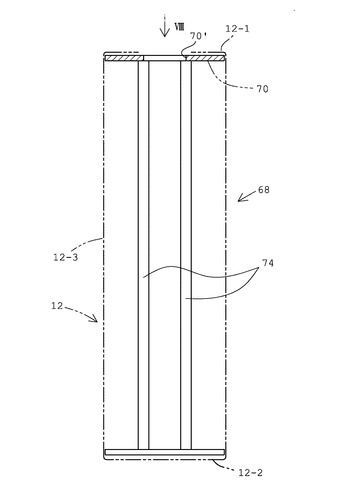
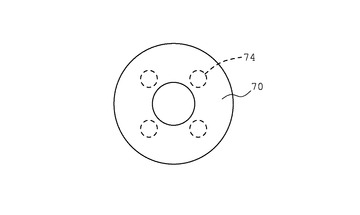
図7及び図8は別実施形態のリテーナの模式的実施形態を示す。この実施形態ではリテーナ68は上下の係合板70, 72間に数本のステンレス鋼製棒材74にて連結した構成となっている。棒材74間の空間がバグフィルタ12を通過後の燃焼ガス(被処理媒体)が通過する流通路を構成する。即ち、被処理媒体は外部よりバグフィルタ12の側面を通過し、棒材74間の空間を経て、上側の係合板70の開口部70´より取り出される。上側の係合板70は想像線にて示すバグフィルタ12の口部12-1と係合し、下側の係合板72はバグフィルタ12の底部12-2と係合し、そのため、バグフィルタ12の側面12-3は棒材74から離間保持され、通常時はもとより逆洗時などにおいてもバグフィルタ12とリテーナ68との接触若しくは衝突が起こらず、バグフィルタの早期損傷を回避することができる。第1実施形態のねじ機構(12'-1, 14-1)のようなバグフィルタの張り調節手段を設けることも任意である。この実施形態では棒材74間の開口率が大きくとれるため、パンチングメタルでは得るのが困難な60%を超える開口率が必要な場合に適している。
【図面の簡単な説明】
【0017】
【図1】図1はこの発明のリテーナの側面図である。
【図2】図2は図1のリテーナにバグフィルタを装着した状態で示す側面図である。
【図3】図3は図2のIII−III線に沿って表される矢視図である。
【図4】図4は図2のIV方向より見た矢視図である。
【図5】図5は図2のV−V線に沿って表される矢視図である。
【図6】図6はこの発明の第2の実施形態としての2段接続のリテーナの側面図である。
【図7】図7はこの発明の第3の実施形態のリテーナの模式的側面図である。
【図8】図8は図7のVIII方向より見た矢視図である。
【符号の説明】
【0018】
10…リテーナ
12, 12A, 12B…多孔パイプ(この発明の流通路又は流通路の第1部分)
12'-1…ねじ部
14…接続パイプ(この発明の流通路又は流通路の第2部分)
14-1…ねじ部
16…底板(この発明の第1の係合部)
17…フレアー管(この発明の第2の係合部)
18…駆動ピン
20…ユニバーサルジョイント
34…小孔
40…バグフィルタ
42…濾布
42-3…濾布のプリーツ部
44…当布
46…口元布
50…口元絞着布
52…紐通し部
60…連結帯
70, 72…係合板
74…棒材
【技術分野】
【0001】
この発明は焼却炉用バグフィルタ等の袋形状の可撓性フィルタ用リテーナに関するものである。
【背景技術】
【0002】
焼却炉に使用されるバグフィルタは耐熱性繊維より成る織布や不織布を袋状に形成して構成される。バグフィルタは焼却炉におけるセルプレートの部位に装着され、被処理媒体としての燃焼ガスは外側よりバグフィルタの側面(筒状面)を介してフィルタの袋状空洞に流通され、袋形状の口部より排出されるようにされる。バグフィルタを構成する織布や不織布は可撓性を有しており、袋形状を維持するためリテーナがバグフィルタの内側に装着される。従来のリテーナは金属線材よりなる溶接籠構造のもので、長手方向に間隔をおいた複数の円環状線材を円周方向に間隔をおいた直線状線材で溶接してなるものであった(特許文献1及び2)。
【特許文献1】特開2002−28425号公報
【特許文献2】特開2003−170016号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の金属線材よりなる溶接籠構造のリテーナはそれを構成する線材をバグフィルタの筒状内周面に接触させることによりバグフィルタの袋形状を維持するものであった。他方、焼却炉の作動に際しては、一定時間毎に内側よりパルス的な空気流を逆流させることによりバグフィルタに堆積した塵埃の叩き落とし(所謂逆洗操作)を行うが、この際、リテーナを構成する線材との衝突によりバグフィルタの濾面が局部的に大きな衝撃力を受け、250〜300℃といった高温度での長時間の使用による繰り返し的な逆洗操作により濾布が損傷を受けてしまうことがあった。
【0004】
この発明は以上述べた問題点を解決しうる新規な構造のリテーナを提供することを目的とする。
【課題を解決するための手段】
【0005】
この発明のバグフィルタ等のフィルタ用リテーナはパンチングプレートを筒形状に1段若しくは多段に形成すること等により得られる被処理ガスの流通路に一対の離間した第1及び第2の係合部(係合板)が設けられ、第1の係合板は袋状フィルタの底面に係合し、第2の係合板は袋状フィルタの開口部(口部)に係合され、第1及び第2の係合板間を延びる流通路はフィルタの側面(筒状面)から離間保持される。そのため、通常状態においても逆洗操作時においても、フィルタ側面がリテーナに接触若しくは衝突することがなく、損傷に強い構造となっている。また、第1の係合板側の流通路の部位である筒状パンチングプレートと、第2の係合板側の流通路の残余の部位とは長手方向に伸縮可能とすることができ、これにより濾布の長さ方向の寸法に合わせたフィルタの張り度合の調節が可能とされる。
【発明の効果】
【0006】
被処理ガスの流通路に対して半径外方に突出する第1及び第2の係合板をフィルタの底面及び口部開口縁に係合させることで、第1及び第2の係合板の間の流通路は被処理媒体の通過面となるフィルタ側面から離間され、そのため、通常状態は当然無接触であり、また逆洗時におけるフィルタ面とリテーナとの繰り返し的な衝突も回避され、フィルタの早期損傷を防止することができる。
【発明を実施するための最良の形態】
【0007】
図1は第1実施形態におけるこの発明のリテーナ10を示す。リテーナ10は長手方向に延びる筒状の金属製多孔パイプ12(この発明の流通路又は流通路の第1部分)と、多孔パイプ12の上端に螺合される接続パイプ14(この発明の流通路又は流通路の第2部分)と、多孔パイプ12の下端に取り付けられた底板16(この発明の第1の係合部)と、接続パイプ14の上端に溶接固定された上向き拡開形状のフレアー管17(この発明の第2の係合部)とを備える。リテーナ10の素材としてはステンレス鋼若しくは軟鋼材とすることができる。
【0008】
底板16及びフレアー管17はバグフィルタとの係合部が多孔パイプ12の外周面に対して半径外方に張出しており、そのため、底板16に底部が係合し、フレアー管17に口部内縁が係合されるバグフィルタの筒状面(被処理ガスの通過面)は接続パイプ14から離間して保持される。
【0009】
接続パイプ14は内周に内ねじ部14-1を形成しており、他方、多孔パイプ12の上端部12´はこの実施形態では後述の通りパンチングプレートより形成された残余の部位とは別体であるが溶接にて一体化され、この別体の上端部12´の外周に外ねじ部12'-1が形成され、この外ねじ部12'-1が接続パイプ14の内ねじ部14-1に螺合され、その結果接続パイプ14と多孔パイプ12とは伸縮調節自在となっている。接続パイプ14の上端近傍における直径上を駆動ピン18が延びており、駆動ピン18は両端が接続パイプ14に形成された取付孔に嵌合溶接されている。駆動ピン18はフレアー管17の外側より導入される二股状のフィルタ張り具合調節工具に係合され、駆動ピン18に係合状態で工具を回すことにより多孔パイプ12が回され、工具の一方向の回転操作により多孔パイプ12は接続パイプ14に対して伸張され、工具の反対方向の回転操作により多孔パイプ12は接続パイプ14に対して収縮され、工具の操作方向に応じた多孔パイプ12のこのような伸縮によって、後述の通りバグフィルタの張り調節を行うことができる。
【0010】
底板16は金属板にて構成され、ユニバーサルジョイント20によって多孔パイプ12の下端に連結されている。ユニバーサルジョイント20はボルト22と、ボルト22の下端に固定されたボール24と、ボール24を離脱不能にしかし旋回可能に収容する球面座26と、ナット28とから構成される。球面座26は底板16の上面に溶接されている。ボルト22は多孔パイプ12の下端に溶接固定した取付板30を挿通され、ナット28の締結によりボルト22は底板16に固着され、換言すれば、ユニバーサルジョイント20は多孔パイプ12に取り付けられる。そして、ユニバーサルジョイント20の働きにより底板16は多孔パイプ12に対して想像線16Aのように首振り自在に連結される。
【0011】
フレアー管17は金属板材より形成され、下端17-1はテーパ状をなし、接続パイプ14にスムースに連なりつつ溶接される。フレアー管17は上端が張出し部17-2をなし、張出し部17-2の外周における円周方向に等間隔に離間した部位17-3は90度下向きに曲折しつつ突出している。
【0012】
多孔パイプ12は市販の開口率20〜60%といった既存のパンチングプレートを筒状に丸め、長手方向の突当端部を溶接することによりパイプ状に形成することができ、この場合は同一径の均等分布した多数の小孔34が均等分布している。または、長手方向に沿って変化する開口率が得られるように長手方向に沿って孔径を変化させたパンチングプレートを使用してもよい。例えば、多孔パイプ12の外側より流入する燃焼ガス(被処理媒体)の流速としては多孔パイプ12の長さの中心辺りが最大であるためその部位の孔径を最大とし、流速が降下する端部では孔径を小さくすることができる。
【0013】
次に、この発明のリテーナを使用するバグフィルタの構造について説明すると、図2に示すようにバグフィルタは40にて表され、バグフィルタ40を構成する濾布42はガラス繊維などの無機繊維よる成る織布として構成された基布層と、基布層に対してポリテトラフルオロエチレン(PTFE) 等の耐熱有機繊維をニードルパンチにより植毛することにより構成された濾層とから構成することができる。濾布42が筒状に丸められたときバグフィルタ40の夫々底部及び口元部となる濾布の端部42-1, 42-2を除いた部位には熱硬化樹脂が含浸され、プリーツ加工により熱硬化樹脂が硬化することにより濾布42における両端部42-1, 42-2以外の中間部42-3はプリーツ状に成形される(濾布42のプリーツ状の断面形状については図3参照)。濾布の端部42-1, 42-2はプリーツ加工後も波状断面を呈してはいるが、樹脂が含浸されていないため、柔らかくなっている。口元部及び底部の形成のための準備工程として、濾布の端部は潰され、円周方向に沿ってミシンがけされることにより平坦化される。そして、濾布42は筒状に巻かれ、長手方向の合せ目は耐熱性糸により縫製される。そして、図2にはこのようにミシンがけにより平坦化された後の濾布の縮径した端部42-1, 42-2が模式的に図示されている。濾布の一方の端部(下端)42-1には円形の当布44が当てられ、当布44の外周部は筒状の濾布42の上面に対して折り返され、当布44のこの折り返し部分44-1は濾布42に対して耐熱性糸にてミシン掛けされ、これによりバグフィルタ40の閉じた底部が得られる。筒状の口元布46は金属性スナップリング48(本発明の装着部材)を包囲するように折り返され、内外端面が面一に接合され、口元布46のこの折り返し接合部は濾布の他方の端部(上端)42-2に同じく耐熱性糸により縫着される。そして、金属性スナップリング48を縫着するに先立って、口元布46の内周面には口元絞着布50の下端が耐熱性糸により縫着される。そして、口元絞着布50の自由端(上端)50-1は折り返され、かつ折返し部が対抗面に耐熱性にて縫製されることにより紐通し部52が形成され、この紐通し部52にPTFE等より形成される耐熱性糸により構成される締結紐54が挿通される。この締結紐54を巾着様に絞ることにより、後述のようにリテーナをバグフィルタに係止保持することができる。
【0014】
このようにして構成されたフィルタ及び本発明のリテーナの集塵装置等への装着方式について説明すると、図2において、56は集塵装置のセルプレートであり、セルプレート56に多数形成された開口部58にバグフィルタ40が挿入され、スナップリング48が開口部58にスナップリング表面の溝部48-1を利用して嵌着される。そして、フィルタの内側より動作中のフィルタの形状保持のためのリテーナ10が挿入される。即ち、リテーナ10の底板16がフィルタの底部(当布44)に当接せしめられる。そして、紐通し部52から延出する締結紐54の両端を掴み、引張ることにより締結紐54により口元絞着布50が一杯に絞られ、口元絞着布50がフレアー管17の上端が張出し部17-2に係合せしめられ、締結紐54の両端を結束することにより、バグフィルタへのリテーナ10の装着が行われる。そして、U状の先端を有した締結工具(図示しない)をフレアー管17の開口上端から導入し、駆動ピン18に係合させ、締結工具によって駆動ピン18を介して多孔パイプ12を回す。多孔パイプ12は固定側の接続パイプ14にねじ部14-1, 12'-1によって連結しているため、工具により多孔パイプ12を回すに従って多孔パイプ12は接続パイプ14に対して伸縮され、伸縮具合を適当に調節することにより、リテーナ10は下端では底板16によって当て布44に当接し、上端では張出し部17-2を介して口元絞着布50に当接するため、バグフィルタ40は上下方向(長手方向)に緊張せしめられ、バグフィルタ40底面に当接する底板16がユニバーサル継手20によってリテーナ12(多孔パイプ12)に回動自在に軸支されていることと相俟ってバグフィルタの適宜な張り状態を得ることができる。また、バグフィルタの上端に係合するフレアー管17及び下端に係合する底板16は半径方向に適宜張出しているため、被処理ガスの通過面(筒状面)となるバグフィルタのプリーツ部42-3は被処理ガスの流通面となる多孔パイプ12からいつも離間保持される。バグフィルタのプリーツ部42-3のリテーナ10(多孔パイプ12)からの離間構造については図3を参照されたい。バグフィルタのプリーツ部42-3が多孔パイプ12に直接当たることはないため、フィルタの早期損傷が起こり難く、結果としてフィルタの寿命の延長が実現される。
【0015】
図6はこの発明の第2の実施形態を示しており、多孔パイプを12A, 12Bのように連結帯60によって連結したものを示す。バグフィルタ(図6には図示しないが図2と同様に設けられる)の開口上端と係合するフレアー管17は上側の多孔パイプ12Aに溶接され、バグフィルタの閉じた下端と係合する底板16は下側の多孔パイプ12Bに溶接される。2段に限らず必要な段数の多段連接により、現状の2〜3mといった既存のバグフィルタの如何様な長さ寸法に対しても適合させることができる。
【0016】
図7及び図8は別実施形態のリテーナの模式的実施形態を示す。この実施形態ではリテーナ68は上下の係合板70, 72間に数本のステンレス鋼製棒材74にて連結した構成となっている。棒材74間の空間がバグフィルタ12を通過後の燃焼ガス(被処理媒体)が通過する流通路を構成する。即ち、被処理媒体は外部よりバグフィルタ12の側面を通過し、棒材74間の空間を経て、上側の係合板70の開口部70´より取り出される。上側の係合板70は想像線にて示すバグフィルタ12の口部12-1と係合し、下側の係合板72はバグフィルタ12の底部12-2と係合し、そのため、バグフィルタ12の側面12-3は棒材74から離間保持され、通常時はもとより逆洗時などにおいてもバグフィルタ12とリテーナ68との接触若しくは衝突が起こらず、バグフィルタの早期損傷を回避することができる。第1実施形態のねじ機構(12'-1, 14-1)のようなバグフィルタの張り調節手段を設けることも任意である。この実施形態では棒材74間の開口率が大きくとれるため、パンチングメタルでは得るのが困難な60%を超える開口率が必要な場合に適している。
【図面の簡単な説明】
【0017】
【図1】図1はこの発明のリテーナの側面図である。
【図2】図2は図1のリテーナにバグフィルタを装着した状態で示す側面図である。
【図3】図3は図2のIII−III線に沿って表される矢視図である。
【図4】図4は図2のIV方向より見た矢視図である。
【図5】図5は図2のV−V線に沿って表される矢視図である。
【図6】図6はこの発明の第2の実施形態としての2段接続のリテーナの側面図である。
【図7】図7はこの発明の第3の実施形態のリテーナの模式的側面図である。
【図8】図8は図7のVIII方向より見た矢視図である。
【符号の説明】
【0018】
10…リテーナ
12, 12A, 12B…多孔パイプ(この発明の流通路又は流通路の第1部分)
12'-1…ねじ部
14…接続パイプ(この発明の流通路又は流通路の第2部分)
14-1…ねじ部
16…底板(この発明の第1の係合部)
17…フレアー管(この発明の第2の係合部)
18…駆動ピン
20…ユニバーサルジョイント
34…小孔
40…バグフィルタ
42…濾布
42-3…濾布のプリーツ部
44…当布
46…口元布
50…口元絞着布
52…紐通し部
60…連結帯
70, 72…係合板
74…棒材
【特許請求の範囲】
【請求項1】
一端が口部として開口し、底部としての他端が閉鎖した袋形状をなし、外側より内側に向けて被濾過媒体を通過させるフィルタ用のリテーナであって、フィルタの袋状内部空洞を長手方向に延在するべく配置され、濾過面を通過後の被処理媒体を前記開口に向けて流通せしめる流通路と、前記流通路における軸線方向に離間して設けられ、流通路の外径に対して拡径した第1及び第2の係合部とを備え、第1の係合部はフィルタの袋形状の底面に係合され、第2の係合部はフィルタ口部の開口縁に係合され、フィルタの筒状側面はリテーナから離間保持されるようにされたフィルタ用リテーナ。
【請求項2】
請求項1に記載の発明において、前記流通路は第1の係合部側の第1部分と第2の係合部側の第2部分とから成り、流通路の前記第1及び第2部分は長手方向に相対的に伸縮することによりフィルタの張り具合の調節を行うようにしたフィルタ用リテーナ。
【請求項3】
請求項2に記載の発明において、流通路の張り具合調節のためねじ手段が具備されるフィルタ用リテーナ。
【請求項4】
請求項1から3のいずれか一項に記載の発明において、流通路は筒状パンチングプレートにより構成されるフィルタ用リテーナ。
【請求項5】
請求項4に記載の発明において、筒状パンチングプレートは多段に連結されるフィルタ用リテーナ。
【請求項6】
請求項1から5のいずれか一項に記載の発明において、流通路の入口側の開口面積は長手方向に変化されるフィルタ用リテーナ。
【請求項7】
可撓性の織布若しくは不織布にて構成され、一端が口部として開口し、底部となる他端が閉鎖した袋形状をなし、外側より内側に向けて被濾過媒体を通過させるフィルタと、フィルタ口部を焼却炉のセルプレートに装着するための装着部材と、前記フィルタの袋形状を維持するためフィルタの内部空洞に装着されるリテーナとを備えた濾過装置において、前記リテーナは、フィルタの袋状内部空洞を長手方向に延在するべく配置され、濾過面を通過後の被処理媒体を前記開口に向けて流通せしめる流通路と、前記流通路における軸線方向に離間して設けられ、流通路の外径に対して拡径した第1及び第2の係合部とを備え、第1の係合部はフィルタの袋形状の底面に係合され、第2の係合部はフィルタの開口縁に係合され、フィルタの側面はリテーナから離間保持されるようにされた焼却炉用フィルタ装置。
【請求項8】
請求項7に記載の発明において、前記フィルタは被処理媒体が通過するフィルタ筒状面がプリーツ形状をなす焼却炉用フィルタ装置。
【請求項1】
一端が口部として開口し、底部としての他端が閉鎖した袋形状をなし、外側より内側に向けて被濾過媒体を通過させるフィルタ用のリテーナであって、フィルタの袋状内部空洞を長手方向に延在するべく配置され、濾過面を通過後の被処理媒体を前記開口に向けて流通せしめる流通路と、前記流通路における軸線方向に離間して設けられ、流通路の外径に対して拡径した第1及び第2の係合部とを備え、第1の係合部はフィルタの袋形状の底面に係合され、第2の係合部はフィルタ口部の開口縁に係合され、フィルタの筒状側面はリテーナから離間保持されるようにされたフィルタ用リテーナ。
【請求項2】
請求項1に記載の発明において、前記流通路は第1の係合部側の第1部分と第2の係合部側の第2部分とから成り、流通路の前記第1及び第2部分は長手方向に相対的に伸縮することによりフィルタの張り具合の調節を行うようにしたフィルタ用リテーナ。
【請求項3】
請求項2に記載の発明において、流通路の張り具合調節のためねじ手段が具備されるフィルタ用リテーナ。
【請求項4】
請求項1から3のいずれか一項に記載の発明において、流通路は筒状パンチングプレートにより構成されるフィルタ用リテーナ。
【請求項5】
請求項4に記載の発明において、筒状パンチングプレートは多段に連結されるフィルタ用リテーナ。
【請求項6】
請求項1から5のいずれか一項に記載の発明において、流通路の入口側の開口面積は長手方向に変化されるフィルタ用リテーナ。
【請求項7】
可撓性の織布若しくは不織布にて構成され、一端が口部として開口し、底部となる他端が閉鎖した袋形状をなし、外側より内側に向けて被濾過媒体を通過させるフィルタと、フィルタ口部を焼却炉のセルプレートに装着するための装着部材と、前記フィルタの袋形状を維持するためフィルタの内部空洞に装着されるリテーナとを備えた濾過装置において、前記リテーナは、フィルタの袋状内部空洞を長手方向に延在するべく配置され、濾過面を通過後の被処理媒体を前記開口に向けて流通せしめる流通路と、前記流通路における軸線方向に離間して設けられ、流通路の外径に対して拡径した第1及び第2の係合部とを備え、第1の係合部はフィルタの袋形状の底面に係合され、第2の係合部はフィルタの開口縁に係合され、フィルタの側面はリテーナから離間保持されるようにされた焼却炉用フィルタ装置。
【請求項8】
請求項7に記載の発明において、前記フィルタは被処理媒体が通過するフィルタ筒状面がプリーツ形状をなす焼却炉用フィルタ装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−283245(P2007−283245A)
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2006−115422(P2006−115422)
【出願日】平成18年4月19日(2006.4.19)
【出願人】(505037648)株式会社相模商会 (9)
【出願人】(506134696)株式会社ナック東京 (1)
【Fターム(参考)】
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願日】平成18年4月19日(2006.4.19)
【出願人】(505037648)株式会社相模商会 (9)
【出願人】(506134696)株式会社ナック東京 (1)
【Fターム(参考)】
[ Back to top ]