
フィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体
【課題】熱収縮応力を低減することができると共に、優れたバリア性及び機械強度を得ることができるフィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体を提供する。
【解決手段】塩化ビニリデン系共重合体を含有するフィルム又はシートであって、厚さ25μm、温度38℃、湿度90%RHの条件で測定した水蒸気透過度が5g/(m2・day)以下であり、135℃におけるMD方向及びTD方向それぞれの引張破断伸度が50%以上であり、135℃におけるMD方向及びTD方向それぞれの最大熱収縮応力値が1.0N/mm2以下であることを特徴とするフィルム又はシート。
【解決手段】塩化ビニリデン系共重合体を含有するフィルム又はシートであって、厚さ25μm、温度38℃、湿度90%RHの条件で測定した水蒸気透過度が5g/(m2・day)以下であり、135℃におけるMD方向及びTD方向それぞれの引張破断伸度が50%以上であり、135℃におけるMD方向及びTD方向それぞれの最大熱収縮応力値が1.0N/mm2以下であることを特徴とするフィルム又はシート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体に関する。
【背景技術】
【0002】
塩化ビニリデンを主成分とする塩化ビニリデン系共重合体からなる、フィルム又はシートは、酸素遮断性、防湿性(水蒸気バリア性)等のバリア性に優れており、外気から中身を守るため多くの包装分野で使用されている。しかしながら、塩化ビニリデン系共重合体フィルム又はシートは、本来脆く、伸びにくいという欠点を有している。そのためダブルバブルインフレーション法で二軸延伸することにより塩化ビニリデン系共重合体の脆さを改善する方法が採用されている。しかし、従来の製膜方法で得られるフィルムは、延伸倍率が高く配向結晶化が進行し非晶部分の分子鎖が伸びる余地が少なく伸びにくいために、フィルム又はシートを加熱後、真空及び圧空により金型の形状に成形する用途では適合できる形状が限られている。
【0003】
これまで塩化ビニリデン系共重合体を伸びやすくするために、液状可塑剤を添加すること、塩化ビニリデン系共重合体内のコモノマー比率を多くすること、他樹脂との混合物にすること等の組成面からの改良が試みられている。しかし、液状可塑剤を多量に添加する、又はコモノマー比率を高くすると、塩化ビニリデン系共重合体の特徴であるバリア性が低下し、また、他樹脂を混合する方法でもバリア性が低下するとともに、透明性が極めて悪化する。
【0004】
バリア性を低下させずに伸びやすくする方法としては、延伸倍率を低減することにより配向結晶化や分子鎖の伸びきりを抑制することが高伸度化に効果があると知られている。
【0005】
例えば、塩化ビニリデン系共重合体の伸びやすさを改善する方法として、延伸を行わず未延伸の状態でシート又はフィルムを作製し、分子鎖の伸びきりを低減させることで伸びやすさを付与することが試みられている(特許文献1参照)。また、さらに簡易な製造方法として塩化ビニリデン系共重合体からなるフィルムを基材にラミネートする方法が提案されている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第1697858号公報
【特許文献2】特開平10−166518号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載のシート又はフィルムでは、結晶化進行後に脆くなり取り扱い時にクラックが発生しバリア性の悪化を引き起こす等、機械特性に改善の余地がある。また、特許文献2に記載の積層シートでは、従来の製膜方法で得られたフィルムを用いた場合、クラックが生じバリア性が大きく低下することがある。さらに、被包装製品の形に加熱成形する際、従来の延伸フィルムではその熱で成形体が収縮しフィルム又はシートに反り等が発生する問題がある。そのため、伸びが大きく、且つ熱収縮応力が小さい防湿性を有する塩化ビニリデン系フィルムが望まれている。
【0008】
本発明は、熱収縮応力を低減することができると共に、優れたバリア性及び機械強度を得ることができるフィルム、シート及びこれらの製造方法を提供することを目的とするものであり、ブリスター成形体や積層体にも適応可能なシート、フィルム及びこれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を達成するために鋭意検討した結果、塩化ビニリデン系共重合体を含有するフィルム及びシートを特定の分子配向状態にすることで熱収縮応力をある範囲に制御し、塩化ビニリデン系共重合体の特徴であるバリア性の低下を抑えつつ、機械特性、特に伸度に優れたフィルム及びシートを提供できることを見出した。
【0010】
すなわち、本発明は、下記の通りである。
(1)塩化ビニリデン系共重合体を含有するフィルム又はシートであって、厚さ25μm、温度38℃、湿度90%RHの条件で測定した水蒸気透過度が5g/(m2・day)以下であり、135℃におけるMD方向及びTD方向それぞれの引張破断伸度が50%以上であり、135℃におけるMD方向及びTD方向それぞれの最大熱収縮応力値が1.0N/mm2以下であることを特徴とするフィルム又はシート。
(2)塩化ビニリデン系共重合体が、主成分として塩化ビニリデン成分を85〜98質量%含むことを特徴とする(1)に記載のフィルム又はシート。
(3)(1)又は(2)に記載のフィルム又はシートの製造方法であって、塩化ビニリデン系共重合体を含有する樹脂組成物を溶融押出して樹脂シートを作製する第1の工程と、樹脂シートを冷却した後にMD方向及びTD方向それぞれ延伸倍率1.5倍〜4.5倍で二軸延伸する第2の工程と、を備えることを特徴とするフィルム又はシートの製造方法。
(4)第1の工程において、Tダイにより樹脂組成物を溶融押出し、第2の工程において、樹脂シートをチルロールにより冷却し、二対の差動ニップロールによりMD方向に延伸した後、テンター法によりTD方向に延伸することを特徴とする(3)に記載のフィルム又はシートの製造方法。
(5)(1)又は(2)に記載のフィルム又はシートを成形して得られることを特徴とするブリスター成形体。
(6)(1)又は(2)に記載のフィルム又はシートを備えることを特徴とする積層体。
【発明の効果】
【0011】
本発明によれば、熱収縮応力を低減することができると共に、優れたバリア性及び機械強度(例えば伸度)を得ることができるフィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体を提供できる。また、本発明によれば、成形加工性に優れたフィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体を提供できる。
【図面の簡単な説明】
【0012】
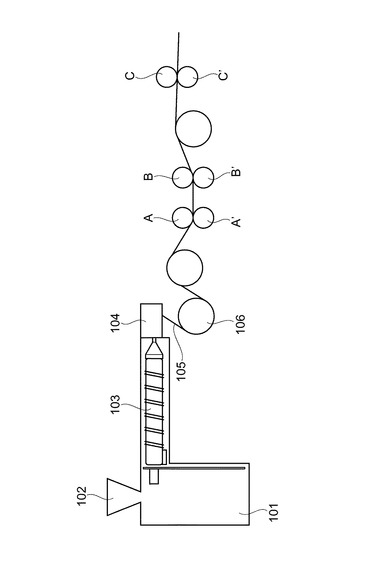
【図1】樹脂組成物を溶融押出して得られる樹脂シートをMD延伸する装置の一例を示す概略図である。
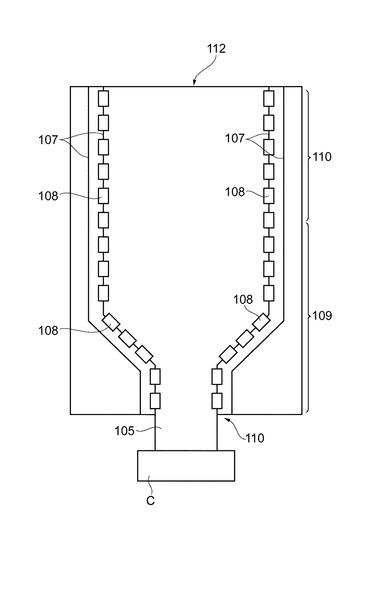
【図2】樹脂シートをTD延伸する装置の一例を示す概略図である。
【発明を実施するための形態】
【0013】
本発明について以下詳細に説明する。本発明のフィルム又はシートは、塩化ビニリデン系共重合体から構成される。なお、「フィルム」とは、全層厚みが100μm以下の形態を意味し、「シート」とは、全層厚みが100μmを越える形態を意味する。
【0014】
本発明で使用される塩化ビニリデン系共重合体とは、主成分の塩化ビニリデン成分(例えば、塩化ビニリデン)、及び、塩化ビニリデンと共重合可能な単量体(コモノマー)からなる共重合体である。塩化ビニリデン成分の共重合割合は、85〜98質量%であることが好ましく、88〜97質量%であることがより好ましく、90〜95質量%であることが更に好ましく、92〜94質量%が特に好ましい。塩化ビニリデン成分が98質量%以下であれば、加熱溶融押出が安定的に行え、85質量%以上であれば、気体に対するバリア性が更に向上する。
【0015】
塩化ビニリデンと共重合可能な単量体としては、例えば塩化ビニル、アクリルニトリル、アクリル酸、アルキル基の炭素数が1〜18の(メタ)アクリル酸アルキルエステル、無水マレイン酸、酢酸ビニル、マレイン酸、マレイン酸アルキルエステル、イタコン酸、イタコン酸アルキルエステル等が挙げられ、これらの単量体のうち少なくとも1種が2〜15質量%の範囲で共重合されることが好ましい。この中でも可塑化効果が大きいことから(メタ)アクリル酸アルキルエステルを共重合体に用いることが好ましい。なお、(メタ)アクリル酸とは、アクリル酸及びそれに対応するメタクリル酸を意味する。上記単量体としてアクリル酸メチルを共重合体に用いることが特に好ましい。
【0016】
塩化ビニリデン系共重合体の分子量については、ゲルパーミエーションクロマトグラフィー法(GPC法)で求めたポリスチレンを標準とした重量平均分子量が6万〜12万であることが好ましく、6万〜10万であることがより好ましい、7万〜8万であることが更に好ましい。重量平均分子量が6万以上であれば、フィルム又はシートにした時の強度が更に優れており、12万以下であれば、加熱溶融押出時の熱安定性が良好である。
【0017】
本発明の塩化ビニリデン系共重合体を含有するフィルム又はシート(以下、場合により「塩化ビニリデン系共重合体フィルム又はシート」という。)は、前述の塩化ビニリデン系共重合体の1種又は2種以上を含有することができる。また、塩化ビニリデン系共重合体フィルム又はシートは、前述の塩化ビニリデン系共重合体以外の共重合体を含有していてもよい。
【0018】
また、塩化ビニリデン系共重合体には、必要に応じて、各種の公知の添加剤を添加してもよい。添加剤としては、可塑剤、熱安定剤、光安定剤、有機滑剤、無機粉末、着色剤等が挙げられる。液状添加剤を添加する場合は、塩化ビニリデン系共重合体シート又はフィルムの全量基準で含有量が3質量%以下であることが好ましい。液状添加剤の含有量が3質量%以下であれば、バリア性が更に向上する。
【0019】
熱安定剤としては、特に限定されるものではないが、エポキシ化植物油、金属酸化物又は金属水酸化物、dl−α−トコフェロール(ビタミンE)、チオジ脂肪酸ジアルキルエステル類、エチレンジアミン四酢酸塩類等を添加することができる。エポキシ化植物油としては例えば、エポキシ化亜麻仁油(ELO)、エポキシ化大豆油(ESO)、エポキシ化桐油、エポキシ化ヒマシ油、エポキシ化パーム油、又はそれらの混合物が挙げられる。金属酸化物又は金属水酸化物としては、例えば、酸化マグネシウム(MgO、融点;2852℃)、酸化カルシウム(CaO、融点;2572℃)、水酸化マグネシウム(MgOH、融点;350℃)、水酸化カルシウム(Ca(OH)2、融点;580℃)、又はそれらの混合物としてハイドロタルサイト(M18-xM2x(OH)16CO2・nH2O、M1=Mg2+,Fe2+,Zn2+,Ca2+,Li2+,Ni2+,Co2+,Cu2+、M2=Al3+,Fe3+,Mn3+、2≦x≦5、融点;約350℃)等が挙げられる。
【0020】
塩化ビニリデン系共重合体フィルム又はシートは、ASTM F1249に準拠して厚さ25μm、温度38℃、湿度90%RHの条件で測定した水蒸気透過度が5g/(m2・day)以下である。水蒸気透過度が5g/(m2・day)を超えると、長期保存用途に使用できない。水蒸気透過度は、好ましくは2g/(m2・day)以下であり、この場合は長期保存用途に優れる。
【0021】
塩化ビニリデン系共重合体フィルム又はシートは、ASTM D882に準拠して雰囲気温度135℃の条件で測定した引張破断伸度が、MD方向、TD方向共に50%以上である。引張破断伸度がMD方向、TD方向共に50%未満であると、フィルム又はシートが破断しやすくなり、ブリスター成形することが困難となる。135℃雰囲気下での引張破断伸度は、好ましくは、MD方向、TD方向共に100%以上であり、この場合はブリスター成形が行いやすくなる。なお、「TD方向」とは、フィルムの流れ方向に対して直角の方向、すなわち原反ロールの巾方向をさし、「MD方向」とは、フィルムの流れ方向、すなわち原反ロールの巻き方向をさす。
【0022】
塩化ビニリデン系共重合体フィルム又はシートは、ASTM D−2838に準拠して測定される135℃での最大熱収縮応力値が、MD方向、TD方向共に1.0N/mm2以下である。最大熱収縮応力値がMD方向、TD方向のどちらか一方でも1.0N/mm2を超えると、ブリスター成形体を製造する場合に、加熱時にカールや寸法変化が発生する恐れがある。135℃での最大熱収縮応力値は、好ましくはMD方向、TD方向共に0.5N/mm2以下であり、この場合はブリスター成形が行いやすくなる。
【0023】
135℃雰囲気下で引張破断伸度及び最大熱収縮応力値を測定する意味は、塩化ビニリデン系共重合体フィルム又はシートと、塩化ビニリデン系共重合体に接着可能な基材とからなる積層体等をブリスター成形等に使用する場合、高温に加熱すると、フィルム又はシートが熱板へ融着したり白化を起こしたりする可能性があり、このような問題を起こさずに成形できる温度を想定して135℃雰囲気下での測定を行うこととした。また、フィルム又はシートをブリスター成形する場合、MD方向、TD方向への熱収縮が問題となるため135℃雰囲気下での最大熱収縮応力値が重要となる。
【0024】
本発明の塩化ビニリデン系共重合体から構成されるフィルム及びシートは、JIS K7206記載の測定方法により測定されるビカット軟化点温度(Vsp)が145℃以下であることが好ましい。Vspが145℃以下であれば、塩化ビニリデン系共重合体フィルム又はシートと、塩化ビニリデン系共重合体に接着可能な基材とからなる積層体等をブリスター成形等に使用する場合、高温に加熱する必要がないので、フィルム又はシートの熱板への融着や白化を起こすことなくブリスター成形ができる傾向にある。Vspは、135℃以下であることがより好ましい。
【0025】
次に、本発明のフィルム又はシートの製造方法の一例について説明する。本発明のフィルム又はシートの製造方法は、塩化ビニリデン系共重合体を含有する樹脂組成物を溶融押出して樹脂シートを作製する第1の工程と、樹脂シートを冷却した後にMD方向及びTD方向に二軸延伸する第2の工程とを備える。
【0026】
本発明のフィルム又はシートの製膜方法としては、Tダイキャスト法、ダイレクトインフレーション法、ダブルバブルインフレーション法、テンター法等が挙げられるが、得られるフィルム又はシートの諸物性のバランスから、ダブルバブルインフレーション法、テンター法を用いることが好ましい。ここで、テンター法とは、同時二軸テンター法、逐次二軸テンター法を含む。ダブルバブルインフレーション法、テンター法により製膜する場合、加熱溶融押出機により樹脂組成物を溶融押出し、サーキュラーダイ又はTダイを通過後の原反(樹脂シート)を、水冷、空冷、温度調整したローラー等により冷却固化した後、再度温水、温風、加熱されたローラー、インフラヒーター等の伝熱又は輻射加熱等で再加熱しMD方向、TD方向に二軸延伸することが好ましい。また、テンター法により原反を二軸延伸することがより好ましい。以下、本発明のフィルム又はシートを逐次二軸テンター法により製造する方法を例に塩化ビニリデン系共重合体フィルム又はシートの製膜方法を説明する。
【0027】
図1は、樹脂組成物を溶融押出して得られる樹脂シートをMD延伸する装置の一例を示す概略図である。図1において、押出機101のホッパー部102から供給された塩化ビニリデン系共重合体樹脂組成物は、スクリュー103で推進、加熱混練されて溶融し、押出機の先端に取り付けられたTダイ104のスリット部から押出されてフラットな樹脂シート105となる。樹脂シート105は、冷却されたチルロール106に接触し急冷され、一対の加熱ニップロールA,A’及び一対の加熱ニップロールB,B’(二対の差動ニップロール)にピンチされた状態で導かれ加熱されると共に、加熱ニップロールA,A’間と加熱ニップロールB,B’間との速度比によって、MD方向に延伸し配向される。MD延伸された樹脂シート105は、ニップロールC,C’により搬送され、次いでTD延伸される。
【0028】
図2は、樹脂シートをTD延伸する装置の一例を示す概略図であり、図1において樹脂シート105を上方から見た状態を示している。図2において、MD延伸された後の樹脂シート105のTD方向の両端部を、テンターレール107に沿って所定間隔で複数配置されたテンタークリップ108に噛ませながら、樹脂シート105をニップロールC,C’から、加熱されたテンター延伸炉109、テンター熱固定炉110へ導く。ここで、テンター入り口111とテンター出口112のテンターレール107の幅を変更することでTD方向に所望の延伸倍率で延伸する。
【0029】
塩化ビニリデン系共重合体を含有する樹脂組成物を押出機で溶融し、Tダイ又はサーキュラーダイより押出、冷却固化して延伸用原反を得る場合に、塩化ビニリデン系共重合体樹脂層との接着力の低い一対の樹脂層の間に、塩化ビニリデン系共重合体樹脂層を挟むようにして共押出して延伸後、一対の樹脂層を剥いで単層の塩化ビニリデン系共重合体フィルム又はシートを得ても良い。共押出する場合は、フィードポートブロックやマルチマニホールド等を用いても良い。
【0030】
得られた延伸用原反を、加熱ローラー等による伝熱加熱又はインフラヒーター等の輻射加熱により加熱した後、延伸を行う。加熱延伸を行う際の延伸用原反は、延伸用原反温度が35〜100℃となるように加熱することが好ましい。延伸用原反温度が35〜100℃の範囲では、最大熱収縮応力値が更に小さくなる傾向にある。延伸用原反は、50〜100℃で延伸することがより好ましい。
【0031】
MD方向、TD方向に延伸する場合は、延伸用原反に対してMD方向、TD方向共に1.5倍〜4.5倍に延伸することが好ましい。1.5倍以上の延伸では、フィルム又はシートの脆性が更に低減される傾向にある。4.5倍以下の延伸では、熱収縮応力が更に低減され、塩化ビニリデン系共重合体フィルム又はシートを用いたブリスター成形体を製造し易くなる傾向にある。延伸用原反に対してMD方向、TD方向共に1.5倍〜4.0倍に延伸することがより好ましく、1.5倍〜3.5倍に延伸することが更に好ましい。
【0032】
塩化ビニリデン系共重合体フィルム又はシートは、加熱ローラー等による伝熱加熱又はインフラヒーター等の輻射加熱することによって熱固定することができる。熱固定温度は、フィルム又はシートの温度で50〜170℃で行うことが好ましい。フィルム又はシート温度が50〜170℃の範囲で熱固定されると、フィルム又はシート同士が融着することなく、最大熱収縮応力値を更に小さくすることができる傾向にある。熱固定温度は、70〜160℃の範囲がより好ましく、70〜150℃の範囲が更に好ましい。
【0033】
塩化ビニリデン系共重合体フィルム又はシートは、成形して積層体にしてもよい。積層する際には、塩化ビニリデン系共重合体に直接接着可能な基材(例えば塩化ビニル)と共押出することや、ポリアミドやポリオレフィン等と塩化ビニリデン系共重合体とに接着可能な層を設けて共押出することもできる。また、塩化ビニリデン系共重合体フィルム又はシートを他樹脂とラミネートする等の方法も使用することができる。
【0034】
本発明によれば、塩化ビニリデン系共重合体フィルム又はシートを用いたブリスター成形体を製造することが可能となる。錠剤用等の比較的小さなブリスター成形体を製造する場合では、押出製膜したフィルム又はシートの機械方向をMD方向、機械交差方向をTD方向として、シートのMD方向のみ張力がかかり、TD方向には張力がかからない成形方法が適用されることが多く、このような成形方法では、従来のような大きく熱収縮するような塩化ビニリデン系共重合体シートを用いた場合、MD方向の寸法変化やTD方向のカールや幅収縮が起こり、成形できなかった。
しかし、本発明の塩化ビニリデン系共重合体フィルム又はシートは、熱収縮応力が小さく、さらに、機械特性に優れているので、塩化ビニリデン系共重合体の特徴であるバリア性を維持しつつブリスター成形体を製造することができる。
【実施例】
【0035】
以下、実施例及び比較例に基づき本発明を具体的に説明するが、本発明はこれらに制限されるものではない。実施例及び比較例で使用した評価方法は、下記の通りである。
【0036】
<水蒸気透過率>
ASTM F1249に準拠して測定を行った。測定装置は、Mocon PERMATRAN―W200を使用し、厚さ25μm、温度38℃、湿度90%RHの条件で測定を行った。
【0037】
<引張破断伸度>
ASTM D882に準拠して測定した。測定温度は、実際にブリスター成形が行われる温度を想定し、135℃に調整した。
【0038】
<最大熱収縮応力値>
ASTM D−2838に準じて測定した。測定温度は、実際にブリスター成形を行う温度を想定し、135℃に調整した。
【0039】
<ビカット軟化点温度>
JIS K7206に準拠して昇温速度120℃/hr、試験荷重10Nの条件で測定した。
【0040】
<実施例及び比較例で使用した樹脂>
PVDC1:塩化ビニリデン(VDC)の共重合割合が90質量%、塩化ビニル(VC)の共重合割合が10質量%であり、重量平均分子量が6万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC2:塩化ビニリデン(VDC)の共重合割合が90質量%、塩化ビニル(VC)の共重合割合が10質量%であり、重量平均分子量が7万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC3:塩化ビニリデン(VDC)の共重合割合が90質量%、塩化ビニル(VC)の共重合割合が10質量%であり、重量平均分子量が9万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC4:塩化ビニリデン(VDC)の共重合割合が88質量%、塩化ビニル(VC)の共重合割合が12質量%であり、重量平均分子量が7万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC5:塩化ビニリデン(VDC)の共重合割合が93質量%、塩化ビニル(VC)の共重合割合が7質量%であり、重量平均分子量が8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
【0041】
PVDC6:塩化ビニリデン(VDC)の共重合割合が93質量%、アクリル酸メチル(MA)の共重合割合が7質量%であり、重量平均分子量が7.5万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC7:塩化ビニリデン(VDC)の共重合割合が90質量%、アクリル酸メチル(MA)の共重合割合が10質量%であり、重量平均分子量が7.5万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC8:塩化ビニリデン(VDC)の共重合割合が90質量%、アクリル酸メチル(MA)の共重合割合が10質量%であり、重量平均分子量が10万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC9:塩化ビニリデン(VDC)の共重合割合が95質量%、アクリル酸メチル(MA)の共重合割合が5質量%であり、重量平均分子量が8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC10:塩化ビニリデン(VDC)の共重合割合が95質量%、アクリル酸メチル(MA)の共重合割合が5質量%であり、重量平均分子量が8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC11:塩化ビニリデン(VDC)の共重合割合が93質量%、アクリル酸メチル(MA)の共重合割合が7質量%であり、重量平均分子量が10万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC12:塩化ビニリデン(VDC)の共重合割合が93質量%、アクリル酸メチル(MA)の共重合割合が7質量%であり、重量平均分子量が7.5万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を1質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC13:塩化ビニリデン(VDC)の共重合割合が93質量%、アクリル酸メチル(MA)の共重合割合が7質量%であり、重量平均分子量が7.5万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
【0042】
PVDC14:塩化ビニリデン(VDC)の共重合割合が83質量%、塩化ビニル(VC)の共重合割合が17質量%であり、重量平均分子量が8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC15:塩化ビニリデン(VDC)の共重合割合が93質量%、塩化ビニル(VC)の共重合割合が7質量%であり、重量平均分子量が5.8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
【0043】
[実施例1]
1台の押出機を使用して逐次二軸テンター法によりフィルムを得た。
スクリュー径D=90mmの押出機に、PVDC1をホッパー部より投入し、フラットTダイからシートを押出し、20℃に設定されたチルロールに接触させ冷却固化後、75℃に設定された加熱ロールに接触させてから、速度比をつけた二対のニップロールではさむことでMD方向に2.5倍に延伸を行った。その後、テンター入口でのレール幅と出口でのレール幅を2.5倍に差をつけたテンター中を、TD方向の両端がクリップによって拘束されたシートを通過させることで、TD方向に2.5倍の延伸を行い厚さ25μmのフィルムを得た。このときのテンター延伸炉内でのシート温度が75℃、テンター熱固定炉でのシート温度が90℃にそれぞれなるように炉内の温度を調整した。
【0044】
[実施例2]
押出機に投入する樹脂をPVDC2とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例3]
押出機に投入する樹脂をPVDC3とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例4]
押出機に投入する樹脂をPVDC4とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例5]
押出機に投入する樹脂をPVDC5とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例6]
押出機に投入する樹脂をPVDC6とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例7]
押出機に投入する樹脂をPVDC7とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例8]
押出機に投入する樹脂をPVDC8とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例9]
押出機に投入する樹脂をPVDC9とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例10]
押出機に投入する樹脂をPVDC10とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例11]
押出機に投入する樹脂をPVDC11とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例12]
押出機に投入する樹脂をPVDC12とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
【0045】
[実施例13]
押出機に投入する樹脂をPVDC13とし、MD方向に1.7倍、TD方向に1.7倍延伸した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例14]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例15]
押出機に投入する樹脂をPVDC13とし、MD方向に3.5倍、TD方向に3.5倍延伸した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例16]
押出機に投入する樹脂をPVDC13とし、加熱ロール温度を50℃、テンター延伸炉温度を50℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例17]
押出機に投入する樹脂をPVDC13とし、加熱ロール温度を90℃、テンター延伸炉温度を90℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例18]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行いテンター熱固定炉温度を170℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例19]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行いテンター熱固定炉温度を160℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例20]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行いテンター熱固定炉温度を50℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例21]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行いテンター熱固定炉温度を70℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例22]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行い加熱ロール温度を90℃、テンター延伸炉温度を90℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
【0046】
[比較例1]
押出機に投入する樹脂をPVDC14とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[比較例2]
押出機に投入する樹脂をPVDC15とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[比較例3]
押出機に投入する樹脂をPVDC13とし、MD方向に5.0倍、TD方向に5.0倍延伸した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[比較例4]
D=90mmの押出機に、PVDC13をホッパー部より投入し、フラットTダイからシートを押出し、20℃に設定されたチルロールに接触させ冷却固化することで25μmのフィルムを得た。
【0047】
実施例1〜22及び比較例1〜4で得られたフィルムの延伸条件、上記評価の結果等を表1〜5に示す。
【0048】
【表1】

【0049】
【表2】
【0050】
【表3】
【0051】
【表4】
【0052】
【表5】
【産業上の利用可能性】
【0053】
本発明のシート又はフィルムは、特定の分子配向状態にすることで熱収縮応力を制御しバリア性(例えば防湿性)及び機械特性(特に伸度)に優れ、且つ、ブリスター成形体や積層体にも適応可能なバリア素材として好適である。このような本発明のシート又はフィルムは、医薬品や食品用等の包装材として好適である。
【符号の説明】
【0054】
101…押出機、102…ホッパー部、103…スクリュー、104…フラットTダイ、105…樹脂シート、106…チルロール、107…テンター入口、108…テンター延伸炉、109…テンター熱固定炉、110…テンター出口、111…テンタークリップ、112…テンターレール、A,A’,B,B’…加熱ニップロール、C,C’…ニップロール。
【技術分野】
【0001】
本発明は、フィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体に関する。
【背景技術】
【0002】
塩化ビニリデンを主成分とする塩化ビニリデン系共重合体からなる、フィルム又はシートは、酸素遮断性、防湿性(水蒸気バリア性)等のバリア性に優れており、外気から中身を守るため多くの包装分野で使用されている。しかしながら、塩化ビニリデン系共重合体フィルム又はシートは、本来脆く、伸びにくいという欠点を有している。そのためダブルバブルインフレーション法で二軸延伸することにより塩化ビニリデン系共重合体の脆さを改善する方法が採用されている。しかし、従来の製膜方法で得られるフィルムは、延伸倍率が高く配向結晶化が進行し非晶部分の分子鎖が伸びる余地が少なく伸びにくいために、フィルム又はシートを加熱後、真空及び圧空により金型の形状に成形する用途では適合できる形状が限られている。
【0003】
これまで塩化ビニリデン系共重合体を伸びやすくするために、液状可塑剤を添加すること、塩化ビニリデン系共重合体内のコモノマー比率を多くすること、他樹脂との混合物にすること等の組成面からの改良が試みられている。しかし、液状可塑剤を多量に添加する、又はコモノマー比率を高くすると、塩化ビニリデン系共重合体の特徴であるバリア性が低下し、また、他樹脂を混合する方法でもバリア性が低下するとともに、透明性が極めて悪化する。
【0004】
バリア性を低下させずに伸びやすくする方法としては、延伸倍率を低減することにより配向結晶化や分子鎖の伸びきりを抑制することが高伸度化に効果があると知られている。
【0005】
例えば、塩化ビニリデン系共重合体の伸びやすさを改善する方法として、延伸を行わず未延伸の状態でシート又はフィルムを作製し、分子鎖の伸びきりを低減させることで伸びやすさを付与することが試みられている(特許文献1参照)。また、さらに簡易な製造方法として塩化ビニリデン系共重合体からなるフィルムを基材にラミネートする方法が提案されている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第1697858号公報
【特許文献2】特開平10−166518号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載のシート又はフィルムでは、結晶化進行後に脆くなり取り扱い時にクラックが発生しバリア性の悪化を引き起こす等、機械特性に改善の余地がある。また、特許文献2に記載の積層シートでは、従来の製膜方法で得られたフィルムを用いた場合、クラックが生じバリア性が大きく低下することがある。さらに、被包装製品の形に加熱成形する際、従来の延伸フィルムではその熱で成形体が収縮しフィルム又はシートに反り等が発生する問題がある。そのため、伸びが大きく、且つ熱収縮応力が小さい防湿性を有する塩化ビニリデン系フィルムが望まれている。
【0008】
本発明は、熱収縮応力を低減することができると共に、優れたバリア性及び機械強度を得ることができるフィルム、シート及びこれらの製造方法を提供することを目的とするものであり、ブリスター成形体や積層体にも適応可能なシート、フィルム及びこれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を達成するために鋭意検討した結果、塩化ビニリデン系共重合体を含有するフィルム及びシートを特定の分子配向状態にすることで熱収縮応力をある範囲に制御し、塩化ビニリデン系共重合体の特徴であるバリア性の低下を抑えつつ、機械特性、特に伸度に優れたフィルム及びシートを提供できることを見出した。
【0010】
すなわち、本発明は、下記の通りである。
(1)塩化ビニリデン系共重合体を含有するフィルム又はシートであって、厚さ25μm、温度38℃、湿度90%RHの条件で測定した水蒸気透過度が5g/(m2・day)以下であり、135℃におけるMD方向及びTD方向それぞれの引張破断伸度が50%以上であり、135℃におけるMD方向及びTD方向それぞれの最大熱収縮応力値が1.0N/mm2以下であることを特徴とするフィルム又はシート。
(2)塩化ビニリデン系共重合体が、主成分として塩化ビニリデン成分を85〜98質量%含むことを特徴とする(1)に記載のフィルム又はシート。
(3)(1)又は(2)に記載のフィルム又はシートの製造方法であって、塩化ビニリデン系共重合体を含有する樹脂組成物を溶融押出して樹脂シートを作製する第1の工程と、樹脂シートを冷却した後にMD方向及びTD方向それぞれ延伸倍率1.5倍〜4.5倍で二軸延伸する第2の工程と、を備えることを特徴とするフィルム又はシートの製造方法。
(4)第1の工程において、Tダイにより樹脂組成物を溶融押出し、第2の工程において、樹脂シートをチルロールにより冷却し、二対の差動ニップロールによりMD方向に延伸した後、テンター法によりTD方向に延伸することを特徴とする(3)に記載のフィルム又はシートの製造方法。
(5)(1)又は(2)に記載のフィルム又はシートを成形して得られることを特徴とするブリスター成形体。
(6)(1)又は(2)に記載のフィルム又はシートを備えることを特徴とする積層体。
【発明の効果】
【0011】
本発明によれば、熱収縮応力を低減することができると共に、優れたバリア性及び機械強度(例えば伸度)を得ることができるフィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体を提供できる。また、本発明によれば、成形加工性に優れたフィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体を提供できる。
【図面の簡単な説明】
【0012】
【図1】樹脂組成物を溶融押出して得られる樹脂シートをMD延伸する装置の一例を示す概略図である。
【図2】樹脂シートをTD延伸する装置の一例を示す概略図である。
【発明を実施するための形態】
【0013】
本発明について以下詳細に説明する。本発明のフィルム又はシートは、塩化ビニリデン系共重合体から構成される。なお、「フィルム」とは、全層厚みが100μm以下の形態を意味し、「シート」とは、全層厚みが100μmを越える形態を意味する。
【0014】
本発明で使用される塩化ビニリデン系共重合体とは、主成分の塩化ビニリデン成分(例えば、塩化ビニリデン)、及び、塩化ビニリデンと共重合可能な単量体(コモノマー)からなる共重合体である。塩化ビニリデン成分の共重合割合は、85〜98質量%であることが好ましく、88〜97質量%であることがより好ましく、90〜95質量%であることが更に好ましく、92〜94質量%が特に好ましい。塩化ビニリデン成分が98質量%以下であれば、加熱溶融押出が安定的に行え、85質量%以上であれば、気体に対するバリア性が更に向上する。
【0015】
塩化ビニリデンと共重合可能な単量体としては、例えば塩化ビニル、アクリルニトリル、アクリル酸、アルキル基の炭素数が1〜18の(メタ)アクリル酸アルキルエステル、無水マレイン酸、酢酸ビニル、マレイン酸、マレイン酸アルキルエステル、イタコン酸、イタコン酸アルキルエステル等が挙げられ、これらの単量体のうち少なくとも1種が2〜15質量%の範囲で共重合されることが好ましい。この中でも可塑化効果が大きいことから(メタ)アクリル酸アルキルエステルを共重合体に用いることが好ましい。なお、(メタ)アクリル酸とは、アクリル酸及びそれに対応するメタクリル酸を意味する。上記単量体としてアクリル酸メチルを共重合体に用いることが特に好ましい。
【0016】
塩化ビニリデン系共重合体の分子量については、ゲルパーミエーションクロマトグラフィー法(GPC法)で求めたポリスチレンを標準とした重量平均分子量が6万〜12万であることが好ましく、6万〜10万であることがより好ましい、7万〜8万であることが更に好ましい。重量平均分子量が6万以上であれば、フィルム又はシートにした時の強度が更に優れており、12万以下であれば、加熱溶融押出時の熱安定性が良好である。
【0017】
本発明の塩化ビニリデン系共重合体を含有するフィルム又はシート(以下、場合により「塩化ビニリデン系共重合体フィルム又はシート」という。)は、前述の塩化ビニリデン系共重合体の1種又は2種以上を含有することができる。また、塩化ビニリデン系共重合体フィルム又はシートは、前述の塩化ビニリデン系共重合体以外の共重合体を含有していてもよい。
【0018】
また、塩化ビニリデン系共重合体には、必要に応じて、各種の公知の添加剤を添加してもよい。添加剤としては、可塑剤、熱安定剤、光安定剤、有機滑剤、無機粉末、着色剤等が挙げられる。液状添加剤を添加する場合は、塩化ビニリデン系共重合体シート又はフィルムの全量基準で含有量が3質量%以下であることが好ましい。液状添加剤の含有量が3質量%以下であれば、バリア性が更に向上する。
【0019】
熱安定剤としては、特に限定されるものではないが、エポキシ化植物油、金属酸化物又は金属水酸化物、dl−α−トコフェロール(ビタミンE)、チオジ脂肪酸ジアルキルエステル類、エチレンジアミン四酢酸塩類等を添加することができる。エポキシ化植物油としては例えば、エポキシ化亜麻仁油(ELO)、エポキシ化大豆油(ESO)、エポキシ化桐油、エポキシ化ヒマシ油、エポキシ化パーム油、又はそれらの混合物が挙げられる。金属酸化物又は金属水酸化物としては、例えば、酸化マグネシウム(MgO、融点;2852℃)、酸化カルシウム(CaO、融点;2572℃)、水酸化マグネシウム(MgOH、融点;350℃)、水酸化カルシウム(Ca(OH)2、融点;580℃)、又はそれらの混合物としてハイドロタルサイト(M18-xM2x(OH)16CO2・nH2O、M1=Mg2+,Fe2+,Zn2+,Ca2+,Li2+,Ni2+,Co2+,Cu2+、M2=Al3+,Fe3+,Mn3+、2≦x≦5、融点;約350℃)等が挙げられる。
【0020】
塩化ビニリデン系共重合体フィルム又はシートは、ASTM F1249に準拠して厚さ25μm、温度38℃、湿度90%RHの条件で測定した水蒸気透過度が5g/(m2・day)以下である。水蒸気透過度が5g/(m2・day)を超えると、長期保存用途に使用できない。水蒸気透過度は、好ましくは2g/(m2・day)以下であり、この場合は長期保存用途に優れる。
【0021】
塩化ビニリデン系共重合体フィルム又はシートは、ASTM D882に準拠して雰囲気温度135℃の条件で測定した引張破断伸度が、MD方向、TD方向共に50%以上である。引張破断伸度がMD方向、TD方向共に50%未満であると、フィルム又はシートが破断しやすくなり、ブリスター成形することが困難となる。135℃雰囲気下での引張破断伸度は、好ましくは、MD方向、TD方向共に100%以上であり、この場合はブリスター成形が行いやすくなる。なお、「TD方向」とは、フィルムの流れ方向に対して直角の方向、すなわち原反ロールの巾方向をさし、「MD方向」とは、フィルムの流れ方向、すなわち原反ロールの巻き方向をさす。
【0022】
塩化ビニリデン系共重合体フィルム又はシートは、ASTM D−2838に準拠して測定される135℃での最大熱収縮応力値が、MD方向、TD方向共に1.0N/mm2以下である。最大熱収縮応力値がMD方向、TD方向のどちらか一方でも1.0N/mm2を超えると、ブリスター成形体を製造する場合に、加熱時にカールや寸法変化が発生する恐れがある。135℃での最大熱収縮応力値は、好ましくはMD方向、TD方向共に0.5N/mm2以下であり、この場合はブリスター成形が行いやすくなる。
【0023】
135℃雰囲気下で引張破断伸度及び最大熱収縮応力値を測定する意味は、塩化ビニリデン系共重合体フィルム又はシートと、塩化ビニリデン系共重合体に接着可能な基材とからなる積層体等をブリスター成形等に使用する場合、高温に加熱すると、フィルム又はシートが熱板へ融着したり白化を起こしたりする可能性があり、このような問題を起こさずに成形できる温度を想定して135℃雰囲気下での測定を行うこととした。また、フィルム又はシートをブリスター成形する場合、MD方向、TD方向への熱収縮が問題となるため135℃雰囲気下での最大熱収縮応力値が重要となる。
【0024】
本発明の塩化ビニリデン系共重合体から構成されるフィルム及びシートは、JIS K7206記載の測定方法により測定されるビカット軟化点温度(Vsp)が145℃以下であることが好ましい。Vspが145℃以下であれば、塩化ビニリデン系共重合体フィルム又はシートと、塩化ビニリデン系共重合体に接着可能な基材とからなる積層体等をブリスター成形等に使用する場合、高温に加熱する必要がないので、フィルム又はシートの熱板への融着や白化を起こすことなくブリスター成形ができる傾向にある。Vspは、135℃以下であることがより好ましい。
【0025】
次に、本発明のフィルム又はシートの製造方法の一例について説明する。本発明のフィルム又はシートの製造方法は、塩化ビニリデン系共重合体を含有する樹脂組成物を溶融押出して樹脂シートを作製する第1の工程と、樹脂シートを冷却した後にMD方向及びTD方向に二軸延伸する第2の工程とを備える。
【0026】
本発明のフィルム又はシートの製膜方法としては、Tダイキャスト法、ダイレクトインフレーション法、ダブルバブルインフレーション法、テンター法等が挙げられるが、得られるフィルム又はシートの諸物性のバランスから、ダブルバブルインフレーション法、テンター法を用いることが好ましい。ここで、テンター法とは、同時二軸テンター法、逐次二軸テンター法を含む。ダブルバブルインフレーション法、テンター法により製膜する場合、加熱溶融押出機により樹脂組成物を溶融押出し、サーキュラーダイ又はTダイを通過後の原反(樹脂シート)を、水冷、空冷、温度調整したローラー等により冷却固化した後、再度温水、温風、加熱されたローラー、インフラヒーター等の伝熱又は輻射加熱等で再加熱しMD方向、TD方向に二軸延伸することが好ましい。また、テンター法により原反を二軸延伸することがより好ましい。以下、本発明のフィルム又はシートを逐次二軸テンター法により製造する方法を例に塩化ビニリデン系共重合体フィルム又はシートの製膜方法を説明する。
【0027】
図1は、樹脂組成物を溶融押出して得られる樹脂シートをMD延伸する装置の一例を示す概略図である。図1において、押出機101のホッパー部102から供給された塩化ビニリデン系共重合体樹脂組成物は、スクリュー103で推進、加熱混練されて溶融し、押出機の先端に取り付けられたTダイ104のスリット部から押出されてフラットな樹脂シート105となる。樹脂シート105は、冷却されたチルロール106に接触し急冷され、一対の加熱ニップロールA,A’及び一対の加熱ニップロールB,B’(二対の差動ニップロール)にピンチされた状態で導かれ加熱されると共に、加熱ニップロールA,A’間と加熱ニップロールB,B’間との速度比によって、MD方向に延伸し配向される。MD延伸された樹脂シート105は、ニップロールC,C’により搬送され、次いでTD延伸される。
【0028】
図2は、樹脂シートをTD延伸する装置の一例を示す概略図であり、図1において樹脂シート105を上方から見た状態を示している。図2において、MD延伸された後の樹脂シート105のTD方向の両端部を、テンターレール107に沿って所定間隔で複数配置されたテンタークリップ108に噛ませながら、樹脂シート105をニップロールC,C’から、加熱されたテンター延伸炉109、テンター熱固定炉110へ導く。ここで、テンター入り口111とテンター出口112のテンターレール107の幅を変更することでTD方向に所望の延伸倍率で延伸する。
【0029】
塩化ビニリデン系共重合体を含有する樹脂組成物を押出機で溶融し、Tダイ又はサーキュラーダイより押出、冷却固化して延伸用原反を得る場合に、塩化ビニリデン系共重合体樹脂層との接着力の低い一対の樹脂層の間に、塩化ビニリデン系共重合体樹脂層を挟むようにして共押出して延伸後、一対の樹脂層を剥いで単層の塩化ビニリデン系共重合体フィルム又はシートを得ても良い。共押出する場合は、フィードポートブロックやマルチマニホールド等を用いても良い。
【0030】
得られた延伸用原反を、加熱ローラー等による伝熱加熱又はインフラヒーター等の輻射加熱により加熱した後、延伸を行う。加熱延伸を行う際の延伸用原反は、延伸用原反温度が35〜100℃となるように加熱することが好ましい。延伸用原反温度が35〜100℃の範囲では、最大熱収縮応力値が更に小さくなる傾向にある。延伸用原反は、50〜100℃で延伸することがより好ましい。
【0031】
MD方向、TD方向に延伸する場合は、延伸用原反に対してMD方向、TD方向共に1.5倍〜4.5倍に延伸することが好ましい。1.5倍以上の延伸では、フィルム又はシートの脆性が更に低減される傾向にある。4.5倍以下の延伸では、熱収縮応力が更に低減され、塩化ビニリデン系共重合体フィルム又はシートを用いたブリスター成形体を製造し易くなる傾向にある。延伸用原反に対してMD方向、TD方向共に1.5倍〜4.0倍に延伸することがより好ましく、1.5倍〜3.5倍に延伸することが更に好ましい。
【0032】
塩化ビニリデン系共重合体フィルム又はシートは、加熱ローラー等による伝熱加熱又はインフラヒーター等の輻射加熱することによって熱固定することができる。熱固定温度は、フィルム又はシートの温度で50〜170℃で行うことが好ましい。フィルム又はシート温度が50〜170℃の範囲で熱固定されると、フィルム又はシート同士が融着することなく、最大熱収縮応力値を更に小さくすることができる傾向にある。熱固定温度は、70〜160℃の範囲がより好ましく、70〜150℃の範囲が更に好ましい。
【0033】
塩化ビニリデン系共重合体フィルム又はシートは、成形して積層体にしてもよい。積層する際には、塩化ビニリデン系共重合体に直接接着可能な基材(例えば塩化ビニル)と共押出することや、ポリアミドやポリオレフィン等と塩化ビニリデン系共重合体とに接着可能な層を設けて共押出することもできる。また、塩化ビニリデン系共重合体フィルム又はシートを他樹脂とラミネートする等の方法も使用することができる。
【0034】
本発明によれば、塩化ビニリデン系共重合体フィルム又はシートを用いたブリスター成形体を製造することが可能となる。錠剤用等の比較的小さなブリスター成形体を製造する場合では、押出製膜したフィルム又はシートの機械方向をMD方向、機械交差方向をTD方向として、シートのMD方向のみ張力がかかり、TD方向には張力がかからない成形方法が適用されることが多く、このような成形方法では、従来のような大きく熱収縮するような塩化ビニリデン系共重合体シートを用いた場合、MD方向の寸法変化やTD方向のカールや幅収縮が起こり、成形できなかった。
しかし、本発明の塩化ビニリデン系共重合体フィルム又はシートは、熱収縮応力が小さく、さらに、機械特性に優れているので、塩化ビニリデン系共重合体の特徴であるバリア性を維持しつつブリスター成形体を製造することができる。
【実施例】
【0035】
以下、実施例及び比較例に基づき本発明を具体的に説明するが、本発明はこれらに制限されるものではない。実施例及び比較例で使用した評価方法は、下記の通りである。
【0036】
<水蒸気透過率>
ASTM F1249に準拠して測定を行った。測定装置は、Mocon PERMATRAN―W200を使用し、厚さ25μm、温度38℃、湿度90%RHの条件で測定を行った。
【0037】
<引張破断伸度>
ASTM D882に準拠して測定した。測定温度は、実際にブリスター成形が行われる温度を想定し、135℃に調整した。
【0038】
<最大熱収縮応力値>
ASTM D−2838に準じて測定した。測定温度は、実際にブリスター成形を行う温度を想定し、135℃に調整した。
【0039】
<ビカット軟化点温度>
JIS K7206に準拠して昇温速度120℃/hr、試験荷重10Nの条件で測定した。
【0040】
<実施例及び比較例で使用した樹脂>
PVDC1:塩化ビニリデン(VDC)の共重合割合が90質量%、塩化ビニル(VC)の共重合割合が10質量%であり、重量平均分子量が6万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC2:塩化ビニリデン(VDC)の共重合割合が90質量%、塩化ビニル(VC)の共重合割合が10質量%であり、重量平均分子量が7万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC3:塩化ビニリデン(VDC)の共重合割合が90質量%、塩化ビニル(VC)の共重合割合が10質量%であり、重量平均分子量が9万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC4:塩化ビニリデン(VDC)の共重合割合が88質量%、塩化ビニル(VC)の共重合割合が12質量%であり、重量平均分子量が7万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC5:塩化ビニリデン(VDC)の共重合割合が93質量%、塩化ビニル(VC)の共重合割合が7質量%であり、重量平均分子量が8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
【0041】
PVDC6:塩化ビニリデン(VDC)の共重合割合が93質量%、アクリル酸メチル(MA)の共重合割合が7質量%であり、重量平均分子量が7.5万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC7:塩化ビニリデン(VDC)の共重合割合が90質量%、アクリル酸メチル(MA)の共重合割合が10質量%であり、重量平均分子量が7.5万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC8:塩化ビニリデン(VDC)の共重合割合が90質量%、アクリル酸メチル(MA)の共重合割合が10質量%であり、重量平均分子量が10万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC9:塩化ビニリデン(VDC)の共重合割合が95質量%、アクリル酸メチル(MA)の共重合割合が5質量%であり、重量平均分子量が8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を3質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC10:塩化ビニリデン(VDC)の共重合割合が95質量%、アクリル酸メチル(MA)の共重合割合が5質量%であり、重量平均分子量が8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC11:塩化ビニリデン(VDC)の共重合割合が93質量%、アクリル酸メチル(MA)の共重合割合が7質量%であり、重量平均分子量が10万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC12:塩化ビニリデン(VDC)の共重合割合が93質量%、アクリル酸メチル(MA)の共重合割合が7質量%であり、重量平均分子量が7.5万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を1質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC13:塩化ビニリデン(VDC)の共重合割合が93質量%、アクリル酸メチル(MA)の共重合割合が7質量%であり、重量平均分子量が7.5万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
【0042】
PVDC14:塩化ビニリデン(VDC)の共重合割合が83質量%、塩化ビニル(VC)の共重合割合が17質量%であり、重量平均分子量が8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
PVDC15:塩化ビニリデン(VDC)の共重合割合が93質量%、塩化ビニル(VC)の共重合割合が7質量%であり、重量平均分子量が5.8万の塩化ビニリデン系共重合体の樹脂組成物に対して、樹脂組成物の全質量基準で、熱安定剤として、液状添加剤であるエポキシ化大豆油(ESO)を2質量%添加し、酸化マグネシウムを0.4質量%添加した。
【0043】
[実施例1]
1台の押出機を使用して逐次二軸テンター法によりフィルムを得た。
スクリュー径D=90mmの押出機に、PVDC1をホッパー部より投入し、フラットTダイからシートを押出し、20℃に設定されたチルロールに接触させ冷却固化後、75℃に設定された加熱ロールに接触させてから、速度比をつけた二対のニップロールではさむことでMD方向に2.5倍に延伸を行った。その後、テンター入口でのレール幅と出口でのレール幅を2.5倍に差をつけたテンター中を、TD方向の両端がクリップによって拘束されたシートを通過させることで、TD方向に2.5倍の延伸を行い厚さ25μmのフィルムを得た。このときのテンター延伸炉内でのシート温度が75℃、テンター熱固定炉でのシート温度が90℃にそれぞれなるように炉内の温度を調整した。
【0044】
[実施例2]
押出機に投入する樹脂をPVDC2とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例3]
押出機に投入する樹脂をPVDC3とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例4]
押出機に投入する樹脂をPVDC4とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例5]
押出機に投入する樹脂をPVDC5とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例6]
押出機に投入する樹脂をPVDC6とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例7]
押出機に投入する樹脂をPVDC7とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例8]
押出機に投入する樹脂をPVDC8とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例9]
押出機に投入する樹脂をPVDC9とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例10]
押出機に投入する樹脂をPVDC10とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例11]
押出機に投入する樹脂をPVDC11とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例12]
押出機に投入する樹脂をPVDC12とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
【0045】
[実施例13]
押出機に投入する樹脂をPVDC13とし、MD方向に1.7倍、TD方向に1.7倍延伸した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例14]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例15]
押出機に投入する樹脂をPVDC13とし、MD方向に3.5倍、TD方向に3.5倍延伸した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例16]
押出機に投入する樹脂をPVDC13とし、加熱ロール温度を50℃、テンター延伸炉温度を50℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例17]
押出機に投入する樹脂をPVDC13とし、加熱ロール温度を90℃、テンター延伸炉温度を90℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例18]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行いテンター熱固定炉温度を170℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例19]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行いテンター熱固定炉温度を160℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例20]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行いテンター熱固定炉温度を50℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例21]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行いテンター熱固定炉温度を70℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[実施例22]
押出機に投入する樹脂をPVDC13とし、MD方向に4.0倍、TD方向に4.0倍延伸を行い加熱ロール温度を90℃、テンター延伸炉温度を90℃に設定した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
【0046】
[比較例1]
押出機に投入する樹脂をPVDC14とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[比較例2]
押出機に投入する樹脂をPVDC15とした以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[比較例3]
押出機に投入する樹脂をPVDC13とし、MD方向に5.0倍、TD方向に5.0倍延伸した以外は、実施例1と同様の操作を行い、厚さ25μmのフィルムを得た。
[比較例4]
D=90mmの押出機に、PVDC13をホッパー部より投入し、フラットTダイからシートを押出し、20℃に設定されたチルロールに接触させ冷却固化することで25μmのフィルムを得た。
【0047】
実施例1〜22及び比較例1〜4で得られたフィルムの延伸条件、上記評価の結果等を表1〜5に示す。
【0048】
【表1】
【0049】
【表2】
【0050】
【表3】
【0051】
【表4】
【0052】
【表5】
【産業上の利用可能性】
【0053】
本発明のシート又はフィルムは、特定の分子配向状態にすることで熱収縮応力を制御しバリア性(例えば防湿性)及び機械特性(特に伸度)に優れ、且つ、ブリスター成形体や積層体にも適応可能なバリア素材として好適である。このような本発明のシート又はフィルムは、医薬品や食品用等の包装材として好適である。
【符号の説明】
【0054】
101…押出機、102…ホッパー部、103…スクリュー、104…フラットTダイ、105…樹脂シート、106…チルロール、107…テンター入口、108…テンター延伸炉、109…テンター熱固定炉、110…テンター出口、111…テンタークリップ、112…テンターレール、A,A’,B,B’…加熱ニップロール、C,C’…ニップロール。
【特許請求の範囲】
【請求項1】
塩化ビニリデン系共重合体を含有するフィルム又はシートであって、
厚さ25μm、温度38℃、湿度90%RHの条件で測定した水蒸気透過度が5g/(m2・day)以下であり、
135℃におけるMD方向及びTD方向それぞれの引張破断伸度が50%以上であり、
135℃におけるMD方向及びTD方向それぞれの最大熱収縮応力値が1.0N/mm2以下であることを特徴とするフィルム又はシート。
【請求項2】
前記塩化ビニリデン系共重合体が、主成分として塩化ビニリデン成分を85〜98質量%含むことを特徴とする請求項1に記載のフィルム又はシート。
【請求項3】
請求項1又は2に記載のフィルム又はシートの製造方法であって、
前記塩化ビニリデン系共重合体を含有する樹脂組成物を溶融押出して樹脂シートを作製する第1の工程と、
前記樹脂シートを冷却した後にMD方向及びTD方向それぞれ延伸倍率1.5倍〜4.5倍で二軸延伸する第2の工程と、を備えることを特徴とするフィルム又はシートの製造方法。
【請求項4】
前記第1の工程において、Tダイにより前記樹脂組成物を溶融押出し、
前記第2の工程において、前記樹脂シートをチルロールにより冷却し、二対の差動ニップロールによりMD方向に延伸した後、テンター法によりTD方向に延伸することを特徴とする請求項3に記載のフィルム又はシートの製造方法。
【請求項5】
請求項1又は2に記載のフィルム又はシートを成形して得られることを特徴とするブリスター成形体。
【請求項6】
請求項1又は2に記載のフィルム又はシートを備えることを特徴とする積層体。
【請求項1】
塩化ビニリデン系共重合体を含有するフィルム又はシートであって、
厚さ25μm、温度38℃、湿度90%RHの条件で測定した水蒸気透過度が5g/(m2・day)以下であり、
135℃におけるMD方向及びTD方向それぞれの引張破断伸度が50%以上であり、
135℃におけるMD方向及びTD方向それぞれの最大熱収縮応力値が1.0N/mm2以下であることを特徴とするフィルム又はシート。
【請求項2】
前記塩化ビニリデン系共重合体が、主成分として塩化ビニリデン成分を85〜98質量%含むことを特徴とする請求項1に記載のフィルム又はシート。
【請求項3】
請求項1又は2に記載のフィルム又はシートの製造方法であって、
前記塩化ビニリデン系共重合体を含有する樹脂組成物を溶融押出して樹脂シートを作製する第1の工程と、
前記樹脂シートを冷却した後にMD方向及びTD方向それぞれ延伸倍率1.5倍〜4.5倍で二軸延伸する第2の工程と、を備えることを特徴とするフィルム又はシートの製造方法。
【請求項4】
前記第1の工程において、Tダイにより前記樹脂組成物を溶融押出し、
前記第2の工程において、前記樹脂シートをチルロールにより冷却し、二対の差動ニップロールによりMD方向に延伸した後、テンター法によりTD方向に延伸することを特徴とする請求項3に記載のフィルム又はシートの製造方法。
【請求項5】
請求項1又は2に記載のフィルム又はシートを成形して得られることを特徴とするブリスター成形体。
【請求項6】
請求項1又は2に記載のフィルム又はシートを備えることを特徴とする積層体。
【図1】

【図2】
【図2】
【公開番号】特開2011−212983(P2011−212983A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−83627(P2010−83627)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]