
フィルムの製造方法
【課題】樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写でき、かつ無駄を軽減したフィルムの製造方法の提供。
【解決手段】金型11に連続搬送されるフィルム状支持体21上に、2つ以上の樹脂供給手段12,13から活性エネルギー線硬化性樹脂組成物を順次切り替えて連続供給し、支持体21と金型11とで挟み、活性エネルギー線を照射して硬化させてフィルムを連続製造する方法であって、少なくとも2番目に供給される樹脂組成物は、活性エネルギー線が照射されないように支持体上に供給され、樹脂の切り替え時には、フィルム状支持体への供給中の樹脂組成物と、次の樹脂組成物の供給量の総量が一定またはそれ以上になるように樹脂組成物を切り替える、フィルムの製造方法。
【解決手段】金型11に連続搬送されるフィルム状支持体21上に、2つ以上の樹脂供給手段12,13から活性エネルギー線硬化性樹脂組成物を順次切り替えて連続供給し、支持体21と金型11とで挟み、活性エネルギー線を照射して硬化させてフィルムを連続製造する方法であって、少なくとも2番目に供給される樹脂組成物は、活性エネルギー線が照射されないように支持体上に供給され、樹脂の切り替え時には、フィルム状支持体への供給中の樹脂組成物と、次の樹脂組成物の供給量の総量が一定またはそれ以上になるように樹脂組成物を切り替える、フィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルムの製造方法に関する。
【背景技術】
【0002】
可視光波長以下の周期の微細凹凸構造を表面に有するフィルムは、反射防止機能等を発現することから、光学フィルムとしてその有用性が注目されている。特に、モスアイ(Moth−Eye)構造と呼ばれる微細凹凸構造は、空気の屈折率から材料の屈折率に連続的に増大していくことで有効な反射防止機能を発現することが知られている。
【0003】
このように、フィルムの表面に微細凹凸構造などの任意の模様(構造)を形成させる方法としては、任意の模様(構造)の反転構造が表面に形成された金型を用い、フィルム状支持体(被転写体)と金型との間に紫外線硬化性樹脂を供給し、紫外線硬化性樹脂に紫外線を照射して硬化させ、フィルム状支持体の表面に金型表面の構造が転写された硬化樹脂層を形成させる方法が知られている。
【0004】
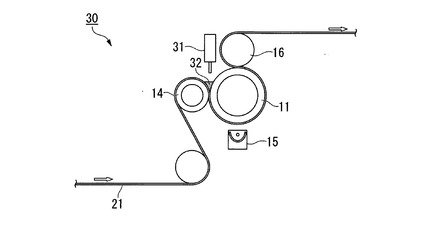
紫外線硬化性樹脂の供給方法としては、例えば図4に示すフィルムの製造装置30を用い、金型11に搬送されたフィルム状支持体21と金型11との間に、ディスペンサ31等を用いて紫外線硬化性樹脂を供給し、バンク(樹脂溜まり)32を形成させる方法が知られている。なお、図4中、符号14はニップロール、符号15は活性エネルギー線照射装置、符号16は剥離ロールである。
また、紫外線硬化性樹脂の供給方法としては、図4に示す方法以外にも、例えば樹脂塗工に通常用いられるTダイを使用する方法(特許文献1、2参照)、樹脂を棒状に吐出させた後、ロールで強制的に圧延し、幅方向に展開させる方法(特許文献3参照)なども知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平4−146903号公報
【特許文献2】特許第2931183号公報
【特許文献3】特開平6−190842号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、紫外線硬化性樹脂に紫外線を照射して硬化させた後、硬化樹脂層の表面から金型を離型する際の、金型と硬化樹脂層との離型性を向上させる目的で、金型表面を離型剤(外部離型剤)によって処理したり、フィルムの本成形に先立ち、離型剤(内部離型剤)を含有する紫外線硬化性樹脂を金型とフィルム状支持体の間に供給し、硬化させながら内部離型剤を金型表面に移行させたりする場合がある。
【0007】
これらの場合、同じ金型を用い、紫外線硬化性樹脂を交換して、性能の異なるフィルムを製造する場合には、供給中の紫外線硬化性樹脂の供給を停止した後、次に供給する紫外線硬化性樹脂の供給を開始する。
【0008】
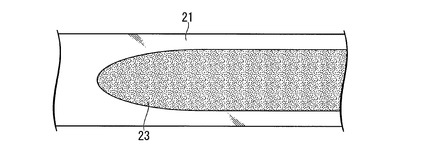
しかしながら、図4に示す方法や特許文献1〜3に記載の方法で紫外線硬化性樹脂を供給する場合、紫外線硬化性樹脂の供給を停止すると、停止の直前の紫外線硬化性樹脂が空気と接触して硬化が阻害され、その結果、硬化不良を起こして金型表面に付着することがあった。例えば、図4に示す方法で紫外線硬化性樹脂を供給する場合、紫外線硬化性樹脂の供給を停止してもフィルム支持体21の搬送は継続されるので、バンク32内の紫外線硬化性樹脂はフィルム支持体21とともに下流側へ移動しながら徐々に減少していき、最後には図5に示すように、紫外線硬化性樹脂23はフィルム支持体21上で舌片状を形成する。バンク32に残った紫外線硬化性樹脂が減少していくと、その分、空気と接触する割合が増えるので酸素による樹脂の硬化阻害により、図5に示す舌片状部分(末端部分)の紫外線硬化樹脂23は最も劣化している。酸素により紫外線硬化樹脂の硬化が阻害されると、活性エネルギー線照射装置15にて紫外線を照射しても硬化不良が起こる。その結果、金型表面に硬化不良を起こした舌片状の紫外線硬化樹脂が付着することとなる。
【0009】
この硬化不良を起こした舌片状の紫外線硬化性樹脂が金型表面に付着すると、次の紫外線硬化性樹脂の供給を開始してフィルムの製造を再開したときに、舌片状の紫外線硬化性樹脂も樹脂の残存痕として硬化樹脂層に転写(移行)されてしまい、製品の欠陥となる。特に微細凹凸構造を表面に有するフィルムを製造する場合には、樹脂の残存痕の転写は反射防止機能等の性能の低下につながる恐れがある。
この樹脂の残存痕の転写は、金型表面に付着した硬化不良の紫外線硬化性樹脂が硬化樹脂層に全て移行すれば解消されるが、硬化不良の紫外線硬化性樹脂の移行が完了するまでには、金型にフィルム支持体を数100m搬送する必要があった。また、この間に製造されたフィルムは、樹脂の残存痕が転写されているため、通常、廃棄処分されていた。
【0010】
本発明は上記事情に鑑みてなされたもので、樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写でき、かつ無駄を軽減したフィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明のフィルムの製造方法は、金型に連続搬送されるフィルム状支持体上に、2つ以上の樹脂供給手段から活性エネルギー線硬化性樹脂組成物を順次切り替えて供給し、フィルム状支持体上に供給された活性エネルギー線硬化性樹脂組成物を金型とフィルム状支持体とで挟み、活性エネルギー線を照射して硬化させ、金型の表面構造が転写された硬化樹脂層が前記フィルム状支持体の表面に形成されたフィルムを連続して製造する方法であって、少なくとも2番目に供給される活性エネルギー線硬化性樹脂組成物は、活性エネルギー線が照射されないように前記フィルム状支持体上に供給され、樹脂の切り替え時には、フィルム状支持体への供給中の活性エネルギー線硬化性樹脂組成物の供給量と、次の活性エネルギー線硬化性樹脂組成物の供給量の総量が一定またはそれ以上になるように、活性エネルギー線硬化性樹脂組成物を切り替えることを特徴とする。
【発明の効果】
【0012】
本発明によれば、樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写でき、かつ無駄を軽減したフィルムの製造方法を提供できる。
【図面の簡単な説明】
【0013】
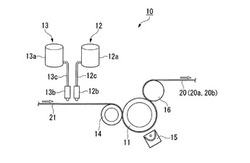
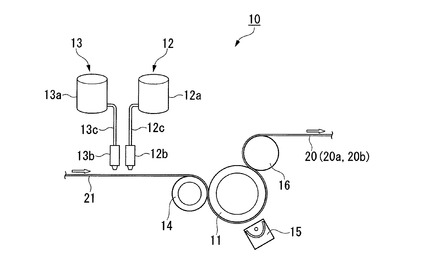
【図1】本発明に用いるフィルムの製造装置の一例を示す概略構成図である。
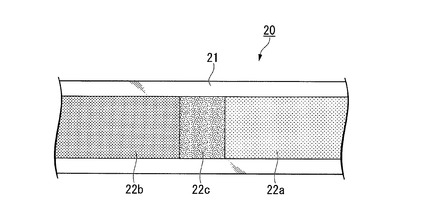
【図2】本発明により得られたフィルムの一例を示す上面図である。
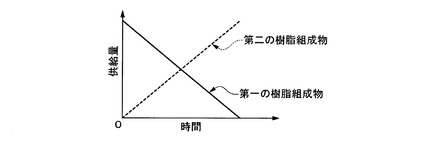
【図3】樹脂の切り替え時における第一の樹脂組成物と第二の樹脂組成物の供給量の関係を示すグラフである。
【図4】従来の方法に用いるフィルムの製造装置の一例を示す概略構成図である。
【図5】従来の方法により製造されたフィルムの一例を示す上面図である。
【発明を実施するための形態】
【0014】
以下、図面を参照しながら、本発明を詳細に説明する。
なお、本発明において、「活性エネルギー線」とは、電子線、紫外線、可視光線、プラズマ、赤外線などの熱線等を意味する。
また、「(メタ)アクリレート」は「アクリレートおよび/またはメタクリレート」を意味する。
さらに(ポリ)オキシアルキレンアルキルリン酸エステル化合物」は、オキシアルキレン基を1つ有するオキシアルキレンアルキルリン酸エステル化合物またはオキシアルキレン基を2つ以上有するポリオキシアルキレンアルキルリン酸エステル化合物を意味する。
また、「微細凹凸構造」は、凸部または凹部の平均間隔が可視光波長以下、つまり400nm以下の構造を意味する。
【0015】
図1は、本発明に用いるフィルムの製造装置の一例を示す概略構成図である。この例のフィルムの製造装置10は、金型11と、金型に連続搬送されるフィルム状支持体21の搬送方向に一列に設置された第一の樹脂供給手段12および第二の樹脂供給手段13と、フィルム状支持体21および該フィルム状支持体21上に供給された活性エネルギー線硬化性樹脂組成物(以下、「樹脂組成物」という。)をニップするニップロール14と、金型11の下方に設置された活性エネルギー線照射装置15と、金型11の表面構造が転写された硬化樹脂層(図示略)がフィルム状支持体21の表面に形成されたフィルム20を金型11から剥離する剥離ロール16とを具備して構成されている。
【0016】
第一の樹脂供給手段12は、1番目に供給される樹脂組成物(第一の樹脂組成物)をフィルム状支持体21上に供給するものであり、第一の樹脂組成物を貯蔵する第一のタンク12aと、第一の樹脂組成物を吐出させる第一のディスペンサ12bと、第一のタンク12aおよび第一のディスペンサ12bを連結する第一の配管12cとを備える。
一方、第二の樹脂供給手段13は、2番目に供給される樹脂組成物(第二の樹脂組成物)をフィルム状支持体21上に供給するものであり、第二の樹脂組成物を貯蔵する第二のタンク13aと、第二の樹脂組成物を吐出させる第二のディスペンサ13bと、第二のタンク13aおよび第二のディスペンサ13bを連結する第二の配管13cとを備える。
第一のディスペンサ12bおよび第二のディスペンサ13bには、その少なくとも一方に樹脂組成物がフィルム状支持体21の幅方向に広がるように、Tダイが取り付けられていてもよい。
【0017】
この例の第一の樹脂供給手段12および第二の樹脂供給手段13は、活性エネルギー線照射装置15から照射された活性エネルギー線が照射されない位置に、フィルム状支持体21の搬送方向に一列に設置されている。また、第二の樹脂供給手段12が第一の樹脂供給手段12よりも、フィルム状支持体21の搬送方向の上流側に設置されている。
【0018】
活性エネルギー線照射装置15としては、例えば、高圧水銀ランプ、メタルハライドランプ等が挙げられる。
【0019】
図1に示すフィルムの製造装置10を用いてフィルムを製造する場合は、例えば下記のように行われる。
まず、金型11に連続搬送されるフィルム状支持体21上に、第一の樹脂供給手段12から第一の樹脂組成物を供給する。このとき、ブレード(図示略)等を用いて第一の樹脂組成物をフィルム状支持体21の幅方向に均一に広げるのが好ましい。
ついで、金型11とニップロール14との間で、フィルム状支持体21および第一の樹脂組成物をニップし、フィルム状支持体21と金型11との間に第一の樹脂組成物を均一に行渡らせると同時に、金型11の表面に微細凹凸構造が形成されている場合には、該微細凹凸構造の凹部内に第一の樹脂組成物を充填する。
そして、金型11の下方に設置された活性エネルギー線照射装置15から、フィルム状支持体21を通して第一の樹脂組成物に活性エネルギー線を照射し、第一の樹脂組成物を硬化させることによって、金型11の表面構造が転写された硬化樹脂層(図示略)を形成する。
ついで、剥離ロール16により、表面に硬化樹脂層が形成されたフィルム20(第一のフィルム20a)を金型11から剥離する。
【0020】
このようにして第一の樹脂組成物をフィルム状支持体21上に供給して第一のフィルム20aを製造した後、引き続き、第二の樹脂供給手段13から第二の樹脂組成物をフィルム状支持体21上に供給して、第一のフィルム20aと同様にしてフィルム20(第二のフィルム20b)を連続して製造する。
【0021】
本発明においては、樹脂の切り替えを行うときに、フィルム状支持体21への供給中の樹脂組成物(第一の樹脂組成物)の供給量と、次の樹脂組成物(第二の樹脂組成物)の供給量の総量が一定またはそれ以上になるように、第一の樹脂組成物と第二の樹脂組成物を切り替える。一定またはそれ以上とは、樹脂供給量の総量が切り替え開始前の第一の樹脂組成物の供給量を下回らずに同等になるようにするか、または製造するフィルムの規格に合わせて切り替え開始前の第一の樹脂組成物の供給量以上となるように適宜設定するということである。このように樹脂組成物を切り替えることで、フィルム状支持体21上には、常に一定またはそれ以上の厚みの樹脂組成物の層が形成される。よって、従来のように第一の樹脂組成物の供給を停止した後で第二の樹脂組成物を供給する場合に比べて、樹脂組成物全体に対する空気の接触割合を軽減できるので、酸素による樹脂組成物の硬化阻害を抑制でき、樹脂組成物は活性エネルギー線の照射によって十分に硬化する。従って、樹脂の硬化不良による金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写できる。
【0022】
なお、図1に示すフィルムの製造装置10を用いてフィルムを製造する場合は、第一の樹脂組成物の供給量を減らしつつ、第二の樹脂組成物の供給量を開始し、かつ、フィルム状支持体21上への樹脂の供給量の総量が一定またはそれ以上になるように、第一の樹脂組成物と第二の樹脂組成物を切り替える。
このように樹脂の切り替えを行うことで、第一の樹脂組成物の供給量は減少していくとともに、第二の樹脂組成物の供給量は増加していき、やがて、フィルム状支持体21上には第二の樹脂組成物のみが供給されることとなる。
そうして、図2に示すように、金型の表面構造が転写された、第一の樹脂組成物の硬化物からなる硬化樹脂層22a、および第二の樹脂組成物の硬化物である硬化樹脂層22bがフィルム状支持体21上に連続して形成されたフィルム20が得られる。
【0023】
第一の樹脂組成物の供給量の減少スピードおよび第二の樹脂組成物の供給量の増加スピードは、フィルム状支持体21上へのこれらの樹脂組成物の供給量の総量が一定またはそれ以上であれば特に制限されないが、混合硬化樹脂層22cの割合を減らす観点から、早い方が好ましい。
【0024】
ところで、樹脂組成物を切り替えるときには、切り替え前後に用いた樹脂組成物の混合物が硬化した混合硬化樹脂層22cがフィルム状支持体21上に形成される。フィルム20を各種用途に使用する場合は、この混合硬化樹脂層22cの部分を切断すればよい。
上述したように、樹脂の硬化不良により金型表面に樹脂が付着した場合は、この樹脂が次ぎに供給される樹脂組成物の硬化樹脂層に全て移行するまで、樹脂の残存痕が硬化樹脂層に転写されるため、この間に製造されたフィルムは廃棄されていた。
しかし、本発明であれば、混合硬化樹脂層22cの部分のみを廃棄すればよいので、無駄を軽減できる。
【0025】
また、本発明においては、少なくとも2番目に供給される樹脂組成物(図1に示す場合は第二の樹脂組成物)を、活性エネルギー線が照射されないようにフィルム状支持体21上に供給する。従って、1番目に供給される樹脂組成物(図1に示す場合は第一の樹脂組成物)が供給されている間に、第二のディスペンサ13bの先端(吐出口)にある第二の樹脂組成物が硬化するのを抑制できる。従って、円滑に樹脂の切り替えを行うことができる。
【0026】
なお、本発明のフィルムの製造方法は、上述した方法に限定されない。上述した方法では、第二の樹脂組成物を第一の樹脂組成物よりも上流側からフィルム状支持体上に供給しているが、第二の樹脂組成物を第一の樹脂組成物よりも下流側から供給してもよい。
【0027】
また、第一の樹脂組成物は活性エネルギー線が照射される位置から供給してもよく、例えば金型に搬送されたフィルム状支持体と金型との間に第一の樹脂組成物を供給し、バンク(樹脂溜まり)を形成させてもよい。
ただし、供給停止後に第一の樹脂供給手段に残った第一の樹脂組成物がディスペンサの先端などで硬化するのを抑制できる点で、第一の樹脂組成物も活性エネルギー線が照射されないように供給するのが好ましい。特に、第一の樹脂組成物の供給量の減少スピードと、第二の樹脂組成物の供給量の増加スピードを上げて、樹脂の切り替えを早く行う場合には、これらの樹脂組成物の供給位置が近い方が好ましい。従って、第一の樹脂組成物も活性エネルギー線が照射されないように供給するのが好ましい。
【0028】
また、上述した方法では、フィルム状支持体の搬送方向に一列に設置された2つの樹脂供給手段から第一の樹脂組成物および第二の樹脂組成物を順次供給しているが、少なくとも2番目に供給される樹脂組成物(第二の樹脂組成物)が、活性エネルギー線が照射されないように供給されれば、2つの樹脂供給手段はフィルム状支持体の搬送方向に一列に並んでいなくてもよく、例えばフィルムの幅方向に一列に並んでいてもよい。ただし、この場合は、樹脂の切り替え時にフィルム状支持体の幅方向において厚みムラが生じないように、ブレード(図示略)等を用いて第一の樹脂組成物および第二の樹脂組成物をフィルム状支持体の幅方向に均一に広げるのが好ましい。
さらに、2つの樹脂供給手段がフィルムの幅方向に一列に並んだ状態でフィルムを製造する場合は、フィルム状支持体21上への樹脂の供給量の総量が一定またはそれ以上になるように、第一の樹脂組成物の供給を瞬時に停止するのと同時に、第二の樹脂組成物の供給を開始してもよい。
【0029】
なお、第一の樹脂組成物を金型に搬送されたフィルム状支持体と金型との間に供給し、バンク(樹脂溜まり)を形成させる場合、第一の樹脂組成物は活性エネルギー線が照射されやすいので、第二の樹脂組成物は第一の樹脂組成物よりも上流側の活性エネルギー線が照射されない位置から供給する。ただし、第二の樹脂供給手段から供給されるときの第二の樹脂組成物に活性エネルギー線が照射されないように、活性エネルギー線照射装置の位置を設定するなどすれば、第二の樹脂組成物もバンクに供給してもよい。
【0030】
また、上述した方法では、2つの樹脂供給手段から樹脂組成物をフィルム状支持体上に順次供給しているが、3つ以上の樹脂供給手段から樹脂組成物を順次供給してもよい。この場合、3番目以降に供給される樹脂組成物の供給位置については特に制限されないが、供給前に樹脂供給手段内で硬化するのを防止する点で、活性エネルギー線が照射されない位置が好ましい。また、3番目以降に供給される樹脂組成物のうち、奇数番目に供給される樹脂組成物は1番目に供給される樹脂組成物と同じ位置から、偶数番目に供給される樹脂組成物は2番目に供給される樹脂組成物と同じ位置から、それぞれ供給されてもよい。この場合、各樹脂組成物を供給する樹脂供給手段として移動可能なものを使用し、供給を停止した後で、次に同じ位置から供給される樹脂組成物を供給する樹脂供給手段と交換すればよい。
【0031】
また、樹脂組成物の種類については、活性エネルギー線の照射により硬化するものであれば特に制限されない。さらに、各樹脂組成物は同じ種類(同じ組成)であってもよいし、異なる種類であってもよい。
また、フィルム状支持体や金型についても特に制限されない。
以下、本発明に用いる樹脂組成物、フィルム状支持体、および金型について説明する。
【0032】
<樹脂組成物>
本発明に用いる樹脂組成物は、少なくとも重合性化合物と重合開始剤とを含む。
(重合性化合物)
重合性化合物としては、分子中にラジカル重合性結合および/またはカチオン重合性結合を有するモノマー、オリゴマー、反応性ポリマー等が挙げられる。
【0033】
ラジカル重合性結合を有するモノマーとしては、単官能モノマー、多官能モノマーが挙げられる。
単官能モノマーとしては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、i−ブチル(メタ)アクリレート、s−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、アルキル(メタ)アクリレート、トリデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、イソボルニル(メタ)アクリレート、グリシジル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、アリル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、2−メトキシエチル(メタ)アクリレート、2−エトキシエチル(メタ)アクリレート等の(メタ)アクリレート誘導体;(メタ)アクリル酸、(メタ)アクリロニトリル;スチレン、α−メチルスチレン等のスチレン誘導体;(メタ)アクリルアミド、N−ジメチル(メタ)アクリルアミド、N−ジエチル(メタ)アクリルアミド、ジメチルアミノプロピル(メタ)アクリルアミド等の(メタ)アクリルアミド誘導体等が挙げられる。これらは、1種を単独で用いてもよく、2種類以上を併用してもよい。
【0034】
多官能モノマーとしては、エチレングリコールジ(メタ)アクリレート、トリプロピレングリコールジ(メタ)アクリレート、イソシアヌール酸エチレンオキサイド変性ジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、1,5−ペンタンジオールジ(メタ)アクリレート、1,3−ブチレングリコールジ(メタ)アクリレート、ポリブチレングリコールジ(メタ)アクリレート、2,2−ビス(4−(メタ)アクリロキシポリエトキシフェニル)プロパン、2,2−ビス(4−(メタ)アクリロキシエトキシフェニル)プロパン、2,2−ビス(4−(3−(メタ)アクリロキシ−2−ヒドロキシプロポキシ)フェニル)プロパン、1,2−ビス(3−(メタ)アクリロキシ−2−ヒドロキシプロポキシ)エタン、1,4−ビス(3−(メタ)アクリロキシ−2−ヒドロキシプロポキシ)ブタン、ジメチロールトリシクロデカンジ(メタ)アクリレート、ビスフェノールAのエチレンオキサイド付加物ジ(メタ)アクリレート、ビスフェノールAのプロピレンオキサイド付加物ジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジビニルベンゼン、メチレンビスアクリルアミド等の二官能性モノマー;ペンタエリスリトールトリ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールプロパンエチレンオキサイド変性トリ(メタ)アクリレート、トリメチロールプロパンプロピレンオキシド変性トリアクリレート、トリメチロールプロパンエチレンオキシド変性トリアクリレート、イソシアヌール酸エチレンオキサイド変性トリ(メタ)アクリレート等の三官能モノマー;コハク酸/トリメチロールエタン/アクリル酸の縮合反応混合物、ジペンタエリストールヘキサ(メタ)アクリレート、ジペンタエリストールペンタ(メタ)アクリレート、ジトリメチロールプロパンテトラアクリレート、テトラメチロールメタンテトラ(メタ)アクリレート等の四官能以上のモノマー;二官能以上のウレタンアクリレート、二官能以上のポリエステルアクリレート等が挙げられる。これらは、1種を単独で用いてもよく、2種類以上を併用してもよい。
【0035】
カチオン重合性結合を有するモノマーとしては、エポキシ基、オキセタニル基、オキサゾリル基、ビニルオキシ基等を有するモノマーが挙げられ、エポキシ基を有するモノマーが特に好ましい。
【0036】
オリゴマーまたは反応性ポリマーとしては、不飽和ジカルボン酸と多価アルコールとの縮合物等の不飽和ポリエステル類;ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、カチオン重合型エポキシ化合物、側鎖にラジカル重合性結合を有する上述のモノマーの単独または共重合ポリマー等が挙げられる。
【0037】
(重合開始剤)
光硬化反応を利用する場合、光重合開始剤としては、例えば、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル、ベンジル、ベンゾフェノン、p−メトキシベンゾフェノン、2,2−ジエトキシアセトフェノン、α,α−ジメトキシ−α−フェニルアセトフェノン、メチルフェニルグリオキシレート、エチルフェニルグリオキシレート、4,4’−ビス(ジメチルアミノ)ベンゾフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン等のカルボニル化合物;テトラメチルチウラムモノスルフィド、テトラメチルチウラムジスルフィド等の硫黄化合物;2,4,6−トリメチルベンゾイルジフェニルフォスフィンオキサイド、ベンゾイルジエトキシフォスフィンオキサイド等が挙げられる。
これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
【0038】
電子線硬化反応を利用する場合、重合開始剤としては、例えば、ベンゾフェノン、4,4−ビス(ジエチルアミノ)ベンゾフェノン、2,4,6−トリメチルベンゾフェノン、メチルオルソベンゾイルベンゾエート、4−フェニルベンゾフェノン、t−ブチルアントラキノン、2−エチルアントラキノン、2,4−ジエチルチオキサントン、イソプロピルチオキサントン、2,4−ジクロロチオキサントン等のチオキサントン;ジエトキシアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、ベンジルジメチルケタール、1−ヒドロキシシクロヘキシル−フェニルケトン、2−メチル−2−モルホリノ(4−チオメチルフェニル)プロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルホリノフェニル)−ブタノン等のアセトフェノン;ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル等のベンゾインエーテル;2,4,6−トリメチルベンゾイルジフェニルホスフィンオキサイド、ビス(2,6−ジメトキシベンゾイル)−2,4,4−トリメチルペンチルホスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイド等のアシルホスフィンオキサイド;メチルベンゾイルホルメート、1,7−ビスアクリジニルヘプタン、9−フェニルアクリジン等が挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
【0039】
熱硬化反応を利用する場合、熱重合開始剤としては、例えば、メチルエチルケトンパーオキサイド、ベンゾイルパーオキサイド、ジクミルパーオキサイド、t−ブチルハイドロパーオキサイド、クメンハイドロパーオキサイド、t−ブチルパーオキシオクトエート、t−ブチルパーオキシベンゾエート、ラウロイルパーオキサイド等の有機過酸化物;アゾビスイソブチロニトリル等のアゾ系化合物;前記有機過酸化物にN,N−ジメチルアニリン、N,N−ジメチル−p−トルイジン等のアミンを組み合わせたレドックス重合開始剤等が挙げられる。
【0040】
重合開始剤の量は、重合性化合物100質量部に対して、0.1〜10質量部が好ましい。重合開始剤の量が0.1質量部未満では、重合が進行しにくい。重合開始剤の量が10質量部を超えると、硬化樹脂層が着色したり、機械強度が低下したりすることがある。
【0041】
(他の成分)
樹脂組成物は、必要に応じて、非反応性のポリマー、活性エネルギー線ゾルゲル反応性組成物、帯電防止剤、防汚性を向上させるためのフッ素化合物等の添加剤、微粒子、少量の溶媒を含んでいてもよい。
【0042】
非反応性のポリマーとしては、アクリル系樹脂、スチレン系樹脂、ポリウレタン、セルロース系樹脂、ポリビニルブチラール、ポリエステル、熱可塑性エラストマー等が挙げられる。
活性エネルギー線ゾルゲル反応性組成物としては、アルコキシシラン化合物、アルキルシリケート化合物等が挙げられる。
【0043】
アルコキシシラン化合物としては、テトラメトキシシラン、テトラ−i−プロポキシシラン、テトラ−n−プロポキシシラン、テトラ−n−ブトキシシラン、テトラ−sec−ブトキシシラン、テトラ−t−ブトキシシラン、メチルトリエトキシシラン、メチルトリプロポキシシラン、メチルトリブトキシシラン、ジメチルジメトキシシラン、ジメチルジエトキシシラン、トリメチルエトキシシラン、トリメチルメトキシシラン、トリメチルプロポキシシラン、トリメチルブトキシシラン等が挙げられる。
アルキルシリケート化合物としては、メチルシリケート、エチルシリケート、イソプロピルシリケート、n−プロピルシリケート、n−ブチルシリケート、n−ペンチルシリケート、アセチルシリケート等が挙げられる。
【0044】
(内部離型剤)
なお、フィルム状支持体上に1番目に供給される樹脂組成物には、内部離型剤が含まれていることが好ましい。1番目に供給され樹脂組成物が内部離型剤を含むことで、内部離型剤が金型表面に移行し、金型と硬化樹脂層との離型性が向上するので、金型からフィルムを剥離しやすくなる。
【0045】
内部離型剤としては、フッ素含有化合物、シリコーン系化合物、リン酸エステル系化合物、長鎖アルキル基を有する化合物、ポリオキシアルキレン基を有する化合物、固形ワックス(ポリエチレンワックス、アミドワックス、ポリテトラフルオロエチレンのパウダ等)等が挙げられる。
1番目に供給される樹脂組成物の硬化樹脂層と金型との離型性が良好となる点から、内部離型剤として(ポリ)オキシアルキレンアルキルリン酸エステル化合物を含むことが好ましい。
【0046】
(ポリ)オキシアルキレンアルキルリン酸エステル化合物としては、離型性の点から、下記式(1)で表わされる化合物が好ましい。
(HO)3−n(O=)P[−O−(CH2CH2O)m−R1]n ・・・(1)
R1は、アルキル基であり、mは1〜20の整数であり、nは1〜3の整数である。
【0047】
R1としては、炭素数1〜20のアルキル基が好ましく、炭素数3〜18のアルキル基がより好ましい。
mは、1〜10の整数が好ましい。
(ポリ)オキシアルキレンアルキルリン酸エステル化合物は、モノエステル体(n=1)、ジエステル体(n=2)、トリエステル体(n=3)のいずれであってもよい。また、ジエステル体またはトリエステル体の場合、1分子中の複数の(ポリ)オキシアルキレンアルキル基はそれぞれ異なっていてもよい。
【0048】
(ポリ)オキシアルキレンアルキルリン酸エステル化合物としては、市販品を用いることができる。例えば、城北化学社製の「JP−506H」;アクセル社製の「モールドウイズINT−1856」;日光ケミカル社製の「TDP−10」、「TDP−8」、「TDP−6」、「TDP−2」、「DDP−10」、「DDP−8」、「DDP−6」、「DDP−4」、「DP−2」、「TLP−4」、「TCP−5」、「DLP−10」などが挙げられる。
(ポリ)オキシアルキレンアルキルリン酸エステル化合物は、1種を単独で用いてもよく、2種以上を併用してもよい。
【0049】
(ポリ)オキシアルキレンアルキルリン酸エステル化合物の量は、重合性化合物の100質量部に対して、0.01〜1質量部が好ましく、0.05〜0.5質量部がより好ましく、0.05〜0.1質量部がさらに好ましい。(ポリ)オキシアルキレンアルキルリン酸エステル化合物の量が1質量部以下であれば、金型表面の異物を十分に除去できる。また、フィルム状支持体との密着性の低下が抑えられ、その結果、金型への樹脂残りが抑えられる。(ポリ)オキシアルキレンアルキルリン酸エステル化合物の量が0.01質量部以上であれば、金型表面に十分な量の(ポリ)オキシアルキレンアルキルリン酸エステル化合物を移行できる。また、金型からの離型性が十分となり、金型表面への樹脂残りが抑えられる。
【0050】
<フィルム状支持体>
本発明においては、フィルム状支持体を活性エネルギー線の照射を介して行うため、フィルム状支持体としては、活性エネルギー線の照射を著しく阻害しないものが好ましい。フィルム状支持体の材質としては、例えばポリカーボネート樹脂、ポリスチレン系樹脂、ポリエステル樹脂(ポリエチレンテレフタレート、ポリブチレンテレフタレート等)、アクリル系樹脂、セルロース系樹脂(トリアセチルセルロース等)、ポリオレフィン、ガラス等が挙げられる。
【0051】
<金型>
本発明に用いる金型としては、例えば表面に微細凹凸構造が形成された金型などが挙げられるが、表面の構造については微細凹凸構造に限定されない。
以下、表面に微細凹凸構造が形成された金型の一例について、具体的に説明する。
【0052】
金型は、金型基材の表面に微細凹凸構造を形成して作製される。
金型基材の材料としては、金属(表面に酸化皮膜が形成されたものを含む。)、石英、ガラス、樹脂、セラミックス等が挙げられる。
金型基材の形状としては、ロール状、円管状、平板状、シート状等が挙げられる。
【0053】
金型の作製方法としては、例えば、下記の方法(i−1)または方法(i−2)が挙げられ、大面積化が可能であり、かつ作製が簡便である点から、方法(i−1)が特に好ましい。
(i−1)アルミニウム基材の表面に、複数の細孔(凹部)を有する陽極酸化アルミナを形成する方法。
(i−2)金型基材の表面にリソグラフィ法によって微細凹凸構造を形成する方法。
【0054】
方法(i−1)としては、下記の工程(a)〜(f)を有する方法が好ましい。
(a)アルミニウム基材を電解液中、定電圧下で陽極酸化してアルミニウム基材の表面に酸化皮膜を形成する工程。
(b)酸化皮膜を除去し、アルミニウム基材の表面に陽極酸化の細孔発生点を形成する工程。
(c)アルミニウム基材を電解液中、再度陽極酸化し、細孔発生点に細孔を有する酸化皮膜を形成する工程。
(d)細孔の径を拡大させる工程。
(e)工程(d)の後、電解液中、再度陽極酸化する工程。
(f)工程(d)と工程(e)を繰り返し行い、複数の細孔を有する陽極酸化アルミナがアルミニウムの表面に形成された金型を得る工程。
【0055】
工程(a):
工程(a)では、アルミニウム基材を電解液中、定電圧下で陽極酸化して酸化皮膜を形成する。アルミニウム基材を陽極酸化すると、細孔を有する酸化皮膜が形成される。
また、アルミニウム基材は、表面状態を平滑化にするために、機械研磨、羽布研磨、化学的研磨、電解研磨処理(エッチング処理)などで研磨されることが好ましい。また、アルミニウム基材は、所定の形状に加工する際に用いた油が付着していることがあるため、陽極酸化の前にあらかじめ脱脂処理されることが好ましい。
【0056】
アルミニウムの純度は、99%以上が好ましく、99.5%以上がより好ましく、99.8%以上が特に好ましい。アルミニウムの純度が低いと、陽極酸化した時に、不純物の偏析により可視光を散乱する大きさの凹凸構造が形成されたり、陽極酸化で得られる細孔の規則性が低下したりすることがある。
電解液としては、硫酸、シュウ酸、リン酸等が挙げられる。
【0057】
シュウ酸を電解液として用いる場合:
シュウ酸の濃度は、0.7M以下が好ましい。シュウ酸の濃度が0.7Mを超えると、電流値が高くなりすぎて酸化皮膜の表面が粗くなることがある。
化成電圧が30〜60Vの時、平均間隔が100nm以上の規則性の高い細孔を有する陽極酸化アルミナを得ることができる。化成電圧がこの範囲より高くても低くても規則性が低下する傾向にある。
電解液の温度は、60℃以下が好ましく、45℃以下がより好ましい。電解液の温度が60℃を超えると、いわゆる「ヤケ」といわれる現象がおこり、細孔が壊れたり、表面が溶けて細孔の規則性が乱れたりすることがある。
【0058】
硫酸を電解液として用いる場合;
硫酸の濃度は0.7M以下が好ましい。硫酸の濃度が0.7Mを超えると、電流値が高くなりすぎて定電圧を維持できなくなることがある。
化成電圧が25〜30Vの時、平均間隔が63nmの規則性の高い細孔を有する陽極酸化アルミナを得ることができる。化成電圧がこの範囲より高くても低くても規則性が低下する傾向がある。
電解液の温度は、30℃以下が好ましく、20℃以下がより好ましい。電解液の温度が30℃を超えると、いわゆる「ヤケ」といわれる現象がおこり、細孔が壊れたり、表面が溶けて細孔の規則性が乱れたりすることがある。
【0059】
工程(b):
工程(b)では、工程(a)で形成された酸化皮膜の少なくとも一部を除去し、陽極酸化の細孔発生点を形成する。陽極酸化の細孔発生点を形成することで細孔の規則性を向上することができる。
酸化皮膜を除去する方法としては、アルミニウムを溶解せず、酸化皮膜を選択的に溶解する溶液に溶解させて除去する方法が挙げられる。このような溶液としては、例えば、クロム酸/リン酸混合液等が挙げられる。
【0060】
工程(c):
工程(c)では、酸化皮膜の少なくとも一部を除去したアルミニウム基材を電解液中、再度陽極酸化し、細孔発生点に円柱状の細孔を有する酸化皮膜を形成する。
陽極酸化は、工程(a)と同様な条件で行えばよい。陽極酸化の時間を長くするほど深い細孔を得ることができる。
【0061】
工程(d):
工程(d)では、工程(c)で形成された酸化皮膜の細孔の径を拡大させる処理(以下、「細孔径拡大処理」という。)を行う。細孔径拡大処理は、酸化皮膜を溶解する溶液に浸漬して陽極酸化で得られた細孔の径を拡大させる処理である。このような溶液としては、例えば、5質量%程度のリン酸水溶液等が挙げられる。
細孔径拡大処理の時間を長くするほど、細孔径は大きくなる。
【0062】
工程(e):
工程(e)では、工程(d)の後アルミニウム基材を電解液中、再度陽極酸化する。すると、円柱状の細孔の底部から下に延びる、直径の小さい円柱状の細孔がさらに形成される。
陽極酸化は、工程(a)と同様な条件で行えばよい。陽極酸化の時間を長くするほど深い細孔を得ることができる。
【0063】
工程(f):
工程(f)では、工程(d)の細孔径拡大処理と、工程(e)の陽極酸化を繰り返す。すると、直径が開口部から深さ方向に連続的に減少する形状の細孔を有する陽極酸化アルミナが形成され、アルミニウム基材の表面に陽極酸化アルミナを有する金型が得られる。
繰り返し回数は、合計で3回以上が好ましく、5回以上がより好ましい。繰り返し回数が2回以下では、非連続的に細孔の直径が減少するため、このような細孔を有する陽極酸化アルミナを用いて形成されたモスアイ構造の反射率低減効果は不十分である。
【0064】
このようにして作製された金型本体の表面には、細孔(凹部)が複数形成され、凹凸構造が構成される。微細凹凸構造の細孔の形状としては、略円錐形状、角錐形状、円柱形状等が挙げられ、円錐形状、角錐形状等のように、深さ方向と直交する方向の細孔断面積が最表面から深さ方向に連続的に減少する形状が好ましい。
【0065】
細孔間の平均間隔は、可視光の波長以下、すなわち400nm以下である。細孔間の平均間隔は、20nm以上が好ましい。
細孔間の平均間隔は、電子顕微鏡観察によって隣接する細孔間の間隔(細孔の中心から隣接する細孔の中心までの距離)を50点測定し、これらの値を平均したものである。
【0066】
細孔の深さは、平均間隔が100nmの場合は、80〜500nmが好ましく、120〜400nmがより好ましく、150〜300nmが特に好ましい。
細孔の深さは、電子顕微鏡観察によって倍率30000倍で観察したときにおける、細孔の最底部と、細孔間に存在する凸部の最頂部との間の距離を測定した値である。
細孔のアスペクト比(細孔の深さ/細孔間の平均間隔)は、0.8〜5.0が好ましく、1.2〜4.0がより好ましく、1.5〜3.0が特に好ましい。
【0067】
このようにして得られた金型は、そのままフィルムの製造に用いてもよいし、微細凹凸構造が形成された側の表面を外部離型剤で処理してから、フィルムの製造に用いてもよい。
外部離型剤としては、アルミニウム基材の陽極酸化アルミナと化学結合を形成し得る官能基を有するものが好ましい。なお、厳密には微細凹凸構造を表面に有する金型の、微細凹凸構造の表面を離型剤で処理するものであるが、以降単に「微細凹凸構造を表面に有する金型」や、「金型の表面」を処理する、と記載する場合がある。
【0068】
外部離型剤としては、シリコーン樹脂、フッ素樹脂、フッ素化合物等が挙げられ、加水分解性シリル基を有するフッ素化合物が特に好ましい。加水分解性シリル基を有するフッ素化合物の市販品としては、信越化学工業社製の「フルオロアルキルシラン」、「KBM−7803」;旭硝子社製の「MRAF」;ハーベス社製の「オプツールHD1100」、「オプツールHD2100シリーズ」;ダイキン工業社製の「オプツールAES4」、「オプツールAES6」;住友スリーエム社製の「ノベックEGC−1720」;フロロテクノロジー社製の「FS−2050シリーズ」等が挙げられる。
【0069】
外部離型剤による処理方法としては、下記の方法(ii−1)または方法(ii−2)が挙げられ、金型の微細凹凸構造が形成された側の表面をムラなく外部離型剤で処理できる点から、方法(ii−1)が特に好ましい。
(ii−1)外部離型剤の希釈溶液に金型を浸漬する方法。
(ii−2)外部離型剤またはその希釈溶液を、金型の微細凹凸構造が形成された側の表面に塗布する方法。
【0070】
方法(ii−1)により金型の表面を処理する場合には、まず、金型を水洗する。これは、金型には微細凹凸構造を形成する際に用いた薬剤(細孔径拡大処理に用いたリン酸水溶液、リソグラフィ法に用いた剥離液等)や、不純物(埃等)等が付着しているため、これらを除去するためである。
ついで、金型にエアーを吹き付け、目に見える水滴はほぼ除去した後、加水分解性シリル基を有するフッ素化合物をフッ素系溶媒で希釈した希釈溶液に金型を浸漬した後、浸漬した金型をゆっくりと溶液から引き上げる。その際、電動引き上げ機等を用いて、一定速度で引き上げ、引き上げ時の揺動を抑えることが好ましい。これにより塗布ムラを少なくできる。さらに、必要に応じて金型を加熱加湿させた後、金型を乾燥させる。
希釈用のフッ素系溶媒としては、ハイドロフルオロポリエーテル、パーフルオロヘキサン、パーフルオロメチルシクロヘキサン、パーフルオロ−1,3−ジメチルシクロヘキサン、ジクロロペンタフルオロプロパン等が挙げられる。加水分解性シリル基を有するフッ素化合物の濃度は、希釈溶液(100質量%)中、0.01〜0.5質量%が好ましい。
【0071】
金型の表面が外部離型剤で処理されたことは、金型の表面の水接触角を測定することによって確認できる。外部離型剤で処理された金型の表面の水接触角は、60°以上が好ましく、90°以上がより好ましい。水接触角が 60°以上であれば、金型の表面が外部離型剤で十分に処理され、離型性が良好となる。
【0072】
金型の微細凹凸構造が形成された側の表面を金型と化学結合を形成し得る外部離型剤で処理することで、金型の微細凹凸構造を物品の表面に転写する場合に、初期の離型性が良好となる。また、繰り返し転写した場合であっても、離型性が低下しにくくなるため、微細凹凸構造を表面に有する物品を生産性よく製造できるようになる。
【0073】
以上説明した本発明のフィルムの製造方法にあっては、供給中の樹脂組成物の供給量を減らしつつ、次の樹脂組成物の供給を開始し、かつフィルム状支持体上への樹脂の供給量の総量が一定またはそれ以上になるように、フィルム状支持体上に2つ以上の樹脂供給手段から樹脂組成物を切り替えて連続供給する。従って、樹脂の硬化不良による金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写できるとともに、無駄なくフィルムを製造できる。
【0074】
また、本発明においては、少なくとも2番目に供給される樹脂組成物を、活性エネルギー線が照射されないようにフィルム状支持体上に供給する。従って、1番目に供給される樹脂組成物が供給されている間に、樹脂供給手段(特にディスペンサの先端)にて2番目に供給される樹脂組成物が硬化するのを抑制できる。従って、円滑に樹脂の切り替えを行うことができる。
【0075】
このようにして得られるフィルムは、その表面に、金型表面の構造の反転構造が鍵と鍵穴の関係で転写される。
例えば、金型の表面構造が微細凹凸構造である場合、フィルム表面には、樹脂組成物の硬化物からなる複数の凸部を有する。
【0076】
微細凹凸構造としては、略円錐形状、角錐形状等の突起(凸部)が複数並んだ、いわゆるモスアイ構造が好ましい。突起間の間隔が可視光の波長以下であるモスアイ構造は、空気の屈折率から材料の屈折率へと連続的に屈折率が増大していくことで有効な反射防止の手段となることが知られている。
【0077】
凸部間の平均間隔は、可視光の波長以下、すなわち400nm以下である。陽極酸化アルミナの金型を用いて凸部を形成した場合、凸部間の平均間隔は100から200nm程度となることから、250nm以下が特に好ましい。
また、凸部間の平均間隔は、凸部の形成のしやすさの点から、20nm以上が好ましい。
凸部間の平均間隔は、電子顕微鏡観察によって隣接する凸部間の間隔(凸部の中心から隣接する凸部の中心までの距離)を50点測定し、これらの値を平均したものである。
【0078】
凸部の高さは、平均間隔が100nmの場合は、80〜500nmが好ましく、120〜400nmがより好ましく、150〜300nmが特に好ましい。凸部の高さが80nm以上であれば、反射率が十分低くなり、かつ反射率の波長依存性が少ない。凸部の高さが500nm以下であれば、凸部の耐擦傷性が良好となる。
凸部の高さは、電子顕微鏡によって倍率30000倍で観察したときにおける、凸部の最頂部と、凸部間に存在する凹部の最底部との間の距離を測定した値である。
【0079】
凸部のアスペクト比(凸部の高さ/凸部間の平均間隔)は、0.8〜5.0が好ましく、1.2〜4.0がより好ましく、1.5〜3.0が特に好ましい。凸部のアスペクト比が1.0以上であれば、反射率が十分に低くなる。凸部のアスペクト比が5.0以下であれば、凸部の耐擦傷性が良好となる。
【0080】
凸部の形状は、高さ方向と直交する方向の凸部断面積が最表面から深さ方向に連続的に増加する形状、すなわち、凸部の高さ方向の断面形状が、三角形、台形、釣鐘型等の形状が好ましい。
【0081】
本発明により得られるフィルムは各種用途に使用できるが、例えば表面に微細凹凸構造を有する金型の表面構造が転写されたフィルムの場合には、反射防止物品、防曇性物品、防汚性物品、撥水性物品、より具体的には、ディスプレー用反射防止、自動車メーターカバー、自動車ミラー、自動車窓、有機または無機エレクトロルミネッセンスの光取り出し効率向上部材、太陽電池部材等の用途に好適である。
【実施例】
【0082】
以下、本発明を実施例により具体的に説明するが、本発明はこれらに限定されるものではない。
【0083】
(陽極酸化アルミナの細孔)
陽極酸化アルミナの一部を削り、断面にプラチナを1分間蒸着し、電界放出形走査電子顕微鏡(日本電子社製、「JSM−7400F」)を用いて、加速電圧3.00kVの条件にて、断面を観察し、細孔の間隔、細孔の深さを測定した。
【0084】
〔調製例〕
以下に示す割合で各成分を混合し、第1の樹脂組成物A、第2の樹脂組成物Bを調製した。
【0085】
(第一の硬化性樹脂A)
ジペンタエリスリトールヘキサアクリレート(DPHA)20質量部、
アロニックスM−260(東亞合成社製)70質量部、
ヒドロキシエチルアクリレート10質量部、
1−ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティ・ケミカルズ社製、「イルガキュア184」)1.5質量部。
【0086】
(第二の硬化性樹脂B)
コハク酸/トリメチロールエタン/アクリル酸の縮合反応混合物(大阪有機化学工業社製、「TAS」)45質量部、
1,6−ヘキサンジオールジアクリレート(大阪有機化学社製、「C6DA」)45質量部、
ラジカル重合性シリコーンオイル(信越化学工業社製、「X−22−1602」)10質量部、
1−ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティ・ケミカルズ社製、「イルガキュア184」)3.0質量部、
ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイド(チバ・スペシャリティ・ケミカルズ社製、「イルガキュア819」)0.2質量部。
【0087】
〔金型の作製〕
ロール状のアルミニウム基材(純度:99.99%)を用意した。
該アルミニウム基材について、0.3Mシュウ酸水溶液中で、直流40V、温度16℃の条件で6時間陽極酸化を行った(工程(a))。
ついで、酸化皮膜が形成されたアルミニウム板を、6質量%リン酸/1.8質量%クロム酸混合水溶液に6時間浸漬して、酸化皮膜を除去した(工程(b))。
ついで、該アルミニウム基材について、0.3Mシュウ酸水溶液中、直流40V、温度16℃の条件で20秒間陽極酸化を行った(工程(c))。
ついで、酸化皮膜が形成されたアルミニウム基材を、32℃の5質量%リン酸水溶液に8分間浸漬して、細孔径拡大処理を行った(工程(d))。
ついで、前記工程(c)および工程(d)を合計で4回繰り返し、最後に工程(d)を行い(工程(e))、平均間隔:100nm、深さ:220nmの略円錐形状の細孔を有する陽極酸化アルミナが表面に形成されたロール状の金型を得た。
得られた金型を、オプツールDSX(ダイキン化成品販売社製)の0.1質量%希釈溶液に浸漬した後、一晩風乾して、離型剤で処理されたロール状の金型を得た。
【0088】
[実施例1]
図1に示すフィルムの製造装置を用い、以下のようにしてフィルムを製造した。
なお、金型11としては、先に作製した、離型剤で処理されたロール状の金型を用いた。
また、第一の樹脂供給手段から供給される第一の樹脂組成物としては、前記第一の樹脂組成物Aを用い、第二の樹脂供給手段から供給される第二の樹脂組成物としては、前記第二の樹脂組成物Bを用いた。
また、フィルム状支持体21としては、ポリエステルフィルム(三菱樹脂社製、「W32A」、厚さ:188μm、幅:300mm)を用いた。
【0089】
まず、フィルム状支持体21を、金型11の回転に同期させて金型11の表面に沿って移動させつつ、第一の樹脂供給手段12から第一の樹脂組成物をフィルム状支持体上に供給した。ついで、金型11とニップロール14との間で、フィルム状支持体21および第一の樹脂組成物をニップし、フィルム状支持体21と金型11との間に第一の樹脂組成物を均一に行渡らせると同時に、金型11の表面の微細凹凸構造の凹部内に第一の樹脂組成物を充填した。
そして、活性エネルギー線照射装置15を用い、フィルム状支持体21側から、積算光量1100mJ/cm2の紫外線を第一の樹脂組成物に照射し、第一の樹脂組成物を硬化させることによって、フィルム状支持体21上に金型11の表面構造が転写された硬化樹脂層(図示略)を形成した。ついで、剥離ロール16により、表面に硬化樹脂層が形成されたフィルム20(第一のフィルム20a)を金型11から剥離した。
【0090】
200mのフィルム状支持体21の表面に第一の樹脂組成物からなる硬化樹脂層を形成した後、フィルム状支持体21の搬送を停止することなく、第一の樹脂組成物の供給量を徐々に減らしつつ、第二の樹脂供給手段13から第二の樹脂組成物の供給を開始し、その供給量を徐々に増やしていき、第一の樹脂組成物から第二の樹脂組成物に切り替えた。第一の樹脂組成物および第二の樹脂組成物の供給量は、図3に示すように、供給量の総量が常に一定になるように、時間の経過とともに一方(第一の樹脂組成物の供給量)を減らしつつ、他方(第二の樹脂組成物の供給量)を増やしていった。
樹脂の切り替え中、および切り替え後についても、切り替え前と同様に紫外線を樹脂組成物に照射してフィルム20を製造した。
【0091】
こうして、図2に示すように、金型の表面構造が転写された、第一の樹脂組成物の硬化物からなる硬化樹脂層22a、および第二の樹脂組成物の硬化物である硬化樹脂層22bがフィルム状支持体21上に連続して形成されたフィルム20を得た。
なお、樹脂の切り替え中には、第一の樹脂組成物および第二の樹脂組成物の混合物が硬化した混合硬化樹脂層22cがフィルム状支持体21上に形成された。
【0092】
このようにして得られたフィルムの表面を目視にて観察したところ、樹脂の切り替え前後において変化は確認されず、樹脂の切り替え後も切り替え前と同様に金型表面の微細凹凸構造を転写することができた。
また、フィルム製造後の金型表面について目視にて観察したところ、樹脂の付着は確認されなかった。
従って、本発明によれば、樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写できることが示された。
【0093】
[比較例1]
実施例1と同様にして第一の樹脂供給手段12から第一の樹脂組成物を供給し、第一の樹脂組成物を硬化させて、フィルム状支持体21上に金型11の表面構造が転写された硬化樹脂層(図示略)を形成した。
200mのフィルム状支持体21の表面に第一の樹脂組成物からなる硬化樹脂層を形成した後、第一の樹脂供給手段12からの第1の樹脂組成物の供給を停止し、金型11とフィルム状支持体21との間に第一の樹脂組成物がなくなるまでフィルム状支持体21を移動させた後、一旦、フィルム状支持体21の移動を停止した。
引き続き、フィルム状支持体21の移動を再開し、第二の樹脂供給手段13から第二の樹脂組成物の供給を開始した。そして、第一の樹脂組成物の場合と同様にして第二の樹脂組成物を硬化させて、フィルム状支持体21上に金型11の表面構造が転写された硬化樹脂層(図示略)を形成した。
【0094】
このようにして得られたフィルムの表面を目視にて観察したところ、第一の樹脂組成物からなる硬化樹脂層には樹脂の残存痕は確認されなかったが、第二の樹脂組成物からなる硬化樹脂層に、周期的な樹脂の残存痕が確認された。
また、フィルム製造後の金型表面について目視にて確認したところ、第二の樹脂組成物からなる硬化樹脂層に形成された樹脂の残存痕と同様の形状のスジが確認された。このスジは第二の樹脂組成物の硬化不良による樹脂の付着が原因であり、樹脂を切り替えた後、金型表面に付着した樹脂の残存痕が微細凹凸構造とともに硬化樹脂層に転写されたものと考えられる。
【符号の説明】
【0095】
10:フィルムの製造装置、
11:金型、
12:第一の樹脂供給手段、
13:第二の樹脂供給手段、
15:活性エネルギー線照射装置、
20、20a、20b:フィルム、
21:フィルム状支持体、
22a、22b:硬化樹脂層
22c:混合硬化樹脂層。
【技術分野】
【0001】
本発明は、フィルムの製造方法に関する。
【背景技術】
【0002】
可視光波長以下の周期の微細凹凸構造を表面に有するフィルムは、反射防止機能等を発現することから、光学フィルムとしてその有用性が注目されている。特に、モスアイ(Moth−Eye)構造と呼ばれる微細凹凸構造は、空気の屈折率から材料の屈折率に連続的に増大していくことで有効な反射防止機能を発現することが知られている。
【0003】
このように、フィルムの表面に微細凹凸構造などの任意の模様(構造)を形成させる方法としては、任意の模様(構造)の反転構造が表面に形成された金型を用い、フィルム状支持体(被転写体)と金型との間に紫外線硬化性樹脂を供給し、紫外線硬化性樹脂に紫外線を照射して硬化させ、フィルム状支持体の表面に金型表面の構造が転写された硬化樹脂層を形成させる方法が知られている。
【0004】
紫外線硬化性樹脂の供給方法としては、例えば図4に示すフィルムの製造装置30を用い、金型11に搬送されたフィルム状支持体21と金型11との間に、ディスペンサ31等を用いて紫外線硬化性樹脂を供給し、バンク(樹脂溜まり)32を形成させる方法が知られている。なお、図4中、符号14はニップロール、符号15は活性エネルギー線照射装置、符号16は剥離ロールである。
また、紫外線硬化性樹脂の供給方法としては、図4に示す方法以外にも、例えば樹脂塗工に通常用いられるTダイを使用する方法(特許文献1、2参照)、樹脂を棒状に吐出させた後、ロールで強制的に圧延し、幅方向に展開させる方法(特許文献3参照)なども知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平4−146903号公報
【特許文献2】特許第2931183号公報
【特許文献3】特開平6−190842号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、紫外線硬化性樹脂に紫外線を照射して硬化させた後、硬化樹脂層の表面から金型を離型する際の、金型と硬化樹脂層との離型性を向上させる目的で、金型表面を離型剤(外部離型剤)によって処理したり、フィルムの本成形に先立ち、離型剤(内部離型剤)を含有する紫外線硬化性樹脂を金型とフィルム状支持体の間に供給し、硬化させながら内部離型剤を金型表面に移行させたりする場合がある。
【0007】
これらの場合、同じ金型を用い、紫外線硬化性樹脂を交換して、性能の異なるフィルムを製造する場合には、供給中の紫外線硬化性樹脂の供給を停止した後、次に供給する紫外線硬化性樹脂の供給を開始する。
【0008】
しかしながら、図4に示す方法や特許文献1〜3に記載の方法で紫外線硬化性樹脂を供給する場合、紫外線硬化性樹脂の供給を停止すると、停止の直前の紫外線硬化性樹脂が空気と接触して硬化が阻害され、その結果、硬化不良を起こして金型表面に付着することがあった。例えば、図4に示す方法で紫外線硬化性樹脂を供給する場合、紫外線硬化性樹脂の供給を停止してもフィルム支持体21の搬送は継続されるので、バンク32内の紫外線硬化性樹脂はフィルム支持体21とともに下流側へ移動しながら徐々に減少していき、最後には図5に示すように、紫外線硬化性樹脂23はフィルム支持体21上で舌片状を形成する。バンク32に残った紫外線硬化性樹脂が減少していくと、その分、空気と接触する割合が増えるので酸素による樹脂の硬化阻害により、図5に示す舌片状部分(末端部分)の紫外線硬化樹脂23は最も劣化している。酸素により紫外線硬化樹脂の硬化が阻害されると、活性エネルギー線照射装置15にて紫外線を照射しても硬化不良が起こる。その結果、金型表面に硬化不良を起こした舌片状の紫外線硬化樹脂が付着することとなる。
【0009】
この硬化不良を起こした舌片状の紫外線硬化性樹脂が金型表面に付着すると、次の紫外線硬化性樹脂の供給を開始してフィルムの製造を再開したときに、舌片状の紫外線硬化性樹脂も樹脂の残存痕として硬化樹脂層に転写(移行)されてしまい、製品の欠陥となる。特に微細凹凸構造を表面に有するフィルムを製造する場合には、樹脂の残存痕の転写は反射防止機能等の性能の低下につながる恐れがある。
この樹脂の残存痕の転写は、金型表面に付着した硬化不良の紫外線硬化性樹脂が硬化樹脂層に全て移行すれば解消されるが、硬化不良の紫外線硬化性樹脂の移行が完了するまでには、金型にフィルム支持体を数100m搬送する必要があった。また、この間に製造されたフィルムは、樹脂の残存痕が転写されているため、通常、廃棄処分されていた。
【0010】
本発明は上記事情に鑑みてなされたもので、樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写でき、かつ無駄を軽減したフィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明のフィルムの製造方法は、金型に連続搬送されるフィルム状支持体上に、2つ以上の樹脂供給手段から活性エネルギー線硬化性樹脂組成物を順次切り替えて供給し、フィルム状支持体上に供給された活性エネルギー線硬化性樹脂組成物を金型とフィルム状支持体とで挟み、活性エネルギー線を照射して硬化させ、金型の表面構造が転写された硬化樹脂層が前記フィルム状支持体の表面に形成されたフィルムを連続して製造する方法であって、少なくとも2番目に供給される活性エネルギー線硬化性樹脂組成物は、活性エネルギー線が照射されないように前記フィルム状支持体上に供給され、樹脂の切り替え時には、フィルム状支持体への供給中の活性エネルギー線硬化性樹脂組成物の供給量と、次の活性エネルギー線硬化性樹脂組成物の供給量の総量が一定またはそれ以上になるように、活性エネルギー線硬化性樹脂組成物を切り替えることを特徴とする。
【発明の効果】
【0012】
本発明によれば、樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写でき、かつ無駄を軽減したフィルムの製造方法を提供できる。
【図面の簡単な説明】
【0013】
【図1】本発明に用いるフィルムの製造装置の一例を示す概略構成図である。
【図2】本発明により得られたフィルムの一例を示す上面図である。
【図3】樹脂の切り替え時における第一の樹脂組成物と第二の樹脂組成物の供給量の関係を示すグラフである。
【図4】従来の方法に用いるフィルムの製造装置の一例を示す概略構成図である。
【図5】従来の方法により製造されたフィルムの一例を示す上面図である。
【発明を実施するための形態】
【0014】
以下、図面を参照しながら、本発明を詳細に説明する。
なお、本発明において、「活性エネルギー線」とは、電子線、紫外線、可視光線、プラズマ、赤外線などの熱線等を意味する。
また、「(メタ)アクリレート」は「アクリレートおよび/またはメタクリレート」を意味する。
さらに(ポリ)オキシアルキレンアルキルリン酸エステル化合物」は、オキシアルキレン基を1つ有するオキシアルキレンアルキルリン酸エステル化合物またはオキシアルキレン基を2つ以上有するポリオキシアルキレンアルキルリン酸エステル化合物を意味する。
また、「微細凹凸構造」は、凸部または凹部の平均間隔が可視光波長以下、つまり400nm以下の構造を意味する。
【0015】
図1は、本発明に用いるフィルムの製造装置の一例を示す概略構成図である。この例のフィルムの製造装置10は、金型11と、金型に連続搬送されるフィルム状支持体21の搬送方向に一列に設置された第一の樹脂供給手段12および第二の樹脂供給手段13と、フィルム状支持体21および該フィルム状支持体21上に供給された活性エネルギー線硬化性樹脂組成物(以下、「樹脂組成物」という。)をニップするニップロール14と、金型11の下方に設置された活性エネルギー線照射装置15と、金型11の表面構造が転写された硬化樹脂層(図示略)がフィルム状支持体21の表面に形成されたフィルム20を金型11から剥離する剥離ロール16とを具備して構成されている。
【0016】
第一の樹脂供給手段12は、1番目に供給される樹脂組成物(第一の樹脂組成物)をフィルム状支持体21上に供給するものであり、第一の樹脂組成物を貯蔵する第一のタンク12aと、第一の樹脂組成物を吐出させる第一のディスペンサ12bと、第一のタンク12aおよび第一のディスペンサ12bを連結する第一の配管12cとを備える。
一方、第二の樹脂供給手段13は、2番目に供給される樹脂組成物(第二の樹脂組成物)をフィルム状支持体21上に供給するものであり、第二の樹脂組成物を貯蔵する第二のタンク13aと、第二の樹脂組成物を吐出させる第二のディスペンサ13bと、第二のタンク13aおよび第二のディスペンサ13bを連結する第二の配管13cとを備える。
第一のディスペンサ12bおよび第二のディスペンサ13bには、その少なくとも一方に樹脂組成物がフィルム状支持体21の幅方向に広がるように、Tダイが取り付けられていてもよい。
【0017】
この例の第一の樹脂供給手段12および第二の樹脂供給手段13は、活性エネルギー線照射装置15から照射された活性エネルギー線が照射されない位置に、フィルム状支持体21の搬送方向に一列に設置されている。また、第二の樹脂供給手段12が第一の樹脂供給手段12よりも、フィルム状支持体21の搬送方向の上流側に設置されている。
【0018】
活性エネルギー線照射装置15としては、例えば、高圧水銀ランプ、メタルハライドランプ等が挙げられる。
【0019】
図1に示すフィルムの製造装置10を用いてフィルムを製造する場合は、例えば下記のように行われる。
まず、金型11に連続搬送されるフィルム状支持体21上に、第一の樹脂供給手段12から第一の樹脂組成物を供給する。このとき、ブレード(図示略)等を用いて第一の樹脂組成物をフィルム状支持体21の幅方向に均一に広げるのが好ましい。
ついで、金型11とニップロール14との間で、フィルム状支持体21および第一の樹脂組成物をニップし、フィルム状支持体21と金型11との間に第一の樹脂組成物を均一に行渡らせると同時に、金型11の表面に微細凹凸構造が形成されている場合には、該微細凹凸構造の凹部内に第一の樹脂組成物を充填する。
そして、金型11の下方に設置された活性エネルギー線照射装置15から、フィルム状支持体21を通して第一の樹脂組成物に活性エネルギー線を照射し、第一の樹脂組成物を硬化させることによって、金型11の表面構造が転写された硬化樹脂層(図示略)を形成する。
ついで、剥離ロール16により、表面に硬化樹脂層が形成されたフィルム20(第一のフィルム20a)を金型11から剥離する。
【0020】
このようにして第一の樹脂組成物をフィルム状支持体21上に供給して第一のフィルム20aを製造した後、引き続き、第二の樹脂供給手段13から第二の樹脂組成物をフィルム状支持体21上に供給して、第一のフィルム20aと同様にしてフィルム20(第二のフィルム20b)を連続して製造する。
【0021】
本発明においては、樹脂の切り替えを行うときに、フィルム状支持体21への供給中の樹脂組成物(第一の樹脂組成物)の供給量と、次の樹脂組成物(第二の樹脂組成物)の供給量の総量が一定またはそれ以上になるように、第一の樹脂組成物と第二の樹脂組成物を切り替える。一定またはそれ以上とは、樹脂供給量の総量が切り替え開始前の第一の樹脂組成物の供給量を下回らずに同等になるようにするか、または製造するフィルムの規格に合わせて切り替え開始前の第一の樹脂組成物の供給量以上となるように適宜設定するということである。このように樹脂組成物を切り替えることで、フィルム状支持体21上には、常に一定またはそれ以上の厚みの樹脂組成物の層が形成される。よって、従来のように第一の樹脂組成物の供給を停止した後で第二の樹脂組成物を供給する場合に比べて、樹脂組成物全体に対する空気の接触割合を軽減できるので、酸素による樹脂組成物の硬化阻害を抑制でき、樹脂組成物は活性エネルギー線の照射によって十分に硬化する。従って、樹脂の硬化不良による金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写できる。
【0022】
なお、図1に示すフィルムの製造装置10を用いてフィルムを製造する場合は、第一の樹脂組成物の供給量を減らしつつ、第二の樹脂組成物の供給量を開始し、かつ、フィルム状支持体21上への樹脂の供給量の総量が一定またはそれ以上になるように、第一の樹脂組成物と第二の樹脂組成物を切り替える。
このように樹脂の切り替えを行うことで、第一の樹脂組成物の供給量は減少していくとともに、第二の樹脂組成物の供給量は増加していき、やがて、フィルム状支持体21上には第二の樹脂組成物のみが供給されることとなる。
そうして、図2に示すように、金型の表面構造が転写された、第一の樹脂組成物の硬化物からなる硬化樹脂層22a、および第二の樹脂組成物の硬化物である硬化樹脂層22bがフィルム状支持体21上に連続して形成されたフィルム20が得られる。
【0023】
第一の樹脂組成物の供給量の減少スピードおよび第二の樹脂組成物の供給量の増加スピードは、フィルム状支持体21上へのこれらの樹脂組成物の供給量の総量が一定またはそれ以上であれば特に制限されないが、混合硬化樹脂層22cの割合を減らす観点から、早い方が好ましい。
【0024】
ところで、樹脂組成物を切り替えるときには、切り替え前後に用いた樹脂組成物の混合物が硬化した混合硬化樹脂層22cがフィルム状支持体21上に形成される。フィルム20を各種用途に使用する場合は、この混合硬化樹脂層22cの部分を切断すればよい。
上述したように、樹脂の硬化不良により金型表面に樹脂が付着した場合は、この樹脂が次ぎに供給される樹脂組成物の硬化樹脂層に全て移行するまで、樹脂の残存痕が硬化樹脂層に転写されるため、この間に製造されたフィルムは廃棄されていた。
しかし、本発明であれば、混合硬化樹脂層22cの部分のみを廃棄すればよいので、無駄を軽減できる。
【0025】
また、本発明においては、少なくとも2番目に供給される樹脂組成物(図1に示す場合は第二の樹脂組成物)を、活性エネルギー線が照射されないようにフィルム状支持体21上に供給する。従って、1番目に供給される樹脂組成物(図1に示す場合は第一の樹脂組成物)が供給されている間に、第二のディスペンサ13bの先端(吐出口)にある第二の樹脂組成物が硬化するのを抑制できる。従って、円滑に樹脂の切り替えを行うことができる。
【0026】
なお、本発明のフィルムの製造方法は、上述した方法に限定されない。上述した方法では、第二の樹脂組成物を第一の樹脂組成物よりも上流側からフィルム状支持体上に供給しているが、第二の樹脂組成物を第一の樹脂組成物よりも下流側から供給してもよい。
【0027】
また、第一の樹脂組成物は活性エネルギー線が照射される位置から供給してもよく、例えば金型に搬送されたフィルム状支持体と金型との間に第一の樹脂組成物を供給し、バンク(樹脂溜まり)を形成させてもよい。
ただし、供給停止後に第一の樹脂供給手段に残った第一の樹脂組成物がディスペンサの先端などで硬化するのを抑制できる点で、第一の樹脂組成物も活性エネルギー線が照射されないように供給するのが好ましい。特に、第一の樹脂組成物の供給量の減少スピードと、第二の樹脂組成物の供給量の増加スピードを上げて、樹脂の切り替えを早く行う場合には、これらの樹脂組成物の供給位置が近い方が好ましい。従って、第一の樹脂組成物も活性エネルギー線が照射されないように供給するのが好ましい。
【0028】
また、上述した方法では、フィルム状支持体の搬送方向に一列に設置された2つの樹脂供給手段から第一の樹脂組成物および第二の樹脂組成物を順次供給しているが、少なくとも2番目に供給される樹脂組成物(第二の樹脂組成物)が、活性エネルギー線が照射されないように供給されれば、2つの樹脂供給手段はフィルム状支持体の搬送方向に一列に並んでいなくてもよく、例えばフィルムの幅方向に一列に並んでいてもよい。ただし、この場合は、樹脂の切り替え時にフィルム状支持体の幅方向において厚みムラが生じないように、ブレード(図示略)等を用いて第一の樹脂組成物および第二の樹脂組成物をフィルム状支持体の幅方向に均一に広げるのが好ましい。
さらに、2つの樹脂供給手段がフィルムの幅方向に一列に並んだ状態でフィルムを製造する場合は、フィルム状支持体21上への樹脂の供給量の総量が一定またはそれ以上になるように、第一の樹脂組成物の供給を瞬時に停止するのと同時に、第二の樹脂組成物の供給を開始してもよい。
【0029】
なお、第一の樹脂組成物を金型に搬送されたフィルム状支持体と金型との間に供給し、バンク(樹脂溜まり)を形成させる場合、第一の樹脂組成物は活性エネルギー線が照射されやすいので、第二の樹脂組成物は第一の樹脂組成物よりも上流側の活性エネルギー線が照射されない位置から供給する。ただし、第二の樹脂供給手段から供給されるときの第二の樹脂組成物に活性エネルギー線が照射されないように、活性エネルギー線照射装置の位置を設定するなどすれば、第二の樹脂組成物もバンクに供給してもよい。
【0030】
また、上述した方法では、2つの樹脂供給手段から樹脂組成物をフィルム状支持体上に順次供給しているが、3つ以上の樹脂供給手段から樹脂組成物を順次供給してもよい。この場合、3番目以降に供給される樹脂組成物の供給位置については特に制限されないが、供給前に樹脂供給手段内で硬化するのを防止する点で、活性エネルギー線が照射されない位置が好ましい。また、3番目以降に供給される樹脂組成物のうち、奇数番目に供給される樹脂組成物は1番目に供給される樹脂組成物と同じ位置から、偶数番目に供給される樹脂組成物は2番目に供給される樹脂組成物と同じ位置から、それぞれ供給されてもよい。この場合、各樹脂組成物を供給する樹脂供給手段として移動可能なものを使用し、供給を停止した後で、次に同じ位置から供給される樹脂組成物を供給する樹脂供給手段と交換すればよい。
【0031】
また、樹脂組成物の種類については、活性エネルギー線の照射により硬化するものであれば特に制限されない。さらに、各樹脂組成物は同じ種類(同じ組成)であってもよいし、異なる種類であってもよい。
また、フィルム状支持体や金型についても特に制限されない。
以下、本発明に用いる樹脂組成物、フィルム状支持体、および金型について説明する。
【0032】
<樹脂組成物>
本発明に用いる樹脂組成物は、少なくとも重合性化合物と重合開始剤とを含む。
(重合性化合物)
重合性化合物としては、分子中にラジカル重合性結合および/またはカチオン重合性結合を有するモノマー、オリゴマー、反応性ポリマー等が挙げられる。
【0033】
ラジカル重合性結合を有するモノマーとしては、単官能モノマー、多官能モノマーが挙げられる。
単官能モノマーとしては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、i−ブチル(メタ)アクリレート、s−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、アルキル(メタ)アクリレート、トリデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、イソボルニル(メタ)アクリレート、グリシジル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、アリル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、2−メトキシエチル(メタ)アクリレート、2−エトキシエチル(メタ)アクリレート等の(メタ)アクリレート誘導体;(メタ)アクリル酸、(メタ)アクリロニトリル;スチレン、α−メチルスチレン等のスチレン誘導体;(メタ)アクリルアミド、N−ジメチル(メタ)アクリルアミド、N−ジエチル(メタ)アクリルアミド、ジメチルアミノプロピル(メタ)アクリルアミド等の(メタ)アクリルアミド誘導体等が挙げられる。これらは、1種を単独で用いてもよく、2種類以上を併用してもよい。
【0034】
多官能モノマーとしては、エチレングリコールジ(メタ)アクリレート、トリプロピレングリコールジ(メタ)アクリレート、イソシアヌール酸エチレンオキサイド変性ジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、1,5−ペンタンジオールジ(メタ)アクリレート、1,3−ブチレングリコールジ(メタ)アクリレート、ポリブチレングリコールジ(メタ)アクリレート、2,2−ビス(4−(メタ)アクリロキシポリエトキシフェニル)プロパン、2,2−ビス(4−(メタ)アクリロキシエトキシフェニル)プロパン、2,2−ビス(4−(3−(メタ)アクリロキシ−2−ヒドロキシプロポキシ)フェニル)プロパン、1,2−ビス(3−(メタ)アクリロキシ−2−ヒドロキシプロポキシ)エタン、1,4−ビス(3−(メタ)アクリロキシ−2−ヒドロキシプロポキシ)ブタン、ジメチロールトリシクロデカンジ(メタ)アクリレート、ビスフェノールAのエチレンオキサイド付加物ジ(メタ)アクリレート、ビスフェノールAのプロピレンオキサイド付加物ジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジビニルベンゼン、メチレンビスアクリルアミド等の二官能性モノマー;ペンタエリスリトールトリ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールプロパンエチレンオキサイド変性トリ(メタ)アクリレート、トリメチロールプロパンプロピレンオキシド変性トリアクリレート、トリメチロールプロパンエチレンオキシド変性トリアクリレート、イソシアヌール酸エチレンオキサイド変性トリ(メタ)アクリレート等の三官能モノマー;コハク酸/トリメチロールエタン/アクリル酸の縮合反応混合物、ジペンタエリストールヘキサ(メタ)アクリレート、ジペンタエリストールペンタ(メタ)アクリレート、ジトリメチロールプロパンテトラアクリレート、テトラメチロールメタンテトラ(メタ)アクリレート等の四官能以上のモノマー;二官能以上のウレタンアクリレート、二官能以上のポリエステルアクリレート等が挙げられる。これらは、1種を単独で用いてもよく、2種類以上を併用してもよい。
【0035】
カチオン重合性結合を有するモノマーとしては、エポキシ基、オキセタニル基、オキサゾリル基、ビニルオキシ基等を有するモノマーが挙げられ、エポキシ基を有するモノマーが特に好ましい。
【0036】
オリゴマーまたは反応性ポリマーとしては、不飽和ジカルボン酸と多価アルコールとの縮合物等の不飽和ポリエステル類;ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、ポリオール(メタ)アクリレート、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、カチオン重合型エポキシ化合物、側鎖にラジカル重合性結合を有する上述のモノマーの単独または共重合ポリマー等が挙げられる。
【0037】
(重合開始剤)
光硬化反応を利用する場合、光重合開始剤としては、例えば、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル、ベンジル、ベンゾフェノン、p−メトキシベンゾフェノン、2,2−ジエトキシアセトフェノン、α,α−ジメトキシ−α−フェニルアセトフェノン、メチルフェニルグリオキシレート、エチルフェニルグリオキシレート、4,4’−ビス(ジメチルアミノ)ベンゾフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン等のカルボニル化合物;テトラメチルチウラムモノスルフィド、テトラメチルチウラムジスルフィド等の硫黄化合物;2,4,6−トリメチルベンゾイルジフェニルフォスフィンオキサイド、ベンゾイルジエトキシフォスフィンオキサイド等が挙げられる。
これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
【0038】
電子線硬化反応を利用する場合、重合開始剤としては、例えば、ベンゾフェノン、4,4−ビス(ジエチルアミノ)ベンゾフェノン、2,4,6−トリメチルベンゾフェノン、メチルオルソベンゾイルベンゾエート、4−フェニルベンゾフェノン、t−ブチルアントラキノン、2−エチルアントラキノン、2,4−ジエチルチオキサントン、イソプロピルチオキサントン、2,4−ジクロロチオキサントン等のチオキサントン;ジエトキシアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、ベンジルジメチルケタール、1−ヒドロキシシクロヘキシル−フェニルケトン、2−メチル−2−モルホリノ(4−チオメチルフェニル)プロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルホリノフェニル)−ブタノン等のアセトフェノン;ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル等のベンゾインエーテル;2,4,6−トリメチルベンゾイルジフェニルホスフィンオキサイド、ビス(2,6−ジメトキシベンゾイル)−2,4,4−トリメチルペンチルホスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイド等のアシルホスフィンオキサイド;メチルベンゾイルホルメート、1,7−ビスアクリジニルヘプタン、9−フェニルアクリジン等が挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
【0039】
熱硬化反応を利用する場合、熱重合開始剤としては、例えば、メチルエチルケトンパーオキサイド、ベンゾイルパーオキサイド、ジクミルパーオキサイド、t−ブチルハイドロパーオキサイド、クメンハイドロパーオキサイド、t−ブチルパーオキシオクトエート、t−ブチルパーオキシベンゾエート、ラウロイルパーオキサイド等の有機過酸化物;アゾビスイソブチロニトリル等のアゾ系化合物;前記有機過酸化物にN,N−ジメチルアニリン、N,N−ジメチル−p−トルイジン等のアミンを組み合わせたレドックス重合開始剤等が挙げられる。
【0040】
重合開始剤の量は、重合性化合物100質量部に対して、0.1〜10質量部が好ましい。重合開始剤の量が0.1質量部未満では、重合が進行しにくい。重合開始剤の量が10質量部を超えると、硬化樹脂層が着色したり、機械強度が低下したりすることがある。
【0041】
(他の成分)
樹脂組成物は、必要に応じて、非反応性のポリマー、活性エネルギー線ゾルゲル反応性組成物、帯電防止剤、防汚性を向上させるためのフッ素化合物等の添加剤、微粒子、少量の溶媒を含んでいてもよい。
【0042】
非反応性のポリマーとしては、アクリル系樹脂、スチレン系樹脂、ポリウレタン、セルロース系樹脂、ポリビニルブチラール、ポリエステル、熱可塑性エラストマー等が挙げられる。
活性エネルギー線ゾルゲル反応性組成物としては、アルコキシシラン化合物、アルキルシリケート化合物等が挙げられる。
【0043】
アルコキシシラン化合物としては、テトラメトキシシラン、テトラ−i−プロポキシシラン、テトラ−n−プロポキシシラン、テトラ−n−ブトキシシラン、テトラ−sec−ブトキシシラン、テトラ−t−ブトキシシラン、メチルトリエトキシシラン、メチルトリプロポキシシラン、メチルトリブトキシシラン、ジメチルジメトキシシラン、ジメチルジエトキシシラン、トリメチルエトキシシラン、トリメチルメトキシシラン、トリメチルプロポキシシラン、トリメチルブトキシシラン等が挙げられる。
アルキルシリケート化合物としては、メチルシリケート、エチルシリケート、イソプロピルシリケート、n−プロピルシリケート、n−ブチルシリケート、n−ペンチルシリケート、アセチルシリケート等が挙げられる。
【0044】
(内部離型剤)
なお、フィルム状支持体上に1番目に供給される樹脂組成物には、内部離型剤が含まれていることが好ましい。1番目に供給され樹脂組成物が内部離型剤を含むことで、内部離型剤が金型表面に移行し、金型と硬化樹脂層との離型性が向上するので、金型からフィルムを剥離しやすくなる。
【0045】
内部離型剤としては、フッ素含有化合物、シリコーン系化合物、リン酸エステル系化合物、長鎖アルキル基を有する化合物、ポリオキシアルキレン基を有する化合物、固形ワックス(ポリエチレンワックス、アミドワックス、ポリテトラフルオロエチレンのパウダ等)等が挙げられる。
1番目に供給される樹脂組成物の硬化樹脂層と金型との離型性が良好となる点から、内部離型剤として(ポリ)オキシアルキレンアルキルリン酸エステル化合物を含むことが好ましい。
【0046】
(ポリ)オキシアルキレンアルキルリン酸エステル化合物としては、離型性の点から、下記式(1)で表わされる化合物が好ましい。
(HO)3−n(O=)P[−O−(CH2CH2O)m−R1]n ・・・(1)
R1は、アルキル基であり、mは1〜20の整数であり、nは1〜3の整数である。
【0047】
R1としては、炭素数1〜20のアルキル基が好ましく、炭素数3〜18のアルキル基がより好ましい。
mは、1〜10の整数が好ましい。
(ポリ)オキシアルキレンアルキルリン酸エステル化合物は、モノエステル体(n=1)、ジエステル体(n=2)、トリエステル体(n=3)のいずれであってもよい。また、ジエステル体またはトリエステル体の場合、1分子中の複数の(ポリ)オキシアルキレンアルキル基はそれぞれ異なっていてもよい。
【0048】
(ポリ)オキシアルキレンアルキルリン酸エステル化合物としては、市販品を用いることができる。例えば、城北化学社製の「JP−506H」;アクセル社製の「モールドウイズINT−1856」;日光ケミカル社製の「TDP−10」、「TDP−8」、「TDP−6」、「TDP−2」、「DDP−10」、「DDP−8」、「DDP−6」、「DDP−4」、「DP−2」、「TLP−4」、「TCP−5」、「DLP−10」などが挙げられる。
(ポリ)オキシアルキレンアルキルリン酸エステル化合物は、1種を単独で用いてもよく、2種以上を併用してもよい。
【0049】
(ポリ)オキシアルキレンアルキルリン酸エステル化合物の量は、重合性化合物の100質量部に対して、0.01〜1質量部が好ましく、0.05〜0.5質量部がより好ましく、0.05〜0.1質量部がさらに好ましい。(ポリ)オキシアルキレンアルキルリン酸エステル化合物の量が1質量部以下であれば、金型表面の異物を十分に除去できる。また、フィルム状支持体との密着性の低下が抑えられ、その結果、金型への樹脂残りが抑えられる。(ポリ)オキシアルキレンアルキルリン酸エステル化合物の量が0.01質量部以上であれば、金型表面に十分な量の(ポリ)オキシアルキレンアルキルリン酸エステル化合物を移行できる。また、金型からの離型性が十分となり、金型表面への樹脂残りが抑えられる。
【0050】
<フィルム状支持体>
本発明においては、フィルム状支持体を活性エネルギー線の照射を介して行うため、フィルム状支持体としては、活性エネルギー線の照射を著しく阻害しないものが好ましい。フィルム状支持体の材質としては、例えばポリカーボネート樹脂、ポリスチレン系樹脂、ポリエステル樹脂(ポリエチレンテレフタレート、ポリブチレンテレフタレート等)、アクリル系樹脂、セルロース系樹脂(トリアセチルセルロース等)、ポリオレフィン、ガラス等が挙げられる。
【0051】
<金型>
本発明に用いる金型としては、例えば表面に微細凹凸構造が形成された金型などが挙げられるが、表面の構造については微細凹凸構造に限定されない。
以下、表面に微細凹凸構造が形成された金型の一例について、具体的に説明する。
【0052】
金型は、金型基材の表面に微細凹凸構造を形成して作製される。
金型基材の材料としては、金属(表面に酸化皮膜が形成されたものを含む。)、石英、ガラス、樹脂、セラミックス等が挙げられる。
金型基材の形状としては、ロール状、円管状、平板状、シート状等が挙げられる。
【0053】
金型の作製方法としては、例えば、下記の方法(i−1)または方法(i−2)が挙げられ、大面積化が可能であり、かつ作製が簡便である点から、方法(i−1)が特に好ましい。
(i−1)アルミニウム基材の表面に、複数の細孔(凹部)を有する陽極酸化アルミナを形成する方法。
(i−2)金型基材の表面にリソグラフィ法によって微細凹凸構造を形成する方法。
【0054】
方法(i−1)としては、下記の工程(a)〜(f)を有する方法が好ましい。
(a)アルミニウム基材を電解液中、定電圧下で陽極酸化してアルミニウム基材の表面に酸化皮膜を形成する工程。
(b)酸化皮膜を除去し、アルミニウム基材の表面に陽極酸化の細孔発生点を形成する工程。
(c)アルミニウム基材を電解液中、再度陽極酸化し、細孔発生点に細孔を有する酸化皮膜を形成する工程。
(d)細孔の径を拡大させる工程。
(e)工程(d)の後、電解液中、再度陽極酸化する工程。
(f)工程(d)と工程(e)を繰り返し行い、複数の細孔を有する陽極酸化アルミナがアルミニウムの表面に形成された金型を得る工程。
【0055】
工程(a):
工程(a)では、アルミニウム基材を電解液中、定電圧下で陽極酸化して酸化皮膜を形成する。アルミニウム基材を陽極酸化すると、細孔を有する酸化皮膜が形成される。
また、アルミニウム基材は、表面状態を平滑化にするために、機械研磨、羽布研磨、化学的研磨、電解研磨処理(エッチング処理)などで研磨されることが好ましい。また、アルミニウム基材は、所定の形状に加工する際に用いた油が付着していることがあるため、陽極酸化の前にあらかじめ脱脂処理されることが好ましい。
【0056】
アルミニウムの純度は、99%以上が好ましく、99.5%以上がより好ましく、99.8%以上が特に好ましい。アルミニウムの純度が低いと、陽極酸化した時に、不純物の偏析により可視光を散乱する大きさの凹凸構造が形成されたり、陽極酸化で得られる細孔の規則性が低下したりすることがある。
電解液としては、硫酸、シュウ酸、リン酸等が挙げられる。
【0057】
シュウ酸を電解液として用いる場合:
シュウ酸の濃度は、0.7M以下が好ましい。シュウ酸の濃度が0.7Mを超えると、電流値が高くなりすぎて酸化皮膜の表面が粗くなることがある。
化成電圧が30〜60Vの時、平均間隔が100nm以上の規則性の高い細孔を有する陽極酸化アルミナを得ることができる。化成電圧がこの範囲より高くても低くても規則性が低下する傾向にある。
電解液の温度は、60℃以下が好ましく、45℃以下がより好ましい。電解液の温度が60℃を超えると、いわゆる「ヤケ」といわれる現象がおこり、細孔が壊れたり、表面が溶けて細孔の規則性が乱れたりすることがある。
【0058】
硫酸を電解液として用いる場合;
硫酸の濃度は0.7M以下が好ましい。硫酸の濃度が0.7Mを超えると、電流値が高くなりすぎて定電圧を維持できなくなることがある。
化成電圧が25〜30Vの時、平均間隔が63nmの規則性の高い細孔を有する陽極酸化アルミナを得ることができる。化成電圧がこの範囲より高くても低くても規則性が低下する傾向がある。
電解液の温度は、30℃以下が好ましく、20℃以下がより好ましい。電解液の温度が30℃を超えると、いわゆる「ヤケ」といわれる現象がおこり、細孔が壊れたり、表面が溶けて細孔の規則性が乱れたりすることがある。
【0059】
工程(b):
工程(b)では、工程(a)で形成された酸化皮膜の少なくとも一部を除去し、陽極酸化の細孔発生点を形成する。陽極酸化の細孔発生点を形成することで細孔の規則性を向上することができる。
酸化皮膜を除去する方法としては、アルミニウムを溶解せず、酸化皮膜を選択的に溶解する溶液に溶解させて除去する方法が挙げられる。このような溶液としては、例えば、クロム酸/リン酸混合液等が挙げられる。
【0060】
工程(c):
工程(c)では、酸化皮膜の少なくとも一部を除去したアルミニウム基材を電解液中、再度陽極酸化し、細孔発生点に円柱状の細孔を有する酸化皮膜を形成する。
陽極酸化は、工程(a)と同様な条件で行えばよい。陽極酸化の時間を長くするほど深い細孔を得ることができる。
【0061】
工程(d):
工程(d)では、工程(c)で形成された酸化皮膜の細孔の径を拡大させる処理(以下、「細孔径拡大処理」という。)を行う。細孔径拡大処理は、酸化皮膜を溶解する溶液に浸漬して陽極酸化で得られた細孔の径を拡大させる処理である。このような溶液としては、例えば、5質量%程度のリン酸水溶液等が挙げられる。
細孔径拡大処理の時間を長くするほど、細孔径は大きくなる。
【0062】
工程(e):
工程(e)では、工程(d)の後アルミニウム基材を電解液中、再度陽極酸化する。すると、円柱状の細孔の底部から下に延びる、直径の小さい円柱状の細孔がさらに形成される。
陽極酸化は、工程(a)と同様な条件で行えばよい。陽極酸化の時間を長くするほど深い細孔を得ることができる。
【0063】
工程(f):
工程(f)では、工程(d)の細孔径拡大処理と、工程(e)の陽極酸化を繰り返す。すると、直径が開口部から深さ方向に連続的に減少する形状の細孔を有する陽極酸化アルミナが形成され、アルミニウム基材の表面に陽極酸化アルミナを有する金型が得られる。
繰り返し回数は、合計で3回以上が好ましく、5回以上がより好ましい。繰り返し回数が2回以下では、非連続的に細孔の直径が減少するため、このような細孔を有する陽極酸化アルミナを用いて形成されたモスアイ構造の反射率低減効果は不十分である。
【0064】
このようにして作製された金型本体の表面には、細孔(凹部)が複数形成され、凹凸構造が構成される。微細凹凸構造の細孔の形状としては、略円錐形状、角錐形状、円柱形状等が挙げられ、円錐形状、角錐形状等のように、深さ方向と直交する方向の細孔断面積が最表面から深さ方向に連続的に減少する形状が好ましい。
【0065】
細孔間の平均間隔は、可視光の波長以下、すなわち400nm以下である。細孔間の平均間隔は、20nm以上が好ましい。
細孔間の平均間隔は、電子顕微鏡観察によって隣接する細孔間の間隔(細孔の中心から隣接する細孔の中心までの距離)を50点測定し、これらの値を平均したものである。
【0066】
細孔の深さは、平均間隔が100nmの場合は、80〜500nmが好ましく、120〜400nmがより好ましく、150〜300nmが特に好ましい。
細孔の深さは、電子顕微鏡観察によって倍率30000倍で観察したときにおける、細孔の最底部と、細孔間に存在する凸部の最頂部との間の距離を測定した値である。
細孔のアスペクト比(細孔の深さ/細孔間の平均間隔)は、0.8〜5.0が好ましく、1.2〜4.0がより好ましく、1.5〜3.0が特に好ましい。
【0067】
このようにして得られた金型は、そのままフィルムの製造に用いてもよいし、微細凹凸構造が形成された側の表面を外部離型剤で処理してから、フィルムの製造に用いてもよい。
外部離型剤としては、アルミニウム基材の陽極酸化アルミナと化学結合を形成し得る官能基を有するものが好ましい。なお、厳密には微細凹凸構造を表面に有する金型の、微細凹凸構造の表面を離型剤で処理するものであるが、以降単に「微細凹凸構造を表面に有する金型」や、「金型の表面」を処理する、と記載する場合がある。
【0068】
外部離型剤としては、シリコーン樹脂、フッ素樹脂、フッ素化合物等が挙げられ、加水分解性シリル基を有するフッ素化合物が特に好ましい。加水分解性シリル基を有するフッ素化合物の市販品としては、信越化学工業社製の「フルオロアルキルシラン」、「KBM−7803」;旭硝子社製の「MRAF」;ハーベス社製の「オプツールHD1100」、「オプツールHD2100シリーズ」;ダイキン工業社製の「オプツールAES4」、「オプツールAES6」;住友スリーエム社製の「ノベックEGC−1720」;フロロテクノロジー社製の「FS−2050シリーズ」等が挙げられる。
【0069】
外部離型剤による処理方法としては、下記の方法(ii−1)または方法(ii−2)が挙げられ、金型の微細凹凸構造が形成された側の表面をムラなく外部離型剤で処理できる点から、方法(ii−1)が特に好ましい。
(ii−1)外部離型剤の希釈溶液に金型を浸漬する方法。
(ii−2)外部離型剤またはその希釈溶液を、金型の微細凹凸構造が形成された側の表面に塗布する方法。
【0070】
方法(ii−1)により金型の表面を処理する場合には、まず、金型を水洗する。これは、金型には微細凹凸構造を形成する際に用いた薬剤(細孔径拡大処理に用いたリン酸水溶液、リソグラフィ法に用いた剥離液等)や、不純物(埃等)等が付着しているため、これらを除去するためである。
ついで、金型にエアーを吹き付け、目に見える水滴はほぼ除去した後、加水分解性シリル基を有するフッ素化合物をフッ素系溶媒で希釈した希釈溶液に金型を浸漬した後、浸漬した金型をゆっくりと溶液から引き上げる。その際、電動引き上げ機等を用いて、一定速度で引き上げ、引き上げ時の揺動を抑えることが好ましい。これにより塗布ムラを少なくできる。さらに、必要に応じて金型を加熱加湿させた後、金型を乾燥させる。
希釈用のフッ素系溶媒としては、ハイドロフルオロポリエーテル、パーフルオロヘキサン、パーフルオロメチルシクロヘキサン、パーフルオロ−1,3−ジメチルシクロヘキサン、ジクロロペンタフルオロプロパン等が挙げられる。加水分解性シリル基を有するフッ素化合物の濃度は、希釈溶液(100質量%)中、0.01〜0.5質量%が好ましい。
【0071】
金型の表面が外部離型剤で処理されたことは、金型の表面の水接触角を測定することによって確認できる。外部離型剤で処理された金型の表面の水接触角は、60°以上が好ましく、90°以上がより好ましい。水接触角が 60°以上であれば、金型の表面が外部離型剤で十分に処理され、離型性が良好となる。
【0072】
金型の微細凹凸構造が形成された側の表面を金型と化学結合を形成し得る外部離型剤で処理することで、金型の微細凹凸構造を物品の表面に転写する場合に、初期の離型性が良好となる。また、繰り返し転写した場合であっても、離型性が低下しにくくなるため、微細凹凸構造を表面に有する物品を生産性よく製造できるようになる。
【0073】
以上説明した本発明のフィルムの製造方法にあっては、供給中の樹脂組成物の供給量を減らしつつ、次の樹脂組成物の供給を開始し、かつフィルム状支持体上への樹脂の供給量の総量が一定またはそれ以上になるように、フィルム状支持体上に2つ以上の樹脂供給手段から樹脂組成物を切り替えて連続供給する。従って、樹脂の硬化不良による金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写できるとともに、無駄なくフィルムを製造できる。
【0074】
また、本発明においては、少なくとも2番目に供給される樹脂組成物を、活性エネルギー線が照射されないようにフィルム状支持体上に供給する。従って、1番目に供給される樹脂組成物が供給されている間に、樹脂供給手段(特にディスペンサの先端)にて2番目に供給される樹脂組成物が硬化するのを抑制できる。従って、円滑に樹脂の切り替えを行うことができる。
【0075】
このようにして得られるフィルムは、その表面に、金型表面の構造の反転構造が鍵と鍵穴の関係で転写される。
例えば、金型の表面構造が微細凹凸構造である場合、フィルム表面には、樹脂組成物の硬化物からなる複数の凸部を有する。
【0076】
微細凹凸構造としては、略円錐形状、角錐形状等の突起(凸部)が複数並んだ、いわゆるモスアイ構造が好ましい。突起間の間隔が可視光の波長以下であるモスアイ構造は、空気の屈折率から材料の屈折率へと連続的に屈折率が増大していくことで有効な反射防止の手段となることが知られている。
【0077】
凸部間の平均間隔は、可視光の波長以下、すなわち400nm以下である。陽極酸化アルミナの金型を用いて凸部を形成した場合、凸部間の平均間隔は100から200nm程度となることから、250nm以下が特に好ましい。
また、凸部間の平均間隔は、凸部の形成のしやすさの点から、20nm以上が好ましい。
凸部間の平均間隔は、電子顕微鏡観察によって隣接する凸部間の間隔(凸部の中心から隣接する凸部の中心までの距離)を50点測定し、これらの値を平均したものである。
【0078】
凸部の高さは、平均間隔が100nmの場合は、80〜500nmが好ましく、120〜400nmがより好ましく、150〜300nmが特に好ましい。凸部の高さが80nm以上であれば、反射率が十分低くなり、かつ反射率の波長依存性が少ない。凸部の高さが500nm以下であれば、凸部の耐擦傷性が良好となる。
凸部の高さは、電子顕微鏡によって倍率30000倍で観察したときにおける、凸部の最頂部と、凸部間に存在する凹部の最底部との間の距離を測定した値である。
【0079】
凸部のアスペクト比(凸部の高さ/凸部間の平均間隔)は、0.8〜5.0が好ましく、1.2〜4.0がより好ましく、1.5〜3.0が特に好ましい。凸部のアスペクト比が1.0以上であれば、反射率が十分に低くなる。凸部のアスペクト比が5.0以下であれば、凸部の耐擦傷性が良好となる。
【0080】
凸部の形状は、高さ方向と直交する方向の凸部断面積が最表面から深さ方向に連続的に増加する形状、すなわち、凸部の高さ方向の断面形状が、三角形、台形、釣鐘型等の形状が好ましい。
【0081】
本発明により得られるフィルムは各種用途に使用できるが、例えば表面に微細凹凸構造を有する金型の表面構造が転写されたフィルムの場合には、反射防止物品、防曇性物品、防汚性物品、撥水性物品、より具体的には、ディスプレー用反射防止、自動車メーターカバー、自動車ミラー、自動車窓、有機または無機エレクトロルミネッセンスの光取り出し効率向上部材、太陽電池部材等の用途に好適である。
【実施例】
【0082】
以下、本発明を実施例により具体的に説明するが、本発明はこれらに限定されるものではない。
【0083】
(陽極酸化アルミナの細孔)
陽極酸化アルミナの一部を削り、断面にプラチナを1分間蒸着し、電界放出形走査電子顕微鏡(日本電子社製、「JSM−7400F」)を用いて、加速電圧3.00kVの条件にて、断面を観察し、細孔の間隔、細孔の深さを測定した。
【0084】
〔調製例〕
以下に示す割合で各成分を混合し、第1の樹脂組成物A、第2の樹脂組成物Bを調製した。
【0085】
(第一の硬化性樹脂A)
ジペンタエリスリトールヘキサアクリレート(DPHA)20質量部、
アロニックスM−260(東亞合成社製)70質量部、
ヒドロキシエチルアクリレート10質量部、
1−ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティ・ケミカルズ社製、「イルガキュア184」)1.5質量部。
【0086】
(第二の硬化性樹脂B)
コハク酸/トリメチロールエタン/アクリル酸の縮合反応混合物(大阪有機化学工業社製、「TAS」)45質量部、
1,6−ヘキサンジオールジアクリレート(大阪有機化学社製、「C6DA」)45質量部、
ラジカル重合性シリコーンオイル(信越化学工業社製、「X−22−1602」)10質量部、
1−ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティ・ケミカルズ社製、「イルガキュア184」)3.0質量部、
ビス(2,4,6−トリメチルベンゾイル)−フェニルホスフィンオキサイド(チバ・スペシャリティ・ケミカルズ社製、「イルガキュア819」)0.2質量部。
【0087】
〔金型の作製〕
ロール状のアルミニウム基材(純度:99.99%)を用意した。
該アルミニウム基材について、0.3Mシュウ酸水溶液中で、直流40V、温度16℃の条件で6時間陽極酸化を行った(工程(a))。
ついで、酸化皮膜が形成されたアルミニウム板を、6質量%リン酸/1.8質量%クロム酸混合水溶液に6時間浸漬して、酸化皮膜を除去した(工程(b))。
ついで、該アルミニウム基材について、0.3Mシュウ酸水溶液中、直流40V、温度16℃の条件で20秒間陽極酸化を行った(工程(c))。
ついで、酸化皮膜が形成されたアルミニウム基材を、32℃の5質量%リン酸水溶液に8分間浸漬して、細孔径拡大処理を行った(工程(d))。
ついで、前記工程(c)および工程(d)を合計で4回繰り返し、最後に工程(d)を行い(工程(e))、平均間隔:100nm、深さ:220nmの略円錐形状の細孔を有する陽極酸化アルミナが表面に形成されたロール状の金型を得た。
得られた金型を、オプツールDSX(ダイキン化成品販売社製)の0.1質量%希釈溶液に浸漬した後、一晩風乾して、離型剤で処理されたロール状の金型を得た。
【0088】
[実施例1]
図1に示すフィルムの製造装置を用い、以下のようにしてフィルムを製造した。
なお、金型11としては、先に作製した、離型剤で処理されたロール状の金型を用いた。
また、第一の樹脂供給手段から供給される第一の樹脂組成物としては、前記第一の樹脂組成物Aを用い、第二の樹脂供給手段から供給される第二の樹脂組成物としては、前記第二の樹脂組成物Bを用いた。
また、フィルム状支持体21としては、ポリエステルフィルム(三菱樹脂社製、「W32A」、厚さ:188μm、幅:300mm)を用いた。
【0089】
まず、フィルム状支持体21を、金型11の回転に同期させて金型11の表面に沿って移動させつつ、第一の樹脂供給手段12から第一の樹脂組成物をフィルム状支持体上に供給した。ついで、金型11とニップロール14との間で、フィルム状支持体21および第一の樹脂組成物をニップし、フィルム状支持体21と金型11との間に第一の樹脂組成物を均一に行渡らせると同時に、金型11の表面の微細凹凸構造の凹部内に第一の樹脂組成物を充填した。
そして、活性エネルギー線照射装置15を用い、フィルム状支持体21側から、積算光量1100mJ/cm2の紫外線を第一の樹脂組成物に照射し、第一の樹脂組成物を硬化させることによって、フィルム状支持体21上に金型11の表面構造が転写された硬化樹脂層(図示略)を形成した。ついで、剥離ロール16により、表面に硬化樹脂層が形成されたフィルム20(第一のフィルム20a)を金型11から剥離した。
【0090】
200mのフィルム状支持体21の表面に第一の樹脂組成物からなる硬化樹脂層を形成した後、フィルム状支持体21の搬送を停止することなく、第一の樹脂組成物の供給量を徐々に減らしつつ、第二の樹脂供給手段13から第二の樹脂組成物の供給を開始し、その供給量を徐々に増やしていき、第一の樹脂組成物から第二の樹脂組成物に切り替えた。第一の樹脂組成物および第二の樹脂組成物の供給量は、図3に示すように、供給量の総量が常に一定になるように、時間の経過とともに一方(第一の樹脂組成物の供給量)を減らしつつ、他方(第二の樹脂組成物の供給量)を増やしていった。
樹脂の切り替え中、および切り替え後についても、切り替え前と同様に紫外線を樹脂組成物に照射してフィルム20を製造した。
【0091】
こうして、図2に示すように、金型の表面構造が転写された、第一の樹脂組成物の硬化物からなる硬化樹脂層22a、および第二の樹脂組成物の硬化物である硬化樹脂層22bがフィルム状支持体21上に連続して形成されたフィルム20を得た。
なお、樹脂の切り替え中には、第一の樹脂組成物および第二の樹脂組成物の混合物が硬化した混合硬化樹脂層22cがフィルム状支持体21上に形成された。
【0092】
このようにして得られたフィルムの表面を目視にて観察したところ、樹脂の切り替え前後において変化は確認されず、樹脂の切り替え後も切り替え前と同様に金型表面の微細凹凸構造を転写することができた。
また、フィルム製造後の金型表面について目視にて観察したところ、樹脂の付着は確認されなかった。
従って、本発明によれば、樹脂の切り替え時における金型表面への樹脂の付着を抑制でき、樹脂の切り替え後も樹脂の残存痕の転写を防止しつつ、樹脂の切り替え前と同様に、金型の表面構造をフィルム状支持体の表面に転写できることが示された。
【0093】
[比較例1]
実施例1と同様にして第一の樹脂供給手段12から第一の樹脂組成物を供給し、第一の樹脂組成物を硬化させて、フィルム状支持体21上に金型11の表面構造が転写された硬化樹脂層(図示略)を形成した。
200mのフィルム状支持体21の表面に第一の樹脂組成物からなる硬化樹脂層を形成した後、第一の樹脂供給手段12からの第1の樹脂組成物の供給を停止し、金型11とフィルム状支持体21との間に第一の樹脂組成物がなくなるまでフィルム状支持体21を移動させた後、一旦、フィルム状支持体21の移動を停止した。
引き続き、フィルム状支持体21の移動を再開し、第二の樹脂供給手段13から第二の樹脂組成物の供給を開始した。そして、第一の樹脂組成物の場合と同様にして第二の樹脂組成物を硬化させて、フィルム状支持体21上に金型11の表面構造が転写された硬化樹脂層(図示略)を形成した。
【0094】
このようにして得られたフィルムの表面を目視にて観察したところ、第一の樹脂組成物からなる硬化樹脂層には樹脂の残存痕は確認されなかったが、第二の樹脂組成物からなる硬化樹脂層に、周期的な樹脂の残存痕が確認された。
また、フィルム製造後の金型表面について目視にて確認したところ、第二の樹脂組成物からなる硬化樹脂層に形成された樹脂の残存痕と同様の形状のスジが確認された。このスジは第二の樹脂組成物の硬化不良による樹脂の付着が原因であり、樹脂を切り替えた後、金型表面に付着した樹脂の残存痕が微細凹凸構造とともに硬化樹脂層に転写されたものと考えられる。
【符号の説明】
【0095】
10:フィルムの製造装置、
11:金型、
12:第一の樹脂供給手段、
13:第二の樹脂供給手段、
15:活性エネルギー線照射装置、
20、20a、20b:フィルム、
21:フィルム状支持体、
22a、22b:硬化樹脂層
22c:混合硬化樹脂層。
【特許請求の範囲】
【請求項1】
金型に連続搬送されるフィルム状支持体上に、2つ以上の樹脂供給手段から活性エネルギー線硬化性樹脂組成物を順次切り替えて供給し、フィルム状支持体上に供給された活性エネルギー線硬化性樹脂組成物を金型とフィルム状支持体とで挟み、活性エネルギー線を照射して硬化させ、金型の表面構造が転写された硬化樹脂層が前記フィルム状支持体の表面に形成されたフィルムを連続して製造する方法であって、
少なくとも2番目に供給される活性エネルギー線硬化性樹脂組成物は、活性エネルギー線が照射されないように前記フィルム状支持体上に供給され、
樹脂の切り替え時には、フィルム状支持体への供給中の活性エネルギー線硬化性樹脂組成物の供給量と、次の活性エネルギー線硬化性樹脂組成物の供給量の総量が一定またはそれ以上になるように、活性エネルギー線硬化性樹脂組成物を切り替える、フィルムの製造方法。
【請求項1】
金型に連続搬送されるフィルム状支持体上に、2つ以上の樹脂供給手段から活性エネルギー線硬化性樹脂組成物を順次切り替えて供給し、フィルム状支持体上に供給された活性エネルギー線硬化性樹脂組成物を金型とフィルム状支持体とで挟み、活性エネルギー線を照射して硬化させ、金型の表面構造が転写された硬化樹脂層が前記フィルム状支持体の表面に形成されたフィルムを連続して製造する方法であって、
少なくとも2番目に供給される活性エネルギー線硬化性樹脂組成物は、活性エネルギー線が照射されないように前記フィルム状支持体上に供給され、
樹脂の切り替え時には、フィルム状支持体への供給中の活性エネルギー線硬化性樹脂組成物の供給量と、次の活性エネルギー線硬化性樹脂組成物の供給量の総量が一定またはそれ以上になるように、活性エネルギー線硬化性樹脂組成物を切り替える、フィルムの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−14055(P2013−14055A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−147926(P2011−147926)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]