
フィルムエンボス材料およびその製造方法
【課題】フィルムシワや弛みがなく、種々の用途に広範に利用することができるフィルムエンボス材料及びその製造方法を提供する。
【解決手段】本発明は、表層に厚み3μm以下で、軟化温度80〜160℃のポリエステル層を有し、基材が二軸延伸ポリエチレンテレフタレートからなる厚み9〜40μmのフィルムに、加熱温度が80〜160℃で、原反フィルム貼り合わせ直前に80〜120℃の温度に予熱し、加圧することで、表層のポリエステル層に原反フィルムのエンボス模様を転写し、加圧直後に70℃以下に冷却して連続エンボス表面加工を施したことを特徴とする。
【解決手段】本発明は、表層に厚み3μm以下で、軟化温度80〜160℃のポリエステル層を有し、基材が二軸延伸ポリエチレンテレフタレートからなる厚み9〜40μmのフィルムに、加熱温度が80〜160℃で、原反フィルム貼り合わせ直前に80〜120℃の温度に予熱し、加圧することで、表層のポリエステル層に原反フィルムのエンボス模様を転写し、加圧直後に70℃以下に冷却して連続エンボス表面加工を施したことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルムシワや弛みがなく、種々の用途に広範に利用することができるフィルムエンボス材料およびその製造方法に関する。
【背景技術】
【0002】
一般にエンボス技術と呼ばれている型押しの方法としては、種々の方法が知られているが、軟質系のフィルムからフィルムへのエンボス加工は、型が入り難く、フィルムシワの問題や熱に弱いことから弛みが発生し易く、そのために技術的に加工が困難であり、ほとんど行われていない。そして現在のところ、その多くが金属ロールの表面に凹凸模様を形成し、該ロールの表面模様を軟質系の材料に転移させる方法が採られている。
【0003】
しかし、前記金属ロールを用いる方法は、エンボスの条件として温度、圧力、速度があり、適正な条件を設定することが困難であり、しかも仮に適正な製造条件を選択できたとしても、エンボスロール自体が高価であるため、生産コストが高くなるものであり、特に小規模多品種生産(加工)に向くものではなかった。
また、従来はUV塗料を転写媒体として用いていたが、硬化したUV塗料は硬いため、軟質フィルムの支持体として用いても、十分な柔軟性が得られず(UV塗料の硬化物がフィルムの柔軟性を阻害する)、利用範囲が極めて狭いものであった。
【0004】
そこで、本出願人は、特許文献1において、OPPベースの基材フィルムに転写層としてポリプロピレン層を形成したフィルムエンボス材料を提案し、前述の多くの課題を解決するに至った。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4240444号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、前記特許文献1では、前述のように素材としてOPPベースの基材フィルムに転写層としてポリプロピレン層を形成したものであって、広範囲の用途に適用できるものの、その特性範囲を損なわない分野及び使用条件に限定されるものであった。
また、前記特許文献1に基づいて、基材フィルムを、より耐熱性の高いフィルムに変更したり、或いは転写層を、より耐熱性の高い樹脂層に変更しようとしても、選定した基材フィルムと選定した転写層が十分に接着していないと、目的の効果を果たすことができないものであった。
【0007】
そこで、本発明は、小規模多品種生産(加工)に好適で、しかも柔軟性に優れ、前記の先願発明を超えるような種々の用途に広範に利用できるフィルムエンボス材料及びその製造方法を提案することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記に鑑み提案されたものであり、表層に厚み3μm以下で、軟化温度80〜160℃のポリエステル樹脂層を有し、基材が二軸延伸ポリエチレンテレフタレート(以下、PETという)からなる厚み9〜40μmのフィルムに、加熱温度が80〜160℃で、原反フィルム貼り合わせ直前に80〜120℃の温度に予熱し、加圧することで、表層のポリエステル樹脂層に原反フィルムのエンボス模様を転写し、加圧直後に70℃以下に冷却して連続エンボス表面加工を施したことを特徴とするフィルムエンボス材料に関するものである。
【0009】
また、本発明は、前記フィルムエンボス材料において、エンボス模様がホログラム模様であることを特徴とするフィルムエンボス材料をも提案するものである。
【0010】
さらに、本発明は、表層に厚み3μm以下で軟化温度が80〜160℃のポリエステル樹脂層を有し、基材が二軸延伸PETからなる厚み9〜40μmのフィルムを80〜120℃の温度に予熱し、80〜160℃の加熱温度にてエンボス模様を有する原反フィルムと貼り合わせるに際し、加熱金属ロールとゴム硬度が80度以上の硬度ゴムロール間の加圧で、3〜30m/分の通過速度で、貼り合わせ前後の張力を各々独立に制御しつつ、蛇行防止装置を用いて連続エンボス表面加工を行い、加圧直後に70℃以下に冷却することを特徴とするフィルムエンボス材料の製造方法をも提案するものである。
【発明の効果】
【0011】
本発明のフィルムエンボス材料及びその製造方法は、PETベースの基材フィルムの表面に、転写層としてポリエステル樹脂層を形成したものであって、小規模多品種生産(加工)に好適であり、例えば先願発明(前記特許文献1)であるOPPベースにポリプロピレン層を形成した材料に比べて、耐熱特性や接着剤の接着強度や各種インキの密着性等の二次加工性に優れているため、より広い種々の用途に利用できる。
【0012】
具体的には、先願発明(前記特許文献1)に比べて本発明のフィルムエンボス材料は、耐熱特性に優れ、フィルムの延伸、シワ、弛みが発生する恐れが低い。さらに、転写層に形成されたエンボス柄(模様)は、より精微に再現(転写)され、その形状安定性にも優れている。
また、接着剤の接着強度や各種インキの密着性等の二次加工性についても、本発明のポリエステル樹脂層を転写層とするフィルムエンボス材料は、先願発明(前記特許文献1)より優れており、さらには紫外線透過率、ガスバリア性等においても高い特性を有している。そのため、より広範な用途に利用できる。
【図面の簡単な説明】
【0013】
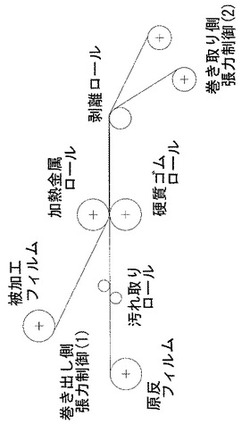
【図1】本発明における連続エンボス表面加工を実施する装置の一例を示す概略図である。
【発明を実施するための形態】
【0014】
本発明に用いられている被加工フィルムは、表層に3μm以下で軟質温度80〜160℃のポリエステル樹脂層を有し、二軸延伸PETからなる厚み9〜40μmのフィルムであって、表層のポリエステル樹脂層が転写層となる。
この被加工フィルムの厚みが9μm満たない場合は、伸び等が生じるため、張力が掛けられず、フィルムに弛みが発生し易くなる。また、厚みが40μmを超える場合には、張力が掛かり難く、フィルムシワが発生し易くなる。
この被加工フィルムは、蒸着(透明金属、アルミニウム等)の有無に関わらず、材質も柔軟性を備え、且つ加熱温度(80〜160℃)に耐え得る程度の耐熱性を有するものであれば特に限定するものではない。
このような複合(積層)タイプのフィルムは、ヒートシール用フィルムとして既に市場に供されているので、容易に入手可能であり、それを用いるようにしてもよい。すなわちヒートシール用のコート層を、本発明における被加工フィルムの転写層として用いるものである。
【0015】
後述する実施例にて用いた東洋紡績社製『E7700』は、ポリエチレンテレフタレート(PET)を主原料とした、二軸延伸フィルムであり、先願発明(前記特許文献1)である二軸延伸ポリプロピレンからなる東洋紡社製『P3162』と比較し、耐熱性・対内容物性・寸法安定性・保香性・透明性に優れ、食品・非食品(薬品・サニタリー・産業資材等)の包材分野に巾広く使用されている。また、安定した物性より、テープ・絶縁材料等の産業資材分野での使用実績も拡大しており、信頼性も高い。
この製品は、ポリエチレンテレフタレート(PET)に、ヒートシール性付与の目的で表層にポリエステル樹脂コートが施されているものであり、前記『E7700』のほかにも、軽ヒートシールタイプの『E7710』といった品番のものも存在する。
【0016】
前記被加工フィルムと貼り合わせる原反フィルムは、表面にエンボス模様を有するものであれば特に具体的構成を限定するものではなく、エンボス模様についても、ホログラム柄などどのような模様でも良い。
このような表面にエンボス模様を有する原反フィルムは、既に多種のものが市場に供されており、容易に且つ安価に入手可能であり、それを用いるようにしても良い。
当然のことながら、貼り合わせ時の加熱温度に対して耐久性を有するものが使用され、前記被加工フィルムと同様にPETベースの原反フィルムを用いることが好ましく、例えば後述する実施例のようにPETベースのホログラムフィルムを用いる。
【0017】
前記被加工フィルムと原反フィルムとを貼り合わせる直前に、80〜120℃に予熱する。具体的な予熱温度は、使用する被加工フィルムのポリエステル樹脂層の軟化温度に応じて決定すれば良く、ポリエステル樹脂層を予熱しておくことにより、後述する加熱温度にまで速やかに上昇し(=即時的に到達させ)、原反フィルムのエンボス模様を転写することができる。
【0018】
また、貼り合わせ時の加熱温度は、80〜160℃であるが、前記予熱温度と同様に具体的な加熱温度は、使用する被加工フィルムのポリエステル樹脂層の軟化温度に応じて決定すれば良く、好ましくは110〜150℃であり、より好ましくは125〜135℃である。この加熱温度が80℃に満たない場合には、エンボス型がポリエステル樹脂層に転写されず、柄が形成されない。また、加熱温度が160℃を超えた場合には、被加工フィルム全体が軟化して加工が困難となる。
なお、この加熱温度も前記予熱温度も、前述のように被加工フィルムのポリエステル樹脂層の特性(軟化温度)に応じて決定するものであり、当然のことながら、先願発明(前記特許文献1)において得られた知見は参考になった程度であり、明らかに異なる条件を見出したものである。
【0019】
貼り合わせ加工に際しては、加熱金属ロールとゴム硬度が80度以上の硬質ゴムロール間の加圧で、3〜30m/分の通過速度で、貼り合わせ前、貼り合わせ後の張力を各々独立に制御しつつ、蛇行防止装置を用いて連続エンボス表面加工を行うようにする。
そして、加圧直後には70℃以下に冷却する。この冷却により、被加工フィルムのポリエステル樹脂層を硬化させ、原反フィルムとの剥離性が向上し、巻き姿の良い連続エンボス表面加工を施したフィルムエンボス材料を得ることができる。
加熱金属ロールは、前述の加熱温度に温度調整が可能なものであればその具体的構成を限定するものではなく、熱媒を循環する等の外付けの加熱装置により加熱されるものでも、加熱機構を内蔵するものでも良く、ハードクロムメッキ仕上げ品などの金属メッキ光沢ロールを好適に用いることができる。
硬質ゴムロールは、ゴム硬度が、即ちJISK6301によるスプリング式かたさ試験機A型での測定で、80以上であり、例えば尿素樹脂系、NBR、ウレタン樹脂系などを好適に用いることができる。
【0020】
なお、被加工フィルムに原反フィルムの付着ゴミ、粉塵、汚れを転写させないためには、それらの除去が重要であり、粘着ロールを両面通してクリーニングすることや、またフィルムの静電防止も重要である。
【0021】
図1に本発明における連続エンボス表面加工を実施するための装置の一例を示した。
図示したようにエンボス模様を有する原反フィルムと被加工フィルムとは、貼り合わせ前と、貼り合わせ後の張力制御が各々独立に行われるものであり、前者を巻き出し側張力(1)とし、後者を巻き取り側張力(2)とした。なお、図示しないが蛇行防止装置も用いた。
【0022】
二軸延伸PETフィルムを基材フィルムとしてポリエステル樹脂層を転写層とする本発明は、前記従来の先願発明である特許文献1のOPPフィルムを基材フィルムとしてポリプロピレン層を転写層とする場合に比べて、耐熱性が高く、フィルムの延伸、シワ、弛みが発生する恐れが低い。さらに、転写層に形成されたエンボス柄(模様)の形状安定性も優れている。
また、紫外線透過率、ガスバリア性等においても高い特性を有している。このことは、各フィルムメーカーのカタログ等でも確認される。
さらに、接着剤の接着強度や各種インキの密着性等の二次加工性についてもポリエステル樹脂層を転写層とする本発明の方が優れている。
したがって、本発明は、前記特許文献1よりも、より広範な用途に利用できることが明らかである。
【実施例】
【0023】
〔実施例1〕
被加工フィルムとして表層に1μmの軟化温度120℃のポリエステル樹脂層を有し、基材が二軸延伸PETからなる厚み12μmのフィルム(東洋紡績社製E7700)を用い、原反フィルムとして、厚み23μmのPETベースの未蒸着品であるホログラムフィルムを用い、前記図1の装置により連続エンボス表面加工を行った。
被加工フィルムの予熱温度は100℃とし、巻き出し側の張力を1.3N/cm、巻き取り側の張力を0.9N/cmに制御しつつ、加熱金属ロールの表面温度(加熱温度)を120℃、線圧15kg/cm、通過速度10m/分としてロールツーロールで原反フィルムと貼り合わせ、加圧直後の冷却温度を70℃とし、蛇行防止装置を用いて剥離しながら巻き取りを行い連続エンボス表面加工を行った。
得られたフィルムエンボス材料は、フィルムシワや弛みもなく、ホログラム柄の転写性も良好であり、生産性も良好であった。
【0024】
〔実施例2〕
被加工フィルムとして表層に1μmの軟化温度120℃のポリエステル樹脂層を有し、基材が二軸延伸PETからなる厚み16μmのフィルム(東洋紡績社製E7710)を用い、原反フィルムとして、厚み23μmのPETベースの未蒸着品であるホログラムフィルムを用い、前記図1の装置により連続エンボス表面加工を行った。
被加工フィルムの予熱温度は110℃とし、巻き出し側の張力を1.2N/cm、巻き取り側の張力を0.8N/cmに制御しつつ、加熱金属ロールの表面温度(加熱温度)を130℃、線圧18kg/cm、通過速度9m/分としてロールツーロールで原反フィルムと貼り合わせ、加圧直後の冷却温度を65℃とし、蛇行防止装置を用いて剥離しながら巻き取りを行い連続エンボス表面加工を行った。
得られたフィルムエンボス材料は、フィルムシワや弛みもなく、ホログラム柄の転写性も良好であり、生産性も良好であった。
【0025】
〔比較例1〕
被加工フィルムとして表層に1μm以下の軟化温度110℃のポリエステル樹脂層を有し、基材が二軸延伸PETからなる厚み16μmのフィルムを用い、原反フィルムとして、厚み23μmのPETベースの未蒸着品であるホログラムフィルムを用い、前記図1の装置により連続エンボス表面加工を行った。
被加工フィルムの予熱温度75℃とし、巻き出し側の張力を1.3N/cm、巻き取り側の張力を0.9N/cmに制御しつつ、加熱金属ロールの表面温度(加熱温度)を65℃、線圧18kg/cm、通過速度9m/分としてロールツーロールで原反フィルムと貼り合わせ、蛇行防止装置を用いて剥離しながら巻き取りを行い連続エンボス表面加工を行った。
得られたフィルム材料は、剥離性が悪く、ホログラム柄も十分に転写されなかった。
【0026】
〔比較例2〕
被加工フィルムとして表層にポリエステル樹脂層を有さない、基材が二軸延伸PETからなる厚み12μmのフィルムを用い、原反フィルムとして、厚み23μmのPETベースの未蒸着品であるホログラムフィルムを用い、前記図1の装置により連続エンボス表面加工を行った。
被加工フィルムの予熱温度100℃とし、巻き出し側の張力を1.2N/cm、巻き取り側の張力を1.2N/cmに制御しつつ、加熱金属ロールの表面温度(加熱温度)を135℃、線圧15kg/cm、通過速度10m/分としてロールツーロールで原反フィルムと貼り合わせ、加圧直後の冷却温度を70℃とし、蛇行防止装置を用いて剥離しながら巻き取りを行い連続エンボス表面加工を行った。
得られたフィルム材料は、剥離性は良いものの、ホログラム柄は転写されなかった。
【0027】
〔ぬれ張力比較試験〕
日本工業規格 JIS K 6768 『プラスチック−フィルム及びシート−ぬれ張力試験方法』に以下のようにある。(一部抜粋)『特定の試験溶液の液滴を接触させて、プラスチックおよびシート表面のぬれ張力を測定する方法で、プラスチックフィルムがインキ、コーティング、接着剤などを保持する能力は、主としてそれらフィルムの表面特性に依存している。プラスチックフィルム表面のぬれ張力とインキ、コーティング、接着剤を保持する能力と関係付けることが可能で、ぬれ張力は、本来、インキ、コーティング、または、接着剤の接着性を測定する尺度ではないが、各々のフィルム表面のぬれ張力測定値とインキ、コーティング、あるいは接着剤などの保持能力との関係は経験的に知られている。』
この規格に基づいて測定した。
前記特許文献1の実施例記載の東洋紡績社製♯3162のエンボス加工フィルム(=エンボス加工面)は、25mN/mで、本発明の前記実施例1に用いた東洋紡績社製E7700のエンボス加工フィルム(エンボス加工面)は、38mN/であった。
使用した試薬は正確にエチレングリコールモノエチルエーテルとホルムアミドを混合されているぬれ張力測定のための試験用混合液(ぬれ張力試験用混合液)は和光純薬工業株式会社、関東化学株式会社等より販売されているぬれ張力試薬を用いた。なお試験表面のぬれ張力の測定は、温度23℃、相対湿度50%の標準試験室雰囲気(JIS K 7100)で行なった。
【0028】
以上本発明の実施例を示したが、本発明は前記実施例に限定されるものではなく、特許請求の範囲に記載の構成を変更しない限りどのようにでも実施することができる。
【技術分野】
【0001】
本発明は、フィルムシワや弛みがなく、種々の用途に広範に利用することができるフィルムエンボス材料およびその製造方法に関する。
【背景技術】
【0002】
一般にエンボス技術と呼ばれている型押しの方法としては、種々の方法が知られているが、軟質系のフィルムからフィルムへのエンボス加工は、型が入り難く、フィルムシワの問題や熱に弱いことから弛みが発生し易く、そのために技術的に加工が困難であり、ほとんど行われていない。そして現在のところ、その多くが金属ロールの表面に凹凸模様を形成し、該ロールの表面模様を軟質系の材料に転移させる方法が採られている。
【0003】
しかし、前記金属ロールを用いる方法は、エンボスの条件として温度、圧力、速度があり、適正な条件を設定することが困難であり、しかも仮に適正な製造条件を選択できたとしても、エンボスロール自体が高価であるため、生産コストが高くなるものであり、特に小規模多品種生産(加工)に向くものではなかった。
また、従来はUV塗料を転写媒体として用いていたが、硬化したUV塗料は硬いため、軟質フィルムの支持体として用いても、十分な柔軟性が得られず(UV塗料の硬化物がフィルムの柔軟性を阻害する)、利用範囲が極めて狭いものであった。
【0004】
そこで、本出願人は、特許文献1において、OPPベースの基材フィルムに転写層としてポリプロピレン層を形成したフィルムエンボス材料を提案し、前述の多くの課題を解決するに至った。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4240444号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、前記特許文献1では、前述のように素材としてOPPベースの基材フィルムに転写層としてポリプロピレン層を形成したものであって、広範囲の用途に適用できるものの、その特性範囲を損なわない分野及び使用条件に限定されるものであった。
また、前記特許文献1に基づいて、基材フィルムを、より耐熱性の高いフィルムに変更したり、或いは転写層を、より耐熱性の高い樹脂層に変更しようとしても、選定した基材フィルムと選定した転写層が十分に接着していないと、目的の効果を果たすことができないものであった。
【0007】
そこで、本発明は、小規模多品種生産(加工)に好適で、しかも柔軟性に優れ、前記の先願発明を超えるような種々の用途に広範に利用できるフィルムエンボス材料及びその製造方法を提案することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記に鑑み提案されたものであり、表層に厚み3μm以下で、軟化温度80〜160℃のポリエステル樹脂層を有し、基材が二軸延伸ポリエチレンテレフタレート(以下、PETという)からなる厚み9〜40μmのフィルムに、加熱温度が80〜160℃で、原反フィルム貼り合わせ直前に80〜120℃の温度に予熱し、加圧することで、表層のポリエステル樹脂層に原反フィルムのエンボス模様を転写し、加圧直後に70℃以下に冷却して連続エンボス表面加工を施したことを特徴とするフィルムエンボス材料に関するものである。
【0009】
また、本発明は、前記フィルムエンボス材料において、エンボス模様がホログラム模様であることを特徴とするフィルムエンボス材料をも提案するものである。
【0010】
さらに、本発明は、表層に厚み3μm以下で軟化温度が80〜160℃のポリエステル樹脂層を有し、基材が二軸延伸PETからなる厚み9〜40μmのフィルムを80〜120℃の温度に予熱し、80〜160℃の加熱温度にてエンボス模様を有する原反フィルムと貼り合わせるに際し、加熱金属ロールとゴム硬度が80度以上の硬度ゴムロール間の加圧で、3〜30m/分の通過速度で、貼り合わせ前後の張力を各々独立に制御しつつ、蛇行防止装置を用いて連続エンボス表面加工を行い、加圧直後に70℃以下に冷却することを特徴とするフィルムエンボス材料の製造方法をも提案するものである。
【発明の効果】
【0011】
本発明のフィルムエンボス材料及びその製造方法は、PETベースの基材フィルムの表面に、転写層としてポリエステル樹脂層を形成したものであって、小規模多品種生産(加工)に好適であり、例えば先願発明(前記特許文献1)であるOPPベースにポリプロピレン層を形成した材料に比べて、耐熱特性や接着剤の接着強度や各種インキの密着性等の二次加工性に優れているため、より広い種々の用途に利用できる。
【0012】
具体的には、先願発明(前記特許文献1)に比べて本発明のフィルムエンボス材料は、耐熱特性に優れ、フィルムの延伸、シワ、弛みが発生する恐れが低い。さらに、転写層に形成されたエンボス柄(模様)は、より精微に再現(転写)され、その形状安定性にも優れている。
また、接着剤の接着強度や各種インキの密着性等の二次加工性についても、本発明のポリエステル樹脂層を転写層とするフィルムエンボス材料は、先願発明(前記特許文献1)より優れており、さらには紫外線透過率、ガスバリア性等においても高い特性を有している。そのため、より広範な用途に利用できる。
【図面の簡単な説明】
【0013】
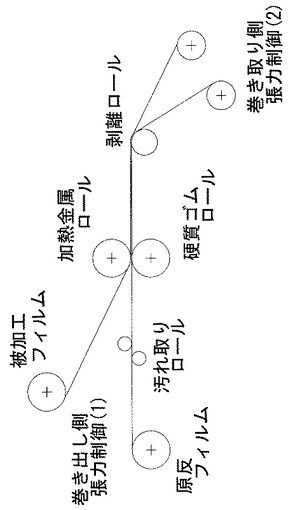
【図1】本発明における連続エンボス表面加工を実施する装置の一例を示す概略図である。
【発明を実施するための形態】
【0014】
本発明に用いられている被加工フィルムは、表層に3μm以下で軟質温度80〜160℃のポリエステル樹脂層を有し、二軸延伸PETからなる厚み9〜40μmのフィルムであって、表層のポリエステル樹脂層が転写層となる。
この被加工フィルムの厚みが9μm満たない場合は、伸び等が生じるため、張力が掛けられず、フィルムに弛みが発生し易くなる。また、厚みが40μmを超える場合には、張力が掛かり難く、フィルムシワが発生し易くなる。
この被加工フィルムは、蒸着(透明金属、アルミニウム等)の有無に関わらず、材質も柔軟性を備え、且つ加熱温度(80〜160℃)に耐え得る程度の耐熱性を有するものであれば特に限定するものではない。
このような複合(積層)タイプのフィルムは、ヒートシール用フィルムとして既に市場に供されているので、容易に入手可能であり、それを用いるようにしてもよい。すなわちヒートシール用のコート層を、本発明における被加工フィルムの転写層として用いるものである。
【0015】
後述する実施例にて用いた東洋紡績社製『E7700』は、ポリエチレンテレフタレート(PET)を主原料とした、二軸延伸フィルムであり、先願発明(前記特許文献1)である二軸延伸ポリプロピレンからなる東洋紡社製『P3162』と比較し、耐熱性・対内容物性・寸法安定性・保香性・透明性に優れ、食品・非食品(薬品・サニタリー・産業資材等)の包材分野に巾広く使用されている。また、安定した物性より、テープ・絶縁材料等の産業資材分野での使用実績も拡大しており、信頼性も高い。
この製品は、ポリエチレンテレフタレート(PET)に、ヒートシール性付与の目的で表層にポリエステル樹脂コートが施されているものであり、前記『E7700』のほかにも、軽ヒートシールタイプの『E7710』といった品番のものも存在する。
【0016】
前記被加工フィルムと貼り合わせる原反フィルムは、表面にエンボス模様を有するものであれば特に具体的構成を限定するものではなく、エンボス模様についても、ホログラム柄などどのような模様でも良い。
このような表面にエンボス模様を有する原反フィルムは、既に多種のものが市場に供されており、容易に且つ安価に入手可能であり、それを用いるようにしても良い。
当然のことながら、貼り合わせ時の加熱温度に対して耐久性を有するものが使用され、前記被加工フィルムと同様にPETベースの原反フィルムを用いることが好ましく、例えば後述する実施例のようにPETベースのホログラムフィルムを用いる。
【0017】
前記被加工フィルムと原反フィルムとを貼り合わせる直前に、80〜120℃に予熱する。具体的な予熱温度は、使用する被加工フィルムのポリエステル樹脂層の軟化温度に応じて決定すれば良く、ポリエステル樹脂層を予熱しておくことにより、後述する加熱温度にまで速やかに上昇し(=即時的に到達させ)、原反フィルムのエンボス模様を転写することができる。
【0018】
また、貼り合わせ時の加熱温度は、80〜160℃であるが、前記予熱温度と同様に具体的な加熱温度は、使用する被加工フィルムのポリエステル樹脂層の軟化温度に応じて決定すれば良く、好ましくは110〜150℃であり、より好ましくは125〜135℃である。この加熱温度が80℃に満たない場合には、エンボス型がポリエステル樹脂層に転写されず、柄が形成されない。また、加熱温度が160℃を超えた場合には、被加工フィルム全体が軟化して加工が困難となる。
なお、この加熱温度も前記予熱温度も、前述のように被加工フィルムのポリエステル樹脂層の特性(軟化温度)に応じて決定するものであり、当然のことながら、先願発明(前記特許文献1)において得られた知見は参考になった程度であり、明らかに異なる条件を見出したものである。
【0019】
貼り合わせ加工に際しては、加熱金属ロールとゴム硬度が80度以上の硬質ゴムロール間の加圧で、3〜30m/分の通過速度で、貼り合わせ前、貼り合わせ後の張力を各々独立に制御しつつ、蛇行防止装置を用いて連続エンボス表面加工を行うようにする。
そして、加圧直後には70℃以下に冷却する。この冷却により、被加工フィルムのポリエステル樹脂層を硬化させ、原反フィルムとの剥離性が向上し、巻き姿の良い連続エンボス表面加工を施したフィルムエンボス材料を得ることができる。
加熱金属ロールは、前述の加熱温度に温度調整が可能なものであればその具体的構成を限定するものではなく、熱媒を循環する等の外付けの加熱装置により加熱されるものでも、加熱機構を内蔵するものでも良く、ハードクロムメッキ仕上げ品などの金属メッキ光沢ロールを好適に用いることができる。
硬質ゴムロールは、ゴム硬度が、即ちJISK6301によるスプリング式かたさ試験機A型での測定で、80以上であり、例えば尿素樹脂系、NBR、ウレタン樹脂系などを好適に用いることができる。
【0020】
なお、被加工フィルムに原反フィルムの付着ゴミ、粉塵、汚れを転写させないためには、それらの除去が重要であり、粘着ロールを両面通してクリーニングすることや、またフィルムの静電防止も重要である。
【0021】
図1に本発明における連続エンボス表面加工を実施するための装置の一例を示した。
図示したようにエンボス模様を有する原反フィルムと被加工フィルムとは、貼り合わせ前と、貼り合わせ後の張力制御が各々独立に行われるものであり、前者を巻き出し側張力(1)とし、後者を巻き取り側張力(2)とした。なお、図示しないが蛇行防止装置も用いた。
【0022】
二軸延伸PETフィルムを基材フィルムとしてポリエステル樹脂層を転写層とする本発明は、前記従来の先願発明である特許文献1のOPPフィルムを基材フィルムとしてポリプロピレン層を転写層とする場合に比べて、耐熱性が高く、フィルムの延伸、シワ、弛みが発生する恐れが低い。さらに、転写層に形成されたエンボス柄(模様)の形状安定性も優れている。
また、紫外線透過率、ガスバリア性等においても高い特性を有している。このことは、各フィルムメーカーのカタログ等でも確認される。
さらに、接着剤の接着強度や各種インキの密着性等の二次加工性についてもポリエステル樹脂層を転写層とする本発明の方が優れている。
したがって、本発明は、前記特許文献1よりも、より広範な用途に利用できることが明らかである。
【実施例】
【0023】
〔実施例1〕
被加工フィルムとして表層に1μmの軟化温度120℃のポリエステル樹脂層を有し、基材が二軸延伸PETからなる厚み12μmのフィルム(東洋紡績社製E7700)を用い、原反フィルムとして、厚み23μmのPETベースの未蒸着品であるホログラムフィルムを用い、前記図1の装置により連続エンボス表面加工を行った。
被加工フィルムの予熱温度は100℃とし、巻き出し側の張力を1.3N/cm、巻き取り側の張力を0.9N/cmに制御しつつ、加熱金属ロールの表面温度(加熱温度)を120℃、線圧15kg/cm、通過速度10m/分としてロールツーロールで原反フィルムと貼り合わせ、加圧直後の冷却温度を70℃とし、蛇行防止装置を用いて剥離しながら巻き取りを行い連続エンボス表面加工を行った。
得られたフィルムエンボス材料は、フィルムシワや弛みもなく、ホログラム柄の転写性も良好であり、生産性も良好であった。
【0024】
〔実施例2〕
被加工フィルムとして表層に1μmの軟化温度120℃のポリエステル樹脂層を有し、基材が二軸延伸PETからなる厚み16μmのフィルム(東洋紡績社製E7710)を用い、原反フィルムとして、厚み23μmのPETベースの未蒸着品であるホログラムフィルムを用い、前記図1の装置により連続エンボス表面加工を行った。
被加工フィルムの予熱温度は110℃とし、巻き出し側の張力を1.2N/cm、巻き取り側の張力を0.8N/cmに制御しつつ、加熱金属ロールの表面温度(加熱温度)を130℃、線圧18kg/cm、通過速度9m/分としてロールツーロールで原反フィルムと貼り合わせ、加圧直後の冷却温度を65℃とし、蛇行防止装置を用いて剥離しながら巻き取りを行い連続エンボス表面加工を行った。
得られたフィルムエンボス材料は、フィルムシワや弛みもなく、ホログラム柄の転写性も良好であり、生産性も良好であった。
【0025】
〔比較例1〕
被加工フィルムとして表層に1μm以下の軟化温度110℃のポリエステル樹脂層を有し、基材が二軸延伸PETからなる厚み16μmのフィルムを用い、原反フィルムとして、厚み23μmのPETベースの未蒸着品であるホログラムフィルムを用い、前記図1の装置により連続エンボス表面加工を行った。
被加工フィルムの予熱温度75℃とし、巻き出し側の張力を1.3N/cm、巻き取り側の張力を0.9N/cmに制御しつつ、加熱金属ロールの表面温度(加熱温度)を65℃、線圧18kg/cm、通過速度9m/分としてロールツーロールで原反フィルムと貼り合わせ、蛇行防止装置を用いて剥離しながら巻き取りを行い連続エンボス表面加工を行った。
得られたフィルム材料は、剥離性が悪く、ホログラム柄も十分に転写されなかった。
【0026】
〔比較例2〕
被加工フィルムとして表層にポリエステル樹脂層を有さない、基材が二軸延伸PETからなる厚み12μmのフィルムを用い、原反フィルムとして、厚み23μmのPETベースの未蒸着品であるホログラムフィルムを用い、前記図1の装置により連続エンボス表面加工を行った。
被加工フィルムの予熱温度100℃とし、巻き出し側の張力を1.2N/cm、巻き取り側の張力を1.2N/cmに制御しつつ、加熱金属ロールの表面温度(加熱温度)を135℃、線圧15kg/cm、通過速度10m/分としてロールツーロールで原反フィルムと貼り合わせ、加圧直後の冷却温度を70℃とし、蛇行防止装置を用いて剥離しながら巻き取りを行い連続エンボス表面加工を行った。
得られたフィルム材料は、剥離性は良いものの、ホログラム柄は転写されなかった。
【0027】
〔ぬれ張力比較試験〕
日本工業規格 JIS K 6768 『プラスチック−フィルム及びシート−ぬれ張力試験方法』に以下のようにある。(一部抜粋)『特定の試験溶液の液滴を接触させて、プラスチックおよびシート表面のぬれ張力を測定する方法で、プラスチックフィルムがインキ、コーティング、接着剤などを保持する能力は、主としてそれらフィルムの表面特性に依存している。プラスチックフィルム表面のぬれ張力とインキ、コーティング、接着剤を保持する能力と関係付けることが可能で、ぬれ張力は、本来、インキ、コーティング、または、接着剤の接着性を測定する尺度ではないが、各々のフィルム表面のぬれ張力測定値とインキ、コーティング、あるいは接着剤などの保持能力との関係は経験的に知られている。』
この規格に基づいて測定した。
前記特許文献1の実施例記載の東洋紡績社製♯3162のエンボス加工フィルム(=エンボス加工面)は、25mN/mで、本発明の前記実施例1に用いた東洋紡績社製E7700のエンボス加工フィルム(エンボス加工面)は、38mN/であった。
使用した試薬は正確にエチレングリコールモノエチルエーテルとホルムアミドを混合されているぬれ張力測定のための試験用混合液(ぬれ張力試験用混合液)は和光純薬工業株式会社、関東化学株式会社等より販売されているぬれ張力試薬を用いた。なお試験表面のぬれ張力の測定は、温度23℃、相対湿度50%の標準試験室雰囲気(JIS K 7100)で行なった。
【0028】
以上本発明の実施例を示したが、本発明は前記実施例に限定されるものではなく、特許請求の範囲に記載の構成を変更しない限りどのようにでも実施することができる。
【特許請求の範囲】
【請求項1】
表層に厚み3μm以下で、軟化温度80〜160℃のポリエステル層を有し、基材が二軸延伸ポリエチレンテレフタレートからなる厚み9〜40μmのフィルムに、加熱温度が80〜160℃で、原反フィルム貼り合わせ直前に80〜120℃の温度に予熱し、加圧することで、表層のポリエステル層に原反フィルムのエンボス模様を転写し、加圧直後に70℃以下に冷却して連続エンボス表面加工を施したことを特徴とするフィルムエンボス材料。
【請求項2】
エンボス模様がホログラム模様であることを特徴とする請求項1に記載のフィルムエンボス材料。
【請求項3】
表層に厚み3μm以下で軟化温度が80〜160℃のポリエステル樹脂層を有し、基材が二軸延伸エチレンテレフタレートからなる厚み9〜40μmのフィルムを、80〜120℃の温度に予熱し、80〜160℃の加熱温度にてエンボス模様を有する原反フィルムと貼り合わせるに際し、加熱金属ロールとゴム硬度が80度以上の硬度ゴムロール間の加圧で、3〜30m/分の通過速度で、貼り合わせ前後の張力を各々独立に制御しつつ、蛇行防止装置を用いて連続エンボス表面加工を行い、加圧直後に70℃以下に冷却することを特徴とするフィルムエンボス材料の製造方法。
【請求項1】
表層に厚み3μm以下で、軟化温度80〜160℃のポリエステル層を有し、基材が二軸延伸ポリエチレンテレフタレートからなる厚み9〜40μmのフィルムに、加熱温度が80〜160℃で、原反フィルム貼り合わせ直前に80〜120℃の温度に予熱し、加圧することで、表層のポリエステル層に原反フィルムのエンボス模様を転写し、加圧直後に70℃以下に冷却して連続エンボス表面加工を施したことを特徴とするフィルムエンボス材料。
【請求項2】
エンボス模様がホログラム模様であることを特徴とする請求項1に記載のフィルムエンボス材料。
【請求項3】
表層に厚み3μm以下で軟化温度が80〜160℃のポリエステル樹脂層を有し、基材が二軸延伸エチレンテレフタレートからなる厚み9〜40μmのフィルムを、80〜120℃の温度に予熱し、80〜160℃の加熱温度にてエンボス模様を有する原反フィルムと貼り合わせるに際し、加熱金属ロールとゴム硬度が80度以上の硬度ゴムロール間の加圧で、3〜30m/分の通過速度で、貼り合わせ前後の張力を各々独立に制御しつつ、蛇行防止装置を用いて連続エンボス表面加工を行い、加圧直後に70℃以下に冷却することを特徴とするフィルムエンボス材料の製造方法。
【図1】


【公開番号】特開2011−88350(P2011−88350A)
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願番号】特願2009−243465(P2009−243465)
【出願日】平成21年10月22日(2009.10.22)
【出願人】(503098791)株式会社トーツヤ・エコー (12)
【Fターム(参考)】
【公開日】平成23年5月6日(2011.5.6)
【国際特許分類】
【出願日】平成21年10月22日(2009.10.22)
【出願人】(503098791)株式会社トーツヤ・エコー (12)
【Fターム(参考)】
[ Back to top ]