
フィルムコート剤、ラップフィルム及び該ラップフィルムの製造方法
【課題】密着性と引出性のバランスに優れ、かつ高い透明性を有するラップフィルムとすることができるフィルムコート剤を提供すること。
【解決手段】ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面に塗布するフィルムコート剤であって、アルコールを含み、前記フィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paである、フィルムコート剤。
【解決手段】ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面に塗布するフィルムコート剤であって、アルコールを含み、前記フィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paである、フィルムコート剤。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルムコート剤、ラップフィルム及び該ラップフィルムの製造方法に関する。
【背景技術】
【0002】
一般家庭や飲食店等の食品に関する業務において、食品等を保存、包装あるいは調理等するために、ポリ塩化ビニリデン系樹脂のラップフィルムが広く使用されている。このラップフィルムは、ポリオレフィン樹脂等の他素材からなるラップフィルムに比べて、密着性、カット性、ガスバリア性に優れており、市場に広く浸透している。かかるラップフィルムは、通常、紙管巻きにして化粧箱に格納した形態で使用されている。
【0003】
このポリ塩化ビニリデン樹脂のラップフィルムは良好な材料といえるが、ポリ塩化ビニリデン樹脂のラップフィルムの物性について改善の余地がある。例えば、長期間または高温下で保管していると、ラップフィルム同士のブロッキングが進行し、紙管巻きにしたラップフィルムを化粧箱から引出すときに、大きな力が必要となってしまうことが挙げられる。これは使い勝手が悪いほか、無理に引出すとラップフィルムが破れたり、ラップフィルムと一緒に紙管が飛び出したりするという問題を引き起こす。この問題の改善策として、滑剤等を樹脂に添加する方法や、フィルムの第1の面が粘着性を呈し、第2の面は第1の面よりも粘着力が抑えられ、または粘着性を呈しない巻回ラップフィルム(特許文献1参照)とすること等が挙げられる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−301687号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、滑剤等の添加剤を樹脂に配合することでフィルムの引出性をある程度向上できたとしても、フィルムの密着性が低下してしまうという問題がある。また、特許文献1に記載の方法は、片面しか密着性を有しないという性質から、使用方法が制限されるため、使用者に不便を強いる。さらに、食品等をラッピングした場合、内容物が視認できることが求められるため、ラッピングフィルムには高い透明性を有することも求められている。
【0006】
本発明は、上記事情に鑑みなされたものであり、密着性と引出性のバランスに優れ、かつ高い透明性を有するラップフィルムとすることができるフィルムコート剤を提供することを主な目的とする。
【課題を解決するための手段】
【0007】
本発明者は上記課題を解決するために鋭意検討した結果、ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面を塗布するフィルムコート剤であって、アルコールを含み、前記フィルムとの接触角が特定値であり、かつ20℃での蒸気圧が特定値であるフィルムコート剤を用いることで、上記課題を解決できることを見出し、本発明を完成させるに至った。
【0008】
すなわち本発明は、下記の通りである。
〔1〕
ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面に塗布するフィルムコート剤であって、
アルコールを含み、
前記フィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paである、フィルムコート剤。
〔2〕
ソック液である〔1〕に記載のフィルムコート剤。
〔3〕
前記アルコールは、プロピレングリコール、イソプロパノール、1−ブタノール、1−オクタノール、ジプロピレングリコール、及びトリプロピレングリコールからなる群から選ばれる少なくとも1種以上である、〔1〕又は〔2〕に記載のフィルムコート剤。
〔4〕
ポリ塩化ビニリデン系樹脂組成物を含むフィルムと、
前記フィルムの少なくとも一方の表面に塗布された〔1〕〜〔3〕のいずれか一項に記載のフィルムコート剤と、
を含むラップフィルム。
〔5〕
前記フィルム及び前記フィルムコート剤の合計量に対する、前記フィルムコート剤の塗布量が、500〜5000ppmである、〔4〕に記載のラップフィルム。
〔6〕
溶融した塩化ビニリデン系樹脂組成物をダイから管状に押出して、管状の押出物を得る工程と、
前記押出物の中空部に、〔1〕〜〔3〕のいずれか一項に記載のフィルムコート剤を含む液体を貯留し、かつ前記押出物の外側表面を冷媒により冷却する、冷却固化工程と、
冷却固化された前記押出物をインフレーションする工程と、
を含むラップフィルムの製造方法。
【発明の効果】
【0009】
本発明によれば、密着性と引出性のバランスに優れ、かつ高い透明性を有するラップフィルムとすることができるフィルムコート剤を提供できる。
【図面の簡単な説明】
【0010】
【図1】本実施の形態のラップフィルムの製造工程の一例の概略図である。
【発明を実施するための形態】
【0011】
以下、本発明を実施するための形態(以下、単に「本実施の形態」という。)について詳細に説明する。以下の本実施の形態は、本発明を説明するための例示であり、本発明を以下の内容に限定する趣旨ではない。本発明は、その要旨の範囲内で適宜に変形して実施できる。
【0012】
〔フィルムコート剤〕
本実施の形態のフィルムコート剤は、ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面を塗布するフィルムコート剤であって、アルコールを含み、前記フィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paである。
【0013】
かかるフィルムコート剤が表面に塗布されたラップフィルムは、密着性と引出性のバランスに優れ、高い透明性を有する。ポリ塩化ビニル系樹脂フィルムに対して適度な濡れ性と揮発性を有するフィルムコート剤により表面を塗布されたラップフィルムは、フィルムとフィルムの間にフィルムコート剤の層を形成することができるため、フィルム同士のブロッキングを抑制できる。そして、ラップフィルムを使用する際、フィルム表面が大気に曝されると、そのフィルム表面に塗布されたフィルムコート剤が揮発するため、フィルム同士の密着やラッピングする容器等への密着を阻害することもない。その結果、ラップフィルムに良好な密着性と引出性を付与でき、かつ高い透明性も付与できる。
【0014】
フィルムの材料として用いられるポリ塩化ビニリデン系樹脂組成物は、ポリ塩化ビニリデン系樹脂を含むものである。ここで、ポリ塩化ビニリデン系樹脂は、塩化ビニリデン単量体の単独重合体であってもよいし、塩化ビニリデン単量体と、塩化ビニリデン単量体と共重合可能な単量体と、の共重合体であってもよい。
【0015】
塩化ビニリデン単量体と共重合可能な単量体としては、特に制限されず、例えば、塩化ビニル、メチルアクリレート、ブチルアクリレート等のアクリル酸エステル、メチルメタアクリレート、ブチルメタアクリレート等のメタアクリル酸エステル、アクリロニトリル、酢酸ビニル等が挙げられる。これらの中でも、ガスバリア性と押出加工性とのバランスがとりやすく、フィルム密着性も優れている観点から、塩化ビニルが好ましい。これらは1種単独で用いてもよいし、2種以上を用いてよい。
【0016】
塩化ビニリデン単量体と、上記単量体との共重合体を用いる場合には、加工性とフィルム物性の観点から、塩化ビニリデン単量体が85〜97質量%と、これと共重合可能な単量体が15〜3質量%と、からなる共重合体であることが好ましい。塩化ビニリデン単量体比率を86質量%以上とすることで、ガスバリア性やフィルムカット性をさらに向上させることができ、97質量%以下とすることで加工性をさらに向上させることができる。単量体比率は、FX−270(日本電子社製)にて溶媒にd−THFを用いて測定した1H−NMRスペクトルの各単量体成分由来のピークの積分比から算出した値である。
【0017】
ポリ塩化ビニリデン系樹脂組成物の重量平均分子量は、特に限定されないが、好ましくは7万〜11万、より好ましくは8万〜10万であることが好ましい。ポリ塩化ビニリデン系樹脂組成物の重量平均分子量を上記した下限値以上とすることでさらに良好なフィルム強度を得ることができ、上記した上限値以下とすることで加工性をさらに向上させることができる。ここで、重量平均分子量は、移動相としてテトラヒドロフランを用いたゲル浸透クロマトグラフィー(GPC)により測定し、分子量既知のポリスチレンで検量し換算した値である。
【0018】
本実施の形態の効果を損なわない範囲であれば、ポリ塩化ビニリデン系樹脂組成物に、可塑剤、安定剤、界面活性剤等の添加剤を配合してもよい。これらの添加剤は、公知の食品包装材料に用いられる添加剤を用いることもできる。
【0019】
可塑剤としては、例えば、アセチルクエン酸トリブチル(ATBC)、ジブチルセバケート、ジアセチル化モノグリセライド等が挙げられる。安定剤としては、例えば、エポキシ化大豆油(ESO)、エポキシ化アマニ油等が挙げられる。界面活性剤としては、例えば、ソルビタンモノオレートやポリオキシエチレンソルビタンモノオレート等のソルビタン脂肪酸エステル類等が挙げられる。
【0020】
本実施の形態のフィルムコート剤は、アルコールを含む。アルコールは、一価または多価アルコールである。アルコールとしては、特に制限されず、脂肪族アルコールでもよいし芳香族アルコールでもよいが、脂肪族アルコールが好ましい。脂肪族アルコールを含むことで、臭気が低く、ハンドリング性やコストに優れるだけでなく、後述するインフレーション法によってラップフィルムを製造する場合、パリソンの開口性も向上させることができる。
【0021】
脂肪族アルコールとしては、例えば、エタノール(EtOH)、イソプロパノール(IPA)、1−ブタノール(BtOH)、1−オクタノール(OcOH)等の一価アルコール類、エチレングリコール(EG)、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、プロピレングリコール(PG)、ジプロピレングリコール(DPG)、トリプロピレングリコール(TPG)、ポリプロピレングリコール、ブチレングリコール(BG)、グリセリン等の多価アルコール類等が挙げられる。芳香族アルコールとしては、例えば、ベンジルアルコール等が挙げられる。
【0022】
これらの中でも、ラップフィルムの密着性と引出性のバランスの点から、プロピレングリコール、イソプロパノール、1−ブタノール、1−オクタノール、ジプロピレングリコール、及びトリプロピレングリコールからなる群から選ばれる少なくとも1種以上を含むことが好ましく、プロピレングリコールを含むことがより好ましい。
【0023】
塗布するフィルムに対する、フィルムコート剤の接触角は10〜25°であり、好ましくは10〜22°であり、より好ましくは10〜20°の範囲である。接触角が10°未満であると、フィルムへの濡れ性がありすぎてしまい、直ちにフィルムを含浸してしまうか、フィルム同士のブロッキングを引き起こすため、密着性と引出性のバランスが悪化する。一方、接触角が25°を超えると、フィルムへの濡れ性が悪く、透明性が悪化する。
【0024】
フィルムへの接触角は、23℃、50%RHの雰囲気中で測定する。ガラス板に張った製造直後のフィルム表面を水で洗い自然乾燥させた後、22ゲージのマイクロシリンジに入った溶液を高さ5mmから3μL滴下する。滴下から5秒後の接触角を自動接触角計Easy Drop(KRUSS社製)にて測定することができる。
【0025】
フィルムコート剤の蒸気圧は、20℃で5〜1000Paである。蒸気圧の下限値は、好ましくは10Pa以上、より好ましくは60Pa以上、さらに好ましくは110Pa以上である。蒸気圧の上限値は、好ましくは860Pa以下であり、より好ましくは500Pa以下である。蒸気圧が5Pa未満であると、揮発性が低く、ラップフィルムの密着性と引出性のバランスが悪い。一方、フィルムコート剤の蒸気圧が1000Paを超えると、使用するまでの間にフィルムコート剤が揮発してしまい望む効果を発揮できず、また、粘度も極端に低下し、適正な塗布量を塗布することが困難となる。単体の蒸気圧は、Swietoslawskiのエブリオメーターを用いた沸点法によって測定した値を用いる。混合物の蒸気圧は構成成分の単体での蒸気圧とモル分率から算出した値を用いる。
【0026】
フィルムコート剤の20℃における粘度は、特に限定されないが、下限値は、好ましくは5mPa・s以上、より好ましくは10mPa・s以上、さらに好ましくは20mPa・s以上であり、上限値は、好ましくは300mPa・s以下、より好ましくは200mPa・s以下、さらに好ましくは100mPa・s以下である。粘度が上記した下限値以上であれば、適正な塗布量をフィルムの表面に塗布することが容易となり、フィルムコート剤の粘度が上記した上限値以下であれば、適度な揮発性を得ることができ、ラップフィルムの密着性と引出性のバランスがさらに良好になる。粘度は、JIS K7117−2に基づき、VISCOMETER TV−22(東機産業社製)にて測定した値を用いることができる。
【0027】
〔ラップフィルム〕
本実施の形態のラップフィルムは、ポリ塩化ビニリデン系樹脂組成物を含むフィルムと、前記フィルムの少なくとも一方の表面に塗布された前記フィルムコート剤と、を含む。ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面に、本実施の形態のフィルムコート剤を塗布することで、ラップフィルムを得ることができる。ここで、「塗布」とは、フィルムの少なくとも一方の表面を塗布していればよい。そして、本実施の形態ではフィルム表面を完全に覆う必要は必ずしもなく、本実施の形態の効果を奏する程度にフィルム表面に塗布されていれば足りるものであり、後述する製法の作業効率やコスト等の観点から、適宜に決定することもできる。
【0028】
本実施の形態のフィルムコート剤を、フィルムの表面に塗布する場合、フィルムコート剤の塗布量は、特に制限されないが、下限値は、好ましくは500ppm以上、より好ましくは700ppm以上、さらに好ましくは1000ppm以上、よりさらに好ましくは1300ppm以上であり、上限値は、好ましくは5000ppm以下であり、より好ましくは3000ppm以下であり、さらに好ましくは1800ppm以下である。塗布量が上記した下限値以上であれば、ラップフィルム同士がブロッキングしにくくなり引出性が一層良好となる。また、塗布量が上記した上限値以下であれば、密着性や透明性が一層向上する。ここで、塗布量(ppm)とは、フィルム及びフィルムコート剤の合計質量に対する、フィルムコート剤の質量を、質量ppmで示したものである。フィルムの両面にフィルムコート剤を塗布した場合の塗布量(ppm)は、フィルム及びフィルムコート剤の合計質量に対する、両面のフィルムコート剤の合計質量である。
【0029】
前記塗布量は、塗布後のフィルム(ラップフィルム)を予め秤量し、ラップフィルムからフィルムコート剤を抽出し、抽出液を秤量することによって算出できる。フィルムコート剤の塗布量の具体的な測定方法を以下に示す。
サンプル(塗布後のフィルム)を採取し、細かく切り、約2g秤量し、栓付き三角フラスコに入れ、ホールピペットにて精秤されたメタノール20mLを加えて栓をし、ウォーターバスで60℃×1時間熱抽出する。得られた抽出液をガスクロマトグラフィーにかけ、サンプル及び上記抽出液の質量の値から、当該液体の塗布量を百万分の1質量分率(ppm)で算出する。
【0030】
フィルムコート剤は、前記したポリ塩化ビニリデン系樹脂組成物を含むフィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paであればよく、例えば、アルコール類のみからなる液体でもよいし、水等の希釈溶媒を併用していてもよい。
【0031】
本実施の形態のフィルムコート剤をフィルムの表面に塗布する方法は、特に制限はなく、従来から公知の方法を用いても良い。例えば、ロールコートにより塗布しても良いし、後述するインフレーション製膜法によりラップフィルムを製造する場合、押出機の先端に取り付けた環状ダイからポリ塩化ビニリデン系樹脂組成物を溶融押出し、冷水等の冷媒で急冷固化しながらピンチロールによりピンチし、そのピンチした筒状パリソンの内部液(ソック液)に混ぜて塗布しても良い。安価で簡便に製膜できるという点で、本実施の形態のフィルムコート剤はソック液として用いることが好ましい。
【0032】
〔ラップフィルムの製造方法〕
ポリ塩化ビニリデン系樹脂組成物を含むラップフィルムの製造方法は、種々の方法を採用することができるが、通常、インフレーション製膜法が採用されている。ここで、インフレーション製膜法の一例について以下説明する。
【0033】
ポリ塩化ビニリデン系樹脂組成物をダイから管状に溶融押出した後、管状の樹脂の外側を冷水槽と呼ばれる貯槽に満たされた冷水等の冷媒に接触させる。その際、ダイ口とピンチロールとに挟まれた管状(筒状)の樹脂の内部に冷媒を注入し貯留した状態で、その内側をミネラルオイル等の冷媒と接触させることにより固化させてフィルムに成形する。本明細書において、このダイ口とピンチロールとに挟まれた筒状の樹脂の部分(押出物)を「ソック」という。このソックの内部に注入する冷媒(液体)を「ソック液」という。また、ソックは上記ピンチロール等で折り畳まれ、管状のダブルプライフィルムを形成するが、このダブルプライフィルムを「パリソン」と称する。
【0034】
本実施の形態のラップフィルムの製造方法は、上記したインフレーション製膜法に関するものであり、
溶融した塩化ビニリデン系樹脂組成物をダイから管状に押出して、管状の押出物を得る工程と、
前記押出物の中空部に、本実施の形態のフィルムコート剤を含む液体を貯留し、かつ前記押出物の外側表面を冷媒により冷却する、冷却固化工程と、
冷却固化された前記押出物をインフレーションする工程と、
を含む。
【0035】
かかる製造方法では、フィルムコート剤をソック液として用いるため、安価で簡便に製膜することができ、フィルム表面を満遍なく適量のフィルムコート剤を塗布できる。その結果、密着性と引出性のバランスに優れ、かつ高い透明性を有するポリ塩化ビニリデン系樹脂ラップフィルムを、効率よく製造することができる。
【0036】
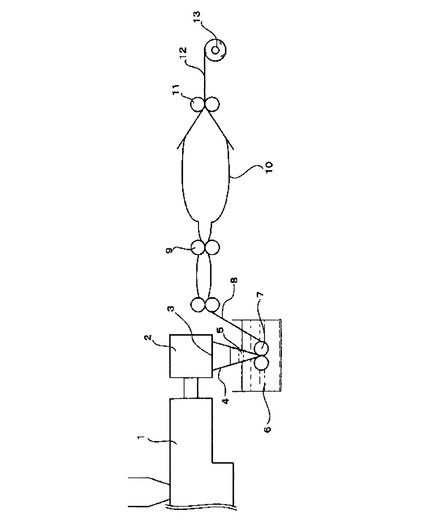
以下に、本実施の形態のフィルムコート剤を用いたラップフィルムの製造方法の一例をより具体的に述べる。図1は、本実施の形態のラップフィルムの製造方法の一例の概略図である。
【0037】
まず、押出工程において、溶融した塩化ビニリデン系樹脂組成物が押出機(1)により、円形ダイ(2)のダイ口(3)から管状に押出され、ソック(管状の塩化ビニリデン系樹脂組成物)(4)が形成される。
【0038】
次に、冷却固化工程において、ソック(4)の外側を冷水槽(6)にて冷水に接触させ、ソック(4)の内部にはソック液(5)を常法により注入して貯留することにより、ソック(4)を内外から冷却して固化させる。この際、ソック(4)はその内側にソック液(5)が塗布された状態となる。固化されたソック(4)は、第1ピンチロール(7)にて折り畳まれ、ダブルプライフィルムであるパリソン(8)が成形される。ソック液(5)の塗布量は第1ピンチロール(7)のピンチ圧により制御できる。
【0039】
続いて、パリソン(8)の内側にエアを注入することにより、パリソン(8)は再び開口されて管状となる。このとき、ソック(4)の内面(内側)に表面塗布されたソック液(5)はパリソン(8)の開口剤としての効果を発現する。パリソン(8)は、温水(図示せず)により、延伸に適した温度まで再加熱される。パリソン(8)の外側に付着した温水は、第2ピンチロール(9)にて搾り取られる。
【0040】
次いで、インフレーション工程において、適温まで加熱された管状のパリソン(8)にエアを注入してインフレーション延伸によりバブル(10)を成形し、延伸フィルムが得られる。その後、延伸フィルムは、第3ピンチロール(11)で折り畳まれ、ダブルプライフィルム(12)となる。ダブルプライフィルム(12)は、巻取りロール(13)にて巻き取られる。さらに、ダブルプライフィルム(12)はスリットされて、1枚のフィルムになるように剥がされる(シングル剥ぎ)。最終的に、ダブルプライフィルム(12)は紙管に巻き取られ、紙管巻きのラップフィルムが得られる。
【0041】
上記した説明は、本実施の形態のフィルムコート剤を用いたラップフィルムの製造方法の一例であり、上述した以外の各種装置構成や条件等によって行ってもよく、例えば、公知のものを採用してもよい。
【0042】
本実施の形態により得られるラップフィルムは、密着性と引出性のバランスに優れるだけでなく、高い透明性を有する。さらに、良好な密着性、引出性及び透明性を長期にわたり維持できる。透明性については、好ましくはHAZE値が0〜3%であり、より好ましくは0〜2%であり、さらに好ましくは0〜1%以下である。HAZE値は、紙管巻きラップフィルムを巻き解いて10秒後のラップフィルムを、JIS K7136に準じて測定される。本実施の形態のラップフィルムは、密着性や引出性等に優れるため、紙管等の巻芯に巻かれたラップフィルム(巻回ラップフィルム)として好適に用いられる。
【実施例】
【0043】
実施例及び比較例によって本発明をより具体的に説明する。図1に示す方法に従ってラップフィルムを作製し、その物性等を評価した。実施例および比較例で用いた評価方法は、以下の通りである。
【0044】
1.接触角
フィルムへの接触角は、23℃・50%RHの雰囲気中で測定した。ガラス板に張った製造直後のフィルム表面を水で洗い自然乾燥させた後、高さ5mmから22ゲージのマイクロシリンジに入った溶液を3μL滴下した。滴下から5秒後の接触角を、自動接触角計Easy Drop(KRUSS社製)にて測定した。
【0045】
2.蒸気圧
単体の蒸気圧は、Swietoslawskiのエブリオメーターを用いた沸点法によって測定した値を用いた。混合物の蒸気圧は構成成分の単体での蒸気圧とモル分率から算出した値を用いた。
【0046】
3.粘度
粘度は、JIS K7117−2に基づき、VISCOMETER TV−22(東機産業社製)にて測定した。
【0047】
4.塗布量
サンプル(図1において、巻き取りロール(13)にて巻き取った後の延伸フィルム)を採取し、細かく切り約2g秤量し、栓付き三角フラスコに入れ、ホールピペットにて精秤されたメタノール20mLを加えて栓をした。そして、ウォーターバスで60℃×1時間熱抽出した。得られた抽出液を、溶媒にメタノール、カラムにDB−WAXを用いてガスクロマトグラフ(HP6890、ヒューレットパッカード社製)にかけて、サンプル及び上記抽出液中の当該液体の質量の値から、当該液体の塗布量を百万分の1質量分率(ppm)で算出した。
【0048】
5.密着性
ラップフィルムを家庭で使用することを想定し、ラップフィルム同士の密着性を評価した。測定は23℃、50%RHの雰囲気中で行なった。製造直後のラップフィルムと、40℃の高温槽で1週間保管したラップフィルムについて、以下に示す方法で密着仕事量の測定を行った。
まず、底面積25cm2、高さ55mm、重さ400gのアルミ製の治具を2個用意し、双方の治具の底面に、底面積と同面積の濾紙を貼り付けた。濾紙を貼り付けた治具の底面に皺が入らないようにラップフィルムを被せて輪ゴムで抑えて固定した。このラップフィルムを被せた2個の治具を、ラップフィルムを被せた側の底面が重なり合うように合わせて、荷重500gで1分間圧着した。次いで、引張圧縮試験機にて、5mm/分の速度で、双方のラップフィルム面を面に垂直に引き剥がすときに必要な仕事量を測定した(単位:mJ/25cm2)。
【0049】
6.引出性
ラップフィルムを家庭で使用することを想定し、紙管巻きラップフィルムの引出性を評価した。測定は23℃、50%RHの雰囲気中で行なった。製造直後のラップフィルムと40℃の高温槽で1週間保管したラップフィルムについて以下に示す方法で引出力の測定を行った。
30cm幅にスリットしたラップフィルムを、外径36.6mmの紙管に20mの長さで巻かれたものを用いた。まず、紙管巻きラップフィルムを、フィルムを巻き解く際に必要な力のみ測定できるように、引張圧縮試験機の下部治具に固定した。そして、ラップフィルムの先端を引張試験機の上部治具に固定し、1000mm/分の速度でフィルムを巻きほどく際に必要な力を測定した(単位:cN/30cm幅)。
【0050】
7.透明性
ラップフィルムを家庭で使用することを想定し、ラップフィルムの透明性を評価した。測定は23℃、50%RHの雰囲気中で行なった。製造直後のラップフィルムと、40℃の高温槽で1週間保管したラップフィルムについて、以下に示す方法でHAZEの測定を行った。
JIS K7136に準じ、紙管巻きラップフィルムを巻き解いて10秒後のHAZE値を濁度計(日本電色工業社製)にて測定した(単位:%)。
【0051】
[実施例1]
重量平均分子量9万のポリ塩化ビニリデン樹脂(塩化ビニリデン成分が90質量%、塩化ビニル成分が10質量%)、アセチルクエン酸トリブチル(ATBC、旭化成ファインケム社製)、エポキシ化大豆油(ESO、日油社製、ニューサイザー510R)、を、それぞれ93.4質量%、5.3質量%、1.3質量%の割合で混合して、ポリ塩化ビニリデン樹脂組成物を得た。円形ダイの出口の温度が170℃になるよう押出機の加熱条件を調節しながら、ポリ塩化ビニリデン樹脂組成物を溶融押出機にて10.5kg/hrで溶融押出して、ソックとした。得られたソック内に、プロピレングリコール(PG、三井武田ケミカル社製)とイソプロパノール(IPA、関東化学社製)を体積比で80%/20%で混合した液体(フィルムとの接触角10°、蒸気圧860Pa、粘度13mPa・s;ソック液)を注入した。これにより、パリソンを過冷却した後、インフレーション延伸して筒状フィルムとした。このとき、第1ピンチロールのピンチ圧により混合液の塗布量を制御した。この筒状フィルムをピンチして扁平に折り畳み、折幅280mm、厚み10μmの2枚重ねフィルムを巻取り速度16m/分で巻き取った。
【0052】
このフィルムを200mm幅にスリットし、1枚のフィルムになるように剥がしながら、外径36.6mm、長さ305mmの紙管に20m巻取り、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0053】
[実施例2]
ソック内に、PGと1−ブタノール(以下、BtOHという。関東化学社製)を体積比で90%/10%で混合した液体(フィルムとの接触角22°、蒸気圧60Pa、粘度16mPa・s;ソック液)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0054】
[実施例3]
ソック内に、PGとBtOHを体積比で80%/20%で混合した液体(フィルムとの接触角10°、蒸気圧110Pa、粘度13mPa・s;ソック液)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0055】
[実施例4,5]
ソック内に、PGと1−オクタノール(以下、OcOHという。関東化学社製)を体積比で80%/20%で混合した液体(フィルムとの接触角10°、蒸気圧12Pa、粘度17mPa・s;ソック液)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0056】
[実施例6,7]
ソック内に、PGとOcOHを体積比で50%/50%で混合した液体(フィルムとの接触角10°、蒸気圧17Pa、粘度13mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0057】
[実施例8]
ソック内にPGとジプロピレングリコール(以下、DPGという。旭硝子社製)を体積比で50%/50%で混合した液体(フィルムとの接触角22°、蒸気圧7Pa、粘度37mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0058】
[実施例9]
ソック内にPGとトリプロピレングリコール(以下、TPGという。旭硝子社製)を体積比で50%/50%で混合した液体(フィルムとの接触角21°、蒸気圧8Pa、粘度30mPa・s)を注入した以外は、実施例1と同様にして厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0059】
[比較例1]
ソック内にPG(フィルムとの接触角30°、蒸気圧11Pa、粘度20mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0060】
[比較例2]
ソック内にDPG(フィルムとの接触角10°、蒸気圧1Pa、粘度78mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0061】
[比較例3]
ソック内にBG(関東化学社製)(フィルムとの接触角40°、蒸気圧8Pa、粘度90mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0062】
[比較例4]
ソック内にグリセリン(関東化学社製)(フィルムとの接触角72°、蒸気圧<1Pa、粘度940mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0063】
[比較例5]
ソック内にPGとIPAを体積比で70%/30%で混合した液体(フィルムとの接触角10°、蒸気圧1300Pa、粘度10mPa・s)を注入した以外は、実施例1と同様にして厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0064】
[比較例6]
ソック内にPGとIPAを体積比で50%/50%で混合した液体(フィルムとの接触角10°、蒸気圧2200Pa、粘度7mPa・s)を注入した以外は、実施例1と同様にして厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0065】
[比較例7]
ソック内にOcOH(フィルムとの接触角<10°、蒸気圧30Pa、粘度7mPa・s)を注入した以外は、実施例1と同様にして厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0066】
[比較例8]
ソック内にポリオキシエチレン(20)ソルビタンモノオレート(P20−SMO、花王製レオドールTW−O120V)と水を体積比で0.5%/99.5%で混合した液体(フィルムとの接触角59°、蒸気圧2300Pa、粘度1mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0067】
[比較例9]
ソック内に流動パラフィン(松村石油研究所製スモイルP−70S)(フィルムとの接触角10°、蒸気圧<1Pa、粘度10mPa・s)と水を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0068】
【表1】

【0069】
【表2】
【0070】
表1及び表2に示すように、各実施例のラップフィルムは、密着性と引出性のバランスに優れており、かつ透明性も優れていることが示された。さらに、高温下に長期間保存した後であっても、各実施例のラップフィルムは優れた密着性、引出性及び透明性を維持できることが示された。一方、各比較例のラップフィルムは、少なくとも密着性と引出性のバランスが良好ではないか、もしくは透明性が良好ではないことが確認された。
【産業上の利用可能性】
【0071】
本発明のラップフィルムは、食品包装用ラップフィルム等をはじめとする種々の包装用途に用いることができる。
【符号の説明】
【0072】
1 押出機
2 円形ダイ
3 ダイ口
4 管状の塩化ビニリデン系樹脂組成物(ソック)
5 ソック液
6 冷水槽
7 第1ピンチロール
8 パリソン
9 第2ピンチロール
10 バブル
11 第3ピンチロール
12 ダブルプライフィルム
13 巻取りロール
【技術分野】
【0001】
本発明は、フィルムコート剤、ラップフィルム及び該ラップフィルムの製造方法に関する。
【背景技術】
【0002】
一般家庭や飲食店等の食品に関する業務において、食品等を保存、包装あるいは調理等するために、ポリ塩化ビニリデン系樹脂のラップフィルムが広く使用されている。このラップフィルムは、ポリオレフィン樹脂等の他素材からなるラップフィルムに比べて、密着性、カット性、ガスバリア性に優れており、市場に広く浸透している。かかるラップフィルムは、通常、紙管巻きにして化粧箱に格納した形態で使用されている。
【0003】
このポリ塩化ビニリデン樹脂のラップフィルムは良好な材料といえるが、ポリ塩化ビニリデン樹脂のラップフィルムの物性について改善の余地がある。例えば、長期間または高温下で保管していると、ラップフィルム同士のブロッキングが進行し、紙管巻きにしたラップフィルムを化粧箱から引出すときに、大きな力が必要となってしまうことが挙げられる。これは使い勝手が悪いほか、無理に引出すとラップフィルムが破れたり、ラップフィルムと一緒に紙管が飛び出したりするという問題を引き起こす。この問題の改善策として、滑剤等を樹脂に添加する方法や、フィルムの第1の面が粘着性を呈し、第2の面は第1の面よりも粘着力が抑えられ、または粘着性を呈しない巻回ラップフィルム(特許文献1参照)とすること等が挙げられる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−301687号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、滑剤等の添加剤を樹脂に配合することでフィルムの引出性をある程度向上できたとしても、フィルムの密着性が低下してしまうという問題がある。また、特許文献1に記載の方法は、片面しか密着性を有しないという性質から、使用方法が制限されるため、使用者に不便を強いる。さらに、食品等をラッピングした場合、内容物が視認できることが求められるため、ラッピングフィルムには高い透明性を有することも求められている。
【0006】
本発明は、上記事情に鑑みなされたものであり、密着性と引出性のバランスに優れ、かつ高い透明性を有するラップフィルムとすることができるフィルムコート剤を提供することを主な目的とする。
【課題を解決するための手段】
【0007】
本発明者は上記課題を解決するために鋭意検討した結果、ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面を塗布するフィルムコート剤であって、アルコールを含み、前記フィルムとの接触角が特定値であり、かつ20℃での蒸気圧が特定値であるフィルムコート剤を用いることで、上記課題を解決できることを見出し、本発明を完成させるに至った。
【0008】
すなわち本発明は、下記の通りである。
〔1〕
ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面に塗布するフィルムコート剤であって、
アルコールを含み、
前記フィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paである、フィルムコート剤。
〔2〕
ソック液である〔1〕に記載のフィルムコート剤。
〔3〕
前記アルコールは、プロピレングリコール、イソプロパノール、1−ブタノール、1−オクタノール、ジプロピレングリコール、及びトリプロピレングリコールからなる群から選ばれる少なくとも1種以上である、〔1〕又は〔2〕に記載のフィルムコート剤。
〔4〕
ポリ塩化ビニリデン系樹脂組成物を含むフィルムと、
前記フィルムの少なくとも一方の表面に塗布された〔1〕〜〔3〕のいずれか一項に記載のフィルムコート剤と、
を含むラップフィルム。
〔5〕
前記フィルム及び前記フィルムコート剤の合計量に対する、前記フィルムコート剤の塗布量が、500〜5000ppmである、〔4〕に記載のラップフィルム。
〔6〕
溶融した塩化ビニリデン系樹脂組成物をダイから管状に押出して、管状の押出物を得る工程と、
前記押出物の中空部に、〔1〕〜〔3〕のいずれか一項に記載のフィルムコート剤を含む液体を貯留し、かつ前記押出物の外側表面を冷媒により冷却する、冷却固化工程と、
冷却固化された前記押出物をインフレーションする工程と、
を含むラップフィルムの製造方法。
【発明の効果】
【0009】
本発明によれば、密着性と引出性のバランスに優れ、かつ高い透明性を有するラップフィルムとすることができるフィルムコート剤を提供できる。
【図面の簡単な説明】
【0010】
【図1】本実施の形態のラップフィルムの製造工程の一例の概略図である。
【発明を実施するための形態】
【0011】
以下、本発明を実施するための形態(以下、単に「本実施の形態」という。)について詳細に説明する。以下の本実施の形態は、本発明を説明するための例示であり、本発明を以下の内容に限定する趣旨ではない。本発明は、その要旨の範囲内で適宜に変形して実施できる。
【0012】
〔フィルムコート剤〕
本実施の形態のフィルムコート剤は、ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面を塗布するフィルムコート剤であって、アルコールを含み、前記フィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paである。
【0013】
かかるフィルムコート剤が表面に塗布されたラップフィルムは、密着性と引出性のバランスに優れ、高い透明性を有する。ポリ塩化ビニル系樹脂フィルムに対して適度な濡れ性と揮発性を有するフィルムコート剤により表面を塗布されたラップフィルムは、フィルムとフィルムの間にフィルムコート剤の層を形成することができるため、フィルム同士のブロッキングを抑制できる。そして、ラップフィルムを使用する際、フィルム表面が大気に曝されると、そのフィルム表面に塗布されたフィルムコート剤が揮発するため、フィルム同士の密着やラッピングする容器等への密着を阻害することもない。その結果、ラップフィルムに良好な密着性と引出性を付与でき、かつ高い透明性も付与できる。
【0014】
フィルムの材料として用いられるポリ塩化ビニリデン系樹脂組成物は、ポリ塩化ビニリデン系樹脂を含むものである。ここで、ポリ塩化ビニリデン系樹脂は、塩化ビニリデン単量体の単独重合体であってもよいし、塩化ビニリデン単量体と、塩化ビニリデン単量体と共重合可能な単量体と、の共重合体であってもよい。
【0015】
塩化ビニリデン単量体と共重合可能な単量体としては、特に制限されず、例えば、塩化ビニル、メチルアクリレート、ブチルアクリレート等のアクリル酸エステル、メチルメタアクリレート、ブチルメタアクリレート等のメタアクリル酸エステル、アクリロニトリル、酢酸ビニル等が挙げられる。これらの中でも、ガスバリア性と押出加工性とのバランスがとりやすく、フィルム密着性も優れている観点から、塩化ビニルが好ましい。これらは1種単独で用いてもよいし、2種以上を用いてよい。
【0016】
塩化ビニリデン単量体と、上記単量体との共重合体を用いる場合には、加工性とフィルム物性の観点から、塩化ビニリデン単量体が85〜97質量%と、これと共重合可能な単量体が15〜3質量%と、からなる共重合体であることが好ましい。塩化ビニリデン単量体比率を86質量%以上とすることで、ガスバリア性やフィルムカット性をさらに向上させることができ、97質量%以下とすることで加工性をさらに向上させることができる。単量体比率は、FX−270(日本電子社製)にて溶媒にd−THFを用いて測定した1H−NMRスペクトルの各単量体成分由来のピークの積分比から算出した値である。
【0017】
ポリ塩化ビニリデン系樹脂組成物の重量平均分子量は、特に限定されないが、好ましくは7万〜11万、より好ましくは8万〜10万であることが好ましい。ポリ塩化ビニリデン系樹脂組成物の重量平均分子量を上記した下限値以上とすることでさらに良好なフィルム強度を得ることができ、上記した上限値以下とすることで加工性をさらに向上させることができる。ここで、重量平均分子量は、移動相としてテトラヒドロフランを用いたゲル浸透クロマトグラフィー(GPC)により測定し、分子量既知のポリスチレンで検量し換算した値である。
【0018】
本実施の形態の効果を損なわない範囲であれば、ポリ塩化ビニリデン系樹脂組成物に、可塑剤、安定剤、界面活性剤等の添加剤を配合してもよい。これらの添加剤は、公知の食品包装材料に用いられる添加剤を用いることもできる。
【0019】
可塑剤としては、例えば、アセチルクエン酸トリブチル(ATBC)、ジブチルセバケート、ジアセチル化モノグリセライド等が挙げられる。安定剤としては、例えば、エポキシ化大豆油(ESO)、エポキシ化アマニ油等が挙げられる。界面活性剤としては、例えば、ソルビタンモノオレートやポリオキシエチレンソルビタンモノオレート等のソルビタン脂肪酸エステル類等が挙げられる。
【0020】
本実施の形態のフィルムコート剤は、アルコールを含む。アルコールは、一価または多価アルコールである。アルコールとしては、特に制限されず、脂肪族アルコールでもよいし芳香族アルコールでもよいが、脂肪族アルコールが好ましい。脂肪族アルコールを含むことで、臭気が低く、ハンドリング性やコストに優れるだけでなく、後述するインフレーション法によってラップフィルムを製造する場合、パリソンの開口性も向上させることができる。
【0021】
脂肪族アルコールとしては、例えば、エタノール(EtOH)、イソプロパノール(IPA)、1−ブタノール(BtOH)、1−オクタノール(OcOH)等の一価アルコール類、エチレングリコール(EG)、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、プロピレングリコール(PG)、ジプロピレングリコール(DPG)、トリプロピレングリコール(TPG)、ポリプロピレングリコール、ブチレングリコール(BG)、グリセリン等の多価アルコール類等が挙げられる。芳香族アルコールとしては、例えば、ベンジルアルコール等が挙げられる。
【0022】
これらの中でも、ラップフィルムの密着性と引出性のバランスの点から、プロピレングリコール、イソプロパノール、1−ブタノール、1−オクタノール、ジプロピレングリコール、及びトリプロピレングリコールからなる群から選ばれる少なくとも1種以上を含むことが好ましく、プロピレングリコールを含むことがより好ましい。
【0023】
塗布するフィルムに対する、フィルムコート剤の接触角は10〜25°であり、好ましくは10〜22°であり、より好ましくは10〜20°の範囲である。接触角が10°未満であると、フィルムへの濡れ性がありすぎてしまい、直ちにフィルムを含浸してしまうか、フィルム同士のブロッキングを引き起こすため、密着性と引出性のバランスが悪化する。一方、接触角が25°を超えると、フィルムへの濡れ性が悪く、透明性が悪化する。
【0024】
フィルムへの接触角は、23℃、50%RHの雰囲気中で測定する。ガラス板に張った製造直後のフィルム表面を水で洗い自然乾燥させた後、22ゲージのマイクロシリンジに入った溶液を高さ5mmから3μL滴下する。滴下から5秒後の接触角を自動接触角計Easy Drop(KRUSS社製)にて測定することができる。
【0025】
フィルムコート剤の蒸気圧は、20℃で5〜1000Paである。蒸気圧の下限値は、好ましくは10Pa以上、より好ましくは60Pa以上、さらに好ましくは110Pa以上である。蒸気圧の上限値は、好ましくは860Pa以下であり、より好ましくは500Pa以下である。蒸気圧が5Pa未満であると、揮発性が低く、ラップフィルムの密着性と引出性のバランスが悪い。一方、フィルムコート剤の蒸気圧が1000Paを超えると、使用するまでの間にフィルムコート剤が揮発してしまい望む効果を発揮できず、また、粘度も極端に低下し、適正な塗布量を塗布することが困難となる。単体の蒸気圧は、Swietoslawskiのエブリオメーターを用いた沸点法によって測定した値を用いる。混合物の蒸気圧は構成成分の単体での蒸気圧とモル分率から算出した値を用いる。
【0026】
フィルムコート剤の20℃における粘度は、特に限定されないが、下限値は、好ましくは5mPa・s以上、より好ましくは10mPa・s以上、さらに好ましくは20mPa・s以上であり、上限値は、好ましくは300mPa・s以下、より好ましくは200mPa・s以下、さらに好ましくは100mPa・s以下である。粘度が上記した下限値以上であれば、適正な塗布量をフィルムの表面に塗布することが容易となり、フィルムコート剤の粘度が上記した上限値以下であれば、適度な揮発性を得ることができ、ラップフィルムの密着性と引出性のバランスがさらに良好になる。粘度は、JIS K7117−2に基づき、VISCOMETER TV−22(東機産業社製)にて測定した値を用いることができる。
【0027】
〔ラップフィルム〕
本実施の形態のラップフィルムは、ポリ塩化ビニリデン系樹脂組成物を含むフィルムと、前記フィルムの少なくとも一方の表面に塗布された前記フィルムコート剤と、を含む。ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面に、本実施の形態のフィルムコート剤を塗布することで、ラップフィルムを得ることができる。ここで、「塗布」とは、フィルムの少なくとも一方の表面を塗布していればよい。そして、本実施の形態ではフィルム表面を完全に覆う必要は必ずしもなく、本実施の形態の効果を奏する程度にフィルム表面に塗布されていれば足りるものであり、後述する製法の作業効率やコスト等の観点から、適宜に決定することもできる。
【0028】
本実施の形態のフィルムコート剤を、フィルムの表面に塗布する場合、フィルムコート剤の塗布量は、特に制限されないが、下限値は、好ましくは500ppm以上、より好ましくは700ppm以上、さらに好ましくは1000ppm以上、よりさらに好ましくは1300ppm以上であり、上限値は、好ましくは5000ppm以下であり、より好ましくは3000ppm以下であり、さらに好ましくは1800ppm以下である。塗布量が上記した下限値以上であれば、ラップフィルム同士がブロッキングしにくくなり引出性が一層良好となる。また、塗布量が上記した上限値以下であれば、密着性や透明性が一層向上する。ここで、塗布量(ppm)とは、フィルム及びフィルムコート剤の合計質量に対する、フィルムコート剤の質量を、質量ppmで示したものである。フィルムの両面にフィルムコート剤を塗布した場合の塗布量(ppm)は、フィルム及びフィルムコート剤の合計質量に対する、両面のフィルムコート剤の合計質量である。
【0029】
前記塗布量は、塗布後のフィルム(ラップフィルム)を予め秤量し、ラップフィルムからフィルムコート剤を抽出し、抽出液を秤量することによって算出できる。フィルムコート剤の塗布量の具体的な測定方法を以下に示す。
サンプル(塗布後のフィルム)を採取し、細かく切り、約2g秤量し、栓付き三角フラスコに入れ、ホールピペットにて精秤されたメタノール20mLを加えて栓をし、ウォーターバスで60℃×1時間熱抽出する。得られた抽出液をガスクロマトグラフィーにかけ、サンプル及び上記抽出液の質量の値から、当該液体の塗布量を百万分の1質量分率(ppm)で算出する。
【0030】
フィルムコート剤は、前記したポリ塩化ビニリデン系樹脂組成物を含むフィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paであればよく、例えば、アルコール類のみからなる液体でもよいし、水等の希釈溶媒を併用していてもよい。
【0031】
本実施の形態のフィルムコート剤をフィルムの表面に塗布する方法は、特に制限はなく、従来から公知の方法を用いても良い。例えば、ロールコートにより塗布しても良いし、後述するインフレーション製膜法によりラップフィルムを製造する場合、押出機の先端に取り付けた環状ダイからポリ塩化ビニリデン系樹脂組成物を溶融押出し、冷水等の冷媒で急冷固化しながらピンチロールによりピンチし、そのピンチした筒状パリソンの内部液(ソック液)に混ぜて塗布しても良い。安価で簡便に製膜できるという点で、本実施の形態のフィルムコート剤はソック液として用いることが好ましい。
【0032】
〔ラップフィルムの製造方法〕
ポリ塩化ビニリデン系樹脂組成物を含むラップフィルムの製造方法は、種々の方法を採用することができるが、通常、インフレーション製膜法が採用されている。ここで、インフレーション製膜法の一例について以下説明する。
【0033】
ポリ塩化ビニリデン系樹脂組成物をダイから管状に溶融押出した後、管状の樹脂の外側を冷水槽と呼ばれる貯槽に満たされた冷水等の冷媒に接触させる。その際、ダイ口とピンチロールとに挟まれた管状(筒状)の樹脂の内部に冷媒を注入し貯留した状態で、その内側をミネラルオイル等の冷媒と接触させることにより固化させてフィルムに成形する。本明細書において、このダイ口とピンチロールとに挟まれた筒状の樹脂の部分(押出物)を「ソック」という。このソックの内部に注入する冷媒(液体)を「ソック液」という。また、ソックは上記ピンチロール等で折り畳まれ、管状のダブルプライフィルムを形成するが、このダブルプライフィルムを「パリソン」と称する。
【0034】
本実施の形態のラップフィルムの製造方法は、上記したインフレーション製膜法に関するものであり、
溶融した塩化ビニリデン系樹脂組成物をダイから管状に押出して、管状の押出物を得る工程と、
前記押出物の中空部に、本実施の形態のフィルムコート剤を含む液体を貯留し、かつ前記押出物の外側表面を冷媒により冷却する、冷却固化工程と、
冷却固化された前記押出物をインフレーションする工程と、
を含む。
【0035】
かかる製造方法では、フィルムコート剤をソック液として用いるため、安価で簡便に製膜することができ、フィルム表面を満遍なく適量のフィルムコート剤を塗布できる。その結果、密着性と引出性のバランスに優れ、かつ高い透明性を有するポリ塩化ビニリデン系樹脂ラップフィルムを、効率よく製造することができる。
【0036】
以下に、本実施の形態のフィルムコート剤を用いたラップフィルムの製造方法の一例をより具体的に述べる。図1は、本実施の形態のラップフィルムの製造方法の一例の概略図である。
【0037】
まず、押出工程において、溶融した塩化ビニリデン系樹脂組成物が押出機(1)により、円形ダイ(2)のダイ口(3)から管状に押出され、ソック(管状の塩化ビニリデン系樹脂組成物)(4)が形成される。
【0038】
次に、冷却固化工程において、ソック(4)の外側を冷水槽(6)にて冷水に接触させ、ソック(4)の内部にはソック液(5)を常法により注入して貯留することにより、ソック(4)を内外から冷却して固化させる。この際、ソック(4)はその内側にソック液(5)が塗布された状態となる。固化されたソック(4)は、第1ピンチロール(7)にて折り畳まれ、ダブルプライフィルムであるパリソン(8)が成形される。ソック液(5)の塗布量は第1ピンチロール(7)のピンチ圧により制御できる。
【0039】
続いて、パリソン(8)の内側にエアを注入することにより、パリソン(8)は再び開口されて管状となる。このとき、ソック(4)の内面(内側)に表面塗布されたソック液(5)はパリソン(8)の開口剤としての効果を発現する。パリソン(8)は、温水(図示せず)により、延伸に適した温度まで再加熱される。パリソン(8)の外側に付着した温水は、第2ピンチロール(9)にて搾り取られる。
【0040】
次いで、インフレーション工程において、適温まで加熱された管状のパリソン(8)にエアを注入してインフレーション延伸によりバブル(10)を成形し、延伸フィルムが得られる。その後、延伸フィルムは、第3ピンチロール(11)で折り畳まれ、ダブルプライフィルム(12)となる。ダブルプライフィルム(12)は、巻取りロール(13)にて巻き取られる。さらに、ダブルプライフィルム(12)はスリットされて、1枚のフィルムになるように剥がされる(シングル剥ぎ)。最終的に、ダブルプライフィルム(12)は紙管に巻き取られ、紙管巻きのラップフィルムが得られる。
【0041】
上記した説明は、本実施の形態のフィルムコート剤を用いたラップフィルムの製造方法の一例であり、上述した以外の各種装置構成や条件等によって行ってもよく、例えば、公知のものを採用してもよい。
【0042】
本実施の形態により得られるラップフィルムは、密着性と引出性のバランスに優れるだけでなく、高い透明性を有する。さらに、良好な密着性、引出性及び透明性を長期にわたり維持できる。透明性については、好ましくはHAZE値が0〜3%であり、より好ましくは0〜2%であり、さらに好ましくは0〜1%以下である。HAZE値は、紙管巻きラップフィルムを巻き解いて10秒後のラップフィルムを、JIS K7136に準じて測定される。本実施の形態のラップフィルムは、密着性や引出性等に優れるため、紙管等の巻芯に巻かれたラップフィルム(巻回ラップフィルム)として好適に用いられる。
【実施例】
【0043】
実施例及び比較例によって本発明をより具体的に説明する。図1に示す方法に従ってラップフィルムを作製し、その物性等を評価した。実施例および比較例で用いた評価方法は、以下の通りである。
【0044】
1.接触角
フィルムへの接触角は、23℃・50%RHの雰囲気中で測定した。ガラス板に張った製造直後のフィルム表面を水で洗い自然乾燥させた後、高さ5mmから22ゲージのマイクロシリンジに入った溶液を3μL滴下した。滴下から5秒後の接触角を、自動接触角計Easy Drop(KRUSS社製)にて測定した。
【0045】
2.蒸気圧
単体の蒸気圧は、Swietoslawskiのエブリオメーターを用いた沸点法によって測定した値を用いた。混合物の蒸気圧は構成成分の単体での蒸気圧とモル分率から算出した値を用いた。
【0046】
3.粘度
粘度は、JIS K7117−2に基づき、VISCOMETER TV−22(東機産業社製)にて測定した。
【0047】
4.塗布量
サンプル(図1において、巻き取りロール(13)にて巻き取った後の延伸フィルム)を採取し、細かく切り約2g秤量し、栓付き三角フラスコに入れ、ホールピペットにて精秤されたメタノール20mLを加えて栓をした。そして、ウォーターバスで60℃×1時間熱抽出した。得られた抽出液を、溶媒にメタノール、カラムにDB−WAXを用いてガスクロマトグラフ(HP6890、ヒューレットパッカード社製)にかけて、サンプル及び上記抽出液中の当該液体の質量の値から、当該液体の塗布量を百万分の1質量分率(ppm)で算出した。
【0048】
5.密着性
ラップフィルムを家庭で使用することを想定し、ラップフィルム同士の密着性を評価した。測定は23℃、50%RHの雰囲気中で行なった。製造直後のラップフィルムと、40℃の高温槽で1週間保管したラップフィルムについて、以下に示す方法で密着仕事量の測定を行った。
まず、底面積25cm2、高さ55mm、重さ400gのアルミ製の治具を2個用意し、双方の治具の底面に、底面積と同面積の濾紙を貼り付けた。濾紙を貼り付けた治具の底面に皺が入らないようにラップフィルムを被せて輪ゴムで抑えて固定した。このラップフィルムを被せた2個の治具を、ラップフィルムを被せた側の底面が重なり合うように合わせて、荷重500gで1分間圧着した。次いで、引張圧縮試験機にて、5mm/分の速度で、双方のラップフィルム面を面に垂直に引き剥がすときに必要な仕事量を測定した(単位:mJ/25cm2)。
【0049】
6.引出性
ラップフィルムを家庭で使用することを想定し、紙管巻きラップフィルムの引出性を評価した。測定は23℃、50%RHの雰囲気中で行なった。製造直後のラップフィルムと40℃の高温槽で1週間保管したラップフィルムについて以下に示す方法で引出力の測定を行った。
30cm幅にスリットしたラップフィルムを、外径36.6mmの紙管に20mの長さで巻かれたものを用いた。まず、紙管巻きラップフィルムを、フィルムを巻き解く際に必要な力のみ測定できるように、引張圧縮試験機の下部治具に固定した。そして、ラップフィルムの先端を引張試験機の上部治具に固定し、1000mm/分の速度でフィルムを巻きほどく際に必要な力を測定した(単位:cN/30cm幅)。
【0050】
7.透明性
ラップフィルムを家庭で使用することを想定し、ラップフィルムの透明性を評価した。測定は23℃、50%RHの雰囲気中で行なった。製造直後のラップフィルムと、40℃の高温槽で1週間保管したラップフィルムについて、以下に示す方法でHAZEの測定を行った。
JIS K7136に準じ、紙管巻きラップフィルムを巻き解いて10秒後のHAZE値を濁度計(日本電色工業社製)にて測定した(単位:%)。
【0051】
[実施例1]
重量平均分子量9万のポリ塩化ビニリデン樹脂(塩化ビニリデン成分が90質量%、塩化ビニル成分が10質量%)、アセチルクエン酸トリブチル(ATBC、旭化成ファインケム社製)、エポキシ化大豆油(ESO、日油社製、ニューサイザー510R)、を、それぞれ93.4質量%、5.3質量%、1.3質量%の割合で混合して、ポリ塩化ビニリデン樹脂組成物を得た。円形ダイの出口の温度が170℃になるよう押出機の加熱条件を調節しながら、ポリ塩化ビニリデン樹脂組成物を溶融押出機にて10.5kg/hrで溶融押出して、ソックとした。得られたソック内に、プロピレングリコール(PG、三井武田ケミカル社製)とイソプロパノール(IPA、関東化学社製)を体積比で80%/20%で混合した液体(フィルムとの接触角10°、蒸気圧860Pa、粘度13mPa・s;ソック液)を注入した。これにより、パリソンを過冷却した後、インフレーション延伸して筒状フィルムとした。このとき、第1ピンチロールのピンチ圧により混合液の塗布量を制御した。この筒状フィルムをピンチして扁平に折り畳み、折幅280mm、厚み10μmの2枚重ねフィルムを巻取り速度16m/分で巻き取った。
【0052】
このフィルムを200mm幅にスリットし、1枚のフィルムになるように剥がしながら、外径36.6mm、長さ305mmの紙管に20m巻取り、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0053】
[実施例2]
ソック内に、PGと1−ブタノール(以下、BtOHという。関東化学社製)を体積比で90%/10%で混合した液体(フィルムとの接触角22°、蒸気圧60Pa、粘度16mPa・s;ソック液)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0054】
[実施例3]
ソック内に、PGとBtOHを体積比で80%/20%で混合した液体(フィルムとの接触角10°、蒸気圧110Pa、粘度13mPa・s;ソック液)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0055】
[実施例4,5]
ソック内に、PGと1−オクタノール(以下、OcOHという。関東化学社製)を体積比で80%/20%で混合した液体(フィルムとの接触角10°、蒸気圧12Pa、粘度17mPa・s;ソック液)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0056】
[実施例6,7]
ソック内に、PGとOcOHを体積比で50%/50%で混合した液体(フィルムとの接触角10°、蒸気圧17Pa、粘度13mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0057】
[実施例8]
ソック内にPGとジプロピレングリコール(以下、DPGという。旭硝子社製)を体積比で50%/50%で混合した液体(フィルムとの接触角22°、蒸気圧7Pa、粘度37mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0058】
[実施例9]
ソック内にPGとトリプロピレングリコール(以下、TPGという。旭硝子社製)を体積比で50%/50%で混合した液体(フィルムとの接触角21°、蒸気圧8Pa、粘度30mPa・s)を注入した以外は、実施例1と同様にして厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表1に示す。
【0059】
[比較例1]
ソック内にPG(フィルムとの接触角30°、蒸気圧11Pa、粘度20mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0060】
[比較例2]
ソック内にDPG(フィルムとの接触角10°、蒸気圧1Pa、粘度78mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0061】
[比較例3]
ソック内にBG(関東化学社製)(フィルムとの接触角40°、蒸気圧8Pa、粘度90mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0062】
[比較例4]
ソック内にグリセリン(関東化学社製)(フィルムとの接触角72°、蒸気圧<1Pa、粘度940mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0063】
[比較例5]
ソック内にPGとIPAを体積比で70%/30%で混合した液体(フィルムとの接触角10°、蒸気圧1300Pa、粘度10mPa・s)を注入した以外は、実施例1と同様にして厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0064】
[比較例6]
ソック内にPGとIPAを体積比で50%/50%で混合した液体(フィルムとの接触角10°、蒸気圧2200Pa、粘度7mPa・s)を注入した以外は、実施例1と同様にして厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0065】
[比較例7]
ソック内にOcOH(フィルムとの接触角<10°、蒸気圧30Pa、粘度7mPa・s)を注入した以外は、実施例1と同様にして厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0066】
[比較例8]
ソック内にポリオキシエチレン(20)ソルビタンモノオレート(P20−SMO、花王製レオドールTW−O120V)と水を体積比で0.5%/99.5%で混合した液体(フィルムとの接触角59°、蒸気圧2300Pa、粘度1mPa・s)を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0067】
[比較例9]
ソック内に流動パラフィン(松村石油研究所製スモイルP−70S)(フィルムとの接触角10°、蒸気圧<1Pa、粘度10mPa・s)と水を注入した以外は、実施例1と同様にして、厚み10μmの巻回ラップフィルムを製造した。得られたフィルムの評価結果を表2に示す。
【0068】
【表1】
【0069】
【表2】
【0070】
表1及び表2に示すように、各実施例のラップフィルムは、密着性と引出性のバランスに優れており、かつ透明性も優れていることが示された。さらに、高温下に長期間保存した後であっても、各実施例のラップフィルムは優れた密着性、引出性及び透明性を維持できることが示された。一方、各比較例のラップフィルムは、少なくとも密着性と引出性のバランスが良好ではないか、もしくは透明性が良好ではないことが確認された。
【産業上の利用可能性】
【0071】
本発明のラップフィルムは、食品包装用ラップフィルム等をはじめとする種々の包装用途に用いることができる。
【符号の説明】
【0072】
1 押出機
2 円形ダイ
3 ダイ口
4 管状の塩化ビニリデン系樹脂組成物(ソック)
5 ソック液
6 冷水槽
7 第1ピンチロール
8 パリソン
9 第2ピンチロール
10 バブル
11 第3ピンチロール
12 ダブルプライフィルム
13 巻取りロール
【特許請求の範囲】
【請求項1】
ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面に塗布するフィルムコート剤であって、
アルコールを含み、
前記フィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paである、フィルムコート剤。
【請求項2】
ソック液である請求項1に記載のフィルムコート剤。
【請求項3】
前記アルコールは、プロピレングリコール、イソプロパノール、1−ブタノール、1−オクタノール、ジプロピレングリコール、及びトリプロピレングリコールからなる群から選ばれる少なくとも1種以上である、請求項1又は2に記載のフィルムコート剤。
【請求項4】
ポリ塩化ビニリデン系樹脂組成物を含むフィルムと、
前記フィルムの少なくとも一方の表面に塗布された請求項1〜3のいずれか一項に記載のフィルムコート剤と、
を含むラップフィルム。
【請求項5】
前記フィルム及び前記フィルムコート剤の合計量に対する、前記フィルムコート剤の塗布量が、500〜5000ppmである、請求項4に記載のラップフィルム。
【請求項6】
溶融した塩化ビニリデン系樹脂組成物をダイから管状に押出して、管状の押出物を得る工程と、
前記押出物の中空部に、請求項1〜3のいずれか一項に記載のフィルムコート剤を含む液体を貯留し、かつ前記押出物の外側表面を冷媒により冷却する、冷却固化工程と、
冷却固化された前記押出物をインフレーションする工程と、
を含むラップフィルムの製造方法。
【請求項1】
ポリ塩化ビニリデン系樹脂組成物を含むフィルムの表面に塗布するフィルムコート剤であって、
アルコールを含み、
前記フィルムとの接触角が10〜25°であり、かつ20℃での蒸気圧が5〜1000Paである、フィルムコート剤。
【請求項2】
ソック液である請求項1に記載のフィルムコート剤。
【請求項3】
前記アルコールは、プロピレングリコール、イソプロパノール、1−ブタノール、1−オクタノール、ジプロピレングリコール、及びトリプロピレングリコールからなる群から選ばれる少なくとも1種以上である、請求項1又は2に記載のフィルムコート剤。
【請求項4】
ポリ塩化ビニリデン系樹脂組成物を含むフィルムと、
前記フィルムの少なくとも一方の表面に塗布された請求項1〜3のいずれか一項に記載のフィルムコート剤と、
を含むラップフィルム。
【請求項5】
前記フィルム及び前記フィルムコート剤の合計量に対する、前記フィルムコート剤の塗布量が、500〜5000ppmである、請求項4に記載のラップフィルム。
【請求項6】
溶融した塩化ビニリデン系樹脂組成物をダイから管状に押出して、管状の押出物を得る工程と、
前記押出物の中空部に、請求項1〜3のいずれか一項に記載のフィルムコート剤を含む液体を貯留し、かつ前記押出物の外側表面を冷媒により冷却する、冷却固化工程と、
冷却固化された前記押出物をインフレーションする工程と、
を含むラップフィルムの製造方法。
【図1】

【公開番号】特開2011−162641(P2011−162641A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−26165(P2010−26165)
【出願日】平成22年2月9日(2010.2.9)
【出願人】(390017949)旭化成ホームプロダクツ株式会社 (56)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月9日(2010.2.9)
【出願人】(390017949)旭化成ホームプロダクツ株式会社 (56)
【Fターム(参考)】
[ Back to top ]