
フィルム加飾便蓋の製造方法およびこの便蓋を備えた衛生洗浄装置
【課題】便器または衛生洗浄装置等に設けられる樹脂成形体としてのフィルム加飾便蓋の製造方法において、フィルムのトリミングを容易化し、さらに端面からの剥がれを抑制する。
【解決手段】前記側壁部42内側に段差51をもうけ、段差51部分でフィルム63のトリミングをすることで、真空圧空工法を用いたフィルム加飾工法であっても、外観良好性を損なうことなく、トリミングが容易で、かつ、フィルム63端面の段差を解消し、指等で触れることによる、引っかかりを減少させ、フィルム63がはがれることを防止することができる。
【解決手段】前記側壁部42内側に段差51をもうけ、段差51部分でフィルム63のトリミングをすることで、真空圧空工法を用いたフィルム加飾工法であっても、外観良好性を損なうことなく、トリミングが容易で、かつ、フィルム63端面の段差を解消し、指等で触れることによる、引っかかりを減少させ、フィルム63がはがれることを防止することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、便器に取り付けられた便座を覆うために設けられるフィルム加飾便蓋の製造方法と、この製造方法を用いた便蓋を備えた衛生洗浄装置に関する。
【背景技術】
【0002】
腰掛式便器(以下、単に「便器」と略す。)または当該便器に設置された衛生洗浄装置、便座装置、局部洗浄装置等(以下、衛生洗浄装置等と称する。)の付属機器には、使用者が着座する便座と、当該便座を覆う便蓋とが設けられている。これら便座および便蓋は、それぞれ起立位置と倒伏位置との間で、それぞれ別個に、または、両者一緒に回動可能となっている。このうち便蓋としては、一般に、樹脂組成物の成形体(以下、適宜「樹脂成形体」と称する。)が広く用いられている。
【0003】
便蓋は、倒伏位置で便座(および便器内部)を覆うものであることから、使用者は倒伏位置で便蓋の表面(外面)を目視することになる。したがって、便蓋には、少なくとも表面の外観が良好(以下、「外観良好性」と称する。)であることが求められる。
【0004】
外観良好性を得るためには、塗装、光輝材の練り込み等、いくつかの手段があるが、その中の一つとして、フィルム加飾工法がある。フィルム加飾工法とは、便蓋の成形とは別に、印刷等で柄を加飾したフィルムで、樹脂成形体である便蓋を被覆する技術である。
【0005】
フィルム加飾工法の優位な点として、フィルムの状態で加飾の柄を印刷等で加飾できるため、塗装や光輝材の練り込みなどよりも、多種多様な柄や色使いが可能となり、より高い外観良好性を得ることが可能となる。また、フィルムの材質を選択することで、耐傷付き性や汚れの防止といった機能を付加することも可能となる。
【0006】
従来から、便蓋の外観良好性や機能性を得るための種々のフィルム加飾の技術が提案されている。例えば、特許文献1には、便蓋を含む便器付属品において、その表面に滑らかを確保しつつ耐久性に富む装飾を施すことができることを目的とする技術が開示されている。具体的には、特許文献1に開示の便座付属品は、合成樹脂からなる本体に、透明性を有する基材の裏面に印刷インキからなる印刷層が形成されたシートを、前記基材の表面を前記本体の表面に露出させて一体成形した構成を有している。
【0007】
また、特許文献2には、局部洗浄装置において、使用時の物体および人体の接触による傷付きを防止するとともに露出構成部品の高外観・高質感を長期間維持できることを目的とする技術が開示されている。具体的には、特許文献2に開示の局部洗浄装置は、当該局部洗浄装置を構成する少なくとも一部材の表面に、当該部材の部材樹脂表面よりも硬い高硬度層を有するフィルムもしくはシートを設けた構成を有している。
【0008】
また、特許文献3には、減圧可能なチャンバー内に芯材と被覆材を配設し、チャンバー内を減圧し、被覆材を加熱することで軟化させ、被覆材の片側を加圧することで、芯材に表皮材を密着させる被覆方法である(以下、「真空圧空工法」と称する。)。
【0009】
特許文献1および特許文献2では、インサート成形と呼ばれる手法を用いており、これは、フィルムをあらかじめ真空成形等で、プリフォームし、その後、射出成形用の金型に設置し、射出成形と同時に成形体と一体化する手法であり、特許文献3は、成形体自体を芯材とし、被覆する技術のため、成形体の成形工法とは別工程でフィルム等を被覆する技術である。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2002−017612号公報
【特許文献2】特開2002−010952号公報
【特許文献3】特開2005−262501号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
特許文献1および2のいずれにおいても、成形型の内部にフィルムまたはシートを成形型の内部に直接設置して射出成形する手法が開示されている。ただし、特許文献2においては、高硬度層を有するフィルムもしくはシートを、部品と同様の形状にあらかじめプリフォーム成形して、当該プリフォーム成形体を金型内に設置後、射出成形にて成形する手法が開示されている。
【0012】
特許文献2ではさらにフィルムもしくはシートのプリフォームを行う。プリフォーム後、不要なフィルムもしくはシートをトリミングするため、射出成形後にトリミングする必要はないが、端面部分にアンダーカット形状、すなわちかえりをつけた形状にして、射出される樹脂の回りこみを防いだり、成形後の端面の2次加工を削減することができるとある。
【0013】
しかし、便蓋の成形上の特徴として、表面、裏面とも使用中、目につくところであり、多点ゲートにすると、ウェルドラインが見えるため、比較的大きな成形体にもかかわらず、1点ゲートでの射出成形で成形している。そのため、熱量が大きくなるため、ゲート付近では、印刷面が乱れるという問題があり、外観良好性を損なう。
【0014】
一方、特許文献3にある真空圧空工法では、射出成形後にフィルムを被覆すため、成形時の熱量による影響はない。しかし、製品に被覆するため、フィルム端面はどうしても、段差が生じる。端面は、長期的に触れるとフィルムの密着性を損ない、剥がれを引き起こす可能性があることから、一般的には、端面部分は他の部品等で覆ったり、裏面に持っていくようにして、直接手に触れないような構成にすることが多い。しかし、便蓋は、表面、裏面とも直接手に触れる機会が多い部品であり、端面のみを隠すことが困難である。
【0015】
また、被覆材を被覆した後、不要部分のトリミングが必要であるが、成形体のコーナー部分であれば、トリミングを行いやすいが、平面部分であれば、刃が成形体に対し、当たるため、トリミングを行うことが困難である。特に、便蓋等は、洗剤等への耐薬品性の観点などからポリプロピレンが用いられることが多く、より傷がはいりやすい。
【0016】
本発明はこのような課題を解決するためになされたものであって、便器または衛生洗浄装置等に設けられる樹脂成形体としての便蓋の真空圧空工法を用いたフィルム加飾工法において、外観良好性を損なうことなく、端面を保護し、かつ不要なフィルムのトリミングを容易にすることを目的とする。
【課題を解決するための手段】
【0017】
本発明に係る便蓋のフィルム加飾工法は、前記の課題を解決するために、天壁部と側壁部が一体に形成された樹脂成形体であり少なくとも便座を覆うための形状を有した便蓋に対し、前記天壁部表面から前記側壁部表面および前記側壁部裏面までを真空圧空成形でフィルムを被覆する工程と、前記側壁部内側面に突出形成した段差部を設け、前記段差部の付け根から頂部までの間で前記側壁部裏面に被覆された前記フィルムをトリミングする工程とを有することを特徴とする構成である。
【0018】
前記構成によれば、前記側壁部内側に段差をもうけ、段差部分でトリミングすることで、真空圧空工法を用いたフィルム加飾工法であっても、外観良好性を損なうことなく、トリミングが容易で、かつ、フィルム端面の段差を解消し、指等で触れることによる、引っかかりを減少させ、フィルムがはがれることを防止することができる。
【0019】
前記便蓋のフィルム加飾工法においては、前記段差部の付け根から頂部までの長さが前記フィルムの厚さよりも長くすればよい。これにより、段差部によって、フィルムの端面が引っかからない構造とすることができる。
【0020】
前記便蓋のフィルム加飾工法においては、前記便蓋が射出成形により成形されたものであって、前記段差部が金型のコアとキャビティーとの突合せ面であるパーティングラインに設ければよい。これにより、外観良好性を損なうことなく、トリミングを容易にすることができる。
【0021】
前記便蓋においては、基材の熱可塑性樹脂は特に限定しないが、ポリプロピレン樹脂(PP)、ABS樹脂(アクリロニトリル−ブタジエン−スチレン樹脂)、ポリスチレン樹脂(PS)、ポリカーボネート樹脂(PC)、アクリル樹脂、ポリフェニレンエーテル樹脂(PPE)、ポリエチレンテレフタレート樹脂(PET)、フッ素樹脂等が挙げられるが特に限定されない。これら樹脂は単独で用いてもよいし、複数の樹脂を組み合わせてポリマーアロイとして用いることもできる。あるいは、アロイ化も含めた種々の変性処理を行ってもよいし、前記以外の公知の樹脂を組み合わせてもよい。
【0022】
また、前記便蓋においては、被覆するフィルムの材質も特に限定するものではないが、成形性の面では、ポリ塩化ビニル(PVC)やポリオレフィン系樹脂、ポリエステル樹脂(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリシクロヘキシルジメチレンテレフタレートなど)、アクリル樹脂(ポリメタクリル酸メチル、ポリメタクリル酸エチル、ポリメタクリル酸プロピル、ポリメタクリル酸ブチル等)が好ましい。
【0023】
また、前記便蓋においては、便蓋と被覆するフィルムの接着方法であるが、ホットメルトや常温形の接着剤が好ましい。材料系としてはアクリル樹脂、ウレタン樹脂、ポリエステル樹脂、ポリアミド樹脂、エチレンブチルアルコール樹脂、エチレン酢酸ビニル共重合体、塩化ビニル・酢酸ビニル共重合体などあるが、限定されるものではなく、フィルム材質と便蓋との材料適合性から最適な組み合わせを選択するのが好ましい。
【0024】
本発明に係る便蓋のフィルム加飾工法は、当該便蓋を用いるさまざまな分野に適用することができるが、代表的な一例として、衛生洗浄装置の便蓋として適用することができる。すなわち、本発明には、前記便蓋を備える衛生洗浄装置も含まれる。
【発明の効果】
【0025】
以上のように、本発明によれば、樹脂成形体である便蓋のフィルム加飾工法において、外観良好性を損なうことなく、トリミングが容易で、かつ、フィルム端面の段差を解消し、引っかかりにくくすることができるという効果を奏する。
【図面の簡単な説明】
【0026】
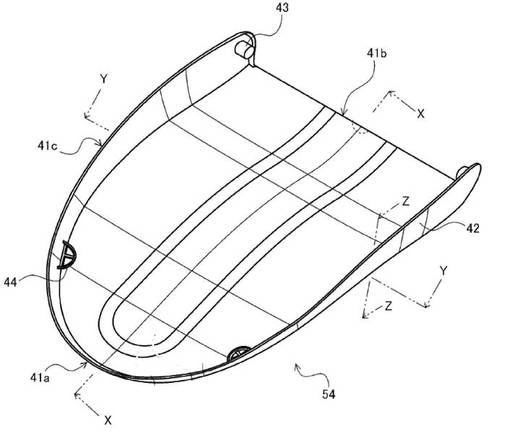
【図1】本発明の実施の形態1における便蓋の構成の一例を示す背面斜視図
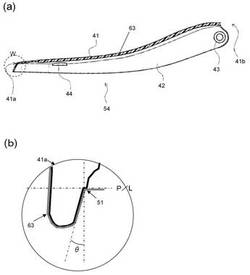
【図2】(a)図1に示す便蓋におけるX−X断面図、(b)図1(a)における破線円Wの領域を拡大した部分拡大図
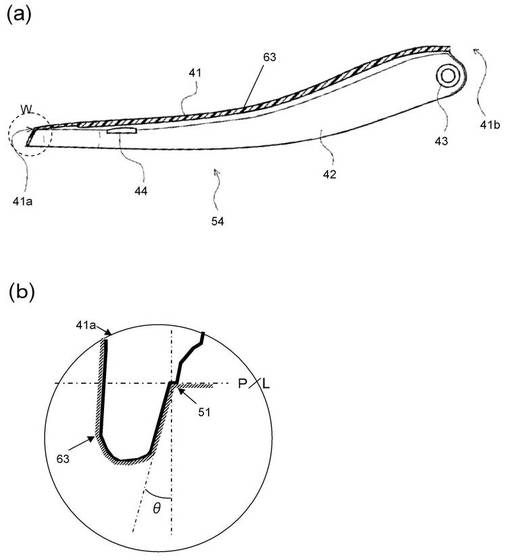
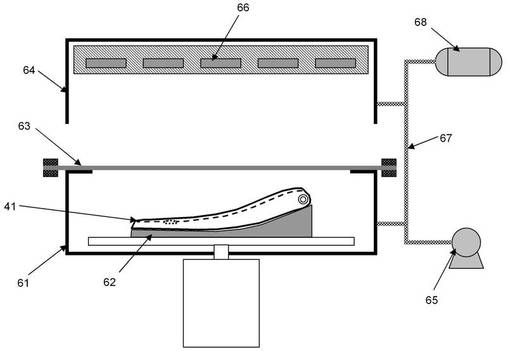
【図3】チャンバーボックスに便蓋とフィルムとをセットする工程を説明した断面図
【図4】上下チャンバーボックス内で表皮材に芯材を接触させる工程を説明した断面図
【図5】上チャンバーボックス内に圧力空気を入れて表皮材を芯材に密着させる工程を説明した断面図
【図6】図1に示す便蓋を備える衛生洗浄装置の構成の一例を示す斜視図
【発明を実施するための形態】
【0027】
以下、本発明の好ましい実施の形態を、図面を参照しながら説明する。なお、以下では全ての図を通じて同一又は相当する要素には同一の参照符号を付して、その重複する説明を省略する。
【0028】
(実施の形態1)
[便蓋の基本構成]
まず、本実施の形態に係る便蓋の基本構成について具体的に説明する。図1に示すように、本実施の形態に係る便蓋54は、板状の天壁部41と、この天壁部41の外周に設けられる側壁部42とを備えている。便蓋54は、便座を覆うために用いられるので、少なくとも便座に対応した形状を有している。一般に便座は、便器内につながる中空部を有する略半楕円状の環状構造であるため、便蓋54(天壁部41)の形状も略半楕円状となっている。図1においては、便蓋54は、裏面が図中上側を向き、表面は図中下側となって図示されていない。
【0029】
ここで、便蓋54は、衛生洗浄装置または便器に開閉可能に取り付けられるが、便蓋54が倒伏位置にある状態は、便蓋54が閉じた状態であり、便蓋54が起立位置にある状態が、便蓋54が全開した状態である。それゆえ、便蓋54の裏面とは、便蓋54が閉じた状態にあるときに下側(すなわち便器に向いた側)となる面を指す。また、便蓋54の表面とは、裏面の反対側の面であり、便蓋54が閉じた状態にあるときに上側となる面を指す。なお、便蓋54が倒伏位置から起立位置へ向かって回動することを「開く」と称し、起立位置から倒伏位置へ向かって回動することを「閉じる」と称する。
【0030】
天壁部41は、その長手方向を縦方向と定義し、縦方向に直交する方向を横方向と定義すれば、縦方向の両端部の一方が先端部41a、他方が後端部41bとなるとともに、これら先端部41aおよび後端部41bをつなぐ両側の部位が側部41cとなる。先端部41aは、その外周形状が放物線状または弧状に突出する形状(突出形状)となっており、後端部41bは、その外周形状が横方向に広がる形状(平坦形状)となっている。先端部41aおよび後端部41bがこのような形状を有していることで、天壁部41は前記のとおり略半楕円形状となっている。
【0031】
側壁部42は、図1に示すように、先端部41aおよび両側の側部41cの外周に連続的に設けられ、図2(a)に示すように、天壁部41の表面から裏面に向かって立ち上がる壁状の部位となっている。側壁部42のみに注目すれば、天壁部41の外周のうち後端部41bの側を除いて、その外周全体に設けられた壁状の「縁部」または「枠部」と見ることができる。なお、側壁部42の内面は天壁部41の裏面に向いている面であり、側壁部42の外面は、天壁部41の表面と連続して便蓋54全体の表面(外面)を形成する面である。
【0032】
また、図2(b)にあるように、ここでは先端部41aの拡大のみであるが、射出成形におけるコアとキャビティーの境にあたるパーティングライン(図中ではP/Lと表示)に段差51を設けている。この段差51は側壁部42にも設けられている。
【0033】
また、この段差51を基点に、パーティングラインに対し垂直な線と先端部41aに続
く角度θは90度に近い角度では、段差51の箇所で、後述するフィルム加飾においてフィルムが密着せず浮いてしまうため、適度な角度が必要である。緩やか過ぎると、厚くなり外観良好性好が損なわれるため、好ましくは40〜80度である。
【0034】
また、後端部41bの両端に隣接する側壁部42の内面には、それぞれ筒状または管状の開閉軸部43が設けられている。これら開閉軸部43は、互いに同軸となるように側壁部42の内面に位置し、便蓋54を衛生洗浄装置または便器に回動可能に取り付けられる。開閉軸部43を衛生洗浄装置等に取り付けた状態では、使用者は、例えば便蓋54の先端部41a近傍を把持して上下させることにより、開閉軸部43が回動軸となって便蓋54が倒伏位置および起立位置の間を移動する。
【0035】
また、天壁部41において、先端部41aと側部41cとが接続している箇所のそれぞれの裏面には、側壁部42の内面に接する形で、脚部枠44が設けられている。脚部枠44には、図示されない蓋状または台状の脚本体が取り付けられることで、便蓋54の脚部を構成する。この脚部は、便蓋54が閉じた状態で、便蓋54によって覆われる下方の便座の表面に当接する。これにより、便蓋54と便座との間に所定の間隔が形成されるので、便蓋54が閉じた状態で過剰に下方に沈み込むことがない。また、便座が暖房機能を有する「暖房便座部」であれば、脚部を除いて便蓋54の裏面が暖房便座部に直接接触しないため、便蓋54に対して暖房便座部からの熱による影響が及ばない状態で、当該暖房便座部からの放熱を抑えることができる。
【0036】
このように、本実施の形態に係る便蓋54は、天壁部41、側壁部42、開閉軸部43、および脚部枠44を備えているが、もちろんこれに限定されず、これら以外の構造部位を備えてもよい。また、本実施の形態では、便蓋54は、射出成形により成形される樹脂組成物の成形体(樹脂成形体)であるため、天壁部41、側壁部42、開閉軸部43および脚部枠44はいずれも一体的に成形されるが、例えば、開閉軸部43または脚部枠44等は、便蓋54の形状または用途に応じて別体として製造されて天壁部41または側壁部42に取り付けられてもよい。これら以外の構造部位についても同様である。
【0037】
[フィルム加飾工法]
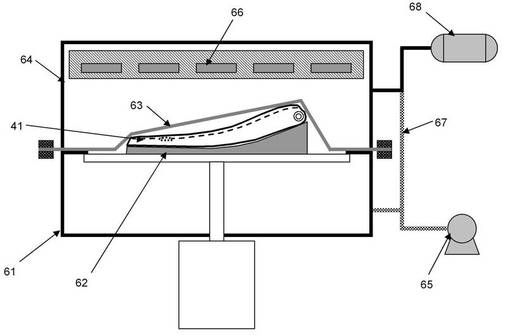
次に、本実施の形態に係る便蓋へのフィルム加飾について説明する。図3にあるように便蓋54を、下チャンバーボックス61内の設置治具62に便蓋54をセットし、前記便蓋54に被覆するフィルム63を下チャンバーボックス61上面にセットする。その後、上チャンバーボックス64を降下させ、上下チャンバーボックス内をそれぞれ気密状態とする。
【0038】
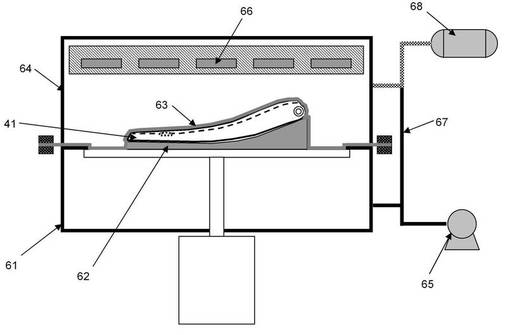
そして、上下チャンバーボックス内をそれぞれ真空タンク65から真空吸引して真空状態(減圧状態)とし、ヒータ66を点灯してフィルム63の加熱を行う。そして図4に示すように、下チャンバーボックス61内の設置治具62を上昇させ、フィルム63に便蓋54を接触させる。
【0039】
その後、図5に示すように、真空配管67の弁を操作することで上チャンバーボックス64側の真空を開放して大気圧状態とすることにより、大気によりフィルム63を便蓋54に均一に加圧することで、その形状に沿ってフィルム63を被覆することができる。なお、この時、フィルム63の便蓋54に接する面にはホットメルトタイプの接着剤があり、ヒータ66による加熱時に、溶融し、便蓋54に加圧されることで、密着する。
【0040】
また、図5に示すように、上チャンバーボックス64内に圧縮空気タンク68から圧縮空気を入れることにより、フィルム63をさらに大きな力で便蓋54に密着させることもでき、図2(b)にあるような、段差51の折り返し部分にまで、フィルム63を巻き込
むことができる。そして、ヒータ66を消灯し、冷却することで接着剤が固化し、密着する。
【0041】
そして、下チャンバーボックス61内を大気圧状態に戻し、上チャンバーボックス64を上昇させることで、被覆された便蓋54を取り出す。
【0042】
さらに、とりだした便蓋54を図2(b)に示す、段差51の箇所で、カッター等でトリミングし、不要なフィルム63を除去する。段差51を設けることで、便蓋54の面に対し、カッター等の刃を立てることなく、トリミングできるため、容易に作業を行うことができる。
【0043】
また、段差51がフィルム63の厚さより厚く設定することで、端面部が隠れるため、便蓋54の開け閉めや、掃除の際、端面部に触れることなく作業ができるため、爪等で端面部を引っ掛け、端面部からの剥離を防止することができる。
【0044】
[樹脂組成物の構成]
次に、本実施の形態に係る便蓋54を成形するために用いられる樹脂組成物の構成の一例について具体的に説明する。
【0045】
本実施の形態で用いられる樹脂組成物は、樹脂成分として熱可塑性樹脂を含んでいればよい。当該熱可塑性樹脂の具体的な種類は特に限定されず、便蓋54を含む衛生洗浄装置の分野で広く用いられている各種の樹脂材料を好適に用いることができる。
【0046】
前記熱可塑性樹脂としては、具体的には、例えば、ポリプロピレン樹脂(PP)、ABS樹脂(アクリロニトリル−ブタジエン−スチレン樹脂)、ポリスチレン樹脂(PS)、ポリカーボネート樹脂(PC)、アクリル樹脂、ポリフェニレンエーテル樹脂(PPE)、ポリエチレンテレフタレート樹脂(PET)、フッ素樹脂等が挙げられるが特に限定されない。これら樹脂は単独で用いてもよいし、複数の樹脂を組み合わせてポリマーアロイとして用いることもできる。あるいは、アロイ化も含めた種々の変性処理を行ってもよいし、前記以外の公知の樹脂を組み合わせてもよい。
【0047】
前記熱可塑性樹脂のいずれを選択するかについては、製造コスト、外観良好性、機械的物性等の諸条件を考慮した上で、適切なものを選択すればよい。一般的には、耐薬品性に優れ、成形性も良好であり、安価であることから、ポリプロピレン樹脂が特に好ましく用いられる。
【0048】
本実施の形態で用いられる樹脂組成物には、前記熱可塑性樹脂に加えて、種々の添加剤が含まれてよい。具体的には、充填剤、可塑剤、内部離型剤、加水分解防止剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、難燃剤、発泡剤、無機顔料、有機顔料、無機抗菌剤、有機抗菌剤等を挙げることができる。
【0049】
本実施の形態における樹脂成形体の製造方法、すなわち、本実施の形態に係る便蓋54の製造方法も特に限定されず、成形型(金型等)として、天壁部41となる内部空間に、公知の構成の射出成形機を用い、公知の成形条件等を適用することができる。一例として、熱可塑性樹脂がポリプロピレン樹脂であり、シリンダ径φ=70mmであれば、シリンダ温度は180〜220℃の範囲内、射出圧力は60〜120MPaの範囲内、射出速度は20〜60mm/sの範囲内の条件を好ましく挙げることができる。
【0050】
また、本実施の形態に係るフィルム63の構成の一例について具体的に説明する。
本実施の形態で用いられるフィルム63のベース材料として、例えばポリ塩化ビニル(P
VC)やポリオレフィン系樹脂、ポリエステル樹脂(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリシクロヘキシルジメチレンテレフタレートなど)、アクリル樹脂(ポリメタクリル酸メチル、ポリメタクリル酸エチル、ポリメタクリル酸プロピル、ポリメタクリル酸ブチル等)が好ましい。
【0051】
フィルム63はベース材料以外に印刷層、接着層があり、転写技術を用いるのであれば、剥離層、キャリアシートも必要とする。また、さらに機能を付加するために、UVコート層やフッ素コート層等を設けてもよく、複数の樹脂や機能材料を組み合わせて用いることもできる。あるいは、樹脂のアロイ化も含めた種々の変性処理を行ってもよいし、前記以外の公知の材料を組み合わせてもよい。
【0052】
また、フィルム63の厚さは任意であるが50〜500μmが成形のしやすさ(伸び等)、強度等から好ましい。
【実施例】
【0053】
次に、下記の実施例および比較例に基づいて本発明をより具体的に説明するが、本発明はこれに限定されるものではない。当業者は本発明の範囲を逸脱することなく、種々の変更、修正、および改変を行うことができる。
【0054】
(実施例1)
便蓋54を構成する熱可塑性樹脂としてポリプロピレン樹脂(株式会社プライムポリマー製、製品名:J−882HV)を用い、射出成形にて成形した。
射出成形の条件は、シリンダ径φ=70mmの射出成形機を用い、当該射出成形機のシリンダ内で、樹脂組成物の温度を200℃となるように溶融混練することで熱可塑性ポリプロピレン樹脂組成物が調製され、これを金型温度50℃で保持された金型に対して注入口(射出ゲート)から射出した。このときの射出圧力は70MPa、射出速度は30mm/sに設定した。
【0055】
この時、便蓋54の側壁部42内側に、パーティングラインと垂直な線から60度の角度で、巻き込み部を作り、パーティングラインと重なるところで、0.45mmの段差51を設けている。
【0056】
次に、フィルム加飾の条件は、両面真空成形機(布施真空株式会社 NGF−0609)を用いた。
【0057】
フィルム63は龍田化学株式会社製 TPO製フィルム(ポリプロピレン系材料、厚さ200μm、接着剤 ホットメルト)を用いた。
【0058】
両面真空成形機に、便蓋54の形状に合わせた治具62を設置し、その上に、射出成形にて成形された便蓋54を加飾したい面を上にし、設置する。このとき、便蓋54の側壁部42下部と治具62とには隙間が開くように、治具62は作った。そして、フィルムサイズを1000×700mmとし、便蓋54の上になるように、両面真空成形機に設置し、固定治具で固定する。
【0059】
そして、上チャンバーボックス64を下降させ、上下チャンバーボックス内を密封状態とし、上下チャンバーボックス内を真空ポンプにて2.7kPaまで減圧する。減圧後、ヒータ66を点灯し、フィルム63の温度が約100℃になるまで加熱し、温度到達後、上チャンバーボックス64内のみ大気圧開放し、さらに圧縮空気にて約300kPaまで加圧した。
【0060】
フィルム加飾成形後、上下チャンバー内を大気圧とし、便座を取り出したところ、側壁部42内側までフィルム63は巻き込まれていた。そして、段差51の部分でカッターにてトリミングをし、不要なフィルムを除去し、外観良好性に優れた便蓋を得られた。
【0061】
また、段差51により、フィルム63の端面が引っかからない構造となった。
【0062】
(実施例2)
便蓋54の射出成形条件、フィルム加飾の条件は同じで、フィルム63を出光ユニテック株式会社製 ポリプロピレン製フィルム(厚さ400μm、印刷層15μm、アクリル系接着剤(日栄化工製)50μm 合計:455μm)を用いて作成したところ、同様に外観良好性に優れた便蓋を得られた。
【0063】
また、段差51により、フィルム63の端面が引っかからない構造となった。
【0064】
(実施例3)
便蓋54の射出成形条件、フィルム加飾の条件は、加熱温度のみ95℃とし、その他条件は同じで、フィルム63をリケンテクノス株式会社製 PET−G製フィルム(厚さ170μm、印刷層15μm、アクリル系接着剤(エチモウ製)50μm 合計:455μm)を用いて作成したところ、同様に外観良好性に優れた便蓋を得られた。
【0065】
また、段差51により、フィルム63の端面が引っかからない構造となった。
【0066】
(比較例1)
射出成形の条件は同じであるが、便蓋54の側壁部42内側に、段差を設けなかった。
【0067】
フィルム加飾も実施例1と同様に行ったところ、フィルム63は表面に加飾されたが、巻き込み部分の巻き込み量にばらつきができ、不要なフィルム63をトリミングしようとしたところ、端面にバリが残ったり、バリを残さずにトリミングしようとすると、便蓋54に傷がはいり、外観良好性が劣る結果となった。
【0068】
また、フィルムの端面部分が段になっており、爪がひっかかったりする。さらにバリがあると、さらにひっかかり、剥がれが生じたりし、良好ではなかった。
【0069】
(実施の形態2)
本実施の形態では、前記実施の形態1に係るフィルム加飾工法を用いた便蓋54を備える衛生洗浄装置の一例について具体的に説明する。
【0070】
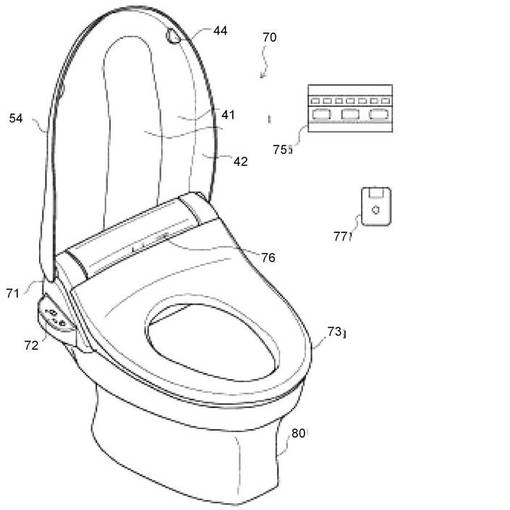
図6に示すように、本実施の形態に係る衛生洗浄装置70は、本体部71、固定操作部72、便座部73、便蓋54、リモートコントローラ75、着座センサ76、および人体センサ77を備えている。衛生洗浄装置70の本体部71、便座部73および便蓋54は、一体的に組み付けられて便器80の上面に設置される。以下、便座部73に着座した使用者から見て前方を前、後方を後ろ、左右側方を左右として説明する。
【0071】
本体部71には、便座便蓋開閉部を介して便座部73の後部が回動可能に支持されており、便座部73の後部には、同じく便座便蓋開閉部を介して便蓋54の後部が回動可能に支持されている。便座部73は、図示されないが、内部にヒータを備える暖房便座として構成されている。
【0072】
本体部71の筐体は中空の箱状に形成されており、本体部71の右側には衛生洗浄装置70に備えられた機能のうち主要な一部を操作する固定操作部72が設けられ、本体部7
1の前部には着座センサ76が設けられている。
【0073】
また、本体部71には、何れも図示されないが、便座部73に着座した使用者の局部へ洗浄水を噴出する洗浄ノズル、洗浄ノズルに洗浄水を供給する洗浄水供給機構、洗浄ノズルに供給される洗浄水を温める温水ヒータ、使用者の局部等を洗浄後に乾燥する乾燥ヒータ、衛生洗浄装置70の全体動作を制御する制御部等が内蔵されている。着座センサ76は、便座部73に使用者が着座したことを検出するものであり、本体部71の前部に設けられている。
【0074】
リモートコントローラ75は、トイレットルーム内において便座部73に着座した使用者が操作可能な位置に設置される。このリモートコントローラ75には、衛生洗浄装置70に備えられた機能を操作するための無線操作部が、固定操作部72とは別に設けられている。リモートコントローラ75は、本体部71の制御部と無線通信可能に構成されており、リモートコントローラ75の無線操作部にて入力された操作信号は本体部71の制御部へ送信され、制御部では受信した操作信号に応じた衛生洗浄装置70の全体動作の制御を行う。人体センサ77は、トイレットルーム内に使用者が入室したことを検出するものであり、トイレットルームの壁面等に設置される。
【0075】
なお、本実施の形態では、暖房便座機能および局部洗浄機能を有する衛生洗浄装置70を例示したが、本発明はこれに限定されず、便蓋54は、暖房便座機能のみを有する便座装置に設けられてもよいし、局部洗浄機能のみを有する局部洗浄装置に設けられてもよいし、他の構成のトイレ装置に設けられてもよいし、トイレ装置等ではなく、便器80に便座とともに取り付けられてもよい。
【産業上の利用可能性】
【0076】
本発明は、衛生洗浄装置、便座装置、トイレ装置等、便蓋を備え便器に据え付ける各種機器の分野、あるいは、便座および便蓋等を直接取り付ける便器の分野に広く好適に用いることができる。
【符号の説明】
【0077】
41 天壁部
41a 先端部
41b 後端部
42 側壁部
51 段差
54 便蓋
61 下チャンバーボックス
64 上チャンバーボックス
63 フィルム
70 衛生洗浄装置
73 便座部
【技術分野】
【0001】
本発明は、便器に取り付けられた便座を覆うために設けられるフィルム加飾便蓋の製造方法と、この製造方法を用いた便蓋を備えた衛生洗浄装置に関する。
【背景技術】
【0002】
腰掛式便器(以下、単に「便器」と略す。)または当該便器に設置された衛生洗浄装置、便座装置、局部洗浄装置等(以下、衛生洗浄装置等と称する。)の付属機器には、使用者が着座する便座と、当該便座を覆う便蓋とが設けられている。これら便座および便蓋は、それぞれ起立位置と倒伏位置との間で、それぞれ別個に、または、両者一緒に回動可能となっている。このうち便蓋としては、一般に、樹脂組成物の成形体(以下、適宜「樹脂成形体」と称する。)が広く用いられている。
【0003】
便蓋は、倒伏位置で便座(および便器内部)を覆うものであることから、使用者は倒伏位置で便蓋の表面(外面)を目視することになる。したがって、便蓋には、少なくとも表面の外観が良好(以下、「外観良好性」と称する。)であることが求められる。
【0004】
外観良好性を得るためには、塗装、光輝材の練り込み等、いくつかの手段があるが、その中の一つとして、フィルム加飾工法がある。フィルム加飾工法とは、便蓋の成形とは別に、印刷等で柄を加飾したフィルムで、樹脂成形体である便蓋を被覆する技術である。
【0005】
フィルム加飾工法の優位な点として、フィルムの状態で加飾の柄を印刷等で加飾できるため、塗装や光輝材の練り込みなどよりも、多種多様な柄や色使いが可能となり、より高い外観良好性を得ることが可能となる。また、フィルムの材質を選択することで、耐傷付き性や汚れの防止といった機能を付加することも可能となる。
【0006】
従来から、便蓋の外観良好性や機能性を得るための種々のフィルム加飾の技術が提案されている。例えば、特許文献1には、便蓋を含む便器付属品において、その表面に滑らかを確保しつつ耐久性に富む装飾を施すことができることを目的とする技術が開示されている。具体的には、特許文献1に開示の便座付属品は、合成樹脂からなる本体に、透明性を有する基材の裏面に印刷インキからなる印刷層が形成されたシートを、前記基材の表面を前記本体の表面に露出させて一体成形した構成を有している。
【0007】
また、特許文献2には、局部洗浄装置において、使用時の物体および人体の接触による傷付きを防止するとともに露出構成部品の高外観・高質感を長期間維持できることを目的とする技術が開示されている。具体的には、特許文献2に開示の局部洗浄装置は、当該局部洗浄装置を構成する少なくとも一部材の表面に、当該部材の部材樹脂表面よりも硬い高硬度層を有するフィルムもしくはシートを設けた構成を有している。
【0008】
また、特許文献3には、減圧可能なチャンバー内に芯材と被覆材を配設し、チャンバー内を減圧し、被覆材を加熱することで軟化させ、被覆材の片側を加圧することで、芯材に表皮材を密着させる被覆方法である(以下、「真空圧空工法」と称する。)。
【0009】
特許文献1および特許文献2では、インサート成形と呼ばれる手法を用いており、これは、フィルムをあらかじめ真空成形等で、プリフォームし、その後、射出成形用の金型に設置し、射出成形と同時に成形体と一体化する手法であり、特許文献3は、成形体自体を芯材とし、被覆する技術のため、成形体の成形工法とは別工程でフィルム等を被覆する技術である。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2002−017612号公報
【特許文献2】特開2002−010952号公報
【特許文献3】特開2005−262501号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
特許文献1および2のいずれにおいても、成形型の内部にフィルムまたはシートを成形型の内部に直接設置して射出成形する手法が開示されている。ただし、特許文献2においては、高硬度層を有するフィルムもしくはシートを、部品と同様の形状にあらかじめプリフォーム成形して、当該プリフォーム成形体を金型内に設置後、射出成形にて成形する手法が開示されている。
【0012】
特許文献2ではさらにフィルムもしくはシートのプリフォームを行う。プリフォーム後、不要なフィルムもしくはシートをトリミングするため、射出成形後にトリミングする必要はないが、端面部分にアンダーカット形状、すなわちかえりをつけた形状にして、射出される樹脂の回りこみを防いだり、成形後の端面の2次加工を削減することができるとある。
【0013】
しかし、便蓋の成形上の特徴として、表面、裏面とも使用中、目につくところであり、多点ゲートにすると、ウェルドラインが見えるため、比較的大きな成形体にもかかわらず、1点ゲートでの射出成形で成形している。そのため、熱量が大きくなるため、ゲート付近では、印刷面が乱れるという問題があり、外観良好性を損なう。
【0014】
一方、特許文献3にある真空圧空工法では、射出成形後にフィルムを被覆すため、成形時の熱量による影響はない。しかし、製品に被覆するため、フィルム端面はどうしても、段差が生じる。端面は、長期的に触れるとフィルムの密着性を損ない、剥がれを引き起こす可能性があることから、一般的には、端面部分は他の部品等で覆ったり、裏面に持っていくようにして、直接手に触れないような構成にすることが多い。しかし、便蓋は、表面、裏面とも直接手に触れる機会が多い部品であり、端面のみを隠すことが困難である。
【0015】
また、被覆材を被覆した後、不要部分のトリミングが必要であるが、成形体のコーナー部分であれば、トリミングを行いやすいが、平面部分であれば、刃が成形体に対し、当たるため、トリミングを行うことが困難である。特に、便蓋等は、洗剤等への耐薬品性の観点などからポリプロピレンが用いられることが多く、より傷がはいりやすい。
【0016】
本発明はこのような課題を解決するためになされたものであって、便器または衛生洗浄装置等に設けられる樹脂成形体としての便蓋の真空圧空工法を用いたフィルム加飾工法において、外観良好性を損なうことなく、端面を保護し、かつ不要なフィルムのトリミングを容易にすることを目的とする。
【課題を解決するための手段】
【0017】
本発明に係る便蓋のフィルム加飾工法は、前記の課題を解決するために、天壁部と側壁部が一体に形成された樹脂成形体であり少なくとも便座を覆うための形状を有した便蓋に対し、前記天壁部表面から前記側壁部表面および前記側壁部裏面までを真空圧空成形でフィルムを被覆する工程と、前記側壁部内側面に突出形成した段差部を設け、前記段差部の付け根から頂部までの間で前記側壁部裏面に被覆された前記フィルムをトリミングする工程とを有することを特徴とする構成である。
【0018】
前記構成によれば、前記側壁部内側に段差をもうけ、段差部分でトリミングすることで、真空圧空工法を用いたフィルム加飾工法であっても、外観良好性を損なうことなく、トリミングが容易で、かつ、フィルム端面の段差を解消し、指等で触れることによる、引っかかりを減少させ、フィルムがはがれることを防止することができる。
【0019】
前記便蓋のフィルム加飾工法においては、前記段差部の付け根から頂部までの長さが前記フィルムの厚さよりも長くすればよい。これにより、段差部によって、フィルムの端面が引っかからない構造とすることができる。
【0020】
前記便蓋のフィルム加飾工法においては、前記便蓋が射出成形により成形されたものであって、前記段差部が金型のコアとキャビティーとの突合せ面であるパーティングラインに設ければよい。これにより、外観良好性を損なうことなく、トリミングを容易にすることができる。
【0021】
前記便蓋においては、基材の熱可塑性樹脂は特に限定しないが、ポリプロピレン樹脂(PP)、ABS樹脂(アクリロニトリル−ブタジエン−スチレン樹脂)、ポリスチレン樹脂(PS)、ポリカーボネート樹脂(PC)、アクリル樹脂、ポリフェニレンエーテル樹脂(PPE)、ポリエチレンテレフタレート樹脂(PET)、フッ素樹脂等が挙げられるが特に限定されない。これら樹脂は単独で用いてもよいし、複数の樹脂を組み合わせてポリマーアロイとして用いることもできる。あるいは、アロイ化も含めた種々の変性処理を行ってもよいし、前記以外の公知の樹脂を組み合わせてもよい。
【0022】
また、前記便蓋においては、被覆するフィルムの材質も特に限定するものではないが、成形性の面では、ポリ塩化ビニル(PVC)やポリオレフィン系樹脂、ポリエステル樹脂(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリシクロヘキシルジメチレンテレフタレートなど)、アクリル樹脂(ポリメタクリル酸メチル、ポリメタクリル酸エチル、ポリメタクリル酸プロピル、ポリメタクリル酸ブチル等)が好ましい。
【0023】
また、前記便蓋においては、便蓋と被覆するフィルムの接着方法であるが、ホットメルトや常温形の接着剤が好ましい。材料系としてはアクリル樹脂、ウレタン樹脂、ポリエステル樹脂、ポリアミド樹脂、エチレンブチルアルコール樹脂、エチレン酢酸ビニル共重合体、塩化ビニル・酢酸ビニル共重合体などあるが、限定されるものではなく、フィルム材質と便蓋との材料適合性から最適な組み合わせを選択するのが好ましい。
【0024】
本発明に係る便蓋のフィルム加飾工法は、当該便蓋を用いるさまざまな分野に適用することができるが、代表的な一例として、衛生洗浄装置の便蓋として適用することができる。すなわち、本発明には、前記便蓋を備える衛生洗浄装置も含まれる。
【発明の効果】
【0025】
以上のように、本発明によれば、樹脂成形体である便蓋のフィルム加飾工法において、外観良好性を損なうことなく、トリミングが容易で、かつ、フィルム端面の段差を解消し、引っかかりにくくすることができるという効果を奏する。
【図面の簡単な説明】
【0026】
【図1】本発明の実施の形態1における便蓋の構成の一例を示す背面斜視図
【図2】(a)図1に示す便蓋におけるX−X断面図、(b)図1(a)における破線円Wの領域を拡大した部分拡大図
【図3】チャンバーボックスに便蓋とフィルムとをセットする工程を説明した断面図
【図4】上下チャンバーボックス内で表皮材に芯材を接触させる工程を説明した断面図
【図5】上チャンバーボックス内に圧力空気を入れて表皮材を芯材に密着させる工程を説明した断面図
【図6】図1に示す便蓋を備える衛生洗浄装置の構成の一例を示す斜視図
【発明を実施するための形態】
【0027】
以下、本発明の好ましい実施の形態を、図面を参照しながら説明する。なお、以下では全ての図を通じて同一又は相当する要素には同一の参照符号を付して、その重複する説明を省略する。
【0028】
(実施の形態1)
[便蓋の基本構成]
まず、本実施の形態に係る便蓋の基本構成について具体的に説明する。図1に示すように、本実施の形態に係る便蓋54は、板状の天壁部41と、この天壁部41の外周に設けられる側壁部42とを備えている。便蓋54は、便座を覆うために用いられるので、少なくとも便座に対応した形状を有している。一般に便座は、便器内につながる中空部を有する略半楕円状の環状構造であるため、便蓋54(天壁部41)の形状も略半楕円状となっている。図1においては、便蓋54は、裏面が図中上側を向き、表面は図中下側となって図示されていない。
【0029】
ここで、便蓋54は、衛生洗浄装置または便器に開閉可能に取り付けられるが、便蓋54が倒伏位置にある状態は、便蓋54が閉じた状態であり、便蓋54が起立位置にある状態が、便蓋54が全開した状態である。それゆえ、便蓋54の裏面とは、便蓋54が閉じた状態にあるときに下側(すなわち便器に向いた側)となる面を指す。また、便蓋54の表面とは、裏面の反対側の面であり、便蓋54が閉じた状態にあるときに上側となる面を指す。なお、便蓋54が倒伏位置から起立位置へ向かって回動することを「開く」と称し、起立位置から倒伏位置へ向かって回動することを「閉じる」と称する。
【0030】
天壁部41は、その長手方向を縦方向と定義し、縦方向に直交する方向を横方向と定義すれば、縦方向の両端部の一方が先端部41a、他方が後端部41bとなるとともに、これら先端部41aおよび後端部41bをつなぐ両側の部位が側部41cとなる。先端部41aは、その外周形状が放物線状または弧状に突出する形状(突出形状)となっており、後端部41bは、その外周形状が横方向に広がる形状(平坦形状)となっている。先端部41aおよび後端部41bがこのような形状を有していることで、天壁部41は前記のとおり略半楕円形状となっている。
【0031】
側壁部42は、図1に示すように、先端部41aおよび両側の側部41cの外周に連続的に設けられ、図2(a)に示すように、天壁部41の表面から裏面に向かって立ち上がる壁状の部位となっている。側壁部42のみに注目すれば、天壁部41の外周のうち後端部41bの側を除いて、その外周全体に設けられた壁状の「縁部」または「枠部」と見ることができる。なお、側壁部42の内面は天壁部41の裏面に向いている面であり、側壁部42の外面は、天壁部41の表面と連続して便蓋54全体の表面(外面)を形成する面である。
【0032】
また、図2(b)にあるように、ここでは先端部41aの拡大のみであるが、射出成形におけるコアとキャビティーの境にあたるパーティングライン(図中ではP/Lと表示)に段差51を設けている。この段差51は側壁部42にも設けられている。
【0033】
また、この段差51を基点に、パーティングラインに対し垂直な線と先端部41aに続
く角度θは90度に近い角度では、段差51の箇所で、後述するフィルム加飾においてフィルムが密着せず浮いてしまうため、適度な角度が必要である。緩やか過ぎると、厚くなり外観良好性好が損なわれるため、好ましくは40〜80度である。
【0034】
また、後端部41bの両端に隣接する側壁部42の内面には、それぞれ筒状または管状の開閉軸部43が設けられている。これら開閉軸部43は、互いに同軸となるように側壁部42の内面に位置し、便蓋54を衛生洗浄装置または便器に回動可能に取り付けられる。開閉軸部43を衛生洗浄装置等に取り付けた状態では、使用者は、例えば便蓋54の先端部41a近傍を把持して上下させることにより、開閉軸部43が回動軸となって便蓋54が倒伏位置および起立位置の間を移動する。
【0035】
また、天壁部41において、先端部41aと側部41cとが接続している箇所のそれぞれの裏面には、側壁部42の内面に接する形で、脚部枠44が設けられている。脚部枠44には、図示されない蓋状または台状の脚本体が取り付けられることで、便蓋54の脚部を構成する。この脚部は、便蓋54が閉じた状態で、便蓋54によって覆われる下方の便座の表面に当接する。これにより、便蓋54と便座との間に所定の間隔が形成されるので、便蓋54が閉じた状態で過剰に下方に沈み込むことがない。また、便座が暖房機能を有する「暖房便座部」であれば、脚部を除いて便蓋54の裏面が暖房便座部に直接接触しないため、便蓋54に対して暖房便座部からの熱による影響が及ばない状態で、当該暖房便座部からの放熱を抑えることができる。
【0036】
このように、本実施の形態に係る便蓋54は、天壁部41、側壁部42、開閉軸部43、および脚部枠44を備えているが、もちろんこれに限定されず、これら以外の構造部位を備えてもよい。また、本実施の形態では、便蓋54は、射出成形により成形される樹脂組成物の成形体(樹脂成形体)であるため、天壁部41、側壁部42、開閉軸部43および脚部枠44はいずれも一体的に成形されるが、例えば、開閉軸部43または脚部枠44等は、便蓋54の形状または用途に応じて別体として製造されて天壁部41または側壁部42に取り付けられてもよい。これら以外の構造部位についても同様である。
【0037】
[フィルム加飾工法]
次に、本実施の形態に係る便蓋へのフィルム加飾について説明する。図3にあるように便蓋54を、下チャンバーボックス61内の設置治具62に便蓋54をセットし、前記便蓋54に被覆するフィルム63を下チャンバーボックス61上面にセットする。その後、上チャンバーボックス64を降下させ、上下チャンバーボックス内をそれぞれ気密状態とする。
【0038】
そして、上下チャンバーボックス内をそれぞれ真空タンク65から真空吸引して真空状態(減圧状態)とし、ヒータ66を点灯してフィルム63の加熱を行う。そして図4に示すように、下チャンバーボックス61内の設置治具62を上昇させ、フィルム63に便蓋54を接触させる。
【0039】
その後、図5に示すように、真空配管67の弁を操作することで上チャンバーボックス64側の真空を開放して大気圧状態とすることにより、大気によりフィルム63を便蓋54に均一に加圧することで、その形状に沿ってフィルム63を被覆することができる。なお、この時、フィルム63の便蓋54に接する面にはホットメルトタイプの接着剤があり、ヒータ66による加熱時に、溶融し、便蓋54に加圧されることで、密着する。
【0040】
また、図5に示すように、上チャンバーボックス64内に圧縮空気タンク68から圧縮空気を入れることにより、フィルム63をさらに大きな力で便蓋54に密着させることもでき、図2(b)にあるような、段差51の折り返し部分にまで、フィルム63を巻き込
むことができる。そして、ヒータ66を消灯し、冷却することで接着剤が固化し、密着する。
【0041】
そして、下チャンバーボックス61内を大気圧状態に戻し、上チャンバーボックス64を上昇させることで、被覆された便蓋54を取り出す。
【0042】
さらに、とりだした便蓋54を図2(b)に示す、段差51の箇所で、カッター等でトリミングし、不要なフィルム63を除去する。段差51を設けることで、便蓋54の面に対し、カッター等の刃を立てることなく、トリミングできるため、容易に作業を行うことができる。
【0043】
また、段差51がフィルム63の厚さより厚く設定することで、端面部が隠れるため、便蓋54の開け閉めや、掃除の際、端面部に触れることなく作業ができるため、爪等で端面部を引っ掛け、端面部からの剥離を防止することができる。
【0044】
[樹脂組成物の構成]
次に、本実施の形態に係る便蓋54を成形するために用いられる樹脂組成物の構成の一例について具体的に説明する。
【0045】
本実施の形態で用いられる樹脂組成物は、樹脂成分として熱可塑性樹脂を含んでいればよい。当該熱可塑性樹脂の具体的な種類は特に限定されず、便蓋54を含む衛生洗浄装置の分野で広く用いられている各種の樹脂材料を好適に用いることができる。
【0046】
前記熱可塑性樹脂としては、具体的には、例えば、ポリプロピレン樹脂(PP)、ABS樹脂(アクリロニトリル−ブタジエン−スチレン樹脂)、ポリスチレン樹脂(PS)、ポリカーボネート樹脂(PC)、アクリル樹脂、ポリフェニレンエーテル樹脂(PPE)、ポリエチレンテレフタレート樹脂(PET)、フッ素樹脂等が挙げられるが特に限定されない。これら樹脂は単独で用いてもよいし、複数の樹脂を組み合わせてポリマーアロイとして用いることもできる。あるいは、アロイ化も含めた種々の変性処理を行ってもよいし、前記以外の公知の樹脂を組み合わせてもよい。
【0047】
前記熱可塑性樹脂のいずれを選択するかについては、製造コスト、外観良好性、機械的物性等の諸条件を考慮した上で、適切なものを選択すればよい。一般的には、耐薬品性に優れ、成形性も良好であり、安価であることから、ポリプロピレン樹脂が特に好ましく用いられる。
【0048】
本実施の形態で用いられる樹脂組成物には、前記熱可塑性樹脂に加えて、種々の添加剤が含まれてよい。具体的には、充填剤、可塑剤、内部離型剤、加水分解防止剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、難燃剤、発泡剤、無機顔料、有機顔料、無機抗菌剤、有機抗菌剤等を挙げることができる。
【0049】
本実施の形態における樹脂成形体の製造方法、すなわち、本実施の形態に係る便蓋54の製造方法も特に限定されず、成形型(金型等)として、天壁部41となる内部空間に、公知の構成の射出成形機を用い、公知の成形条件等を適用することができる。一例として、熱可塑性樹脂がポリプロピレン樹脂であり、シリンダ径φ=70mmであれば、シリンダ温度は180〜220℃の範囲内、射出圧力は60〜120MPaの範囲内、射出速度は20〜60mm/sの範囲内の条件を好ましく挙げることができる。
【0050】
また、本実施の形態に係るフィルム63の構成の一例について具体的に説明する。
本実施の形態で用いられるフィルム63のベース材料として、例えばポリ塩化ビニル(P
VC)やポリオレフィン系樹脂、ポリエステル樹脂(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリシクロヘキシルジメチレンテレフタレートなど)、アクリル樹脂(ポリメタクリル酸メチル、ポリメタクリル酸エチル、ポリメタクリル酸プロピル、ポリメタクリル酸ブチル等)が好ましい。
【0051】
フィルム63はベース材料以外に印刷層、接着層があり、転写技術を用いるのであれば、剥離層、キャリアシートも必要とする。また、さらに機能を付加するために、UVコート層やフッ素コート層等を設けてもよく、複数の樹脂や機能材料を組み合わせて用いることもできる。あるいは、樹脂のアロイ化も含めた種々の変性処理を行ってもよいし、前記以外の公知の材料を組み合わせてもよい。
【0052】
また、フィルム63の厚さは任意であるが50〜500μmが成形のしやすさ(伸び等)、強度等から好ましい。
【実施例】
【0053】
次に、下記の実施例および比較例に基づいて本発明をより具体的に説明するが、本発明はこれに限定されるものではない。当業者は本発明の範囲を逸脱することなく、種々の変更、修正、および改変を行うことができる。
【0054】
(実施例1)
便蓋54を構成する熱可塑性樹脂としてポリプロピレン樹脂(株式会社プライムポリマー製、製品名:J−882HV)を用い、射出成形にて成形した。
射出成形の条件は、シリンダ径φ=70mmの射出成形機を用い、当該射出成形機のシリンダ内で、樹脂組成物の温度を200℃となるように溶融混練することで熱可塑性ポリプロピレン樹脂組成物が調製され、これを金型温度50℃で保持された金型に対して注入口(射出ゲート)から射出した。このときの射出圧力は70MPa、射出速度は30mm/sに設定した。
【0055】
この時、便蓋54の側壁部42内側に、パーティングラインと垂直な線から60度の角度で、巻き込み部を作り、パーティングラインと重なるところで、0.45mmの段差51を設けている。
【0056】
次に、フィルム加飾の条件は、両面真空成形機(布施真空株式会社 NGF−0609)を用いた。
【0057】
フィルム63は龍田化学株式会社製 TPO製フィルム(ポリプロピレン系材料、厚さ200μm、接着剤 ホットメルト)を用いた。
【0058】
両面真空成形機に、便蓋54の形状に合わせた治具62を設置し、その上に、射出成形にて成形された便蓋54を加飾したい面を上にし、設置する。このとき、便蓋54の側壁部42下部と治具62とには隙間が開くように、治具62は作った。そして、フィルムサイズを1000×700mmとし、便蓋54の上になるように、両面真空成形機に設置し、固定治具で固定する。
【0059】
そして、上チャンバーボックス64を下降させ、上下チャンバーボックス内を密封状態とし、上下チャンバーボックス内を真空ポンプにて2.7kPaまで減圧する。減圧後、ヒータ66を点灯し、フィルム63の温度が約100℃になるまで加熱し、温度到達後、上チャンバーボックス64内のみ大気圧開放し、さらに圧縮空気にて約300kPaまで加圧した。
【0060】
フィルム加飾成形後、上下チャンバー内を大気圧とし、便座を取り出したところ、側壁部42内側までフィルム63は巻き込まれていた。そして、段差51の部分でカッターにてトリミングをし、不要なフィルムを除去し、外観良好性に優れた便蓋を得られた。
【0061】
また、段差51により、フィルム63の端面が引っかからない構造となった。
【0062】
(実施例2)
便蓋54の射出成形条件、フィルム加飾の条件は同じで、フィルム63を出光ユニテック株式会社製 ポリプロピレン製フィルム(厚さ400μm、印刷層15μm、アクリル系接着剤(日栄化工製)50μm 合計:455μm)を用いて作成したところ、同様に外観良好性に優れた便蓋を得られた。
【0063】
また、段差51により、フィルム63の端面が引っかからない構造となった。
【0064】
(実施例3)
便蓋54の射出成形条件、フィルム加飾の条件は、加熱温度のみ95℃とし、その他条件は同じで、フィルム63をリケンテクノス株式会社製 PET−G製フィルム(厚さ170μm、印刷層15μm、アクリル系接着剤(エチモウ製)50μm 合計:455μm)を用いて作成したところ、同様に外観良好性に優れた便蓋を得られた。
【0065】
また、段差51により、フィルム63の端面が引っかからない構造となった。
【0066】
(比較例1)
射出成形の条件は同じであるが、便蓋54の側壁部42内側に、段差を設けなかった。
【0067】
フィルム加飾も実施例1と同様に行ったところ、フィルム63は表面に加飾されたが、巻き込み部分の巻き込み量にばらつきができ、不要なフィルム63をトリミングしようとしたところ、端面にバリが残ったり、バリを残さずにトリミングしようとすると、便蓋54に傷がはいり、外観良好性が劣る結果となった。
【0068】
また、フィルムの端面部分が段になっており、爪がひっかかったりする。さらにバリがあると、さらにひっかかり、剥がれが生じたりし、良好ではなかった。
【0069】
(実施の形態2)
本実施の形態では、前記実施の形態1に係るフィルム加飾工法を用いた便蓋54を備える衛生洗浄装置の一例について具体的に説明する。
【0070】
図6に示すように、本実施の形態に係る衛生洗浄装置70は、本体部71、固定操作部72、便座部73、便蓋54、リモートコントローラ75、着座センサ76、および人体センサ77を備えている。衛生洗浄装置70の本体部71、便座部73および便蓋54は、一体的に組み付けられて便器80の上面に設置される。以下、便座部73に着座した使用者から見て前方を前、後方を後ろ、左右側方を左右として説明する。
【0071】
本体部71には、便座便蓋開閉部を介して便座部73の後部が回動可能に支持されており、便座部73の後部には、同じく便座便蓋開閉部を介して便蓋54の後部が回動可能に支持されている。便座部73は、図示されないが、内部にヒータを備える暖房便座として構成されている。
【0072】
本体部71の筐体は中空の箱状に形成されており、本体部71の右側には衛生洗浄装置70に備えられた機能のうち主要な一部を操作する固定操作部72が設けられ、本体部7
1の前部には着座センサ76が設けられている。
【0073】
また、本体部71には、何れも図示されないが、便座部73に着座した使用者の局部へ洗浄水を噴出する洗浄ノズル、洗浄ノズルに洗浄水を供給する洗浄水供給機構、洗浄ノズルに供給される洗浄水を温める温水ヒータ、使用者の局部等を洗浄後に乾燥する乾燥ヒータ、衛生洗浄装置70の全体動作を制御する制御部等が内蔵されている。着座センサ76は、便座部73に使用者が着座したことを検出するものであり、本体部71の前部に設けられている。
【0074】
リモートコントローラ75は、トイレットルーム内において便座部73に着座した使用者が操作可能な位置に設置される。このリモートコントローラ75には、衛生洗浄装置70に備えられた機能を操作するための無線操作部が、固定操作部72とは別に設けられている。リモートコントローラ75は、本体部71の制御部と無線通信可能に構成されており、リモートコントローラ75の無線操作部にて入力された操作信号は本体部71の制御部へ送信され、制御部では受信した操作信号に応じた衛生洗浄装置70の全体動作の制御を行う。人体センサ77は、トイレットルーム内に使用者が入室したことを検出するものであり、トイレットルームの壁面等に設置される。
【0075】
なお、本実施の形態では、暖房便座機能および局部洗浄機能を有する衛生洗浄装置70を例示したが、本発明はこれに限定されず、便蓋54は、暖房便座機能のみを有する便座装置に設けられてもよいし、局部洗浄機能のみを有する局部洗浄装置に設けられてもよいし、他の構成のトイレ装置に設けられてもよいし、トイレ装置等ではなく、便器80に便座とともに取り付けられてもよい。
【産業上の利用可能性】
【0076】
本発明は、衛生洗浄装置、便座装置、トイレ装置等、便蓋を備え便器に据え付ける各種機器の分野、あるいは、便座および便蓋等を直接取り付ける便器の分野に広く好適に用いることができる。
【符号の説明】
【0077】
41 天壁部
41a 先端部
41b 後端部
42 側壁部
51 段差
54 便蓋
61 下チャンバーボックス
64 上チャンバーボックス
63 フィルム
70 衛生洗浄装置
73 便座部
【特許請求の範囲】
【請求項1】
天壁部と側壁部が一体に形成された樹脂成形体であり少なくとも便座を覆うための形状を有した便蓋に対し、前記天壁部表面から前記側壁部表面および前記側壁部裏面までを真空圧空成形でフィルムを被覆する工程と、
前記側壁部内側面に突出形成した段差部を設け、前記段差部の付け根から頂部までの間で前記側壁部裏面に被覆された前記フィルムをトリミングする工程とを有した便蓋のフィルム加飾工法。
【請求項2】
前記段差部の付け根から頂部までの長さが前記フィルムの厚さよりも長いことを特徴とする請求項1に記載の便蓋のフィルム加飾工法。
【請求項3】
前記便蓋が射出成形により成形されたものであって、前記段差部が金型のコアとキャビティーとの突合せ面であるパーティングラインに設けたことを特徴とする請求項1または2に記載の便蓋のフィルム加飾工法。
【請求項4】
請求項1〜3のいずれか一項に記載のフィルム加飾工法で形成した便蓋を用いた衛生洗浄装置。
【請求項1】
天壁部と側壁部が一体に形成された樹脂成形体であり少なくとも便座を覆うための形状を有した便蓋に対し、前記天壁部表面から前記側壁部表面および前記側壁部裏面までを真空圧空成形でフィルムを被覆する工程と、
前記側壁部内側面に突出形成した段差部を設け、前記段差部の付け根から頂部までの間で前記側壁部裏面に被覆された前記フィルムをトリミングする工程とを有した便蓋のフィルム加飾工法。
【請求項2】
前記段差部の付け根から頂部までの長さが前記フィルムの厚さよりも長いことを特徴とする請求項1に記載の便蓋のフィルム加飾工法。
【請求項3】
前記便蓋が射出成形により成形されたものであって、前記段差部が金型のコアとキャビティーとの突合せ面であるパーティングラインに設けたことを特徴とする請求項1または2に記載の便蓋のフィルム加飾工法。
【請求項4】
請求項1〜3のいずれか一項に記載のフィルム加飾工法で形成した便蓋を用いた衛生洗浄装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−245718(P2012−245718A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−119991(P2011−119991)
【出願日】平成23年5月30日(2011.5.30)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月30日(2011.5.30)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]