
フィルム包装装置とフィルム包装体
【課題】ベアリングのリテーナー等の環状部材である被包装物の包装を、効率よく自動的に行うことができ、開封も容易に可能なフィルム包装装置とフィルム包装体を提供することを目的とする。
【解決手段】多数の環状部材であるリテーナー14が柱状の保持部材46に嵌合した状態で、自立可能に保持した包装用ジグ40を有する。包装用ジグ40を搬送するベルトコンベア34の上方に位置して、熱収縮性フィルム12をリテーナー14に被せるフィルム成形器32を備える。リテーナー14に被せられた熱収縮性フィルム12の開口部を溶着する溶着装置50と、リテーナー14に被せられた熱収縮性フィルム12を分離する切断部材53を備える。保持部材46の長手方向に沿って熱収縮性フィルム12に開封ミシン線16を形成するミシン目刃56と、溶着され切断された熱収縮性フィルム12を加熱して収縮させる熱収縮装置60を備える。
【解決手段】多数の環状部材であるリテーナー14が柱状の保持部材46に嵌合した状態で、自立可能に保持した包装用ジグ40を有する。包装用ジグ40を搬送するベルトコンベア34の上方に位置して、熱収縮性フィルム12をリテーナー14に被せるフィルム成形器32を備える。リテーナー14に被せられた熱収縮性フィルム12の開口部を溶着する溶着装置50と、リテーナー14に被せられた熱収縮性フィルム12を分離する切断部材53を備える。保持部材46の長手方向に沿って熱収縮性フィルム12に開封ミシン線16を形成するミシン目刃56と、溶着され切断された熱収縮性フィルム12を加熱して収縮させる熱収縮装置60を備える。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ベアリングのリテーナー等の環状部材の集合体を包装するフィルム包装装置とそれによるフィルム包装体に関する。
【背景技術】
【0002】
従来、例えばベアリングのリテーナーを製造してベアリングの組み立て工場等に供給する際に、搬送用に一定量を積み重ねて包装し提供している。この包装方法は、多数のリテーナーを樹脂製の筒に嵌合させて積層し、一定の量が積層されて棒状に積み重ねられた状態で、防錆紙等の包装材に包んで崩れないようにした後、筒を抜いて包装材により両端を閉じて包装完了としていた。
【0003】
一方、複数の商品をまとめて包装する包装方法として特許文献1、2に開示されているように、熱収縮性の包装用フィルムで包んだ後に熱収縮させて、複数の商品を緊密に一体的に包装した包装方法が種々提供されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−315030号公報
【特許文献2】特開2011−116410号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ベアリングのリテーナーを防錆紙等の包装材で包む作業は手作業で行わなければならず、工数や時間が掛かるとともに、防錆紙自体のコストもかかるものであった。
【0006】
また、特許文献1,2に開示された包装体の場合、包装される商品自体が安定に自立または積み重ねられたものであり、包装するためにベルトコンベアで複数個を一体に搬送することが容易に可能であるが、ベアリングのリテーナーは安定に積み重ねた状態でそのまま搬送することができず、自動包装が難しいものであった。さらに、開封に際しても、不用意に開封すると、多数のリテーナーが散乱してしまい、開封作業も慎重に行わなければならないものであった。
【0007】
この発明は、上記背景技術の問題点に鑑みてなされたものであり、ベアリングのリテーナー等の環状部材の包装を効率よく自動的に行うことができ、開封も容易に可能なフィルム包装装置とフィルム包装体を提供することを目的とする。
【課題を解決するための手段】
【0008】
この発明は、多数の環状部材である被包装物が柱状の保持部材に嵌合した状態で自立可能に保持した包装用ジグと、前記包装用ジグを搬送するベルトコンベアと、前記雄ベルトコンベアの上方に位置し熱収縮性フィルムを巻き取ったフィルムロールから前記熱収縮性フィルムが引き出されて前記被包装物に被せるフィルム成形器と、前記被包装物に被せられた前記熱収縮性フィルムの開口部を溶着する溶着装置と、前記被包装物に被せられた前記熱収縮性フィルムを分離して切断する切断部材と、前記被包装物に被せられた前記熱収縮性フィルムに前記保持部材の長手方向に沿って開封ミシン線を形成するミシン目刃と、開口部が溶着され切断された前記熱収縮性フィルムを加熱して収縮させ前記被包装物に密着させる熱収縮装置が設けられているフィルム包装装置である。
【0009】
前記ミシン目刃は、前記溶着装置に沿って設けられ、前記溶着装置と一体的に移動するものである。前記保持部材は包装用ジグに立設され、この包装用ジグの基台部を前記ベルトコンベア上に載せて搬送するものである。
【0010】
またこの発明は、多数個の環状部材である被包装物を同軸に重ねた状態で、熱収縮性フィルムにより密着して包装され、前記被包装物の積み重ね方向に開封用の開封ミシン線が形成されて成るフィルム包装体である。
【0011】
前記開封ミシン線は、複数本が形成されているものである。さらに、前記開封ミシン線に沿って、前記熱収縮性フィルムによる摘み代が形成されているものでも良い。前記環状の部材は、ベアリングのリテーナーやピストンリング等である。
【発明の効果】
【0012】
この発明のフィルム包装装置とフィルム包装体は、ベアリングのリテーナー等の環状部材を安定に効率よく包装することができ、開封する際も個々の被包装部材が崩れたりせずに容易に開封することができる。さらに、包装に必要な材料が少なく安価であり、自動化が容易であるため、包装コストを大幅に削減することができる。
【図面の簡単な説明】
【0013】
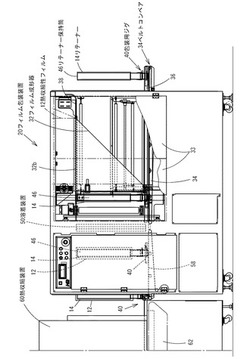
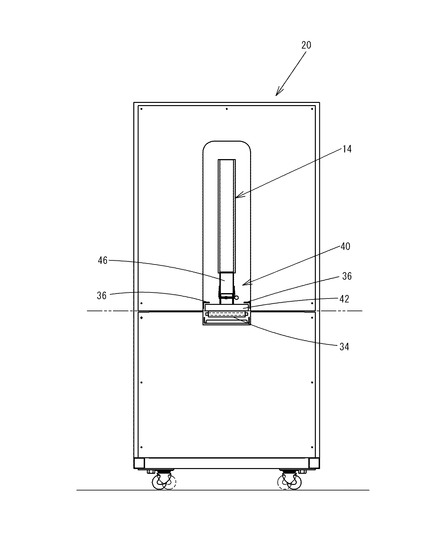
【図1】この発明の一実施形態のフィルム包装装置の正面図である。
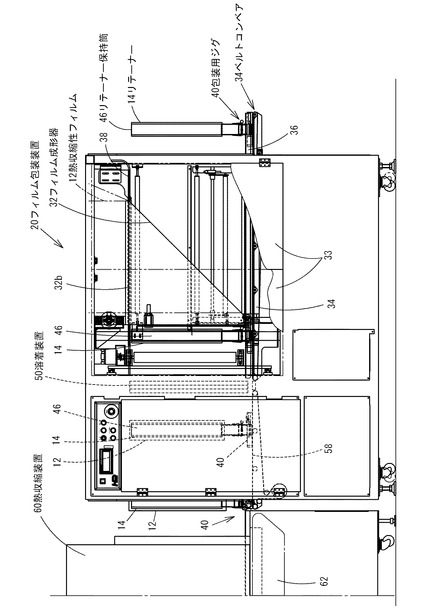
【図2】この実施形態のフィルム包装装置の右側面図である。
【図3】この実施形態のフィルム包装装置のフィルム供給部を示す概略正面図である。
【図4】この実施形態のフィルム包装装置のフィルム供給部を示す概略右側面図である。
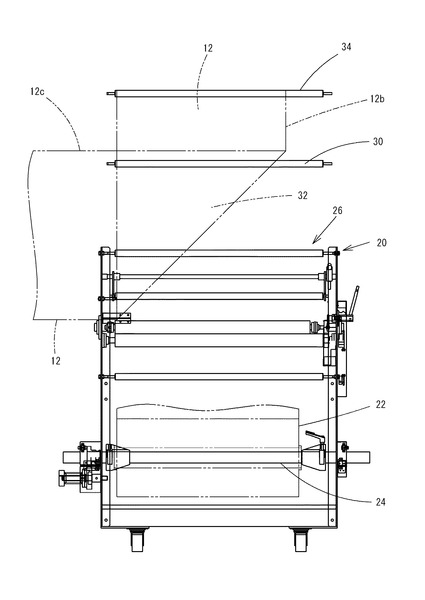
【図5】この実施形態のフィルム包装装置のフィルム包装部を示す概略正面図である。
【図6】この実施形態のフィルム包装装置のフィルム包装部を示す概略右側面図である。
【図7】この実施形態のフィルム包装装置の溶断用着部を示す平面図(a)、右側面図(b)である。
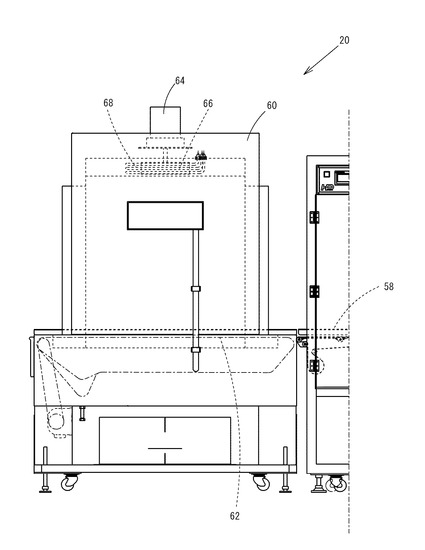
【図8】この実施形態のフィルム包装装置の熱収縮装置を示す概略正面図である。
【図9】この実施形態のフィルム包装体の包装工程を示す正面図である。
【発明を実施するための形態】
【0014】
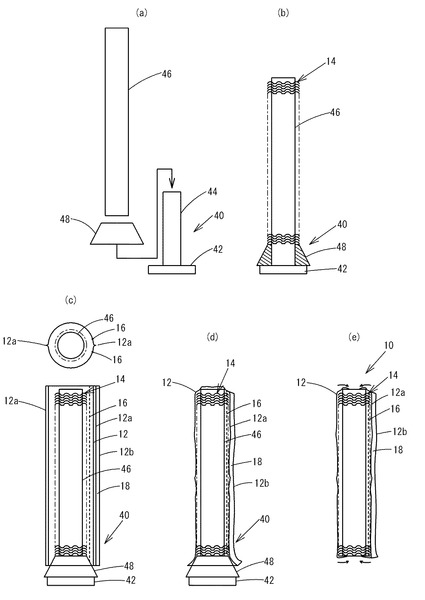
以下、この発明の実施形態について図面に基づいて説明する。図1〜図9はこの発明のフィルム包装体の一実施形態を示すもので、このフィルム包装体10は、図9に示すように、熱可塑性樹脂からなる熱収縮性フィルム12により被包装物であるリテーナー14を包み、熱収縮性フィルム12を熱により収縮させて形成されている。リテーナー14は、環状の定形の金属部材であり、同形のものが複数個重ねられた状態で包装されている。
【0015】
フィルム包装体10は、リテーナー14を包装した状態で、熱収縮性フィルム12の溶着部12aが積み重ね方向に長く形成され、熱収縮によりリテーナー14に熱収縮性フィルム12が密着して包装される。熱収縮性フィルム12には、開口部が溶着された溶着部12aに沿って平行に開封用の開封ミシン線16と、溶着部12aから切断部12bとの間による形成された摘み代18が形成されている。開封ミシン線16は、リテーナー14の側面に沿って積み重ね方向に形成されている。
【0016】
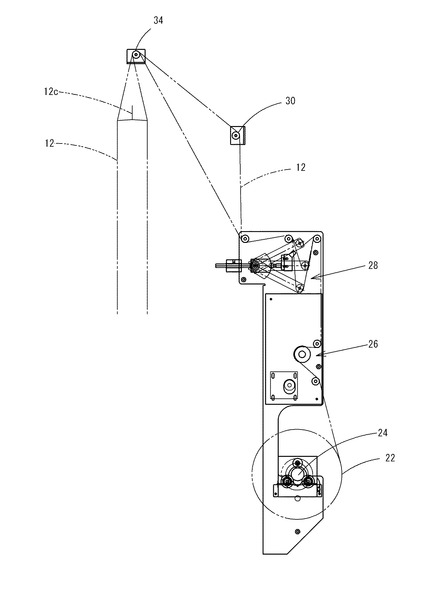
次に、リテーナー14を熱収縮性フィルム12により包装するフィルム包装装置20について、図面に基づいて説明する。フィルム包装装置20は、図3、図4に示すように、二つ折りされた長尺の熱収縮性フィルム12をロール状に巻回したフィルムロール22がロール取り付け軸24にセットされ、フィルムロール22から繰り出された熱収縮性フィルム12を、所定の位置に送る複数のガイドローラ26を備えている。ガイドローラ26の下流側には、テンション調節ローラ28が設けられ、テンション調節ローラ28の下流側に、二つ折りされた熱収縮性フィルム12の一方の辺に係合して開口させる係合ローラ30が設けられ、係合ローラ30の下流側に、熱収縮性フィルム12をフィルム成形器32へ送る転向ローラ34が設けられている。
【0017】
フィルム包装装置20は、フィルム成形器32の下方に位置し水平方向に設けられたベルトコンベア34を備えている。ベルトコンベア34は、フィルム包装装置20の後述する溶着装置50の下方にまで延びており、ベルトコンベア34の長手方向に沿った両側には、ガイド板36が平行に設けられている。ベルトコンベア34は、図示しないモータにより駆動され、熱収縮性フィルム12が装着されたフィルム成形器32の間に、リテーナー14を保持した包装用ジグ40を挿入させ、熱収縮性フィルム12が被せられた包装用ジグ40を溶着装置50間に送る。
【0018】
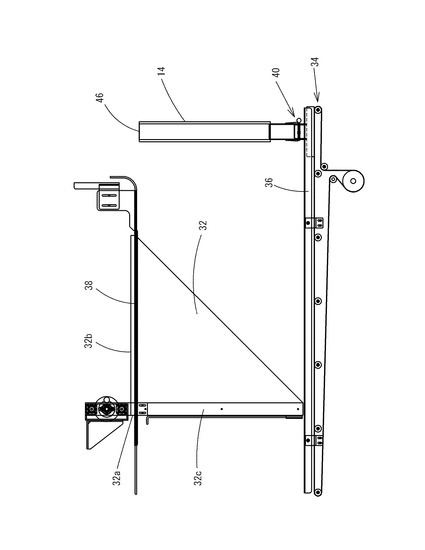
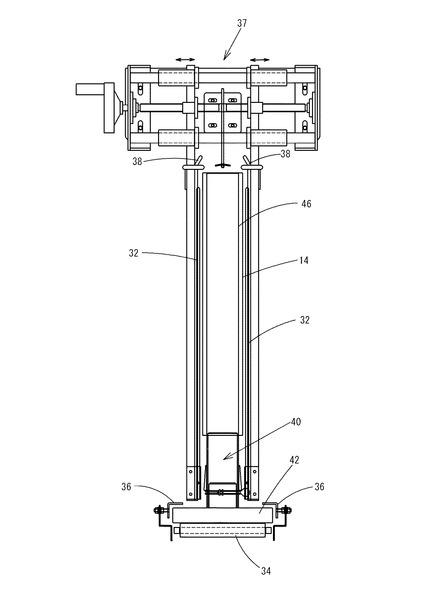
フィルム成形器32は、図5、図6に示すように、垂直方向の面に対して互いに平行に配置された一対の直角三角形の板体から成る。フィルム成形器32の各辺が直角に交差する頂点32aが、包装方向下流側の上方に位置し、水平方向の辺32bがベルトコンベア34と平行に上方に位置し、垂直な辺32cが包装方向下流側で直角の頂点32aとベルトコンベア34との間に位置している。フィルム成形器32の上方の辺32bの近傍には、平行に一対のガイド板38が設けられている。ガイド板38は、フィルム成形器32で折り返された熱収縮性フィルム12が搬送時にリテーナー14と接触しないように熱収縮性フィルム12を保持してガイドする。フィルム成形器32の上方には、2枚の板体の間隔を調整する間隔調整装置37が設けられ、包装するリテーナー14の大きさに対応させて調整可能に設けられている。フィルム成形器32の正面側には、一対の扉33が開閉可能に設けられ、開状態でフィルム成形器32やその内側のメンテナンス等を可能にしている。
【0019】
ベルトコンベア34に載せられて、リテーナー14を搬送する包装用ジグ40は、図9に示すように、ベルトコンベア34上に載せられる基台部42と、基台部42上に突設された嵌合軸44をから成り、嵌合軸44には、リテーナー14が挿通されたリテーナー保持筒46が嵌合される。嵌合軸44には、リテーナー保持筒46の位置を規制する支持部材48が嵌合されている。
【0020】
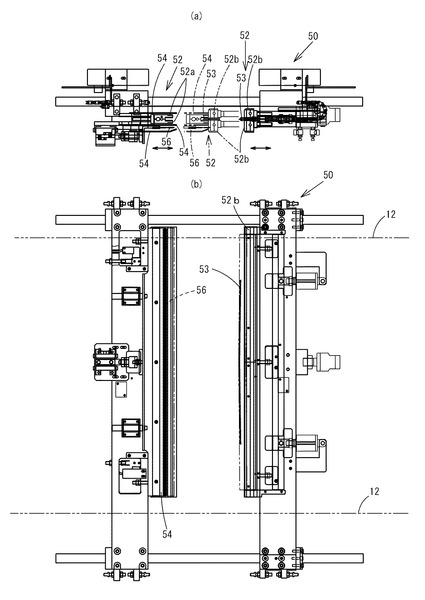
フィルム成形器32のフィルム送り方向下流側には、図7に示すように、垂直な辺32cに平行に位置した溶着装置50が設けられ、溶着装置50は、対面する熱収縮性フィルム12を一定幅で溶着する溶着部52と溶着した熱収縮性フィルム12を切断する切断部材53とを備えている。溶着部52は、一対の加熱部52aと一対の受け部52bとが互いに対向し、熱可塑性の熱収縮性フィルム12を溶かして接合する。切断部材53は、一対の受け部52bの間に設けられたミシン目刃から成り、溶着された熱収縮性フィルム12の溶着部の間で切断する。切断部材53のミシン目刃は一対の加熱部52aの間に挿入可能に設けられ、熱収縮性フィルム12を確実に切断する。一対の溶着部52aの両外側には、板状のフィルム押さえ54が平行に位置し、受け部52bに当接して退避可能に設けられている。
【0021】
一方のフィルム押さえ54の外側には、包装した熱収縮性フィルム12の溶着部12aに沿って開封用のミシン目を形成する開封ミシン目刃56が一体に設けられている。開封ミシン目刃56の外側にもフィルム押さえ54が設けられている。溶着装置50の加熱部52aと一対の受け部52bは互いに対向して、図示しないエアシリンダ等の駆動装置により、近接または退避可能に設けられている。
【0022】
なお、溶着部52と切断部材53との間を広くすると、包装後の熱収縮性フィルム12の溶着部12aから切断部12bまでの間隔が広くなり、摘み代18を形成することができる。摘み代18は、ミシン目16の側にあれば良いので、溶着部52と切断部材53との間隔は、開封ミシン目刃56が設けられた側を広くすると良い。
【0023】
溶着装置50の下流側には、四方が囲まれた送り部が設けられており、送り空間内にはベルトコンベア58が挿通され、包装用ジグ40とともに熱収縮性フィルム12に包装されたリテーナー14が通過可能に形成されている。
【0024】
フィルム包装装置20の下流側には、送り部のベルトコンベア58に隣接して、入り口が開口し四方が囲まれた熱収縮装置60が設けられている。熱収縮装置60は、入り口と出口が連通して開口し、ベルトコンベア58に隣接してベルトコンベア62が設けられている。熱収縮装置60は、上部に送風用のモータ64と送風ファン68が設けられ、送風ファン66の周囲にヒータ68が配置され、熱収縮装置60内を熱風が循環するように形成されている。
【0025】
この実施形態のフィルム包装装置20による包装方法は、先ず包装用ジグ40を、図9(a)に示すように組み立てる。組み立ては、基台部42の嵌合軸44に位置規制用の支持部材48を嵌合し、この後嵌合軸44にリテーナー保持筒46を嵌合さる。この状態で、被包装物であるリテーナー14をリテーナー保持筒46に嵌合して積み重ねる。そして、図9(b)に示すように、リテーナー14がリテーナー保持筒46の長さまで一杯に積み重なると、ベルトコンベア34の上流側で、図1,図2等に示すように、リテーナー保持筒46が包装用ジグ40に嵌合した状態で、包装用ジグ40の基台部42を、ベルトコンベア34の上流側の端部に載せる。
【0026】
この後またはその前に、フィルム包装装置20を起動させ、ベルトコンベア34を駆動さる。すると、リテーナー14を保持した包装用ジグ40がフィルム成形器32間に搬送され、フィルム成形器32で反転された二つ折りの熱収縮性フィルム12の間に包装用ジグ40のリテーナー保持筒46が挿入する。このとき、二つ折りの熱収縮性フィルム12は、フィルムロール22から引き出されて、ガイドローラ26、テンション調節ローラ28を経て繰り出され、二つ折りの一方が係合ローラ30に係合して開口し、転向ローラ34によりフィルム成形器32で広げられている。フィルム成形器32の斜面で表裏が反転した熱収縮性フィルム12は、二つ折りの折り目12cがフィルム成形器32の上方に位置した状態で、フィルム成形器32の内側に位置する。さらにその内側に、リテーナー14を保持した包装用ジグ40が進入し、二つ折りされた熱収縮性フィルム12間にリテーナー14が位置し、包装可能となる。
【0027】
さらに、ベルトコンベア34が進行すると、リテーナー14を保持した包装用ジグ40のリテーナー保持筒46が熱収縮性フィルム12の溶着部12aに当接し、ベルトコンベア34の移動とともに熱収縮性フィルム12をフィルムロール22から引き出す。そして、リテーナー14を保持した包装用ジグ40が溶着装置50を通過すると、ベルトコンベア34が停止し、溶着装置50が作動する。溶着装置50は、互いに対向した加熱部52aと受け部52bが近接方向に移動し、重なり合った熱収縮性フィルム12を挟み込んで溶着する。同時に、切断部材53により熱収縮性フィルム12の2列の溶着部12a間で、熱収縮性フィルム12を切断する。これにより、図9(c)に示すように、リテーナー保持筒46に嵌合したリテーナー14が熱収縮性フィルム12に包装された状態となる。このとき、溶着装置50による熱収縮性フィルム12の溶着と同時に、溶着部12aの近傍に開封ミシン目刃56による開封ミシン線16と摘み代18が形成される。開封ミシン目刃56は、溶着装置50の両側のフィルム押さえ54に沿って一対として設けられていても良い。
【0028】
熱収縮性フィルム12の溶着及び切断が完了すると、フィルム包装装置20の下流側のベルトコンベア58が作動し、包装用ジグ40を熱収縮装置60の方へ搬送する。このとき、熱収縮性フィルム12は、収縮していない溶着時の状態で、ベルトコンベア58の駆動により包装用ジグ40とともに移動する。そして、包装用ジグ40が熱収縮装置60のベルトコンベア62に送られる。包装用ジグ40が熱収縮装置60内を移動すると、図9(d)に示すように、熱収縮性フィルム12は熱収縮装置60内の熱により熱収縮し、リテーナー14及びリテーナー保持筒46に密着する。
【0029】
熱収縮装置60を通過した後、包装用ジグ40をベルトコンベア62から下ろし、リテーナー保持筒46を包装用ジグ40から外す。さらに、熱収縮性フィルム12により収縮包装されたリテーナー14から、リテーナー保持筒46を抜き取る。このとき、リテーナー14は、熱収縮性フィルム12により密着状態で保持されているので、ばらばらになることはない。リテーナー保持筒46を抜き取った後に、図9(e)に示すように、積み重ねられたリテーナー14の両端部の熱収縮性フィルム12をリテーナー14の環の内側に折り込んで包装が完了する。
【0030】
包装されたリテーナー14の開封は、摘み代18を持ってフィルム包装体10の開封ミシン線16に沿って熱収縮した熱収縮性フィルム12を破ることにより、容易に可能である。このとき、熱収縮性フィルム12は、熱収縮しているので、形状が安定し、リテーナー14がばらばらになることがなく、安全に開封することができる。
【0031】
この実施形態のフィルム包装装置20とフィルム包装体10によれば、リテーナー14を複数重ねて簡単且つ確実に包装することができ、簡単に開封することもできる。しかも、包装コストが安価であり、包装内に湿気も入りにくいので、防錆効果も高い。
【0032】
なお、この発明のフィルム包装装置とフィルム包装体は上記実施形態に限定されるものではなく、包装される部材は、リテーナー以外に環状の多数の部材を筒状に重ねて包装するものであれば、種々の部材に利用することができる。また、環状部材である被包装物は、リテーナーの他にエンジンのピストンリングや、大径のワッシャ部材、その他環状に形成され多数をひとまとめにして包装されるものであれば良く、被包装物の種類は問わない。さらに、フィルム包装装置の各部材の位置や数等は適宜変更可能である。フィルムの形態も、二つ折り以外にあらかじめ筒状に形成されているフィルムを使用しても良い。開封ミシン線の位置や本数は、開封しやすいように2列でも良く、適宜変更することができる。
【符号の説明】
【0033】
10 フィルム包装体
12 熱収縮性フィルム
14 リテーナー
16 開封ミシン線
18 摘み代
20 フィルム包装装置
22 フィルムロール
32 フィルム成形器
34,58 ベルトコンベア
40 包装用ジグ
42 基台部
46 リテーナー保持筒
50 溶着装置
52 溶着部
53 切断部材
56 開封ミシン目刃
60 熱収縮装置
【技術分野】
【0001】
この発明は、ベアリングのリテーナー等の環状部材の集合体を包装するフィルム包装装置とそれによるフィルム包装体に関する。
【背景技術】
【0002】
従来、例えばベアリングのリテーナーを製造してベアリングの組み立て工場等に供給する際に、搬送用に一定量を積み重ねて包装し提供している。この包装方法は、多数のリテーナーを樹脂製の筒に嵌合させて積層し、一定の量が積層されて棒状に積み重ねられた状態で、防錆紙等の包装材に包んで崩れないようにした後、筒を抜いて包装材により両端を閉じて包装完了としていた。
【0003】
一方、複数の商品をまとめて包装する包装方法として特許文献1、2に開示されているように、熱収縮性の包装用フィルムで包んだ後に熱収縮させて、複数の商品を緊密に一体的に包装した包装方法が種々提供されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−315030号公報
【特許文献2】特開2011−116410号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ベアリングのリテーナーを防錆紙等の包装材で包む作業は手作業で行わなければならず、工数や時間が掛かるとともに、防錆紙自体のコストもかかるものであった。
【0006】
また、特許文献1,2に開示された包装体の場合、包装される商品自体が安定に自立または積み重ねられたものであり、包装するためにベルトコンベアで複数個を一体に搬送することが容易に可能であるが、ベアリングのリテーナーは安定に積み重ねた状態でそのまま搬送することができず、自動包装が難しいものであった。さらに、開封に際しても、不用意に開封すると、多数のリテーナーが散乱してしまい、開封作業も慎重に行わなければならないものであった。
【0007】
この発明は、上記背景技術の問題点に鑑みてなされたものであり、ベアリングのリテーナー等の環状部材の包装を効率よく自動的に行うことができ、開封も容易に可能なフィルム包装装置とフィルム包装体を提供することを目的とする。
【課題を解決するための手段】
【0008】
この発明は、多数の環状部材である被包装物が柱状の保持部材に嵌合した状態で自立可能に保持した包装用ジグと、前記包装用ジグを搬送するベルトコンベアと、前記雄ベルトコンベアの上方に位置し熱収縮性フィルムを巻き取ったフィルムロールから前記熱収縮性フィルムが引き出されて前記被包装物に被せるフィルム成形器と、前記被包装物に被せられた前記熱収縮性フィルムの開口部を溶着する溶着装置と、前記被包装物に被せられた前記熱収縮性フィルムを分離して切断する切断部材と、前記被包装物に被せられた前記熱収縮性フィルムに前記保持部材の長手方向に沿って開封ミシン線を形成するミシン目刃と、開口部が溶着され切断された前記熱収縮性フィルムを加熱して収縮させ前記被包装物に密着させる熱収縮装置が設けられているフィルム包装装置である。
【0009】
前記ミシン目刃は、前記溶着装置に沿って設けられ、前記溶着装置と一体的に移動するものである。前記保持部材は包装用ジグに立設され、この包装用ジグの基台部を前記ベルトコンベア上に載せて搬送するものである。
【0010】
またこの発明は、多数個の環状部材である被包装物を同軸に重ねた状態で、熱収縮性フィルムにより密着して包装され、前記被包装物の積み重ね方向に開封用の開封ミシン線が形成されて成るフィルム包装体である。
【0011】
前記開封ミシン線は、複数本が形成されているものである。さらに、前記開封ミシン線に沿って、前記熱収縮性フィルムによる摘み代が形成されているものでも良い。前記環状の部材は、ベアリングのリテーナーやピストンリング等である。
【発明の効果】
【0012】
この発明のフィルム包装装置とフィルム包装体は、ベアリングのリテーナー等の環状部材を安定に効率よく包装することができ、開封する際も個々の被包装部材が崩れたりせずに容易に開封することができる。さらに、包装に必要な材料が少なく安価であり、自動化が容易であるため、包装コストを大幅に削減することができる。
【図面の簡単な説明】
【0013】
【図1】この発明の一実施形態のフィルム包装装置の正面図である。
【図2】この実施形態のフィルム包装装置の右側面図である。
【図3】この実施形態のフィルム包装装置のフィルム供給部を示す概略正面図である。
【図4】この実施形態のフィルム包装装置のフィルム供給部を示す概略右側面図である。
【図5】この実施形態のフィルム包装装置のフィルム包装部を示す概略正面図である。
【図6】この実施形態のフィルム包装装置のフィルム包装部を示す概略右側面図である。
【図7】この実施形態のフィルム包装装置の溶断用着部を示す平面図(a)、右側面図(b)である。
【図8】この実施形態のフィルム包装装置の熱収縮装置を示す概略正面図である。
【図9】この実施形態のフィルム包装体の包装工程を示す正面図である。
【発明を実施するための形態】
【0014】
以下、この発明の実施形態について図面に基づいて説明する。図1〜図9はこの発明のフィルム包装体の一実施形態を示すもので、このフィルム包装体10は、図9に示すように、熱可塑性樹脂からなる熱収縮性フィルム12により被包装物であるリテーナー14を包み、熱収縮性フィルム12を熱により収縮させて形成されている。リテーナー14は、環状の定形の金属部材であり、同形のものが複数個重ねられた状態で包装されている。
【0015】
フィルム包装体10は、リテーナー14を包装した状態で、熱収縮性フィルム12の溶着部12aが積み重ね方向に長く形成され、熱収縮によりリテーナー14に熱収縮性フィルム12が密着して包装される。熱収縮性フィルム12には、開口部が溶着された溶着部12aに沿って平行に開封用の開封ミシン線16と、溶着部12aから切断部12bとの間による形成された摘み代18が形成されている。開封ミシン線16は、リテーナー14の側面に沿って積み重ね方向に形成されている。
【0016】
次に、リテーナー14を熱収縮性フィルム12により包装するフィルム包装装置20について、図面に基づいて説明する。フィルム包装装置20は、図3、図4に示すように、二つ折りされた長尺の熱収縮性フィルム12をロール状に巻回したフィルムロール22がロール取り付け軸24にセットされ、フィルムロール22から繰り出された熱収縮性フィルム12を、所定の位置に送る複数のガイドローラ26を備えている。ガイドローラ26の下流側には、テンション調節ローラ28が設けられ、テンション調節ローラ28の下流側に、二つ折りされた熱収縮性フィルム12の一方の辺に係合して開口させる係合ローラ30が設けられ、係合ローラ30の下流側に、熱収縮性フィルム12をフィルム成形器32へ送る転向ローラ34が設けられている。
【0017】
フィルム包装装置20は、フィルム成形器32の下方に位置し水平方向に設けられたベルトコンベア34を備えている。ベルトコンベア34は、フィルム包装装置20の後述する溶着装置50の下方にまで延びており、ベルトコンベア34の長手方向に沿った両側には、ガイド板36が平行に設けられている。ベルトコンベア34は、図示しないモータにより駆動され、熱収縮性フィルム12が装着されたフィルム成形器32の間に、リテーナー14を保持した包装用ジグ40を挿入させ、熱収縮性フィルム12が被せられた包装用ジグ40を溶着装置50間に送る。
【0018】
フィルム成形器32は、図5、図6に示すように、垂直方向の面に対して互いに平行に配置された一対の直角三角形の板体から成る。フィルム成形器32の各辺が直角に交差する頂点32aが、包装方向下流側の上方に位置し、水平方向の辺32bがベルトコンベア34と平行に上方に位置し、垂直な辺32cが包装方向下流側で直角の頂点32aとベルトコンベア34との間に位置している。フィルム成形器32の上方の辺32bの近傍には、平行に一対のガイド板38が設けられている。ガイド板38は、フィルム成形器32で折り返された熱収縮性フィルム12が搬送時にリテーナー14と接触しないように熱収縮性フィルム12を保持してガイドする。フィルム成形器32の上方には、2枚の板体の間隔を調整する間隔調整装置37が設けられ、包装するリテーナー14の大きさに対応させて調整可能に設けられている。フィルム成形器32の正面側には、一対の扉33が開閉可能に設けられ、開状態でフィルム成形器32やその内側のメンテナンス等を可能にしている。
【0019】
ベルトコンベア34に載せられて、リテーナー14を搬送する包装用ジグ40は、図9に示すように、ベルトコンベア34上に載せられる基台部42と、基台部42上に突設された嵌合軸44をから成り、嵌合軸44には、リテーナー14が挿通されたリテーナー保持筒46が嵌合される。嵌合軸44には、リテーナー保持筒46の位置を規制する支持部材48が嵌合されている。
【0020】
フィルム成形器32のフィルム送り方向下流側には、図7に示すように、垂直な辺32cに平行に位置した溶着装置50が設けられ、溶着装置50は、対面する熱収縮性フィルム12を一定幅で溶着する溶着部52と溶着した熱収縮性フィルム12を切断する切断部材53とを備えている。溶着部52は、一対の加熱部52aと一対の受け部52bとが互いに対向し、熱可塑性の熱収縮性フィルム12を溶かして接合する。切断部材53は、一対の受け部52bの間に設けられたミシン目刃から成り、溶着された熱収縮性フィルム12の溶着部の間で切断する。切断部材53のミシン目刃は一対の加熱部52aの間に挿入可能に設けられ、熱収縮性フィルム12を確実に切断する。一対の溶着部52aの両外側には、板状のフィルム押さえ54が平行に位置し、受け部52bに当接して退避可能に設けられている。
【0021】
一方のフィルム押さえ54の外側には、包装した熱収縮性フィルム12の溶着部12aに沿って開封用のミシン目を形成する開封ミシン目刃56が一体に設けられている。開封ミシン目刃56の外側にもフィルム押さえ54が設けられている。溶着装置50の加熱部52aと一対の受け部52bは互いに対向して、図示しないエアシリンダ等の駆動装置により、近接または退避可能に設けられている。
【0022】
なお、溶着部52と切断部材53との間を広くすると、包装後の熱収縮性フィルム12の溶着部12aから切断部12bまでの間隔が広くなり、摘み代18を形成することができる。摘み代18は、ミシン目16の側にあれば良いので、溶着部52と切断部材53との間隔は、開封ミシン目刃56が設けられた側を広くすると良い。
【0023】
溶着装置50の下流側には、四方が囲まれた送り部が設けられており、送り空間内にはベルトコンベア58が挿通され、包装用ジグ40とともに熱収縮性フィルム12に包装されたリテーナー14が通過可能に形成されている。
【0024】
フィルム包装装置20の下流側には、送り部のベルトコンベア58に隣接して、入り口が開口し四方が囲まれた熱収縮装置60が設けられている。熱収縮装置60は、入り口と出口が連通して開口し、ベルトコンベア58に隣接してベルトコンベア62が設けられている。熱収縮装置60は、上部に送風用のモータ64と送風ファン68が設けられ、送風ファン66の周囲にヒータ68が配置され、熱収縮装置60内を熱風が循環するように形成されている。
【0025】
この実施形態のフィルム包装装置20による包装方法は、先ず包装用ジグ40を、図9(a)に示すように組み立てる。組み立ては、基台部42の嵌合軸44に位置規制用の支持部材48を嵌合し、この後嵌合軸44にリテーナー保持筒46を嵌合さる。この状態で、被包装物であるリテーナー14をリテーナー保持筒46に嵌合して積み重ねる。そして、図9(b)に示すように、リテーナー14がリテーナー保持筒46の長さまで一杯に積み重なると、ベルトコンベア34の上流側で、図1,図2等に示すように、リテーナー保持筒46が包装用ジグ40に嵌合した状態で、包装用ジグ40の基台部42を、ベルトコンベア34の上流側の端部に載せる。
【0026】
この後またはその前に、フィルム包装装置20を起動させ、ベルトコンベア34を駆動さる。すると、リテーナー14を保持した包装用ジグ40がフィルム成形器32間に搬送され、フィルム成形器32で反転された二つ折りの熱収縮性フィルム12の間に包装用ジグ40のリテーナー保持筒46が挿入する。このとき、二つ折りの熱収縮性フィルム12は、フィルムロール22から引き出されて、ガイドローラ26、テンション調節ローラ28を経て繰り出され、二つ折りの一方が係合ローラ30に係合して開口し、転向ローラ34によりフィルム成形器32で広げられている。フィルム成形器32の斜面で表裏が反転した熱収縮性フィルム12は、二つ折りの折り目12cがフィルム成形器32の上方に位置した状態で、フィルム成形器32の内側に位置する。さらにその内側に、リテーナー14を保持した包装用ジグ40が進入し、二つ折りされた熱収縮性フィルム12間にリテーナー14が位置し、包装可能となる。
【0027】
さらに、ベルトコンベア34が進行すると、リテーナー14を保持した包装用ジグ40のリテーナー保持筒46が熱収縮性フィルム12の溶着部12aに当接し、ベルトコンベア34の移動とともに熱収縮性フィルム12をフィルムロール22から引き出す。そして、リテーナー14を保持した包装用ジグ40が溶着装置50を通過すると、ベルトコンベア34が停止し、溶着装置50が作動する。溶着装置50は、互いに対向した加熱部52aと受け部52bが近接方向に移動し、重なり合った熱収縮性フィルム12を挟み込んで溶着する。同時に、切断部材53により熱収縮性フィルム12の2列の溶着部12a間で、熱収縮性フィルム12を切断する。これにより、図9(c)に示すように、リテーナー保持筒46に嵌合したリテーナー14が熱収縮性フィルム12に包装された状態となる。このとき、溶着装置50による熱収縮性フィルム12の溶着と同時に、溶着部12aの近傍に開封ミシン目刃56による開封ミシン線16と摘み代18が形成される。開封ミシン目刃56は、溶着装置50の両側のフィルム押さえ54に沿って一対として設けられていても良い。
【0028】
熱収縮性フィルム12の溶着及び切断が完了すると、フィルム包装装置20の下流側のベルトコンベア58が作動し、包装用ジグ40を熱収縮装置60の方へ搬送する。このとき、熱収縮性フィルム12は、収縮していない溶着時の状態で、ベルトコンベア58の駆動により包装用ジグ40とともに移動する。そして、包装用ジグ40が熱収縮装置60のベルトコンベア62に送られる。包装用ジグ40が熱収縮装置60内を移動すると、図9(d)に示すように、熱収縮性フィルム12は熱収縮装置60内の熱により熱収縮し、リテーナー14及びリテーナー保持筒46に密着する。
【0029】
熱収縮装置60を通過した後、包装用ジグ40をベルトコンベア62から下ろし、リテーナー保持筒46を包装用ジグ40から外す。さらに、熱収縮性フィルム12により収縮包装されたリテーナー14から、リテーナー保持筒46を抜き取る。このとき、リテーナー14は、熱収縮性フィルム12により密着状態で保持されているので、ばらばらになることはない。リテーナー保持筒46を抜き取った後に、図9(e)に示すように、積み重ねられたリテーナー14の両端部の熱収縮性フィルム12をリテーナー14の環の内側に折り込んで包装が完了する。
【0030】
包装されたリテーナー14の開封は、摘み代18を持ってフィルム包装体10の開封ミシン線16に沿って熱収縮した熱収縮性フィルム12を破ることにより、容易に可能である。このとき、熱収縮性フィルム12は、熱収縮しているので、形状が安定し、リテーナー14がばらばらになることがなく、安全に開封することができる。
【0031】
この実施形態のフィルム包装装置20とフィルム包装体10によれば、リテーナー14を複数重ねて簡単且つ確実に包装することができ、簡単に開封することもできる。しかも、包装コストが安価であり、包装内に湿気も入りにくいので、防錆効果も高い。
【0032】
なお、この発明のフィルム包装装置とフィルム包装体は上記実施形態に限定されるものではなく、包装される部材は、リテーナー以外に環状の多数の部材を筒状に重ねて包装するものであれば、種々の部材に利用することができる。また、環状部材である被包装物は、リテーナーの他にエンジンのピストンリングや、大径のワッシャ部材、その他環状に形成され多数をひとまとめにして包装されるものであれば良く、被包装物の種類は問わない。さらに、フィルム包装装置の各部材の位置や数等は適宜変更可能である。フィルムの形態も、二つ折り以外にあらかじめ筒状に形成されているフィルムを使用しても良い。開封ミシン線の位置や本数は、開封しやすいように2列でも良く、適宜変更することができる。
【符号の説明】
【0033】
10 フィルム包装体
12 熱収縮性フィルム
14 リテーナー
16 開封ミシン線
18 摘み代
20 フィルム包装装置
22 フィルムロール
32 フィルム成形器
34,58 ベルトコンベア
40 包装用ジグ
42 基台部
46 リテーナー保持筒
50 溶着装置
52 溶着部
53 切断部材
56 開封ミシン目刃
60 熱収縮装置
【特許請求の範囲】
【請求項1】
多数の環状部材である被包装物が柱状の保持部材に嵌合した状態で自立可能に保持した包装用ジグと、前記包装用ジグを搬送するベルトコンベアと、前記雄ベルトコンベアの上方に位置し熱収縮性フィルムを巻き取ったフィルムロールから前記熱収縮性フィルムが引き出されて前記被包装物に被せるフィルム成形器と、前記被包装物に被せられた前記熱収縮性フィルムの開口部を溶着する溶着装置と、前記被包装物に被せられた前記熱収縮性フィルムを分離して切断する切断部材と、前記被包装物に被せられた前記熱収縮性フィルムに前記保持部材の長手方向に沿って開封ミシン線を形成するミシン目刃と、開口部が溶着され切断された前記熱収縮性フィルムを加熱して収縮させ前記被包装物に密着させる熱収縮装置が設けられていることを特徴とするフィルム包装装置。
【請求項2】
前記ミシン目刃は、前記溶着装置に沿って設けられ、前記溶着装置と一体的に移動する請求項1記載のフィルム包装装置。
【請求項3】
前記保持部材は包装用ジグに立設され、この包装用ジグの基台部を前記ベルトコンベア上に載せて搬送する請求項1又は2記載のフィルム包装装置。
【請求項4】
多数個の環状部材である被包装物を同軸に重ねた状態で、熱収縮性フィルムにより密着して包装され、前記被包装物の積み重ね方向に開封用の開封ミシン線が形成されて成ることを特徴とするフィルム包装体。
【請求項5】
前記開封ミシン線は、複数本が形成されている請求項4記載のフィルム包装体。
【請求項6】
前記開封ミシン線に沿って、前記熱収縮性フィルムによる摘み代が形成されている請求項4又は5記載のフィルム包装体。
【請求項7】
前記被包装物は、ベアリングのリテーナーである請求項4記載のフィルム包装体。
【請求項1】
多数の環状部材である被包装物が柱状の保持部材に嵌合した状態で自立可能に保持した包装用ジグと、前記包装用ジグを搬送するベルトコンベアと、前記雄ベルトコンベアの上方に位置し熱収縮性フィルムを巻き取ったフィルムロールから前記熱収縮性フィルムが引き出されて前記被包装物に被せるフィルム成形器と、前記被包装物に被せられた前記熱収縮性フィルムの開口部を溶着する溶着装置と、前記被包装物に被せられた前記熱収縮性フィルムを分離して切断する切断部材と、前記被包装物に被せられた前記熱収縮性フィルムに前記保持部材の長手方向に沿って開封ミシン線を形成するミシン目刃と、開口部が溶着され切断された前記熱収縮性フィルムを加熱して収縮させ前記被包装物に密着させる熱収縮装置が設けられていることを特徴とするフィルム包装装置。
【請求項2】
前記ミシン目刃は、前記溶着装置に沿って設けられ、前記溶着装置と一体的に移動する請求項1記載のフィルム包装装置。
【請求項3】
前記保持部材は包装用ジグに立設され、この包装用ジグの基台部を前記ベルトコンベア上に載せて搬送する請求項1又は2記載のフィルム包装装置。
【請求項4】
多数個の環状部材である被包装物を同軸に重ねた状態で、熱収縮性フィルムにより密着して包装され、前記被包装物の積み重ね方向に開封用の開封ミシン線が形成されて成ることを特徴とするフィルム包装体。
【請求項5】
前記開封ミシン線は、複数本が形成されている請求項4記載のフィルム包装体。
【請求項6】
前記開封ミシン線に沿って、前記熱収縮性フィルムによる摘み代が形成されている請求項4又は5記載のフィルム包装体。
【請求項7】
前記被包装物は、ベアリングのリテーナーである請求項4記載のフィルム包装体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−100129(P2013−100129A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−266447(P2011−266447)
【出願日】平成23年12月6日(2011.12.6)
【出願人】(000135575)株式会社ハナガタ (8)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年12月6日(2011.12.6)
【出願人】(000135575)株式会社ハナガタ (8)
【Fターム(参考)】
[ Back to top ]