
フィルム及びその製造方法

【課題】ブロッキング防止性を有し、透明性及び繰り出し性に優れた熱可塑性樹脂フィルム及びその製造方法を提供する。
【解決手段】表面温度(Ts)が鏡面ロールの表面温度(Tr)以下にある熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法及び当該製造方法によって得られるフィルム。
【解決手段】表面温度(Ts)が鏡面ロールの表面温度(Tr)以下にある熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法及び当該製造方法によって得られるフィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブロッキング防止性及び透明性に優れたフィルム及びその製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂からなるフィルム(単にフィルムと称することがある)は包装材、保護用フィルム、化粧材用フィルム等種々の用途に使用されている。フィルムの重要な特性の一つとして、耐ブロキング性及び透明性がある。フィルムのブロッキング防止性が不十分である場合にはフィルムの生産効率や品質の安定性に影響を与えることがある。また、フィルムの透明性が得られない場合には用途が限られてしまい、フィルムの経済的価値を低下させる一因となることもある。
【0003】
フィルムに耐ブロッキング性を付与する方法として、プロピレン系重合体(a1)に無機化合物粉末(a2)を添加してなるプロピレン系重合体組成物(A)から得られる二軸延伸ポリプロピレンフィルム基材層(B)の片面に、プロピレン系重合体(a1)からなる表面層を具備してなり、表面粗さが0.08μm未満、光沢度が100%以上、全光線透過率が20%以下及び最大幅が50μm以上の表面凸部の数が50(個/A4サイズ)以下であることを特徴とする二軸延伸積層ポリプロピレンフィルムが開示されている(特許文献1)。
【0004】
また、フィルムに耐ブロッキング性を付与する他の方法として、Tダイから溶融押出しされた単層又は2層以上からなるポリエチレン溶融膜を巻き取る際に、該ポリエチレン溶融膜が、Tダイから押し出された後、鏡面冷却ロール表面の粗さが十点平均粗さRzで0.5μm以下である鏡面ロ−ルと表面がゴムである押し付けロ−ルとで挟む方法が提案されている(特許文献2)。
【0005】
しかしながら、前者の方法は無機化合物粉末をブロッキング防止のために均一に分散させるために高度な技術が必要であるのに加え、無機化合物粉末の添加によって表面に粗面を形成しているため、フィルムの透明性が損なわれる虞がある。
【0006】
また、後者の方法は、ポリエチレン溶融膜を冷たい鏡面ロールで押圧しながら冷却して表面処理をしているため、得られるフィルムの表面が平滑になりすぎる虞がある。その結果、ポリエチレン樹脂からなるフィルムではある程度のブロッキング防止効果は得られるものの、不十分であったり、また、ポリエチレン樹脂以外の樹脂からなるフィルムではブロッキング防止効果が得られない虞があった。また、フィルムの素材がポリエチレンに限定される上、スウェル比が1.45以下であることが必要であり、フィルムの原材料が限定されてしまうことから更なる改善が望まれていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−205786号公報
【特許文献2】特開2005−028618号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は優れたブロッキング防止性を有するとともに透明性も具備したフィルム及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法及び当該製造方法によって得られうる熱可塑性樹脂フィルムを提供するものである。
【発明の効果】
【0010】
本発明の熱可塑性樹脂フィルムの製造方法は、熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することにより、容易かつ効率的に透明性及びブロッキング防止性、具体的には、平均表面粗さ(Ra)が80nm〜120nm、十点平均粗さ(Rz)が1000nm〜1500nm、外部ヘイズ値5%以下のフィルムを得ることができる。
【0011】
また、本発明の熱可塑性樹脂フィルムの製造方法はフィルムを構成する熱可塑性樹脂の種類に限定されることなく適用することができるため、種々の熱可塑性樹脂からなるフィルムにつき広範にわたり使用することができる。
【0012】
また、本発明の熱可塑性樹脂フィルムの製造方法では、鏡面ロールとともにフィルムを狭圧するゴムロールとして、硬度(タイプA)が50〜90であるゴムロールを用いることにより、前記鏡面ロールによってフィルム表面を安定的に処理して透明性及びブロッキング防止性を有するフィルム表面を形成することができる。
【0013】
本発明の熱可塑性フィルムは、平均表面粗さ(Ra)が80nm〜120nm、十点平均粗さ(Rz)が1000nm〜1500nm、外部ヘイズ値5%以下のフィルムであるため、従来の技術では困難であったブロッキング防止性と透明性を同時に付与することができる。本発明の熱可塑性樹脂フィルムはかかるブロッキング防止性を有するため、該フィルムを二次加工しやすく、熱可塑性樹脂フィルムの生産効率を向上させることができることに加え、透明性も同時に有するので広範な用途に使用することができる。
【0014】
また、本発明の熱可塑性樹脂フィルムは、熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロールで処理することにより、微細な凸部の頂部のみが均一に平滑化されることにより、前記鏡面ロールで処理された表面の接触面積を減少させることができるため、比較的気温の高い製造現場の環境下で巻物の状態で保管しても熱可塑性樹脂フィルムのブロッキングは発生せず、次工程で該フィルムを更に加工する際も容易かつ効率的に行うことができる。
【0015】
本発明の熱可塑性樹脂フィルムは、熱可塑性樹脂の中でもとりわけ透明性とブロッキング防止性とを同時に維持することが困難なポリエチレン、高圧法低密度ポリエチレンから形成されている場合でもフィルムの表面に前記特殊形状の微細な凸部が形成されているので、透明性及びブロッキング防止性を同時に維持することができ、ポリエチレン等のフィルムの用途の広範さから特に有用である。
【図面の簡単な説明】
【0016】
【図1】本発明の熱可塑性樹脂フィルムの一例の表面状態の部分斜視図を示す。
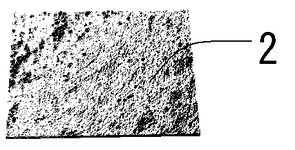
【図2】鏡面ロールで表面処理していない熱可塑性樹脂フィルムの一例の表面状態の部分斜視図を示す。
【発明を実施するための形態】
【0017】
熱可塑性樹脂
本発明に係る熱可塑性樹脂フィルム(以下、単に「フィルム」と呼ぶ場合がある。)を構成する熱可塑性樹脂は1種類又は2種類以上の異なる熱可塑性樹脂をブレンドして用いてもよい。熱可塑性樹脂は特に限定されず、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂、第3級炭素を側鎖に有するα−オレフィン系重合体、ナイロン樹脂、ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、エチレンビニルアルコール樹脂等が例示できる。フィルム素材としての適性及び加工性の観点から、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂、第3級炭素を側鎖に有するα−オレフィン系重合体の1種類又は2種類以上の異なる熱可塑性樹脂を併用することが好ましい。
【0018】
本発明の目的を損なわない範囲で必要に応じて熱可塑性樹脂に添加物を含有させてもよい。添加剤としては、例えば、酸化防止剤、耐候安定剤、帯電防止剤、防曇剤、スリップ剤、耐光安定剤、紫外線吸収剤、蛍光増白剤、抗菌剤、核剤、無機化合物あるいは有機化合物の微粒子、顔料などの充填材等が挙げられる。
【0019】
ポリエチレン系樹脂
本発明に係るポリエチレン系樹脂は、エチレンを主体とする重合体であり、密度が895kg/m3以上、好ましくは900〜970kg/m3の範囲にある超低密度ポリエチレン、高圧法低密度ポリエチレン、線状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン等のエチレン単独重合体もしくはエチレンと他のα−オレフィンとのブロック共重合体及び/又はランダム共重合体をいい、鏡面ロールの表面状態のフィルムへの転写性等の観点から高圧法低密度ポリエチレンが好ましい。尚、ポリエチレン系樹脂は、前記の樹脂のうち何れか一種又は二種以上から構成されていてもよい。
【0020】
また、前記エチレン共重合体を形成するエチレンとエチレン以外のα−オレフィンの具体例としては、好ましくは炭素数3〜20のα−オレフィンとの共重合体等を挙げることができる。ここでα−オレフィンとしては、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−デセン等を例示することができる。
【0021】
ポリプロピレン系樹脂
本発明に係るポリプロピレン系樹脂は、プロピレン単独重合体、プロピレン共重合体、及びこれらの混合物をいう。プロピレン単独重合体としては一般にポリプロピレンの名称で製造・販売されているプロピレンを主体とした重合体で、通常、密度が0.890〜0.930g/cm3、MFR(ASTMD1238荷重2160g、温度230℃)が0.5〜60g/10分、好ましくは0.5〜10g/10分、更に好ましくは1〜5g/10分のプロピレンの単独重合体である。また、プロピレン共重合体としては、プロピレンと他のα−オレフィンとのランダム共重合体、ブロック共重合体を挙げることができる。プロピレン共重合体は、コモノマーであるα-オレフィンから導かれる単位が、1.5モル%以下の量で含まれていることが好ましい。ここでα−オレフィンとしては、炭素原子数2〜20のプロピレン以外のα-オレフィンが好ましく、エチレン、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、1-デセン、1-ドデセン、1−ヘキサデセン、4-メチル-1-ペンテンなどを具体的に例示することができ、特にエチレン、1-ブテンが好ましい。
【0022】
ポリエステル系樹脂
本発明に係るポリエステル系樹脂は、結晶性ポリエステル樹脂、非晶性ポリエステル樹脂の何れであってもよい。結晶性ポリエステル樹脂としてはポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリ乳酸樹脂がフィルムへの加工性及び機械的強度の観点から好ましく、ポリエチレンテレフタレート、ポリエチレンナフタレートがさらに好ましい。
【0023】
第3級炭素を側鎖に有するα−オレフィン系重合体
本発明に係る第3級炭素を側鎖に有するα−オレフィン系重合体は、第3級炭素を側鎖に有するα−オレフィンに由来する構成単位を有する重合体である。剛性および弾性率が良好なフィルムが得られることから、第3級炭素を側鎖に有するα−オレフィンの単独重合体、および第3級炭素を側鎖に有するα−オレフィンとそれ以外の上記の炭素原子数2〜20のα−オレフィンとのランダム共重合体が好ましく、該ランダム共重合体がより好ましい。
【0024】
前記第3級炭素を側鎖に有するα−オレフィン系重合体としては、具体的には、4−メチル−1−ペンテン系重合体、3−メチル−1−ブテン系重合体、4−メチル−1−ヘキセン系重合体、5−メチル−1−ヘキセン系重合体、5−メチル−1−ヘプテン系重合体が挙げられる。これらの中では、得られるフィルムの製膜性、離型性および耐熱性が優れることから、4−メチル−1−ペンテン系重合体が好ましく用いられる。
【0025】
第3級炭素を側鎖に有するα−オレフィン系重合体は1種単独で用いてもよく、前記熱可塑性樹脂とともに2種以上を併用してもよい。また、用いる際には、本発明の目的を損なわない限りポリマーであってもオリゴマーであってもよい。本発明においては、得られるフィルムの製膜性、離型性および耐熱性が優れることから、前記熱可塑性樹脂とともに第3級炭素を側鎖に有するα−オレフィン系重合体を併用することが好ましい。特にフィルムを多層構成する場合には隣接する層を構成する熱可塑性樹脂と同種の樹脂に第3級炭素を側鎖に有するα−オレフィン系重合体を混合してフィルムを構成する層を形成することが製膜性及び層間接着性の観点から好ましい。
【0026】
本発明のフィルムがポリプロピレン系樹脂からなる複層構造を有する場合、例えばポリプロピレン系樹脂から構成される層と隣接する層を製膜性及び層間接着性の観点からプロピレン系樹脂と第3級炭素を側鎖に有するα−オレフィン系重合体とから構成させることが好ましい。
【0027】
熱可塑性樹脂フィルムの製造方法
本発明の熱可塑性フィルムの製造方法は、熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法である。鏡面ロールの十点平均粗さ(Rz)とはJISB0601−1994に準じて測定された値であり、500nm以下であることが必要であり、好ましくは300nm以下、さらに好ましくは100nm以下である。前記十点平均粗さ(Rz)が500nmを超えるとフィルムの表面の平均表面粗さ(Ra)が80〜120nm、及び十点平均粗さ(Rz)が1000〜1500nmの各数値範囲にならず、フィルムに十分な透明性を得られないことがあるからである。
【0028】
また、フィルムを狭圧する鏡面ロールの表面温度TrはTm−20℃≦Tr≦Tmを満たす必要がある。ここで、Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点である。当該融点はJISK7121−1987に準じて測定されたものである。鏡面ロールの表面温度TrがTm―20℃より低い場合には十分な透明性を得られる程度までにフィルム表面の凸部の頂部を平らにすることができない場合があり、一方、鏡面ロールの表面温度TrがTmより高い場合には凸部が過度に押しつぶされ十分なブロッキング防止性が得られない可能性がある。
【0029】
本発明の製造方法によれば、鏡面ロールでフィルム表面を加熱しながら押圧してフィルム表面の微細な凸部自体を潰さずに頂部のみを平滑にすることができるため、前記凸部の高さを維持しながら平滑な面を形成することができる。その結果、前記凸部の頂部に形成された平滑面によってフィルムの透明性が付与され、前記凸部の高さによってブロッキング防止性を具備するものと考えられる。
【0030】
鏡面ロールの素材としては一般的にカレンダーロール等のプラスチックの加工用ロールとして提供されている素材が挙げられ、表面はクロム等によりメッキ加工されていることが好ましい。
【0031】
また、本発明に係るゴムロールの表面を構成する素材としては例えば、イソプレンゴム、変性イソプレンゴム、シリコーンゴム等公知のものが挙げられ、フィルムの製造時の剥離性の観点からシリコーンゴムであることが好ましい。
【0032】
また、ゴムロールの表面状態は本発明の目的を損なわない限り特に限定はされないが、平均表面粗さ(Ra)は1.1μm以下、最大高さ(Rmax)は11μm以下であることが好ましい。尚、前記最大高さ(Rmax)はJISB0601−1994に準じて測定された値である。
【0033】
さらに、本発明に係るゴムロールとしては、JISK6253に準じ、押込み荷重を得る方法としてスプリングを用いた「デュロメータ硬さ」で測定した硬度が50〜90の範囲にあるゴムロールを用いることが好ましい。硬度がかかる範囲にあるゴムロールを用いることにより、フィルムに適度な透明性及び耐ブロッキング性を付与することができる。
【0034】
本発明に係るフィルムは種々公知の方法により製造される熱可塑性樹脂フィルムである。
【0035】
フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持する方法としては、溶融押出し成形して得られる熱可塑性樹脂フィルムを種々公知の方法、例えば、鏡面ロールの表面温度(Tr)以下に冷却した冷却ロール、鏡面ロールの表面温度(Tr)以下に冷却した空気あるいは水で冷却固化することにより得ることができる。
【0036】
本発明の製造方法においては、フィルムが成形されてから該フィルムの表面温度を鏡面ロール温度以下のTsまで冷却して前記鏡面ロールとゴムロール間で狭圧する。鏡面ロール等で狭圧するフィルムの表面温度Tsは上述の通りTr以下であることが必要であり、TsがTrを超えると本発明のフィルムの凸部が押圧により潰れてしまい、結果としてブロッキング防止性が低下することがある。狭圧するフィルムはTr以下の温度まで冷却され一度巻物にした後、繰り出して前記鏡面ロールとゴムロールにより狭圧しても良いし、フィルムが成形された後、該フィルムの表面温度がTr以下の温度まで冷却して、フィルムを巻物状に巻き取らずに前記鏡面ロールとゴムロールにより狭圧してもよい。
【0037】
熱可塑性樹脂フィルム
本発明の熱可塑性樹脂フィルムは前記製造方法によって得られるフィルムであって、前記鏡面ロールによって狭圧された表面が、平均表面粗さ(Ra)が80nm〜120nm、十点平均粗さ(Rz)が1000nm〜1500nm、外部ヘイズ値5%以下であることを特徴とするフィルムである。フィルムの鏡面ロールと接した面が前記平均表面粗さ(Ra)、十点平均粗さ(Rz)、外部ヘイズ値を満たすことにより、ブロッキング防止性及び透明性を同時に維持することができる。したがって、本発明のフィルムは鏡面ロールと接した面の平均表面粗さおよび外部ヘイズが上記範囲を満たす限り、他の面は、必ずしも上記範囲を満たしていなくてもよい。
【0038】
本発明のフィルムの鏡面ロールに接した面における平均表面粗さ(Ra)はJISB0601−1994に準じて測定された値で80〜120nmであることが必要であり、好ましくは85〜105、さらに好ましくは90〜100である。平均表面粗度(Ra)が80nm未満の場合はフィルムのブロッキング防止性が低下することがあり、一方120nmを超えるとフィルム表面での乱反射が顕著になり結果として白化する等のフィルムの透明性に影響を及ぼす可能性がある。
【0039】
十点平均粗さ(Rz)はJISB0601−1994に準じて測定された値で1000nm〜1500nmであることが必要である。十点平均粗さ(Rz)が1000nm未満であればフィルムのブロッキング防止性が低下するという問題が生じる可能性があり、一方、1500nmを超えると均一なフィルムの表面を形成することが困難になることがある。
【0040】
外部ヘイズ値はサンプルをJISK7105−1981に準拠して、ヘイズメーター(型式:NDH300A,日本電色工業(株)社製)を用いて測定されたもので、全ヘイズ値及び内部ヘイズ値の測定を行ない、外部ヘイズ値は「全ヘイズ値−内部ヘイズ値」という計算によって求める。フィルムの透明性を確保する観点から、外部ヘイズ値は5%以下であることが必要であり、5%を超えるとフィルムの透明性が不十分となりフィルムの用途が限られてしまうおそれがある。フィルムの外部ヘイズ値はフィルム表面状態により変化する値であり、例えばフィルム表面の凹凸が大きい場合には光線が当該表面の凹凸によって乱反射するためフィルムの透明性が低下、即ち外部ヘイズ値が大きくなる。従来のフィルムでは平均表面粗さ(Ra)及び十点平均粗さ(Rz)が大きいほどブロッキング防止性は向上させることができていたが、一方でフィルム表面の凹凸による光線の乱反射が起こり、結果としてフィルムの十分な透明性が得られず、フィルムの用途が限られる等の不都合が生じていた。従って、フィルムのブロッキング防止性及び透明性を両立することができなかった。
【0041】
本発明のフィルムは平均表面粗さ(Ra)が80nm〜120nm及び十点平均粗さ(Rz)が1000nm〜1500nmを有し、ブロッキング防止性が良好であるにもかかわらず外部ヘイズ値が5%以下、即ち、優れた透明性も維持している。
【0042】
本発明のフィルムは透明性及び優れた繰り出し性の双方を有している。この性質は図1に示すように、フィルム表面の凸部の頂部が平らになっているため、乱反射する光線が少なくなり白化現象を抑止することができ透明性を確保することができる。したがって、一旦、フィルムを巻いた後も、当該巻状物からフィルムを繰り出す際に、フィルム表面の凸部の平らな部分と重なっているフィルムの下表面とが主として接触するため、接触面積が少なくなることから繰り出し性が良好である。さらに、本発明のフィルムは製造現場等の室温が30℃〜50℃の条件の下で保管された場合にも繰り出し性の顕著な低下は認められない。
【0043】
本発明のフィルムの厚さは特に限定されないが、1〜1000μm、好ましくは10〜200μm、より好ましくは20〜50μmである。
【0044】
また、本発明のフィルムを構成する熱可塑性樹脂はポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂のいずれかを含むことが好ましい。前記樹脂は加工が容易であり、フィルムに加工した場合にはフィルムに優れた機械的物性を具備させることができるからである。
【0045】
さらに、前記熱可塑性樹脂は高圧法低密度ポリエチレン及び/又は線状低密度ポリエチレンからなることが当該樹脂のフィルムへの用途の多様化の観点から好ましい。高圧法低密度ポリエチレン及び線状低密度ポリエチレンは優れた加工性及び柔軟性等の物性を有するもののブロッキングしやすい性質を具有していることから、フィルムを巻物状で保管し、二次加工を行う際に前記ブロッキングしやすい性質に起因して繰り出し性が悪くなる傾向があるからである。繰り出し性が悪いとは具体的にはフィルムのブロッキングする性質に起因して、フィルムを繰り出す際にフィルムが一定速度で繰り出せない場合をいう。
【実施例】
【0046】
(原材料)
・高圧法低密度ポリエチレン1(MFR(190℃)=7g/10分、密度=0.92g/cm3)、融点(Tm)=108℃)
・高圧法低密度ポリエチレン2(MFR(190℃)=5g/10分、密度=0.93g/cm3)
・ホモポリプロピレン(MFR(230℃)=7g/10分、密度=0.90g/cm3融点(Tm)=160℃)
・高結晶性ポリプロピレン(MFR(230℃)=2g/10分、密度=0.90g/cm3融点(Tm)=162℃)
エチレン−ブテン共重合体(MFR(190℃)=3.6g/10分、密度=0.89g/cm3)
【0047】
(フィルムの作成)
1)実施例、比較例2のフィルムの作成
原材料を表1に示す所定量でシリンダー温度210℃〜230℃、ダイス温度210℃〜230℃の条件で、二軸押出機で十分混練後、表面層と基材層とを共押出しし、40℃の冷却ロールにより冷却して表面層及び基材層からなる厚さ50μmのフィルムを得た。
さらに、上記同様に作成した表面温度が室温(23℃)と同温度のフィルムを、表面温度が100℃であって、平均表面粗さ(Ra)が40nm、十点平均粗さ(Rz)が40nmの鏡面ロールと硬度75(Aタイプ)のシリコン製ゴムロールにより線圧10kgf/cm2で狭圧して片方の表面を処理して厚さ50μmの本発明のフィルムを得た。尚、鏡面ロールでの狭圧時のフィルムの送り速度は10m/minであった。
2)比較例1のフィルムの作成
原材料を表1に示す所定量でシリンダー温度210℃〜290℃、ダイス温度230℃〜290℃の条件で、二軸押出機で十分混練後、表面層と基材層とを共押出しし、表面温度が40℃に設定された平均表面粗さ(Ra)が40nm、十点平均粗さ(Rz)が40nmの鏡面ロールと、硬度75(Aタイプ)のシリコン製ゴムロールにより線圧10kgf/cm2で狭圧して片方の表面を処理して厚さ50μmの本発明のフィルムを得た。尚、鏡面ロールでの狭圧時のフィルムの送り速度は上記同様10m/minであった。
【0048】
(1)表面状態
厚さ50μmに調整したフィルムを気温23℃±2℃、湿度50%±10%の条件の下、24時間養生し、50mm角に切り取ってフィルムサンプルとし、前記フィルムサンプルを非接触表面粗さ計(型番:NT−2000SYSTEM−Veeco社製)を用いてn=3で測定しそれらの平均値から表面状態を表す斜視図を作成した。図1に本発明のフィルムの表面状態の一例の斜視図を、図2に従来のフィルムの表面状態の一例の斜視図を示す。
【0049】
(2)平均表面粗さ(Ra)、十点平均粗さ(Rz)
厚さ50μmに調整したフィルムを気温23℃±2℃、湿度50%±10%の条件の下、24時間養生し、表面粗さ測定器(型式:SE−30KS−小坂研究所製)及び解析装置(型式:TDA−22−小坂研究所製)を用いてJISB0601−1994に準じて測定した。
【0050】
(3)外部ヘイズ値、内部ヘイズ値
JISK7105に準じてヘイズメーター(型番:NDH2000−日本電色工業株式会社製)を用いて測定した。
【0051】
(4)ブロッキング防止性
厚さ50μmに調整したフィルムを気温23℃±2℃、湿度50%±10%の条件の下、24時間養生し、20mm×100mm幅の短冊状の試験片を切り出し、2枚のフィルムの表面(本発明のフィルムにあっては鏡面ロールにより狭圧された面)と裏面とを幅方向に各々片側20mmずつ残して重ね合わせ、該重ね合わせた部分に250g/cm2の加重をかけ、23℃で1時間及び50℃で24時間放置後、下に位置しているフィルムの重ねあっていない部分を把持し、フィルム表面に対し約90°になるように持ち上げ、重なっている上部に位置しているフィルムが落下するか否かを観察しブロッキング防止性を以下の基準で判定した。
(判定基準)
○:フィルムを該表面に対し約90°になるように持ち上げると同時に上に位
置するフィルムが落下した。
△:フィルムを該表面に対し約90°になるように持ち上げると1分以内に上
に位置するフィルムが落下した。
×:フィルムを該表面に対し約90°になるように持ち上げても1分以内に上
に位置するフィルムが落下しない。
【0052】
上記(1)表面状態は本発明のフィルムの表面状態を図1に、従来のフィルムの表面状態を図2に示し、(2)〜(4)の試験結果は下記の「表1」に示した。
【表1】

【0053】
ヘイズ値については、実施例と比較例1とを比較すると外部ヘイズ値及び内部ヘイズ値ともに略同等である。また、実施例と比較例2とを比較すると内部ヘイズ値において実施例に示す本発明のフィルムと比較例2に示す従来のフィルムとの大差は認められないが、外部ヘイズ値においては、比較例2のフィルムが5.8%に対し、本発明のフィルムが1.9%であり、透明性が顕著に向上していることがわかる。ここで、図1は本発明のフィルムの一例の表面状態を示した斜視図であり、図2は鏡面ロールで表面処理していないフィルムの一例の表面状態を示した斜視図である。表面の色の濃淡が大きいほど表面の凹凸が大きいことを意味している。図2に示す鏡面ロールで表面処理していないフィルム表面の凹凸状態が図1に示す本発明のフィルムの凹凸状態と比べて大きいことがわかる。図1及び2からも明らかなように比較例2に示す鏡面ロールで表面処理していないフィルムの表面状態は凹凸が大きいため、光線が乱反射しやすく、一方本発明のフィルムの表面状態は凹凸が少なく比較的なめらかなため光線が乱反射しにくいため、外部ヘイズ値のみに大きな差異が生じたものと考えられる。
【0054】
また、ブロッキング防止性の指標となる剥離強度については、実施例と比較例1とを比較すると、20℃で1時間での評価及び50℃で24時間での評価とも実施例が優れていた。これは実施例のフィルムと比較例1のフィルムの表面状態に起因していると推定される。即ち、表1の表面粗度の値からも明らかなように比較例1のフィルムの表面は鏡面ロールによって潰されて実施例のフィルムより平滑化されていて凸部の高さ即ち表面粗さが小さくなっている。一方、実施例のフィルムの表面粗度は表1からも明らかなように、比較例1と比べて大きくなっている。加えて実施例のフィルムは粗面を形成する微小な凸部の頂部のみが鏡面であるため、経時的に前記凸部の頂部が接しているフィルムの表面に入り込んで行きにくくなることから、フィルム表面の接触面積が比較例1と比べて小さくなり、剥離強度が強くなってしまうためと推定される。
【0055】
また、剥離強度について実施例と比較例2とを対比すると23℃、1時間での評価では差が認められなかったが50℃、24時間の評価では顕著な差が認められた。これは図1、2に示されているように、比較例2のフィルムの表面状態は凹凸が大きいため、上に位置するフィルムの下表面が下に位置するフィルムの上表面の凹凸に入り込んだ結果、接触面積が大きくなり剥離強度が上がってしまったものと考えられる。一方、実施例のフィルムの表面状態は凸部の高さが小さくかつ凸部の頂部が平滑化されていることから経時的にフィルム間の接触面積の増大を起こしにくく、結果として剥離強度が上がることが極めて少なかったためと考えられる。
【符号の説明】
【0056】
1.本発明のフィルム
2.従来のフィルム
【技術分野】
【0001】
本発明は、ブロッキング防止性及び透明性に優れたフィルム及びその製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂からなるフィルム(単にフィルムと称することがある)は包装材、保護用フィルム、化粧材用フィルム等種々の用途に使用されている。フィルムの重要な特性の一つとして、耐ブロキング性及び透明性がある。フィルムのブロッキング防止性が不十分である場合にはフィルムの生産効率や品質の安定性に影響を与えることがある。また、フィルムの透明性が得られない場合には用途が限られてしまい、フィルムの経済的価値を低下させる一因となることもある。
【0003】
フィルムに耐ブロッキング性を付与する方法として、プロピレン系重合体(a1)に無機化合物粉末(a2)を添加してなるプロピレン系重合体組成物(A)から得られる二軸延伸ポリプロピレンフィルム基材層(B)の片面に、プロピレン系重合体(a1)からなる表面層を具備してなり、表面粗さが0.08μm未満、光沢度が100%以上、全光線透過率が20%以下及び最大幅が50μm以上の表面凸部の数が50(個/A4サイズ)以下であることを特徴とする二軸延伸積層ポリプロピレンフィルムが開示されている(特許文献1)。
【0004】
また、フィルムに耐ブロッキング性を付与する他の方法として、Tダイから溶融押出しされた単層又は2層以上からなるポリエチレン溶融膜を巻き取る際に、該ポリエチレン溶融膜が、Tダイから押し出された後、鏡面冷却ロール表面の粗さが十点平均粗さRzで0.5μm以下である鏡面ロ−ルと表面がゴムである押し付けロ−ルとで挟む方法が提案されている(特許文献2)。
【0005】
しかしながら、前者の方法は無機化合物粉末をブロッキング防止のために均一に分散させるために高度な技術が必要であるのに加え、無機化合物粉末の添加によって表面に粗面を形成しているため、フィルムの透明性が損なわれる虞がある。
【0006】
また、後者の方法は、ポリエチレン溶融膜を冷たい鏡面ロールで押圧しながら冷却して表面処理をしているため、得られるフィルムの表面が平滑になりすぎる虞がある。その結果、ポリエチレン樹脂からなるフィルムではある程度のブロッキング防止効果は得られるものの、不十分であったり、また、ポリエチレン樹脂以外の樹脂からなるフィルムではブロッキング防止効果が得られない虞があった。また、フィルムの素材がポリエチレンに限定される上、スウェル比が1.45以下であることが必要であり、フィルムの原材料が限定されてしまうことから更なる改善が望まれていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−205786号公報
【特許文献2】特開2005−028618号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は優れたブロッキング防止性を有するとともに透明性も具備したフィルム及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法及び当該製造方法によって得られうる熱可塑性樹脂フィルムを提供するものである。
【発明の効果】
【0010】
本発明の熱可塑性樹脂フィルムの製造方法は、熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することにより、容易かつ効率的に透明性及びブロッキング防止性、具体的には、平均表面粗さ(Ra)が80nm〜120nm、十点平均粗さ(Rz)が1000nm〜1500nm、外部ヘイズ値5%以下のフィルムを得ることができる。
【0011】
また、本発明の熱可塑性樹脂フィルムの製造方法はフィルムを構成する熱可塑性樹脂の種類に限定されることなく適用することができるため、種々の熱可塑性樹脂からなるフィルムにつき広範にわたり使用することができる。
【0012】
また、本発明の熱可塑性樹脂フィルムの製造方法では、鏡面ロールとともにフィルムを狭圧するゴムロールとして、硬度(タイプA)が50〜90であるゴムロールを用いることにより、前記鏡面ロールによってフィルム表面を安定的に処理して透明性及びブロッキング防止性を有するフィルム表面を形成することができる。
【0013】
本発明の熱可塑性フィルムは、平均表面粗さ(Ra)が80nm〜120nm、十点平均粗さ(Rz)が1000nm〜1500nm、外部ヘイズ値5%以下のフィルムであるため、従来の技術では困難であったブロッキング防止性と透明性を同時に付与することができる。本発明の熱可塑性樹脂フィルムはかかるブロッキング防止性を有するため、該フィルムを二次加工しやすく、熱可塑性樹脂フィルムの生産効率を向上させることができることに加え、透明性も同時に有するので広範な用途に使用することができる。
【0014】
また、本発明の熱可塑性樹脂フィルムは、熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロールで処理することにより、微細な凸部の頂部のみが均一に平滑化されることにより、前記鏡面ロールで処理された表面の接触面積を減少させることができるため、比較的気温の高い製造現場の環境下で巻物の状態で保管しても熱可塑性樹脂フィルムのブロッキングは発生せず、次工程で該フィルムを更に加工する際も容易かつ効率的に行うことができる。
【0015】
本発明の熱可塑性樹脂フィルムは、熱可塑性樹脂の中でもとりわけ透明性とブロッキング防止性とを同時に維持することが困難なポリエチレン、高圧法低密度ポリエチレンから形成されている場合でもフィルムの表面に前記特殊形状の微細な凸部が形成されているので、透明性及びブロッキング防止性を同時に維持することができ、ポリエチレン等のフィルムの用途の広範さから特に有用である。
【図面の簡単な説明】
【0016】
【図1】本発明の熱可塑性樹脂フィルムの一例の表面状態の部分斜視図を示す。
【図2】鏡面ロールで表面処理していない熱可塑性樹脂フィルムの一例の表面状態の部分斜視図を示す。
【発明を実施するための形態】
【0017】
熱可塑性樹脂
本発明に係る熱可塑性樹脂フィルム(以下、単に「フィルム」と呼ぶ場合がある。)を構成する熱可塑性樹脂は1種類又は2種類以上の異なる熱可塑性樹脂をブレンドして用いてもよい。熱可塑性樹脂は特に限定されず、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂、第3級炭素を側鎖に有するα−オレフィン系重合体、ナイロン樹脂、ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、エチレンビニルアルコール樹脂等が例示できる。フィルム素材としての適性及び加工性の観点から、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂、第3級炭素を側鎖に有するα−オレフィン系重合体の1種類又は2種類以上の異なる熱可塑性樹脂を併用することが好ましい。
【0018】
本発明の目的を損なわない範囲で必要に応じて熱可塑性樹脂に添加物を含有させてもよい。添加剤としては、例えば、酸化防止剤、耐候安定剤、帯電防止剤、防曇剤、スリップ剤、耐光安定剤、紫外線吸収剤、蛍光増白剤、抗菌剤、核剤、無機化合物あるいは有機化合物の微粒子、顔料などの充填材等が挙げられる。
【0019】
ポリエチレン系樹脂
本発明に係るポリエチレン系樹脂は、エチレンを主体とする重合体であり、密度が895kg/m3以上、好ましくは900〜970kg/m3の範囲にある超低密度ポリエチレン、高圧法低密度ポリエチレン、線状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン等のエチレン単独重合体もしくはエチレンと他のα−オレフィンとのブロック共重合体及び/又はランダム共重合体をいい、鏡面ロールの表面状態のフィルムへの転写性等の観点から高圧法低密度ポリエチレンが好ましい。尚、ポリエチレン系樹脂は、前記の樹脂のうち何れか一種又は二種以上から構成されていてもよい。
【0020】
また、前記エチレン共重合体を形成するエチレンとエチレン以外のα−オレフィンの具体例としては、好ましくは炭素数3〜20のα−オレフィンとの共重合体等を挙げることができる。ここでα−オレフィンとしては、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−デセン等を例示することができる。
【0021】
ポリプロピレン系樹脂
本発明に係るポリプロピレン系樹脂は、プロピレン単独重合体、プロピレン共重合体、及びこれらの混合物をいう。プロピレン単独重合体としては一般にポリプロピレンの名称で製造・販売されているプロピレンを主体とした重合体で、通常、密度が0.890〜0.930g/cm3、MFR(ASTMD1238荷重2160g、温度230℃)が0.5〜60g/10分、好ましくは0.5〜10g/10分、更に好ましくは1〜5g/10分のプロピレンの単独重合体である。また、プロピレン共重合体としては、プロピレンと他のα−オレフィンとのランダム共重合体、ブロック共重合体を挙げることができる。プロピレン共重合体は、コモノマーであるα-オレフィンから導かれる単位が、1.5モル%以下の量で含まれていることが好ましい。ここでα−オレフィンとしては、炭素原子数2〜20のプロピレン以外のα-オレフィンが好ましく、エチレン、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、1-デセン、1-ドデセン、1−ヘキサデセン、4-メチル-1-ペンテンなどを具体的に例示することができ、特にエチレン、1-ブテンが好ましい。
【0022】
ポリエステル系樹脂
本発明に係るポリエステル系樹脂は、結晶性ポリエステル樹脂、非晶性ポリエステル樹脂の何れであってもよい。結晶性ポリエステル樹脂としてはポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリ乳酸樹脂がフィルムへの加工性及び機械的強度の観点から好ましく、ポリエチレンテレフタレート、ポリエチレンナフタレートがさらに好ましい。
【0023】
第3級炭素を側鎖に有するα−オレフィン系重合体
本発明に係る第3級炭素を側鎖に有するα−オレフィン系重合体は、第3級炭素を側鎖に有するα−オレフィンに由来する構成単位を有する重合体である。剛性および弾性率が良好なフィルムが得られることから、第3級炭素を側鎖に有するα−オレフィンの単独重合体、および第3級炭素を側鎖に有するα−オレフィンとそれ以外の上記の炭素原子数2〜20のα−オレフィンとのランダム共重合体が好ましく、該ランダム共重合体がより好ましい。
【0024】
前記第3級炭素を側鎖に有するα−オレフィン系重合体としては、具体的には、4−メチル−1−ペンテン系重合体、3−メチル−1−ブテン系重合体、4−メチル−1−ヘキセン系重合体、5−メチル−1−ヘキセン系重合体、5−メチル−1−ヘプテン系重合体が挙げられる。これらの中では、得られるフィルムの製膜性、離型性および耐熱性が優れることから、4−メチル−1−ペンテン系重合体が好ましく用いられる。
【0025】
第3級炭素を側鎖に有するα−オレフィン系重合体は1種単独で用いてもよく、前記熱可塑性樹脂とともに2種以上を併用してもよい。また、用いる際には、本発明の目的を損なわない限りポリマーであってもオリゴマーであってもよい。本発明においては、得られるフィルムの製膜性、離型性および耐熱性が優れることから、前記熱可塑性樹脂とともに第3級炭素を側鎖に有するα−オレフィン系重合体を併用することが好ましい。特にフィルムを多層構成する場合には隣接する層を構成する熱可塑性樹脂と同種の樹脂に第3級炭素を側鎖に有するα−オレフィン系重合体を混合してフィルムを構成する層を形成することが製膜性及び層間接着性の観点から好ましい。
【0026】
本発明のフィルムがポリプロピレン系樹脂からなる複層構造を有する場合、例えばポリプロピレン系樹脂から構成される層と隣接する層を製膜性及び層間接着性の観点からプロピレン系樹脂と第3級炭素を側鎖に有するα−オレフィン系重合体とから構成させることが好ましい。
【0027】
熱可塑性樹脂フィルムの製造方法
本発明の熱可塑性フィルムの製造方法は、熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法である。鏡面ロールの十点平均粗さ(Rz)とはJISB0601−1994に準じて測定された値であり、500nm以下であることが必要であり、好ましくは300nm以下、さらに好ましくは100nm以下である。前記十点平均粗さ(Rz)が500nmを超えるとフィルムの表面の平均表面粗さ(Ra)が80〜120nm、及び十点平均粗さ(Rz)が1000〜1500nmの各数値範囲にならず、フィルムに十分な透明性を得られないことがあるからである。
【0028】
また、フィルムを狭圧する鏡面ロールの表面温度TrはTm−20℃≦Tr≦Tmを満たす必要がある。ここで、Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点である。当該融点はJISK7121−1987に準じて測定されたものである。鏡面ロールの表面温度TrがTm―20℃より低い場合には十分な透明性を得られる程度までにフィルム表面の凸部の頂部を平らにすることができない場合があり、一方、鏡面ロールの表面温度TrがTmより高い場合には凸部が過度に押しつぶされ十分なブロッキング防止性が得られない可能性がある。
【0029】
本発明の製造方法によれば、鏡面ロールでフィルム表面を加熱しながら押圧してフィルム表面の微細な凸部自体を潰さずに頂部のみを平滑にすることができるため、前記凸部の高さを維持しながら平滑な面を形成することができる。その結果、前記凸部の頂部に形成された平滑面によってフィルムの透明性が付与され、前記凸部の高さによってブロッキング防止性を具備するものと考えられる。
【0030】
鏡面ロールの素材としては一般的にカレンダーロール等のプラスチックの加工用ロールとして提供されている素材が挙げられ、表面はクロム等によりメッキ加工されていることが好ましい。
【0031】
また、本発明に係るゴムロールの表面を構成する素材としては例えば、イソプレンゴム、変性イソプレンゴム、シリコーンゴム等公知のものが挙げられ、フィルムの製造時の剥離性の観点からシリコーンゴムであることが好ましい。
【0032】
また、ゴムロールの表面状態は本発明の目的を損なわない限り特に限定はされないが、平均表面粗さ(Ra)は1.1μm以下、最大高さ(Rmax)は11μm以下であることが好ましい。尚、前記最大高さ(Rmax)はJISB0601−1994に準じて測定された値である。
【0033】
さらに、本発明に係るゴムロールとしては、JISK6253に準じ、押込み荷重を得る方法としてスプリングを用いた「デュロメータ硬さ」で測定した硬度が50〜90の範囲にあるゴムロールを用いることが好ましい。硬度がかかる範囲にあるゴムロールを用いることにより、フィルムに適度な透明性及び耐ブロッキング性を付与することができる。
【0034】
本発明に係るフィルムは種々公知の方法により製造される熱可塑性樹脂フィルムである。
【0035】
フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持する方法としては、溶融押出し成形して得られる熱可塑性樹脂フィルムを種々公知の方法、例えば、鏡面ロールの表面温度(Tr)以下に冷却した冷却ロール、鏡面ロールの表面温度(Tr)以下に冷却した空気あるいは水で冷却固化することにより得ることができる。
【0036】
本発明の製造方法においては、フィルムが成形されてから該フィルムの表面温度を鏡面ロール温度以下のTsまで冷却して前記鏡面ロールとゴムロール間で狭圧する。鏡面ロール等で狭圧するフィルムの表面温度Tsは上述の通りTr以下であることが必要であり、TsがTrを超えると本発明のフィルムの凸部が押圧により潰れてしまい、結果としてブロッキング防止性が低下することがある。狭圧するフィルムはTr以下の温度まで冷却され一度巻物にした後、繰り出して前記鏡面ロールとゴムロールにより狭圧しても良いし、フィルムが成形された後、該フィルムの表面温度がTr以下の温度まで冷却して、フィルムを巻物状に巻き取らずに前記鏡面ロールとゴムロールにより狭圧してもよい。
【0037】
熱可塑性樹脂フィルム
本発明の熱可塑性樹脂フィルムは前記製造方法によって得られるフィルムであって、前記鏡面ロールによって狭圧された表面が、平均表面粗さ(Ra)が80nm〜120nm、十点平均粗さ(Rz)が1000nm〜1500nm、外部ヘイズ値5%以下であることを特徴とするフィルムである。フィルムの鏡面ロールと接した面が前記平均表面粗さ(Ra)、十点平均粗さ(Rz)、外部ヘイズ値を満たすことにより、ブロッキング防止性及び透明性を同時に維持することができる。したがって、本発明のフィルムは鏡面ロールと接した面の平均表面粗さおよび外部ヘイズが上記範囲を満たす限り、他の面は、必ずしも上記範囲を満たしていなくてもよい。
【0038】
本発明のフィルムの鏡面ロールに接した面における平均表面粗さ(Ra)はJISB0601−1994に準じて測定された値で80〜120nmであることが必要であり、好ましくは85〜105、さらに好ましくは90〜100である。平均表面粗度(Ra)が80nm未満の場合はフィルムのブロッキング防止性が低下することがあり、一方120nmを超えるとフィルム表面での乱反射が顕著になり結果として白化する等のフィルムの透明性に影響を及ぼす可能性がある。
【0039】
十点平均粗さ(Rz)はJISB0601−1994に準じて測定された値で1000nm〜1500nmであることが必要である。十点平均粗さ(Rz)が1000nm未満であればフィルムのブロッキング防止性が低下するという問題が生じる可能性があり、一方、1500nmを超えると均一なフィルムの表面を形成することが困難になることがある。
【0040】
外部ヘイズ値はサンプルをJISK7105−1981に準拠して、ヘイズメーター(型式:NDH300A,日本電色工業(株)社製)を用いて測定されたもので、全ヘイズ値及び内部ヘイズ値の測定を行ない、外部ヘイズ値は「全ヘイズ値−内部ヘイズ値」という計算によって求める。フィルムの透明性を確保する観点から、外部ヘイズ値は5%以下であることが必要であり、5%を超えるとフィルムの透明性が不十分となりフィルムの用途が限られてしまうおそれがある。フィルムの外部ヘイズ値はフィルム表面状態により変化する値であり、例えばフィルム表面の凹凸が大きい場合には光線が当該表面の凹凸によって乱反射するためフィルムの透明性が低下、即ち外部ヘイズ値が大きくなる。従来のフィルムでは平均表面粗さ(Ra)及び十点平均粗さ(Rz)が大きいほどブロッキング防止性は向上させることができていたが、一方でフィルム表面の凹凸による光線の乱反射が起こり、結果としてフィルムの十分な透明性が得られず、フィルムの用途が限られる等の不都合が生じていた。従って、フィルムのブロッキング防止性及び透明性を両立することができなかった。
【0041】
本発明のフィルムは平均表面粗さ(Ra)が80nm〜120nm及び十点平均粗さ(Rz)が1000nm〜1500nmを有し、ブロッキング防止性が良好であるにもかかわらず外部ヘイズ値が5%以下、即ち、優れた透明性も維持している。
【0042】
本発明のフィルムは透明性及び優れた繰り出し性の双方を有している。この性質は図1に示すように、フィルム表面の凸部の頂部が平らになっているため、乱反射する光線が少なくなり白化現象を抑止することができ透明性を確保することができる。したがって、一旦、フィルムを巻いた後も、当該巻状物からフィルムを繰り出す際に、フィルム表面の凸部の平らな部分と重なっているフィルムの下表面とが主として接触するため、接触面積が少なくなることから繰り出し性が良好である。さらに、本発明のフィルムは製造現場等の室温が30℃〜50℃の条件の下で保管された場合にも繰り出し性の顕著な低下は認められない。
【0043】
本発明のフィルムの厚さは特に限定されないが、1〜1000μm、好ましくは10〜200μm、より好ましくは20〜50μmである。
【0044】
また、本発明のフィルムを構成する熱可塑性樹脂はポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂のいずれかを含むことが好ましい。前記樹脂は加工が容易であり、フィルムに加工した場合にはフィルムに優れた機械的物性を具備させることができるからである。
【0045】
さらに、前記熱可塑性樹脂は高圧法低密度ポリエチレン及び/又は線状低密度ポリエチレンからなることが当該樹脂のフィルムへの用途の多様化の観点から好ましい。高圧法低密度ポリエチレン及び線状低密度ポリエチレンは優れた加工性及び柔軟性等の物性を有するもののブロッキングしやすい性質を具有していることから、フィルムを巻物状で保管し、二次加工を行う際に前記ブロッキングしやすい性質に起因して繰り出し性が悪くなる傾向があるからである。繰り出し性が悪いとは具体的にはフィルムのブロッキングする性質に起因して、フィルムを繰り出す際にフィルムが一定速度で繰り出せない場合をいう。
【実施例】
【0046】
(原材料)
・高圧法低密度ポリエチレン1(MFR(190℃)=7g/10分、密度=0.92g/cm3)、融点(Tm)=108℃)
・高圧法低密度ポリエチレン2(MFR(190℃)=5g/10分、密度=0.93g/cm3)
・ホモポリプロピレン(MFR(230℃)=7g/10分、密度=0.90g/cm3融点(Tm)=160℃)
・高結晶性ポリプロピレン(MFR(230℃)=2g/10分、密度=0.90g/cm3融点(Tm)=162℃)
エチレン−ブテン共重合体(MFR(190℃)=3.6g/10分、密度=0.89g/cm3)
【0047】
(フィルムの作成)
1)実施例、比較例2のフィルムの作成
原材料を表1に示す所定量でシリンダー温度210℃〜230℃、ダイス温度210℃〜230℃の条件で、二軸押出機で十分混練後、表面層と基材層とを共押出しし、40℃の冷却ロールにより冷却して表面層及び基材層からなる厚さ50μmのフィルムを得た。
さらに、上記同様に作成した表面温度が室温(23℃)と同温度のフィルムを、表面温度が100℃であって、平均表面粗さ(Ra)が40nm、十点平均粗さ(Rz)が40nmの鏡面ロールと硬度75(Aタイプ)のシリコン製ゴムロールにより線圧10kgf/cm2で狭圧して片方の表面を処理して厚さ50μmの本発明のフィルムを得た。尚、鏡面ロールでの狭圧時のフィルムの送り速度は10m/minであった。
2)比較例1のフィルムの作成
原材料を表1に示す所定量でシリンダー温度210℃〜290℃、ダイス温度230℃〜290℃の条件で、二軸押出機で十分混練後、表面層と基材層とを共押出しし、表面温度が40℃に設定された平均表面粗さ(Ra)が40nm、十点平均粗さ(Rz)が40nmの鏡面ロールと、硬度75(Aタイプ)のシリコン製ゴムロールにより線圧10kgf/cm2で狭圧して片方の表面を処理して厚さ50μmの本発明のフィルムを得た。尚、鏡面ロールでの狭圧時のフィルムの送り速度は上記同様10m/minであった。
【0048】
(1)表面状態
厚さ50μmに調整したフィルムを気温23℃±2℃、湿度50%±10%の条件の下、24時間養生し、50mm角に切り取ってフィルムサンプルとし、前記フィルムサンプルを非接触表面粗さ計(型番:NT−2000SYSTEM−Veeco社製)を用いてn=3で測定しそれらの平均値から表面状態を表す斜視図を作成した。図1に本発明のフィルムの表面状態の一例の斜視図を、図2に従来のフィルムの表面状態の一例の斜視図を示す。
【0049】
(2)平均表面粗さ(Ra)、十点平均粗さ(Rz)
厚さ50μmに調整したフィルムを気温23℃±2℃、湿度50%±10%の条件の下、24時間養生し、表面粗さ測定器(型式:SE−30KS−小坂研究所製)及び解析装置(型式:TDA−22−小坂研究所製)を用いてJISB0601−1994に準じて測定した。
【0050】
(3)外部ヘイズ値、内部ヘイズ値
JISK7105に準じてヘイズメーター(型番:NDH2000−日本電色工業株式会社製)を用いて測定した。
【0051】
(4)ブロッキング防止性
厚さ50μmに調整したフィルムを気温23℃±2℃、湿度50%±10%の条件の下、24時間養生し、20mm×100mm幅の短冊状の試験片を切り出し、2枚のフィルムの表面(本発明のフィルムにあっては鏡面ロールにより狭圧された面)と裏面とを幅方向に各々片側20mmずつ残して重ね合わせ、該重ね合わせた部分に250g/cm2の加重をかけ、23℃で1時間及び50℃で24時間放置後、下に位置しているフィルムの重ねあっていない部分を把持し、フィルム表面に対し約90°になるように持ち上げ、重なっている上部に位置しているフィルムが落下するか否かを観察しブロッキング防止性を以下の基準で判定した。
(判定基準)
○:フィルムを該表面に対し約90°になるように持ち上げると同時に上に位
置するフィルムが落下した。
△:フィルムを該表面に対し約90°になるように持ち上げると1分以内に上
に位置するフィルムが落下した。
×:フィルムを該表面に対し約90°になるように持ち上げても1分以内に上
に位置するフィルムが落下しない。
【0052】
上記(1)表面状態は本発明のフィルムの表面状態を図1に、従来のフィルムの表面状態を図2に示し、(2)〜(4)の試験結果は下記の「表1」に示した。
【表1】
【0053】
ヘイズ値については、実施例と比較例1とを比較すると外部ヘイズ値及び内部ヘイズ値ともに略同等である。また、実施例と比較例2とを比較すると内部ヘイズ値において実施例に示す本発明のフィルムと比較例2に示す従来のフィルムとの大差は認められないが、外部ヘイズ値においては、比較例2のフィルムが5.8%に対し、本発明のフィルムが1.9%であり、透明性が顕著に向上していることがわかる。ここで、図1は本発明のフィルムの一例の表面状態を示した斜視図であり、図2は鏡面ロールで表面処理していないフィルムの一例の表面状態を示した斜視図である。表面の色の濃淡が大きいほど表面の凹凸が大きいことを意味している。図2に示す鏡面ロールで表面処理していないフィルム表面の凹凸状態が図1に示す本発明のフィルムの凹凸状態と比べて大きいことがわかる。図1及び2からも明らかなように比較例2に示す鏡面ロールで表面処理していないフィルムの表面状態は凹凸が大きいため、光線が乱反射しやすく、一方本発明のフィルムの表面状態は凹凸が少なく比較的なめらかなため光線が乱反射しにくいため、外部ヘイズ値のみに大きな差異が生じたものと考えられる。
【0054】
また、ブロッキング防止性の指標となる剥離強度については、実施例と比較例1とを比較すると、20℃で1時間での評価及び50℃で24時間での評価とも実施例が優れていた。これは実施例のフィルムと比較例1のフィルムの表面状態に起因していると推定される。即ち、表1の表面粗度の値からも明らかなように比較例1のフィルムの表面は鏡面ロールによって潰されて実施例のフィルムより平滑化されていて凸部の高さ即ち表面粗さが小さくなっている。一方、実施例のフィルムの表面粗度は表1からも明らかなように、比較例1と比べて大きくなっている。加えて実施例のフィルムは粗面を形成する微小な凸部の頂部のみが鏡面であるため、経時的に前記凸部の頂部が接しているフィルムの表面に入り込んで行きにくくなることから、フィルム表面の接触面積が比較例1と比べて小さくなり、剥離強度が強くなってしまうためと推定される。
【0055】
また、剥離強度について実施例と比較例2とを対比すると23℃、1時間での評価では差が認められなかったが50℃、24時間の評価では顕著な差が認められた。これは図1、2に示されているように、比較例2のフィルムの表面状態は凹凸が大きいため、上に位置するフィルムの下表面が下に位置するフィルムの上表面の凹凸に入り込んだ結果、接触面積が大きくなり剥離強度が上がってしまったものと考えられる。一方、実施例のフィルムの表面状態は凸部の高さが小さくかつ凸部の頂部が平滑化されていることから経時的にフィルム間の接触面積の増大を起こしにくく、結果として剥離強度が上がることが極めて少なかったためと考えられる。
【符号の説明】
【0056】
1.本発明のフィルム
2.従来のフィルム
【特許請求の範囲】
【請求項1】
熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法。
【請求項2】
前記熱可塑性樹脂がポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂のいずれかを含むことを特徴とする請求項1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項3】
前記ポリエチレンが高圧法低密度ポリエチレン又は線状低密度ポリエチレンであることを特徴とする請求項2に記載の熱可塑性樹脂フィルムの製造方法。
【請求項4】
前記ゴムロ−ルが、ゴム硬度(タイプA)が50〜90の範囲にあるゴムロールであることを特徴とする請求項1〜3のいずれかに記載の熱可塑性樹脂フィルム製造方法。
【請求項5】
請求項1〜4に記載のいずれかの製造方法によって得られうる熱可塑性樹脂フィルムであって、前記鏡面ロールと接した面が、以下の条件を満たすことを特徴とする熱可塑性樹脂フィルム。
(1)平均表面粗さ(Ra)が80nm〜120nm、
(2)十点平均粗さ(Rz)が1000nm〜1500nm、
(3)外部ヘイズ値5%以下。
【請求項1】
熱可塑性樹脂フィルムの表面温度(Ts)を鏡面ロールの表面温度(Tr)以下に維持して、当該熱可塑性樹脂フィルムを、十点平均粗さ(Rz)が500nm以下、および、表面温度(Tr)がTm−20℃≦Tr≦Tm(Tmは前記熱可塑性樹脂のうち主たる熱可塑性樹脂の融点とする。)の範囲にある鏡面ロ−ルとゴムロ−ルとで、狭圧することを特徴とする熱可塑性樹脂フィルムの製造方法。
【請求項2】
前記熱可塑性樹脂がポリエチレン系樹脂、ポリプロピレン系樹脂、ポリエステル系樹脂のいずれかを含むことを特徴とする請求項1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項3】
前記ポリエチレンが高圧法低密度ポリエチレン又は線状低密度ポリエチレンであることを特徴とする請求項2に記載の熱可塑性樹脂フィルムの製造方法。
【請求項4】
前記ゴムロ−ルが、ゴム硬度(タイプA)が50〜90の範囲にあるゴムロールであることを特徴とする請求項1〜3のいずれかに記載の熱可塑性樹脂フィルム製造方法。
【請求項5】
請求項1〜4に記載のいずれかの製造方法によって得られうる熱可塑性樹脂フィルムであって、前記鏡面ロールと接した面が、以下の条件を満たすことを特徴とする熱可塑性樹脂フィルム。
(1)平均表面粗さ(Ra)が80nm〜120nm、
(2)十点平均粗さ(Rz)が1000nm〜1500nm、
(3)外部ヘイズ値5%以下。
【図1】


【図2】
【図2】
【公開番号】特開2012−11701(P2012−11701A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2010−151321(P2010−151321)
【出願日】平成22年7月1日(2010.7.1)
【出願人】(000220099)三井化学東セロ株式会社 (177)
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成22年7月1日(2010.7.1)
【出願人】(000220099)三井化学東セロ株式会社 (177)
【Fターム(参考)】
[ Back to top ]