
フィルム基材の熱処理方法及び非晶質樹脂フィルム
【課題】本発明は、耐熱性を有する非晶質樹脂フィルムにおいて、急激な加熱を受けても平面性を損ねることなく、寸度安定性の高い樹脂フィルムを提供することにある。
【解決手段】フィルムを搬送しつつ、熱処理をおこなう、フィルム基材の熱処理方法であって、前記フィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂からなるフィルムであり、前記フィルムが、熱処理部を無接触で搬送されることを特徴とするフィルム基材の熱処理方法。
【解決手段】フィルムを搬送しつつ、熱処理をおこなう、フィルム基材の熱処理方法であって、前記フィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂からなるフィルムであり、前記フィルムが、熱処理部を無接触で搬送されることを特徴とするフィルム基材の熱処理方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は耐熱性が高い非晶質樹脂フィルムとその熱処理方法に関する。
【背景技術】
【0002】
近年、軽い・薄い・割れない・曲げられるという付加価値から、フィルム基材を用いたディスプレイの開発が盛んになってきている。そしてこれら樹脂フィルムに要求される特性としては、加工プロセスの問題から耐熱性が要求され、特に非晶質系の樹脂であるシクロポリオレフィン樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂が注目を浴びている。
【0003】
しかしこれら非晶質系樹脂は、軟化点は高いものの、急激な加熱を受けると平面性が大きく損なわれるだけでなく寸度も大きく変化する為、非常にゆっくり加熱していく必要があり、プロセスのスループットを悪くしている課題があった。
【0004】
樹脂フィルムをアニール処理して、熱耐性を向上させる方法としては、従来、晶質系の樹脂フィルムにおいて、ポリエチレンテレフタレート(PET)やポリエチレンナフタレート(PEN)の巻き癖を付き難くする方法として、ロール形態で、ガラス転移温度以下の温度でアニール処理すること(特許文献1)が提案されているが、アニール処理中に発生するフィルムの歪みに伴う変形が大きく、平面性が大きく損なわれ、高い平面性が要求されるところ、例えば写真用基材用途やディスプレイ用途では用いることができなかった。
【0005】
これらの課題を解決する方法として、特に写真用基材用途に於いては、更に滑り剤等が含有された層を少なくとも1層設けることで、アニール処理中に発生するフィルムの歪みを抑制し、平面性が大きく損なわれることを抑制している(特許文献2)が、極一部の用途でしか適用することは困難で、特に150℃以上の高温下で使用される耐熱基材に対しては、全く使用に耐えるものでは無かった。
【0006】
またロール形態でアニール処理することに伴うフィルムの歪みをフィルム搬送しながら熱処理する方法(特許文献3)も提案されているが、特に耐熱性の高いフィルムに於いては、熱処理温度も高い温度が必要で、特に非晶質樹脂フィルムに於いては、熱処理部にある搬送ローラーへ接触する際に、フィルムの片側が伝熱度の高いローラーから熱を受ける為に、平面性が大きく損なわれてしまう課題があった。
【特許文献1】米国特許第4,141,735号明細書
【特許文献2】特開平6−123937号公報
【特許文献3】特開平11−47676号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記課題に鑑みなされたものであり、その目的は、耐熱性を有する非晶質樹脂フィルムにおいて、急激な加熱を受けても平面性を損ねることなく、寸度安定性の高い樹脂フィルムを提供することにある。
【課題を解決するための手段】
【0008】
本発明の上記目的は、下記手段によって達成される。
【0009】
1.フィルムを搬送しつつ、熱処理をおこなう、フィルム基材の熱処理方法であって、前記フィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂からなるフィルムであり、前記フィルムが、熱処理部を無接触で搬送されることを特徴とするフィルム基材の熱処理方法。
【0010】
2.前記非晶質の樹脂が、シクロポリオレフィン樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂、の何れかであることを特徴とする前記1に記載のフィルム基材の熱処理方法。
【0011】
3.前記熱処理の温度が下記式で定義される温度以上、かつ、前記非晶質の樹脂の軟化点未満であることを特徴とする前記1または2に記載のフィルム基材の熱処理方法。
【0012】
式:((樹脂の軟化点)÷2)+50℃
4.前記熱処理の時間が、10秒以上1時間以下であることを特徴とする前記1〜3のいずれか1項に記載のフィルム基材の熱処理方法。
【0013】
5.前記1〜4のいずれか1項に記載の方法で熱処理されたことを特徴とする非晶質樹脂フィルム。
【発明の効果】
【0014】
本発明により、急激な加熱を受けても平面性を損ねることなく、寸度安定性の高い耐熱性を有する非晶質樹脂フィルムを得ることができる。
【発明を実施するための最良の形態】
【0015】
本発明を更に詳しく説明する。
【0016】
[フィルム基材]
本発明で用いられる樹脂フィルム基材について説明する。
【0017】
本発明で用いるフィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂フィルムであり、シクロポリオレフィン樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂等の非晶質樹脂からなる樹脂フィルムである。
【0018】
シクロポリオレフィン樹脂フィルムとしては、市販のアートン(日本合成ゴム(株)製)等があり、ポリエーテルサルフォン樹脂フィルムとしては、市販のスミライトFS−1300(住友ベークライト(株)製)があり、ポリカーボネート樹脂フィルムとしては、市販のピュアエース(帝人化成(株)製)等があり、好ましく使用できる。
【0019】
本発明に用いられる樹脂フィルム基材は、従来公知の一般的な方法、例えば、溶液キャスト法、また溶融押出製法等により製造することが可能である。例えば、溶融押出し製法を用いて、材料となる樹脂を押し出し機により溶融し、環状ダイやTダイにより押し出して急冷することにより、実質的に無定形で配向していない未延伸の基材を製造することができる。
【0020】
樹脂フィルム基材は、ロール状に巻き上げられた長尺品であり、基材の厚さは、特に制限を受けるものではないが、10〜300μm、中でも50〜200μmの厚みをもつものが好ましい。
【0021】
[熱処理]
本発明のフィルムの熱処理方法は、熱処理部をロール等に接触することなく、無接触で搬送しながら熱処理するものである。
【0022】
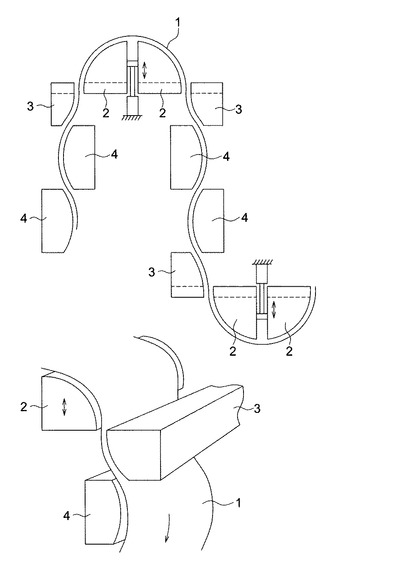
無接触搬送の方法としては、図1に示すフローターを用いることで、両面から温風を均一に当てることができるため好ましい。
【0023】
温風の温度を後述の熱処理条件温度に設定してフィルム全面を加熱して熱処理する。フィルムはフローターにより無接触で搬送されつつ熱処理を受ける。
【0024】
図1において、1は搬送されるウェブであり、2はウェブ搬送方向変換用の傾動可能な気体吹き出し箱、3は隣接する気体吹き出し箱であり、4は気体吹き出し箱である。このような気体吹き出し箱によりウェブは支持され受け渡されて搬送される。
【0025】
図2は、気体吹き出し箱(表面の気体吹き出し孔は省略)の相互関係を示す斜視図である。このような気体吹き出し箱が図1では、千鳥状に配置されており、その間を、気体吹き出し箱のウェブに面した表面の多数の吹き出し孔から温風を噴出することよりウェブが浮上しながら搬送される。温風の温度を熱処理温度とすることで、無接触でフィルム基材の熱処理を行う。
【0026】
また本発明の熱処理条件の温度範囲としては、下記式で表される温度範囲で行うことが、より効果が得られることを見出した。
下限温度: ((非晶質樹脂の軟化点)÷2)+50℃ (式1)
上限温度: 非晶質樹脂の軟化点
即ち、前記熱処理の温度が上記式(1)で定義される下限温度以上、かつ、前記非晶質の樹脂の軟化点未満であり、軟化点よりも10℃以上低い温度が好ましい。
【0027】
樹脂の軟化点測定は、例えば針入測定法による測定が挙げられ、具体的にはEXSTAR6100 TMA/SS(エスアイアイ・ナノテクノロジー株式会社)等の測定機内に樹脂試料を所定量投入して軟化点の測定を行う。
【0028】
下限温度未満では、充分なアニール効果が得られず。
【0029】
一方上限温度以上では、基材の変質が確認された。
【0030】
また本発明の熱処理条件の時間範囲としては、10秒以上で充分な効果が得られる。一方、熱処理温度は高温処理となる為、1時間以上行うと樹脂フィルムが黄変してくる為、好ましくない。
【0031】
また搬送時の張力範囲としては、特に限定されるものではなく、搬送速度やフィルム厚みに対し適宜選定すれば良いが、100〜300N/mの範囲が好ましく用いられる。
【0032】
実質的に無定形で配向していな非晶質の樹脂フィルムが熱処理のみで急激な加熱を受けても平面性を損ねることなく、寸度安定性の高い樹脂フィルムとなる理由は不明であるが、無配向ではあっても樹脂分子同士の絡まりがより密に、安定した方向に変化することによるものと思われる。
【実施例】
【0033】
以下、実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
【0034】
実施例1
フィルム基材として、厚さ200μmのポリエーテルサルフォンフィルム(スミライトFS−1300(住友ベークライト(株)製))に対し、図1に示す無接触搬送型熱処理装置を用いて熱処理を行った。
【0035】
熱処理条件は、温度180℃で処理時間1分となるように、処理長と搬送速度を調整して行った。尚、ここで使用したポリエーテルサルフォンフィルムの軟化点は、220℃であった。
【0036】
比較例1〜4
実施例1と同じ樹脂フィルムを用い、ロール形態(80mmφのステンレス製の巻き芯に樹脂フィルム200mを巻き取ったもの)で、オーブン中で処理温度を同じ180℃とし、処理時間を1分から3時間の間で変化させ、熱処理を行った。
【0037】
比較例5〜8
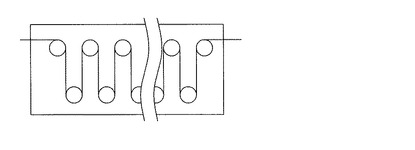
実施例1と同じ樹脂フィルムを用い、図2に示すローラー接触式搬送型熱処理装置を用いて熱処理を行った。熱処理条件は、オーブン中の温度180℃で処理時間を1秒から1時間の間で変化させ、熱処理を行った。
【0038】
比較例9
未処理のフィルム。
【0039】
〔寸度安定評価〕
100×100mmにカットしたフィルムを200℃のホットプレート上に1分間のせて、前後での寸度変化を測定した。寸度変化が30ppm未満のものを○とし、30〜50ppmのものを△とし、50ppm以上のものを×とした。
【0040】
〔平面性〕
熱処理(アニール)直後の平面性については、目視観察を行った。目視上ベコと呼ばれる基材のうねりが少しでも観察されるものに関しては×とし、全く観察されず、均一なものを○とした。
【0041】
評価結果を以下に示した。
【0042】
【表1】

【0043】
本発明の熱処理を行ったものは、平面性の劣化もなく寸度安定性が向上していたのに対し、比較例1〜8のものは、アニール処理で平面性が劣化し、寸度安定性を評価するに至らなかった。
【0044】
実施例2
フィルム基材として、厚さ100μmのポリカーボネート樹脂フィルム(ピュアエース(帝人化成(株)製))に対し、実施例1で使用した熱処理装置を用い、熱処理温度を変化させて測定を行った。ここで使用したポリカーボネート樹脂フィルムの軟化点は、240℃であった。
【0045】
実施例1と同様の評価を行った結果を以下に示す。
【0046】
【表2】
【0047】
実施例3
フィルム基材として、厚さ100μmのシクロポリオレフィン樹脂フィルム(アートン(日本合成ゴム(株)製))に対し、実施例1で使用した図1の熱処理装置を用い、熱処理時間を変化させて測定を行った。
【0048】
ここで使用したシクロポリオレフィン樹脂フィルムの軟化点は、150℃であった。
【0049】
実施例1と同様の評価を行った結果を以下に示す。
【0050】
【表3】
【図面の簡単な説明】
【0051】
【図1】本発明の無接触で熱処理を行う気体吹き出し箱を配置した装置の1例を示す概略図。
【図2】図2に示すオーブン中を通すローラー接触式搬送型熱処理装置の1例を示す。
【符号の説明】
【0052】
1 ウェブ
2、3、4 気体吹き出し箱
【技術分野】
【0001】
本発明は耐熱性が高い非晶質樹脂フィルムとその熱処理方法に関する。
【背景技術】
【0002】
近年、軽い・薄い・割れない・曲げられるという付加価値から、フィルム基材を用いたディスプレイの開発が盛んになってきている。そしてこれら樹脂フィルムに要求される特性としては、加工プロセスの問題から耐熱性が要求され、特に非晶質系の樹脂であるシクロポリオレフィン樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂が注目を浴びている。
【0003】
しかしこれら非晶質系樹脂は、軟化点は高いものの、急激な加熱を受けると平面性が大きく損なわれるだけでなく寸度も大きく変化する為、非常にゆっくり加熱していく必要があり、プロセスのスループットを悪くしている課題があった。
【0004】
樹脂フィルムをアニール処理して、熱耐性を向上させる方法としては、従来、晶質系の樹脂フィルムにおいて、ポリエチレンテレフタレート(PET)やポリエチレンナフタレート(PEN)の巻き癖を付き難くする方法として、ロール形態で、ガラス転移温度以下の温度でアニール処理すること(特許文献1)が提案されているが、アニール処理中に発生するフィルムの歪みに伴う変形が大きく、平面性が大きく損なわれ、高い平面性が要求されるところ、例えば写真用基材用途やディスプレイ用途では用いることができなかった。
【0005】
これらの課題を解決する方法として、特に写真用基材用途に於いては、更に滑り剤等が含有された層を少なくとも1層設けることで、アニール処理中に発生するフィルムの歪みを抑制し、平面性が大きく損なわれることを抑制している(特許文献2)が、極一部の用途でしか適用することは困難で、特に150℃以上の高温下で使用される耐熱基材に対しては、全く使用に耐えるものでは無かった。
【0006】
またロール形態でアニール処理することに伴うフィルムの歪みをフィルム搬送しながら熱処理する方法(特許文献3)も提案されているが、特に耐熱性の高いフィルムに於いては、熱処理温度も高い温度が必要で、特に非晶質樹脂フィルムに於いては、熱処理部にある搬送ローラーへ接触する際に、フィルムの片側が伝熱度の高いローラーから熱を受ける為に、平面性が大きく損なわれてしまう課題があった。
【特許文献1】米国特許第4,141,735号明細書
【特許文献2】特開平6−123937号公報
【特許文献3】特開平11−47676号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記課題に鑑みなされたものであり、その目的は、耐熱性を有する非晶質樹脂フィルムにおいて、急激な加熱を受けても平面性を損ねることなく、寸度安定性の高い樹脂フィルムを提供することにある。
【課題を解決するための手段】
【0008】
本発明の上記目的は、下記手段によって達成される。
【0009】
1.フィルムを搬送しつつ、熱処理をおこなう、フィルム基材の熱処理方法であって、前記フィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂からなるフィルムであり、前記フィルムが、熱処理部を無接触で搬送されることを特徴とするフィルム基材の熱処理方法。
【0010】
2.前記非晶質の樹脂が、シクロポリオレフィン樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂、の何れかであることを特徴とする前記1に記載のフィルム基材の熱処理方法。
【0011】
3.前記熱処理の温度が下記式で定義される温度以上、かつ、前記非晶質の樹脂の軟化点未満であることを特徴とする前記1または2に記載のフィルム基材の熱処理方法。
【0012】
式:((樹脂の軟化点)÷2)+50℃
4.前記熱処理の時間が、10秒以上1時間以下であることを特徴とする前記1〜3のいずれか1項に記載のフィルム基材の熱処理方法。
【0013】
5.前記1〜4のいずれか1項に記載の方法で熱処理されたことを特徴とする非晶質樹脂フィルム。
【発明の効果】
【0014】
本発明により、急激な加熱を受けても平面性を損ねることなく、寸度安定性の高い耐熱性を有する非晶質樹脂フィルムを得ることができる。
【発明を実施するための最良の形態】
【0015】
本発明を更に詳しく説明する。
【0016】
[フィルム基材]
本発明で用いられる樹脂フィルム基材について説明する。
【0017】
本発明で用いるフィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂フィルムであり、シクロポリオレフィン樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂等の非晶質樹脂からなる樹脂フィルムである。
【0018】
シクロポリオレフィン樹脂フィルムとしては、市販のアートン(日本合成ゴム(株)製)等があり、ポリエーテルサルフォン樹脂フィルムとしては、市販のスミライトFS−1300(住友ベークライト(株)製)があり、ポリカーボネート樹脂フィルムとしては、市販のピュアエース(帝人化成(株)製)等があり、好ましく使用できる。
【0019】
本発明に用いられる樹脂フィルム基材は、従来公知の一般的な方法、例えば、溶液キャスト法、また溶融押出製法等により製造することが可能である。例えば、溶融押出し製法を用いて、材料となる樹脂を押し出し機により溶融し、環状ダイやTダイにより押し出して急冷することにより、実質的に無定形で配向していない未延伸の基材を製造することができる。
【0020】
樹脂フィルム基材は、ロール状に巻き上げられた長尺品であり、基材の厚さは、特に制限を受けるものではないが、10〜300μm、中でも50〜200μmの厚みをもつものが好ましい。
【0021】
[熱処理]
本発明のフィルムの熱処理方法は、熱処理部をロール等に接触することなく、無接触で搬送しながら熱処理するものである。
【0022】
無接触搬送の方法としては、図1に示すフローターを用いることで、両面から温風を均一に当てることができるため好ましい。
【0023】
温風の温度を後述の熱処理条件温度に設定してフィルム全面を加熱して熱処理する。フィルムはフローターにより無接触で搬送されつつ熱処理を受ける。
【0024】
図1において、1は搬送されるウェブであり、2はウェブ搬送方向変換用の傾動可能な気体吹き出し箱、3は隣接する気体吹き出し箱であり、4は気体吹き出し箱である。このような気体吹き出し箱によりウェブは支持され受け渡されて搬送される。
【0025】
図2は、気体吹き出し箱(表面の気体吹き出し孔は省略)の相互関係を示す斜視図である。このような気体吹き出し箱が図1では、千鳥状に配置されており、その間を、気体吹き出し箱のウェブに面した表面の多数の吹き出し孔から温風を噴出することよりウェブが浮上しながら搬送される。温風の温度を熱処理温度とすることで、無接触でフィルム基材の熱処理を行う。
【0026】
また本発明の熱処理条件の温度範囲としては、下記式で表される温度範囲で行うことが、より効果が得られることを見出した。
下限温度: ((非晶質樹脂の軟化点)÷2)+50℃ (式1)
上限温度: 非晶質樹脂の軟化点
即ち、前記熱処理の温度が上記式(1)で定義される下限温度以上、かつ、前記非晶質の樹脂の軟化点未満であり、軟化点よりも10℃以上低い温度が好ましい。
【0027】
樹脂の軟化点測定は、例えば針入測定法による測定が挙げられ、具体的にはEXSTAR6100 TMA/SS(エスアイアイ・ナノテクノロジー株式会社)等の測定機内に樹脂試料を所定量投入して軟化点の測定を行う。
【0028】
下限温度未満では、充分なアニール効果が得られず。
【0029】
一方上限温度以上では、基材の変質が確認された。
【0030】
また本発明の熱処理条件の時間範囲としては、10秒以上で充分な効果が得られる。一方、熱処理温度は高温処理となる為、1時間以上行うと樹脂フィルムが黄変してくる為、好ましくない。
【0031】
また搬送時の張力範囲としては、特に限定されるものではなく、搬送速度やフィルム厚みに対し適宜選定すれば良いが、100〜300N/mの範囲が好ましく用いられる。
【0032】
実質的に無定形で配向していな非晶質の樹脂フィルムが熱処理のみで急激な加熱を受けても平面性を損ねることなく、寸度安定性の高い樹脂フィルムとなる理由は不明であるが、無配向ではあっても樹脂分子同士の絡まりがより密に、安定した方向に変化することによるものと思われる。
【実施例】
【0033】
以下、実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
【0034】
実施例1
フィルム基材として、厚さ200μmのポリエーテルサルフォンフィルム(スミライトFS−1300(住友ベークライト(株)製))に対し、図1に示す無接触搬送型熱処理装置を用いて熱処理を行った。
【0035】
熱処理条件は、温度180℃で処理時間1分となるように、処理長と搬送速度を調整して行った。尚、ここで使用したポリエーテルサルフォンフィルムの軟化点は、220℃であった。
【0036】
比較例1〜4
実施例1と同じ樹脂フィルムを用い、ロール形態(80mmφのステンレス製の巻き芯に樹脂フィルム200mを巻き取ったもの)で、オーブン中で処理温度を同じ180℃とし、処理時間を1分から3時間の間で変化させ、熱処理を行った。
【0037】
比較例5〜8
実施例1と同じ樹脂フィルムを用い、図2に示すローラー接触式搬送型熱処理装置を用いて熱処理を行った。熱処理条件は、オーブン中の温度180℃で処理時間を1秒から1時間の間で変化させ、熱処理を行った。
【0038】
比較例9
未処理のフィルム。
【0039】
〔寸度安定評価〕
100×100mmにカットしたフィルムを200℃のホットプレート上に1分間のせて、前後での寸度変化を測定した。寸度変化が30ppm未満のものを○とし、30〜50ppmのものを△とし、50ppm以上のものを×とした。
【0040】
〔平面性〕
熱処理(アニール)直後の平面性については、目視観察を行った。目視上ベコと呼ばれる基材のうねりが少しでも観察されるものに関しては×とし、全く観察されず、均一なものを○とした。
【0041】
評価結果を以下に示した。
【0042】
【表1】
【0043】
本発明の熱処理を行ったものは、平面性の劣化もなく寸度安定性が向上していたのに対し、比較例1〜8のものは、アニール処理で平面性が劣化し、寸度安定性を評価するに至らなかった。
【0044】
実施例2
フィルム基材として、厚さ100μmのポリカーボネート樹脂フィルム(ピュアエース(帝人化成(株)製))に対し、実施例1で使用した熱処理装置を用い、熱処理温度を変化させて測定を行った。ここで使用したポリカーボネート樹脂フィルムの軟化点は、240℃であった。
【0045】
実施例1と同様の評価を行った結果を以下に示す。
【0046】
【表2】
【0047】
実施例3
フィルム基材として、厚さ100μmのシクロポリオレフィン樹脂フィルム(アートン(日本合成ゴム(株)製))に対し、実施例1で使用した図1の熱処理装置を用い、熱処理時間を変化させて測定を行った。
【0048】
ここで使用したシクロポリオレフィン樹脂フィルムの軟化点は、150℃であった。
【0049】
実施例1と同様の評価を行った結果を以下に示す。
【0050】
【表3】
【図面の簡単な説明】
【0051】
【図1】本発明の無接触で熱処理を行う気体吹き出し箱を配置した装置の1例を示す概略図。
【図2】図2に示すオーブン中を通すローラー接触式搬送型熱処理装置の1例を示す。
【符号の説明】
【0052】
1 ウェブ
2、3、4 気体吹き出し箱
【特許請求の範囲】
【請求項1】
フィルムを搬送しつつ、熱処理をおこなう、フィルム基材の熱処理方法であって、前記フィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂からなるフィルムであり、前記フィルムが、熱処理部を無接触で搬送されることを特徴とするフィルム基材の熱処理方法。
【請求項2】
前記非晶質の樹脂が、シクロポリオレフィン樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂、の何れかであることを特徴とする請求項1に記載のフィルム基材の熱処理方法。
【請求項3】
前記熱処理の温度が下記式で定義される温度以上、かつ、前記非晶質の樹脂の軟化点未満であることを特徴とする請求項1または2に記載のフィルム基材の熱処理方法。
式:((樹脂の軟化点)÷2)+50℃
【請求項4】
前記熱処理の時間が、10秒以上1時間以下であることを特徴とする請求項1〜3のいずれか1項に記載のフィルム基材の熱処理方法。
【請求項5】
請求項1〜4のいずれか1項に記載の方法で熱処理されたことを特徴とする非晶質樹脂フィルム。
【請求項1】
フィルムを搬送しつつ、熱処理をおこなう、フィルム基材の熱処理方法であって、前記フィルムは、軟化点が150℃以上350℃以下、且つ、非晶質の樹脂からなるフィルムであり、前記フィルムが、熱処理部を無接触で搬送されることを特徴とするフィルム基材の熱処理方法。
【請求項2】
前記非晶質の樹脂が、シクロポリオレフィン樹脂、ポリエーテルサルフォン樹脂、ポリカーボネート樹脂、の何れかであることを特徴とする請求項1に記載のフィルム基材の熱処理方法。
【請求項3】
前記熱処理の温度が下記式で定義される温度以上、かつ、前記非晶質の樹脂の軟化点未満であることを特徴とする請求項1または2に記載のフィルム基材の熱処理方法。
式:((樹脂の軟化点)÷2)+50℃
【請求項4】
前記熱処理の時間が、10秒以上1時間以下であることを特徴とする請求項1〜3のいずれか1項に記載のフィルム基材の熱処理方法。
【請求項5】
請求項1〜4のいずれか1項に記載の方法で熱処理されたことを特徴とする非晶質樹脂フィルム。
【図1】

【図2】
【図2】
【公開番号】特開2008−189710(P2008−189710A)
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願番号】特願2007−22775(P2007−22775)
【出願日】平成19年2月1日(2007.2.1)
【出願人】(000001270)コニカミノルタホールディングス株式会社 (4,463)
【Fターム(参考)】
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願日】平成19年2月1日(2007.2.1)
【出願人】(000001270)コニカミノルタホールディングス株式会社 (4,463)
【Fターム(参考)】
[ Back to top ]