
フィルム外装電気デバイス及び組電池
【課題】製造コストを抑制しつつ、寸法精度良く、絶縁特性を向上させたフィルム外装電気デバイス及び組電池を提供する。
【解決手段】本発明のフィルム外装電気デバイス1は、複数の正極板と複数の負極板とを対向させて積層させてなる発電要素2と、金属層5b、6bと、金属層5b、6bの一方の面に設けられた熱融着性を有する熱融着性樹脂層5c、6cと、金属層5b、6bの他方の面に設けられた保護層5a、6aとを有するラミネートフィルム5、6と、を有している。発電要素2は、ラミネートフィルム5、6の周縁部が熱融着されることにより封止されている。フィルム外装電気デバイス1は、ラミネートフィルム6のみ端部が折り曲げられることで形成された折り曲げ部6eを有している。
【解決手段】本発明のフィルム外装電気デバイス1は、複数の正極板と複数の負極板とを対向させて積層させてなる発電要素2と、金属層5b、6bと、金属層5b、6bの一方の面に設けられた熱融着性を有する熱融着性樹脂層5c、6cと、金属層5b、6bの他方の面に設けられた保護層5a、6aとを有するラミネートフィルム5、6と、を有している。発電要素2は、ラミネートフィルム5、6の周縁部が熱融着されることにより封止されている。フィルム外装電気デバイス1は、ラミネートフィルム6のみ端部が折り曲げられることで形成された折り曲げ部6eを有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電池やキャパシタに代表される、電気デバイス要素を外装フィルムに収容したフィルム外装電気デバイス及び組電池に関する。
【背景技術】
【0002】
近年、携帯機器等の電源としての電池は、軽量化、薄型化が強く要求されている。そこで、電池の外装材に関しても、軽量化、薄型化に限界のある金属缶に代わり、さらなる軽量化、薄型化が可能であり、金属缶に比べて自由な形状を採ることが可能な外装材として、金属薄膜フィルム、または金属薄膜と熱融着性樹脂フィルムとを積層したラミネートフィルムを用いたものが使用されるようになった。
【0003】
電池の外装材に用いられるラミネートフィルムの代表的な例としては、金属薄膜であるアルミニウム薄膜の一方の面にヒートシール層である熱融着性樹脂フィルムを積層するとともに、他方の面に保護フィルムを積層したラミネートフィルムが挙げられる。
【0004】
外装材にラミネートフィルムを用いたフィルム外装電池においては、一般に、正極、負極、および電解質等で構成される電池要素を、熱融着性樹脂フィルムが内側になるようにして外装材で包囲し、電池要素の周囲で外装材を熱融着することによって電池要素を気密封止(以下、単に封止という)している。熱融着性樹脂フィルムには、例えばポリエチレンフィルムやポリプロピレンフィルムが用いられ、保護フィルムには、例えばナイロンフィルムやポリエチレンテレフタレートフィルムが用いられる。電池要素の封止に際しては、電池要素の正極および負極を外装材の外部へ引き出すために、正極および負極にはそれぞれリード端子が接続され、これらリード端子を外装材から突出させている。
【0005】
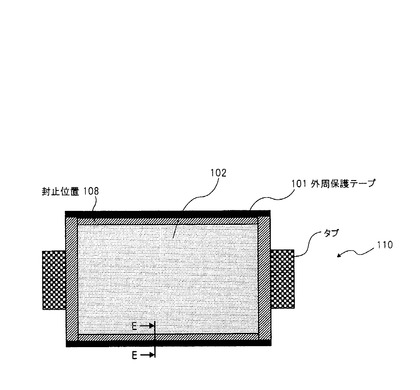
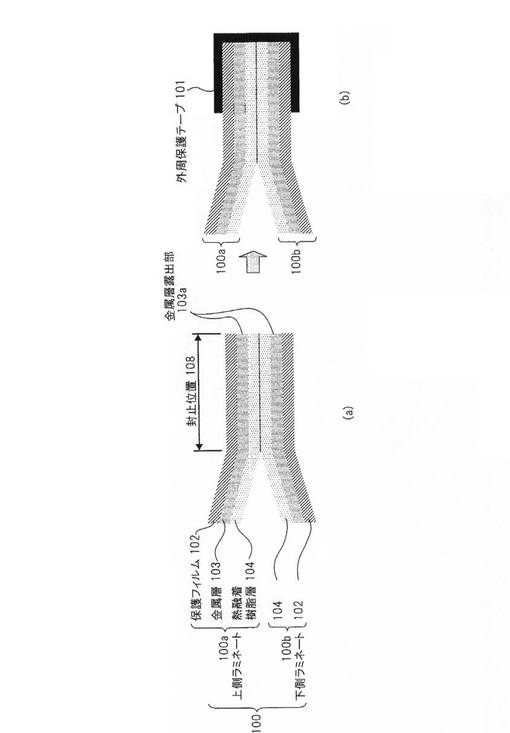
図18にラミネートフィルムを用いた、本発明に関連するフィルム外装電池の一例の模式的な平面図を示す。また、図19に図18のE−E線における一部断面図を示す。なお、図19(a)は、外周保護テープが貼り付けられる前の状態を示している。
【0006】
ラミネートフィルム100は、金属層103であるアルミニウム薄膜の一方の面に熱融着性樹脂層104である熱融着性樹脂フィルムを積層するとともに、他方の面に保護フィルム102を積層した3層ラミネートフィルムである。図18に示すフィルム外装電池110は上側ラミネート100aと下側ラミネート100bの2枚のラミネートフィルム100を用いており、熱融着性樹脂層104どうしを向かい合わせ、電池要素102の周囲の封止位置108で上側ラミネート100aと下側ラミネート100bを熱融着することによって電池要素102を気密封止(以下、単に封止という)している。
【0007】
ところが、このままでは、図19(a)に示すように上側ラミネート100aと下側ラミネート100bとの各断面から金属層103が露出してしまう。
【0008】
このようなフィルム外装電池を金属ケースに収納して用いる場合、ラミネートフィルムの金属層が周囲の金属部材に接触しないようにする必要がある。特に、スペース効率を最適化するために最小サイズとなるように設計すると、ラミネートフィルムの封止部と金属ケースの壁面とが近接することとなる。よって、フィルム外装電池の金属層が露出した端面と金属ケースとの間での絶縁対策は極めて重要となる。
【0009】
そこで、この金属層露出部103aを図19(b)に示すように、外周保護テープ101で被覆することにより、絶縁対策を行っていた。
【0010】
また、この他の絶縁対策としては、特許文献1には、ラミネートフィルムの封止部を樹脂リベットで固定することにより、ラミネート端部にて露出している金属層が電池を挟持している金属放熱板に接触しないようにした構成が開示されている。
【0011】
また、特許文献2には、ラミネート端部を予め傾斜面に形成しておいたラミネートフィルムを互いに向かい合わせにして熱融着し、溶出した溶融樹脂でラミネート端部の金属層を被覆した構成が開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2005−123007号公報
【特許文献2】特開2006−286471号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかし、外周保護テープ101で被覆することで金属層の露出を防止する方法は、外周保護テープ101のコスト、及び外周保護テープ101を貼り付けるための作業コストが高いという問題があった。
【0014】
また、特許文献1に開示された方法は、複数の電池を平行方向に配列した場合は有効であるが、複数の電池の主面同士を向かい合わせて積み上げ、横方向に、封止部に近接して金属ケースの壁面が存在した場合には有効でない。
【0015】
一方、特許文献2に開示された方法は、樹脂により金属層が露出しないようにしているが、熱融着後にフィルム端部を傾斜面に加工することはできない。また、通常、フィルム外装電池は、熱融着工程後に、外形切断を行うことで規定サイズに加工される。これに対して、特許文献2の方法は、熱融着後に外形切断加工を行うことができず、寸法精度が低下してしまう場合がある。
【0016】
そこで、本発明は、製造コストを抑制しつつ、寸法精度良く、絶縁特性を向上させたフィルム外装電気デバイス及び組電池を提供することを目的とする。
【課題を解決するための手段】
【0017】
上記目的を達成するため、本発明の一態様によるフィルム外装電気デバイスは、複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、第1の外装フィルムと、第1の外装フィルムに対向して配置された第2の外装フィルムとから構成された外装フィルムであって、第1および第2の外装フィルムのそれぞれが、金属層と、金属層の片面に設けられた熱融着性を有する樹脂層と、金属層の他方の面に設けられた保護層とを有する、外装フィルムと、を有し、電気デバイス要素は、第1の外装フィルムと第2の外装フィルムとの周縁部が熱融着されることにより封止されている、フィルム外装電気デバイスであって、第2の外装フィルムのみ端部が折り曲げられることで形成された折り曲げ部を有している。
【0018】
また、本発明の他の態様によるフィルム外装電気デバイスは、複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、第1の外装フィルムと、第1の外装フィルムに対向して配置された第2の外装フィルムとから構成された外装フィルムであって、第1および第2の外装フィルムのそれぞれが、金属層と、金属層の一方の面に設けられた熱融着性を有する樹脂層と、金属層の他方の面に設けられた保護層と、を有する、外装フィルムと、第1および第2の外装フィルムの周縁部に形成され、電気デバイス要素を封止するために互いに熱融着された封止部と、金属層が露出した外装フィルムの端面を封止部で巻き込むことで、端面を外装フィルムで包囲した巻き込み部と、を有し、巻き込み部は、第1のフィルムの樹脂層どうしが熱融着されるように折り曲げた第1の折り曲げ部と、第2のフィルムの樹脂層どうしが熱融着されるように折り曲げた第2の折り曲げ部と、を有している。
【0019】
また、本発明の一態様による組電池は、上記に記載のフィルム外装電気デバイスを複数接続して金属ケース内に収納した組電池である。
【0020】
また、本発明の他の態様による組電池は、フィルム外装電気デバイスを複数接続して金属ケース内に収納した組電池であって、フィルム外装電気デバイスが、複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、折り返された一枚のフィルムである外装フィルムであって、第1の外装フィルムと、第1の外装フィルムに対向して配置された第2の外装フィルムと、から構成され、金属層と、金属層の一方の面に設けられた熱融着性を有する樹脂層と、金属層の他方の面に設けられた保護層とを有する外装フィルムと、第1および第2の外装フィルムの周縁部に形成され、電気デバイス要素を封止するために互いに熱融着された封止部と、金属層が露出した外装フィルムの端面を封止部で巻き込むことで、端面を外装フィルムで包囲した巻き込み部であって、封止部を同一回転方向に折り曲げた折り曲げ部を少なくとも2つ以上有する巻き込み部と、を有している。
【発明の効果】
【0021】
本発明によれば、製造コストを抑制しつつ、寸法精度良く、絶縁特性を向上させることができた。
【図面の簡単な説明】
【0022】
【図1】本発明の第1の実施形態のフィルム外装電池の外観斜視図である。
【図2】図1に示すa−a線での一部断面図である。
【図3】金属ケースに収納された状態の、複数のフィルム外装電池からなる組電池の模式的な側断面図である。
【図4】本発明の第2の実施形態のフィルム外装電池の外観斜視図である。
【図5】図4に示すb−b線での一部断面図である。
【図6】本発明の第3の実施形態のフィルム外装電池の外観斜視図である。
【図7】本発明の第3の実施形態のフィルム外装電池における熱融着性樹脂層どうしで熱融着している領域を示す図である。
【図8】図6に示すc−c線での一部断面図である。
【図9】本発明の第4の実施形態のフィルム外装電池の外観斜視図である。
【図10】図9に示すd−d線での一部断面図である。
【図11】本発明の第5の実施形態のフィルム外装電池の外観斜視図であ。
【図12】本発明の第5の実施形態のフィルム外装電池における熱融着性樹脂層どうしで熱融着している領域を示す図である。
【図13】本発明の第5の実施形態のフィルム外装電池に用いる2枚のラミネートフィルムの平面図である。
【図14】図11に示すe−e線、及びf−f線での一部断面図である。
【図15】本発明の第6の実施形態の組電池に用いられる二種類のフィルム外装電池の外観斜視図である。
【図16】同じ種類のフィルム外装電池を直列接続して厚み方向に重ねて組電池化した場合のフィルムの断面の配置を示す模式図である。
【図17】本発明の第6の実施形態の二種類のフィルム外装電池を直列接続して厚み方向に重ねて組電池化した場合のフィルムの断面の配置を示す模式図である。
【図18】本発明に関連するラミネートフィルムを用いた、本発明に関連するフィルム外装電池の一例の模式的な平面図である。
【図19】図18のE−E線における一部断面図である。
【発明を実施するための形態】
【0023】
次に、図面を参照しながら本発明の実施の形態について説明する。
【0024】
(第1の実施形態)
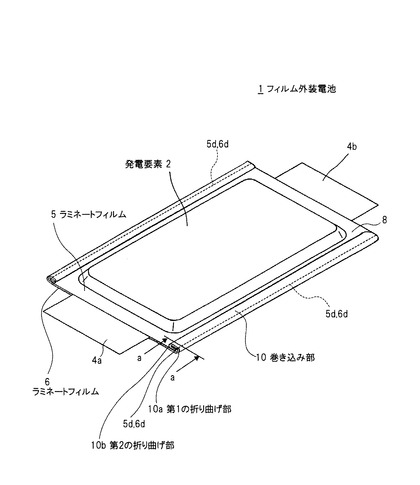
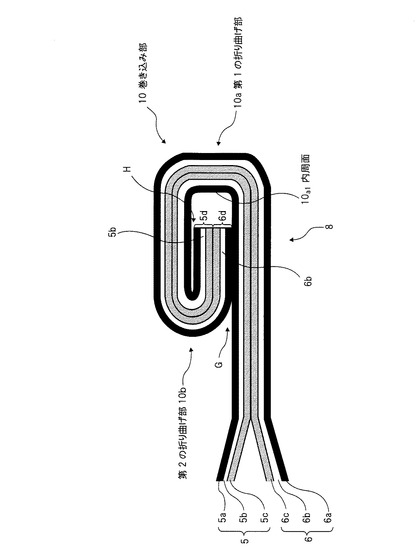
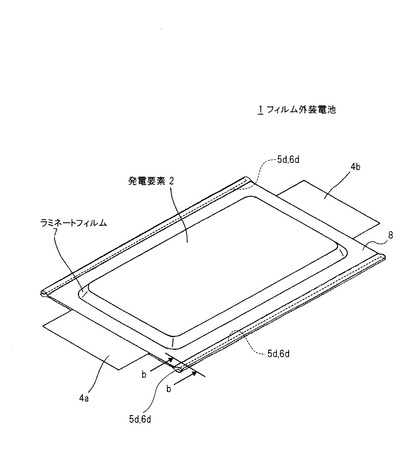
図1は、本実施形態のフィルム外装電池の外観斜視図である。図2は、図1に示すa−a線での一部断面図である。
【0025】
フィルム外装電池1は、電池要素2と、電池要素2を電解液とともに収納する、2枚のラミネートフィルム5、6からなる外装材と、ラミネートフィルム5、6から延出した正極タブ4a及び負極タブ4bとを有する。
【0026】
電池要素2は、複数の正極板と複数の負極板とを、セパレータを介して交互に積層して構成されている。セパレータとしては、ポリオレフィン等の熱可塑性樹脂を用いて形成した多孔性フィルムなどが用いられる。
【0027】
各正極板はアルミニウム箔に正極電極が塗布されており、負極板は銅箔に負極電極が塗布されている。積層領域から延出している、電極材料が塗布されていない延出部は、正極板の延出同士、および負極板の延出部同士がそれぞれ一括して超音波溶接されて、中継部である正極集電部および負極集電部(不図示)が形成される。これと同時に正極集電部への正極タブ4aの接続、および負極集電部への負極タブ4bの接続も超音波溶接がなされる。なお、本明細書においては、正極タブ4a及び負極タブ4bはまとめてタブ4と呼称する場合がある。
【0028】
外装材は、電池要素2をその厚み方向両側から挟んで包囲する2枚のラミネートフィルム5(第1の外装フィルム)、ラミネートフィルム6(第2の外装フィルム)からなる。各ラミネートフィルム5、6は、保護層5a、6a、金属層5b、6b、及び熱融着性を有する熱融着性樹脂層5c、6cを積層してなるものである。保護層5a、6a及び熱融着性樹脂層5c、6cは、いずれも電気的絶縁性を有する樹脂層である。保護層に用いられる樹脂は、ナイロン、ポリエステルなどの融点の高い樹脂を用いることができる。熱融着樹脂は、例えばPP(ポリプロピレン)、PE(ポリエチレン)、あるいはこれらの酸変性物などが使用できる。保護層の樹脂よりも熱融着樹脂の方が融点が低いことが好ましい。熱融着性樹脂層が電池の内側の層となるようにしてラミネートフィルム5、6の熱融着部である封止部8を熱融着することで、電池要素2が封止される。
【0029】
ラミネートフィルム5は電池要素2を収納する凹部が形成されている。なお、この凹部は必要に応じて形成すればよい。
【0030】
ラミネートフィルム5、6は、タブ4が延出していない辺の封止部8が同じ回転方向に2回折り曲げられて形成された巻き込み部10を有する。巻き込み部10は、第1の折り曲げ部10aと、第2の折り曲げ部10bとを有し、ラミネートフィルム5の端部5dとラミネートフィルム6の端部6dとを、ラミネートフィルム5、6の封止部8で包囲している。
【0031】
第1の折り曲げ部10aでは、端部5d、6dが電池要素2の方を向くように封止部8が折り曲げられる。
【0032】
第2の折り曲げ部10bでは、第1の折り曲げ部10aで折り曲げられた部分よりも端部5d、6dに近い位置で、端部5d、6dが第1の折り曲げ部10aの内周面10a1を向くように封止部8が折り曲げられている。
【0033】
このように、封止部8を第1の折り曲げ部10a及び第2の折り曲げ部10bで折り曲げることにより、端部5d、6dはラミネートフィルム5、6で包囲されることとなり、金属層5b、6bが外部に露出しないようにしている。
【0034】
なお、上述した巻き込み部10は、ラミネートフィルム5、6により端部5d、6dを包囲できる構成であれば、上記構成に限定されるものではない。上記例では、巻き込み部10は、ラミネートフィルム5、6の封止部8を同じ回転方向に2回折り曲げることにより、端部5d、6dをラミネートフィルム5、6により包囲している。この他、例えば、巻き込み部10は、ラミネートフィルム5、6を3回以上折り曲げて形成されたものであってもよい。また、折り曲げ方向及び折り曲げ位置も端部5d、6dをラミネートフィルム5、6により包囲するものであれば、どのようなものであってもよい。さらに、巻き込み部10は、封止部8を捲回させることで端部5d、6dをラミネートフィルム5、6により包囲するものであってもよい。
【0035】
また、図2において、巻き込み部10は、ラミネートフィルム5の保護層5a上に配置されることで、保護層5aと保護層6aとが向かいあう(図2中G部)とともに、保護層6aどうしが向かい合う(図中H部)こととなる。これら保護層5a、6aは熱融着されているものであってもよいし、あるいは熱融着されていないものであってもよい。熱融着しない場合は、第1の折り曲げ部10aおよび第2の折り曲げ部10bをしっかりと押圧して折り曲げておくことで、端部5d、6dを確実にラミネートフィルム5、6により包囲することができる。熱融着した場合は、ラミネートフィルム5、6による端部5d、6dの包囲をより確実なものとすることができる。
【0036】
また、上述した例では、外装フィルムがそれぞれ別体の2枚のラミネートフィルム5、6である構成を例に説明したが、後述する図3に示すように、ラミネートフィルム5、6は1枚のラミネートフィルムを折り返し部11で折り返したものであってもよい。2枚のラミネートフィルム5、6を用いる場合、金属層5b、6bが外部に露出している辺が、タブ4が延出している辺を除きて2辺あるため、巻き込み部10も2箇所形成されることとなる。一方、1枚のラミネートフィルムを折り返した場合、折り返し部11では金属層5b、6bは外部に露出していないため、巻き込み部10は、外装フィルムを折り返した側である折り返し部11とは反対側の辺にのみ形成されることになる。
【0037】
次に、本実施形態のフィルム外装電池1の製造方法の概略を説明する。
【0038】
ラミネートフィルム5、6で電池要素2を挟み、正極タブ4a及び負極タブ4bが封止部8から延出した状態にしておく。その後、ラミネートフィルム5、6の4辺の封止部8のうち、3辺のみを熱融着して、ラミネートフィルム5、6を袋状にしておき、ここに電解液を注入する。電解液を注入した後、残る封止部8を熱融着して封止する。
【0039】
次に、ラミネートフィルム5、6の4辺のうち、正極タブ4a及び負極タブ4bgが延出していない辺に巻き込み部10を形成する。
【0040】
まず、封止部8上に、第1の折り曲げ部10aおよび第2の折り曲げ部10bとなる位置を決めておく。このように予め第1の折り曲げ部10aおよび第2の折り曲げ部10bの位置を決めておくことで、最終的に出来上がったフィルム外装電池1を寸法精度の高いものとすることができる。第1の折り曲げ部10aは電池要素2に近い内側に規定され、第2の折り曲げ部10bは第1の折り曲げ部10aよりも外側に規定される。
【0041】
次に、第2の折り曲げ部10bにて保護層5aどうしが当接するまでラミネートフィルム5、6を180度折り曲げておく。次に、第1の折り曲げ部10aにて、ラミネートフィルム5の保護層5aとラミネートフィルム6の保護層6aとが当接するまでラミネートフィルム5、6を180度折り曲げる。つまり、封止部8を2回、同一回転方向に折り曲げる。図2では反時計方向に2回折り曲げたこととなる。このように、封止部8を2回、同方向に折り曲げることで、端部5d、6dはラミネートフィルム5、6に包囲されることとなる。
【0042】
最後に、巻き込み部10を上下からヒータによって押圧するとともに加熱することで保護層5a、6aを熱融着する。なお、この工程は、上述したように省略してもよい。
【0043】
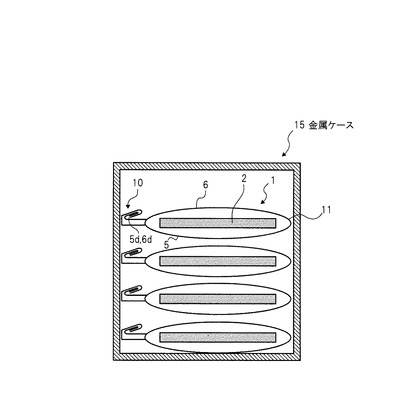
次に、図3に、金属ケースに収納された状態の、複数のフィルム外装電池からなる組電池の模式的な側断面図を示す。なお、図3は、タブ4a、4bが延出している方向からみたものである。また、図3に示すフィルム外装電池の外装フィルムは、1枚のラミネートフィルムを折り返したものであるので、巻き込み部10は、片側の辺にのみ設けられている。
【0044】
金属ケース15内には、複数のフィルム外装電池1が積み重ねて収納されている。金属ケース15は、フィルム外装電池1と金属ケース15の壁面との間の隙間をできるだけ小さくすることでスペース効率の最適化を図っている。このため、フィルム外装電池1と金属ケース15の壁面とが近接して配置されている。
【0045】
しかしながら、金属層5b、6bが露出している端部5d、6dは、巻き込み部10のラミネートフィルム5、6により包囲されているため、金属層5b、6bが金属ケース15の壁面に接触することはない。
【0046】
以上のように本実施形態によれば、端部5d、6dの絶縁のため外周保護テープが不要となり、外周保護テープに要するコストを削減することができる。
【0047】
また、本実施形態のフィルム外装電池1は、ラミネートフィルム5、6の外形を切断して寸法を整えた後に、熱融着処理を行うといったことがない。また、第1の折り曲げ部10a及び第2の折り曲げ部10bでの折り曲げは、所定の位置にて折り曲げられる。このため、本実施形態のフィルム外装電池1は、寸法精度の高いフィルム外装電池1を得ることができる。
【0048】
さらに、本実施形態のフィルム外装電池1は、端部5d、6dが巻き込み部10により包囲されている。このため、金属ケース15の壁面との隙間がわずかしかないような場合であっても、金属層5b、6bが金属ケース15の壁面に接触することはなく、確実に絶縁することができる。
【0049】
(第2の実施形態)
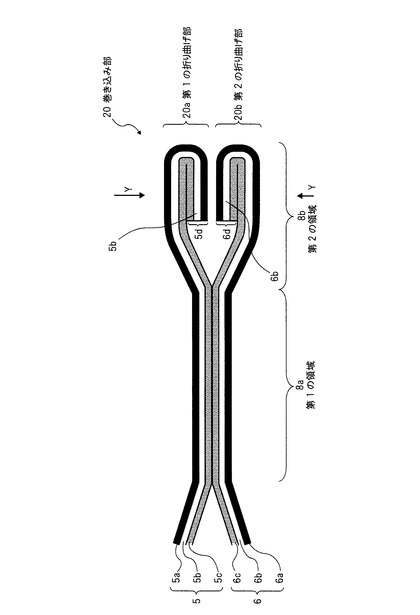
図4は、本実施形態のフィルム外装電池の外観斜視図である。図5は、図4に示すb−b線での一部断面図である。
【0050】
なお、本実施形態のフィルム外装電池は、巻き込み部の構成が第1の実施形態と異なる以外は、第1の実施形態のフィルム外装電池と同じ構成である。よって、同じ構成についての詳細な説明は省略する。また、第1の実施形態のフィルム外装電池と同じ構成要素については、第1の実施形態で用いた符号と同じ符号を用いて説明するものとする。
【0051】
封止部8は、第1の領域8a、第2の領域8b、第1及び第2の折り曲げ部20a、20b、及び第3の領域8cを有し、第2の領域8b、第1及び第2の折り曲げ部20a、20b、及び第3の領域8cにより巻き込み部20を構成している。
【0052】
第1の領域8aは、封止部8のうち、電池要素2に最も近い位置に形成されている。第1の領域8aにおいては、熱融着性樹脂層5cと熱融着性樹脂層6cとが熱融着されている。
【0053】
第2の領域8bは、第1の領域8aの外側に形成されている。図4及び図5には、第2の領域8bは、ラミネートフィルム5、6は第3の領域8cとの間に空間が形成されているように示されている。しかしながら、これは、巻き込み部20の構成を理解しやすくするための空間を空けて示したものである。実際には、後述するように、第3の領域8cを熱融着する際に、上下方向(図5中Y方向)からラミネートフィルム5、6をヒータにより押圧しながら加熱することでラミネートフィルム5の熱融着性樹脂層5cどうし、及びラミネートフィルム6の熱融着性樹脂層6cどうしが熱融着される。
【0054】
第1の折り曲げ部20a及び第2の折り曲げ部20bは、ラミネートフィルム5、6の第2の領域8bを所定の位置で折り曲げた部分である。第1の折り曲げ部20aにおいては、熱融着性樹脂層5cが内側となり、保護層5aが外側となるようにラミネートフィルム5が折り曲げられている。第2の折り曲げ部20bにおいては、熱融着性樹脂層6cが内側となり、保護層6aが外側となるようにラミネートフィルム6が折り曲げられている。
【0055】
第3の領域8cは、第1及び第2の折り曲げ部20a、20bから端部5d、6dまでの間の領域であり、保護層5aと保護層6aとが熱融着されている。なお、保護層5aと保護層6aとは熱融着されていなくてもよい。
【0056】
端部5d、6dは、電池要素2の方を向いており、ラミネートフィルム5及びラミネートフィルム6に包囲されている。
【0057】
次に、本実施形態のフィルム外装電池1の製造方法の概略を説明する。
【0058】
ラミネートフィルム5、6で電池要素2を挟み、正極タブ4a及び負極タブ4bが封止部8から延出した状態にしておく。その後、ラミネートフィルム5、6の4辺の封止部8のうち、3辺のみを熱融着して、ラミネートフィルム5、6を袋状にしておき、ここに電解液を注入する。電解液を注入した後、残る封止部8を熱融着して封止する。
【0059】
ここで、正極タブ4a及び負極タブ4bが延出しておらず、巻き込み部20が形成される2辺の封止部8については、第1の領域8aのみを熱融着し、残る第2の領域8b、折り曲げ部20a、20b、及び第3の領域8cについては熱融着しないようにしておく。また、第1及び第2の折り曲げ部20a、20bとなる位置を予め決めておく。
【0060】
次に、ラミネートフィルム5を第1の折り曲げ部20aにて、熱融着性樹脂層5cが内側となり、保護層5aが外側となるように折り曲げる。また、ラミネートフィルム6を第2の折り曲げ部20bにて、熱融着性樹脂層6cが内側となり、保護層6aが外側となるように折り曲げる。なお、この折り曲げ工程は、第1の領域8aを熱融着する前の段階で行っておいてもよい。
【0061】
第1の折り曲げ部20aにて折り曲げられたラミネートフィルム5の保護層5aと、第2の折り曲げ部20bにて折り曲げられたラミネートフィルム6の保護層6aとは向かい合わせた状態となっている。この状態で、巻き込み部20をヒータ(不図示)により、Y方向から挟み込んで加熱する。これにより、ラミネートフィルム5の熱融着性樹脂層5cどうし、ラミネートフィルム6の熱融着性樹脂層6cどうしとがそれぞれ熱融着される。なお、加熱温度によっては保護層5aと保護層6aどうしも熱融着されてもよい。また、金属層の変形により折り曲げ状態は維持されるので、巻き込み部20の加熱、熱融着樹脂どうしの融着は必ずしも必要ではない。
【0062】
以上の工程を経ることで、端部5d、6dの金属層5b、6bは、ラミネートフィルム5、6により包囲されることとなる。
【0063】
本実施形態も、第1の実施形態と同様に、端部5d、6dの絶縁のため外周保護テープが不要となり、外周保護テープに要するコストを削減することができる。
【0064】
また、本実施形態のフィルム外装電池1は、ラミネートフィルム5、6の外形を切断して寸法を整えた後に、熱融着処理を行うといったことがない。また、折り曲げ部20aでの折り曲げは、所定の位置にて折り曲げられる。このため、本実施形態のフィルム外装電池1は、寸法精度の高いフィルム外装電池1を得ることができる。
【0065】
さらに、本実施形態のフィルム外装電池1は、端部5d、6dが巻き込み部10により包囲されている。このため、金属ケース15の壁面との隙間がわずかしかないような場合であっても、金属層5b、6bが金属ケース15の壁面に接触することはない。
【0066】
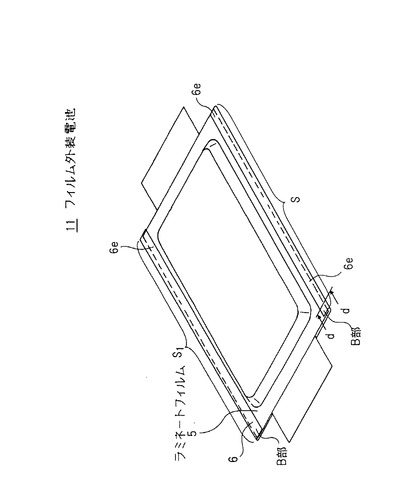
(第3の実施形態)
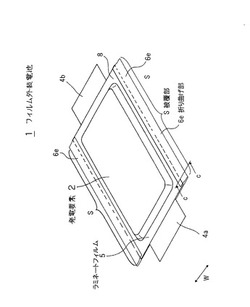
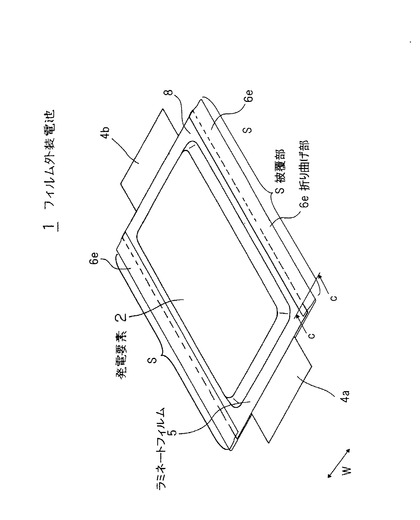
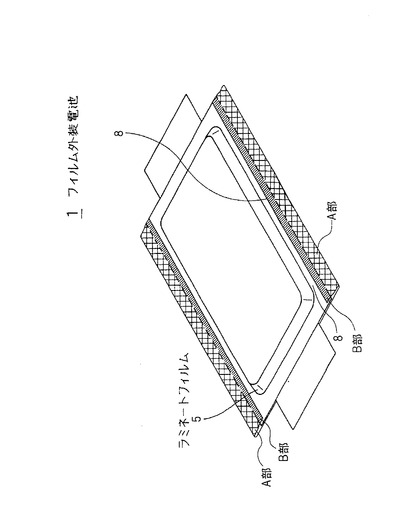
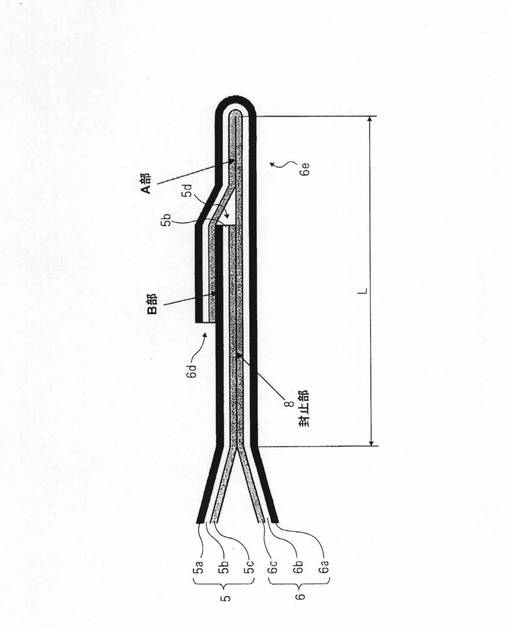
図6は、本実施形態のフィルム外装電池の外観斜視図である。図7は、本実施形態のフィルム外装電池における熱融着性樹脂層どうしで熱融着している領域を示す図である。図8は、図6に示すc−c線での一部断面図である。
【0067】
本実施形態は、ラミネートフィルム6のみが折り曲げられた構成である点で上述の各実施形態と異なる。しかしながら、この点以外は、基本的に上述の各実施形態と同じ構成である。よって、以下の説明では、上述の実施形態と同じ符号を用いて説明するとともに、上述の各実施形態と異なる点についてのみ説明するものとする。
【0068】
ラミネートフィルム6は、図中W方向の幅がラミネートフィルム5よりも幅広となっている。すなわち、図6及び図7に示すフィルム外装電池1ではラミネートフィルム6の両端部に折り曲げられた折り曲げ部6eを有する。ラミネートフィルム6の、タブ4が延出していない辺のトリミング位置は、これら折り曲げ部6eを形成するために、フィルム5の該辺のトリミング位置より外側になっている。言い換えれば、この辺と垂直方向の辺(タブ4を延出させる辺)における寸法は、ラミネートフィルム6のほうがラミネートフィルム5より大きい。
【0069】
また、タブ4が延出していない辺には、ラミネートフィルム5の金属層5bが露出した端面5dが折り曲げ部6eによって被覆された被覆部Sが形成されている。
【0070】
次に、ラミネートフィルム5とラミネートフィルム6との貼り合わせについて説明する。
【0071】
まず、ラミネートフィルム5とラミネートフィルム6との間に発電要素2及びタブ4を配置しておく。
【0072】
次に、ラミネートフィルム6に折り曲げ部6eを形成するため、折り曲げ部6eとなる部分がラミネートフィルム5からはみ出すようにお互いに配置する。
【0073】
次いで、このはみ出した部分を折り曲げて折り曲げ部6eとし、ラミネートフィルム5の端面5dをラミネートフィルム6の折り曲げ部6eによって覆い被覆部Sを形成する。なお、本実施形態では、折り曲げ部6eの折り曲げの根元付近では、折り曲げ部6eの熱融着性樹脂層6c同士が対面するようにし(図7中網掛けしたA部、図8中A部)、折り曲げ部6eの先端部分では、折り曲げ部6eの熱融着性樹脂層6cとラミネートフィルム5の保護層5aとが対面するように(図7中ハッチングしたB部、図8中B部)折り曲げる。
【0074】
この状態で、互いに対面しあうラミネートフィルム5とラミネートフィルム6との周縁部を熱融着により貼り合わせる。すなわち、電池要素2の周辺部分の封止部8、A部(第2の封止部)及びB部(第1の封止部)を不図示のヒータで加熱する。封止部8ではラミネートフィルム5の熱融着性樹脂層5cとラミネートフィルム6の熱融着性樹脂層6cとが熱融着により接合される。A部(第2の封止部)では、折り曲げ部6eの熱融着性樹脂層6c同士が熱融着により接合される。
【0075】
なお、上述の説明では、予め折り曲げ部6eを形成しておき、その後一括して熱融着する方法について説明したが、本発明はこれに限定されるものではない。例えば、まず、封止部8を最初に熱融着しておき、その後、折り曲げ部6eを形成し、A部及びB部について熱融着を行うようにしてもよい。A部とB部との熱融着も同時に行ってもよいし、あるいは別々に行ってもよい。
【0076】
いずれの方法にせよ、上記のようにラミネートフィルム5の端面5dを折り曲げ部6eにより被覆する被覆部Sを形成することで、端面5dの金属層5bが外部に露出するのを防止でき、絶縁性を高めることができる。一方、折り曲げ部6eの金属層6bが露出した断面6dは、電池要素2の方に向いている。すなわち、金属層6bが露出した断面6dはフィルム外装電池1の内側を向くように折り曲げ部6eは折り曲げられている。このため、複数のフィルム外装電池1どうしが隣接しあうように配列された場合や、フィルム外装電池1が金属製の筐体内に収納された場合であっても隣接するフィルム外装電池1や金属製の筐体に電気的に接触してしまう可能性は極めて低い。
【0077】
また、折り曲げ部6eが一部重なるようにして折り曲げた上記構成は、封止部8のみならず、A部及びB部が熱融着されているので、封止部8のみを熱融着した部分に比べて強固に接合されている。
【0078】
以上のように、本実施形態によれば、ラミネートフィルムの金属層が露出するのを防止でき、絶縁特性を向上させる。
【0079】
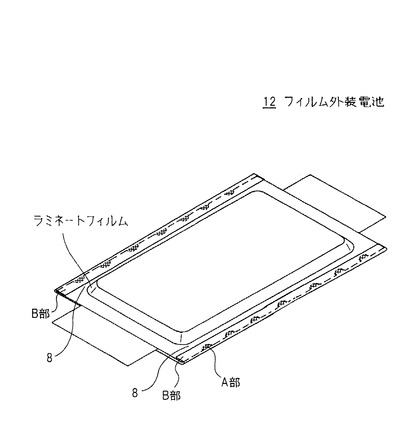
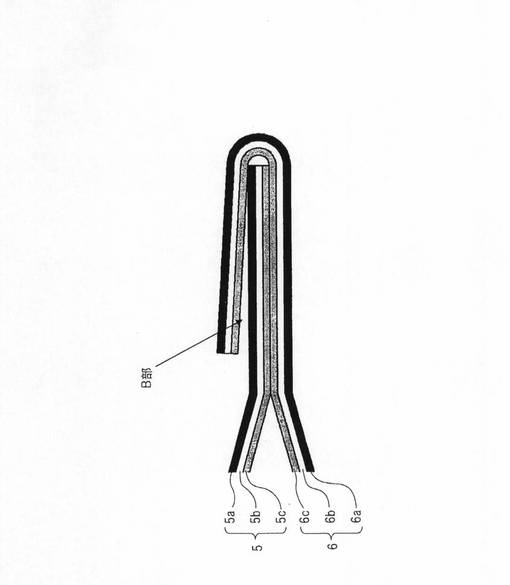
(第4の実施形態)
図9は、本実施形態のフィルム外装電池の外観斜視図である。図10は、図9に示すd−d線での一部断面図である。
【0080】
本実施形態は、ラミネートフィルム6の折り曲げ部6eに熱融着性樹脂層6cどうしを熱融着させたA部(第2の封止部)が設けられていない以外は第3の実施形態と同じ構成である。よって、以下の説明では、第3の実施形態と同じ符号を用いて説明するとともに、第3の実施形態と異なる点についてのみ説明するものとする。
【0081】
本実施形態のフィルム外装電池11は、その両側にA部が設けられていない。このため、第3の実施形態のフィルム外装電池1に比べてA部がない分だけ、電池を小型化することができる。
【0082】
なお、B部では、ラミネートフィルム5の保護層5aに対して折り曲げ部6eの熱融着性樹脂層6cが熱融着されることとなるが、接合力を高めるため、接着剤を塗布してもよい。あるいは、熱融着以外に超音波融着や、接着剤のみによる接合としてもよい。
【0083】
なお、図9および図10に示すフィルム外装電池は、折り曲げ部6eを形成するため、ラミネートフィルム6は、タブ4が延出していない辺のトリミング位置はフィルム5の該辺のトリミング位置より外側になっている。言い換えれば、この辺と垂直方向の辺(タブ4を延出させる辺)における寸法は、ラミネートフィルム6のほうがラミネートフィルム5より大きい。しかしながら、本実施形態のフィルム外装電池は、タブ4が延出していない辺のトリミング位置が同じラミネートフィルム5、6を用いてもよい。
【0084】
以上、本実施形態のように、ラミネートフィルム5、6の長さが同じであってもラミネートフィルムの金属層が露出するのを防止でき、絶縁特性を向上させることができる。
【0085】
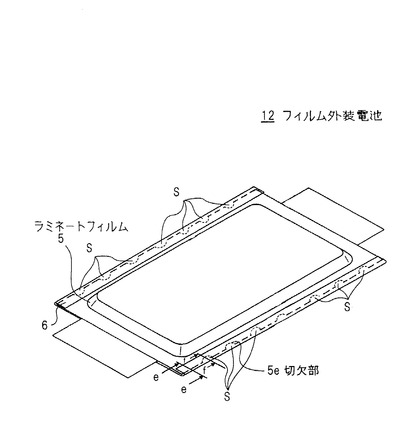
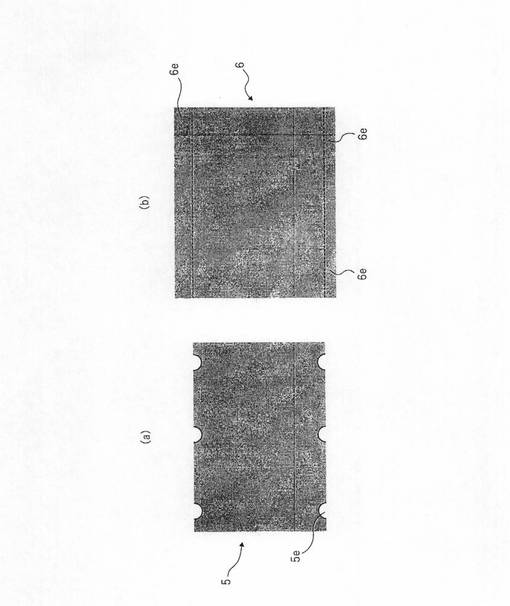
(第5の実施形態)
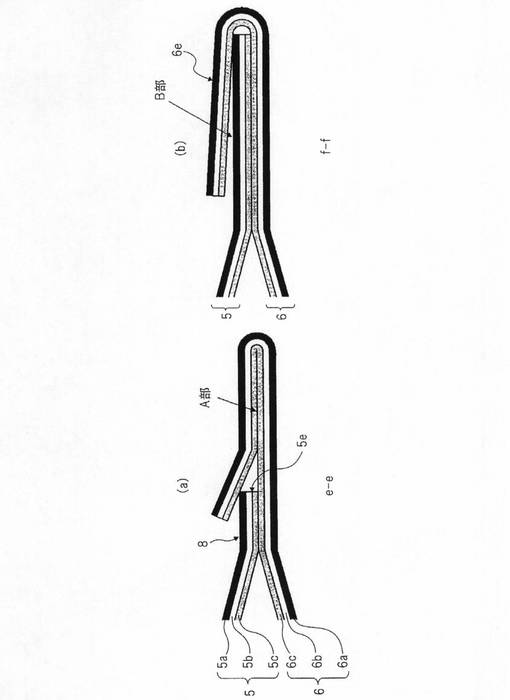
図11は、本実施形態のフィルム外装電池の外観斜視図である。図12は、本実施形態のフィルム外装電池における熱融着性樹脂層どうしで熱融着している領域を示す図である。図13は、本実施形態のフィルム外装電池に用いる2枚のラミネートフィルムの平面図である。図14は図11に示すe−e線、及びf−f線での一部断面図である。
【0086】
本実施形態は、ラミネートフィルム5に、所定の間隔を空けて切欠部5eが形成されている以外は第4の実施形態と同じ構成である。よって、以下の説明では、第4の実施形態と同じ符号を用いて説明するとともに、第4の実施形態と異なる点についてのみ説明するものとする。
【0087】
本実施形態のフィルム外装電池12は、第4の実施形態と同様にその両側、すなわち、封止部8から延出した部分にはA部が設けられていない。このため、第3の実施形態のフィルム外装電池1に比べて延出してA部が設けられていない分だけ、電池を小型化することができる。
【0088】
また、ラミネートフィルム5の両長辺には、図11及び図13(a)に示すように複数の切欠部5eが所定の間隔を空けて形成されている。このため、切欠部5eにおいてラミネートフィルム6の折り曲げ部6eに熱融着性樹脂層6cどうしを熱融着させたA’部(第2の封止部)が複数形成されることとなる。よって、第4の実施形態のフィルム外装電池11に比べてA’部の分だけ接合力を高めることができる。
【0089】
第4の実施形態の場合、ラミネートフィルム5に対する折り曲げ部6eの固定が不十分な場合、スプリングバックを生じる場合が考えられる。つまり、B部は、ラミネートフィルム5の保護層5aに対して折り曲げ部6eの熱融着性樹脂層6cを接合するものである。このため、接着剤等を塗布せずに熱融着のみとすると熱融着性樹脂層どうしの熱融着に比べると接合力は弱くなってしまう。よって、このB部においてはラミネートフィルム5から折り曲げ部6eが剥がれて、折り曲げ部6eの先端部分が跳ね上がる、いわゆるスプリングバックを生じてしまう場合がある。このような状態になると、折り曲げ部6eの金属層6bが露出した断面6dが上方を向いてしまい、隣接する電池や、周辺の導電性部材との接触する場合がある。
【0090】
しかしながら、本実施形態の場合、切欠部5eにおけるA’部では熱融着性樹脂層6cどうしによる熱融着がなされるため、強固な接合が可能となり、接着剤をB部に塗布せずともスプリングバックが発生するのを防止することができる。
【0091】
ところで、フィルム外装電池の場合、熱融着性樹脂層5cと熱融着性樹脂層6cとの間からは、外気の水分が電池内部に浸入しようとする。この水分の浸入速度は、熱融着部の外気側から電池内部空間側までの経路長の長さに反比例するので、電池の性能を維持するため水分浸入量を少なくしようとするならば、この経路長が長いほど好ましい。
【0092】
図14に示すe−e断面においては、端部5eから外気の水分が浸入するので、端部5eから電池内部空間までの経路長でこの部分の水分浸入速度が決まることになる。このことから図14のf−f断面よりも水分浸入速度は速いことになるが、e−e断面の部分は、切り欠きにより部分的にしか形成されていない。よって、電池全体としては、辺の全領域が、端部5eとA部を有する構成に比べて、水分浸入速度の増加は抑えられる。また、スプリングバック防止の効果は、部分的に切欠部5eによる融着部を設ければ十分に達成できるので、水分浸入速度を殆ど増加させずに目的の効果を得ることができる。
【0093】
なお、各図に示された切欠部5eの形状は半円形であるが、形状は特に限定されない。また、切欠部5eの個数、間隔も、水分浸入速度を考慮しつつ、スプリングバックが生じないようにできれば、特に限定されるものではない。
【0094】
上述した第1ないし第3の各実施形態では、外装フィルムがそれぞれ別体の2枚のラミネートフィルム5、6である構成を例に説明したが、ラミネートフィルム5、6は1枚のラミネートフィルムで構成されていてもよい。すなわち、外装フィルムを折り返してラミネートフィルム5と、これに向かい合う部分をラミネートフィルム6としてもよい。
【0095】
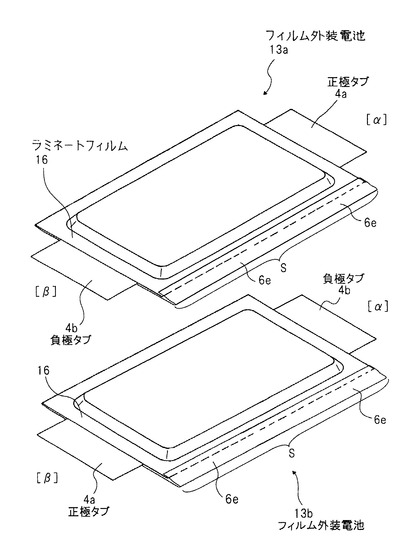
(第6の実施形態)
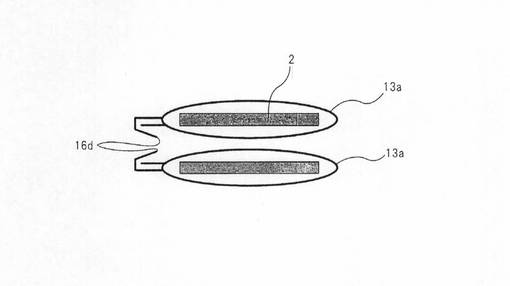
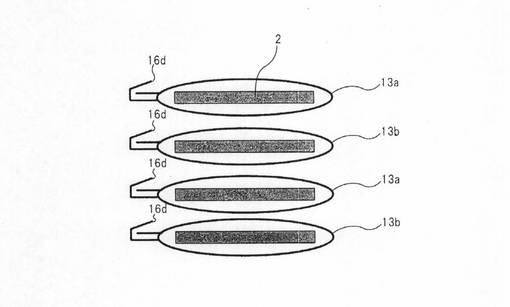
図15に本実施形態の組電池に用いられる二種類のフィルム外装電池の外観斜視図を示す。図16に、一種類のフィルム外装電池で組電池を構成した場合の問題点を説明するための模式図を示す。また、図17に本実施形態の二種類のフィルム外装電池による組電池の構成を示す模式図を示す。
【0096】
本実施形態のフィルム外装電池13a、13bは1枚のラミネートフィルム16を2つ折りにしている。そして、この1枚のラミネートフィルム16に折り曲げ部6eを部分的に設けているが、基本的な構成は上述した各実施形態と同様であるため、詳細の説明は省略する。また、図15には一例として折り曲げ部の構成が第3の実施形態で説明したものを示しているが、第4の実施形態、あるいは第5の実施形態に示した構成のものであってもよい。
【0097】
1辺を2つ折りにし、反対側の辺に折り曲げ部があるタイプの1種類のフィルム外装電池を、折り曲げ部のある辺を同じ側に向けた状態で表裏逆にして積み重ねると、図16に示すように、断面16dが電気的に接触する可能性がある問題が生じる。かといって、折り曲げ部のある辺を互い違いに向けて積み重ねると、2つ折りにして面積を減らして得られていたスペース効率が損なわれてしまう。そこで、下記に述べるように、2種類のフィルム外装電池を用いることでこの問題を回避できる。
【0098】
本実施形態では、2種類のフィルム外装電池13a、13bについて説明する。
【0099】
フィルム外装電池13aとフィルム外装電池13bとの違いは、図15に示すように、正極タブ4aと負極タブ4bとが互いに異なる方向に位置している点である。フィルム外装電池13aは図中α側には正極タブ4aが延出し、図中β側には負極タブ4bが延出しているのに対して、フィルム外装電池13bはこれとは逆に図中α側には負極タブ4bが延出し、図中β側には正極タブ4aが延出している。なお、フィルム外装電池13aとフィルム外装電池13bとはタブの極性が逆になっている点以外は同じ構造である。
【0100】
本実施形態では複数の電池を直列接続して厚み方向に積み重ねて組電池とするのに、二種類のフィルム外装電池13a及びフィルム外装電池13bを交互に接続して組電池としている。このようにすることで図17に示すように、ラミネートフィルム16の断面16dが互いに向かうことなく配列されることとなる。よって、本実施形態の組電池はラミネートフィルム16の断面16dが電気的に接触してしまうのを防止することができる。
【0101】
図15の実施形態では、1番上の電池と2番目の電池は、その製造プロセスにおいて、正負極タブの引き出す向きに対して折り曲げ辺の折り曲げ方向を逆にしている。このように2種類の電池を用意しておくことにより、直列接続する際には、折り曲げ部のある辺の向きとその折り曲げ方向を揃えて交互に積み重ねれば、引き出された正負極タブが交互に配列するため、隣接する片方の電池の正極タブと他方の電池の負極タブを近距離で容易に接続することができる。
【0102】
なお、上述の説明では、直列接続した場合を例に説明したが、本発明は、これに限定されるものではない。すなわち、並列接続した場合であってもフィルム外装電池を、ラミネートフィルム16の断面16dが互いに向かうことなく前記各フィルム外装電気電池を積み重ねることで、断面16dが電気的に接触してしまうのを防止することができる。具体的には例えば、1辺を2つ折りにし、反対側の辺に折り曲げ部があるタイプの1種類のフィルム外装電池を、折り曲げ部のある辺の向きとその折り曲げ方向を揃えて積み重ね、並列接続することによって得られる。
【符号の説明】
【0103】
1、11、12、13a、13b フィルム外装電池
2 電池要素
4 タブ
4a 正極タブ
4b 負極タブ
5、6、16 ラミネートフィルム
5a、6a 保護層
5b、6b 金属層
5c、6c 熱融着性樹脂層
5d、6d 端部
5e 切欠部
6e 折り曲げ部
8 封止部
8a 第1の領域
8b 第2の領域
8c 第3の領域
10a1 内周面
10、20 巻き込み部
10a、20a 第1の折り曲げ部
10b、20b 第2の折り曲げ部
11 折り返し部
15 金属ケース
16d 断面
S 被覆部
【技術分野】
【0001】
本発明は、電池やキャパシタに代表される、電気デバイス要素を外装フィルムに収容したフィルム外装電気デバイス及び組電池に関する。
【背景技術】
【0002】
近年、携帯機器等の電源としての電池は、軽量化、薄型化が強く要求されている。そこで、電池の外装材に関しても、軽量化、薄型化に限界のある金属缶に代わり、さらなる軽量化、薄型化が可能であり、金属缶に比べて自由な形状を採ることが可能な外装材として、金属薄膜フィルム、または金属薄膜と熱融着性樹脂フィルムとを積層したラミネートフィルムを用いたものが使用されるようになった。
【0003】
電池の外装材に用いられるラミネートフィルムの代表的な例としては、金属薄膜であるアルミニウム薄膜の一方の面にヒートシール層である熱融着性樹脂フィルムを積層するとともに、他方の面に保護フィルムを積層したラミネートフィルムが挙げられる。
【0004】
外装材にラミネートフィルムを用いたフィルム外装電池においては、一般に、正極、負極、および電解質等で構成される電池要素を、熱融着性樹脂フィルムが内側になるようにして外装材で包囲し、電池要素の周囲で外装材を熱融着することによって電池要素を気密封止(以下、単に封止という)している。熱融着性樹脂フィルムには、例えばポリエチレンフィルムやポリプロピレンフィルムが用いられ、保護フィルムには、例えばナイロンフィルムやポリエチレンテレフタレートフィルムが用いられる。電池要素の封止に際しては、電池要素の正極および負極を外装材の外部へ引き出すために、正極および負極にはそれぞれリード端子が接続され、これらリード端子を外装材から突出させている。
【0005】
図18にラミネートフィルムを用いた、本発明に関連するフィルム外装電池の一例の模式的な平面図を示す。また、図19に図18のE−E線における一部断面図を示す。なお、図19(a)は、外周保護テープが貼り付けられる前の状態を示している。
【0006】
ラミネートフィルム100は、金属層103であるアルミニウム薄膜の一方の面に熱融着性樹脂層104である熱融着性樹脂フィルムを積層するとともに、他方の面に保護フィルム102を積層した3層ラミネートフィルムである。図18に示すフィルム外装電池110は上側ラミネート100aと下側ラミネート100bの2枚のラミネートフィルム100を用いており、熱融着性樹脂層104どうしを向かい合わせ、電池要素102の周囲の封止位置108で上側ラミネート100aと下側ラミネート100bを熱融着することによって電池要素102を気密封止(以下、単に封止という)している。
【0007】
ところが、このままでは、図19(a)に示すように上側ラミネート100aと下側ラミネート100bとの各断面から金属層103が露出してしまう。
【0008】
このようなフィルム外装電池を金属ケースに収納して用いる場合、ラミネートフィルムの金属層が周囲の金属部材に接触しないようにする必要がある。特に、スペース効率を最適化するために最小サイズとなるように設計すると、ラミネートフィルムの封止部と金属ケースの壁面とが近接することとなる。よって、フィルム外装電池の金属層が露出した端面と金属ケースとの間での絶縁対策は極めて重要となる。
【0009】
そこで、この金属層露出部103aを図19(b)に示すように、外周保護テープ101で被覆することにより、絶縁対策を行っていた。
【0010】
また、この他の絶縁対策としては、特許文献1には、ラミネートフィルムの封止部を樹脂リベットで固定することにより、ラミネート端部にて露出している金属層が電池を挟持している金属放熱板に接触しないようにした構成が開示されている。
【0011】
また、特許文献2には、ラミネート端部を予め傾斜面に形成しておいたラミネートフィルムを互いに向かい合わせにして熱融着し、溶出した溶融樹脂でラミネート端部の金属層を被覆した構成が開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2005−123007号公報
【特許文献2】特開2006−286471号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかし、外周保護テープ101で被覆することで金属層の露出を防止する方法は、外周保護テープ101のコスト、及び外周保護テープ101を貼り付けるための作業コストが高いという問題があった。
【0014】
また、特許文献1に開示された方法は、複数の電池を平行方向に配列した場合は有効であるが、複数の電池の主面同士を向かい合わせて積み上げ、横方向に、封止部に近接して金属ケースの壁面が存在した場合には有効でない。
【0015】
一方、特許文献2に開示された方法は、樹脂により金属層が露出しないようにしているが、熱融着後にフィルム端部を傾斜面に加工することはできない。また、通常、フィルム外装電池は、熱融着工程後に、外形切断を行うことで規定サイズに加工される。これに対して、特許文献2の方法は、熱融着後に外形切断加工を行うことができず、寸法精度が低下してしまう場合がある。
【0016】
そこで、本発明は、製造コストを抑制しつつ、寸法精度良く、絶縁特性を向上させたフィルム外装電気デバイス及び組電池を提供することを目的とする。
【課題を解決するための手段】
【0017】
上記目的を達成するため、本発明の一態様によるフィルム外装電気デバイスは、複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、第1の外装フィルムと、第1の外装フィルムに対向して配置された第2の外装フィルムとから構成された外装フィルムであって、第1および第2の外装フィルムのそれぞれが、金属層と、金属層の片面に設けられた熱融着性を有する樹脂層と、金属層の他方の面に設けられた保護層とを有する、外装フィルムと、を有し、電気デバイス要素は、第1の外装フィルムと第2の外装フィルムとの周縁部が熱融着されることにより封止されている、フィルム外装電気デバイスであって、第2の外装フィルムのみ端部が折り曲げられることで形成された折り曲げ部を有している。
【0018】
また、本発明の他の態様によるフィルム外装電気デバイスは、複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、第1の外装フィルムと、第1の外装フィルムに対向して配置された第2の外装フィルムとから構成された外装フィルムであって、第1および第2の外装フィルムのそれぞれが、金属層と、金属層の一方の面に設けられた熱融着性を有する樹脂層と、金属層の他方の面に設けられた保護層と、を有する、外装フィルムと、第1および第2の外装フィルムの周縁部に形成され、電気デバイス要素を封止するために互いに熱融着された封止部と、金属層が露出した外装フィルムの端面を封止部で巻き込むことで、端面を外装フィルムで包囲した巻き込み部と、を有し、巻き込み部は、第1のフィルムの樹脂層どうしが熱融着されるように折り曲げた第1の折り曲げ部と、第2のフィルムの樹脂層どうしが熱融着されるように折り曲げた第2の折り曲げ部と、を有している。
【0019】
また、本発明の一態様による組電池は、上記に記載のフィルム外装電気デバイスを複数接続して金属ケース内に収納した組電池である。
【0020】
また、本発明の他の態様による組電池は、フィルム外装電気デバイスを複数接続して金属ケース内に収納した組電池であって、フィルム外装電気デバイスが、複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、折り返された一枚のフィルムである外装フィルムであって、第1の外装フィルムと、第1の外装フィルムに対向して配置された第2の外装フィルムと、から構成され、金属層と、金属層の一方の面に設けられた熱融着性を有する樹脂層と、金属層の他方の面に設けられた保護層とを有する外装フィルムと、第1および第2の外装フィルムの周縁部に形成され、電気デバイス要素を封止するために互いに熱融着された封止部と、金属層が露出した外装フィルムの端面を封止部で巻き込むことで、端面を外装フィルムで包囲した巻き込み部であって、封止部を同一回転方向に折り曲げた折り曲げ部を少なくとも2つ以上有する巻き込み部と、を有している。
【発明の効果】
【0021】
本発明によれば、製造コストを抑制しつつ、寸法精度良く、絶縁特性を向上させることができた。
【図面の簡単な説明】
【0022】
【図1】本発明の第1の実施形態のフィルム外装電池の外観斜視図である。
【図2】図1に示すa−a線での一部断面図である。
【図3】金属ケースに収納された状態の、複数のフィルム外装電池からなる組電池の模式的な側断面図である。
【図4】本発明の第2の実施形態のフィルム外装電池の外観斜視図である。
【図5】図4に示すb−b線での一部断面図である。
【図6】本発明の第3の実施形態のフィルム外装電池の外観斜視図である。
【図7】本発明の第3の実施形態のフィルム外装電池における熱融着性樹脂層どうしで熱融着している領域を示す図である。
【図8】図6に示すc−c線での一部断面図である。
【図9】本発明の第4の実施形態のフィルム外装電池の外観斜視図である。
【図10】図9に示すd−d線での一部断面図である。
【図11】本発明の第5の実施形態のフィルム外装電池の外観斜視図であ。
【図12】本発明の第5の実施形態のフィルム外装電池における熱融着性樹脂層どうしで熱融着している領域を示す図である。
【図13】本発明の第5の実施形態のフィルム外装電池に用いる2枚のラミネートフィルムの平面図である。
【図14】図11に示すe−e線、及びf−f線での一部断面図である。
【図15】本発明の第6の実施形態の組電池に用いられる二種類のフィルム外装電池の外観斜視図である。
【図16】同じ種類のフィルム外装電池を直列接続して厚み方向に重ねて組電池化した場合のフィルムの断面の配置を示す模式図である。
【図17】本発明の第6の実施形態の二種類のフィルム外装電池を直列接続して厚み方向に重ねて組電池化した場合のフィルムの断面の配置を示す模式図である。
【図18】本発明に関連するラミネートフィルムを用いた、本発明に関連するフィルム外装電池の一例の模式的な平面図である。
【図19】図18のE−E線における一部断面図である。
【発明を実施するための形態】
【0023】
次に、図面を参照しながら本発明の実施の形態について説明する。
【0024】
(第1の実施形態)
図1は、本実施形態のフィルム外装電池の外観斜視図である。図2は、図1に示すa−a線での一部断面図である。
【0025】
フィルム外装電池1は、電池要素2と、電池要素2を電解液とともに収納する、2枚のラミネートフィルム5、6からなる外装材と、ラミネートフィルム5、6から延出した正極タブ4a及び負極タブ4bとを有する。
【0026】
電池要素2は、複数の正極板と複数の負極板とを、セパレータを介して交互に積層して構成されている。セパレータとしては、ポリオレフィン等の熱可塑性樹脂を用いて形成した多孔性フィルムなどが用いられる。
【0027】
各正極板はアルミニウム箔に正極電極が塗布されており、負極板は銅箔に負極電極が塗布されている。積層領域から延出している、電極材料が塗布されていない延出部は、正極板の延出同士、および負極板の延出部同士がそれぞれ一括して超音波溶接されて、中継部である正極集電部および負極集電部(不図示)が形成される。これと同時に正極集電部への正極タブ4aの接続、および負極集電部への負極タブ4bの接続も超音波溶接がなされる。なお、本明細書においては、正極タブ4a及び負極タブ4bはまとめてタブ4と呼称する場合がある。
【0028】
外装材は、電池要素2をその厚み方向両側から挟んで包囲する2枚のラミネートフィルム5(第1の外装フィルム)、ラミネートフィルム6(第2の外装フィルム)からなる。各ラミネートフィルム5、6は、保護層5a、6a、金属層5b、6b、及び熱融着性を有する熱融着性樹脂層5c、6cを積層してなるものである。保護層5a、6a及び熱融着性樹脂層5c、6cは、いずれも電気的絶縁性を有する樹脂層である。保護層に用いられる樹脂は、ナイロン、ポリエステルなどの融点の高い樹脂を用いることができる。熱融着樹脂は、例えばPP(ポリプロピレン)、PE(ポリエチレン)、あるいはこれらの酸変性物などが使用できる。保護層の樹脂よりも熱融着樹脂の方が融点が低いことが好ましい。熱融着性樹脂層が電池の内側の層となるようにしてラミネートフィルム5、6の熱融着部である封止部8を熱融着することで、電池要素2が封止される。
【0029】
ラミネートフィルム5は電池要素2を収納する凹部が形成されている。なお、この凹部は必要に応じて形成すればよい。
【0030】
ラミネートフィルム5、6は、タブ4が延出していない辺の封止部8が同じ回転方向に2回折り曲げられて形成された巻き込み部10を有する。巻き込み部10は、第1の折り曲げ部10aと、第2の折り曲げ部10bとを有し、ラミネートフィルム5の端部5dとラミネートフィルム6の端部6dとを、ラミネートフィルム5、6の封止部8で包囲している。
【0031】
第1の折り曲げ部10aでは、端部5d、6dが電池要素2の方を向くように封止部8が折り曲げられる。
【0032】
第2の折り曲げ部10bでは、第1の折り曲げ部10aで折り曲げられた部分よりも端部5d、6dに近い位置で、端部5d、6dが第1の折り曲げ部10aの内周面10a1を向くように封止部8が折り曲げられている。
【0033】
このように、封止部8を第1の折り曲げ部10a及び第2の折り曲げ部10bで折り曲げることにより、端部5d、6dはラミネートフィルム5、6で包囲されることとなり、金属層5b、6bが外部に露出しないようにしている。
【0034】
なお、上述した巻き込み部10は、ラミネートフィルム5、6により端部5d、6dを包囲できる構成であれば、上記構成に限定されるものではない。上記例では、巻き込み部10は、ラミネートフィルム5、6の封止部8を同じ回転方向に2回折り曲げることにより、端部5d、6dをラミネートフィルム5、6により包囲している。この他、例えば、巻き込み部10は、ラミネートフィルム5、6を3回以上折り曲げて形成されたものであってもよい。また、折り曲げ方向及び折り曲げ位置も端部5d、6dをラミネートフィルム5、6により包囲するものであれば、どのようなものであってもよい。さらに、巻き込み部10は、封止部8を捲回させることで端部5d、6dをラミネートフィルム5、6により包囲するものであってもよい。
【0035】
また、図2において、巻き込み部10は、ラミネートフィルム5の保護層5a上に配置されることで、保護層5aと保護層6aとが向かいあう(図2中G部)とともに、保護層6aどうしが向かい合う(図中H部)こととなる。これら保護層5a、6aは熱融着されているものであってもよいし、あるいは熱融着されていないものであってもよい。熱融着しない場合は、第1の折り曲げ部10aおよび第2の折り曲げ部10bをしっかりと押圧して折り曲げておくことで、端部5d、6dを確実にラミネートフィルム5、6により包囲することができる。熱融着した場合は、ラミネートフィルム5、6による端部5d、6dの包囲をより確実なものとすることができる。
【0036】
また、上述した例では、外装フィルムがそれぞれ別体の2枚のラミネートフィルム5、6である構成を例に説明したが、後述する図3に示すように、ラミネートフィルム5、6は1枚のラミネートフィルムを折り返し部11で折り返したものであってもよい。2枚のラミネートフィルム5、6を用いる場合、金属層5b、6bが外部に露出している辺が、タブ4が延出している辺を除きて2辺あるため、巻き込み部10も2箇所形成されることとなる。一方、1枚のラミネートフィルムを折り返した場合、折り返し部11では金属層5b、6bは外部に露出していないため、巻き込み部10は、外装フィルムを折り返した側である折り返し部11とは反対側の辺にのみ形成されることになる。
【0037】
次に、本実施形態のフィルム外装電池1の製造方法の概略を説明する。
【0038】
ラミネートフィルム5、6で電池要素2を挟み、正極タブ4a及び負極タブ4bが封止部8から延出した状態にしておく。その後、ラミネートフィルム5、6の4辺の封止部8のうち、3辺のみを熱融着して、ラミネートフィルム5、6を袋状にしておき、ここに電解液を注入する。電解液を注入した後、残る封止部8を熱融着して封止する。
【0039】
次に、ラミネートフィルム5、6の4辺のうち、正極タブ4a及び負極タブ4bgが延出していない辺に巻き込み部10を形成する。
【0040】
まず、封止部8上に、第1の折り曲げ部10aおよび第2の折り曲げ部10bとなる位置を決めておく。このように予め第1の折り曲げ部10aおよび第2の折り曲げ部10bの位置を決めておくことで、最終的に出来上がったフィルム外装電池1を寸法精度の高いものとすることができる。第1の折り曲げ部10aは電池要素2に近い内側に規定され、第2の折り曲げ部10bは第1の折り曲げ部10aよりも外側に規定される。
【0041】
次に、第2の折り曲げ部10bにて保護層5aどうしが当接するまでラミネートフィルム5、6を180度折り曲げておく。次に、第1の折り曲げ部10aにて、ラミネートフィルム5の保護層5aとラミネートフィルム6の保護層6aとが当接するまでラミネートフィルム5、6を180度折り曲げる。つまり、封止部8を2回、同一回転方向に折り曲げる。図2では反時計方向に2回折り曲げたこととなる。このように、封止部8を2回、同方向に折り曲げることで、端部5d、6dはラミネートフィルム5、6に包囲されることとなる。
【0042】
最後に、巻き込み部10を上下からヒータによって押圧するとともに加熱することで保護層5a、6aを熱融着する。なお、この工程は、上述したように省略してもよい。
【0043】
次に、図3に、金属ケースに収納された状態の、複数のフィルム外装電池からなる組電池の模式的な側断面図を示す。なお、図3は、タブ4a、4bが延出している方向からみたものである。また、図3に示すフィルム外装電池の外装フィルムは、1枚のラミネートフィルムを折り返したものであるので、巻き込み部10は、片側の辺にのみ設けられている。
【0044】
金属ケース15内には、複数のフィルム外装電池1が積み重ねて収納されている。金属ケース15は、フィルム外装電池1と金属ケース15の壁面との間の隙間をできるだけ小さくすることでスペース効率の最適化を図っている。このため、フィルム外装電池1と金属ケース15の壁面とが近接して配置されている。
【0045】
しかしながら、金属層5b、6bが露出している端部5d、6dは、巻き込み部10のラミネートフィルム5、6により包囲されているため、金属層5b、6bが金属ケース15の壁面に接触することはない。
【0046】
以上のように本実施形態によれば、端部5d、6dの絶縁のため外周保護テープが不要となり、外周保護テープに要するコストを削減することができる。
【0047】
また、本実施形態のフィルム外装電池1は、ラミネートフィルム5、6の外形を切断して寸法を整えた後に、熱融着処理を行うといったことがない。また、第1の折り曲げ部10a及び第2の折り曲げ部10bでの折り曲げは、所定の位置にて折り曲げられる。このため、本実施形態のフィルム外装電池1は、寸法精度の高いフィルム外装電池1を得ることができる。
【0048】
さらに、本実施形態のフィルム外装電池1は、端部5d、6dが巻き込み部10により包囲されている。このため、金属ケース15の壁面との隙間がわずかしかないような場合であっても、金属層5b、6bが金属ケース15の壁面に接触することはなく、確実に絶縁することができる。
【0049】
(第2の実施形態)
図4は、本実施形態のフィルム外装電池の外観斜視図である。図5は、図4に示すb−b線での一部断面図である。
【0050】
なお、本実施形態のフィルム外装電池は、巻き込み部の構成が第1の実施形態と異なる以外は、第1の実施形態のフィルム外装電池と同じ構成である。よって、同じ構成についての詳細な説明は省略する。また、第1の実施形態のフィルム外装電池と同じ構成要素については、第1の実施形態で用いた符号と同じ符号を用いて説明するものとする。
【0051】
封止部8は、第1の領域8a、第2の領域8b、第1及び第2の折り曲げ部20a、20b、及び第3の領域8cを有し、第2の領域8b、第1及び第2の折り曲げ部20a、20b、及び第3の領域8cにより巻き込み部20を構成している。
【0052】
第1の領域8aは、封止部8のうち、電池要素2に最も近い位置に形成されている。第1の領域8aにおいては、熱融着性樹脂層5cと熱融着性樹脂層6cとが熱融着されている。
【0053】
第2の領域8bは、第1の領域8aの外側に形成されている。図4及び図5には、第2の領域8bは、ラミネートフィルム5、6は第3の領域8cとの間に空間が形成されているように示されている。しかしながら、これは、巻き込み部20の構成を理解しやすくするための空間を空けて示したものである。実際には、後述するように、第3の領域8cを熱融着する際に、上下方向(図5中Y方向)からラミネートフィルム5、6をヒータにより押圧しながら加熱することでラミネートフィルム5の熱融着性樹脂層5cどうし、及びラミネートフィルム6の熱融着性樹脂層6cどうしが熱融着される。
【0054】
第1の折り曲げ部20a及び第2の折り曲げ部20bは、ラミネートフィルム5、6の第2の領域8bを所定の位置で折り曲げた部分である。第1の折り曲げ部20aにおいては、熱融着性樹脂層5cが内側となり、保護層5aが外側となるようにラミネートフィルム5が折り曲げられている。第2の折り曲げ部20bにおいては、熱融着性樹脂層6cが内側となり、保護層6aが外側となるようにラミネートフィルム6が折り曲げられている。
【0055】
第3の領域8cは、第1及び第2の折り曲げ部20a、20bから端部5d、6dまでの間の領域であり、保護層5aと保護層6aとが熱融着されている。なお、保護層5aと保護層6aとは熱融着されていなくてもよい。
【0056】
端部5d、6dは、電池要素2の方を向いており、ラミネートフィルム5及びラミネートフィルム6に包囲されている。
【0057】
次に、本実施形態のフィルム外装電池1の製造方法の概略を説明する。
【0058】
ラミネートフィルム5、6で電池要素2を挟み、正極タブ4a及び負極タブ4bが封止部8から延出した状態にしておく。その後、ラミネートフィルム5、6の4辺の封止部8のうち、3辺のみを熱融着して、ラミネートフィルム5、6を袋状にしておき、ここに電解液を注入する。電解液を注入した後、残る封止部8を熱融着して封止する。
【0059】
ここで、正極タブ4a及び負極タブ4bが延出しておらず、巻き込み部20が形成される2辺の封止部8については、第1の領域8aのみを熱融着し、残る第2の領域8b、折り曲げ部20a、20b、及び第3の領域8cについては熱融着しないようにしておく。また、第1及び第2の折り曲げ部20a、20bとなる位置を予め決めておく。
【0060】
次に、ラミネートフィルム5を第1の折り曲げ部20aにて、熱融着性樹脂層5cが内側となり、保護層5aが外側となるように折り曲げる。また、ラミネートフィルム6を第2の折り曲げ部20bにて、熱融着性樹脂層6cが内側となり、保護層6aが外側となるように折り曲げる。なお、この折り曲げ工程は、第1の領域8aを熱融着する前の段階で行っておいてもよい。
【0061】
第1の折り曲げ部20aにて折り曲げられたラミネートフィルム5の保護層5aと、第2の折り曲げ部20bにて折り曲げられたラミネートフィルム6の保護層6aとは向かい合わせた状態となっている。この状態で、巻き込み部20をヒータ(不図示)により、Y方向から挟み込んで加熱する。これにより、ラミネートフィルム5の熱融着性樹脂層5cどうし、ラミネートフィルム6の熱融着性樹脂層6cどうしとがそれぞれ熱融着される。なお、加熱温度によっては保護層5aと保護層6aどうしも熱融着されてもよい。また、金属層の変形により折り曲げ状態は維持されるので、巻き込み部20の加熱、熱融着樹脂どうしの融着は必ずしも必要ではない。
【0062】
以上の工程を経ることで、端部5d、6dの金属層5b、6bは、ラミネートフィルム5、6により包囲されることとなる。
【0063】
本実施形態も、第1の実施形態と同様に、端部5d、6dの絶縁のため外周保護テープが不要となり、外周保護テープに要するコストを削減することができる。
【0064】
また、本実施形態のフィルム外装電池1は、ラミネートフィルム5、6の外形を切断して寸法を整えた後に、熱融着処理を行うといったことがない。また、折り曲げ部20aでの折り曲げは、所定の位置にて折り曲げられる。このため、本実施形態のフィルム外装電池1は、寸法精度の高いフィルム外装電池1を得ることができる。
【0065】
さらに、本実施形態のフィルム外装電池1は、端部5d、6dが巻き込み部10により包囲されている。このため、金属ケース15の壁面との隙間がわずかしかないような場合であっても、金属層5b、6bが金属ケース15の壁面に接触することはない。
【0066】
(第3の実施形態)
図6は、本実施形態のフィルム外装電池の外観斜視図である。図7は、本実施形態のフィルム外装電池における熱融着性樹脂層どうしで熱融着している領域を示す図である。図8は、図6に示すc−c線での一部断面図である。
【0067】
本実施形態は、ラミネートフィルム6のみが折り曲げられた構成である点で上述の各実施形態と異なる。しかしながら、この点以外は、基本的に上述の各実施形態と同じ構成である。よって、以下の説明では、上述の実施形態と同じ符号を用いて説明するとともに、上述の各実施形態と異なる点についてのみ説明するものとする。
【0068】
ラミネートフィルム6は、図中W方向の幅がラミネートフィルム5よりも幅広となっている。すなわち、図6及び図7に示すフィルム外装電池1ではラミネートフィルム6の両端部に折り曲げられた折り曲げ部6eを有する。ラミネートフィルム6の、タブ4が延出していない辺のトリミング位置は、これら折り曲げ部6eを形成するために、フィルム5の該辺のトリミング位置より外側になっている。言い換えれば、この辺と垂直方向の辺(タブ4を延出させる辺)における寸法は、ラミネートフィルム6のほうがラミネートフィルム5より大きい。
【0069】
また、タブ4が延出していない辺には、ラミネートフィルム5の金属層5bが露出した端面5dが折り曲げ部6eによって被覆された被覆部Sが形成されている。
【0070】
次に、ラミネートフィルム5とラミネートフィルム6との貼り合わせについて説明する。
【0071】
まず、ラミネートフィルム5とラミネートフィルム6との間に発電要素2及びタブ4を配置しておく。
【0072】
次に、ラミネートフィルム6に折り曲げ部6eを形成するため、折り曲げ部6eとなる部分がラミネートフィルム5からはみ出すようにお互いに配置する。
【0073】
次いで、このはみ出した部分を折り曲げて折り曲げ部6eとし、ラミネートフィルム5の端面5dをラミネートフィルム6の折り曲げ部6eによって覆い被覆部Sを形成する。なお、本実施形態では、折り曲げ部6eの折り曲げの根元付近では、折り曲げ部6eの熱融着性樹脂層6c同士が対面するようにし(図7中網掛けしたA部、図8中A部)、折り曲げ部6eの先端部分では、折り曲げ部6eの熱融着性樹脂層6cとラミネートフィルム5の保護層5aとが対面するように(図7中ハッチングしたB部、図8中B部)折り曲げる。
【0074】
この状態で、互いに対面しあうラミネートフィルム5とラミネートフィルム6との周縁部を熱融着により貼り合わせる。すなわち、電池要素2の周辺部分の封止部8、A部(第2の封止部)及びB部(第1の封止部)を不図示のヒータで加熱する。封止部8ではラミネートフィルム5の熱融着性樹脂層5cとラミネートフィルム6の熱融着性樹脂層6cとが熱融着により接合される。A部(第2の封止部)では、折り曲げ部6eの熱融着性樹脂層6c同士が熱融着により接合される。
【0075】
なお、上述の説明では、予め折り曲げ部6eを形成しておき、その後一括して熱融着する方法について説明したが、本発明はこれに限定されるものではない。例えば、まず、封止部8を最初に熱融着しておき、その後、折り曲げ部6eを形成し、A部及びB部について熱融着を行うようにしてもよい。A部とB部との熱融着も同時に行ってもよいし、あるいは別々に行ってもよい。
【0076】
いずれの方法にせよ、上記のようにラミネートフィルム5の端面5dを折り曲げ部6eにより被覆する被覆部Sを形成することで、端面5dの金属層5bが外部に露出するのを防止でき、絶縁性を高めることができる。一方、折り曲げ部6eの金属層6bが露出した断面6dは、電池要素2の方に向いている。すなわち、金属層6bが露出した断面6dはフィルム外装電池1の内側を向くように折り曲げ部6eは折り曲げられている。このため、複数のフィルム外装電池1どうしが隣接しあうように配列された場合や、フィルム外装電池1が金属製の筐体内に収納された場合であっても隣接するフィルム外装電池1や金属製の筐体に電気的に接触してしまう可能性は極めて低い。
【0077】
また、折り曲げ部6eが一部重なるようにして折り曲げた上記構成は、封止部8のみならず、A部及びB部が熱融着されているので、封止部8のみを熱融着した部分に比べて強固に接合されている。
【0078】
以上のように、本実施形態によれば、ラミネートフィルムの金属層が露出するのを防止でき、絶縁特性を向上させる。
【0079】
(第4の実施形態)
図9は、本実施形態のフィルム外装電池の外観斜視図である。図10は、図9に示すd−d線での一部断面図である。
【0080】
本実施形態は、ラミネートフィルム6の折り曲げ部6eに熱融着性樹脂層6cどうしを熱融着させたA部(第2の封止部)が設けられていない以外は第3の実施形態と同じ構成である。よって、以下の説明では、第3の実施形態と同じ符号を用いて説明するとともに、第3の実施形態と異なる点についてのみ説明するものとする。
【0081】
本実施形態のフィルム外装電池11は、その両側にA部が設けられていない。このため、第3の実施形態のフィルム外装電池1に比べてA部がない分だけ、電池を小型化することができる。
【0082】
なお、B部では、ラミネートフィルム5の保護層5aに対して折り曲げ部6eの熱融着性樹脂層6cが熱融着されることとなるが、接合力を高めるため、接着剤を塗布してもよい。あるいは、熱融着以外に超音波融着や、接着剤のみによる接合としてもよい。
【0083】
なお、図9および図10に示すフィルム外装電池は、折り曲げ部6eを形成するため、ラミネートフィルム6は、タブ4が延出していない辺のトリミング位置はフィルム5の該辺のトリミング位置より外側になっている。言い換えれば、この辺と垂直方向の辺(タブ4を延出させる辺)における寸法は、ラミネートフィルム6のほうがラミネートフィルム5より大きい。しかしながら、本実施形態のフィルム外装電池は、タブ4が延出していない辺のトリミング位置が同じラミネートフィルム5、6を用いてもよい。
【0084】
以上、本実施形態のように、ラミネートフィルム5、6の長さが同じであってもラミネートフィルムの金属層が露出するのを防止でき、絶縁特性を向上させることができる。
【0085】
(第5の実施形態)
図11は、本実施形態のフィルム外装電池の外観斜視図である。図12は、本実施形態のフィルム外装電池における熱融着性樹脂層どうしで熱融着している領域を示す図である。図13は、本実施形態のフィルム外装電池に用いる2枚のラミネートフィルムの平面図である。図14は図11に示すe−e線、及びf−f線での一部断面図である。
【0086】
本実施形態は、ラミネートフィルム5に、所定の間隔を空けて切欠部5eが形成されている以外は第4の実施形態と同じ構成である。よって、以下の説明では、第4の実施形態と同じ符号を用いて説明するとともに、第4の実施形態と異なる点についてのみ説明するものとする。
【0087】
本実施形態のフィルム外装電池12は、第4の実施形態と同様にその両側、すなわち、封止部8から延出した部分にはA部が設けられていない。このため、第3の実施形態のフィルム外装電池1に比べて延出してA部が設けられていない分だけ、電池を小型化することができる。
【0088】
また、ラミネートフィルム5の両長辺には、図11及び図13(a)に示すように複数の切欠部5eが所定の間隔を空けて形成されている。このため、切欠部5eにおいてラミネートフィルム6の折り曲げ部6eに熱融着性樹脂層6cどうしを熱融着させたA’部(第2の封止部)が複数形成されることとなる。よって、第4の実施形態のフィルム外装電池11に比べてA’部の分だけ接合力を高めることができる。
【0089】
第4の実施形態の場合、ラミネートフィルム5に対する折り曲げ部6eの固定が不十分な場合、スプリングバックを生じる場合が考えられる。つまり、B部は、ラミネートフィルム5の保護層5aに対して折り曲げ部6eの熱融着性樹脂層6cを接合するものである。このため、接着剤等を塗布せずに熱融着のみとすると熱融着性樹脂層どうしの熱融着に比べると接合力は弱くなってしまう。よって、このB部においてはラミネートフィルム5から折り曲げ部6eが剥がれて、折り曲げ部6eの先端部分が跳ね上がる、いわゆるスプリングバックを生じてしまう場合がある。このような状態になると、折り曲げ部6eの金属層6bが露出した断面6dが上方を向いてしまい、隣接する電池や、周辺の導電性部材との接触する場合がある。
【0090】
しかしながら、本実施形態の場合、切欠部5eにおけるA’部では熱融着性樹脂層6cどうしによる熱融着がなされるため、強固な接合が可能となり、接着剤をB部に塗布せずともスプリングバックが発生するのを防止することができる。
【0091】
ところで、フィルム外装電池の場合、熱融着性樹脂層5cと熱融着性樹脂層6cとの間からは、外気の水分が電池内部に浸入しようとする。この水分の浸入速度は、熱融着部の外気側から電池内部空間側までの経路長の長さに反比例するので、電池の性能を維持するため水分浸入量を少なくしようとするならば、この経路長が長いほど好ましい。
【0092】
図14に示すe−e断面においては、端部5eから外気の水分が浸入するので、端部5eから電池内部空間までの経路長でこの部分の水分浸入速度が決まることになる。このことから図14のf−f断面よりも水分浸入速度は速いことになるが、e−e断面の部分は、切り欠きにより部分的にしか形成されていない。よって、電池全体としては、辺の全領域が、端部5eとA部を有する構成に比べて、水分浸入速度の増加は抑えられる。また、スプリングバック防止の効果は、部分的に切欠部5eによる融着部を設ければ十分に達成できるので、水分浸入速度を殆ど増加させずに目的の効果を得ることができる。
【0093】
なお、各図に示された切欠部5eの形状は半円形であるが、形状は特に限定されない。また、切欠部5eの個数、間隔も、水分浸入速度を考慮しつつ、スプリングバックが生じないようにできれば、特に限定されるものではない。
【0094】
上述した第1ないし第3の各実施形態では、外装フィルムがそれぞれ別体の2枚のラミネートフィルム5、6である構成を例に説明したが、ラミネートフィルム5、6は1枚のラミネートフィルムで構成されていてもよい。すなわち、外装フィルムを折り返してラミネートフィルム5と、これに向かい合う部分をラミネートフィルム6としてもよい。
【0095】
(第6の実施形態)
図15に本実施形態の組電池に用いられる二種類のフィルム外装電池の外観斜視図を示す。図16に、一種類のフィルム外装電池で組電池を構成した場合の問題点を説明するための模式図を示す。また、図17に本実施形態の二種類のフィルム外装電池による組電池の構成を示す模式図を示す。
【0096】
本実施形態のフィルム外装電池13a、13bは1枚のラミネートフィルム16を2つ折りにしている。そして、この1枚のラミネートフィルム16に折り曲げ部6eを部分的に設けているが、基本的な構成は上述した各実施形態と同様であるため、詳細の説明は省略する。また、図15には一例として折り曲げ部の構成が第3の実施形態で説明したものを示しているが、第4の実施形態、あるいは第5の実施形態に示した構成のものであってもよい。
【0097】
1辺を2つ折りにし、反対側の辺に折り曲げ部があるタイプの1種類のフィルム外装電池を、折り曲げ部のある辺を同じ側に向けた状態で表裏逆にして積み重ねると、図16に示すように、断面16dが電気的に接触する可能性がある問題が生じる。かといって、折り曲げ部のある辺を互い違いに向けて積み重ねると、2つ折りにして面積を減らして得られていたスペース効率が損なわれてしまう。そこで、下記に述べるように、2種類のフィルム外装電池を用いることでこの問題を回避できる。
【0098】
本実施形態では、2種類のフィルム外装電池13a、13bについて説明する。
【0099】
フィルム外装電池13aとフィルム外装電池13bとの違いは、図15に示すように、正極タブ4aと負極タブ4bとが互いに異なる方向に位置している点である。フィルム外装電池13aは図中α側には正極タブ4aが延出し、図中β側には負極タブ4bが延出しているのに対して、フィルム外装電池13bはこれとは逆に図中α側には負極タブ4bが延出し、図中β側には正極タブ4aが延出している。なお、フィルム外装電池13aとフィルム外装電池13bとはタブの極性が逆になっている点以外は同じ構造である。
【0100】
本実施形態では複数の電池を直列接続して厚み方向に積み重ねて組電池とするのに、二種類のフィルム外装電池13a及びフィルム外装電池13bを交互に接続して組電池としている。このようにすることで図17に示すように、ラミネートフィルム16の断面16dが互いに向かうことなく配列されることとなる。よって、本実施形態の組電池はラミネートフィルム16の断面16dが電気的に接触してしまうのを防止することができる。
【0101】
図15の実施形態では、1番上の電池と2番目の電池は、その製造プロセスにおいて、正負極タブの引き出す向きに対して折り曲げ辺の折り曲げ方向を逆にしている。このように2種類の電池を用意しておくことにより、直列接続する際には、折り曲げ部のある辺の向きとその折り曲げ方向を揃えて交互に積み重ねれば、引き出された正負極タブが交互に配列するため、隣接する片方の電池の正極タブと他方の電池の負極タブを近距離で容易に接続することができる。
【0102】
なお、上述の説明では、直列接続した場合を例に説明したが、本発明は、これに限定されるものではない。すなわち、並列接続した場合であってもフィルム外装電池を、ラミネートフィルム16の断面16dが互いに向かうことなく前記各フィルム外装電気電池を積み重ねることで、断面16dが電気的に接触してしまうのを防止することができる。具体的には例えば、1辺を2つ折りにし、反対側の辺に折り曲げ部があるタイプの1種類のフィルム外装電池を、折り曲げ部のある辺の向きとその折り曲げ方向を揃えて積み重ね、並列接続することによって得られる。
【符号の説明】
【0103】
1、11、12、13a、13b フィルム外装電池
2 電池要素
4 タブ
4a 正極タブ
4b 負極タブ
5、6、16 ラミネートフィルム
5a、6a 保護層
5b、6b 金属層
5c、6c 熱融着性樹脂層
5d、6d 端部
5e 切欠部
6e 折り曲げ部
8 封止部
8a 第1の領域
8b 第2の領域
8c 第3の領域
10a1 内周面
10、20 巻き込み部
10a、20a 第1の折り曲げ部
10b、20b 第2の折り曲げ部
11 折り返し部
15 金属ケース
16d 断面
S 被覆部
【特許請求の範囲】
【請求項1】
複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、
第1の外装フィルムと、該第1の外装フィルムに対向して配置された第2の外装フィルムとから構成された外装フィルムであって、前記第1および前記第2の外装フィルムのそれぞれが、金属層と、前記金属層の片面に設けられた熱融着性を有する樹脂層と、前記金属層の他方の面に設けられた保護層とを有する、外装フィルムと、を有し、
前記電気デバイス要素は、前記第1の外装フィルムと前記第2の外装フィルムとの周縁部が熱融着されることにより封止されている、フィルム外装電気デバイスであって、
前記第2の外装フィルムのみ端部が折り曲げられることで形成された折り曲げ部を有する、フィルム外装電気デバイス。
【請求項2】
前記折り曲げ部は、前記金属層が露出した端面が、前記電気デバイス要素を収納している方向を向くように折り曲げられている、請求項1に記載のフィルム外装電気デバイス。
【請求項3】
前記第1の外装フィルムの前記端面が前記折り曲げ部によって被覆された被覆部を有する、請求項1または2に記載のフィルム外装電気デバイス。
【請求項4】
前記第1の外装フィルムの前記保護層と前記第2の外装フィルムの前記樹脂層とが熱融着された第1の封止部を有する、請求項3に記載のフィルム外装電気デバイス。
【請求項5】
前記第2の外装フィルムの前記折り曲げ部における前記樹脂層どうしが熱融着された第2の封止部を有する、請求項3または4に記載のフィルム外装電気デバイス。
【請求項6】
前記第1の外装フィルムに切欠部が形成されており、前記切欠部において前記第2の封止部が形成されている、請求項5に記載のフィルム外装電気デバイス。
【請求項7】
複数の前記切欠部が形成されており、前記各切欠部は互いに所定の間隔を空けて配置されている、請求項6に記載のフィルム外装電気デバイス。
【請求項8】
複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、
第1の外装フィルムと、該第1の外装フィルムに対向して配置された第2の外装フィルムとから構成された外装フィルムであって、前記第1および前記第2の外装フィルムのそれぞれが、金属層と、前記金属層の一方の面に設けられた熱融着性を有する樹脂層と、前記金属層の他方の面に設けられた保護層と、を有する、外装フィルムと、
前記第1および第2の外装フィルムの周縁部に形成され、前記電気デバイス要素を封止するために互いに熱融着された封止部と、
前記金属層が露出した前記外装フィルムの端面を前記封止部で巻き込むことで、前記端面を前記外装フィルムで包囲した巻き込み部と、を有し、
前記巻き込み部は、前記第1のフィルムの前記樹脂層どうしが熱融着されるように折り曲げた第1の折り曲げ部と、前記第2のフィルムの前記樹脂層どうしが熱融着されるように折り曲げた第2の折り曲げ部と、を有する、
フィルム外装電気デバイス。
【請求項9】
前記第1の外装フィルムと前記第2の外装フィルムとは、別体のフィルムである、請求項1から8のいずれか1項に記載のフィルム外装電気デバイス。
【請求項10】
前記第1の外装フィルムと前記第2の外装フィルムとは、折り返された一枚のフィルムである、請求項1から8のいずれか1項に記載のフィルム外装電気デバイス。
【請求項11】
請求項1から10のいずれか1項に記載のフィルム外装電気デバイスを複数接続して金属ケース内に収納した組電池。
【請求項12】
請求項10に記載のフィルム外装電気デバイスを複数接続して構成された組電池であって、
前記各フィルム外装電気デバイスの前記端面どうしが互いに対向しあわないように、前記各フィルム外装電気デバイスを積み重ねている組電池。
【請求項13】
第1のフィルム外装電気デバイスと、
前記第1のフィルム外装電気デバイスの一方の極性の電極タブと他方の極性の電極タブの引き出す向きに対して、前記折り曲げ部を有する辺のフィルムの折り曲げ方向が逆向きの第2のフィルム外装電気デバイスとを、
交互に積み重ねて直列接続した少なくとも2つのフィルム外装電気デバイスを含む、請求項12に記載の組電池。
【請求項14】
フィルム外装電気デバイスを複数接続して金属ケース内に収納した組電池であって、
前記フィルム外装電気デバイスが、
複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、
折り返された一枚のフィルムである外装フィルムであって、第1の外装フィルムと、該第1の外装フィルムに対向して配置された第2の外装フィルムと、から構成され、金属層と、前記金属層の一方の面に設けられた熱融着性を有する樹脂層と、前記金属層の他方の面に設けられた保護層とを有する外装フィルムと、
前記第1および第2の外装フィルムの周縁部に形成され、前記電気デバイス要素を封止するために互いに熱融着された封止部と、
前記金属層が露出した前記外装フィルムの端面を前記封止部で巻き込むことで、前記端面を前記外装フィルムで包囲した巻き込み部であって、前記封止部を同一回転方向に折り曲げた折り曲げ部を少なくとも2つ以上有する巻き込み部と、を有する、
組電池。
【請求項15】
前記フィルム外装電気デバイスは、前記折り曲げ部が設けられた側の面が同一方向を向くように、厚み方向に複数積層されている、請求項14に記載の組電池。
【請求項16】
前記フィルム外装電気デバイスは、前記電気デバイス要素から互いに反対方向に延出し、互いに異なる極性を有する第1および第2の電極タブを有し、
積層方向に隣接する前記フィルム外装電気デバイスは、異なる極性の前記電極タブ同士が、前記積層方向で互いに対向している、請求項15に記載の組電池。
【請求項1】
複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、
第1の外装フィルムと、該第1の外装フィルムに対向して配置された第2の外装フィルムとから構成された外装フィルムであって、前記第1および前記第2の外装フィルムのそれぞれが、金属層と、前記金属層の片面に設けられた熱融着性を有する樹脂層と、前記金属層の他方の面に設けられた保護層とを有する、外装フィルムと、を有し、
前記電気デバイス要素は、前記第1の外装フィルムと前記第2の外装フィルムとの周縁部が熱融着されることにより封止されている、フィルム外装電気デバイスであって、
前記第2の外装フィルムのみ端部が折り曲げられることで形成された折り曲げ部を有する、フィルム外装電気デバイス。
【請求項2】
前記折り曲げ部は、前記金属層が露出した端面が、前記電気デバイス要素を収納している方向を向くように折り曲げられている、請求項1に記載のフィルム外装電気デバイス。
【請求項3】
前記第1の外装フィルムの前記端面が前記折り曲げ部によって被覆された被覆部を有する、請求項1または2に記載のフィルム外装電気デバイス。
【請求項4】
前記第1の外装フィルムの前記保護層と前記第2の外装フィルムの前記樹脂層とが熱融着された第1の封止部を有する、請求項3に記載のフィルム外装電気デバイス。
【請求項5】
前記第2の外装フィルムの前記折り曲げ部における前記樹脂層どうしが熱融着された第2の封止部を有する、請求項3または4に記載のフィルム外装電気デバイス。
【請求項6】
前記第1の外装フィルムに切欠部が形成されており、前記切欠部において前記第2の封止部が形成されている、請求項5に記載のフィルム外装電気デバイス。
【請求項7】
複数の前記切欠部が形成されており、前記各切欠部は互いに所定の間隔を空けて配置されている、請求項6に記載のフィルム外装電気デバイス。
【請求項8】
複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、
第1の外装フィルムと、該第1の外装フィルムに対向して配置された第2の外装フィルムとから構成された外装フィルムであって、前記第1および前記第2の外装フィルムのそれぞれが、金属層と、前記金属層の一方の面に設けられた熱融着性を有する樹脂層と、前記金属層の他方の面に設けられた保護層と、を有する、外装フィルムと、
前記第1および第2の外装フィルムの周縁部に形成され、前記電気デバイス要素を封止するために互いに熱融着された封止部と、
前記金属層が露出した前記外装フィルムの端面を前記封止部で巻き込むことで、前記端面を前記外装フィルムで包囲した巻き込み部と、を有し、
前記巻き込み部は、前記第1のフィルムの前記樹脂層どうしが熱融着されるように折り曲げた第1の折り曲げ部と、前記第2のフィルムの前記樹脂層どうしが熱融着されるように折り曲げた第2の折り曲げ部と、を有する、
フィルム外装電気デバイス。
【請求項9】
前記第1の外装フィルムと前記第2の外装フィルムとは、別体のフィルムである、請求項1から8のいずれか1項に記載のフィルム外装電気デバイス。
【請求項10】
前記第1の外装フィルムと前記第2の外装フィルムとは、折り返された一枚のフィルムである、請求項1から8のいずれか1項に記載のフィルム外装電気デバイス。
【請求項11】
請求項1から10のいずれか1項に記載のフィルム外装電気デバイスを複数接続して金属ケース内に収納した組電池。
【請求項12】
請求項10に記載のフィルム外装電気デバイスを複数接続して構成された組電池であって、
前記各フィルム外装電気デバイスの前記端面どうしが互いに対向しあわないように、前記各フィルム外装電気デバイスを積み重ねている組電池。
【請求項13】
第1のフィルム外装電気デバイスと、
前記第1のフィルム外装電気デバイスの一方の極性の電極タブと他方の極性の電極タブの引き出す向きに対して、前記折り曲げ部を有する辺のフィルムの折り曲げ方向が逆向きの第2のフィルム外装電気デバイスとを、
交互に積み重ねて直列接続した少なくとも2つのフィルム外装電気デバイスを含む、請求項12に記載の組電池。
【請求項14】
フィルム外装電気デバイスを複数接続して金属ケース内に収納した組電池であって、
前記フィルム外装電気デバイスが、
複数の正極板と複数の負極板とを対向させて積層させてなる電気デバイス要素と、
折り返された一枚のフィルムである外装フィルムであって、第1の外装フィルムと、該第1の外装フィルムに対向して配置された第2の外装フィルムと、から構成され、金属層と、前記金属層の一方の面に設けられた熱融着性を有する樹脂層と、前記金属層の他方の面に設けられた保護層とを有する外装フィルムと、
前記第1および第2の外装フィルムの周縁部に形成され、前記電気デバイス要素を封止するために互いに熱融着された封止部と、
前記金属層が露出した前記外装フィルムの端面を前記封止部で巻き込むことで、前記端面を前記外装フィルムで包囲した巻き込み部であって、前記封止部を同一回転方向に折り曲げた折り曲げ部を少なくとも2つ以上有する巻き込み部と、を有する、
組電池。
【請求項15】
前記フィルム外装電気デバイスは、前記折り曲げ部が設けられた側の面が同一方向を向くように、厚み方向に複数積層されている、請求項14に記載の組電池。
【請求項16】
前記フィルム外装電気デバイスは、前記電気デバイス要素から互いに反対方向に延出し、互いに異なる極性を有する第1および第2の電極タブを有し、
積層方向に隣接する前記フィルム外装電気デバイスは、異なる極性の前記電極タブ同士が、前記積層方向で互いに対向している、請求項15に記載の組電池。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図9】
【図11】
【図12】
【図15】
【図18】
【図8】
【図10】
【図13】
【図14】
【図16】
【図17】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図9】
【図11】
【図12】
【図15】
【図18】
【図8】
【図10】
【図13】
【図14】
【図16】
【図17】
【図19】
【公開番号】特開2013−110117(P2013−110117A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2013−8674(P2013−8674)
【出願日】平成25年1月21日(2013.1.21)
【分割の表示】特願2008−66506(P2008−66506)の分割
【原出願日】平成20年3月14日(2008.3.14)
【出願人】(000004237)日本電気株式会社 (19,353)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成25年1月21日(2013.1.21)
【分割の表示】特願2008−66506(P2008−66506)の分割
【原出願日】平成20年3月14日(2008.3.14)
【出願人】(000004237)日本電気株式会社 (19,353)
【Fターム(参考)】
[ Back to top ]