
フィルム搬送装置
【課題】枚葉フィルムの外観全面検査をフィルムにシワやたるみが発生せず、低コストで検査を可能とするフィルム搬送装置を提供する。
【解決手段】フィルムを検査する検査装置に用いられるフィルム搬送装置であって、フィルムの対向する2辺を固定してフィルムを巻き出し、巻き取る第一のローラと第二のローラーと、前記2本のローラーの幅方向の両端に設けられ、前記2本のローラーの間隔を変更する第一のローラー間隔変更手段と第二のローラー間隔変更手段と、前記2本のローラーの幅方向の両端に設けられ、前記2本のローラー間で巻き出し、巻き取られるフィルムの幅方向の張力を均一にする第一の張力均一手段と第二の張力均一手段と、を備えたことを特徴とするフィルム搬送装置。
【解決手段】フィルムを検査する検査装置に用いられるフィルム搬送装置であって、フィルムの対向する2辺を固定してフィルムを巻き出し、巻き取る第一のローラと第二のローラーと、前記2本のローラーの幅方向の両端に設けられ、前記2本のローラーの間隔を変更する第一のローラー間隔変更手段と第二のローラー間隔変更手段と、前記2本のローラーの幅方向の両端に設けられ、前記2本のローラー間で巻き出し、巻き取られるフィルムの幅方向の張力を均一にする第一の張力均一手段と第二の張力均一手段と、を備えたことを特徴とするフィルム搬送装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は光学機能性フィルム等の柔軟性を有するフィルムの外観検査を行なう検査装置に用いられるフィルム搬送装置に関するものである。
【背景技術】
【0002】
従来より、プラスチックフィルム、紙、金属箔等の柔軟性を有する長尺の基材をロール状に巻き付けた状態から巻き出してから巻き取りを行う間に、印刷や塗工、フォトリソプロセス等の各種表面処理を行う技術が一般的に多用されてきた。そこで取り扱う柔軟で長尺の媒体をウェブと称し、ウェブを巻き出し搬送し、前記処理工程を経て最終的に巻き取る技術がウェブハンドリング技術として知られている。
【0003】
近年は、特に、光学機能性フィルム等の光学フィルムの製造において、前記ウェブハンドリング技術を駆使して、大量で安価な生産を可能としている。また、量産に際しては、光学フィルムの原反材料そのものに付着している異物欠陥や、製造工程中に生じる傷や異物付着といった欠陥が有り、それらの欠陥を検出する検査方法が各種提案されている。
【0004】
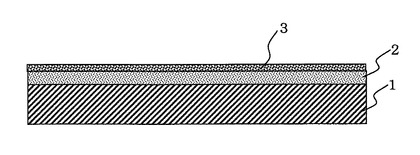
図1は光学機能性フィルムの一例である液晶ディスプレイ等の表示デバイスの表示画面の最表面に貼られる反射防止フィルムの断面を示す図である。反射防止フィルムは、表示画面をキズから保護したり、防汚、帯電防止、映り込み防止のために、透明フィルムに反射防止材料をコーティングして製造される。
【0005】
反射防止フィルムの製造工程では、ロール状の長尺帯状の透光性のフィルムに対し、塗工、乾燥といった表面処理が単数または複数回行われ、光学膜が形成される。図1に示される反射防止フィルムはフィルム基材1、ハードコート層2、反射防止層3の各層で構成されている。
【0006】
従来よりフィルム基材1にハードコート層2を塗布する前、ハードコート層2を塗布した後、更に反射防止層3を塗布した後、あるいはそのいずれかの段階でフィルム基材及び表面処理の製造工程中に生じるキズ、気泡、異物、シワの外観欠陥を判断するための外観検査の手法が各種提案されている。
【0007】
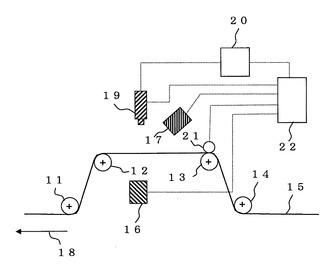
欠陥を検出する検査はウェブ工程の中間でインラインで検査されている。図2にウェブ工程の中間でインラインで検査するウェブ検査装置を示す。ウェブ検査装置では、複数のローラー11〜ローラー14からなる搬送ユニット(ローラーの回転による搬送)によりフィルム15を搬送し、LED、蛍光灯、ハロゲンランプ、キセノンランプ、UVランプ等を用いた照明光源16及び17によってフィルムの全幅を照明し、フィルム15を矢印18で示す方向に搬送しながらフィルムの幅方向を全走査できるよう複数のラインCCDカメラ19(または2次元カメラ)によってフィルムを撮像する。照明光源16及び17は、その両方またはいずれか一方が適宜採用される。
【0008】
一方、フィルム15の搬送距離に応じた信号をロータリーエンコーダ21より取得し、前記信号を撮像タイミング信号として、一定の搬送距離毎に前記ラインCCDカメラ19によってフィルム表面を撮像し、撮像した画像を画像処理装置20で画像処理し、欠陥部分の抽出を行い、抽出した欠陥について、記憶機構を含む制御装置22に欠陥データ(欠陥の位置を示す座標、ラインCCDカメラの画素数、濃度値)をファイル及びデータベース(以下、DB)にデータとして保存する機構を有する欠陥検査装置である。
【0009】
上記インラインで検査するウェブ検査装置では、高速で表面処理中での検査であることから、微小な不良箇所が見落とされることがある。特に、ロールの最初から最後までに共通に発生している、いわゆる共通欠陥の見逃しは、ロール全てが欠陥品となってしまうため、インライン検査だけでは、十分であるとはいえない。
【0010】
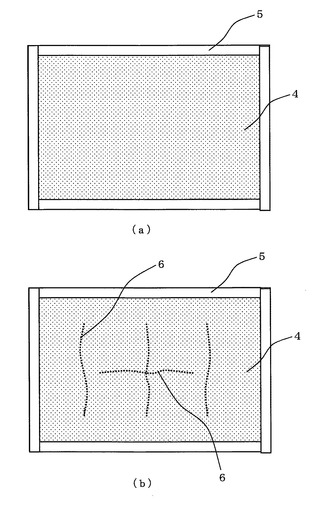
そこで上記インラインでの検査の代用として、ウェブ状から枚葉シートを切り取って検査する場合がある。その際には例えば、図3に示すようにフィルムの枚葉シート4を枠体5で固定して、透過光や反射光の各種光源によって種々の方向からの目視検査を、フィルムを持ち回ることなく、一定位置で行うための検査装置がある(図3(a))。前記ウェブ基材といえども、最終の使用形態である枚葉シートに裁断後に、このような目視検査による外観検査を行うことは同一欠陥を検出できる等の一定の意義がある。ここでいう枚葉シート4の長手方向の大きさは外観検査の目的によって適宜決められる。
【0011】
しかしながら、枠体でフィルムの枚葉シートを固定し、検査する場合には図3(b)に示すようにフィルム固定に起因するシワやたるみが発生する場合がある。また、上記枠体を用いて検査する方法とは別に、数千メートルにもおよぶ反射防止フィルムの末端から数メートルに切り出した枚葉フィルムをオフラインで外観自動検査する場合がある。この場合にはフィルムの対向する2辺をローラーに巻きつけてカメラを1台または複数台用いて検査を行っている。
【0012】
カメラを複数台用いて検査する検査方式では、検査費用が高価なものとなる。そこで、検査費用を抑える為に、カメラ1台のみを配置とし、カメラをフィルム幅方向に数回に分けて移動させ、同時にフィルムを巻き出し、巻き取り動作を繰り返す往復搬送させることで全面自動検査を行うことが行われている。また、ローラーを巻き出し巻き取りの2本のローラーとして、2本のローラー間を被検査面として利用する際に、2本のローラーの間隔を広げて被検査面を拡大させ、人手による目視外観検査を行えるような工夫も行われている。
【0013】
しかしながら、送り方向の長さが数メートルのフィルムを全面検査する場合には、フィルムの対向する2辺の固定部周辺も検査対象となるが、フィルム固定に起因するシワやたるみの発生は回避しなくてはならない。
【0014】
上記シワやたるみの発生に関しては、フィルム端部の固定に起因するものだけでなく、フィルムの巻き出し巻き取り動作を繰り返して外観自動検査する際の、巻き出し軸におけるフィルムの巻き締まりの程度が、軸方向で変化する場合でも生じる。これによりフィルムの巻き出し巻き取り軸の間でフィルムが張られる時に、2軸間で張力が不均等となり、シワやたるみが生じることになる。
【0015】
また、枚葉フィルムを検査する場合の搬送方法として、フィルムサイズに合わせた枠にフィルムを固定し、枠ごと搬送させて検査する方法があるが、フィルム長が一定でないため、複数の枠を用意する必要があり、枠ごと搬送させて検査することは、設備費用と運用面で問題があった。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開2005−233892号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
そこで本発明は、枚葉フィルムの外観全面検査をフィルムにシワやたるみが発生せず、低コストで検査を可能とするフィルム搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0018】
そこで本発明の請求項1に係る発明は、フィルムを検査する検査装置に用いられるフィルム搬送装置であって、
フィルムの対向する2辺を固定してフィルムを巻き出し、巻き取る第一のローラーと第二のローラーと、
前記2本のローラーの幅方向の両端に設けられ、前記2本のローラーの間隔を変更する第一のローラー間隔変更手段と第二のローラー間隔変更手段と、
前記2本のローラーの幅方向の両端に設けられ、前記2本のローラーの間で巻き出し、巻き取られるフィルムの幅方向の張力を均一にする第一の張力均一手段と第二の張力均一手段と、を備えたことを特徴とするフィルム搬送装置である。
【0019】
本発明の請求項2に係る発明は、前記第一のローラー間隔変更手段と第二のローラー間隔変更手段は、エアシリンダであることを特徴とする請求項1に記載のフィルム搬送装置である。
【0020】
本発明の請求項3に係る発明は、前記第一の張力均一手段と第二の張力均一手段は、前記エアシリンダのロッドに挿入された巻きバネであることを特徴とする請求項2に記載のフィルム搬送装置である。
【0021】
本発明の請求項4に係る発明は、自動検査装置によって検査を行う場合と、目視によって検査される場合とに用いられることを特徴とする請求項1から3のいずれかに記載のフィルム搬送装置である。
【発明の効果】
【0022】
本発明のフィルム搬送装置によれば、枚葉フィルムの外観全面検査をフィルムにシワやたるみが発生せず、低コストで精度のよい検査を行うことが出来る。
【図面の簡単な説明】
【0023】
【図1】光学機能性フィルムの一例である反射防止フィルムの断面を示す図。
【図2】ウェブ工程の中間でインラインで検査するウェブ検査装置を示す図。
【図3】枚葉シートを枠体で固定する場合にシワが発生してしまうこと示す図。(a)は枚葉シートを枠体で固定した場合を示す図。(b)は枚葉シートにシワが発生した場合を示す図。
【図4】本発明によるフィルム搬送装置の一例を示す図。
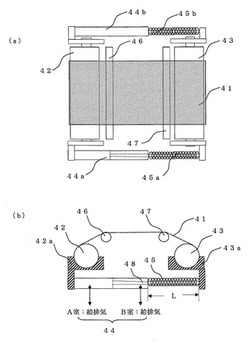
【図5】本発明に係る第一のローラー間隔変更機構と第二のローラー間隔変更機構と、第一の張力均一機構と第二の張力均一機構を示す図である。(a)は上面から見た図。(b)は側面から見た図である。
【図6】本発明に係る第一のローラー間隔変更機構及び第二のローラー間隔変更機構と、第一の張力均一機構及び第二の張力均一機構の関係を示す図。(a)はA室が給気でB室が排気の状態を示す図。(b)はA室が排気でB室が給気の状態を示す図。(c)はA室、B室共に排気の状態を示す図。
【図7】本発明に係るフィルムの対向する2辺を固定する方法を示す図。(a)は第一のローラーに固定する場合を示す図。(b)は第二のローラーに固定する場合を示す図。
【図8】本発明に係る取り付けポジションと検査を行う検査ポジションを示す図。
【図9】本発明に係るフィルム検査を行う場合を示す図。(a)は人手による目視検査が行われる場合を示す図。(b)は検査が行われない場合を示す図。(c)は自動検査機による検査が行われる場合を示す図。
【図10】本発明によるフィルム搬送装置を用いてフィルム検査を行う場合を説明する図(a)は側面から見た図。(b)は正面から見た図。(c)はフィルム全体が検査されることを説明するための図。
【発明を実施するための形態】
【0024】
以下、図面を参照して本発明に係るフィルム搬送装置を実施するための形態を説明する。
【0025】
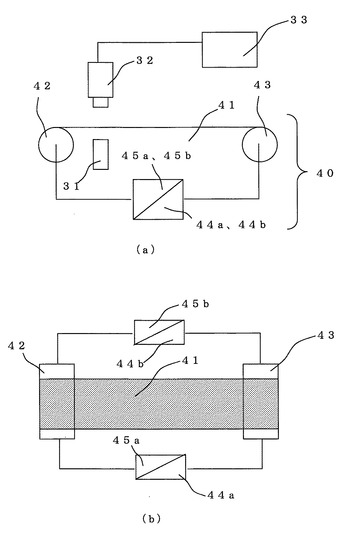
図4は本発明に係るフィルム搬送装置の一例を示す図である。図4(a)は概略構成を側面から見た図を示し、図4(b)は上面から見た図を示す。図4(a)に示すように、フィルム搬送装置40はフィルム41を照明装置31で照明し、撮像カメラ32で照明されたフィルムを撮像し、撮像画像を画像処理装置33で処理した後に欠陥を検査する検査装置に用いられる。
【0026】
図4(b)に示すように、フィルム搬送装置40はフィルム41の対向する2辺を固定してフィルムを巻き出し、巻き取る第一のローラー42と第二のローラー43と、第一のローラー42と第二のローラー43の幅方向の両端に設けられ、前記2本のローラーの間隔を変更する第一のローラー間隔変更手段である第一のローラー間隔変更機構44aと第二のローラー間隔変更機構44bと、上記2本のローラーの間で巻き出し巻き取られるフィルムの幅方向の張力を均一にする第一の張力均一手段である第一の張力均一機構45aと第二の張力均一機構45bと、を備えている。
【0027】
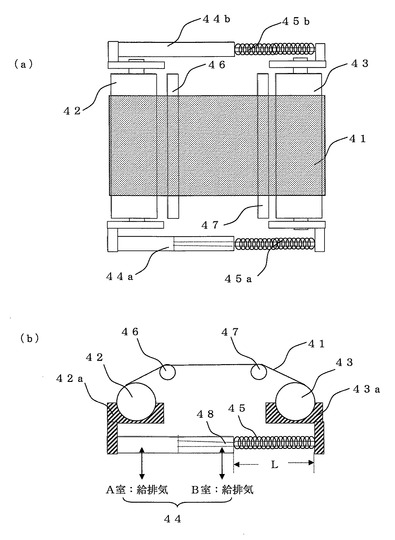
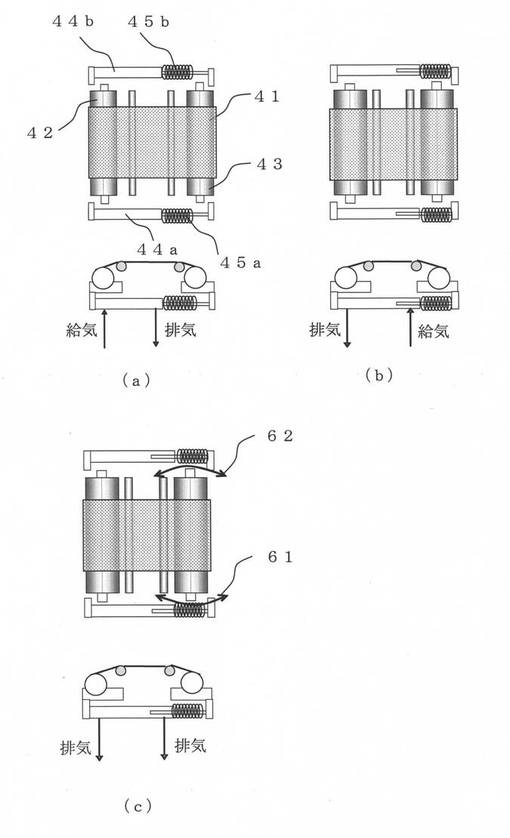
図5は上記第一のローラー42と第二のローラー43の幅方向の両端に設けられた第一のローラー間隔変更機構44aと第二のローラー間隔変更機構44bと、第一の張力均一機構45aと第二の張力均一機構45bを示す図である。図5(a)は上面から見た図、図5(b)は側面から見た図である。第一のローラー間隔変更機構44a及び第二のローラー間隔変更機構44bと、第一の張力均一機構45a及び第二の張力均一機構45bとは、第一のローラー42及び第二のローラー43の回転部と取り付け治具42a、43aによって取り付けられている。
【0028】
第一のローラー間隔変更機構44a及び第二のローラー間隔変更機構44bは、エアシリンダであって、A室とB室への給気と排気の状態によってロッド48のストローク長Lを変更することが出来る。第一の張力均一機構45a及び第二の張力均一機構45bは巻きバネ(スプリング)である。符号46及び47はフィルム41の搬送路に設けられたフィルムサポートローラーである。
【0029】
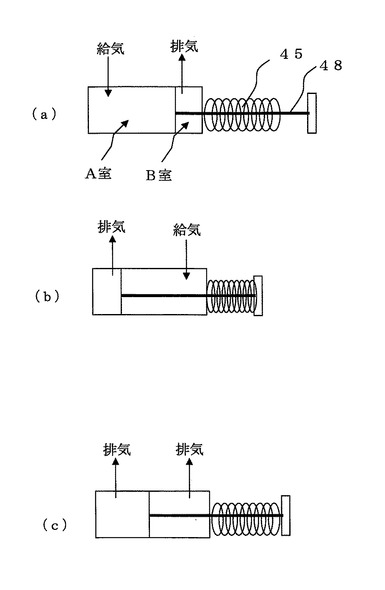
図6は第一のローラー間隔変更機構及び第二のローラー間隔変更機構と、第一の張力均一機構及び第二の張力均一機構の関係を示す図で、便宜上一つのローラー間隔変更機構と一つの張力均一機構を例示している。ここで用いられるエアシリンダは例えば2つの給排気室を有しロッドが片方にストロークする、複動型で片ロッドシリンダであれば良い。
【0030】
図6(a)は、A室が給気でB室が排気の状態を示し、この場合はいわゆるストローク「出」の状態であって、ロッド48のストローク長が巻きバネの長さよりも長いため巻きバネは伸び切った状態となる。図6(b)はA室が排気でB室が給気の状態を示し、この場合はいわゆるストローク「戻り」の状態であってストローク長が巻きバネの長さよりも
短いため巻きバネは縮んだ状態となる。図6(c)はA室、B室共に排気の状態であって、この状態では巻きバネは図6(b)で示される縮んだ状態から開放される。その結果、図6(c)で示される巻きバネ45は図5に示されるローラー42とローラー43の間を搬送されるフィルムの幅方向の張力差とバランスするようにわずかに伸縮する。即ち、張力の弱いい側の巻きバネ45が伸びる方向に作用することによってフィルムの幅方向の張力差を緩和することが出来る。その結果、張力差によって生ずるシワやたるみの発生を抑えることが出来る。
【0031】
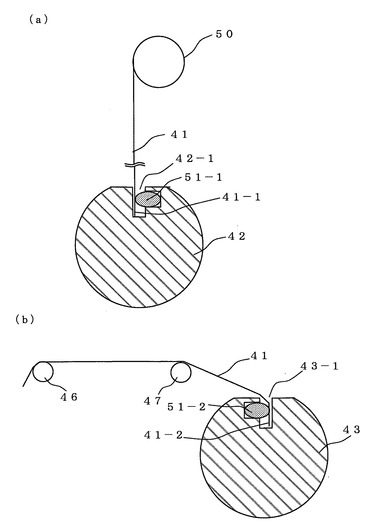
図7はフィルムの対向する2辺を固定する方法を示す図である。図7(a)に示す第一のローラー42は、ローラー50に巻かれた枚葉フィルム41の一辺41−1を挟み込む溝42−1を有し、更に溝内に設けられたシリコンチューブ51−1に図示しない圧縮空気供給装置から圧縮空気が供給され、枚葉フィルム41の一辺41−1が固定される。その後枚葉フィルム41は第一のローラー42に巻き取られる。
【0032】
第一のローラー42に巻き取られた枚葉フィルム41は、その後徐々に巻き出されながら第二のローラー43に設けられた挟み込む溝43−1に枚葉フィルム41の一辺41−1と対向する辺41−2が挟み込まれる(図8(b))。更に溝43−1内に設けられたシリコンチューブ51−2に図示しない圧縮空気供給装置から圧縮空気が供給され、枚葉フィルム41の一辺41−2が固定される。この場合、枚葉フィルム11はフィルムサポートローラー46及び47の上方にパスが通される。
【0033】
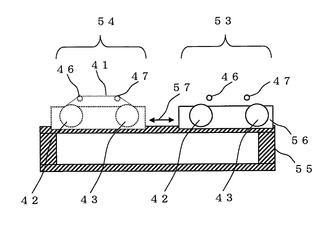
図8は上記フィルム41の対向する2辺が2つのローラーに挟み込まれて固定する取り付けポジションと検査を行う検査ポジションを示す図である。符号53で示される位置は、上記フィルム41の対向する2辺が2つのローラーに挟み込まれて固定される取り付けポジションであって、符号54で示される位置が検査ポジションとなっている。尚、図には第一のローラー間隔変更機構及び第二のローラー間隔変更機構と、第一の張力均一機構及び第二の張力均一機構は、図示していない。
【0034】
フィルム搬送装置は、搬送フレーム55上に載置された架台56に取り付けられており、架台56が搬送フレーム55上を矢印57の方向に移動することによって、取り付けポジション53と検査ポジション54間を移動することが出来る。
【0035】
図9はフィルム検査を行う場合を示す図である。図9(a)はローラー間隔変更機構及び第二のローラー間隔変更機構であるシリンダのA室が給気で、B室が排気の場合であって(図6(a)の状態)、第一のローラー42と第二のローラー43の軸間が長く、この場合は人手による目視検査が行われる。
【0036】
図9(c)はローラー間隔変更機構及び第二のローラー間隔変更機構であるシリンダのA室、B室ともに排気状態であって(図6(c)の状態)、自動検査機による検査が行われる。図9(c)の自動検査による検査が行われる場合は、第二のローラー43の張力によって巻きバネ45a、45bが作用し第二のローラーが矢印61、矢印62で示す方向に移動することによって、フィルム41の幅方向の張力が均一となり、その結果フィルム41にはシワやたるみが抑制され、高精度の検査が可能となる。
【0037】
図9(b)はローラー間隔変更機構及び第二のローラー間隔変更機構であるシリンダのA室が排気で、B室が給気状態であって(図6(b)の状態)、シリンダロッドが戻り状態で巻きバネ45a、45bは縮み第二のローラー43は固定された状態となる。この場合は検査は行われなく、フィルム41を2つのローラーに挟み込んで固定する作業が取り付けポジションで行われる。
【0038】
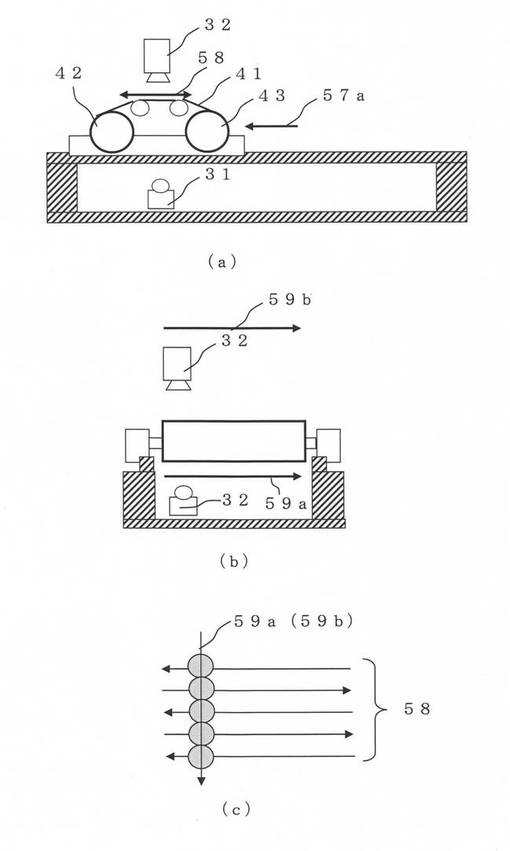
図10はフィルム搬送装置を用いてフィルム検査を行う場合を説明する図である。図10(a)は側面から見た図、図10(b)は正面から見た図、図10(c)はフィルム全体が検査されることを説明するための図である。検査されるフィルム41は、予め上記取り付けポジションで第一のローラー42と第二のローラー43に挟み込まれて固定された後、矢印57aの方向に移動され検査ポジションで検査される。検査ポジションには、フィルム41を照明する照明光源31と照明されたフィルムを撮像する撮像カメラ32が設けられている。フィルム41は、第一のローラー42と第二のローラー43によって、矢印58に示される方向に繰り返し搬送される(図10(a))。その際、図10(b)に示されるように照明光源31と撮像カメラ32はそれぞれ矢印59a、59bで示される方向に同期して移動する。その結果、図10(c)に示すように、フィルムの搬送58と照明光源31と撮像カメラ32の移動59a、59bによってフィルム41の全面が撮像され検査される。
【0039】
以上のように本発明によるフィルム搬送装置によれば、フィルムにシワやたるみが発生することなく、しかも構造が比較的簡素であるために装置費用を抑えることが出来、精度の良い枚葉フィルムの外観全面検査を行うことが可能となる。
【符号の説明】
【0040】
1・・・フィルム基材
2・・・ハードコート層
3・・・反射防止層
4・・・枚葉シート
5・・・枠体
6・・・フィルム上のシワ
11〜14・・・ローラー
15・・・フィルム
16、17・・・照明光源
18・・・フィルムの搬送方向を示す矢印
19・・・CCDカメラ(または2次元カメラ)
20・・・画像処理装置
21・・・ロータリーエンコーダ
22・・・制御装置
31・・・照明装置
32・・・撮像カメラ
33・・・画像処理装置
40・・・フィルム搬送装置
41・・・フィルム
41−1,41−2・・・枚葉フィルム41の対向する辺
42・・・第一のローラー
42−1、42−2・・・フィルムを挟み込む溝
43・・・第二のローラー
44・・・エアシリンダ
44a・・・第一のローラー間隔変更機構
44b・・・第二のローラー間隔変更機構
45・・・巻きバネ(スプリング)
45a・・・第一の張力均一機構
45b・・・第二の張力均一機構
46,47・・・フィルムサポートローラー
48・・・エアシリンダのロッド
50・・・ローラー
51−1、51−2・・・シリコンチューブ
53・・・取り付けポジション
54・・・検査ポジション
55・・・搬送フレーム
56・・・架台
57・・・架台が搬送フレーム上を移動する方向を示す矢印
57a・・・架台が検査ポジションに移動される方向を示す矢印
58・・・フィルムが搬送される方向を示す矢印
59a、59b・・・照明光源と撮像カメラが移動する方向を示す矢印
61,62・・・第二のローラーが移動する方向を示す矢印
【技術分野】
【0001】
本発明は光学機能性フィルム等の柔軟性を有するフィルムの外観検査を行なう検査装置に用いられるフィルム搬送装置に関するものである。
【背景技術】
【0002】
従来より、プラスチックフィルム、紙、金属箔等の柔軟性を有する長尺の基材をロール状に巻き付けた状態から巻き出してから巻き取りを行う間に、印刷や塗工、フォトリソプロセス等の各種表面処理を行う技術が一般的に多用されてきた。そこで取り扱う柔軟で長尺の媒体をウェブと称し、ウェブを巻き出し搬送し、前記処理工程を経て最終的に巻き取る技術がウェブハンドリング技術として知られている。
【0003】
近年は、特に、光学機能性フィルム等の光学フィルムの製造において、前記ウェブハンドリング技術を駆使して、大量で安価な生産を可能としている。また、量産に際しては、光学フィルムの原反材料そのものに付着している異物欠陥や、製造工程中に生じる傷や異物付着といった欠陥が有り、それらの欠陥を検出する検査方法が各種提案されている。
【0004】
図1は光学機能性フィルムの一例である液晶ディスプレイ等の表示デバイスの表示画面の最表面に貼られる反射防止フィルムの断面を示す図である。反射防止フィルムは、表示画面をキズから保護したり、防汚、帯電防止、映り込み防止のために、透明フィルムに反射防止材料をコーティングして製造される。
【0005】
反射防止フィルムの製造工程では、ロール状の長尺帯状の透光性のフィルムに対し、塗工、乾燥といった表面処理が単数または複数回行われ、光学膜が形成される。図1に示される反射防止フィルムはフィルム基材1、ハードコート層2、反射防止層3の各層で構成されている。
【0006】
従来よりフィルム基材1にハードコート層2を塗布する前、ハードコート層2を塗布した後、更に反射防止層3を塗布した後、あるいはそのいずれかの段階でフィルム基材及び表面処理の製造工程中に生じるキズ、気泡、異物、シワの外観欠陥を判断するための外観検査の手法が各種提案されている。
【0007】
欠陥を検出する検査はウェブ工程の中間でインラインで検査されている。図2にウェブ工程の中間でインラインで検査するウェブ検査装置を示す。ウェブ検査装置では、複数のローラー11〜ローラー14からなる搬送ユニット(ローラーの回転による搬送)によりフィルム15を搬送し、LED、蛍光灯、ハロゲンランプ、キセノンランプ、UVランプ等を用いた照明光源16及び17によってフィルムの全幅を照明し、フィルム15を矢印18で示す方向に搬送しながらフィルムの幅方向を全走査できるよう複数のラインCCDカメラ19(または2次元カメラ)によってフィルムを撮像する。照明光源16及び17は、その両方またはいずれか一方が適宜採用される。
【0008】
一方、フィルム15の搬送距離に応じた信号をロータリーエンコーダ21より取得し、前記信号を撮像タイミング信号として、一定の搬送距離毎に前記ラインCCDカメラ19によってフィルム表面を撮像し、撮像した画像を画像処理装置20で画像処理し、欠陥部分の抽出を行い、抽出した欠陥について、記憶機構を含む制御装置22に欠陥データ(欠陥の位置を示す座標、ラインCCDカメラの画素数、濃度値)をファイル及びデータベース(以下、DB)にデータとして保存する機構を有する欠陥検査装置である。
【0009】
上記インラインで検査するウェブ検査装置では、高速で表面処理中での検査であることから、微小な不良箇所が見落とされることがある。特に、ロールの最初から最後までに共通に発生している、いわゆる共通欠陥の見逃しは、ロール全てが欠陥品となってしまうため、インライン検査だけでは、十分であるとはいえない。
【0010】
そこで上記インラインでの検査の代用として、ウェブ状から枚葉シートを切り取って検査する場合がある。その際には例えば、図3に示すようにフィルムの枚葉シート4を枠体5で固定して、透過光や反射光の各種光源によって種々の方向からの目視検査を、フィルムを持ち回ることなく、一定位置で行うための検査装置がある(図3(a))。前記ウェブ基材といえども、最終の使用形態である枚葉シートに裁断後に、このような目視検査による外観検査を行うことは同一欠陥を検出できる等の一定の意義がある。ここでいう枚葉シート4の長手方向の大きさは外観検査の目的によって適宜決められる。
【0011】
しかしながら、枠体でフィルムの枚葉シートを固定し、検査する場合には図3(b)に示すようにフィルム固定に起因するシワやたるみが発生する場合がある。また、上記枠体を用いて検査する方法とは別に、数千メートルにもおよぶ反射防止フィルムの末端から数メートルに切り出した枚葉フィルムをオフラインで外観自動検査する場合がある。この場合にはフィルムの対向する2辺をローラーに巻きつけてカメラを1台または複数台用いて検査を行っている。
【0012】
カメラを複数台用いて検査する検査方式では、検査費用が高価なものとなる。そこで、検査費用を抑える為に、カメラ1台のみを配置とし、カメラをフィルム幅方向に数回に分けて移動させ、同時にフィルムを巻き出し、巻き取り動作を繰り返す往復搬送させることで全面自動検査を行うことが行われている。また、ローラーを巻き出し巻き取りの2本のローラーとして、2本のローラー間を被検査面として利用する際に、2本のローラーの間隔を広げて被検査面を拡大させ、人手による目視外観検査を行えるような工夫も行われている。
【0013】
しかしながら、送り方向の長さが数メートルのフィルムを全面検査する場合には、フィルムの対向する2辺の固定部周辺も検査対象となるが、フィルム固定に起因するシワやたるみの発生は回避しなくてはならない。
【0014】
上記シワやたるみの発生に関しては、フィルム端部の固定に起因するものだけでなく、フィルムの巻き出し巻き取り動作を繰り返して外観自動検査する際の、巻き出し軸におけるフィルムの巻き締まりの程度が、軸方向で変化する場合でも生じる。これによりフィルムの巻き出し巻き取り軸の間でフィルムが張られる時に、2軸間で張力が不均等となり、シワやたるみが生じることになる。
【0015】
また、枚葉フィルムを検査する場合の搬送方法として、フィルムサイズに合わせた枠にフィルムを固定し、枠ごと搬送させて検査する方法があるが、フィルム長が一定でないため、複数の枠を用意する必要があり、枠ごと搬送させて検査することは、設備費用と運用面で問題があった。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開2005−233892号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
そこで本発明は、枚葉フィルムの外観全面検査をフィルムにシワやたるみが発生せず、低コストで検査を可能とするフィルム搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0018】
そこで本発明の請求項1に係る発明は、フィルムを検査する検査装置に用いられるフィルム搬送装置であって、
フィルムの対向する2辺を固定してフィルムを巻き出し、巻き取る第一のローラーと第二のローラーと、
前記2本のローラーの幅方向の両端に設けられ、前記2本のローラーの間隔を変更する第一のローラー間隔変更手段と第二のローラー間隔変更手段と、
前記2本のローラーの幅方向の両端に設けられ、前記2本のローラーの間で巻き出し、巻き取られるフィルムの幅方向の張力を均一にする第一の張力均一手段と第二の張力均一手段と、を備えたことを特徴とするフィルム搬送装置である。
【0019】
本発明の請求項2に係る発明は、前記第一のローラー間隔変更手段と第二のローラー間隔変更手段は、エアシリンダであることを特徴とする請求項1に記載のフィルム搬送装置である。
【0020】
本発明の請求項3に係る発明は、前記第一の張力均一手段と第二の張力均一手段は、前記エアシリンダのロッドに挿入された巻きバネであることを特徴とする請求項2に記載のフィルム搬送装置である。
【0021】
本発明の請求項4に係る発明は、自動検査装置によって検査を行う場合と、目視によって検査される場合とに用いられることを特徴とする請求項1から3のいずれかに記載のフィルム搬送装置である。
【発明の効果】
【0022】
本発明のフィルム搬送装置によれば、枚葉フィルムの外観全面検査をフィルムにシワやたるみが発生せず、低コストで精度のよい検査を行うことが出来る。
【図面の簡単な説明】
【0023】
【図1】光学機能性フィルムの一例である反射防止フィルムの断面を示す図。
【図2】ウェブ工程の中間でインラインで検査するウェブ検査装置を示す図。
【図3】枚葉シートを枠体で固定する場合にシワが発生してしまうこと示す図。(a)は枚葉シートを枠体で固定した場合を示す図。(b)は枚葉シートにシワが発生した場合を示す図。
【図4】本発明によるフィルム搬送装置の一例を示す図。
【図5】本発明に係る第一のローラー間隔変更機構と第二のローラー間隔変更機構と、第一の張力均一機構と第二の張力均一機構を示す図である。(a)は上面から見た図。(b)は側面から見た図である。
【図6】本発明に係る第一のローラー間隔変更機構及び第二のローラー間隔変更機構と、第一の張力均一機構及び第二の張力均一機構の関係を示す図。(a)はA室が給気でB室が排気の状態を示す図。(b)はA室が排気でB室が給気の状態を示す図。(c)はA室、B室共に排気の状態を示す図。
【図7】本発明に係るフィルムの対向する2辺を固定する方法を示す図。(a)は第一のローラーに固定する場合を示す図。(b)は第二のローラーに固定する場合を示す図。
【図8】本発明に係る取り付けポジションと検査を行う検査ポジションを示す図。
【図9】本発明に係るフィルム検査を行う場合を示す図。(a)は人手による目視検査が行われる場合を示す図。(b)は検査が行われない場合を示す図。(c)は自動検査機による検査が行われる場合を示す図。
【図10】本発明によるフィルム搬送装置を用いてフィルム検査を行う場合を説明する図(a)は側面から見た図。(b)は正面から見た図。(c)はフィルム全体が検査されることを説明するための図。
【発明を実施するための形態】
【0024】
以下、図面を参照して本発明に係るフィルム搬送装置を実施するための形態を説明する。
【0025】
図4は本発明に係るフィルム搬送装置の一例を示す図である。図4(a)は概略構成を側面から見た図を示し、図4(b)は上面から見た図を示す。図4(a)に示すように、フィルム搬送装置40はフィルム41を照明装置31で照明し、撮像カメラ32で照明されたフィルムを撮像し、撮像画像を画像処理装置33で処理した後に欠陥を検査する検査装置に用いられる。
【0026】
図4(b)に示すように、フィルム搬送装置40はフィルム41の対向する2辺を固定してフィルムを巻き出し、巻き取る第一のローラー42と第二のローラー43と、第一のローラー42と第二のローラー43の幅方向の両端に設けられ、前記2本のローラーの間隔を変更する第一のローラー間隔変更手段である第一のローラー間隔変更機構44aと第二のローラー間隔変更機構44bと、上記2本のローラーの間で巻き出し巻き取られるフィルムの幅方向の張力を均一にする第一の張力均一手段である第一の張力均一機構45aと第二の張力均一機構45bと、を備えている。
【0027】
図5は上記第一のローラー42と第二のローラー43の幅方向の両端に設けられた第一のローラー間隔変更機構44aと第二のローラー間隔変更機構44bと、第一の張力均一機構45aと第二の張力均一機構45bを示す図である。図5(a)は上面から見た図、図5(b)は側面から見た図である。第一のローラー間隔変更機構44a及び第二のローラー間隔変更機構44bと、第一の張力均一機構45a及び第二の張力均一機構45bとは、第一のローラー42及び第二のローラー43の回転部と取り付け治具42a、43aによって取り付けられている。
【0028】
第一のローラー間隔変更機構44a及び第二のローラー間隔変更機構44bは、エアシリンダであって、A室とB室への給気と排気の状態によってロッド48のストローク長Lを変更することが出来る。第一の張力均一機構45a及び第二の張力均一機構45bは巻きバネ(スプリング)である。符号46及び47はフィルム41の搬送路に設けられたフィルムサポートローラーである。
【0029】
図6は第一のローラー間隔変更機構及び第二のローラー間隔変更機構と、第一の張力均一機構及び第二の張力均一機構の関係を示す図で、便宜上一つのローラー間隔変更機構と一つの張力均一機構を例示している。ここで用いられるエアシリンダは例えば2つの給排気室を有しロッドが片方にストロークする、複動型で片ロッドシリンダであれば良い。
【0030】
図6(a)は、A室が給気でB室が排気の状態を示し、この場合はいわゆるストローク「出」の状態であって、ロッド48のストローク長が巻きバネの長さよりも長いため巻きバネは伸び切った状態となる。図6(b)はA室が排気でB室が給気の状態を示し、この場合はいわゆるストローク「戻り」の状態であってストローク長が巻きバネの長さよりも
短いため巻きバネは縮んだ状態となる。図6(c)はA室、B室共に排気の状態であって、この状態では巻きバネは図6(b)で示される縮んだ状態から開放される。その結果、図6(c)で示される巻きバネ45は図5に示されるローラー42とローラー43の間を搬送されるフィルムの幅方向の張力差とバランスするようにわずかに伸縮する。即ち、張力の弱いい側の巻きバネ45が伸びる方向に作用することによってフィルムの幅方向の張力差を緩和することが出来る。その結果、張力差によって生ずるシワやたるみの発生を抑えることが出来る。
【0031】
図7はフィルムの対向する2辺を固定する方法を示す図である。図7(a)に示す第一のローラー42は、ローラー50に巻かれた枚葉フィルム41の一辺41−1を挟み込む溝42−1を有し、更に溝内に設けられたシリコンチューブ51−1に図示しない圧縮空気供給装置から圧縮空気が供給され、枚葉フィルム41の一辺41−1が固定される。その後枚葉フィルム41は第一のローラー42に巻き取られる。
【0032】
第一のローラー42に巻き取られた枚葉フィルム41は、その後徐々に巻き出されながら第二のローラー43に設けられた挟み込む溝43−1に枚葉フィルム41の一辺41−1と対向する辺41−2が挟み込まれる(図8(b))。更に溝43−1内に設けられたシリコンチューブ51−2に図示しない圧縮空気供給装置から圧縮空気が供給され、枚葉フィルム41の一辺41−2が固定される。この場合、枚葉フィルム11はフィルムサポートローラー46及び47の上方にパスが通される。
【0033】
図8は上記フィルム41の対向する2辺が2つのローラーに挟み込まれて固定する取り付けポジションと検査を行う検査ポジションを示す図である。符号53で示される位置は、上記フィルム41の対向する2辺が2つのローラーに挟み込まれて固定される取り付けポジションであって、符号54で示される位置が検査ポジションとなっている。尚、図には第一のローラー間隔変更機構及び第二のローラー間隔変更機構と、第一の張力均一機構及び第二の張力均一機構は、図示していない。
【0034】
フィルム搬送装置は、搬送フレーム55上に載置された架台56に取り付けられており、架台56が搬送フレーム55上を矢印57の方向に移動することによって、取り付けポジション53と検査ポジション54間を移動することが出来る。
【0035】
図9はフィルム検査を行う場合を示す図である。図9(a)はローラー間隔変更機構及び第二のローラー間隔変更機構であるシリンダのA室が給気で、B室が排気の場合であって(図6(a)の状態)、第一のローラー42と第二のローラー43の軸間が長く、この場合は人手による目視検査が行われる。
【0036】
図9(c)はローラー間隔変更機構及び第二のローラー間隔変更機構であるシリンダのA室、B室ともに排気状態であって(図6(c)の状態)、自動検査機による検査が行われる。図9(c)の自動検査による検査が行われる場合は、第二のローラー43の張力によって巻きバネ45a、45bが作用し第二のローラーが矢印61、矢印62で示す方向に移動することによって、フィルム41の幅方向の張力が均一となり、その結果フィルム41にはシワやたるみが抑制され、高精度の検査が可能となる。
【0037】
図9(b)はローラー間隔変更機構及び第二のローラー間隔変更機構であるシリンダのA室が排気で、B室が給気状態であって(図6(b)の状態)、シリンダロッドが戻り状態で巻きバネ45a、45bは縮み第二のローラー43は固定された状態となる。この場合は検査は行われなく、フィルム41を2つのローラーに挟み込んで固定する作業が取り付けポジションで行われる。
【0038】
図10はフィルム搬送装置を用いてフィルム検査を行う場合を説明する図である。図10(a)は側面から見た図、図10(b)は正面から見た図、図10(c)はフィルム全体が検査されることを説明するための図である。検査されるフィルム41は、予め上記取り付けポジションで第一のローラー42と第二のローラー43に挟み込まれて固定された後、矢印57aの方向に移動され検査ポジションで検査される。検査ポジションには、フィルム41を照明する照明光源31と照明されたフィルムを撮像する撮像カメラ32が設けられている。フィルム41は、第一のローラー42と第二のローラー43によって、矢印58に示される方向に繰り返し搬送される(図10(a))。その際、図10(b)に示されるように照明光源31と撮像カメラ32はそれぞれ矢印59a、59bで示される方向に同期して移動する。その結果、図10(c)に示すように、フィルムの搬送58と照明光源31と撮像カメラ32の移動59a、59bによってフィルム41の全面が撮像され検査される。
【0039】
以上のように本発明によるフィルム搬送装置によれば、フィルムにシワやたるみが発生することなく、しかも構造が比較的簡素であるために装置費用を抑えることが出来、精度の良い枚葉フィルムの外観全面検査を行うことが可能となる。
【符号の説明】
【0040】
1・・・フィルム基材
2・・・ハードコート層
3・・・反射防止層
4・・・枚葉シート
5・・・枠体
6・・・フィルム上のシワ
11〜14・・・ローラー
15・・・フィルム
16、17・・・照明光源
18・・・フィルムの搬送方向を示す矢印
19・・・CCDカメラ(または2次元カメラ)
20・・・画像処理装置
21・・・ロータリーエンコーダ
22・・・制御装置
31・・・照明装置
32・・・撮像カメラ
33・・・画像処理装置
40・・・フィルム搬送装置
41・・・フィルム
41−1,41−2・・・枚葉フィルム41の対向する辺
42・・・第一のローラー
42−1、42−2・・・フィルムを挟み込む溝
43・・・第二のローラー
44・・・エアシリンダ
44a・・・第一のローラー間隔変更機構
44b・・・第二のローラー間隔変更機構
45・・・巻きバネ(スプリング)
45a・・・第一の張力均一機構
45b・・・第二の張力均一機構
46,47・・・フィルムサポートローラー
48・・・エアシリンダのロッド
50・・・ローラー
51−1、51−2・・・シリコンチューブ
53・・・取り付けポジション
54・・・検査ポジション
55・・・搬送フレーム
56・・・架台
57・・・架台が搬送フレーム上を移動する方向を示す矢印
57a・・・架台が検査ポジションに移動される方向を示す矢印
58・・・フィルムが搬送される方向を示す矢印
59a、59b・・・照明光源と撮像カメラが移動する方向を示す矢印
61,62・・・第二のローラーが移動する方向を示す矢印
【特許請求の範囲】
【請求項1】
フィルムを検査する検査装置に用いられるフィルム搬送装置であって、
フィルムの対向する2辺を固定してフィルムを巻き出し、巻き取る第一のローラーと第二のローラーと、
2本のローラーの幅方向の両端に設けられ、前記2本のローラーの間隔を変更する第一のローラー間隔変更手段と第二のローラー間隔変更手段と、
2本のローラーの幅方向の両端に設けられ、2本のローラーの間で巻き出し、巻き取られるフィルムの幅方向の張力を均一にする第一の張力均一手段と第二の張力均一手段と、を備えたことを特徴とするフィルム搬送装置。
【請求項2】
前記第一のローラー間隔変更手段と第二のローラー間隔変更手段は、エアシリンダであることを特徴とする請求項1に記載のフィルム搬送装置。
【請求項3】
前記第一の張力均一手段と第二の張力均一手段は、前記エアシリンダのロッドに挿入された巻きバネであることを特徴とする請求項2に記載のフィルム搬送装置。
【請求項4】
自動検査装置によって検査を行う場合と、目視によって検査される場合とに用いられることを特徴とする請求項1から3のいずれかに記載のフィルム搬送装置。
【請求項1】
フィルムを検査する検査装置に用いられるフィルム搬送装置であって、
フィルムの対向する2辺を固定してフィルムを巻き出し、巻き取る第一のローラーと第二のローラーと、
2本のローラーの幅方向の両端に設けられ、前記2本のローラーの間隔を変更する第一のローラー間隔変更手段と第二のローラー間隔変更手段と、
2本のローラーの幅方向の両端に設けられ、2本のローラーの間で巻き出し、巻き取られるフィルムの幅方向の張力を均一にする第一の張力均一手段と第二の張力均一手段と、を備えたことを特徴とするフィルム搬送装置。
【請求項2】
前記第一のローラー間隔変更手段と第二のローラー間隔変更手段は、エアシリンダであることを特徴とする請求項1に記載のフィルム搬送装置。
【請求項3】
前記第一の張力均一手段と第二の張力均一手段は、前記エアシリンダのロッドに挿入された巻きバネであることを特徴とする請求項2に記載のフィルム搬送装置。
【請求項4】
自動検査装置によって検査を行う場合と、目視によって検査される場合とに用いられることを特徴とする請求項1から3のいずれかに記載のフィルム搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−104805(P2013−104805A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249480(P2011−249480)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]