
フィルム溶着装置および包装体製造装置
【課題】第2の帯状のフィルムをアンビル上にスムーズに送り出すことができるフィルム溶着装置を提供する。
【解決手段】第1の帯状のフィルムFbを送り出す第1の送り出し部21と、第1の帯状のフィルムFbより幅の狭い第2の帯状のフィルムFp1を第1の帯状のフィルムFbと同一の方向に第1の帯状のフィルムFbと同期させて送り出す第2の送り出し部25と、送り出された第2の帯状のフィルムFp1を送り出す方向Xと交差する方向Yに切断する切断部8と、第2の送り出し部25で送り出される第2の帯状のフィルムFp1の先端部4を負圧により固定する固定部5と、第2の帯状のフィルムFp1の先端部4が前記送り出し中に固定部5から浮揚するように先端部4に空気を供給する空気供給部5ahと、固定された第2の帯状のフィルムFp1を送り出された第1の帯状のフィルムFbに溶着する溶着部2とを備えるフィルム溶着装置1とする。
【解決手段】第1の帯状のフィルムFbを送り出す第1の送り出し部21と、第1の帯状のフィルムFbより幅の狭い第2の帯状のフィルムFp1を第1の帯状のフィルムFbと同一の方向に第1の帯状のフィルムFbと同期させて送り出す第2の送り出し部25と、送り出された第2の帯状のフィルムFp1を送り出す方向Xと交差する方向Yに切断する切断部8と、第2の送り出し部25で送り出される第2の帯状のフィルムFp1の先端部4を負圧により固定する固定部5と、第2の帯状のフィルムFp1の先端部4が前記送り出し中に固定部5から浮揚するように先端部4に空気を供給する空気供給部5ahと、固定された第2の帯状のフィルムFp1を送り出された第1の帯状のフィルムFbに溶着する溶着部2とを備えるフィルム溶着装置1とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内容物が充填された筒状のフィルムを開封するための開封片を効率よくフィルムに溶着することができるフィルム溶着装置、および当該フィルム溶着装置を備える包装体製造装置に関する。
【背景技術】
【0002】
ソーセージやプロセスチーズに代表される加工食品が密封された包装体は、一般に、筒状に形成された包装フィルムに内容物が充填され、両端が収束されて結紮されて製造される。このようなロケット包装体の包装フィルムの開封を容易にするために、別体の小さなフィルムで形成された開封片(開封テープの一部)を包装フィルムに溶着したものがある。このような包装体は、開封片を摘んでめくると溶着部分が起点となって包装フィルムが破壊され、密封された食品を取り出すことができるものである。
【0003】
包装フィルムは、ロール状にまかれた包装フィルムの原反から引き出し、これを筒状に形成し、内容物を充填しロケット包装体とする。開封テープは、ロール状にまかれた開封テープの原反から、包装フィルムに同期させて同じ方向に引き出し、アンビル上に送り出され、負圧によりアンビル上に固定される。アンビル上で開封テープを切断し開封片とした後、アンビルを包装フィルムに向けて移動させ、開封片を包装フィルムに重ねて押し付け、さらに重ねられた包装フィルムと開封片をホーンに押し付け、開封片が包装フィルムに溶着される(特許文献1、段落0028〜0031)。
【0004】
アンビルには排気穴が形成され、排気穴を介して空気が排気され、排気穴に負圧が形成される。アンビルが、開封片と包装フィルムを挟んでホーンの表面に強く押し付け、アンビルまたはホーンに形成されたシール線形成部に対応する箇所に開封片が包装フィルムに溶着される溶着線を形成する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−11784号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、開封テープがアンビル上に送り出されるとき、開封テープの先端がアンビルの排気穴に縁や、シール線形成部がアンビルにあるときはそこに引っ掛かり、開封テープをスムーズに送り出すことができない場合があった。
【0007】
そこで、本発明は、開封テープをアンビル上にスムーズに送り出すことができるフィルム溶着装置、および当該フィルム溶着装置を備える包装体製造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の第1の態様に係るフィルム溶着装置1は、例えば図1、図2に示すように、第1の帯状のフィルムFbを送り出す第1の送り出し部21と;第1の帯状のフィルムFbより幅の狭い第2の帯状のフィルムFp1を第1の帯状のフィルムFbと同一の方向に第1の帯状のフィルムFbと同期させて送り出す第2の送り出し部25と;送り出された第2の帯状のフィルムFp1を送り出す方向Xと交差する方向Yに切断する切断部8と;第2の送り出し部25で送り出される第2の帯状のフィルムFp1の先端部4を負圧により固定する固定部5と;第2の帯状のフィルムFp1の先端部4が前記送り出し中に固定部5から浮揚するように先端部4に空気を供給する空気供給部5aaと;固定された第2の帯状のフィルムFp1を送り出された第1の帯状のフィルムFbに溶着する溶着部2とを備える。
【0009】
このように構成すると、フィルム溶着装置は空気供給部を備えるので、第2の送り出し部が第2の帯状のフィルムを送り出すときに、空気供給部により第2の帯状のフィルムの先端部が第2の帯状のフィルムの送り出し中に固定部から浮揚するように空気を供給することができ、第2の帯状のフィルムがアンビル上で引っ掛かりを生ぜず、第2の帯状のフィルムをスムーズにアンビル上に送り出すことができる。先端部とは、第2の帯状のフィルムの送り方向の側の自由端を含む部分をいう。また、第2の帯状のフィルムのアンビルへの固定手段を備えているため、一旦浮揚した第2の帯状のフィルムを固定し、第1の帯状のフィルムに対する第2の帯状のフィルムの相対的位置がブレ、溶着パターンのずれが生じることを防止できる。本態様においては、第2の帯状のフィルムを浮揚する手段に加え、固定する手段を備えているため、このような問題を解消し、第1の帯状のフィルムに対する第2の帯状のフィルムの相対的位置を正確に位置決めできるので、より精密なパターンでの溶着が可能である。
【0010】
本発明の第2の態様に係るフィルム溶着装置1は、例えば図1に示すように、第1の態様のフィルム溶着装置1において、第2の帯状のフィルムFp1の固定と第2の帯状のフィルムFp1の浮揚とを切り替える切り替え機構17を備える。
【0011】
このように構成すると、フィルム溶着装置は切り替え機構を備えるので、切り替え機構により第2の帯状フィルムを送り出すときに、第2の帯状のフィルムの固定と第2の帯状のフィルムの浮揚とを切り替え、第2の帯状のフィルムがアンビル上で引っ掛かりを生ぜず、アンビル上に固定されたとき位置ずれが発生することを防止することができる。
【0012】
本発明の第3の態様に係るフィルム溶着装置1は、例えば図1に示すように、第2の態様のフィルム溶着装置1において、前記切り替えを、第1の帯状のフィルムFbと第2の帯状のフィルムFp1の送り出しと、切断部8の切断と溶着部2の溶着のタイミングに合わせて行う制御部18を備える。
【0013】
このように構成すると、フィルム溶着装置は制御部を備えるので、第2の帯状のフィルムの固定と第2の帯状のフィルムの浮揚との切り替えを、第1の帯状のフィルムと第2の帯状のフィルムの送り出しと、切断部の切断と溶着部の溶着のタイミングに合わせて行うことができる。
【0014】
本発明の第4の態様に係るフィルム溶着装置1、例えば図1において、第1の態様乃至第3の態様のいずれか1の態様に記載のフィルム溶着装置1において、固定部5には、大気を排気する排気穴5ahが形成され、前記大気を排気することにより前記負圧を発生させるように構成され;固定部5には、空気を供給する空気供給穴5ahが形成され、空気供給部5aaは空気供給穴5ahによって空気を供給するように構成される。
【0015】
このように構成すると、固定部には、大気を排気する排気穴が形成されるので、大気を排気することにより負圧を発生させることができ、固定部には、空気を供給する空気供給穴が形成されるので、空気を供給することができる。
【0016】
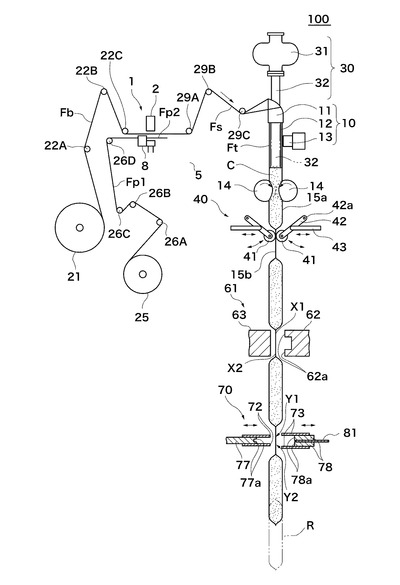
上記目標を達成するため、本発明の第5の態様に係る包装体製造装置100は、例えば図4示すように、第1の態様乃至第4の態様のいずれか1に記載のフィルム溶着装置1と;第1の帯状のフィルムFbを筒状に形成するフィルム筒状形成部10と;筒状に形成されたフィルムFbに内容物Cを充填する内容物充填部30と;内容物Cの充填された筒状のフィルムFbを、第2の帯状のフィルムFp1を溶着した部分の近傍で絞って結紮する筒状フィルム結紮部40、61とを備える。
【発明の効果】
【0017】
以上説明したように、本発明のフィルム溶着装置によれば、空気供給部を備えるので、第2の送り出し部が第2の帯状のフィルムを送り出すときに、空気供給部により第2の帯状のフィルムの先端部が第2の帯状のフィルムの送り出し中に固定部から浮揚するように空気を供給することができ、第2の帯状のフィルムがアンビル上で引っ掛かりを生ぜず、第2の帯状のフィルムをスムーズにアンビル上に送り出すとができる。
【図面の簡単な説明】
【0018】
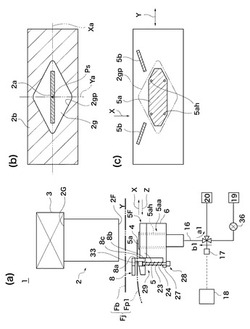
【図1】本発明の第1の実施の形態に係る溶着機を説明する図である。(a)は溶着機の概略構成を示す側面図、(b)はホーンの発振面の平面図、(c)はアンビルの受面の平面図である。
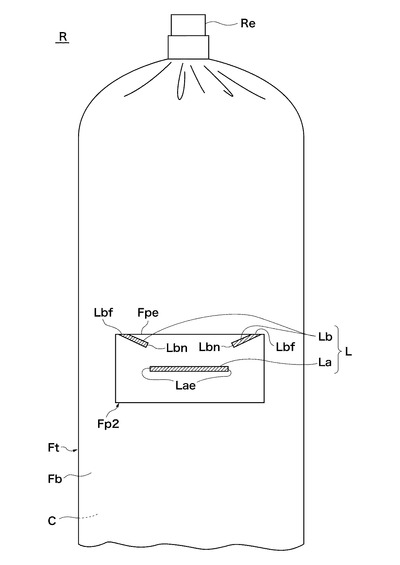
【図2】包装体の開封片の溶着状態を示す部分拡大図である。
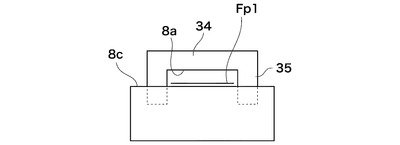
【図3】図1(a)の方向Z(方向Xと反対)からみた、アンビルを省略したカッターの構成を示す模式図である。
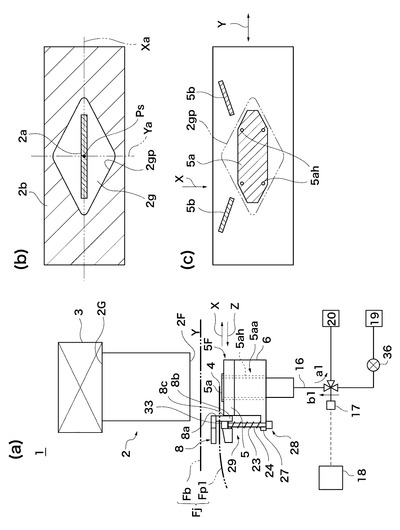
【図4】本発明の第2の実施の形態に係る包装体製造装置の概略構成図である。
【図5】小片溶着工程の詳細を説明するチャート図である。
【発明を実施するための形態】
【0019】
以下、図面を参照して本発明の実施の形態について説明する。なお、各図において互いに同一又は相当する部材には同一あるいは類似の符号を付し、重複した説明は省略する。
【0020】
まず図1を参照して、本発明の第1の実施の形態に係る溶着機1の構成を説明する。図1は、溶着機1を説明する図であり、(a)は溶着機1の概略構成を示す側面図(帯状のフィルムを送り出し方向に直交する方向から見た図)、(b)はホーン2の発振面2Fの平面図、(c)はアンビル5の受面5Fの平面図である。溶着機1は、典型的には、図3に示す包装体製造装置100に組み込まれて用いられる。
【0021】
フィルム溶着装置としての溶着機1は、高周波振動し被溶着物Fjに超音波エネルギーを伝達する溶着部としてのホーン2と、ホーン2の押圧力を受けるアンビル5とを備えている。被溶着物Fjは、合成樹脂製の第1の帯状のフィルムとしての包装フィルムFbと、合成樹脂製の第2の帯状のフィルムとしての開封テープFp1を切断した開封片Fp2とが重ねられたものである。被溶着物Fjは、ホーン2の発振面2Fとアンビル5の受面5Fとに挟圧されて溶着される。
【0022】
ここで図2の部分拡大図を参照して、帯状フィルムFbと開封片Fp2との溶着状態を説明する。図2は、包装体Rにおける開封片Fp2の溶着状態を示す部分拡大図である。包装体Rは、ソーセージやプロセスチーズ等の内容物Cが所定量ごとにロケット包装されて製造されたものである。包装体Rは、筒状フィルムFtに内容物Cが充填された後に両端が集束・結紮されて製造されている。筒状フィルムFtは、開封片Fp2が溶着された帯状フィルムFbを、帯状の長手方向に延びる両側部が重なるように円筒状に巻き、重なった両側部を接合して形成されている。開封片Fp2は、包装体Rの開封の容易のために取り付けられている。開封片Fp2は、本実施の形態では、筒状フィルムFtの軸直角断面の円の周長の約1/3程度の長さに長手方向が形成された長方形で、開封片Fp2の長手方向と帯状フィルムFbの長手方向とが直交して重ねられたうえで、溶着線Lにより帯状フィルムFbに取り付けられている。開封片Fp2は、包装体Rとなったときに、結紮されている一方の端部Reに近くの、集束によって帯状フィルムFbが皺にならない位置に取り付けられている。言い換えれば、筒状のフィルムは、開封片Fp2を溶着した部分の近傍で結紮される。ここで近傍とは、開封片と結紮部が互いに近い位置であるが、筒状のフィルムが集束によって皺にならない位置、さらに言えば開封片Fp2を結紮部の方向に引っ張って筒状のフィルムを結紮部と共に破り易い位置をいう。
【0023】
溶着線Lは、1本の溶着線で形成された一本溶着線Laと、2本の溶着線で形成された非平行溶着線Lbとからなっている。溶着線Lを形成する「線」は、典型的には、長さの幅に対する比(長さ/幅)が1を超えている。一本溶着線Laは、帯状フィルムFbの長手方向に対して直交する方向(開封片Fp2の長手方向に平行)に直線状に延びている。一本溶着線Laは、その長さが、開封片Fp2の長さ(長手方向の距離)よりも短く形成されており、開封片Fp2の幅方向(長手方向に直交する方向)の中央に形成されている。一本溶着線Laは、開封片Fp2をめくったときに一本溶着線Laの端部Laeから帯状フィルムFbが破壊されるように形成されているのが好適であり、典型的には直線状である。非平行溶着線Lbは、一本溶着線Laよりも結紮端部Re側に形成されており、一本溶着線Laから遠ざかるにつれて2本の溶着線の間隔が広がるように延びて、それぞれの溶着線の結紮端部Re側の端部Lbfが開封片Fp2の角に達している。非平行溶着線Lbの、一本溶着線La側の端部Lbnは、開封片Fp2の幅方向が開封片Fp2の結紮端部Re側の辺である端部側辺Fpeと一本溶着線Laとの略中央に、開封片Fp2の長手方向が一本溶着線Laの端部Laeと略同じ所に位置している。
【0024】
再び図1に戻って溶着機1の説明を続ける。以下の説明において、被溶着物Fj及び溶着線Lに言及しているときは適宜図2を参照することとする。ホーン2は、超音波縦振動を増強させるのに適した略柱状(本実施の形態では略四角柱状)に一体で形成されており、柱状の一方の端面に発振面2Fが形成されている。ホーン2の発振面2Fの反対側の端面2Gには、超音波振動を発生させる振動子3が取り付けられている。
【0025】
図1(b)に示すように、発振面2Fは、平らな面に当該面よりも窪んだ溝2gが形成されることにより、一本面2aと周囲面2bとが現れるように構成されている。このように構成されていることで、発振面2Fをある平面に接触させたときに、一本面2aと周囲面2bとが当該平面に接触し、溝2gの部分が当該平面に接触しないようになっている。周囲面2bの外縁は、開封片Fp2を包含する大きさの矩形(本実施の形態では長方形)に形成されている。一本面2aは、一本溶着線Laに対応する形状に、換言すればアンビル5と協働して被溶着物Fjを挟圧溶着したときに一本溶着線Laが形成される形状に、形成されている。溝2gは、一本面2aを取り囲んで形成されており、その外縁である溝外縁2gpが菱形に形成されている。溝外縁2gpは、周囲面2bの内側の境界になっている。周囲面2bは、被溶着物Fjに溶着線Lが形成されたときに、非平行溶着線Lbを包含する位置及び面積に形成されている。このように、本実施の形態では、一本面2a及び溝2gが、発振面2Fの基準点Ps(任意)を通り互いに直交する仮想の横軸線Xa及び仮想の縦軸線Yaのそれぞれに対して線対称に形成されている。一本面2a及び溝外縁2gpの図心は基準点Psと一致しており、溝外縁2gpを形成する菱形のそれぞれの対角線は横軸線Xa及び縦軸線Ya上に位置している。
【0026】
図1(a)に示すように、アンビル5は、平面形状が矩形の板状に形成されており、一方の端面である受面5Fが表面に現れるように、アンビルホルダ6に嵌め込まれて支持されている。アンビル5は、その受面5Fがホーン2の発振面2Fに対向する位置に配設されている。また、ホーン2及びアンビル5は、発振面2Fと受面5Fとが相対的に接近し離れる移動ができるように構成されている。
【0027】
図1(c)に示すように、受面5Fは、中央面5aと非平行面5bとが残るようにこれらの周囲が削り取られて形成されている。したがって、中央面5aと非平行面5bは、周囲よりわずかに(例えば、50μm〜80μm、好ましくは、55μm〜70μm)突き出ている。このように構成されていることで、受面5Fをある平面に接触させたときに、中央面5aと非平行面5bとが当該平面に接触し、これ以外の部分が当該平面に接触しないようになっている。中央面5aは、受面5Fと発振面2Fとを接触させたときに、一本面2aを包含する位置及び大きさに形成されている。中央面5aの平面形状は、本実施の形態では、ベースとなる形状を長方形として、受面5Fと発振面2Fとを接触させたときに溝外縁2gp(図1(c)中では仮想線(二点鎖線)で表示)の内部に中央面5aが収まるように角部が除去された変則的な八角形に形成されている。中央面5aには、帯状フィルムFbに溶着される前の開封片Fp2を吸引保持する給排気穴5ahが複数形成されている。給排気穴5ahはアンビル5の一部である。給排気穴5ahの縁を含んで、空気供給部5aaが構成されている。空気供給部5aaはアンビル5の一部である。給排気穴5ahは、受面5Fと発振面2Fとを接触させたときに一本面2aの圧力を受けない位置(一本面2aと対向しない位置)に形成されている。非平行面5bは、非平行溶着線Lbに対応する形状に形成されている。非平行面5bは、受面5Fと発振面2Fとを接触させたときに溝外縁2gpの外側で周囲面2bに包含される位置に形成されている。給排気穴5ahは、給気穴(不図示)と、給気穴とは別個の排気穴(不図示)とで構成され、アンビル5には排気穴によって大気を排気する大気排気部(不図示)が構成されていてもよい。この場合、排気穴の縁を含んで、大気排気部が構成される。給排気穴は、さらに非平行面5bにも設けてもよい。また、給排気穴5ahは、中央面5a、非平行面5bではない、その周囲の受面5Fに設けてもよい。要は、開封テープFp1を浮揚して受面5F上の給排気穴5ahや周囲よりも出っ張った面である中央面5a、非平行面5bに引っかからないようにでき、また開封テープFp1をしっかりと受面5Fに固定できる位置であればよい。
【0028】
図1(a)に示すように、各給排気穴5ahには、給排気ライン16がそれぞれ接続されている。溶着機1は、切り替え機構としての電磁式三方弁17を備え、電磁式三方弁17は、給排気ライン16に取り付けられている。電磁式三方弁17は、一方が給気ライン19に接続され、他方が排気ライン20に接続され、電磁式三方弁17の切り替えにより、給排気ライン16による各給排気穴5ahへの給気ライン19からの空気の給気(図中方向b1)および各給排気穴から排気ライン20への大気の排気(図中方向a1)の切り替えが行われる。開封テープFp1の浮揚と固定の切り替えは、空気の供給と排気の切り替えにより行われる。溶着機1は、制御部18を有し、制御部18は、溶着機1の作動の制御、および電磁式三方弁17の切り替えの制御を行い、さらにカッター8による切断と、ホーン2による溶着のタイミングに合わせて、開封テープFp1の送り出しを行うよう制御する。制御部18は、後述の包装体製造装置100(図4)全体の制御を行うものであってもよい。給排気穴5ahから、空気の供給が行われ、あるいは空気の排気が行われる。
【0029】
カッター8は、ホーン2に対して相対的に不動の上刃8a、8b(8aが刃として機能する部分)と、アンビル5の、上刃8a、8bと摺動する側の角に形成された下刃8cを含んで構成されている。下刃8cは、アンビル5と一体に構成されているので、アンビル5と共に、ホーン2に向かう方向およびホーン2から離れる方向に、アンビル5に同期して移動(図中、上下に移動)を繰り返す下刃8cとを有する。
【0030】
アンビル5には、テープ固定機構29が取り付けられている。これは、開封テープFp1をカッター8の手前、アンビル5とは反対の側で固定する。テープ固定機構29は、ヘッド33とヘッド33がその先端に形成されたロッド24とを有するピン28と、ロッド24が挿入されるコイルバネ23とを有する。アンビル5には、ストッパ27が形成され、ロッド24のヘッド33とは反対の端部に形成されたロッドストッパと契合して、ヘッド33が上刃8aに当たる前においてロッド24の動きをアンビル5に対して相対的に固定する。テープ固定機構29は、アンビル5と共にホーン2の方向に移動(図中、上下に移動)する。ヘッド33が上刃8a(または上刃の延長上にある支持部材)に当接するとストッパ27はコイルバネ23を圧縮しながらさらに上昇する。このとき開封テープFp1は、ヘッド33と上刃8a(または上刃の延長上にある支持部材)との間に挟まれて固定される。これにより、開封テープFp1はカッター8のアンビル側はアンビル5により、カッター8よりも上流側(反アンビル側)はテープ固定機構29により固定され、開封テープFp1が踊ることなく切断することができる。
【0031】
図3(図1(a)の方向Z(方向Xと反対)から見た図)の模式図に示すように、上刃8aは、下向きに逆さのコの字型をしており、水平部34と水平部34の両端から図3中、下側に延在ずる垂直部35を有する。開封テープFp1は、水平部34の図中、下側の面である上刃8aと、アンビル5の上側の面の角に形成された下刃8cの間に配置され、下刃8cが上昇すると、開封テープFp1は、上刃8aと下刃8cの間に挟まれて、切断され、開封片Fp2となる。
【0032】
次に図4を参照して、本発明の第2の実施の形態に係る包装体製造装置100の構成を説明する。図4は、包装体製造装置100の概略構成図である。以下の説明において言及する溶着機1の詳細な構成及び溶着線Lについては、適宜図1及び図2を参照することとする。包装体製造装置100は、上述した溶着機1と、帯状フィルムFbに開封片Fp2が溶着された小片付フィルムFsを筒状フィルムFtに形成するフィルム筒状形成部としての筒状形成機10と、筒状フィルムFtに内容物Cを充填する内容物充填部としての充填機30と、筒状フィルムFtに充填された内容物Cを所定量ごとに分離する筒状フィルム結紮部としてのしごき装置40と、内容物Cが分離された部分の筒状フィルムFtに密封のための溶着をする筒状フィルム結紮部としての横接合装置61と、内容物Cが充填された筒状フィルムFtの両端を結紮する集束接合装置70と、連続して製造された包装体Rを個別に分離するために適所のフィルムを切断する切断装置としてのカッター81とを備えている。図3の紙面上の上下は実際の鉛直方向の上下に対応し、小片付フィルムFsは図中、上から下に流れるように走行する。すなわち、上が充填包装作業における小片付フィルムFsの走行方向の上流側、下が走行方向の下流側となる。
【0033】
帯状フィルムFbは、その幅が、製造される包装体Rの軸直角断面における円周の長さよりも両側部が重なる分(筒状フィルムFtを形成するために重なる分)だけ長く形成されている。帯状フィルムFbの材質は、加熱溶着させるため塩化ビニリデン系樹脂とするのが好ましい。開封片Fp2の材質も、帯状フィルムFbの材質と同様に、塩化ビニリデン系樹脂とするのが好ましい。帯状フィルムFbは、ロール状に巻かれ、原反21として回転自在に(帯状フィルムFbを引き出すことができるように)支持されている。開封片Fp2は、溶着機1に隣接したカッター8で切断されて形成されるものであり、カッター8による切断前の開封テープFp1はロール状に巻かれて原反25として回転自在に(引き出すことができるように)支持されている。
【0034】
帯状フィルムFbの原反21と溶着機1との間には、原反21から引き出された帯状フィルムFbを溶着機1に導くガイドローラ22A、22B、22Cが設けられている。開封テープFp1の原反25と溶着機1との間には、原反25から引き出された開封テープFp1を溶着機1に導くガイドローラ26A、26B、26C、26Dが設けられている。
【0035】
溶着機1は、ホーン2が上方に、アンビル5がホーン2の鉛直下方に位置するように配設されている。ホーン2及びアンビル5が設置される向きは、発振面2Fが帯状フィルムFbの面に対向し且つ一本面2aの長手方向が帯状フィルムFbの流れ方向に直交する向きにホーン2が設置され、ホーン2と協働して被溶着物Fjに溶着線Lを与えることができる向きにアンビル5が設置されている。カッター8は、溶着機1に対して帯状フィルムFbの流れ方向上流側に隣接して設けられている。また、溶着機1及びカッター8は、帯状フィルムFb及び開封テープFp1の送り速度に同期して移動しながら溶着を行い溶着後に再び溶着の初動作に戻る拝み運動(ボックスモーションともいう)をする移動手段(不図示)に取り付けられている。溶着機1へ、帯状フィルムFbがホーン2側に、開封テープFp1がアンビル5側に(本実施の形態では帯状フィルムFbが上で開封テープFp1がその下に)供給されるように、原反21、25及びガイドローラ22A、・・・、26A、・・・が配置されている。溶着機1と筒状形成機10との間には、溶着機1でできた小片付フィルムFsを筒状形成機10に導くガイドローラ29A、29B、29Cが設けられている。
【0036】
筒状形成機10は、小片付フィルムFsを円筒状に巻く機構のフォーミングプレート11及び案内筒12と、小片付フィルムFsが筒状に巻かれて重ねられた両側部を接合する縦接合装置13とを有している。フォーミングプレート11は、上下に開口する円筒形状を有している。また、周方向の一箇所で縦方向に延びる円周方向の隙間をもっている。フォーミングプレート11の上端縁は湾曲傾斜しており、小片付フィルムFsは、開封片Fp2を外側にしてその内面に沿うように案内されることにより側縁部で重ね合わせられて筒状に巻かれる。案内筒12は、円筒状の部材であり、筒状に巻かれた小片付フィルムFsの内部に位置するようにフォーミングプレート11内から下方に延びるように配設されている。縦接合装置13は案内筒12の脇に配設されており、縦接合装置13と案内筒12とで小片付フィルムFsの重ねられた両側部を挟圧して溶着することにより、小片付フィルムFsの両側部を縦接合して筒状フィルムFtを形成するように構成されている。縦接合装置13による溶着手段は超音波加熱溶着が好適である。
【0037】
充填機30は、形成された筒状フィルムFtに内容物Cを充填するポンプ31とノズル32とを有している。ノズル32は、フォーミングプレート11の上方に設置されたポンプ31に接続され、先端が案内筒12内へ導入されている。ノズル32の先端は、縦接合装置13より下流側で開口している。案内筒12及びノズル32の下流側に、送り装置である送りローラ14が設けられている。送りローラ14では、筒状フィルムFt内に内容物Cが充填された状態の筒状体15aを、一対の円柱状の送りローラ14が内容物Cを押圧した状態で筒状体15aを下方へ連続して狭圧搬送する。筒状体15aが送りローラ14で下方へ搬送されるのに伴って、原反21から帯状フィルムFbが引き出され、原反25から開封テープFp1が引き出されるように構成されている。
【0038】
しごき装置40は、送りローラ14の下流側に設けられている。しごき装置40のしごきローラ41は、図3において紙面に垂直方向に延びる筒状外面を有し、その直角方向の長さは少なくとも折り幅よりも長いものであり、腕体42により支持されている。なお、「折り幅」とは筒状体15aを扁平にしたときの幅をいう。腕体42はその一端42aを中心に揺動可能で、中間部でピン等を介して横部材43が接続されている。一対の横部材43が近接方向に移動すると、一対のしごきローラ41により筒状体15aは挟圧される。横部材43が離間方向へ後退すると、しごきローラ41は筒状体15aを挟圧することはなくなる。このように、走行する筒状体15aに走行方向で、所定の距離だけ離れて内容物Cの不在部15bを形成する。
【0039】
横接合装置61は、しごき装置40の下流側に設けられている。横接合装置61は、一次シールを行う装置であり、不在部15bの面の両側で互いに対向する超音波ホーン62とアンビル63を有している。アンビル63の、超音波ホーン62に対向する対向面は平坦である。一方、超音波ホーン62は、不在部15bの幅方向に延びる2つの平行な突起部62aを有している。このように構成された超音波ホーン62とアンビル63とは互いに近接し、超音波ホーンの2つの突起部62aがアンビル63の対向面との間で不在部15bを挟圧すると共に、超音波ホーン62が超音波エネルギーを放出することにより、不在部15bに2つの位置X1、X2で線状の一次シールを施す。
【0040】
集束接合装置70は、横接合装置61の下流側に設けられている。集束接合装置70は、集束板72、73を有する集束装置と、超音波ホーン77とアンビル78とを有する二次シール装置とを含んで構成されている。図3では、横接合装置61と集束接合装置70とが同じ向きに記載されているが、実際は集束接合装置70は横接合装置61と直交する向き(図3の紙面に垂直方向)に配置される。超音波ホーン77及びアンビル78は、下方に連続搬送される筒状体15a及び不在部15bを挟むように対向して配設されている。超音波ホーン77は、上下に、超音波ホーン62の2つの突起部62aよりも狭い間隔を空けて2つの突起部77aが形成されている。超音波ホーン77は、その上下が集束板72で挟まれている。アンビル78は、その上下が集束板73で挟まれている。集束板72、73の組及び超音波ホーン77とアンビル78との組は、それぞれの組同士で互いに近接し次いで離れる往復動を、両組同時に又は別個に行うように構成されている。集束板72、73には、連続搬送される筒状体15a側の対向縁にV字状あるいはU字状の集束溝が形成されている。集束接合装置70は、不在部15bが流れてきたときに、対向する集束板72、73を近接させ、このとき左右の集束板72、73が重なり、それぞれの集束溝の底同士で不在部15bを集束し、その後超音波ホーン77の突起部77aとアンビル78の受部78aとで不在部15bを挟圧すると共に集束された不在部15bを溶着して、集束された不在部に2つの位置Y1、Y2で線状の二次シールを、2つの一次シールの間(X1とX2の間)に、施すように構成されている。本実施の形態では、一次シール及び二次シールが結紮手段となる。
【0041】
カッター81は、アンビル78内の中程の位置に設けられている。カッター81は板状に形成されており、切断される不在部15bが存在する側に鋭利な刃部が設けられている。カッター81も、アンビル78と同様に、往復動をする。
【0042】
続いて図1〜図3を参照して、溶着機1及び包装体製造装置100の作用を説明する。溶着機1の作用は、包装体製造装置100の作用の一貫として説明する。包装体製造装置100が以下に説明するように作用することで、包装体Rが得られる。原反21は、後の工程で形成される筒状フィルムFtの軸直角断面における円周長よりも両側部が重なる分だけ長い幅を有する長尺の合成樹脂が用いられており、原反25は、開封テープFp1の長手方向の距離(包装体Rの軸直角断面における円周方向の長さ)に相当する幅を有する長尺の合成樹脂が用いられている。原反25の幅は、製造された包装体Rのフィルムを開封しやすくする観点から、本実施の形態では原反21の幅の2/7であって20mmとなっている。開封片Fp2の長さは、帯状フィルムFbの幅よりも小さい。
【0043】
原反21から引き出された帯状フィルムFbは、ガイドローラ22A、22B、22Cで方向を変え、所定の張力がかけられてたわまないようにされたうえで溶着機1に導かれる。他方、原反25から引き出された開封テープFp1は、ガイドローラ26A、26B、26C、26Dで方向を変え、所定の張力がかけられてたわまないようにされたうえで溶着機1に導かれる。溶着機1に導かれた帯状フィルムFb及び開封テープFp1は、帯状フィルムFbが上方(ホーン2側)、開封テープFp1が下方(アンビル5側)となる位置関係で、ホーン2とアンビル5との間に進入する。このとき溶着機1及びカッター8は、帯状フィルムFb及び開封テープFp1の流れ方向最上流の位置で帯状フィルムFb及び開封テープFp1の進入を待機している。
【0044】
帯状フィルムFb及び開封テープFp1は、同じ速度で上刃8aと下刃8cの間を通り、ホーン2とアンビル5との間に、方向Xに進入する。このとき、中央面5aに形成された給排気穴5ahは給気ライン19に連通しており給排気穴5ahから空気が供給され、開封テープFp1は、供給された空気によってアンビル5の受面5Fから浮き上がり、周囲からわずかに突き出ている中央面5aおよび非平行面5bに引っ掛からないように進入する。給気ライン19は、空気コンプレッサである空気供給源(不図示)に接続されている。空気コンプレッサの吐出圧を、例えば、0.64MPa(ゲージ圧)とし、さらに給排気穴5ahから供給する空気の供給スピードをコントロールするスピードコントローラとしてのニードル弁36を電磁式三方弁17と空気コンプレッサ(不図示)との間に設け、ニードル弁36により給排気穴5ahから開封テープFp1の先端部4に向けて供給される空気の供給流量を絞り、開封テープFp1が過度に踊らないような、空気供給スピードになるようにする。ニードル弁36の開度は、開封テープFp1が過度に踊らない空気供給スピードとなるように開封テープFp1の挙動を目視しながら手動で設定され、一度設定された後は、典型的には固定される。開封テープFp1がアンビル5に対して所定の位置まで進入すると、給排気穴5ahは制御部18からの信号により電磁式三方弁17が切り替わり排気ライン20に連通する。所定の位置は、切断された開封片Fp2の長さが製品である包装体R上で適切な長さとなる位置であり、予め設定される。
【0045】
排気ライン20は、空気エジェクタ等の真空ポンプ(不図示)に接続されている。給排気穴5ahから大気が給排気穴5ahの内部に吸引され、負圧を発生する。負圧により、開封テープFp1の位置が固定部としてのアンビル5に対して固定され、開封テープFp1がアンビル5に保持される。このとき給排気穴5ahは、0.2〜0.4MPaの負圧になる。この負圧のより、開封テープFp1がアンビル5に保持される。開封テープFp1がアンビル5に対して固定される所定の位置は、包装体Rとなったときにその包装体Rの長手方向で見た開封片Fp2の長さの半分の位置に、一本溶着線Laが形成される位置であり(図2参照)、本実施の形態では、包装体Rの長手方向で見た開封片Fp2の先端から4〜5mmの位置に一本溶着線Laが形成される位置である。開封テープFp1がアンビル5の上を移動するときに、給排気穴5ahから空気を供給して受面5Fから浮き上がらせ、中央面5aおよび非平行面5bに引っ掛かることがないので、切断前の開封テープFp1をスムーズにアンビル上に送り出すことができる。また正確な位置に開封テープFp1を載置し、固定することができる。開封テープFp1が給排気穴5ahに吸引される直前から、溶着機1及びカッター8は、帯状フィルムFb及び開封テープFp1と同じ方向に同じ速度で動き出す(横移動)。そして、溶着機1は横移動しながらホーン2とアンビル5とで帯状フィルムFb及び開封片Fp2を挟圧して超音波加熱溶着をし、カッター8は横移動しながら開封テープFp1を所定の位置(一本溶着線Laが開封テープFp1の流れ方向中央となる位置)で、方向Xに直角に交叉する方向Yに切断する。開封テープFp1が切断されたら、給排気穴5ahからの大気の排気を停止して、開封片Fp2がアンビル5から離れることができるようにする。
【0046】
以上の実施の形態では、三方弁を使用する場合で説明した。この場合は、排気の際に給排気穴5ahに吸い込まれることのある塵等を、給気によりクリーンにすることができる利点がある。しかしながら、二方弁2つをそれぞれ排気用と給気用として用いてもよい。このときは排気穴と給気穴とをそれぞれの目的に適した位置に配置することができる。また排気と給気は典型的には同時に切り替えるが、例えば給気をオフにして浮揚を停止した後、僅かな時間をおいて排気をオンにしてもよい。但し、排気は切断前に開始するようにする。少なくとも切断時に開封テープFp1をアンビルに固定しておくためである。このようにして、一本溶着線Laおよび非平行溶着線Lbが形成され、帯状フィルムFbに開封片Fp2が溶着された小片付フィルムFsが形成される(小片溶着工程)。
【0047】
溶着機1で帯状フィルムFbに開封片Fp2が溶着されて得られた小片付フィルムFsは、ガイドローラ29A、29B、29Cを通過してフォーミングプレート11に到達する。フォーミングプレート11に到達した小片付フィルムFsは、フォーミングプレート11の上端縁に形成された湾曲傾斜を介して円筒状の内部に引き込まれ、両側部が重ねられて筒状に巻かれる。筒状に巻かれた小片付フィルムFsは、その形態を維持してフォーミングプレート11の下方に位置する案内筒12に送られる。筒状に巻かれた小片付フィルムFsが案内筒12に沿って下方に送られる際、縦接合装置13によって小片付フィルムFsの両側部が長手方向に沿って溶着される。筒状に巻かれた小片付フィルムFsの両側部が溶着されることにより、筒状フィルムFtが形成される(筒状フィルム形成工程)。
【0048】
縦接合装置13で溶着されて筒状フィルムFtが形成されると、この筒状フィルムFt内にポンプ31からノズル32を経て内容物Cが充填される(充填工程)。筒状フィルムFtに内容物Cが充填されて生成された筒状体15aは、送りローラ14によって下流側へ搬送される。一対の送りローラ14は、筒状体15aを局部的に押しつぶすように狭圧して搬送するが、押しつぶされた筒状体15aは、送りローラ14の位置を通過した後は内容物Cによる内圧により元の筒形に復帰する。その後、筒状体15aは、送りローラ14の下流側で一対のしごきローラ41により間欠的に所定の長さにわたり狭圧され、筒状フィルムFtの重ねられた両側部が片面に収まるように扁平にされて、内容物Cのない不在部15bが所定の間隔をもって形成される。
【0049】
筒状体15aは順次しごき装置40の下流に送られ、形成された不在部15bが横接合装置61に至ると、超音波ホーン62の2つの突起部62aとアンビル63との間に不在部15bが挟まれ、超音波ホーン62から超音波エネルギーが放出されて、不在部15bに対して2つの線状の一次シールが施される(一次シール工程)。続いて、一次シールが施された不在部15bは、下流に送られ、集束接合装置70の位置に達する。集束接合装置70において、まず、しごき装置40で形成された不在部15bは、対向する集束板72、73により集束溝の溝底に、細く集束される(集束工程)。次に、集束された不在部15bを、二次シール装置76の超音波ホーン77の2つの突起部77aとアンビル78の対向面で挟み込み、2つの位置Y1、Y2で二次シールが施される(二次シール工程)。本実施の形態では、一次シール工程と集束工程と二次シール工程とで、結紮工程を構成している。そして、二次シールが施された直後に、カッター81によって、フィルムは2つの二次シールの間で切断される(切断工程)。このように、シールの間で切断されることにより、1個ずつの包装体Rとなる。この包装体Rは、包装体製造装置100から取り出され、次の工程に供給される。
【0050】
上述のようにして製造された包装体Rは、筒状フィルムFtの重ねられた両側部の裏側の一方の結紮端部Re寄りに、溶着線Lにより開封片Fp2が取り付けられている。溶着線Lは、一本溶着線Laよりも結紮端部Re側に非平行溶着線Lbが形成されており、非平行溶着線Lbは一本溶着線La側から結紮端部Re側に移るにつれてその間隔が広がるように形成されている。このような包装体Rは、開封片Fp2を結紮端部Reの方向にめくった際に、一本溶着線Laの端部Laeが起点となって破壊された筒状フィルムFtが、非平行溶着線Lbに達したときに非平行溶着線Lbに沿って破壊される。
【0051】
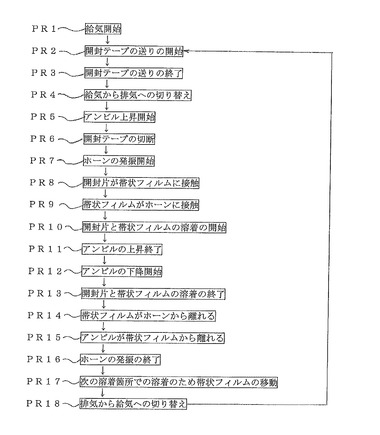
図5のチャート図を参照して、小片溶着工程の詳細を説明する。適宜、図1を参照する。この工程は制御部18により制御される。
制御部18からの電磁式三方弁17への信号により、電磁式三方弁17が方向a1から方向b1に切り替わり、給排気ライン16は給気ライン19に連接され、給排気穴5ahへの空気の給気が開始される(工程PR1)。次に開封テープFp1のアンビル5上の送りが開始され(工程PR2)、開封テープFp1はアンビル5上を移動する。給排気穴5ahから、空気の供給が行われているので、開封テープFp1は、アンビル5の受面5Fから浮き上がり、中央面5aおよび非平行面5bに引っ掛からないように、アンビル5上をスムーズに移動する。ここで浮き上がり(浮揚し)とは、開封テープFp1がアンビル5から、給排気穴5ahなどに引っかからないようになる程度に離れることをいう。次に、開封テープFp1が予め定められた所定の位置に来ると、開封テープFp1の移動が終了する(工程PR3)。制御部18から電磁式三方弁17への信号により、電磁式三方弁17が方向b1から方向a1に切り替わり(工程PR4)、給排気ライン16は排気ライン20に連接され、給排気穴5ahからの空気の排気が開始され、開封テープFp1は給排気穴5ahの負圧によって、アンビル5上に固定される。
【0052】
アンビル5が下刃8cと一体となって上昇を開始し(工程PR5)、下刃8cの刃先と上刃aの刃先が一致すると、開封テープFp1が切断され、開封片Fp2となる(工程PR6)。次に、ホーン2の発振が開始される(工程PR7)。アンビル5はなおも上昇を続ける。開封片Fp2が帯状フィルムFbに接触し(工程PR8)、この状態で、帯状フィルムFbがホーン2に接触し(工程PR9)、開封片Fp2と帯状フィルムFbの溶着が開始する(工程PR10)。次に、アンビル5の上昇が終了し(工程PR11)、その後にアンビル5の下降が開始され(工程PR12)、開封片Fp2と帯状フィルムFbの溶着が終了する(工程PR13)。帯状フィルムFbがホーンから離れ(工程PR14)、アンビル5が帯状フィルムFbから離れる(工程PR15)。そして、ホーン2の発振が終了し(工程PR16)、次の溶着箇所での溶着のため帯状フィルムFbが送り出され、移動する(工程PR17)。帯状フィルムFbの送り出しの開始前に、排気から給気への切り替えが行われ(工程PR18)、前述の工程PR2が行われる。
【符号の説明】
【0053】
1 溶着機(フィルム溶着装置)
2 ホーン(溶着部)
2a 一本面
2b 周囲面
2F 発振面
2G 端面
2g 溝
2gp 溝外縁
3 振動子
4 先端部
5 アンビル(固定部)
5F 受面
5a 中央面
5aa 空気供給部
5ah 給排気穴(排気穴)(空気供給穴)
5b 非平行面
8 カッター
8a、8b 上刃
8c 下刃
10 筒状形成機(フィルム筒状形成部)
11 フォーミングプレート
12 案内筒
13 縦接合装置
14 送りローラ
15a 筒状体
15b 不在部
16 給排気ライン
17 電磁式三方弁(切り替え機構)
18 制御部
19 給気ライン
20 排気ライン
21 原反
22A、22B、22C ガイドローラ
23 コイルバネ
24 ロッド
25 原反
26A、26B、26C、26D ガイドローラ
27 ストッパ
28 ピン
29 テープ固定機構
29A、29B、29C ガイドローラ
30 充填機(内容物充填部)
31 ポンプ
32 ノズル
33 ヘッド
34 水平部
34a 面
35 垂直部
36 ニードル弁(スピードコントローラ)
40 しごき装置(筒状フィルム結紮部)
41 しごきローラ
43 横部材
61 横接合装置(筒状フィルム結紮部)
62 超音波ホーン
62a 突起部
63 アンビル
70 集束接合装置
72、73 収束板
76 シール装置
77 超音波ホーン
77a 突起部
78 アンビル
78a 受部
81 カッター(切断装置)
100 包装体製造装置
a1、b1 方向
C 内容物
Fb 帯状フィルム
Fj 被溶着物
Fp1 開封テープ
Fp2 開封片
Fpe 端部側辺
Fs 小片付フィルム
Ft 筒状フィルム
La 一本溶着線
Lae 端部
Lb 非平行溶着線
Lbf 端部
Lbn 端部
PR1〜PR18 工程
Ps 基準点
R 包装体
Re 端部
X 方向
Xa 横軸線
Y 方向
Y1、Y2 位置
Ya 縦軸線
Z 方向
【技術分野】
【0001】
本発明は、内容物が充填された筒状のフィルムを開封するための開封片を効率よくフィルムに溶着することができるフィルム溶着装置、および当該フィルム溶着装置を備える包装体製造装置に関する。
【背景技術】
【0002】
ソーセージやプロセスチーズに代表される加工食品が密封された包装体は、一般に、筒状に形成された包装フィルムに内容物が充填され、両端が収束されて結紮されて製造される。このようなロケット包装体の包装フィルムの開封を容易にするために、別体の小さなフィルムで形成された開封片(開封テープの一部)を包装フィルムに溶着したものがある。このような包装体は、開封片を摘んでめくると溶着部分が起点となって包装フィルムが破壊され、密封された食品を取り出すことができるものである。
【0003】
包装フィルムは、ロール状にまかれた包装フィルムの原反から引き出し、これを筒状に形成し、内容物を充填しロケット包装体とする。開封テープは、ロール状にまかれた開封テープの原反から、包装フィルムに同期させて同じ方向に引き出し、アンビル上に送り出され、負圧によりアンビル上に固定される。アンビル上で開封テープを切断し開封片とした後、アンビルを包装フィルムに向けて移動させ、開封片を包装フィルムに重ねて押し付け、さらに重ねられた包装フィルムと開封片をホーンに押し付け、開封片が包装フィルムに溶着される(特許文献1、段落0028〜0031)。
【0004】
アンビルには排気穴が形成され、排気穴を介して空気が排気され、排気穴に負圧が形成される。アンビルが、開封片と包装フィルムを挟んでホーンの表面に強く押し付け、アンビルまたはホーンに形成されたシール線形成部に対応する箇所に開封片が包装フィルムに溶着される溶着線を形成する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−11784号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、開封テープがアンビル上に送り出されるとき、開封テープの先端がアンビルの排気穴に縁や、シール線形成部がアンビルにあるときはそこに引っ掛かり、開封テープをスムーズに送り出すことができない場合があった。
【0007】
そこで、本発明は、開封テープをアンビル上にスムーズに送り出すことができるフィルム溶着装置、および当該フィルム溶着装置を備える包装体製造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の第1の態様に係るフィルム溶着装置1は、例えば図1、図2に示すように、第1の帯状のフィルムFbを送り出す第1の送り出し部21と;第1の帯状のフィルムFbより幅の狭い第2の帯状のフィルムFp1を第1の帯状のフィルムFbと同一の方向に第1の帯状のフィルムFbと同期させて送り出す第2の送り出し部25と;送り出された第2の帯状のフィルムFp1を送り出す方向Xと交差する方向Yに切断する切断部8と;第2の送り出し部25で送り出される第2の帯状のフィルムFp1の先端部4を負圧により固定する固定部5と;第2の帯状のフィルムFp1の先端部4が前記送り出し中に固定部5から浮揚するように先端部4に空気を供給する空気供給部5aaと;固定された第2の帯状のフィルムFp1を送り出された第1の帯状のフィルムFbに溶着する溶着部2とを備える。
【0009】
このように構成すると、フィルム溶着装置は空気供給部を備えるので、第2の送り出し部が第2の帯状のフィルムを送り出すときに、空気供給部により第2の帯状のフィルムの先端部が第2の帯状のフィルムの送り出し中に固定部から浮揚するように空気を供給することができ、第2の帯状のフィルムがアンビル上で引っ掛かりを生ぜず、第2の帯状のフィルムをスムーズにアンビル上に送り出すことができる。先端部とは、第2の帯状のフィルムの送り方向の側の自由端を含む部分をいう。また、第2の帯状のフィルムのアンビルへの固定手段を備えているため、一旦浮揚した第2の帯状のフィルムを固定し、第1の帯状のフィルムに対する第2の帯状のフィルムの相対的位置がブレ、溶着パターンのずれが生じることを防止できる。本態様においては、第2の帯状のフィルムを浮揚する手段に加え、固定する手段を備えているため、このような問題を解消し、第1の帯状のフィルムに対する第2の帯状のフィルムの相対的位置を正確に位置決めできるので、より精密なパターンでの溶着が可能である。
【0010】
本発明の第2の態様に係るフィルム溶着装置1は、例えば図1に示すように、第1の態様のフィルム溶着装置1において、第2の帯状のフィルムFp1の固定と第2の帯状のフィルムFp1の浮揚とを切り替える切り替え機構17を備える。
【0011】
このように構成すると、フィルム溶着装置は切り替え機構を備えるので、切り替え機構により第2の帯状フィルムを送り出すときに、第2の帯状のフィルムの固定と第2の帯状のフィルムの浮揚とを切り替え、第2の帯状のフィルムがアンビル上で引っ掛かりを生ぜず、アンビル上に固定されたとき位置ずれが発生することを防止することができる。
【0012】
本発明の第3の態様に係るフィルム溶着装置1は、例えば図1に示すように、第2の態様のフィルム溶着装置1において、前記切り替えを、第1の帯状のフィルムFbと第2の帯状のフィルムFp1の送り出しと、切断部8の切断と溶着部2の溶着のタイミングに合わせて行う制御部18を備える。
【0013】
このように構成すると、フィルム溶着装置は制御部を備えるので、第2の帯状のフィルムの固定と第2の帯状のフィルムの浮揚との切り替えを、第1の帯状のフィルムと第2の帯状のフィルムの送り出しと、切断部の切断と溶着部の溶着のタイミングに合わせて行うことができる。
【0014】
本発明の第4の態様に係るフィルム溶着装置1、例えば図1において、第1の態様乃至第3の態様のいずれか1の態様に記載のフィルム溶着装置1において、固定部5には、大気を排気する排気穴5ahが形成され、前記大気を排気することにより前記負圧を発生させるように構成され;固定部5には、空気を供給する空気供給穴5ahが形成され、空気供給部5aaは空気供給穴5ahによって空気を供給するように構成される。
【0015】
このように構成すると、固定部には、大気を排気する排気穴が形成されるので、大気を排気することにより負圧を発生させることができ、固定部には、空気を供給する空気供給穴が形成されるので、空気を供給することができる。
【0016】
上記目標を達成するため、本発明の第5の態様に係る包装体製造装置100は、例えば図4示すように、第1の態様乃至第4の態様のいずれか1に記載のフィルム溶着装置1と;第1の帯状のフィルムFbを筒状に形成するフィルム筒状形成部10と;筒状に形成されたフィルムFbに内容物Cを充填する内容物充填部30と;内容物Cの充填された筒状のフィルムFbを、第2の帯状のフィルムFp1を溶着した部分の近傍で絞って結紮する筒状フィルム結紮部40、61とを備える。
【発明の効果】
【0017】
以上説明したように、本発明のフィルム溶着装置によれば、空気供給部を備えるので、第2の送り出し部が第2の帯状のフィルムを送り出すときに、空気供給部により第2の帯状のフィルムの先端部が第2の帯状のフィルムの送り出し中に固定部から浮揚するように空気を供給することができ、第2の帯状のフィルムがアンビル上で引っ掛かりを生ぜず、第2の帯状のフィルムをスムーズにアンビル上に送り出すとができる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1の実施の形態に係る溶着機を説明する図である。(a)は溶着機の概略構成を示す側面図、(b)はホーンの発振面の平面図、(c)はアンビルの受面の平面図である。
【図2】包装体の開封片の溶着状態を示す部分拡大図である。
【図3】図1(a)の方向Z(方向Xと反対)からみた、アンビルを省略したカッターの構成を示す模式図である。
【図4】本発明の第2の実施の形態に係る包装体製造装置の概略構成図である。
【図5】小片溶着工程の詳細を説明するチャート図である。
【発明を実施するための形態】
【0019】
以下、図面を参照して本発明の実施の形態について説明する。なお、各図において互いに同一又は相当する部材には同一あるいは類似の符号を付し、重複した説明は省略する。
【0020】
まず図1を参照して、本発明の第1の実施の形態に係る溶着機1の構成を説明する。図1は、溶着機1を説明する図であり、(a)は溶着機1の概略構成を示す側面図(帯状のフィルムを送り出し方向に直交する方向から見た図)、(b)はホーン2の発振面2Fの平面図、(c)はアンビル5の受面5Fの平面図である。溶着機1は、典型的には、図3に示す包装体製造装置100に組み込まれて用いられる。
【0021】
フィルム溶着装置としての溶着機1は、高周波振動し被溶着物Fjに超音波エネルギーを伝達する溶着部としてのホーン2と、ホーン2の押圧力を受けるアンビル5とを備えている。被溶着物Fjは、合成樹脂製の第1の帯状のフィルムとしての包装フィルムFbと、合成樹脂製の第2の帯状のフィルムとしての開封テープFp1を切断した開封片Fp2とが重ねられたものである。被溶着物Fjは、ホーン2の発振面2Fとアンビル5の受面5Fとに挟圧されて溶着される。
【0022】
ここで図2の部分拡大図を参照して、帯状フィルムFbと開封片Fp2との溶着状態を説明する。図2は、包装体Rにおける開封片Fp2の溶着状態を示す部分拡大図である。包装体Rは、ソーセージやプロセスチーズ等の内容物Cが所定量ごとにロケット包装されて製造されたものである。包装体Rは、筒状フィルムFtに内容物Cが充填された後に両端が集束・結紮されて製造されている。筒状フィルムFtは、開封片Fp2が溶着された帯状フィルムFbを、帯状の長手方向に延びる両側部が重なるように円筒状に巻き、重なった両側部を接合して形成されている。開封片Fp2は、包装体Rの開封の容易のために取り付けられている。開封片Fp2は、本実施の形態では、筒状フィルムFtの軸直角断面の円の周長の約1/3程度の長さに長手方向が形成された長方形で、開封片Fp2の長手方向と帯状フィルムFbの長手方向とが直交して重ねられたうえで、溶着線Lにより帯状フィルムFbに取り付けられている。開封片Fp2は、包装体Rとなったときに、結紮されている一方の端部Reに近くの、集束によって帯状フィルムFbが皺にならない位置に取り付けられている。言い換えれば、筒状のフィルムは、開封片Fp2を溶着した部分の近傍で結紮される。ここで近傍とは、開封片と結紮部が互いに近い位置であるが、筒状のフィルムが集束によって皺にならない位置、さらに言えば開封片Fp2を結紮部の方向に引っ張って筒状のフィルムを結紮部と共に破り易い位置をいう。
【0023】
溶着線Lは、1本の溶着線で形成された一本溶着線Laと、2本の溶着線で形成された非平行溶着線Lbとからなっている。溶着線Lを形成する「線」は、典型的には、長さの幅に対する比(長さ/幅)が1を超えている。一本溶着線Laは、帯状フィルムFbの長手方向に対して直交する方向(開封片Fp2の長手方向に平行)に直線状に延びている。一本溶着線Laは、その長さが、開封片Fp2の長さ(長手方向の距離)よりも短く形成されており、開封片Fp2の幅方向(長手方向に直交する方向)の中央に形成されている。一本溶着線Laは、開封片Fp2をめくったときに一本溶着線Laの端部Laeから帯状フィルムFbが破壊されるように形成されているのが好適であり、典型的には直線状である。非平行溶着線Lbは、一本溶着線Laよりも結紮端部Re側に形成されており、一本溶着線Laから遠ざかるにつれて2本の溶着線の間隔が広がるように延びて、それぞれの溶着線の結紮端部Re側の端部Lbfが開封片Fp2の角に達している。非平行溶着線Lbの、一本溶着線La側の端部Lbnは、開封片Fp2の幅方向が開封片Fp2の結紮端部Re側の辺である端部側辺Fpeと一本溶着線Laとの略中央に、開封片Fp2の長手方向が一本溶着線Laの端部Laeと略同じ所に位置している。
【0024】
再び図1に戻って溶着機1の説明を続ける。以下の説明において、被溶着物Fj及び溶着線Lに言及しているときは適宜図2を参照することとする。ホーン2は、超音波縦振動を増強させるのに適した略柱状(本実施の形態では略四角柱状)に一体で形成されており、柱状の一方の端面に発振面2Fが形成されている。ホーン2の発振面2Fの反対側の端面2Gには、超音波振動を発生させる振動子3が取り付けられている。
【0025】
図1(b)に示すように、発振面2Fは、平らな面に当該面よりも窪んだ溝2gが形成されることにより、一本面2aと周囲面2bとが現れるように構成されている。このように構成されていることで、発振面2Fをある平面に接触させたときに、一本面2aと周囲面2bとが当該平面に接触し、溝2gの部分が当該平面に接触しないようになっている。周囲面2bの外縁は、開封片Fp2を包含する大きさの矩形(本実施の形態では長方形)に形成されている。一本面2aは、一本溶着線Laに対応する形状に、換言すればアンビル5と協働して被溶着物Fjを挟圧溶着したときに一本溶着線Laが形成される形状に、形成されている。溝2gは、一本面2aを取り囲んで形成されており、その外縁である溝外縁2gpが菱形に形成されている。溝外縁2gpは、周囲面2bの内側の境界になっている。周囲面2bは、被溶着物Fjに溶着線Lが形成されたときに、非平行溶着線Lbを包含する位置及び面積に形成されている。このように、本実施の形態では、一本面2a及び溝2gが、発振面2Fの基準点Ps(任意)を通り互いに直交する仮想の横軸線Xa及び仮想の縦軸線Yaのそれぞれに対して線対称に形成されている。一本面2a及び溝外縁2gpの図心は基準点Psと一致しており、溝外縁2gpを形成する菱形のそれぞれの対角線は横軸線Xa及び縦軸線Ya上に位置している。
【0026】
図1(a)に示すように、アンビル5は、平面形状が矩形の板状に形成されており、一方の端面である受面5Fが表面に現れるように、アンビルホルダ6に嵌め込まれて支持されている。アンビル5は、その受面5Fがホーン2の発振面2Fに対向する位置に配設されている。また、ホーン2及びアンビル5は、発振面2Fと受面5Fとが相対的に接近し離れる移動ができるように構成されている。
【0027】
図1(c)に示すように、受面5Fは、中央面5aと非平行面5bとが残るようにこれらの周囲が削り取られて形成されている。したがって、中央面5aと非平行面5bは、周囲よりわずかに(例えば、50μm〜80μm、好ましくは、55μm〜70μm)突き出ている。このように構成されていることで、受面5Fをある平面に接触させたときに、中央面5aと非平行面5bとが当該平面に接触し、これ以外の部分が当該平面に接触しないようになっている。中央面5aは、受面5Fと発振面2Fとを接触させたときに、一本面2aを包含する位置及び大きさに形成されている。中央面5aの平面形状は、本実施の形態では、ベースとなる形状を長方形として、受面5Fと発振面2Fとを接触させたときに溝外縁2gp(図1(c)中では仮想線(二点鎖線)で表示)の内部に中央面5aが収まるように角部が除去された変則的な八角形に形成されている。中央面5aには、帯状フィルムFbに溶着される前の開封片Fp2を吸引保持する給排気穴5ahが複数形成されている。給排気穴5ahはアンビル5の一部である。給排気穴5ahの縁を含んで、空気供給部5aaが構成されている。空気供給部5aaはアンビル5の一部である。給排気穴5ahは、受面5Fと発振面2Fとを接触させたときに一本面2aの圧力を受けない位置(一本面2aと対向しない位置)に形成されている。非平行面5bは、非平行溶着線Lbに対応する形状に形成されている。非平行面5bは、受面5Fと発振面2Fとを接触させたときに溝外縁2gpの外側で周囲面2bに包含される位置に形成されている。給排気穴5ahは、給気穴(不図示)と、給気穴とは別個の排気穴(不図示)とで構成され、アンビル5には排気穴によって大気を排気する大気排気部(不図示)が構成されていてもよい。この場合、排気穴の縁を含んで、大気排気部が構成される。給排気穴は、さらに非平行面5bにも設けてもよい。また、給排気穴5ahは、中央面5a、非平行面5bではない、その周囲の受面5Fに設けてもよい。要は、開封テープFp1を浮揚して受面5F上の給排気穴5ahや周囲よりも出っ張った面である中央面5a、非平行面5bに引っかからないようにでき、また開封テープFp1をしっかりと受面5Fに固定できる位置であればよい。
【0028】
図1(a)に示すように、各給排気穴5ahには、給排気ライン16がそれぞれ接続されている。溶着機1は、切り替え機構としての電磁式三方弁17を備え、電磁式三方弁17は、給排気ライン16に取り付けられている。電磁式三方弁17は、一方が給気ライン19に接続され、他方が排気ライン20に接続され、電磁式三方弁17の切り替えにより、給排気ライン16による各給排気穴5ahへの給気ライン19からの空気の給気(図中方向b1)および各給排気穴から排気ライン20への大気の排気(図中方向a1)の切り替えが行われる。開封テープFp1の浮揚と固定の切り替えは、空気の供給と排気の切り替えにより行われる。溶着機1は、制御部18を有し、制御部18は、溶着機1の作動の制御、および電磁式三方弁17の切り替えの制御を行い、さらにカッター8による切断と、ホーン2による溶着のタイミングに合わせて、開封テープFp1の送り出しを行うよう制御する。制御部18は、後述の包装体製造装置100(図4)全体の制御を行うものであってもよい。給排気穴5ahから、空気の供給が行われ、あるいは空気の排気が行われる。
【0029】
カッター8は、ホーン2に対して相対的に不動の上刃8a、8b(8aが刃として機能する部分)と、アンビル5の、上刃8a、8bと摺動する側の角に形成された下刃8cを含んで構成されている。下刃8cは、アンビル5と一体に構成されているので、アンビル5と共に、ホーン2に向かう方向およびホーン2から離れる方向に、アンビル5に同期して移動(図中、上下に移動)を繰り返す下刃8cとを有する。
【0030】
アンビル5には、テープ固定機構29が取り付けられている。これは、開封テープFp1をカッター8の手前、アンビル5とは反対の側で固定する。テープ固定機構29は、ヘッド33とヘッド33がその先端に形成されたロッド24とを有するピン28と、ロッド24が挿入されるコイルバネ23とを有する。アンビル5には、ストッパ27が形成され、ロッド24のヘッド33とは反対の端部に形成されたロッドストッパと契合して、ヘッド33が上刃8aに当たる前においてロッド24の動きをアンビル5に対して相対的に固定する。テープ固定機構29は、アンビル5と共にホーン2の方向に移動(図中、上下に移動)する。ヘッド33が上刃8a(または上刃の延長上にある支持部材)に当接するとストッパ27はコイルバネ23を圧縮しながらさらに上昇する。このとき開封テープFp1は、ヘッド33と上刃8a(または上刃の延長上にある支持部材)との間に挟まれて固定される。これにより、開封テープFp1はカッター8のアンビル側はアンビル5により、カッター8よりも上流側(反アンビル側)はテープ固定機構29により固定され、開封テープFp1が踊ることなく切断することができる。
【0031】
図3(図1(a)の方向Z(方向Xと反対)から見た図)の模式図に示すように、上刃8aは、下向きに逆さのコの字型をしており、水平部34と水平部34の両端から図3中、下側に延在ずる垂直部35を有する。開封テープFp1は、水平部34の図中、下側の面である上刃8aと、アンビル5の上側の面の角に形成された下刃8cの間に配置され、下刃8cが上昇すると、開封テープFp1は、上刃8aと下刃8cの間に挟まれて、切断され、開封片Fp2となる。
【0032】
次に図4を参照して、本発明の第2の実施の形態に係る包装体製造装置100の構成を説明する。図4は、包装体製造装置100の概略構成図である。以下の説明において言及する溶着機1の詳細な構成及び溶着線Lについては、適宜図1及び図2を参照することとする。包装体製造装置100は、上述した溶着機1と、帯状フィルムFbに開封片Fp2が溶着された小片付フィルムFsを筒状フィルムFtに形成するフィルム筒状形成部としての筒状形成機10と、筒状フィルムFtに内容物Cを充填する内容物充填部としての充填機30と、筒状フィルムFtに充填された内容物Cを所定量ごとに分離する筒状フィルム結紮部としてのしごき装置40と、内容物Cが分離された部分の筒状フィルムFtに密封のための溶着をする筒状フィルム結紮部としての横接合装置61と、内容物Cが充填された筒状フィルムFtの両端を結紮する集束接合装置70と、連続して製造された包装体Rを個別に分離するために適所のフィルムを切断する切断装置としてのカッター81とを備えている。図3の紙面上の上下は実際の鉛直方向の上下に対応し、小片付フィルムFsは図中、上から下に流れるように走行する。すなわち、上が充填包装作業における小片付フィルムFsの走行方向の上流側、下が走行方向の下流側となる。
【0033】
帯状フィルムFbは、その幅が、製造される包装体Rの軸直角断面における円周の長さよりも両側部が重なる分(筒状フィルムFtを形成するために重なる分)だけ長く形成されている。帯状フィルムFbの材質は、加熱溶着させるため塩化ビニリデン系樹脂とするのが好ましい。開封片Fp2の材質も、帯状フィルムFbの材質と同様に、塩化ビニリデン系樹脂とするのが好ましい。帯状フィルムFbは、ロール状に巻かれ、原反21として回転自在に(帯状フィルムFbを引き出すことができるように)支持されている。開封片Fp2は、溶着機1に隣接したカッター8で切断されて形成されるものであり、カッター8による切断前の開封テープFp1はロール状に巻かれて原反25として回転自在に(引き出すことができるように)支持されている。
【0034】
帯状フィルムFbの原反21と溶着機1との間には、原反21から引き出された帯状フィルムFbを溶着機1に導くガイドローラ22A、22B、22Cが設けられている。開封テープFp1の原反25と溶着機1との間には、原反25から引き出された開封テープFp1を溶着機1に導くガイドローラ26A、26B、26C、26Dが設けられている。
【0035】
溶着機1は、ホーン2が上方に、アンビル5がホーン2の鉛直下方に位置するように配設されている。ホーン2及びアンビル5が設置される向きは、発振面2Fが帯状フィルムFbの面に対向し且つ一本面2aの長手方向が帯状フィルムFbの流れ方向に直交する向きにホーン2が設置され、ホーン2と協働して被溶着物Fjに溶着線Lを与えることができる向きにアンビル5が設置されている。カッター8は、溶着機1に対して帯状フィルムFbの流れ方向上流側に隣接して設けられている。また、溶着機1及びカッター8は、帯状フィルムFb及び開封テープFp1の送り速度に同期して移動しながら溶着を行い溶着後に再び溶着の初動作に戻る拝み運動(ボックスモーションともいう)をする移動手段(不図示)に取り付けられている。溶着機1へ、帯状フィルムFbがホーン2側に、開封テープFp1がアンビル5側に(本実施の形態では帯状フィルムFbが上で開封テープFp1がその下に)供給されるように、原反21、25及びガイドローラ22A、・・・、26A、・・・が配置されている。溶着機1と筒状形成機10との間には、溶着機1でできた小片付フィルムFsを筒状形成機10に導くガイドローラ29A、29B、29Cが設けられている。
【0036】
筒状形成機10は、小片付フィルムFsを円筒状に巻く機構のフォーミングプレート11及び案内筒12と、小片付フィルムFsが筒状に巻かれて重ねられた両側部を接合する縦接合装置13とを有している。フォーミングプレート11は、上下に開口する円筒形状を有している。また、周方向の一箇所で縦方向に延びる円周方向の隙間をもっている。フォーミングプレート11の上端縁は湾曲傾斜しており、小片付フィルムFsは、開封片Fp2を外側にしてその内面に沿うように案内されることにより側縁部で重ね合わせられて筒状に巻かれる。案内筒12は、円筒状の部材であり、筒状に巻かれた小片付フィルムFsの内部に位置するようにフォーミングプレート11内から下方に延びるように配設されている。縦接合装置13は案内筒12の脇に配設されており、縦接合装置13と案内筒12とで小片付フィルムFsの重ねられた両側部を挟圧して溶着することにより、小片付フィルムFsの両側部を縦接合して筒状フィルムFtを形成するように構成されている。縦接合装置13による溶着手段は超音波加熱溶着が好適である。
【0037】
充填機30は、形成された筒状フィルムFtに内容物Cを充填するポンプ31とノズル32とを有している。ノズル32は、フォーミングプレート11の上方に設置されたポンプ31に接続され、先端が案内筒12内へ導入されている。ノズル32の先端は、縦接合装置13より下流側で開口している。案内筒12及びノズル32の下流側に、送り装置である送りローラ14が設けられている。送りローラ14では、筒状フィルムFt内に内容物Cが充填された状態の筒状体15aを、一対の円柱状の送りローラ14が内容物Cを押圧した状態で筒状体15aを下方へ連続して狭圧搬送する。筒状体15aが送りローラ14で下方へ搬送されるのに伴って、原反21から帯状フィルムFbが引き出され、原反25から開封テープFp1が引き出されるように構成されている。
【0038】
しごき装置40は、送りローラ14の下流側に設けられている。しごき装置40のしごきローラ41は、図3において紙面に垂直方向に延びる筒状外面を有し、その直角方向の長さは少なくとも折り幅よりも長いものであり、腕体42により支持されている。なお、「折り幅」とは筒状体15aを扁平にしたときの幅をいう。腕体42はその一端42aを中心に揺動可能で、中間部でピン等を介して横部材43が接続されている。一対の横部材43が近接方向に移動すると、一対のしごきローラ41により筒状体15aは挟圧される。横部材43が離間方向へ後退すると、しごきローラ41は筒状体15aを挟圧することはなくなる。このように、走行する筒状体15aに走行方向で、所定の距離だけ離れて内容物Cの不在部15bを形成する。
【0039】
横接合装置61は、しごき装置40の下流側に設けられている。横接合装置61は、一次シールを行う装置であり、不在部15bの面の両側で互いに対向する超音波ホーン62とアンビル63を有している。アンビル63の、超音波ホーン62に対向する対向面は平坦である。一方、超音波ホーン62は、不在部15bの幅方向に延びる2つの平行な突起部62aを有している。このように構成された超音波ホーン62とアンビル63とは互いに近接し、超音波ホーンの2つの突起部62aがアンビル63の対向面との間で不在部15bを挟圧すると共に、超音波ホーン62が超音波エネルギーを放出することにより、不在部15bに2つの位置X1、X2で線状の一次シールを施す。
【0040】
集束接合装置70は、横接合装置61の下流側に設けられている。集束接合装置70は、集束板72、73を有する集束装置と、超音波ホーン77とアンビル78とを有する二次シール装置とを含んで構成されている。図3では、横接合装置61と集束接合装置70とが同じ向きに記載されているが、実際は集束接合装置70は横接合装置61と直交する向き(図3の紙面に垂直方向)に配置される。超音波ホーン77及びアンビル78は、下方に連続搬送される筒状体15a及び不在部15bを挟むように対向して配設されている。超音波ホーン77は、上下に、超音波ホーン62の2つの突起部62aよりも狭い間隔を空けて2つの突起部77aが形成されている。超音波ホーン77は、その上下が集束板72で挟まれている。アンビル78は、その上下が集束板73で挟まれている。集束板72、73の組及び超音波ホーン77とアンビル78との組は、それぞれの組同士で互いに近接し次いで離れる往復動を、両組同時に又は別個に行うように構成されている。集束板72、73には、連続搬送される筒状体15a側の対向縁にV字状あるいはU字状の集束溝が形成されている。集束接合装置70は、不在部15bが流れてきたときに、対向する集束板72、73を近接させ、このとき左右の集束板72、73が重なり、それぞれの集束溝の底同士で不在部15bを集束し、その後超音波ホーン77の突起部77aとアンビル78の受部78aとで不在部15bを挟圧すると共に集束された不在部15bを溶着して、集束された不在部に2つの位置Y1、Y2で線状の二次シールを、2つの一次シールの間(X1とX2の間)に、施すように構成されている。本実施の形態では、一次シール及び二次シールが結紮手段となる。
【0041】
カッター81は、アンビル78内の中程の位置に設けられている。カッター81は板状に形成されており、切断される不在部15bが存在する側に鋭利な刃部が設けられている。カッター81も、アンビル78と同様に、往復動をする。
【0042】
続いて図1〜図3を参照して、溶着機1及び包装体製造装置100の作用を説明する。溶着機1の作用は、包装体製造装置100の作用の一貫として説明する。包装体製造装置100が以下に説明するように作用することで、包装体Rが得られる。原反21は、後の工程で形成される筒状フィルムFtの軸直角断面における円周長よりも両側部が重なる分だけ長い幅を有する長尺の合成樹脂が用いられており、原反25は、開封テープFp1の長手方向の距離(包装体Rの軸直角断面における円周方向の長さ)に相当する幅を有する長尺の合成樹脂が用いられている。原反25の幅は、製造された包装体Rのフィルムを開封しやすくする観点から、本実施の形態では原反21の幅の2/7であって20mmとなっている。開封片Fp2の長さは、帯状フィルムFbの幅よりも小さい。
【0043】
原反21から引き出された帯状フィルムFbは、ガイドローラ22A、22B、22Cで方向を変え、所定の張力がかけられてたわまないようにされたうえで溶着機1に導かれる。他方、原反25から引き出された開封テープFp1は、ガイドローラ26A、26B、26C、26Dで方向を変え、所定の張力がかけられてたわまないようにされたうえで溶着機1に導かれる。溶着機1に導かれた帯状フィルムFb及び開封テープFp1は、帯状フィルムFbが上方(ホーン2側)、開封テープFp1が下方(アンビル5側)となる位置関係で、ホーン2とアンビル5との間に進入する。このとき溶着機1及びカッター8は、帯状フィルムFb及び開封テープFp1の流れ方向最上流の位置で帯状フィルムFb及び開封テープFp1の進入を待機している。
【0044】
帯状フィルムFb及び開封テープFp1は、同じ速度で上刃8aと下刃8cの間を通り、ホーン2とアンビル5との間に、方向Xに進入する。このとき、中央面5aに形成された給排気穴5ahは給気ライン19に連通しており給排気穴5ahから空気が供給され、開封テープFp1は、供給された空気によってアンビル5の受面5Fから浮き上がり、周囲からわずかに突き出ている中央面5aおよび非平行面5bに引っ掛からないように進入する。給気ライン19は、空気コンプレッサである空気供給源(不図示)に接続されている。空気コンプレッサの吐出圧を、例えば、0.64MPa(ゲージ圧)とし、さらに給排気穴5ahから供給する空気の供給スピードをコントロールするスピードコントローラとしてのニードル弁36を電磁式三方弁17と空気コンプレッサ(不図示)との間に設け、ニードル弁36により給排気穴5ahから開封テープFp1の先端部4に向けて供給される空気の供給流量を絞り、開封テープFp1が過度に踊らないような、空気供給スピードになるようにする。ニードル弁36の開度は、開封テープFp1が過度に踊らない空気供給スピードとなるように開封テープFp1の挙動を目視しながら手動で設定され、一度設定された後は、典型的には固定される。開封テープFp1がアンビル5に対して所定の位置まで進入すると、給排気穴5ahは制御部18からの信号により電磁式三方弁17が切り替わり排気ライン20に連通する。所定の位置は、切断された開封片Fp2の長さが製品である包装体R上で適切な長さとなる位置であり、予め設定される。
【0045】
排気ライン20は、空気エジェクタ等の真空ポンプ(不図示)に接続されている。給排気穴5ahから大気が給排気穴5ahの内部に吸引され、負圧を発生する。負圧により、開封テープFp1の位置が固定部としてのアンビル5に対して固定され、開封テープFp1がアンビル5に保持される。このとき給排気穴5ahは、0.2〜0.4MPaの負圧になる。この負圧のより、開封テープFp1がアンビル5に保持される。開封テープFp1がアンビル5に対して固定される所定の位置は、包装体Rとなったときにその包装体Rの長手方向で見た開封片Fp2の長さの半分の位置に、一本溶着線Laが形成される位置であり(図2参照)、本実施の形態では、包装体Rの長手方向で見た開封片Fp2の先端から4〜5mmの位置に一本溶着線Laが形成される位置である。開封テープFp1がアンビル5の上を移動するときに、給排気穴5ahから空気を供給して受面5Fから浮き上がらせ、中央面5aおよび非平行面5bに引っ掛かることがないので、切断前の開封テープFp1をスムーズにアンビル上に送り出すことができる。また正確な位置に開封テープFp1を載置し、固定することができる。開封テープFp1が給排気穴5ahに吸引される直前から、溶着機1及びカッター8は、帯状フィルムFb及び開封テープFp1と同じ方向に同じ速度で動き出す(横移動)。そして、溶着機1は横移動しながらホーン2とアンビル5とで帯状フィルムFb及び開封片Fp2を挟圧して超音波加熱溶着をし、カッター8は横移動しながら開封テープFp1を所定の位置(一本溶着線Laが開封テープFp1の流れ方向中央となる位置)で、方向Xに直角に交叉する方向Yに切断する。開封テープFp1が切断されたら、給排気穴5ahからの大気の排気を停止して、開封片Fp2がアンビル5から離れることができるようにする。
【0046】
以上の実施の形態では、三方弁を使用する場合で説明した。この場合は、排気の際に給排気穴5ahに吸い込まれることのある塵等を、給気によりクリーンにすることができる利点がある。しかしながら、二方弁2つをそれぞれ排気用と給気用として用いてもよい。このときは排気穴と給気穴とをそれぞれの目的に適した位置に配置することができる。また排気と給気は典型的には同時に切り替えるが、例えば給気をオフにして浮揚を停止した後、僅かな時間をおいて排気をオンにしてもよい。但し、排気は切断前に開始するようにする。少なくとも切断時に開封テープFp1をアンビルに固定しておくためである。このようにして、一本溶着線Laおよび非平行溶着線Lbが形成され、帯状フィルムFbに開封片Fp2が溶着された小片付フィルムFsが形成される(小片溶着工程)。
【0047】
溶着機1で帯状フィルムFbに開封片Fp2が溶着されて得られた小片付フィルムFsは、ガイドローラ29A、29B、29Cを通過してフォーミングプレート11に到達する。フォーミングプレート11に到達した小片付フィルムFsは、フォーミングプレート11の上端縁に形成された湾曲傾斜を介して円筒状の内部に引き込まれ、両側部が重ねられて筒状に巻かれる。筒状に巻かれた小片付フィルムFsは、その形態を維持してフォーミングプレート11の下方に位置する案内筒12に送られる。筒状に巻かれた小片付フィルムFsが案内筒12に沿って下方に送られる際、縦接合装置13によって小片付フィルムFsの両側部が長手方向に沿って溶着される。筒状に巻かれた小片付フィルムFsの両側部が溶着されることにより、筒状フィルムFtが形成される(筒状フィルム形成工程)。
【0048】
縦接合装置13で溶着されて筒状フィルムFtが形成されると、この筒状フィルムFt内にポンプ31からノズル32を経て内容物Cが充填される(充填工程)。筒状フィルムFtに内容物Cが充填されて生成された筒状体15aは、送りローラ14によって下流側へ搬送される。一対の送りローラ14は、筒状体15aを局部的に押しつぶすように狭圧して搬送するが、押しつぶされた筒状体15aは、送りローラ14の位置を通過した後は内容物Cによる内圧により元の筒形に復帰する。その後、筒状体15aは、送りローラ14の下流側で一対のしごきローラ41により間欠的に所定の長さにわたり狭圧され、筒状フィルムFtの重ねられた両側部が片面に収まるように扁平にされて、内容物Cのない不在部15bが所定の間隔をもって形成される。
【0049】
筒状体15aは順次しごき装置40の下流に送られ、形成された不在部15bが横接合装置61に至ると、超音波ホーン62の2つの突起部62aとアンビル63との間に不在部15bが挟まれ、超音波ホーン62から超音波エネルギーが放出されて、不在部15bに対して2つの線状の一次シールが施される(一次シール工程)。続いて、一次シールが施された不在部15bは、下流に送られ、集束接合装置70の位置に達する。集束接合装置70において、まず、しごき装置40で形成された不在部15bは、対向する集束板72、73により集束溝の溝底に、細く集束される(集束工程)。次に、集束された不在部15bを、二次シール装置76の超音波ホーン77の2つの突起部77aとアンビル78の対向面で挟み込み、2つの位置Y1、Y2で二次シールが施される(二次シール工程)。本実施の形態では、一次シール工程と集束工程と二次シール工程とで、結紮工程を構成している。そして、二次シールが施された直後に、カッター81によって、フィルムは2つの二次シールの間で切断される(切断工程)。このように、シールの間で切断されることにより、1個ずつの包装体Rとなる。この包装体Rは、包装体製造装置100から取り出され、次の工程に供給される。
【0050】
上述のようにして製造された包装体Rは、筒状フィルムFtの重ねられた両側部の裏側の一方の結紮端部Re寄りに、溶着線Lにより開封片Fp2が取り付けられている。溶着線Lは、一本溶着線Laよりも結紮端部Re側に非平行溶着線Lbが形成されており、非平行溶着線Lbは一本溶着線La側から結紮端部Re側に移るにつれてその間隔が広がるように形成されている。このような包装体Rは、開封片Fp2を結紮端部Reの方向にめくった際に、一本溶着線Laの端部Laeが起点となって破壊された筒状フィルムFtが、非平行溶着線Lbに達したときに非平行溶着線Lbに沿って破壊される。
【0051】
図5のチャート図を参照して、小片溶着工程の詳細を説明する。適宜、図1を参照する。この工程は制御部18により制御される。
制御部18からの電磁式三方弁17への信号により、電磁式三方弁17が方向a1から方向b1に切り替わり、給排気ライン16は給気ライン19に連接され、給排気穴5ahへの空気の給気が開始される(工程PR1)。次に開封テープFp1のアンビル5上の送りが開始され(工程PR2)、開封テープFp1はアンビル5上を移動する。給排気穴5ahから、空気の供給が行われているので、開封テープFp1は、アンビル5の受面5Fから浮き上がり、中央面5aおよび非平行面5bに引っ掛からないように、アンビル5上をスムーズに移動する。ここで浮き上がり(浮揚し)とは、開封テープFp1がアンビル5から、給排気穴5ahなどに引っかからないようになる程度に離れることをいう。次に、開封テープFp1が予め定められた所定の位置に来ると、開封テープFp1の移動が終了する(工程PR3)。制御部18から電磁式三方弁17への信号により、電磁式三方弁17が方向b1から方向a1に切り替わり(工程PR4)、給排気ライン16は排気ライン20に連接され、給排気穴5ahからの空気の排気が開始され、開封テープFp1は給排気穴5ahの負圧によって、アンビル5上に固定される。
【0052】
アンビル5が下刃8cと一体となって上昇を開始し(工程PR5)、下刃8cの刃先と上刃aの刃先が一致すると、開封テープFp1が切断され、開封片Fp2となる(工程PR6)。次に、ホーン2の発振が開始される(工程PR7)。アンビル5はなおも上昇を続ける。開封片Fp2が帯状フィルムFbに接触し(工程PR8)、この状態で、帯状フィルムFbがホーン2に接触し(工程PR9)、開封片Fp2と帯状フィルムFbの溶着が開始する(工程PR10)。次に、アンビル5の上昇が終了し(工程PR11)、その後にアンビル5の下降が開始され(工程PR12)、開封片Fp2と帯状フィルムFbの溶着が終了する(工程PR13)。帯状フィルムFbがホーンから離れ(工程PR14)、アンビル5が帯状フィルムFbから離れる(工程PR15)。そして、ホーン2の発振が終了し(工程PR16)、次の溶着箇所での溶着のため帯状フィルムFbが送り出され、移動する(工程PR17)。帯状フィルムFbの送り出しの開始前に、排気から給気への切り替えが行われ(工程PR18)、前述の工程PR2が行われる。
【符号の説明】
【0053】
1 溶着機(フィルム溶着装置)
2 ホーン(溶着部)
2a 一本面
2b 周囲面
2F 発振面
2G 端面
2g 溝
2gp 溝外縁
3 振動子
4 先端部
5 アンビル(固定部)
5F 受面
5a 中央面
5aa 空気供給部
5ah 給排気穴(排気穴)(空気供給穴)
5b 非平行面
8 カッター
8a、8b 上刃
8c 下刃
10 筒状形成機(フィルム筒状形成部)
11 フォーミングプレート
12 案内筒
13 縦接合装置
14 送りローラ
15a 筒状体
15b 不在部
16 給排気ライン
17 電磁式三方弁(切り替え機構)
18 制御部
19 給気ライン
20 排気ライン
21 原反
22A、22B、22C ガイドローラ
23 コイルバネ
24 ロッド
25 原反
26A、26B、26C、26D ガイドローラ
27 ストッパ
28 ピン
29 テープ固定機構
29A、29B、29C ガイドローラ
30 充填機(内容物充填部)
31 ポンプ
32 ノズル
33 ヘッド
34 水平部
34a 面
35 垂直部
36 ニードル弁(スピードコントローラ)
40 しごき装置(筒状フィルム結紮部)
41 しごきローラ
43 横部材
61 横接合装置(筒状フィルム結紮部)
62 超音波ホーン
62a 突起部
63 アンビル
70 集束接合装置
72、73 収束板
76 シール装置
77 超音波ホーン
77a 突起部
78 アンビル
78a 受部
81 カッター(切断装置)
100 包装体製造装置
a1、b1 方向
C 内容物
Fb 帯状フィルム
Fj 被溶着物
Fp1 開封テープ
Fp2 開封片
Fpe 端部側辺
Fs 小片付フィルム
Ft 筒状フィルム
La 一本溶着線
Lae 端部
Lb 非平行溶着線
Lbf 端部
Lbn 端部
PR1〜PR18 工程
Ps 基準点
R 包装体
Re 端部
X 方向
Xa 横軸線
Y 方向
Y1、Y2 位置
Ya 縦軸線
Z 方向
【特許請求の範囲】
【請求項1】
第1の帯状のフィルムを送り出す第1の送り出し部と;
前記第1の帯状のフィルムより幅の狭い第2の帯状のフィルムを前記第1の帯状のフィルムと同一の方向に前記第1の帯状のフィルムと同期させて送り出す第2の送り出し部と;
前記送り出された第2の帯状のフィルムを前記送り出す方向と交差する方向に切断する切断部と;
前記第2の送り出し部で送り出される第2の帯状のフィルムの先端部を負圧により固定する固定部と;
前記第2の帯状のフィルムの先端部が前記送り出し中に前記固定部から浮揚するように前記先端部に空気を供給する空気供給部と;
前記固定された第2の帯状のフィルムを前記送り出された第1の帯状のフィルムに溶着する溶着部とを備える;
フィルム溶着装置。
【請求項2】
前記第2の帯状のフィルムの固定と前記第2の帯状のフィルムの浮揚とを切り替える切り替え機構を備える;
請求項1に記載のフィルム溶着装置。
【請求項3】
前記切り替えを、前記第1の帯状のフィルムと前記第2の帯状のフィルムの送り出しと、前記切断部の切断と前記溶着部の溶着のタイミングに合わせて行う制御部を備える;
請求項2に記載のフィルム溶着装置。
【請求項4】
前記固定部には、大気を排気する排気穴が形成され、前記大気を排気することにより前記負圧を発生させるように構成され;
前記固定部には、空気を供給する空気供給穴が形成され、前記空気供給部は前記空気供給穴によって空気を供給するように構成された;
請求項1乃至請求項3のいずれか1項に記載のフィルム溶着装置。
【請求項5】
請求項1乃至請求項4のいずれか1項に記載のフィルム溶着装置と;
前記第1の帯状のフィルムを筒状に形成するフィルム筒状形成部と;
前記筒状に形成されたフィルムに内容物を充填する内容物充填部と;
前記内容物の充填された筒状のフィルムを、前記第2の帯状のフィルムを溶着した部分の近傍で絞って結紮する筒状フィルム結紮部とを備える;
包装体製造装置。
【請求項1】
第1の帯状のフィルムを送り出す第1の送り出し部と;
前記第1の帯状のフィルムより幅の狭い第2の帯状のフィルムを前記第1の帯状のフィルムと同一の方向に前記第1の帯状のフィルムと同期させて送り出す第2の送り出し部と;
前記送り出された第2の帯状のフィルムを前記送り出す方向と交差する方向に切断する切断部と;
前記第2の送り出し部で送り出される第2の帯状のフィルムの先端部を負圧により固定する固定部と;
前記第2の帯状のフィルムの先端部が前記送り出し中に前記固定部から浮揚するように前記先端部に空気を供給する空気供給部と;
前記固定された第2の帯状のフィルムを前記送り出された第1の帯状のフィルムに溶着する溶着部とを備える;
フィルム溶着装置。
【請求項2】
前記第2の帯状のフィルムの固定と前記第2の帯状のフィルムの浮揚とを切り替える切り替え機構を備える;
請求項1に記載のフィルム溶着装置。
【請求項3】
前記切り替えを、前記第1の帯状のフィルムと前記第2の帯状のフィルムの送り出しと、前記切断部の切断と前記溶着部の溶着のタイミングに合わせて行う制御部を備える;
請求項2に記載のフィルム溶着装置。
【請求項4】
前記固定部には、大気を排気する排気穴が形成され、前記大気を排気することにより前記負圧を発生させるように構成され;
前記固定部には、空気を供給する空気供給穴が形成され、前記空気供給部は前記空気供給穴によって空気を供給するように構成された;
請求項1乃至請求項3のいずれか1項に記載のフィルム溶着装置。
【請求項5】
請求項1乃至請求項4のいずれか1項に記載のフィルム溶着装置と;
前記第1の帯状のフィルムを筒状に形成するフィルム筒状形成部と;
前記筒状に形成されたフィルムに内容物を充填する内容物充填部と;
前記内容物の充填された筒状のフィルムを、前記第2の帯状のフィルムを溶着した部分の近傍で絞って結紮する筒状フィルム結紮部とを備える;
包装体製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−229042(P2012−229042A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2011−98313(P2011−98313)
【出願日】平成23年4月26日(2011.4.26)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成23年4月26日(2011.4.26)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]