
フィルム状物による包装装置
【課題】フィルム状物による確実な包装が行なえるようにした、フィルム状物による包装装置を提供する。
【解決手段】物品搬送路を搬送される物品2に、所定長さに切断されたフィルム状物1を巻き付けてスリーブ包装する、フィルム状物による包装装置において、物品搬送路と物品2との間に一端を挟み付けられたフィルム状物1の他端側を物品2に巻き付けるフライトバー45をそなえ、物品搬送路の上方に、フライトバー45と協動してフィルム状物1の他端側を挟み付けフィルム状物1の他端側の落下を防止してフィルム状物1の他端側を物品巻き付け方向へ移動させる落下防止用ベルト97が配設されている。
【解決手段】物品搬送路を搬送される物品2に、所定長さに切断されたフィルム状物1を巻き付けてスリーブ包装する、フィルム状物による包装装置において、物品搬送路と物品2との間に一端を挟み付けられたフィルム状物1の他端側を物品2に巻き付けるフライトバー45をそなえ、物品搬送路の上方に、フライトバー45と協動してフィルム状物1の他端側を挟み付けフィルム状物1の他端側の落下を防止してフィルム状物1の他端側を物品巻き付け方向へ移動させる落下防止用ベルト97が配設されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特にシュリンク包装機に用いて好適の、フィルム状物による包装装置に関する。
【背景技術】
【0002】
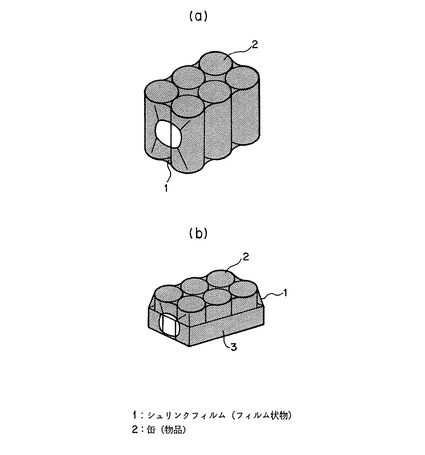
フィルム状物による包装の一例としては、例えば飲料缶のシュリンク包装がある。図9はシュリンク包装の例を示す図であり、(a)は缶2のみを複数(ここでは6個)まとめてフィルム1でシュリンク包装した例を示す斜視図、(b)は段ボールトレー3上に複数(ここでは6個)並べられた缶2をフィルム1でシュリンク包装した例を示す斜視図である。
【0003】
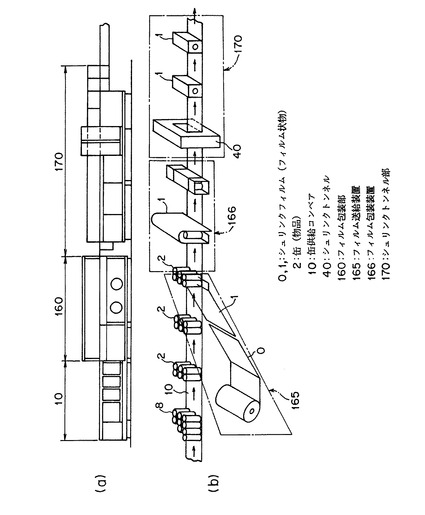
このようなシュリンク包装はシュリンク包装機で行なわれる。図10はシュリンク包装機の概要構成を示す図であり、(a)はシュリンク包装機の各部のライン上の配置を示す模式的側面図、(b)はシュリンク包装の工程を説明する模式的斜視図である。
図10(a),(b)によりシュリンク包装機の概略構成及び工程を説明する。
シュリンク包装機は、主に、缶2を供給する缶供給コンベア部(以下、缶供給コンベアという)10と、フィルム送給装置165とフィルム包装装置166とからなるフィルム包装部160と、シュリンクトンネル部170とで構成され、これらがライン上に順に配置されている。
【0004】
次に、図10(b)により、シュリンク包装の概略工程を説明する。
まず、缶2は、多数に集合され並べられた群状態(缶群)8で、缶供給コンベア10によりフィルム包装装置166へ向けて送給される。ここで、缶供給コンベア10上で、フィルム包装装置166に送給されるまでに、缶群8は所定個数ずつにグルーピングされる。つまり、缶2を、所定個数毎に所定の配置に並べた状態でシュリンク包装を行なうために、フィルム包装装置166に送給するにあたって、缶群8を、1つのシュリンク包装あたりの数(ここでは6個)に区分けして、所定の配置(ここでは、ライン方向に2個、横方向に3個の配置)に並べるようにする。
【0005】
このようにして、フィルム包装装置166に送給されたグループ状の缶2は、フィルム送給装置165によって缶供給コンベア10の下方から送給されるフィルム1を巻き付けられてスリーブ包装される。
ここで、フィルム送給装置165は、フィルム送給装置165に送給されるシュリンクフィルム(以下、フィルムと略す)0を所定の長さのフィルム1に切断し、その後、フィルム1をフィルム包装装置166に送給している。なお、符号0は切断前の長尺なフィルムを、符号1は切断後のフィルムを示す。
【0006】
フィルム包装装置166でスリーブ包装された缶2は、シュリンクトンネル40に送給される。
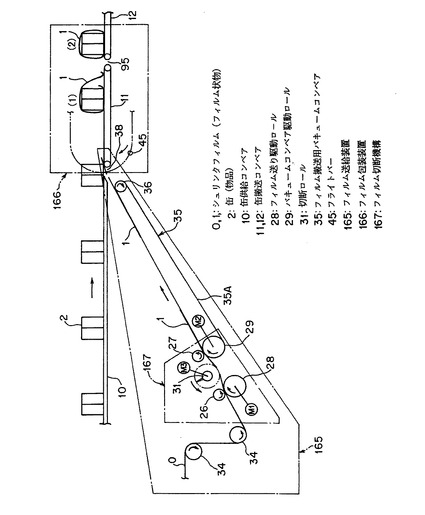
図11は、従来のシュリンク包装機において缶がスリーブ包装されるまでの工程を詳細に示す側面図である。但し、フィルム送りロール用モータM1,バキュームコンベア駆動ロール用モータM2,切断ロール駆動モータM3については、これらのモータと、モータに駆動されるロールとの対応を明確にするために模式的に示したものであって、実際の形状及び配置を示すものではない。
【0007】
図11に示すように、従来のシュリンク包装機では、缶2がスリーブ包装される際に、缶供給コンベア10と、フィルム送給装置165と、フィルム包装装置166との3要素が関与する。
ここで、フィルム送給装置165は、図示しないロールに巻回されたフィルム0を所定のパスラインで走行させるパスライン保持ロール34と、パスライン保持ロール34を通じて送給される長尺のフィルム0を所定長さのフィルム1に切断するフィルム切断機構167と、フィルム切断機構167により所定長さに切断されたフィルム1を吸引しながらフィルム包装装置166へと送給するフィルム搬送バキュームコンベア35とからなる。
【0008】
ここで、フィルム搬送バキュームコンベア35は、バキュームコンベア駆動ロール用モータM2に駆動されて回転するバキュームコンベア駆動ロール29と、このバキュームコンベア駆動ロール29の斜め上方に離隔して配設されたバキュームコンベアロール36と、バキュームコンベア駆動ロール29,バキュームコンベアロール36に巻回されたバキュームベルト35Aとから構成される。
【0009】
バキュームベルト35Aはバキュームコンベア駆動ロール29に駆動されて回転し、パスライン下流側端部ではバキュームコンベアロール36の吸引力を受けてフィルム1を、パスライン上に吸引・保持しつつフィルム包装装置166へ送給する。
また、フィルム切断機構167は、パスライン保持ロール34とフィルム搬送バキュームコンベア35との間に設けられ、互いに対向して設けられたフィルム送りロール26及びフィルム送り駆動ロール28と、バキュームコンベア駆動ロール29に対向して設けられたフィルム押さえロール27と、切断刃99をそなえてフィルム送りロール26とフィルム押さえロール27との間に配設された切断ロール31とからなっている。
【0010】
また、フィルム包装装置166は、缶供給コンベア10の下流に隙間38をあけて直列に配設された缶搬送コンベア11と、回転移動しながら缶2にフィルム送給装置165から送給されるフィルム1を巻き付けるフライトバー45とから構成される。なお、缶搬送コンベア11の下流には、隙間95をあけて缶搬送コンベア12が直列に配設されている。
【0011】
従来のシュリンク包装機は、上述のように構成されており、缶2のスリーブ包装は以下のように行なわれる。
図11に示すように、まず、フィルムの切断工程では、パスライン保持ロール34を介して供給されてくるフィルム0は、フィルム送りロール26とフィルム送り駆動ロール28とに挟まれながらフィルム搬送バキュームコンベア35に送られる。
【0012】
そして、フィルム0がフィルム搬送バキュームコンベア35により所定の長さ分だけ送られると、切断ロール31が回転を開始してフィルム0を所定の長さのフィルム1に切断する。
こうして、所定の長さに切断されたフィルム1は、フィルム搬送バキュームコンベア35により吸着されながらライン上を移送され、缶供給コンベア10と缶搬送コンベア11との間の隙間38を通って、缶搬送コンベア11の上面に供給される。この時、フィルム1と同期して、缶供給コンベア10からグルーピングされた缶2も缶搬送コンベア11に移送されフィルム1の上に載る。したがって、フィルム1は、缶2と缶搬送コンベア11とによって挟み付けられて、缶2と共に缶搬送コンベア11に乗り移り始め、フィルム搬送バキュームコンベア35から引き剥がされる。
【0013】
その後、図11中に二点鎖線で示す軌道上を移動するフライトバー45がコンベア間の隙間38を通過するとともに、缶搬送コンベア11に乗り移り始めて隙間38上を移動中のフィルム1の中間部を巻き上げる。そして、フライトバー45はフィルム1を引っかけながら、缶搬送コンベア11の上方を缶2の移動速度よりも高速で缶2の移動方向へ移動して、図11中(1)で示すように、缶2と缶搬送コンベア11とに挟み込まれていない側のフィルム1の端部が缶2の前方(移動方向側)に落ちるようにフィルム1を案内する。この(1)で示す状態で缶2が缶搬送コンベア11の終端に差しかかると、缶搬送コンベア11に垂れかかるフィルム1の端部はコンベア間の隙間95を下方へ落ち込む。フィルム1の端部が隙間95内の下方へと落ち込んだ状態で缶2が缶搬送コンベア12に乗り移ると、図11中(2)で示すように、フィルム1の端部が缶2の下に巻き込まれた状態となって、スリーブ包装が完了する。
【発明の開示】
【発明が解決しようとする課題】
【0014】
しかしながら、上述のような従来のシュリンク包装機にそなえられた各装置の場合、以下のような課題を有している。
ここで、フィルムの切断処理及びフィルムを缶に巻き込む処理についてさらに詳述しながら、その課題を説明する。
まず、図12を参照しながら、フィルム切断機構167についてその構造及びフィルム切断の動作についてより詳細に説明する。
【0015】
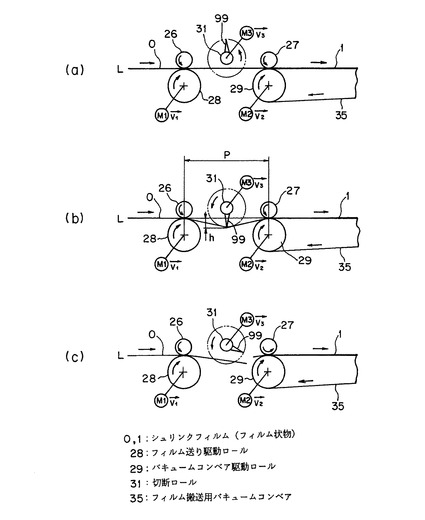
図12は従来のシュリンク包装機のフィルム切断機構167の詳細構造及び動作を説明する側面図であり、(a)はフィルム切断前の状態を示す図、(b)はフィルム切断中の状態を示す図、(c)はフィルム切断完了の状態を示す図である。但し、フィルム送りロール用モータM1,バキュームコンベア駆動ロール用モータM2,切断ロール駆動モータM3については、図11と同様に、これらのモータと、モータに駆動されるロールとの対応を明確にするために模式的に示したものであって、実際の形状及び配置を示すものではない。
【0016】
図12(a)〜(c)に示すように、フィルム切断機構167は、前述のように、互いに対向して設けられたフィルム送りロール26とフィルム送り駆動ロール28と、バキュームコンベア駆動ロール29に対向して設けられたフィルム押さえロール27と、フィルム送りロール26とフィルム押さえロール27との間に配設された切断ロール31とからなり、切断ロール31には切断刃99がそなえられている。フィルム送り駆動ロール28はフィルム送りロール用モータM1により、バキュームコンベア駆動ロール29はバキュームコンベア駆動ロール用モータM2により、切断ロール31は切断ロール駆動モータM3によりそれぞれ駆動される。
【0017】
また、切断ロール31は、切断刃99がフィルム0のパスライン(フィルムパスラインL)に対してフィルム0の切断に適した高さ位置となるように、食い込み比(切断刃最大食い込み深さh/ロール中心間距離P)がある規定範囲となるように配設される。ここで、フィルムパスラインLは、フィルム送り駆動ロール28とバキュームコンベア駆動ロール29に支持されてフィルム0が形成するラインである。また、切断刃最大食い込み深さhは、切断刃99がフィルムパスラインLと垂直を成す状態(最もフィルムパスラインLに食い込んだ状態)での、フィルムパスラインLを基準とした切断刃99の食い込み深さであり、ロール中心間距離Pは、フィルム送り駆動ロール28とバキュームコンベア駆動ロール29のロール中心間距離である。
【0018】
上述の構成では、切断刃99によりフィルム0を切断するには、図12(b)に示すように、切断刃99がフィルムパスラインLに最も食い込んだ状態で、切断刃99により下方に押し込まれる力に対してフィルム0に十分な反力が発生していなければならない、即ち、ロール中心間距離Pでフィルム0に張力が十分に作用している必要がある。
したがって、上述のようにフィルム送り駆動ロール28とバキュームコンベア駆動ロール29には別々の駆動用モータにより駆動して、バキュームコンベア駆動ロール29をフィルム送り駆動ロール28よりも速く回転させることで、ロール中心間距離Pにおいてフィルム0に十分な張力が発生するようにしているのである。
【0019】
次に、切断機構167の動作について説明する。
まず、フィルム0は、図12(a)に示すように、フィルム送りロール26及びフィルム送り駆動ロール28と、フィルム押さえロール27及びバキュームコンベア駆動ロール29とにより、バキュームコンベア35に送り出される。
フィルム0が所定の長さまでバキュームコンベア35に送り出されると、図12(b)に示すような切断刃99の先端が最もフィルム0に食い込む位置で、切断刃99がフィルム0を所定の長さに切断する。
【0020】
次いで、図12(c)に示すように、所定の長さに切り取られたフィルム1は、バキュームコンベア35により吸着されながら次工程へと送給され、一方、残されたフィルム0の端部は、一度、自由になった後でフィルム押さえロール27及びバキュームコンベア駆動ロール29に挟み込まれてバキュームコンベア35へ送り込まれ、図12(a)の状態に再び戻る。
【0021】
しかしながら、このような従来のフィルム切断機構では、ロール中心間距離Pでフィルム0に作用する張力がフィルム0の幅方向に均一であれば切断できるが、かかる張力が幅方向に不均一であったり、かかる張力が不足している場合には、切断の失敗が発生しやすいという課題がある。
さらに、フィルム0には剛性がほとんどないため、切断刃99により切断されて一度自由なったフィルム0は自重によりフィルム押さえロール27とバキュームコンベア駆動ロール29の合わせ面よりも低く垂れ下がってしまう。このため、フィルム押さえロール27とバキュームコンベア駆動ロール29との間にフィルム0が進入できずに、フィルム詰まりやフィルム送りロール28へのフィルム0の巻き込みが発生しやすいという課題もある。
【0022】
次に、図13を参照しながら、フィルム1を缶下に送り込むための構成及び動作をより詳細に説明する。
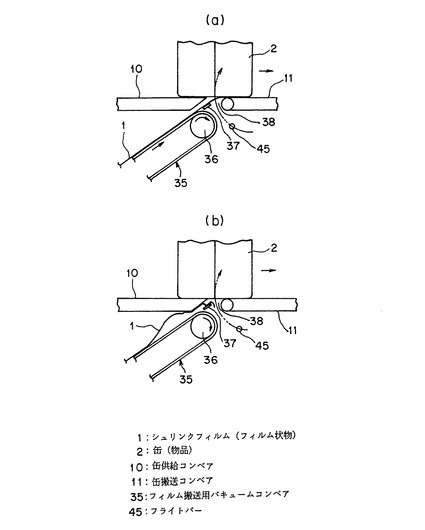
図13は従来のシュリンク包装機のフィルム送給装置においてフィルム1を缶下に送り込むための構成及び動作を説明する側面図であり、(a)はフィルム1が正常に缶下に送り込まれた状態を示し、(b)はフィルム1が正常に缶下に送り込まれなかった状態を示す。
【0023】
フィルム1を缶下に送り込むための機構は、図13に示すように、互いに隙間38をあけて直列に配設される缶供給コンベア10及び缶搬送コンベア11と、フィルム搬送用バキュームコンベア35と、フライトバー45とから構成される。さらに、コンベア間の隙間38には、フィルム搬送用バキュームコンベア35より送給されるフィルム1を缶搬送コンベア11へと案内するガイドバー37が付設されている。
【0024】
ここで、コンベア間の隙間38は、下方のフィルム搬送用バキュームコンベア35から送給されるフィルム1とこのフィルム1を上方に巻き上げるフライトバー45とが通過するのに充分な大きさの間隔を有するように設けられている。
次に、フィルム1を缶下に送り込む動作について説明する。
切断機構167で所定長さに切断されたフィルム1は、フィルム搬送バキュームコンベア35によって、ガイドバー37に案内されながら隙間38を通って、缶搬送コンベア11に送給される。そして、フィルム1は、缶搬送コンベア11に移動してきた缶2と缶搬送コンベア11とに挟持されて缶搬送コンベア11に乗り移り始めるが、缶2が完全に缶搬送コンベア11に乗り移り、かつフィルム1がフィルム搬送バキュームコンベア35から缶搬送コンベア11へと乗り移る途中、即ち、フィルム1が隙間38内に存在する時点で、フライトバー45が隙間38を通過してフィルム1を巻き上げる。
【0025】
しかしながら、このような従来のフィルム送給装置では、ガイドバー37の設置空間とフライトバー45の移動空間とを確保するために、フィルム搬送バキュームコンベア35の終点となるバキュームコンベアロール36は、缶供給コンベア10及び缶搬送コンベア11よりも低い位置に設置せざるを得ない。このため、フィルム1の先端部を、缶供給コンベア10から缶搬送コンベア11に移動中の缶2の下部に提供する時、バキュームコンベアロール36を通過して自由となったフィルム1の先端部は、ガイドバー37で支持されるのみとなり、剛性のほとんどないフィルム1は隙間38内を円滑に通過できず、例えば、図13(b)のように隙間38でフィルム1が詰まってしまうなどの課題がある。
【0026】
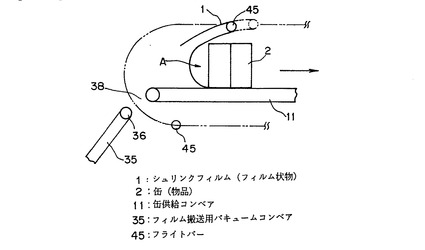
さらに、従来のシュリンク包装機のフィルム包装装置では、缶搬送コンベア11の移動速度が速いと、これに応じてフライトバ─45によるフィルム1の包み込みの速度も速まるため、図14に示すように、フライトバ─45がフィルム1を引っかけながら移動している過程で、Aで示す部分に風をはらんでフィルム1が膨らんでしまい、この影響でフライトバー45によって缶2の移動方向に落とされても缶2の缶下に巻き付く分のフィルムの長さが不足して、缶下への巻き付けが行なえない場合もある。
【0027】
また、缶2に巻き付いたフィルム1の他端が、缶搬送コンベア11,12間の隙間95に落ち込まずに、缶2の缶下への巻付けが失敗する場合もある。
さらに、フライトバー45により案内されて缶2の前方(移動方向側)に移動したフィルム1の前端部が、この移動に伴う空気抵抗(風圧)等によりフライトバー45から滑り落ちて、図15に示すように缶2の側と反対側(缶2の後方)に落下してしまい、フィルム1による缶2の巻き込みが行なえない場合があるという課題もある。
【0028】
本発明は、このような課題に鑑み創案されたもので、フィルム状物による確実な包装が行なえるようにした、フィルム状物による包装装置を提供することを目的とする。
【課題を解決するための手段】
【0029】
このため、請求項1記載の本発明のフィルム状物による包装装置は、物品搬送路を搬送される物品に、所定長さに切断されたフィルム状物を巻き付けてスリーブ包装する、フィルム状物による包装装置において、該物品搬送路と該物品との間に一端を挟み付けられた該フィルム状物の他端側を該物品に巻き付けるフライトバーをそなえ、該物品搬送路の上方に、該フライトバーと協動して該フィルム状物の他端側を挟み付け該フィルム状物の他端側の落下を防止して該フィルム状物の他端側を物品巻き付け方向へ移動させる落下防止用ベルトが配設されていることを特徴としている。
【0030】
請求項2記載の本発明のフィルム状物による包装装置は、請求項1記載のフィルム状物による包装装置において、該物品搬送路の上方に、該フィルム状物の端部外面に空気を吹きつけて該フィルム状物の該物品への巻き付きを案内する巻き付き案内機構が設けられていることを特徴としている。
【発明の効果】
【0031】
請求項1記載の本発明のフィルム状物による包装装置によれば、フライトバーからのフィルム状物の落下が無く、物品へのフィルム状物の巻き付けが確実にできることから、安定した操業が行なえるという利点がある。
【0032】
請求項2記載の本発明のフィルム状物による包装装置によれば、請求項1の効果に加え、物品の下部へのフィルム状物の巻き付けが確実にできることから、安定した操業が行なえるという利点がある。
【発明を実施するための最良の形態】
【0033】
以下、図面により、本発明の実施形態について説明する。なお、本実施形態としては、本発明のフィルム状物による包装装置を、飲料缶のシュリンク包装機に適用した例を説明する。
【0034】
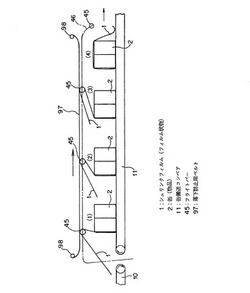
図1〜図8は、本発明の実施形態について示すもので、図1は本実施形態にかかるシュリンク包装機の構成を模式的に示すラインの側面図、図2〜図5はいずれも本実施形態にかかるフィルム状物送給装置を示す図、図6,図7はいずれも本実施形態にかかるフィルム状物による包装装置を示す図、図8はスリーブ包装された缶を示す図である。
まず、図1により、本実施形態にかかるシュリンク包装機の全体の構成について説明する。
【0035】
このシュリンク包装機は、缶送給コンベア(搬送コンベア)10と、フィルム送給装置(フィルム状物送給装置)65と、フィルム包装装置(フィルム状物による包装装置)66と、このフィルム包装装置66でスリーブ包装されたフィルム(フィルム状物)1により缶をシュリンク包装するシュリンクトンネル部68とから構成される。
なお、シュリンクトンネル部68は、従来例(図10の符号170を参照)のものと同様に構成されるので、図1では一部省略している。また、缶送給コンベア10については、従来のものと同様であるので、本シュリンク包装機の特徴であるフィルム送給装置65,フィルム包装装置66について詳述する。
【0036】
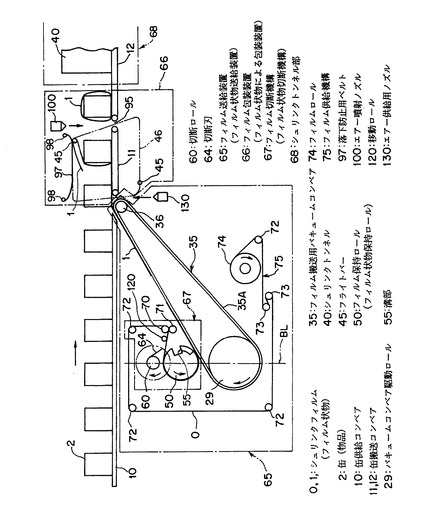
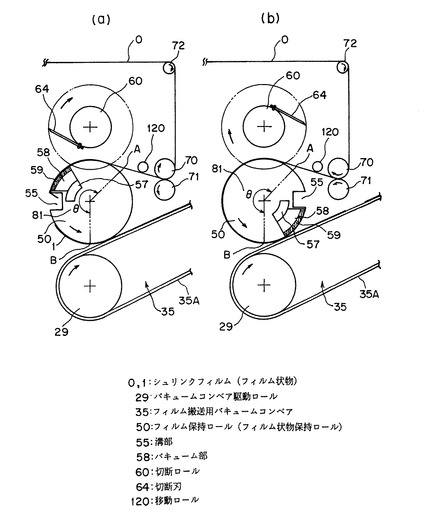
まず、フィルム送給装置65について説明する。このフィルム送給装置65は、図1に示すように、フィルム供給機構75と、フィルム切断機構(フィルム状物切断機構)67と、フィルム搬送用バキュームコンベア(フィルム状物搬送バキュームコンベア)35とをそなえ、これらのフィルム供給機構75,フィルム切断機構67,フィルム搬送用バキュームコンベア35により、フィルム0またはフィルム1を送給する送給路が構成されている。
【0037】
フィルム供給機構75は、フィルムロール74と、パスライン保持ロール72と、蛇行防止ロール73とから構成され、フィルムロール74に巻回されたシュリンクフィルム(以下、フィルムという)0をフィルム切断機構67へ供給するように配設されている。
フィルム搬送用バキュームコンベア35は、フィルム切断機構67の下方に配設されたバキュームコンベア駆動ロール29と、このバキュームコンベア駆動ロール29から斜め上方の、缶搬送路(物品搬送路)を構成する缶供給コンベア(搬送コンベア)10,缶搬送コンベア(搬送コンベア)11の相互間の下部に設けられたバキュームコンベアロール36と、これらのバキュームコンベア駆動ロール29,バキュームコンベアロール36に巻回されたバキュームベルト35Aとから構成されている。
【0038】
フィルム搬送用バキュームコンベア35の上端部のバキュームコンベアロール36は、缶供給コンベア10と缶搬送コンベア11とが間隔を開けて直列に並んで構成される缶搬送路の搬送面レベル付近に達するように配設されている。さらに、フィルム搬送用バキュームコンベア35から缶搬送コンベア11へのフィルム1の受渡し部分の下方には、エアー供給用ノズル(落下防止機構)130が付設されている。
【0039】
フィルム切断機構67は、フィルム搬送用バキュームコンベア35のフィルム搬送開始点、即ち、バキュームコンベア駆動ロール29の上方に配設され、パスライン保持ロール72と、互いに対向して配設される送り込みロール70,71と、移動ロール120と、フィルム保持ロール(フィルム状物保持ロール)50と、フィルム保持ロール50に対向して設けられて切断刃64を有する切断ロール60とをそなえて構成される。
【0040】
切断刃64は、切断ロール60の外周に接線をなすように、かつ、切断ロール60の回転方向側に迫り出すように切断ロール60に取り付けられて、切断刃64(切断ロール60)が回転する際に切断ロール60と同期して回転するフィルム保持ロール50と干渉しないようになっている。また、かかる切断刃64の取付け方法は、切断刃64の取付け・取外しを容易にするとともに、切断刃64のフィルム1への食い込みを効果的にしている。
【0041】
なお、移動ロール120は、フィルム0の切断時に、フィルム0側に移動して、切断すべきフィルム部分に張力を加え、その切断を確実に行なわせるものである。
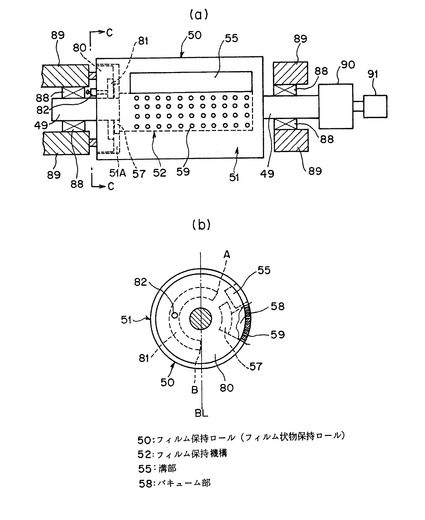
ここで、図2に示すように、フィルム保持ロール50は、外周面でフィルム1を保持するロール部51と、ロール部51を軸支するための心棒49とからなり、ベアリング88,88により心棒49を中心に回転可能にベアリング支持板89,89に取り付けられている。
【0042】
フィルム保持ロール50の心棒49の一端側には、図2(a)に示すように、減速機90を介してロール回転用モータ91が接続されており、このモータ91により心棒49及びロール部51が回転駆動されるようになっている。
また、図2(a),(b)に示すように、ロール部51の外周面には、切断ロール60にそなえられた切断刃64を受ける溝部55と、フィルム保持機構(吸引機構)52を構成するバキューム部58及びフィルム吸引用小径孔59とがそなえられる。
【0043】
フィルム保持機構52は、ロール部51のバキューム部58及びフィルム吸引用小径孔59と、フィルム保持ロール50の他端側のロール部51の側部に設けられた小径孔用チャンバー57と、フィルム保持ロール50の他端側に固定設置された負圧供給ユニット80とから構成されている。
小径孔用チャンバー57はバキューム部58と連通し、フィルム吸引用小径孔59はバキューム部58の外周側に設けられやはりバキューム部58と連通しており、したがって、小径孔用チャンバー57は、バキューム部58を介してフィルム吸引用小径孔59と連通している。
【0044】
負圧供給ユニット80は、ロール部51の側面の凹所51A内で心棒49の外周に配設されており、ベアリング支持板89に支持されて非回転状態に固定され設置されている。この負圧供給ユニット80は、バキュームチャンバー81と、負圧供給口82とをそなえて構成されている。この負圧供給口82は図示しないバキュームポンプ等に接続されており、負圧供給口82を介して、バキュームチャンバー81に外部から負圧が供給されるようになっている。
【0045】
ロール部51側の小径孔用チャンバー57及び負圧供給ユニット80側のバキュームチャンバー81は、図2(b)に示すように、いずれも同一半径の略円弧状の断面を有するように形成された空間であり、ロール部51が回転して、小径孔用チャンバー57とバキュームチャンバー81とが図2(b)において重合するような回転角度状態になると、小径孔用チャンバー57がバキュームチャンバー81と連通して、バキューム部58内を負圧に減圧するようになっている。
【0046】
小径孔用チャンバー57は、図2(b)に示すように、バキューム部58の形成された部分に対応した箇所から、溝部55の幅方向中央部付近までに亘って形成されている。一方、バキュームチャンバー81は、鉛直基準線BLの上方よりもやや手前側(フィルム保持ロール50の回転方向の上流側)のAで示す箇所から鉛直基準線BLの下方のBで示す箇所までに亘って設けられている。
【0047】
したがって、ロール部51とともに回転する小径孔用チャンバー57がバキュームチャンバー81と重合する範囲〔図2(b)中にA−Bで示される領域〕に位置するときに限って、小径孔用チャンバー57がバキュームチャンバー81と連通するようになっている。
フィルム保持ロール50の回転により、小径孔用チャンバー57が図2(b)に示すAの箇所に達するのは、溝部55が鉛直基準線BLの上方に達する直前であり、溝部55内に切断刃64が入り込みながらフィルム0を切断する直前である。また、小径孔用チャンバー57が図2(b)に示すBの箇所に達するのは、切断したフィルム1をフィルム搬送用バキュームコンベア35へ受け渡し終える時である。
【0048】
すなわち、フィルム吸引用小径孔59が負圧によりフィルム0又は1を吸引するのは、フィルム0を切断する直前から、切断されたフィルム1をフィルム搬送用バキュームコンベア35へ受け渡し終えるまでであり、この間は、フィルム吸引用小径孔59を通じてフィルム0又は1がフィルム保持ロール50の外周面に吸引・保持されるようになっている。
【0049】
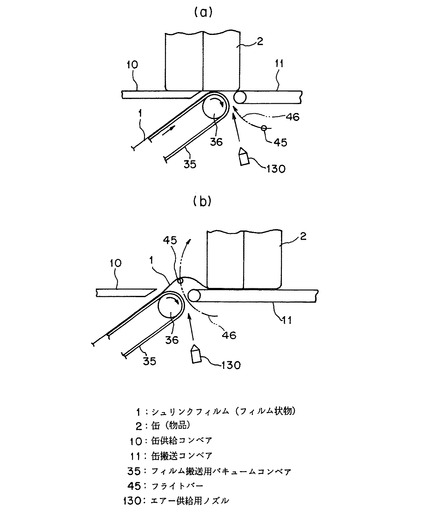
次に、エアー供給用ノズル130について説明する。エアー供給用ノズル130は、図5に示すように、バキュームコンベアロール36,缶搬送コンベア11間の下方に近設され、このバキュームコンベアロール36,缶搬送コンベア11間にむけて上方に空気を噴射するようになっている。これにより、フィルム搬送用バキュームコンベア35により缶搬送コンベア11に搬送されてくる剛性のほとんどないフィルム1が缶搬送コンベア11の搬送面よりも垂れ下がらないようにしてフィルム1が確実に缶搬送コンベア11の搬送面に乗るようにしているのである。
【0050】
このようにエアー供給用ノズル130によってフィルム1の垂れ下がりを防止するため、従来技術(図13参照)のようなガイドバー37が不要になり、これにより、前述のように、バキュームコンベアロール36を搬送面レベル付近まで上昇させて配置することができるのである。
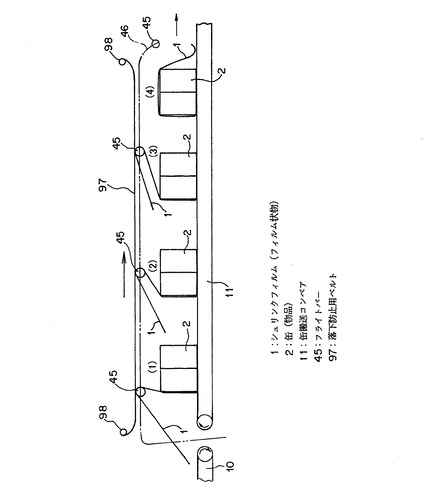
次に、フィルム包装装置66について説明する。このフィルム包装装置66は、図1に示すように、互いに隙間95をあけて直列に並べられる缶搬送コンベア11,12と、缶搬送コンベア11の周囲を図中の二点差線で示す軌道46上を移動するフライトバー45と、ベルト取付けバー98をそなえて缶搬送コンベア11の上方にベルト取付けバー98により支持されて配設される落下防止用ベルト97と、隙間95の上方に配設されるエアー噴射ノズル(巻き付き案内機構)100とから構成される。
【0051】
缶搬送コンベア11,12間の隙間95は、図1に二点鎖線で示す軌道46を移動するフライトバー45が通過するのに十分な大きさに、かつ、図7に(2)で示す状態のように、缶搬送コンベア11から缶搬送コンベア12に乗り移ろうとする缶2に巻き付けられたフィルム1の一端が落ち込むのに十分な大きさにしている。
ここで、缶2に巻き付けられたフィルム1の一端を隙間95に落とし込んで図7中(2)の状態のようにするのは、この(2)の状態で缶2が缶搬送コンベア11から缶搬送コンベア12に乗り移ることで、隙間95に垂れているこのフィルム1の一端を缶下に巻き込こませるためであり、図7中の(3)のような状態に缶2のスリーブ包装を行なうためである。
【0052】
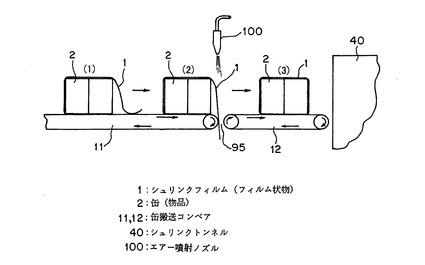
また、エアー噴射ノズル100は、図7に示すように、隙間95の上方に配設されて、缶搬送コンベア11から缶搬送コンベア12に乗り移ろうとする缶2に巻き付けられたフィルム1の一端が確実に隙間95に落ち込む(図7中の(2)で示す状態になる)ように、このフィルム1の一端に下向きの空気を吹きつけるようにしている。
そして、落下防止用ベルト97は、図6に示すように軌道46上を移動するフライトバー45と接するように配設され、フライトバー45と協動して、缶搬送コンベア11と缶2との間に一端を挟み付けられたフィルム1の他端側を挟持して確実に缶2の前方(移動方向側)に案内するためのものである。
【0053】
本発明の一実施形態にかかる実施形態のシュリンク包装機は上述のように構成されており、シュリンク包装の工程は以下のように行なわれる。
シュリンク包装機によるシュリンク包装の概略工程の構成は、図1に示すように、従来技術と同様である。即ち、フィルム送給装置65でフィルム0を所定の長さに切断してフィルム包装装置66へと送給し、フィルム包装装置66では、缶供給コンベア10により供給されてくるグループ状の缶2を、フィルム送給装置65から送給されるフィルム1によりスリーブ包装する。そして、スリーブ包装された缶2はシュリンクトンネル部68へと送られてシュリンク包装が完了する。
【0054】
しかし、フィルム送給装置65,フィルム包装装置66による具体的な処理は、従来技術と異なっている。
以降に、本シュリンク装置の特徴であるフィルム送給装置65,フィルム包装装置66について、それぞれの動作を詳述する。
まず、フィルム送給装置65について説明する。
【0055】
図1に示すように、まず、フィルム供給機構75が、蛇行防止ロール73によりフィルム0の蛇行を防止しつつ、パスライン保持ロール72により所定のパスラインを形成しながら、フィルムロール74に巻回されているフィルム0をフィルム切断機構67へと供給する。フィルム切断機構67は、このフィルム供給機構75から送給される長尺のフィルム0を所定の長さのフィルム1に切断してフィルム搬送用バキュームコンベア35に送り込む。その後、フィルム搬送用バキュームコンベア35が、フィルム1をフィルム包装装置66に送給する。
【0056】
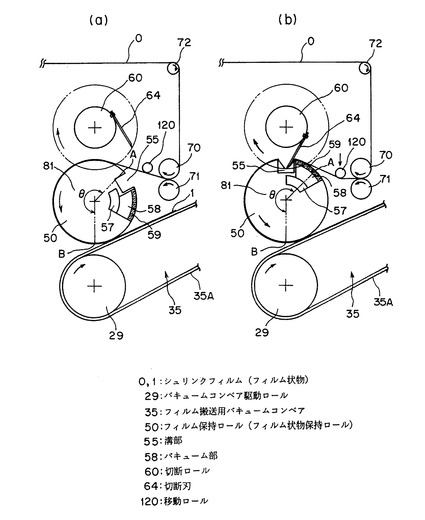
ここで、図3,図4により、フィルム切断機構67の動作を詳細に説明する。 フィルム供給機構75より供給される長尺のフィルム0は、パスライン保持ロール72と送り込みロール70,71と移動ロール120とを介して、フィルム保持ロール50及び切断ロール60の相互間に送られる。図3(a)はフィルム0をフィルム搬送バキュームコンベア35にて所定の長さになるまで搬送している状況を示す。この時点では、切断ロール60とフィルム保持ロール50とは停止している。
【0057】
また、この時には、小径孔用チャンバー57は、図3中に示す領域θに設けられたバキュームチャンバー81と連通しない位置にあり、バキューム吸引用小径孔59の外周外では吸引力は働かずに、フィルム0の搬送を妨げることはない。フィルム0がフィルム搬送バキュームコンベア35により吸着されながらフィルム搬送バキュームコンベア35上に所定長さにまで送り出されると、フィルム保持ロール50と切断ロール60とが同期して回転を開始し、図3(b)で示される状態となる。
【0058】
図3(b)はフィルム0の切断開始した状況を示し、この時フィルム保持ロール50の図3(b)中A,Bで示される位置にわたる領域θ、つまり、バキュームチャンバー81の設置範囲に、小径孔用チャンバー57が達っしているので、前述のとおり、バキューム部58、即ち、バキューム吸引用小径孔59はバキュームチャンバー81と連通して負圧となってフィルム0を吸着する。
【0059】
フィルム0はバキューム吸引用小径孔59で吸着されながらフィルム保持ロール50とともに回転し、やがて切断刃64により溝部55に押し込まれてゆく。この時点で、フィルム0の切断をさらに確実とするため、移動ロール120を下降させて、フィルム0に張力を加える。切断刃64が回転して最下点に達した時点で、フィルム0に作用する張力が最大となって、フィルム0は切断される。移動ロール120はフィルム0の切断後、元の位置に上昇させる。
【0060】
こうして、バキューム吸引用小径孔59に吸着されている長尺なフィルム0から切り離された所定長さのフィルム1は、バキューム吸引用小径孔59の存在する位置より外れた位置にあるため、バキューム吸引用小径孔59の吸着力から開放される。そして、フィルム保持ロール50及び切断ロール60が回転し、フィルム1は、図4(a)に示すように搬送されていく。
【0061】
その後、フィルム1は、フィルム保持ロール50とバキュームベルト35Aとに挟み付けられてフィルム搬送バキュームコンベア35へと送られて、吸着されつつ次の工程へと送給される。
なお、フィルム搬送バキュームコンベア35の速度を、フィルム保持ロール50の速度よりも若干速く設定し、先行のフィルム1を後続フィルム0よりも速く搬送しており、これにより、適切な間隔でフィルム1を送り出している。
【0062】
さらに、フィルム保持ロール50が回転して図4(b)に示すような位置に達すると、小径孔用チャンバー57はθ外に移動するために、小径孔用チャンバー57がバキュームチャンバー81と連通しなくなってバキューム吸引用小径孔59はフィルム0を吸引しなくなる。そのため、フィルム0の移動方向側の端部は、今度は、フィルム搬送バキュームコンベア35に吸着されるので、フィルム0はフィルム保持ロール50外周上を滑りながら、フィルム搬送バキュームコンベア35によって搬送されていく。
【0063】
その後、フィルム保持ロール50、切断ロール60は図3(a)で示す状態まで回転,停止し、待機状態となり、上述の動作を繰り返す。
ここで、フィルム搬送バキュームコンベア35で搬送されていくフィルム1については、図5により説明する。
図5(a)に示すように、バキュームコンベア35により搬送されるフィルム1は、やがてバキュームコンベアロール36を通過しバキュームコンベア35からの吸引力を受けなくなり、自由な状態となるが、このフィルム1の自由になった部分は、エアー供給用ノズル130から、上方に向けてエアーを吹き付けられるため、落下することなく缶搬送コンベア11へと乗り上げ、やがて缶供給コンベア10から缶搬送コンベア11へと移動してきた缶2と缶搬送コンベア11とに挟み付けられて、缶2とともに缶搬送コンベア11上を移動していく。
【0064】
その後、フィルム1は、図5(b)に示すように、下方より移動してくるフライトバー45により上方に巻き上げられてバキュームコンベア35より引き剥がされるとともに、フィルム包装装置66によるフィルム包装工程へと進む。
特に、バキュームコンベア35が缶搬送路の搬送面レベル面までくるように配置されているので、缶供給コンベア10と缶搬送コンベア11との間での缶2の渡りにおいて缶2はフィルム搬送用バキュームコンベア35の端点により支持されて安定して移動が行なえるとともに、缶供給コンベア10から缶搬送コンベア11へと移動中の缶2の所定の位置に、フィルム1の先端を直接供給できるので、従来のようにフィルム供給をミスするトラブルが発生しなくなる。これによりフィルム1の先端が落下することなく、スムーズなフィルム供給が行なえる。
【0065】
次に、フィルム包装装置66の動作を説明する。
まず、図6により、缶搬送路を搬送される缶2にフィルム1を巻き付けるフィルム包装の動作を説明する。ここで、図中に付した(1)〜(4)は、缶2の移動にともなうフィルム包装の状態を順に示し、フライトバー45は図中の二点鎖線で示す軌道46を移動する。
【0066】
フライトバー45は、缶供給コンベア10と缶搬送コンベア11との間を通過するとともに缶搬送コンベア11と缶2との間に一端を挟み付けられたフィルム1の他端側を上方に巻き上げて、落下防止用ベルト97とともにフィルム1を挟み込みながら、缶2の前方(移動方向)へと移動して缶2を追い越し、やがて下降してフィルム0の端部を缶2の前方へ落として巻き付ける。
【0067】
このように、フィルム1を、フライトバー45と落下防止用ベルト97との間で挟持しながら、缶2に巻き付けることにより、フィルム1がフライトバー45から落下するのを防止できるとともに、フィルム1に、フィルム1がフライトバー45から離脱しないような抗力が発生するため、缶2にしっかりと巻き付けることができ、図14に示すようにフィルム1と缶2との間に空気が入り込んでフィルム1の缶下に巻き付ける長さが不足するようなこともない。
【0068】
次に、図7により、缶2の缶下にフィルム1を巻き付ける工程について説明する。
上述の動作によりフライトバー45でフィルム1を缶2に巻き付けただけでは、図7中の(1)の状態のようにフィルム1の先端は缶搬送コンベア11に垂れた状態で、缶2の缶下には巻きついていない。この状態で缶2が缶搬送コンベア11の終点に差しかかると、エアー噴射ノズル100からの噴射エアーにより、フィルム1の端部はコンベア間の隙間95に落とし込まれて、図7中(2)の状態のようになる。
【0069】
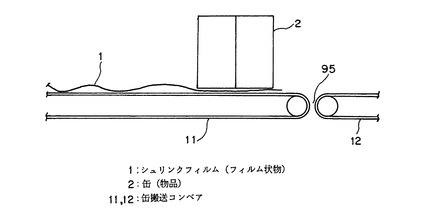
やがて、缶2は、缶搬送コンベア11から缶搬送コンベア12に乗り移る時、隙間95に垂れているフィルム1の一端を缶下に巻き込み、図7中の(3)のような状態となりスリーブ包装が完了する。完了したスリーブ包装の状態は、図8の通りである。
このように、フィルム1の端部の、コンベア間の隙間95への落とし込みが確実にできることから、缶2の缶下へのフィルム1の巻付けが失敗することもない。
【0070】
したがって、本実施形態のシュリンク包装機によれば、以下のような効果が得られる。
つまり、本実施形態のフィルム送給装置65によれば、薄く剛性の弱いフィルム0を、容易に、かつ確実に切断でき、さらに所定長さに切断されたフィルム1の次工程への送給も確実となり、安定した操業が行なえるという利点がある。
また、本実施形態のフィルム包装装置66によれば、フライトバー45からのフィルム1の落下が無く、さらに、フィルム1の、缶2への巻付け及び巻き込みが確実になり、確実にフィルム1による缶2のスリーブ包装が行なえ、安定した操業が行なえるという利点がある。
【0071】
即ち、フィルム送給装置65及びフィルム包装装置66により、フィルム0の切断から缶2のスリーブ包装完了までの工程を通して、安定した操業が行なえるという利点がある。
なお、本発明のフィルム状物による包装装置は、上述の実施形態に限定されるものではなく、種々変形して実施することができる。
例えば、本実施形態では、図1に示すように、切断刃64を切断ロール60の外周に対して接線をなすとともに切断ロール60の回転方向側に迫り出すように切断ロール60に取り付けているが、フィルム保持ロール50と干渉しない範囲において、例えば、従来例のように、切断ロール60の外周に対して垂直となるように切断刃64を取り付けたりしても良く、切断刃64の形状や、切断刃64の切断ロール60への設置方向等は、本実施形態に限定されない。
【0072】
また、図9(a)のように、缶2を直接にフィルム1で包装するようにしているが、図9(b)のように缶2を段ボールトレー3上に収納してフィルム1で包装するようにしてもよい。また、フィルムに包装される物品も飲料缶ではない他のものでもよい。
【図面の簡単な説明】
【0073】
【図1】本発明の一実施形態にかかるフィルム状物送給装置及びフィルム状物による包装装置をそなえたシュリンク包装機の構成を模式的に示すラインの側面図である。
【図2】本発明の一実施形態にかかるフィルム状物送給装置のフィルム状物保持ロールの構成を示す図であり、(a)は側面図、(b)は(a)のC−C矢視図であり、一部破断して示している。
【図3】本発明の一実施形態にかかるフィルム状物送給装置におけるフィルム状物の切断及び送給について説明する側面図であって、(a),(b)は各工程を示している。
【図4】本発明の一実施形態にかかるフィルム状物送給装置におけるフィルム状物の切断及び送給について説明する側面図であって、(a),(b)は各工程を示している。
【図5】本発明の一実施形態にかかるフィルム状物送給装置によりフィルム状物の送給工程を(a),(b)の順で示すラインの側面図であり、(a)はフィルムが缶下に送り込まれた直後の状態を示し、(b)はその後フィルム状物がフライトバーにより巻き上げられていく状態を示している。
【図6】本発明の一実施形態にかかるフィルム状物による包装装置による缶へのフィルム状物巻付工程を示すラインの側面図である。
【図7】本発明の一実施形態にかかるフィルム状物による包装装置による缶下へのフィルム状物巻付工程を示すラインの側面図である。
【図8】スリーブ包装された缶の状態を示す模式的側面図である。
【図9】一般的なシュリンク包装の例を示す斜視図であり、(a)は缶のみをシュリンク包装した例を示し、(b)は段ボールトレーに入れた缶をシュリンク包装した例を示す図である。
【図10】従来のシュリンク包装機の概要構成を示す図であり、(a)はシュリンク包装機の模式的側面図、(b)はシュリンク包装の工程を説明する模式的斜視図である。
【図11】従来のシュリンク包装機の詳細な構成を示す側面図である。
【図12】従来のシュリンク包装機のフィルム切断機構の詳細構造及び動作を説明する側面図であり、(a)はフィルム切断前の状態を示し、(b)はフィルム切断中の状態を示し、(c)はフィルム切断完了の状態を示す。
【図13】従来のシュリンク包装機において切断されたフィルムを缶下に送り込むための構成及び動作を説明する側面図であり、(a)はフィルムが正常に缶下に送り込まれた状態を示し、(b)はフィルムが正常に缶下に送り込まれなかった状態を示す。
【図14】従来のシュリンク包装機において缶へのフィルムの巻付工程を示す側面図である。
【図15】従来のシュリンク包装機において切断されたフィルムが正常に缶下に送り込まれなかった状態を示す。
【符号の説明】
【0074】
0 フィルム状物としてのシュリンクフィルム(切断前のシュリンクフィルム)
1 フィルム状物としてのシュリンクフィルム(切断後のシュリンクフィルム)
2 缶
3 段ボールトレー
8 缶群
10 缶供給コンベア(搬送コンベア)
11,12 缶搬送コンベア(搬送コンベア)
26 フィルム送りロール
27 フィルム押さえロール
28 フィルム送り駆動ロール
29 バキュームコンベア駆動ロール
31 切断ロール
34 パスライン保持ロール
35 フィルム搬送用バキュームコンベア(フィルム状物搬送バキュームコンベア)
35A バキュームベルト
36 バキュームコンベアロール
37 ガイドバー
38 隙間
40 シュリンクトンネル
45 フライトバー
46 軌道
49 心棒
50 フィルム保持ロール(フィルム状物保持ロール)
51 ロール部
51A 凹所
52 フィルム保持機構(吸引機構)
55 溝部
57 小径孔用チャンバー
58 バキューム部
59 フィルム吸引用小径孔
60 切断ロール
64 切断刃
65 フィルム送給装置(フィルム状物送給装置)
66 フィルム包装装置(フィルム状物による包装装置)
67 フィルム切断機構(フィルム状物切断機構)
68 シュリンクトンネル部
70,71 送り込みロール
72 パスライン保持ロール
73 蛇行防止ロール
74 フィルムロール
75 フィルム供給機構
80 負圧供給ユニット
81 バキュームチャンバー
82 負圧供給口
88 ベアリング
89 ベアリング支持板
90 減速機
91 ロール回転用モータ
95 隙間
97 落下防止用ベルト
98 ベルト取付けバー
99 切断刃
100 エアー噴射ノズル(巻き付き案内機構)
120 移動ロール
130 エアー供給用ノズル(落下防止機構)
160 フィルム包装部
165 フィルム送給装置
166 フィルム包装装置
167 フィルム切断機構
170 シュリンクトンネル部
A,B バキュームチャンバーの設置範囲の端点
BL 鉛直基準線
P ロール中心間距離
L フィルムパスライン
M1 フィルム送りロール用モータ
M2 バキュームコンベア駆動ロール用モータ
M3 切断ロール駆動モータ
h 切断刃最大食い込み深さ
θ バキュームチャンバーの設置範囲
【技術分野】
【0001】
本発明は、特にシュリンク包装機に用いて好適の、フィルム状物による包装装置に関する。
【背景技術】
【0002】
フィルム状物による包装の一例としては、例えば飲料缶のシュリンク包装がある。図9はシュリンク包装の例を示す図であり、(a)は缶2のみを複数(ここでは6個)まとめてフィルム1でシュリンク包装した例を示す斜視図、(b)は段ボールトレー3上に複数(ここでは6個)並べられた缶2をフィルム1でシュリンク包装した例を示す斜視図である。
【0003】
このようなシュリンク包装はシュリンク包装機で行なわれる。図10はシュリンク包装機の概要構成を示す図であり、(a)はシュリンク包装機の各部のライン上の配置を示す模式的側面図、(b)はシュリンク包装の工程を説明する模式的斜視図である。
図10(a),(b)によりシュリンク包装機の概略構成及び工程を説明する。
シュリンク包装機は、主に、缶2を供給する缶供給コンベア部(以下、缶供給コンベアという)10と、フィルム送給装置165とフィルム包装装置166とからなるフィルム包装部160と、シュリンクトンネル部170とで構成され、これらがライン上に順に配置されている。
【0004】
次に、図10(b)により、シュリンク包装の概略工程を説明する。
まず、缶2は、多数に集合され並べられた群状態(缶群)8で、缶供給コンベア10によりフィルム包装装置166へ向けて送給される。ここで、缶供給コンベア10上で、フィルム包装装置166に送給されるまでに、缶群8は所定個数ずつにグルーピングされる。つまり、缶2を、所定個数毎に所定の配置に並べた状態でシュリンク包装を行なうために、フィルム包装装置166に送給するにあたって、缶群8を、1つのシュリンク包装あたりの数(ここでは6個)に区分けして、所定の配置(ここでは、ライン方向に2個、横方向に3個の配置)に並べるようにする。
【0005】
このようにして、フィルム包装装置166に送給されたグループ状の缶2は、フィルム送給装置165によって缶供給コンベア10の下方から送給されるフィルム1を巻き付けられてスリーブ包装される。
ここで、フィルム送給装置165は、フィルム送給装置165に送給されるシュリンクフィルム(以下、フィルムと略す)0を所定の長さのフィルム1に切断し、その後、フィルム1をフィルム包装装置166に送給している。なお、符号0は切断前の長尺なフィルムを、符号1は切断後のフィルムを示す。
【0006】
フィルム包装装置166でスリーブ包装された缶2は、シュリンクトンネル40に送給される。
図11は、従来のシュリンク包装機において缶がスリーブ包装されるまでの工程を詳細に示す側面図である。但し、フィルム送りロール用モータM1,バキュームコンベア駆動ロール用モータM2,切断ロール駆動モータM3については、これらのモータと、モータに駆動されるロールとの対応を明確にするために模式的に示したものであって、実際の形状及び配置を示すものではない。
【0007】
図11に示すように、従来のシュリンク包装機では、缶2がスリーブ包装される際に、缶供給コンベア10と、フィルム送給装置165と、フィルム包装装置166との3要素が関与する。
ここで、フィルム送給装置165は、図示しないロールに巻回されたフィルム0を所定のパスラインで走行させるパスライン保持ロール34と、パスライン保持ロール34を通じて送給される長尺のフィルム0を所定長さのフィルム1に切断するフィルム切断機構167と、フィルム切断機構167により所定長さに切断されたフィルム1を吸引しながらフィルム包装装置166へと送給するフィルム搬送バキュームコンベア35とからなる。
【0008】
ここで、フィルム搬送バキュームコンベア35は、バキュームコンベア駆動ロール用モータM2に駆動されて回転するバキュームコンベア駆動ロール29と、このバキュームコンベア駆動ロール29の斜め上方に離隔して配設されたバキュームコンベアロール36と、バキュームコンベア駆動ロール29,バキュームコンベアロール36に巻回されたバキュームベルト35Aとから構成される。
【0009】
バキュームベルト35Aはバキュームコンベア駆動ロール29に駆動されて回転し、パスライン下流側端部ではバキュームコンベアロール36の吸引力を受けてフィルム1を、パスライン上に吸引・保持しつつフィルム包装装置166へ送給する。
また、フィルム切断機構167は、パスライン保持ロール34とフィルム搬送バキュームコンベア35との間に設けられ、互いに対向して設けられたフィルム送りロール26及びフィルム送り駆動ロール28と、バキュームコンベア駆動ロール29に対向して設けられたフィルム押さえロール27と、切断刃99をそなえてフィルム送りロール26とフィルム押さえロール27との間に配設された切断ロール31とからなっている。
【0010】
また、フィルム包装装置166は、缶供給コンベア10の下流に隙間38をあけて直列に配設された缶搬送コンベア11と、回転移動しながら缶2にフィルム送給装置165から送給されるフィルム1を巻き付けるフライトバー45とから構成される。なお、缶搬送コンベア11の下流には、隙間95をあけて缶搬送コンベア12が直列に配設されている。
【0011】
従来のシュリンク包装機は、上述のように構成されており、缶2のスリーブ包装は以下のように行なわれる。
図11に示すように、まず、フィルムの切断工程では、パスライン保持ロール34を介して供給されてくるフィルム0は、フィルム送りロール26とフィルム送り駆動ロール28とに挟まれながらフィルム搬送バキュームコンベア35に送られる。
【0012】
そして、フィルム0がフィルム搬送バキュームコンベア35により所定の長さ分だけ送られると、切断ロール31が回転を開始してフィルム0を所定の長さのフィルム1に切断する。
こうして、所定の長さに切断されたフィルム1は、フィルム搬送バキュームコンベア35により吸着されながらライン上を移送され、缶供給コンベア10と缶搬送コンベア11との間の隙間38を通って、缶搬送コンベア11の上面に供給される。この時、フィルム1と同期して、缶供給コンベア10からグルーピングされた缶2も缶搬送コンベア11に移送されフィルム1の上に載る。したがって、フィルム1は、缶2と缶搬送コンベア11とによって挟み付けられて、缶2と共に缶搬送コンベア11に乗り移り始め、フィルム搬送バキュームコンベア35から引き剥がされる。
【0013】
その後、図11中に二点鎖線で示す軌道上を移動するフライトバー45がコンベア間の隙間38を通過するとともに、缶搬送コンベア11に乗り移り始めて隙間38上を移動中のフィルム1の中間部を巻き上げる。そして、フライトバー45はフィルム1を引っかけながら、缶搬送コンベア11の上方を缶2の移動速度よりも高速で缶2の移動方向へ移動して、図11中(1)で示すように、缶2と缶搬送コンベア11とに挟み込まれていない側のフィルム1の端部が缶2の前方(移動方向側)に落ちるようにフィルム1を案内する。この(1)で示す状態で缶2が缶搬送コンベア11の終端に差しかかると、缶搬送コンベア11に垂れかかるフィルム1の端部はコンベア間の隙間95を下方へ落ち込む。フィルム1の端部が隙間95内の下方へと落ち込んだ状態で缶2が缶搬送コンベア12に乗り移ると、図11中(2)で示すように、フィルム1の端部が缶2の下に巻き込まれた状態となって、スリーブ包装が完了する。
【発明の開示】
【発明が解決しようとする課題】
【0014】
しかしながら、上述のような従来のシュリンク包装機にそなえられた各装置の場合、以下のような課題を有している。
ここで、フィルムの切断処理及びフィルムを缶に巻き込む処理についてさらに詳述しながら、その課題を説明する。
まず、図12を参照しながら、フィルム切断機構167についてその構造及びフィルム切断の動作についてより詳細に説明する。
【0015】
図12は従来のシュリンク包装機のフィルム切断機構167の詳細構造及び動作を説明する側面図であり、(a)はフィルム切断前の状態を示す図、(b)はフィルム切断中の状態を示す図、(c)はフィルム切断完了の状態を示す図である。但し、フィルム送りロール用モータM1,バキュームコンベア駆動ロール用モータM2,切断ロール駆動モータM3については、図11と同様に、これらのモータと、モータに駆動されるロールとの対応を明確にするために模式的に示したものであって、実際の形状及び配置を示すものではない。
【0016】
図12(a)〜(c)に示すように、フィルム切断機構167は、前述のように、互いに対向して設けられたフィルム送りロール26とフィルム送り駆動ロール28と、バキュームコンベア駆動ロール29に対向して設けられたフィルム押さえロール27と、フィルム送りロール26とフィルム押さえロール27との間に配設された切断ロール31とからなり、切断ロール31には切断刃99がそなえられている。フィルム送り駆動ロール28はフィルム送りロール用モータM1により、バキュームコンベア駆動ロール29はバキュームコンベア駆動ロール用モータM2により、切断ロール31は切断ロール駆動モータM3によりそれぞれ駆動される。
【0017】
また、切断ロール31は、切断刃99がフィルム0のパスライン(フィルムパスラインL)に対してフィルム0の切断に適した高さ位置となるように、食い込み比(切断刃最大食い込み深さh/ロール中心間距離P)がある規定範囲となるように配設される。ここで、フィルムパスラインLは、フィルム送り駆動ロール28とバキュームコンベア駆動ロール29に支持されてフィルム0が形成するラインである。また、切断刃最大食い込み深さhは、切断刃99がフィルムパスラインLと垂直を成す状態(最もフィルムパスラインLに食い込んだ状態)での、フィルムパスラインLを基準とした切断刃99の食い込み深さであり、ロール中心間距離Pは、フィルム送り駆動ロール28とバキュームコンベア駆動ロール29のロール中心間距離である。
【0018】
上述の構成では、切断刃99によりフィルム0を切断するには、図12(b)に示すように、切断刃99がフィルムパスラインLに最も食い込んだ状態で、切断刃99により下方に押し込まれる力に対してフィルム0に十分な反力が発生していなければならない、即ち、ロール中心間距離Pでフィルム0に張力が十分に作用している必要がある。
したがって、上述のようにフィルム送り駆動ロール28とバキュームコンベア駆動ロール29には別々の駆動用モータにより駆動して、バキュームコンベア駆動ロール29をフィルム送り駆動ロール28よりも速く回転させることで、ロール中心間距離Pにおいてフィルム0に十分な張力が発生するようにしているのである。
【0019】
次に、切断機構167の動作について説明する。
まず、フィルム0は、図12(a)に示すように、フィルム送りロール26及びフィルム送り駆動ロール28と、フィルム押さえロール27及びバキュームコンベア駆動ロール29とにより、バキュームコンベア35に送り出される。
フィルム0が所定の長さまでバキュームコンベア35に送り出されると、図12(b)に示すような切断刃99の先端が最もフィルム0に食い込む位置で、切断刃99がフィルム0を所定の長さに切断する。
【0020】
次いで、図12(c)に示すように、所定の長さに切り取られたフィルム1は、バキュームコンベア35により吸着されながら次工程へと送給され、一方、残されたフィルム0の端部は、一度、自由になった後でフィルム押さえロール27及びバキュームコンベア駆動ロール29に挟み込まれてバキュームコンベア35へ送り込まれ、図12(a)の状態に再び戻る。
【0021】
しかしながら、このような従来のフィルム切断機構では、ロール中心間距離Pでフィルム0に作用する張力がフィルム0の幅方向に均一であれば切断できるが、かかる張力が幅方向に不均一であったり、かかる張力が不足している場合には、切断の失敗が発生しやすいという課題がある。
さらに、フィルム0には剛性がほとんどないため、切断刃99により切断されて一度自由なったフィルム0は自重によりフィルム押さえロール27とバキュームコンベア駆動ロール29の合わせ面よりも低く垂れ下がってしまう。このため、フィルム押さえロール27とバキュームコンベア駆動ロール29との間にフィルム0が進入できずに、フィルム詰まりやフィルム送りロール28へのフィルム0の巻き込みが発生しやすいという課題もある。
【0022】
次に、図13を参照しながら、フィルム1を缶下に送り込むための構成及び動作をより詳細に説明する。
図13は従来のシュリンク包装機のフィルム送給装置においてフィルム1を缶下に送り込むための構成及び動作を説明する側面図であり、(a)はフィルム1が正常に缶下に送り込まれた状態を示し、(b)はフィルム1が正常に缶下に送り込まれなかった状態を示す。
【0023】
フィルム1を缶下に送り込むための機構は、図13に示すように、互いに隙間38をあけて直列に配設される缶供給コンベア10及び缶搬送コンベア11と、フィルム搬送用バキュームコンベア35と、フライトバー45とから構成される。さらに、コンベア間の隙間38には、フィルム搬送用バキュームコンベア35より送給されるフィルム1を缶搬送コンベア11へと案内するガイドバー37が付設されている。
【0024】
ここで、コンベア間の隙間38は、下方のフィルム搬送用バキュームコンベア35から送給されるフィルム1とこのフィルム1を上方に巻き上げるフライトバー45とが通過するのに充分な大きさの間隔を有するように設けられている。
次に、フィルム1を缶下に送り込む動作について説明する。
切断機構167で所定長さに切断されたフィルム1は、フィルム搬送バキュームコンベア35によって、ガイドバー37に案内されながら隙間38を通って、缶搬送コンベア11に送給される。そして、フィルム1は、缶搬送コンベア11に移動してきた缶2と缶搬送コンベア11とに挟持されて缶搬送コンベア11に乗り移り始めるが、缶2が完全に缶搬送コンベア11に乗り移り、かつフィルム1がフィルム搬送バキュームコンベア35から缶搬送コンベア11へと乗り移る途中、即ち、フィルム1が隙間38内に存在する時点で、フライトバー45が隙間38を通過してフィルム1を巻き上げる。
【0025】
しかしながら、このような従来のフィルム送給装置では、ガイドバー37の設置空間とフライトバー45の移動空間とを確保するために、フィルム搬送バキュームコンベア35の終点となるバキュームコンベアロール36は、缶供給コンベア10及び缶搬送コンベア11よりも低い位置に設置せざるを得ない。このため、フィルム1の先端部を、缶供給コンベア10から缶搬送コンベア11に移動中の缶2の下部に提供する時、バキュームコンベアロール36を通過して自由となったフィルム1の先端部は、ガイドバー37で支持されるのみとなり、剛性のほとんどないフィルム1は隙間38内を円滑に通過できず、例えば、図13(b)のように隙間38でフィルム1が詰まってしまうなどの課題がある。
【0026】
さらに、従来のシュリンク包装機のフィルム包装装置では、缶搬送コンベア11の移動速度が速いと、これに応じてフライトバ─45によるフィルム1の包み込みの速度も速まるため、図14に示すように、フライトバ─45がフィルム1を引っかけながら移動している過程で、Aで示す部分に風をはらんでフィルム1が膨らんでしまい、この影響でフライトバー45によって缶2の移動方向に落とされても缶2の缶下に巻き付く分のフィルムの長さが不足して、缶下への巻き付けが行なえない場合もある。
【0027】
また、缶2に巻き付いたフィルム1の他端が、缶搬送コンベア11,12間の隙間95に落ち込まずに、缶2の缶下への巻付けが失敗する場合もある。
さらに、フライトバー45により案内されて缶2の前方(移動方向側)に移動したフィルム1の前端部が、この移動に伴う空気抵抗(風圧)等によりフライトバー45から滑り落ちて、図15に示すように缶2の側と反対側(缶2の後方)に落下してしまい、フィルム1による缶2の巻き込みが行なえない場合があるという課題もある。
【0028】
本発明は、このような課題に鑑み創案されたもので、フィルム状物による確実な包装が行なえるようにした、フィルム状物による包装装置を提供することを目的とする。
【課題を解決するための手段】
【0029】
このため、請求項1記載の本発明のフィルム状物による包装装置は、物品搬送路を搬送される物品に、所定長さに切断されたフィルム状物を巻き付けてスリーブ包装する、フィルム状物による包装装置において、該物品搬送路と該物品との間に一端を挟み付けられた該フィルム状物の他端側を該物品に巻き付けるフライトバーをそなえ、該物品搬送路の上方に、該フライトバーと協動して該フィルム状物の他端側を挟み付け該フィルム状物の他端側の落下を防止して該フィルム状物の他端側を物品巻き付け方向へ移動させる落下防止用ベルトが配設されていることを特徴としている。
【0030】
請求項2記載の本発明のフィルム状物による包装装置は、請求項1記載のフィルム状物による包装装置において、該物品搬送路の上方に、該フィルム状物の端部外面に空気を吹きつけて該フィルム状物の該物品への巻き付きを案内する巻き付き案内機構が設けられていることを特徴としている。
【発明の効果】
【0031】
請求項1記載の本発明のフィルム状物による包装装置によれば、フライトバーからのフィルム状物の落下が無く、物品へのフィルム状物の巻き付けが確実にできることから、安定した操業が行なえるという利点がある。
【0032】
請求項2記載の本発明のフィルム状物による包装装置によれば、請求項1の効果に加え、物品の下部へのフィルム状物の巻き付けが確実にできることから、安定した操業が行なえるという利点がある。
【発明を実施するための最良の形態】
【0033】
以下、図面により、本発明の実施形態について説明する。なお、本実施形態としては、本発明のフィルム状物による包装装置を、飲料缶のシュリンク包装機に適用した例を説明する。
【0034】
図1〜図8は、本発明の実施形態について示すもので、図1は本実施形態にかかるシュリンク包装機の構成を模式的に示すラインの側面図、図2〜図5はいずれも本実施形態にかかるフィルム状物送給装置を示す図、図6,図7はいずれも本実施形態にかかるフィルム状物による包装装置を示す図、図8はスリーブ包装された缶を示す図である。
まず、図1により、本実施形態にかかるシュリンク包装機の全体の構成について説明する。
【0035】
このシュリンク包装機は、缶送給コンベア(搬送コンベア)10と、フィルム送給装置(フィルム状物送給装置)65と、フィルム包装装置(フィルム状物による包装装置)66と、このフィルム包装装置66でスリーブ包装されたフィルム(フィルム状物)1により缶をシュリンク包装するシュリンクトンネル部68とから構成される。
なお、シュリンクトンネル部68は、従来例(図10の符号170を参照)のものと同様に構成されるので、図1では一部省略している。また、缶送給コンベア10については、従来のものと同様であるので、本シュリンク包装機の特徴であるフィルム送給装置65,フィルム包装装置66について詳述する。
【0036】
まず、フィルム送給装置65について説明する。このフィルム送給装置65は、図1に示すように、フィルム供給機構75と、フィルム切断機構(フィルム状物切断機構)67と、フィルム搬送用バキュームコンベア(フィルム状物搬送バキュームコンベア)35とをそなえ、これらのフィルム供給機構75,フィルム切断機構67,フィルム搬送用バキュームコンベア35により、フィルム0またはフィルム1を送給する送給路が構成されている。
【0037】
フィルム供給機構75は、フィルムロール74と、パスライン保持ロール72と、蛇行防止ロール73とから構成され、フィルムロール74に巻回されたシュリンクフィルム(以下、フィルムという)0をフィルム切断機構67へ供給するように配設されている。
フィルム搬送用バキュームコンベア35は、フィルム切断機構67の下方に配設されたバキュームコンベア駆動ロール29と、このバキュームコンベア駆動ロール29から斜め上方の、缶搬送路(物品搬送路)を構成する缶供給コンベア(搬送コンベア)10,缶搬送コンベア(搬送コンベア)11の相互間の下部に設けられたバキュームコンベアロール36と、これらのバキュームコンベア駆動ロール29,バキュームコンベアロール36に巻回されたバキュームベルト35Aとから構成されている。
【0038】
フィルム搬送用バキュームコンベア35の上端部のバキュームコンベアロール36は、缶供給コンベア10と缶搬送コンベア11とが間隔を開けて直列に並んで構成される缶搬送路の搬送面レベル付近に達するように配設されている。さらに、フィルム搬送用バキュームコンベア35から缶搬送コンベア11へのフィルム1の受渡し部分の下方には、エアー供給用ノズル(落下防止機構)130が付設されている。
【0039】
フィルム切断機構67は、フィルム搬送用バキュームコンベア35のフィルム搬送開始点、即ち、バキュームコンベア駆動ロール29の上方に配設され、パスライン保持ロール72と、互いに対向して配設される送り込みロール70,71と、移動ロール120と、フィルム保持ロール(フィルム状物保持ロール)50と、フィルム保持ロール50に対向して設けられて切断刃64を有する切断ロール60とをそなえて構成される。
【0040】
切断刃64は、切断ロール60の外周に接線をなすように、かつ、切断ロール60の回転方向側に迫り出すように切断ロール60に取り付けられて、切断刃64(切断ロール60)が回転する際に切断ロール60と同期して回転するフィルム保持ロール50と干渉しないようになっている。また、かかる切断刃64の取付け方法は、切断刃64の取付け・取外しを容易にするとともに、切断刃64のフィルム1への食い込みを効果的にしている。
【0041】
なお、移動ロール120は、フィルム0の切断時に、フィルム0側に移動して、切断すべきフィルム部分に張力を加え、その切断を確実に行なわせるものである。
ここで、図2に示すように、フィルム保持ロール50は、外周面でフィルム1を保持するロール部51と、ロール部51を軸支するための心棒49とからなり、ベアリング88,88により心棒49を中心に回転可能にベアリング支持板89,89に取り付けられている。
【0042】
フィルム保持ロール50の心棒49の一端側には、図2(a)に示すように、減速機90を介してロール回転用モータ91が接続されており、このモータ91により心棒49及びロール部51が回転駆動されるようになっている。
また、図2(a),(b)に示すように、ロール部51の外周面には、切断ロール60にそなえられた切断刃64を受ける溝部55と、フィルム保持機構(吸引機構)52を構成するバキューム部58及びフィルム吸引用小径孔59とがそなえられる。
【0043】
フィルム保持機構52は、ロール部51のバキューム部58及びフィルム吸引用小径孔59と、フィルム保持ロール50の他端側のロール部51の側部に設けられた小径孔用チャンバー57と、フィルム保持ロール50の他端側に固定設置された負圧供給ユニット80とから構成されている。
小径孔用チャンバー57はバキューム部58と連通し、フィルム吸引用小径孔59はバキューム部58の外周側に設けられやはりバキューム部58と連通しており、したがって、小径孔用チャンバー57は、バキューム部58を介してフィルム吸引用小径孔59と連通している。
【0044】
負圧供給ユニット80は、ロール部51の側面の凹所51A内で心棒49の外周に配設されており、ベアリング支持板89に支持されて非回転状態に固定され設置されている。この負圧供給ユニット80は、バキュームチャンバー81と、負圧供給口82とをそなえて構成されている。この負圧供給口82は図示しないバキュームポンプ等に接続されており、負圧供給口82を介して、バキュームチャンバー81に外部から負圧が供給されるようになっている。
【0045】
ロール部51側の小径孔用チャンバー57及び負圧供給ユニット80側のバキュームチャンバー81は、図2(b)に示すように、いずれも同一半径の略円弧状の断面を有するように形成された空間であり、ロール部51が回転して、小径孔用チャンバー57とバキュームチャンバー81とが図2(b)において重合するような回転角度状態になると、小径孔用チャンバー57がバキュームチャンバー81と連通して、バキューム部58内を負圧に減圧するようになっている。
【0046】
小径孔用チャンバー57は、図2(b)に示すように、バキューム部58の形成された部分に対応した箇所から、溝部55の幅方向中央部付近までに亘って形成されている。一方、バキュームチャンバー81は、鉛直基準線BLの上方よりもやや手前側(フィルム保持ロール50の回転方向の上流側)のAで示す箇所から鉛直基準線BLの下方のBで示す箇所までに亘って設けられている。
【0047】
したがって、ロール部51とともに回転する小径孔用チャンバー57がバキュームチャンバー81と重合する範囲〔図2(b)中にA−Bで示される領域〕に位置するときに限って、小径孔用チャンバー57がバキュームチャンバー81と連通するようになっている。
フィルム保持ロール50の回転により、小径孔用チャンバー57が図2(b)に示すAの箇所に達するのは、溝部55が鉛直基準線BLの上方に達する直前であり、溝部55内に切断刃64が入り込みながらフィルム0を切断する直前である。また、小径孔用チャンバー57が図2(b)に示すBの箇所に達するのは、切断したフィルム1をフィルム搬送用バキュームコンベア35へ受け渡し終える時である。
【0048】
すなわち、フィルム吸引用小径孔59が負圧によりフィルム0又は1を吸引するのは、フィルム0を切断する直前から、切断されたフィルム1をフィルム搬送用バキュームコンベア35へ受け渡し終えるまでであり、この間は、フィルム吸引用小径孔59を通じてフィルム0又は1がフィルム保持ロール50の外周面に吸引・保持されるようになっている。
【0049】
次に、エアー供給用ノズル130について説明する。エアー供給用ノズル130は、図5に示すように、バキュームコンベアロール36,缶搬送コンベア11間の下方に近設され、このバキュームコンベアロール36,缶搬送コンベア11間にむけて上方に空気を噴射するようになっている。これにより、フィルム搬送用バキュームコンベア35により缶搬送コンベア11に搬送されてくる剛性のほとんどないフィルム1が缶搬送コンベア11の搬送面よりも垂れ下がらないようにしてフィルム1が確実に缶搬送コンベア11の搬送面に乗るようにしているのである。
【0050】
このようにエアー供給用ノズル130によってフィルム1の垂れ下がりを防止するため、従来技術(図13参照)のようなガイドバー37が不要になり、これにより、前述のように、バキュームコンベアロール36を搬送面レベル付近まで上昇させて配置することができるのである。
次に、フィルム包装装置66について説明する。このフィルム包装装置66は、図1に示すように、互いに隙間95をあけて直列に並べられる缶搬送コンベア11,12と、缶搬送コンベア11の周囲を図中の二点差線で示す軌道46上を移動するフライトバー45と、ベルト取付けバー98をそなえて缶搬送コンベア11の上方にベルト取付けバー98により支持されて配設される落下防止用ベルト97と、隙間95の上方に配設されるエアー噴射ノズル(巻き付き案内機構)100とから構成される。
【0051】
缶搬送コンベア11,12間の隙間95は、図1に二点鎖線で示す軌道46を移動するフライトバー45が通過するのに十分な大きさに、かつ、図7に(2)で示す状態のように、缶搬送コンベア11から缶搬送コンベア12に乗り移ろうとする缶2に巻き付けられたフィルム1の一端が落ち込むのに十分な大きさにしている。
ここで、缶2に巻き付けられたフィルム1の一端を隙間95に落とし込んで図7中(2)の状態のようにするのは、この(2)の状態で缶2が缶搬送コンベア11から缶搬送コンベア12に乗り移ることで、隙間95に垂れているこのフィルム1の一端を缶下に巻き込こませるためであり、図7中の(3)のような状態に缶2のスリーブ包装を行なうためである。
【0052】
また、エアー噴射ノズル100は、図7に示すように、隙間95の上方に配設されて、缶搬送コンベア11から缶搬送コンベア12に乗り移ろうとする缶2に巻き付けられたフィルム1の一端が確実に隙間95に落ち込む(図7中の(2)で示す状態になる)ように、このフィルム1の一端に下向きの空気を吹きつけるようにしている。
そして、落下防止用ベルト97は、図6に示すように軌道46上を移動するフライトバー45と接するように配設され、フライトバー45と協動して、缶搬送コンベア11と缶2との間に一端を挟み付けられたフィルム1の他端側を挟持して確実に缶2の前方(移動方向側)に案内するためのものである。
【0053】
本発明の一実施形態にかかる実施形態のシュリンク包装機は上述のように構成されており、シュリンク包装の工程は以下のように行なわれる。
シュリンク包装機によるシュリンク包装の概略工程の構成は、図1に示すように、従来技術と同様である。即ち、フィルム送給装置65でフィルム0を所定の長さに切断してフィルム包装装置66へと送給し、フィルム包装装置66では、缶供給コンベア10により供給されてくるグループ状の缶2を、フィルム送給装置65から送給されるフィルム1によりスリーブ包装する。そして、スリーブ包装された缶2はシュリンクトンネル部68へと送られてシュリンク包装が完了する。
【0054】
しかし、フィルム送給装置65,フィルム包装装置66による具体的な処理は、従来技術と異なっている。
以降に、本シュリンク装置の特徴であるフィルム送給装置65,フィルム包装装置66について、それぞれの動作を詳述する。
まず、フィルム送給装置65について説明する。
【0055】
図1に示すように、まず、フィルム供給機構75が、蛇行防止ロール73によりフィルム0の蛇行を防止しつつ、パスライン保持ロール72により所定のパスラインを形成しながら、フィルムロール74に巻回されているフィルム0をフィルム切断機構67へと供給する。フィルム切断機構67は、このフィルム供給機構75から送給される長尺のフィルム0を所定の長さのフィルム1に切断してフィルム搬送用バキュームコンベア35に送り込む。その後、フィルム搬送用バキュームコンベア35が、フィルム1をフィルム包装装置66に送給する。
【0056】
ここで、図3,図4により、フィルム切断機構67の動作を詳細に説明する。 フィルム供給機構75より供給される長尺のフィルム0は、パスライン保持ロール72と送り込みロール70,71と移動ロール120とを介して、フィルム保持ロール50及び切断ロール60の相互間に送られる。図3(a)はフィルム0をフィルム搬送バキュームコンベア35にて所定の長さになるまで搬送している状況を示す。この時点では、切断ロール60とフィルム保持ロール50とは停止している。
【0057】
また、この時には、小径孔用チャンバー57は、図3中に示す領域θに設けられたバキュームチャンバー81と連通しない位置にあり、バキューム吸引用小径孔59の外周外では吸引力は働かずに、フィルム0の搬送を妨げることはない。フィルム0がフィルム搬送バキュームコンベア35により吸着されながらフィルム搬送バキュームコンベア35上に所定長さにまで送り出されると、フィルム保持ロール50と切断ロール60とが同期して回転を開始し、図3(b)で示される状態となる。
【0058】
図3(b)はフィルム0の切断開始した状況を示し、この時フィルム保持ロール50の図3(b)中A,Bで示される位置にわたる領域θ、つまり、バキュームチャンバー81の設置範囲に、小径孔用チャンバー57が達っしているので、前述のとおり、バキューム部58、即ち、バキューム吸引用小径孔59はバキュームチャンバー81と連通して負圧となってフィルム0を吸着する。
【0059】
フィルム0はバキューム吸引用小径孔59で吸着されながらフィルム保持ロール50とともに回転し、やがて切断刃64により溝部55に押し込まれてゆく。この時点で、フィルム0の切断をさらに確実とするため、移動ロール120を下降させて、フィルム0に張力を加える。切断刃64が回転して最下点に達した時点で、フィルム0に作用する張力が最大となって、フィルム0は切断される。移動ロール120はフィルム0の切断後、元の位置に上昇させる。
【0060】
こうして、バキューム吸引用小径孔59に吸着されている長尺なフィルム0から切り離された所定長さのフィルム1は、バキューム吸引用小径孔59の存在する位置より外れた位置にあるため、バキューム吸引用小径孔59の吸着力から開放される。そして、フィルム保持ロール50及び切断ロール60が回転し、フィルム1は、図4(a)に示すように搬送されていく。
【0061】
その後、フィルム1は、フィルム保持ロール50とバキュームベルト35Aとに挟み付けられてフィルム搬送バキュームコンベア35へと送られて、吸着されつつ次の工程へと送給される。
なお、フィルム搬送バキュームコンベア35の速度を、フィルム保持ロール50の速度よりも若干速く設定し、先行のフィルム1を後続フィルム0よりも速く搬送しており、これにより、適切な間隔でフィルム1を送り出している。
【0062】
さらに、フィルム保持ロール50が回転して図4(b)に示すような位置に達すると、小径孔用チャンバー57はθ外に移動するために、小径孔用チャンバー57がバキュームチャンバー81と連通しなくなってバキューム吸引用小径孔59はフィルム0を吸引しなくなる。そのため、フィルム0の移動方向側の端部は、今度は、フィルム搬送バキュームコンベア35に吸着されるので、フィルム0はフィルム保持ロール50外周上を滑りながら、フィルム搬送バキュームコンベア35によって搬送されていく。
【0063】
その後、フィルム保持ロール50、切断ロール60は図3(a)で示す状態まで回転,停止し、待機状態となり、上述の動作を繰り返す。
ここで、フィルム搬送バキュームコンベア35で搬送されていくフィルム1については、図5により説明する。
図5(a)に示すように、バキュームコンベア35により搬送されるフィルム1は、やがてバキュームコンベアロール36を通過しバキュームコンベア35からの吸引力を受けなくなり、自由な状態となるが、このフィルム1の自由になった部分は、エアー供給用ノズル130から、上方に向けてエアーを吹き付けられるため、落下することなく缶搬送コンベア11へと乗り上げ、やがて缶供給コンベア10から缶搬送コンベア11へと移動してきた缶2と缶搬送コンベア11とに挟み付けられて、缶2とともに缶搬送コンベア11上を移動していく。
【0064】
その後、フィルム1は、図5(b)に示すように、下方より移動してくるフライトバー45により上方に巻き上げられてバキュームコンベア35より引き剥がされるとともに、フィルム包装装置66によるフィルム包装工程へと進む。
特に、バキュームコンベア35が缶搬送路の搬送面レベル面までくるように配置されているので、缶供給コンベア10と缶搬送コンベア11との間での缶2の渡りにおいて缶2はフィルム搬送用バキュームコンベア35の端点により支持されて安定して移動が行なえるとともに、缶供給コンベア10から缶搬送コンベア11へと移動中の缶2の所定の位置に、フィルム1の先端を直接供給できるので、従来のようにフィルム供給をミスするトラブルが発生しなくなる。これによりフィルム1の先端が落下することなく、スムーズなフィルム供給が行なえる。
【0065】
次に、フィルム包装装置66の動作を説明する。
まず、図6により、缶搬送路を搬送される缶2にフィルム1を巻き付けるフィルム包装の動作を説明する。ここで、図中に付した(1)〜(4)は、缶2の移動にともなうフィルム包装の状態を順に示し、フライトバー45は図中の二点鎖線で示す軌道46を移動する。
【0066】
フライトバー45は、缶供給コンベア10と缶搬送コンベア11との間を通過するとともに缶搬送コンベア11と缶2との間に一端を挟み付けられたフィルム1の他端側を上方に巻き上げて、落下防止用ベルト97とともにフィルム1を挟み込みながら、缶2の前方(移動方向)へと移動して缶2を追い越し、やがて下降してフィルム0の端部を缶2の前方へ落として巻き付ける。
【0067】
このように、フィルム1を、フライトバー45と落下防止用ベルト97との間で挟持しながら、缶2に巻き付けることにより、フィルム1がフライトバー45から落下するのを防止できるとともに、フィルム1に、フィルム1がフライトバー45から離脱しないような抗力が発生するため、缶2にしっかりと巻き付けることができ、図14に示すようにフィルム1と缶2との間に空気が入り込んでフィルム1の缶下に巻き付ける長さが不足するようなこともない。
【0068】
次に、図7により、缶2の缶下にフィルム1を巻き付ける工程について説明する。
上述の動作によりフライトバー45でフィルム1を缶2に巻き付けただけでは、図7中の(1)の状態のようにフィルム1の先端は缶搬送コンベア11に垂れた状態で、缶2の缶下には巻きついていない。この状態で缶2が缶搬送コンベア11の終点に差しかかると、エアー噴射ノズル100からの噴射エアーにより、フィルム1の端部はコンベア間の隙間95に落とし込まれて、図7中(2)の状態のようになる。
【0069】
やがて、缶2は、缶搬送コンベア11から缶搬送コンベア12に乗り移る時、隙間95に垂れているフィルム1の一端を缶下に巻き込み、図7中の(3)のような状態となりスリーブ包装が完了する。完了したスリーブ包装の状態は、図8の通りである。
このように、フィルム1の端部の、コンベア間の隙間95への落とし込みが確実にできることから、缶2の缶下へのフィルム1の巻付けが失敗することもない。
【0070】
したがって、本実施形態のシュリンク包装機によれば、以下のような効果が得られる。
つまり、本実施形態のフィルム送給装置65によれば、薄く剛性の弱いフィルム0を、容易に、かつ確実に切断でき、さらに所定長さに切断されたフィルム1の次工程への送給も確実となり、安定した操業が行なえるという利点がある。
また、本実施形態のフィルム包装装置66によれば、フライトバー45からのフィルム1の落下が無く、さらに、フィルム1の、缶2への巻付け及び巻き込みが確実になり、確実にフィルム1による缶2のスリーブ包装が行なえ、安定した操業が行なえるという利点がある。
【0071】
即ち、フィルム送給装置65及びフィルム包装装置66により、フィルム0の切断から缶2のスリーブ包装完了までの工程を通して、安定した操業が行なえるという利点がある。
なお、本発明のフィルム状物による包装装置は、上述の実施形態に限定されるものではなく、種々変形して実施することができる。
例えば、本実施形態では、図1に示すように、切断刃64を切断ロール60の外周に対して接線をなすとともに切断ロール60の回転方向側に迫り出すように切断ロール60に取り付けているが、フィルム保持ロール50と干渉しない範囲において、例えば、従来例のように、切断ロール60の外周に対して垂直となるように切断刃64を取り付けたりしても良く、切断刃64の形状や、切断刃64の切断ロール60への設置方向等は、本実施形態に限定されない。
【0072】
また、図9(a)のように、缶2を直接にフィルム1で包装するようにしているが、図9(b)のように缶2を段ボールトレー3上に収納してフィルム1で包装するようにしてもよい。また、フィルムに包装される物品も飲料缶ではない他のものでもよい。
【図面の簡単な説明】
【0073】
【図1】本発明の一実施形態にかかるフィルム状物送給装置及びフィルム状物による包装装置をそなえたシュリンク包装機の構成を模式的に示すラインの側面図である。
【図2】本発明の一実施形態にかかるフィルム状物送給装置のフィルム状物保持ロールの構成を示す図であり、(a)は側面図、(b)は(a)のC−C矢視図であり、一部破断して示している。
【図3】本発明の一実施形態にかかるフィルム状物送給装置におけるフィルム状物の切断及び送給について説明する側面図であって、(a),(b)は各工程を示している。
【図4】本発明の一実施形態にかかるフィルム状物送給装置におけるフィルム状物の切断及び送給について説明する側面図であって、(a),(b)は各工程を示している。
【図5】本発明の一実施形態にかかるフィルム状物送給装置によりフィルム状物の送給工程を(a),(b)の順で示すラインの側面図であり、(a)はフィルムが缶下に送り込まれた直後の状態を示し、(b)はその後フィルム状物がフライトバーにより巻き上げられていく状態を示している。
【図6】本発明の一実施形態にかかるフィルム状物による包装装置による缶へのフィルム状物巻付工程を示すラインの側面図である。
【図7】本発明の一実施形態にかかるフィルム状物による包装装置による缶下へのフィルム状物巻付工程を示すラインの側面図である。
【図8】スリーブ包装された缶の状態を示す模式的側面図である。
【図9】一般的なシュリンク包装の例を示す斜視図であり、(a)は缶のみをシュリンク包装した例を示し、(b)は段ボールトレーに入れた缶をシュリンク包装した例を示す図である。
【図10】従来のシュリンク包装機の概要構成を示す図であり、(a)はシュリンク包装機の模式的側面図、(b)はシュリンク包装の工程を説明する模式的斜視図である。
【図11】従来のシュリンク包装機の詳細な構成を示す側面図である。
【図12】従来のシュリンク包装機のフィルム切断機構の詳細構造及び動作を説明する側面図であり、(a)はフィルム切断前の状態を示し、(b)はフィルム切断中の状態を示し、(c)はフィルム切断完了の状態を示す。
【図13】従来のシュリンク包装機において切断されたフィルムを缶下に送り込むための構成及び動作を説明する側面図であり、(a)はフィルムが正常に缶下に送り込まれた状態を示し、(b)はフィルムが正常に缶下に送り込まれなかった状態を示す。
【図14】従来のシュリンク包装機において缶へのフィルムの巻付工程を示す側面図である。
【図15】従来のシュリンク包装機において切断されたフィルムが正常に缶下に送り込まれなかった状態を示す。
【符号の説明】
【0074】
0 フィルム状物としてのシュリンクフィルム(切断前のシュリンクフィルム)
1 フィルム状物としてのシュリンクフィルム(切断後のシュリンクフィルム)
2 缶
3 段ボールトレー
8 缶群
10 缶供給コンベア(搬送コンベア)
11,12 缶搬送コンベア(搬送コンベア)
26 フィルム送りロール
27 フィルム押さえロール
28 フィルム送り駆動ロール
29 バキュームコンベア駆動ロール
31 切断ロール
34 パスライン保持ロール
35 フィルム搬送用バキュームコンベア(フィルム状物搬送バキュームコンベア)
35A バキュームベルト
36 バキュームコンベアロール
37 ガイドバー
38 隙間
40 シュリンクトンネル
45 フライトバー
46 軌道
49 心棒
50 フィルム保持ロール(フィルム状物保持ロール)
51 ロール部
51A 凹所
52 フィルム保持機構(吸引機構)
55 溝部
57 小径孔用チャンバー
58 バキューム部
59 フィルム吸引用小径孔
60 切断ロール
64 切断刃
65 フィルム送給装置(フィルム状物送給装置)
66 フィルム包装装置(フィルム状物による包装装置)
67 フィルム切断機構(フィルム状物切断機構)
68 シュリンクトンネル部
70,71 送り込みロール
72 パスライン保持ロール
73 蛇行防止ロール
74 フィルムロール
75 フィルム供給機構
80 負圧供給ユニット
81 バキュームチャンバー
82 負圧供給口
88 ベアリング
89 ベアリング支持板
90 減速機
91 ロール回転用モータ
95 隙間
97 落下防止用ベルト
98 ベルト取付けバー
99 切断刃
100 エアー噴射ノズル(巻き付き案内機構)
120 移動ロール
130 エアー供給用ノズル(落下防止機構)
160 フィルム包装部
165 フィルム送給装置
166 フィルム包装装置
167 フィルム切断機構
170 シュリンクトンネル部
A,B バキュームチャンバーの設置範囲の端点
BL 鉛直基準線
P ロール中心間距離
L フィルムパスライン
M1 フィルム送りロール用モータ
M2 バキュームコンベア駆動ロール用モータ
M3 切断ロール駆動モータ
h 切断刃最大食い込み深さ
θ バキュームチャンバーの設置範囲
【特許請求の範囲】
【請求項1】
物品搬送路を搬送される物品に、所定長さに切断されたフィルム状物を巻き付けてスリーブ包装する、フィルム状物による包装装置において、
該物品搬送路と該物品との間に一端を挟み付けられた該フィルム状物の他端側を該物品に巻き付けるフライトバーをそなえ、
該物品搬送路の上方に、該フライトバーと協動して該フィルム状物の他端側を挟み付け該フィルム状物の他端側の落下を防止して該フィルム状物の他端側を物品巻き付け方向へ移動させる落下防止用ベルトが配設されている
ことを特徴とする、フィルム状物による包装装置。
【請求項2】
該物品搬送路の上方に、該フィルム状物の端部外面に空気を吹きつけて該フィルム状物の該物品への巻き付きを案内する巻き付き案内機構が設けられている
ことを特徴とする、請求項1記載のフィルム状物による包装装置。
【請求項1】
物品搬送路を搬送される物品に、所定長さに切断されたフィルム状物を巻き付けてスリーブ包装する、フィルム状物による包装装置において、
該物品搬送路と該物品との間に一端を挟み付けられた該フィルム状物の他端側を該物品に巻き付けるフライトバーをそなえ、
該物品搬送路の上方に、該フライトバーと協動して該フィルム状物の他端側を挟み付け該フィルム状物の他端側の落下を防止して該フィルム状物の他端側を物品巻き付け方向へ移動させる落下防止用ベルトが配設されている
ことを特徴とする、フィルム状物による包装装置。
【請求項2】
該物品搬送路の上方に、該フィルム状物の端部外面に空気を吹きつけて該フィルム状物の該物品への巻き付きを案内する巻き付き案内機構が設けられている
ことを特徴とする、請求項1記載のフィルム状物による包装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2011−105392(P2011−105392A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2011−47233(P2011−47233)
【出願日】平成23年3月4日(2011.3.4)
【分割の表示】特願2008−23829(P2008−23829)の分割
【原出願日】平成10年5月22日(1998.5.22)
【出願人】(505193313)三菱重工食品包装機械株式会社 (146)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成23年3月4日(2011.3.4)
【分割の表示】特願2008−23829(P2008−23829)の分割
【原出願日】平成10年5月22日(1998.5.22)
【出願人】(505193313)三菱重工食品包装機械株式会社 (146)
【Fターム(参考)】
[ Back to top ]